Изобретение относится к машиностроению, а именно к обработке круглым наружным шлифованием заготовок типа колец подшипников, втулок.
Известен способ ультразвуковой стабилизации остаточных напряжений (см. Бабенко М.Г. Совершенствование технологии обеспечения размерной точности прецизионных деталей типа колец подшипников на основе использования ультразвуковой стабилизации внутренних напряжений. Автореф. дис. … канд. техн. наук: 05.02.08 / Саратовский гос. техн. унив. - Саратов, 2002. - 16 с.), при котором после шлифования детали через шлифованную поверхность сообщают ультразвуковые колебания (УЗК) определенной амплитуды и частоты.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится отсутствие влияния энергии ультразвука на процесс шлифования заготовок, а так же увеличение цикла изготовления детали за счет включения в него времени на ультразвуковую стабилизацию остаточных напряжений. В процессе шлифования и снятия остаточных напряжений используется различная технологическая оснастка. Кроме того, недостатком является вовлечение в процесс дислокационного поглощения энергии ультразвука сравнительно малого количества дислокаций, размеры которых лежат в узком диапазоне, поскольку частотная зависимость дислокационного поглощения имеет резонансный характер, а собственная резонансная частота дислокации определяется длиной дислокационного отрезка (см. Ультразвук. Маленькая энциклопедия / Под общ. ред. И.П.Голяминой. - М.: Советская энциклопедия, 1979. - 400 с.). Указанный недостаток обусловлен тем, что в указанном способе использованы УЗК определенной фиксированной частоты. В результате эффективность снятия технологических остаточных напряжений невелика.
Наиболее близким к заявляемому изобретению по совокупности признаков является выбранный в качестве прототипа способ шлифования, заключающийся в непрерывном наложении ультразвуковых колебаний на заготовку в процессе шлифования (см. Пат. №2276004, C1, опубл. 2006.05.10 Бюл. №13, RU, осн. индекс МПК B24B 1/04 (2006.01) «Способ шлифования»).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе УЗК не оказывают заметного влияния на процесс шлифования, так как имеет место локальный участок контакта инструмента для снятия остаточных напряжений и заготовки, и УЗК распространяются по ограниченному объему заготовки.
Сущность изобретения заключается в следующем. В процессе шлифования режущая способность шлифовального круга постепенно снижается, что приводит к необходимости соответствующего снижения производительности бездефектного шлифования или (и) к ухудшению качества шлифованных деталей. Одним из путей повышения эффективности шлифования заготовок из различных материалов является наложение УЗК в процессе шлифования, в данном случае на заготовку. Наложение УЗК позволяет снизить коэффициент трения в зоне контакта круг - заготовка, силы резания, контактные и локальные температуры, что приводит к сохранению режущей способности абразивного зерна (AЗ), а следовательно, обеспечивается возможность увеличения производительности обработки и периода стойкости круга. Кроме того, в процессе шлифования в поверхностном слое заготовки формируются в большинстве случаев растягивающие остаточные напряжения, негативно влияющие на эксплуатационные характеристики изделия. Одним из способов снятия остаточных напряжений является наложение УЗК. В данном случае наложение УЗК на заготовку происходит как в процессе шлифования, так и после его окончания и снятия заготовки вместе с оправкой, позволяющей накладывать на заготовку колебания со станка На станке появляется возможность обработки следующей заготовки. Отпадает необходимость установки - снятия заготовки во второе приспособление, поскольку используется одно приспособление. Это обеспечивает увеличение производительности обработки и эффективности снятия остаточных напряжений.
Технический результат - увеличение периода стойкости шлифовального круга и производительности обработки при обеспечении заданного качества шлифованных деталей.
Указанный технический результат при осуществлении способа круглого наружного шлифования с наложением ультразвуковых колебаний включает наложение ультразвуковых колебаний на заготовку в процессе шлифования.
Особенность заключается в том, что перед шлифованием заготовку устанавливают на оправку, позволяющую накладывать на заготовку колебания, причем ультразвуковые колебания накладываются на заготовку не только в процессе шлифования, но и после окончания этого процесса и снятия заготовки с оправкой со станка.
Благодаря ультразвуковым колебаниям, сообщаемым заготовке в процессе шлифования, уменьшаются силы резания, контактные и локальные температуры в зоне контакта AЗ с заготовкой. Уменьшение локальных температур в зоне контакта AЗ с заготовкой позволяет улучшить качество шлифованных деталей и уменьшить массу налипов металла на зерна круга, благодоря чему увеличивается период стойкости шлифовального круга и производительность шлифования. С изменением частоты изменяется длина волны, а место расположения узлов колебаний будет непостоянным, поэтому наложение на заготовку частотно-модулированных ультразвуковых колебаний обеспечивает колебание всех сечений поверхностного слоя заготовки. Увеличенный период наложения на заготовку частотно-модулированных ультразвуковых колебаний позволяет в максимальной степени снять остаточные напряжения с заготовки и улучшить эксплуатационные характеристики детали. Это обеспечивается за счет того, что после обработки шлифованием заготовку вместе с оправкой снимают со станка и на нее продолжают накладывать частотно-модулированные ультразвуковые колебаниями вне зоны обработки, за счет чего увеличивается эффективность снятия остаточных напряжений в поверхностных слоях заготовки, а в это время на станке обрабатывается следующая заготовка Так же отпадает необходимость устанавливать и снимать заготовку в различные приспособления. Для сообщения шлифуемой заготовке ультразвуковых колебаний частотно-модулированной формы используется электрический сигнал, модулированный по частоте, который может быть получен с помощью ультразвукового генератора (УЗГ).
На чертеже представлена схема оправки для осуществления способа круглого наружного шлифования с наложением УЗК.
Оправка содержит оправку-излучатель 1, корпус 2, заготовки 3, пьезопреобразователи 4, отражающую гайку 5, щетки 6, кронштейн 7, токосъемники 8.
Заготовки 3 устанавливают на оправку-излучатель 1, поджимают отражающей гайкой 5 к торцу оправки-излучателя 1. Оправку для осуществления данного способа устанавливают в центр станка, предварительно надев на оправку поводок. Упругие механические колебания, модулированные по частоте, сообщаются заготовкам 3 через оправку-излучатель 1, генерируемые из электрических колебаний ультразвуковой частоты с помощью пьезопреобразователей 4. Электрические колебания, сообщаемые ультразвуковым генератором, передаются на пьезопреобразователи 5 с помощью щеток 6 и токосъемников 8. После чего заготовкам 3 сообщается вращение через поводок и происходит обработка шлифовальным кругом. Корпус 2 остается неподвижным за счет кронштейна 7, крепящегося к столу станка. Данное решение позволяет осуществить наложение частотно-модулированных колебаний на заготовку без затруднения процесса шлифования. Наложение на заготовку частотно-модулированных ультразвуковых колебаний обеспечивает колебание всех сечений поверхностного слоя заготовки 3.
Таким образом заготовкам 3 сообщаются частотно-модулированные ультразвуковые колебания, что приводит к уменьшению сил резания, локальных температур, коэффициента трения AЗ с заготовкой 3 и снижению остаточных напряжений, возникающих в процессе шлифования.
После обработки шлифованием заготовка 3 вместе с оправкой снимается со станка и на нее продолжают накладывать частотно-модулированные ультразвуковые колебаниями вне зоны обработки с целью релаксации остаточных напряжений в поверхностном слое заготовки 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2418671C2 |
| СПОСОБ КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2014 |
|
RU2569865C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2013 |
|
RU2543025C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2013 |
|
RU2542209C1 |
| СПОСОБ ШЛИФОВАНИЯ | 2004 |
|
RU2276004C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2151044C1 |
| Способ шлифования периферией круга с продольной подачей за несколько ходов и наложением ультразвуковых колебаний на заготовку | 2017 |
|
RU2660535C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2152297C1 |
| Способ шлифования периферией круга с продольной подачей за несколько ходов с выхаживанием и наложением ультразвуковых колебаний на заготовку | 2017 |
|
RU2685323C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2464153C1 |
Изобретение относится к машиностроению и может быть использовано на операциях круглого наружного шлифования заготовок типа колец подшипников, втулок. Перед шлифованием заготовку устанавливают на оправку, позволяющую накладывать на заготовку частотно-модулированные ультразвуковые колебания. Благодаря ультразвуковым колебаниям, сообщаемым заготовке в процессе шлифования, уменьшаются силы резания, контактные и локальные температуры в зоне контакта абразивного зерна с заготовкой. После шлифования заготовка вместе с оправкой снимается со станка и на нее продолжают накладывать частотно-модулированные ультразвуковые колебания вне зоны обработки, за счет чего увеличивается эффективность снятия остаточных напряжений в поверхностных слоях заготовки, а также производительность, так как в это время на станке обрабатывается следующая заготовка. Такие действия способствуют увеличению периода стойкости шлифовального круга и производительности обработки при обеспечении заданного качества шлифованных деталей. 1 ил.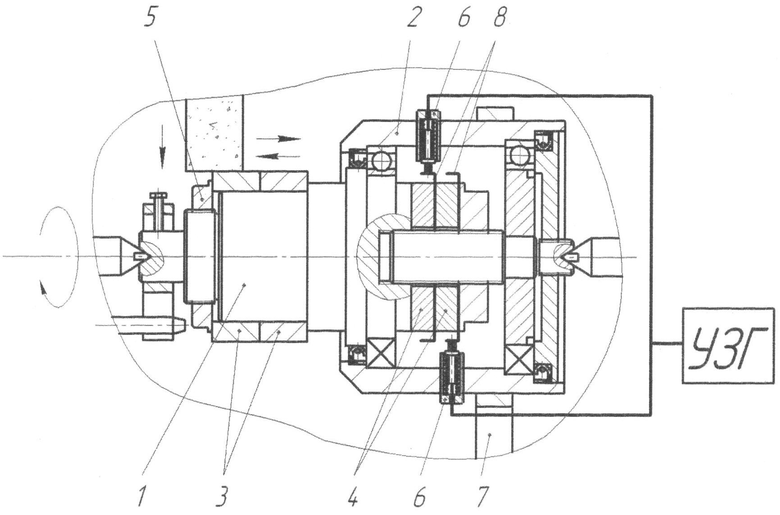
Способ обработки заготовок с наложением ультразвуковых колебаний (УЗК), включающий установку заготовки на оправку для наложения УЗК, круглое наружное шлифование заготовки на станке и снятие заготовки с упомянутой оправкой со станка, при этом на заготовку накладывают УЗК непрерывно в процессе шлифования и после его окончания и снятия со станка заготовки с оправкой для наложения УЗК.
| СПОСОБ ШЛИФОВАНИЯ | 2004 |
|
RU2276004C1 |
| Способ шлифования | 1983 |
|
SU1087307A1 |
| DE 4203434 A1, 12.08.1993 | |||
| БАБЕНКО М.Г | |||
| Совершенствование технологии обеспечения размерной точности прецизионных деталей на основе использования ультразвуковой стабилизации внутренних напряжений | |||
| Автореферат дис | |||
| канд | |||
| техн | |||
| наук | |||
| - Саратов: Саратовский государственный технический университет, 05.02.2008, с.16. | |||

