Изобретение относится к машиностроению, касается обработки металлов резанием и может быть использовано при шлифовании заготовок из различных материалов.
Заявляемое изобретение направлено на решение задачи, заключающейся в обеспечении повышения эффективности операций шлифования при подаче СОЖ на торцы шлифовального круга через сопла за счет интенсификации движения СОЖ через поры круга.
Известен способ подачи СОЖ по а. с. 1172683 СССР (опубл. в БИ N 30, 1985), при котором СОЖ подается на торцы шлифовального круга через сопла, симметрично расположенные относительно круга, а на сопла накладываются колебания, причем возбудитель колебаний выполнен в виде магнитов, установленных в торцовых плоскостях сопел и дисков из ферромагнитного материала, закрепленных по торцам круга, на обращенных к магнитам поверхностях которых выполнены по окружности пазы, при этом пазы расположены напротив магнитов и в шахматном порядке относительно пазов другого диска. При прохождении пазами магнитов, вследствие увеличения зазора, сила взаимодействия между магнитом и диском резко уменьшается, что вызывает наложение колебаний на сопла и шлифовальный круг и благоприятно сказывается на стойкости круга, производительности и качестве шлифования. Кроме того, наложение колебаний на шлифовальный круг способствует интенсификации движения в его порах СОЖ, что приводит к увеличению ее количества, проникающего в зону шлифования, а это также благоприятно сказывается на процессе шлифования.
Недостатком описанного аналога является сложность конструкции и монтажа устройства на шлифовальном станке, низкая эффективность пропитки порового пространства шлифовального круга смазочно-охлаждающей жидкостью, поскольку на круг и сопла накладываются колебания одной частоты.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа способ подачи СОЖ по а.с. 806387 СССР (опубл. в БИ N 7, 1981), при котором жидкость подают на торцовые поверхности шлифовального круга через внутренние клиновые полости сопел, расположенных симметрично по торцам круга, при этом на сопла накладываются ультразвуковые колебания (УЗК).
Существенным признаком прототипа, общим для него и заявляемого способа, является наложение на сопла УЗК, способствующих интенсификации движения жидкости через поры шлифовального круга к зоне шлифования.
Недостатком прототипа является низкая эффективность пропитки шлифовального круга смазочно-охлаждающей жидкостью, поскольку реализация данного процесса сдерживается параметрами ультразвукового (УЗ) сигнала. Указанный недостаток обусловлен тем, что синусоидальная форма УЗ-сигнала определенной частоты и амплитуды не позволяет в полной мере реализовать эффект кавитации, способствующий стабильному протеканию процесса пропитки шлифовального круга, поскольку в этом случае в процессе кавитации принимают участие не все растворенные в жидкости воздушные пузырьки.
Техническим результатом изобретения является повышение эффективности операций шлифования за счет интенсификации процесса прохождения СОЖ через поровое пространство в зону шлифования путем вовлечения в процесс кавитации большего количества пузырьков.
Для достижения технического результата заявляемое изобретение содержит следующие общие, выраженные определенными понятиями, существенные признаки, совокупность которых направлена на решение только одной, связанной с техническим результатом задачи.
СОЖ подают на торцовые поверхности шлифовального круга через внутренние клиновые полости сопел, расположенных симметрично по торцам круга. На сопла накладывают УЗК.
Отличительным признаком заявляемого изобретения по отношению к прототипу является амплитудно-модулированная форма УЗК, накладываемых на сопла, что способствует интенсификации процесса прохождения СОЖ через поровое пространство в зону шлифования.
Известно, что расширение спектра частот УЗ-колебаний волновода приводит к интенсификации процесса кавитации СОЖ.
Для наложения на волновод УЗ-колебаний амплитудно-модулированной формы необходим электрический сигнал УЗ-частоты, модулированный по амплитуде, который может быть получен с помощью специального генератора.
Колебание волновода на частоте, соответствующей несущей частоте УЗ-сигнала, вовлекает в процесс кавитации лишь те газовые пузырьки, размер которых меньше резонансных (Л.К. Зарембо, В.А. Красильников. Введение в нелинейную акустику. М.: Наука, 1966. С. 259-262). Колебание волновода с боковой частотой, которая ниже несущей частоты, приводит к тому, что в процессе кавитации принимают участие пузырьки больших размеров. Колебание волновода с боковой частотой, которая выше несущей частоты, интенсифицирует кавитацию пузырьков, размер которых во много раз меньше резонансного.
Таким образом, применение амплитудно-модулированных колебаний приводит к значительному увеличению диапазона размеров пузырьков, способных кавитировать, что способствует, в конечном счете, интенсификации прохождения СОЖ сквозь поры шлифовального круга.
Между отличительными признаками и техническим результатом существует следующая причинно-следственная связь. Наложение на сопла амплитудно-модулированных колебаний способствует интенсификации движения СОЖ через поры круга в зону шлифования. Увеличение количества СОЖ в зоне шлифования способствует повышению эффективности процесса шлифования: увеличению производительности, периода стойкости шлифовального круга и улучшению качества шлифованных деталей.
По имеющимся у авторов сведениям, совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов, сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована в машиностроении при шлифовании заготовок из различных материалов с получением вышеуказанного технического результата.
Сущность изобретения поясняется графическими материалами, на которых изображено устройство для подачи СОЖ по предлагаемому способу.
Устройство содержит два сопла 1, симметрично расположенных с зазором Δ = 0,1-0,5 мм по отношению к торцам шлифовального круга 2 и связанных с преобразователем колебаний 3. С соплами 1 соединены штуцеры 4. Источником сигнала является ультразвуковой генератор 5 с амплитудной модуляцией.
СОЖ от централизованной системы охлаждения или от стандартного электронасоса через трубопроводы и штуцеры 4 поступает в сопла 1. К преобразователям 3 подводится амплитудно-модулированный электрический сигнал УЗ-частоты от генератора 5, в результате чего на сопла 1 накладываются колебания.
Часть СОЖ за счет воздействия УЗК и режима гидродинамической смазки попадает в поры вращающегося шлифовального круга 2 в виде торцовых жидкостных потоков. Жидкость, попавшая в поры круга, под действием центробежных сил выбрасывается на его периферию и, проникая в зону контакта круга с заготовкой, способствует повышению эффективности процесса шлифования. Наложение на сопла 1 амплитудно-модулированных УЗК интенсифицирует движение СОЖ через поры круга в зону контакта его с заготовкой.
Опытную проверку способа осуществляли при круглом наружном шлифовании заготовок из стали 14Х17Н2. На сопла накладывали амплитудно-модулированные колебания с несущей частотой 18,6 кГц и амплитудой 5 мкм, частота модулирующего сигнала - 1 кГц. Форма колебаний несущей частоты и модулирующего сигнала - синусоидальная.
В качестве базы сравнения на сопла накладывали синусоидальные колебания частотой 18,6 кГц с той же амплитудой.
Использование заявляемого способа по сравнению с прототипом позволяет повысить период стойкости шлифовального круга на 30-40% и на 20-30% уменьшить параметр Ra шероховатости шлифованных деталей.
Заявляемый способ подачи СОЖ представляет значительный интерес для народного хозяйства, так как позволит увеличить период стойкости шлифовальных кругов на 30-40%, уменьшив, тем самым, их расход, и повысить производительность операций шлифования.
Заявляемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2151044C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151043C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151042C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2146601C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2157311C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ | 2002 |
|
RU2203791C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ | 2002 |
|
RU2203790C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ | 2002 |
|
RU2203793C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ОСЕВЫМ ИНСТРУМЕНТОМ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2002 |
|
RU2203781C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ОСЕВЫМ ИНСТРУМЕНТОМ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2002 |
|
RU2203782C1 |
Изобретение возможно использовать в машиностроении при шлифовании заготовок. Смазочно-охлаждающую жидкость подают к торцам круга посредством сопел. Через поровые каналы шлифовального круга под действием центробежных сил она поступает в зону шлифования. На волновод полуоткрытого клинового сопла накладываются ультразвуковые колебания, имеющие амплитудно-модулированную форму. Такой ультразвуковой сигнал приводит к значительному увеличению диапазона размеров пузырьков, участвующих в кавитации, что увеличивает период стойкости кругов, повышает производительность и улучшает качественные характеристики шлифованных деталей за счет интенсификации процесса пропитки абразивного круга жидкостью. 1 ил.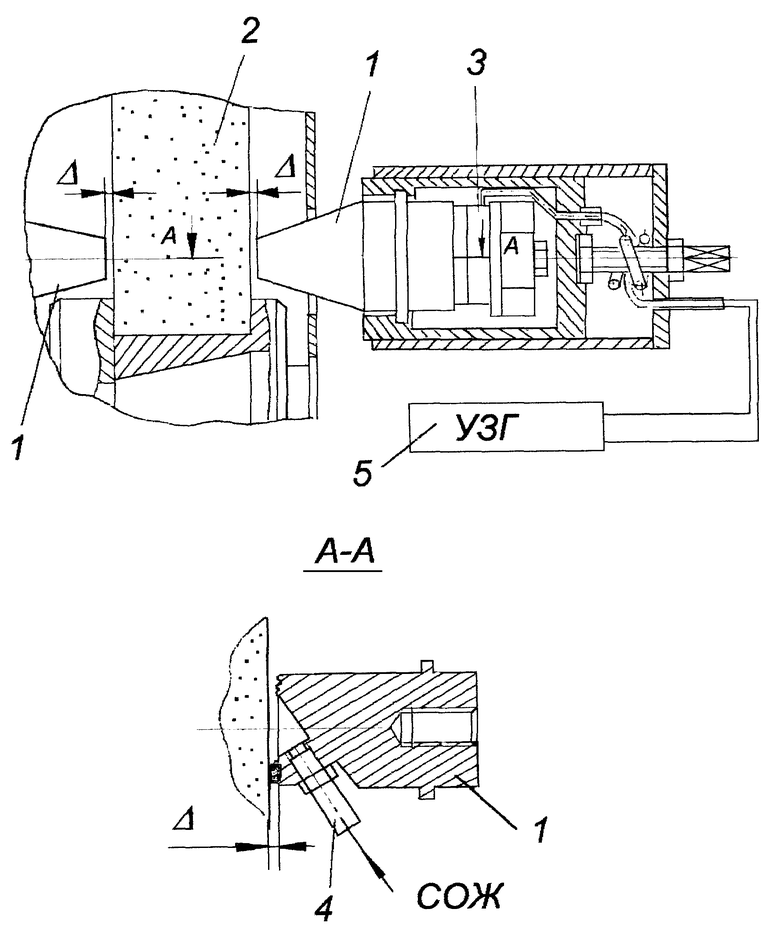
Способ подачи смазочно-охлаждающей жидкости, включающий подачу жидкости на торцовые поверхности шлифовального круга через внутренние клиновые полости сопел, расположенных симметрично по торцам круга, и наложение на сопла ультразвуковых колебаний, отличающийся тем, что ультразвуковые колебания имеют амплитудно-модулированную форму.
| SU 806387, 23.02.1981 | |||
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1996 |
|
RU2113970C1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1983 |
|
SU1172683A1 |
| Устройство для подачи смазочно-охлаждающей жидкости /СОЖ/ через поры шлифовального круга | 1984 |
|
SU1234172A1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1975 |
|
SU554145A1 |
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |
