Изобретение относится к способу непрерывной отливки стальных профилей, в особенности двутавровых черновых профилей согласно ограничительной части пункта 1 формулы изобретения, а также устройство для реализации этого способа.
Черновые стальные профили представляют собой полуфабрикат для производства стальных балок с I, H, U и Z-образным поперечным сечением, а также специальных шпунтовых профилей. Способ непрерывной отливки подобных профилей раскрыт, например, в ЕР-В-1419021. Непрерывная отливка черновых профилей была внедрена в промышленности в 70-е годы и завоевывает в последние время в при наличии всеобщей тенденции к так называемому литью с конечными размерами все большее значение.
Черновые профили отливаются большей частью в форме двутавра, причем жидкая сталь вводится, по сути, вертикально в так называемый "dog-bone" проходной кристаллизатор, поперечное сечение формовочного пространства которого состоит из двух полочных секций и одной стеночной секции. Из кристаллизатора заготовка с жидкой сердцевиной подается на направляющую линию для заготовки с устройством вторичного охлаждения.
В отличие от непрерывного литья классических длинномерных продуктов с прямоугольным или круглым сечением непрерывное литье двутавровых черновых профилей имеет несколько проблем, в особенности и если речь идет о черновых профилях с относительно тонкой стенкой, и если отливаются высокопрочные изделия из особых сортов стали (CaSi- или Al-раскисленной, микролигированной стали с V, Nb и др.), или при скоростном литье. Из соображений места, а также из экономических соображений жидкая сталь заливается в кристаллизатор только через один заливочный стакан, часто асимметрично расположенный в месте сопряжения стенки (поперечной секции) и одной из полок. Вследствие этого особенно трудно равномерно и без мешающей турбулентности заполнять сложную полость кристаллизатора и создавать благоприятные условия для начального затвердевания с избежанием поверхностных дефектов (газовые пузыри, микроканалы). Также трудно достичь симметричного потока внутри корочки заготовки и, следовательно, симметричного распределения температуры, что в конечном счете ведет к гомогенной структуре затвердевания. Также проблематично при тонкой поперечной секции избежать зависания (образования арок) при затвердевании и, как следствие, осевой пористости и/или усадочных раковин.
Из JP 08294746 А известны кристаллизаторы для непрерывного литья двутавровых черновых профилей. Жидкая сталь через 2 погружных стакана заливается в обе секции полок. Чтобы избежать поверхностных дефектов на черновом профиле предлагается снаружи формовочного пространства расположить пару постоянных полюсов магнитов полюсов как по обеим внешним сторонам секций полок, так и по обеим сторонам поперечной секции с полюсами S или N. Благодаря постоянному магнитному полю чуть ниже горловины обоих погружных стаканов поступающий из них поток стали тормозится и в горизонтальном направлении растекается к стенкам кристаллизатора и вдоль них обратно к зеркалу ванны. Под действием постоянного магнитного поля с полюсами N и S достигается тормозящий эффект для вытекающего вертикального потока из погружных стаканов и неконтролируемое отклонение потока от вертикали. Контролируемые, управляемые бегущие поля и, соответственно, потоки в жидкой сердцевине для создания контролируемых условий потока и температуры чернового профиля на этом уровне техники не применяются.
В основу представленного изобретения положена задача предложить способ указанного выше вида, а также устройство для осуществления этого способа, с помощью которых стальные профили, которые имеют две полки и одну поперечную секцию, могут изготавливаться с улучшенным качеством, даже если черновые профили имеют относительно тонкую поперечную секцию и/или отливаются из специальных сталей. В дальнейшем можно было бы выбрать в зависимости от размеров или качества стали черновых профилей симметричную или асимметричную заливку стали в кристаллизатор с одним или двумя открытыми или закрытыми стаканами.
Эта задача решается посредством способа по пункту 1, а также посредством устройства с признаками п.8 формулы изобретения.
Преимущественные варианты способа согласно изобретению, а также соответствующего устройства представлены в соответствующих зависимых пунктах.
Благодаря тому, что согласно изобретению жидкая сердцевина чернового профиля под действием сил электромагнитной индукции в области полочных секций и/или стеночной секции приводится в перемешивающее движение поперек направления непрерывного литья и благодаря перемешивающему движению жидкая сталь в сердцевине чернового профиля между полочными и стеночными секциями смешивается, возможно целенаправленно оказывать активное воздействие на условия течения и температуру в жидкой стали внутри кристаллизатора чернового профиля и таким образом добиться следующих эффектов:
- стабилизации зоны зеркала ванны посредством подавление турбулентности также при изменяющихся параметрах процесса, таких как скорость литья, положение зеркала металла (с целью избежания неметаллических включений таких, как газовые пузыри на поверхности литой заготовки);
- благоприятные, управляемые условия течения с целенаправленным перемешиванием жидкой стали между обеими областями полок в пространстве кристаллизатора через область тонкой поперечной секции, а также при асимметричной заливке, благодаря чему достигается образование равномерно толстой корочки заготовки с благоприятной структурой затвердевания при избежании усадочных раковин и/или пористости ядра;
- избежание образования перемычек (зависания) во время затвердевания, несмотря на узкие пропорции в стеночной части поперечного сечения формовочного пространства.
Дополнительно возможно при изменяющихся сортах стали или различных размерах черновых профилей выбрать с тем же средством перемешивания различные комбинации бегущих полей в областях полок и/или поперечной секции. Одновременно возможно при изменениях системы заливки без конструктивных изменений средства перемешивания (мешалки) генерировать бегущие поля с полностью различными направляющими компонентами в областях полок и/или поперечной секции. Изобретение поясняется далее посредством рисунков, на которых схематически представлено:
На фиг.1 представлен поперечный разрез кристаллизатора в первом варианте выполнения электромагнитной мешалки.
На фиг.2 представлен поперечный разрез кристаллизатора с вторым вариантом выполнения электромагнитной мешалки.
На фиг.3-6 представлен третий вариант электромагнитной мешалки для кристаллизатора с различными подключениями полюсных наконечников.
На фиг.7 и 8 представлен кристаллизатор с двумя мешалками с различным подключением полюсных наконечников.
На фиг.9 представлен кристаллизатор с двумя мешалками в виде сбоку.
На фиг.10 представлен кроисталлизатор с двумя мешалками в другом варианте выполнения.
На фиг.11 и 12 представлен кристаллизатор в другом варианте выполнения с различным подключением полюсных наконечников.
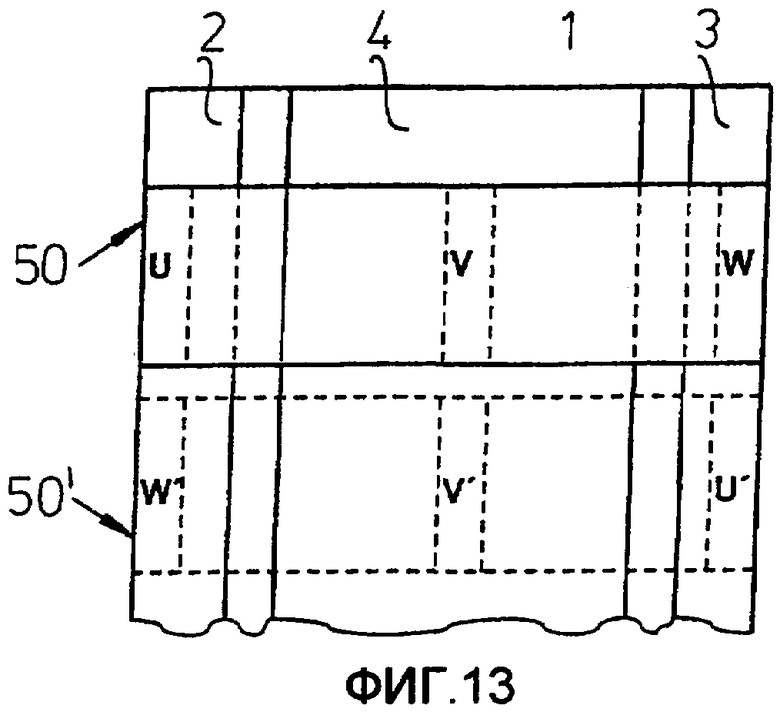
На фиг.13 представлен вид сбоку на мешалку, представленную на фиг.10.
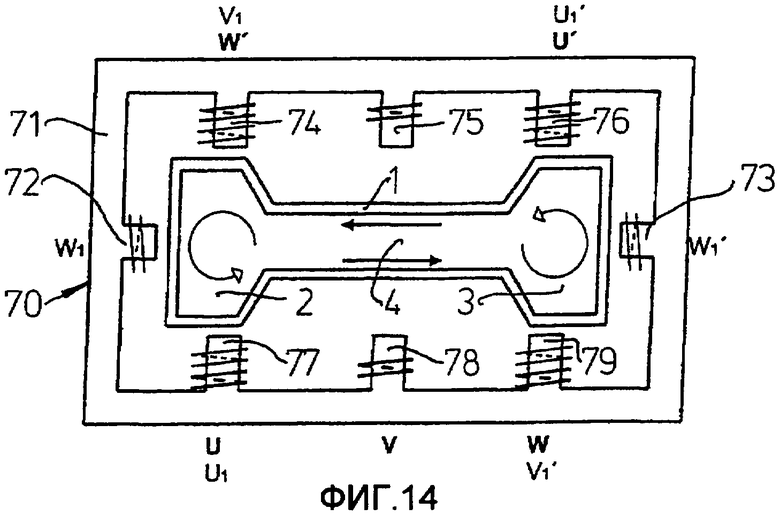
На фиг.14 представлен другой вариант выполнения кристаллизатора с электромагнитной мешалкой.
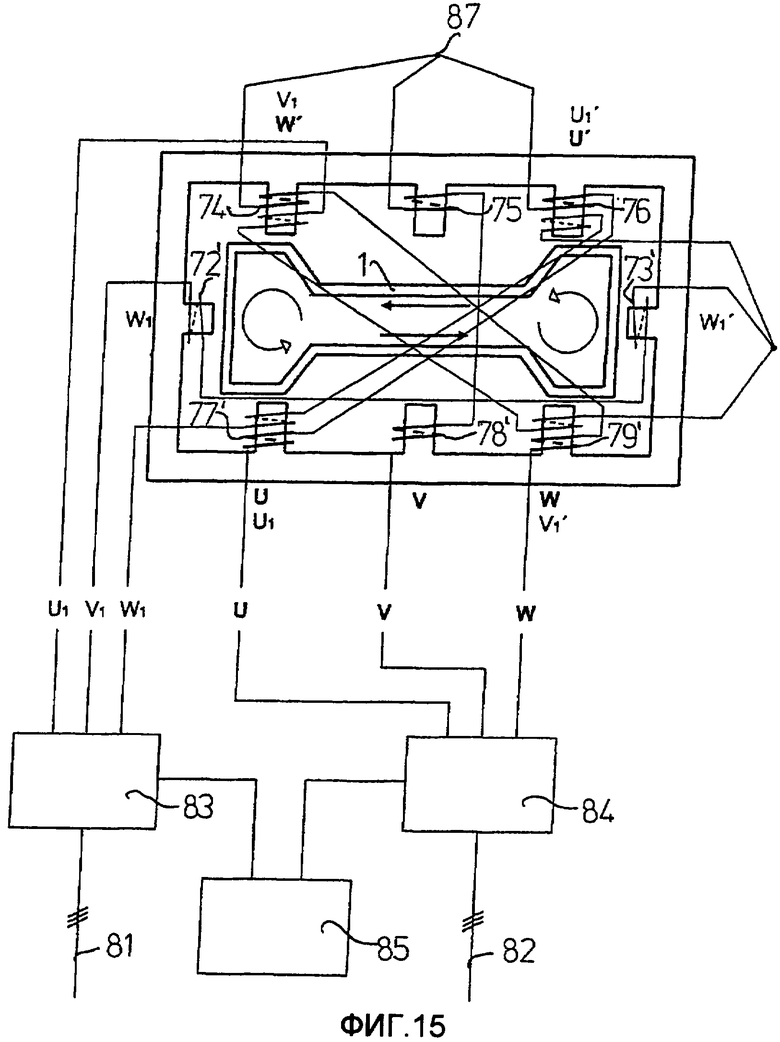
На фиг.15 представлена электрическая схема для мешалки, представленной на фиг.14.
На фиг.1 представлено схематичное изображение кристаллизатора 1, соответственно его горизонтальное поперечное сечение, которое составлено из двух секций 2, 3 полок и поперечной секции 4. Кристаллизатор 1 предназначен для непрерывной отливки двутавровых профилей. Жидкая сталь поступает по существу вертикально в этот проходной кристаллизатор, где образуется корочка заготовки и из которой заготовка в виде чернового профиля с жидкой сердцевиной подается в направляющую проводку с установкой для вторичного охлаждения.
В соответствии с изобретением жидкая сердцевина чернового профиля предпочтительно в области кристаллизатора 1 или непосредственно на выходе из кристаллизатора 1 перемешивается посредством электромагнитной мешалки 10, питающейся от трехфазного тока, под действием сил электромагнитной индукции поперек направления непрерывного литья, и благодаря этому жидкая сталь распределяется в жидкой сердцевине заготовки чернового профиля между секциями 2, 3 полок и поперечной секцией 4.
Представленная на фиг.1 мешалка 10 представляет собой кольцевое, охватывающее кристаллизатор 1 на известной высоте неразъемное ярмо 11 с шестью магнитными полюсами в форме полюсных наконечников с 12 по 17, причем каждый полюсный наконечник окружается одной электромагнитной катушкой 19. Полюсные наконечники с 12 по 17 распределены неравномерно по периметру ярма 11 таким образом, что по одному полюсному наконечнику 12, 13 ориентировано на секции 2, 3 полок и по два полюсных наконечника 14, 15 и 16, 17 направлены на обе стороны поперечной секции 4. Мешалка 10, в данном варианте ротационная мешалка, работает по принципу 6-полюсного асинхронного двигателя, в котором с помощью трехфазного тока может генерироваться бегущее поле. При этом важно соблюдать правильное подключение полюсов, чтобы возникало линейное или ротационное поле и, соответственно, линейные или вращающиеся потоки.
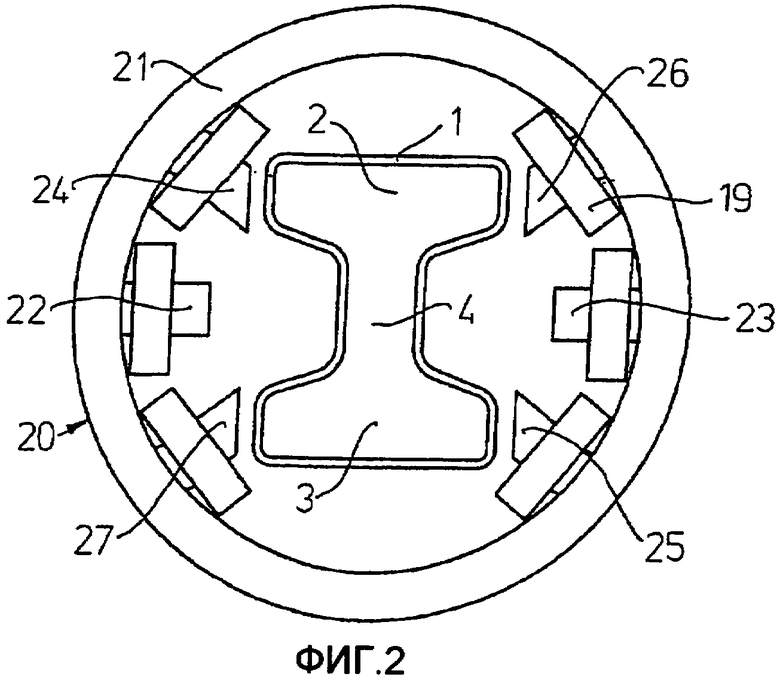
В представленном на фиг.2 варианте выполнения кристаллизатор 1 опять же окружен на известном и преимущественно регулируемом по высоте участке электромагнитной мешалкой 20 с кольцеобразным неразъемным ярмом, по периметру которого расположены опять же неравномерно шесть полюсных наконечников с 22 по 27, с той разницей, что все шесть полюсных наконечников с 22 по 27 ориентированы, по существу, на линейные потоки в поперечной секции 4.
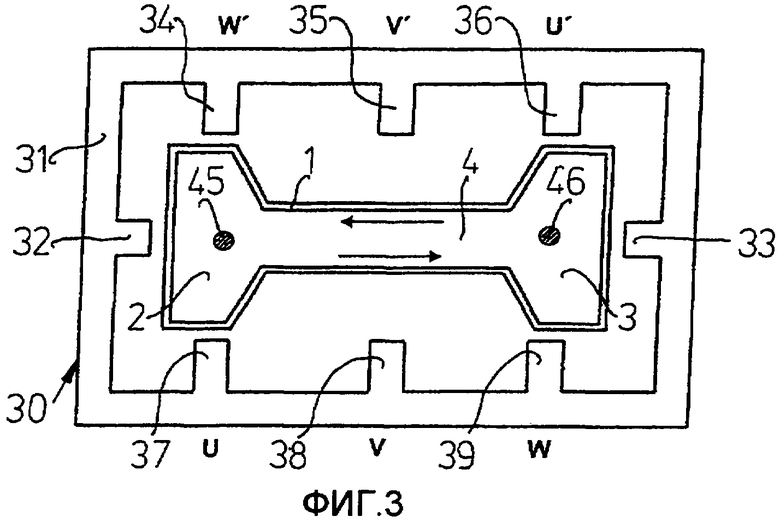
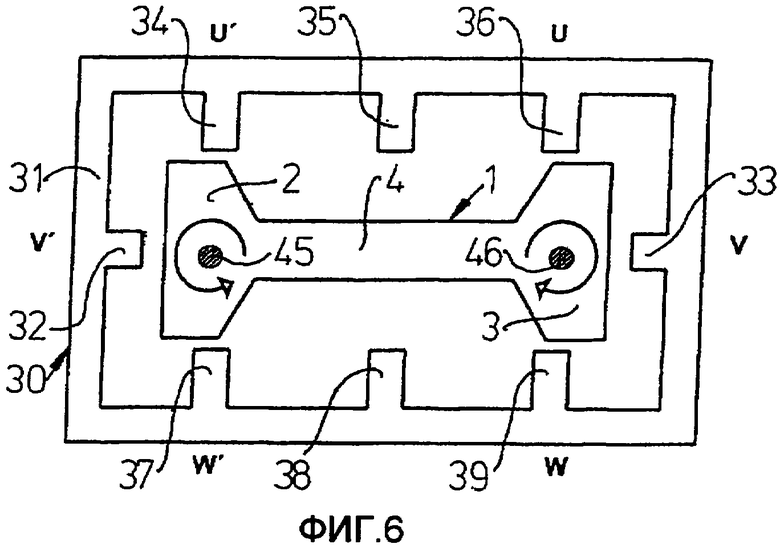
На фиг. с 3 по 6 на кристаллизаторе установлена электромагнитная мешалка 30, которая представляет собой охватывающее кристаллизатор 1, выполненное неразъемным в форме прямоугольной рамы ярмо 31, на продольных сторонах которого по ширине кристаллизатора распределены по три полюсных наконечника 34, 35, 36 и 37, 38, 39 и в узкой части предусмотрено по одному фронтально расположенному к секциям 2, 3 полок срединному полюсному наконечнику 32, 33. Как будет представлено далее, мешалка 30 может работать как в ротационном, так и как в линейном режиме в зависимости от подключения полюсов, т.е. от того, какие полюсные наконечники и в каком порядке по фазе (фазы обозначены U, V, W; U', V', W') подключаются к току. На фиг. с 3 по 6 предложены четыре различные варианта применения, в которых в зависимости от обстоятельств на шесть из общего количества восьми полюсных наконечников подается ток.
В представленном на фиг.3 подключении полюсов средние полюсные наконечники 32, 33 в области секций полок выключены и полюсные наконечники 34, 35, 36 на продольной стороне ярма 31 смещены по фазе по сравнению с полюсными наконечниками 37, 38, 39 на другой продольной стороне, благодаря чему возникает линейный встречный поток в поперечной секции 4 (2×3-полюсный линейный, противоходный). Такое подключение полюсов применимо преимущественно при симметрично расположенных заливных стаканах 45, 46 в секциях 2, 3 полок.
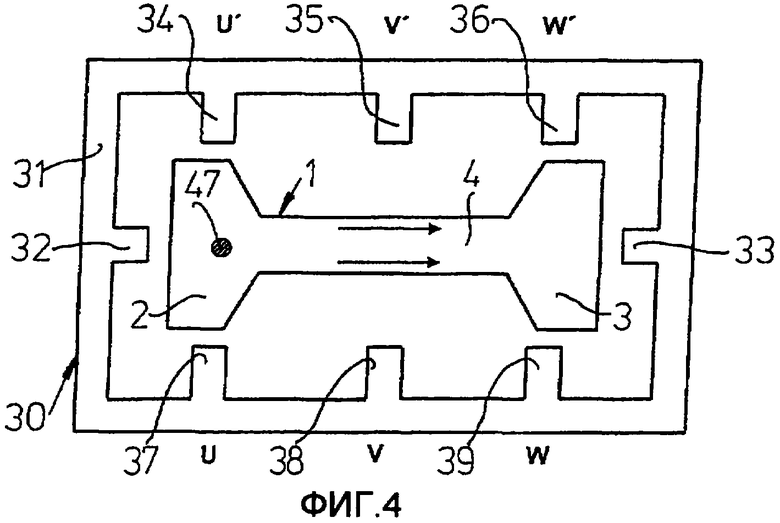
На фиг.4 представлено подключение также для линейного режима (срединные полюсные наконечники 32, 33 в секции полок выключены), с последовательностью фаз U, V, W на обеих продольных сторонах, так чтобы в поперечной секции 4 возникал равнонаправленный поток (2×3-полюсный привод, синхронный). Такое подключение полюсов применимо преимущественно при асимметрично расположенном заливном стакане 47 в секции 2 или 3 полок.
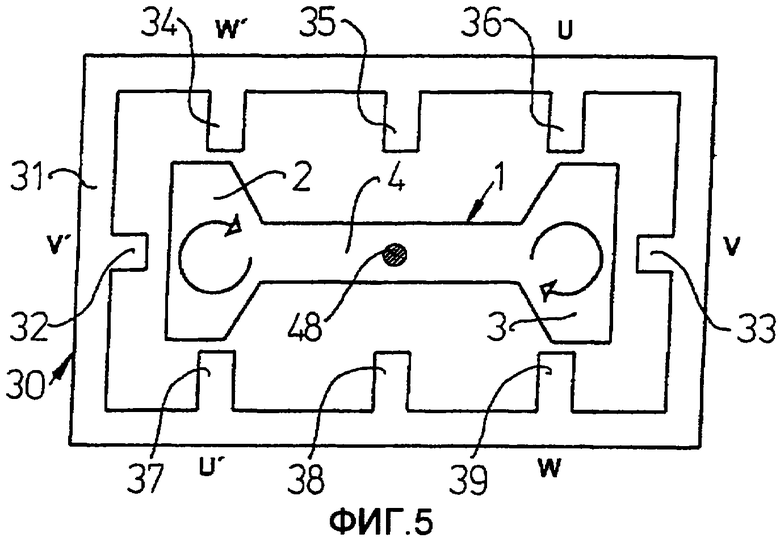
В представленном на фиг.5 подключении ток подается на средние полюсные наконечники 32, 33 в области секций полок, однако средние из трех полюсных наконечников 34, 35, 36; 37, 38, 39, которые расположены по обеим продольным сторонам, отключены (полюсные наконечники 35, 38 обесточены). Таким образом, в секциях полок возникает ротационное поле (2×3-полюсный ротационный привод). При указанном распределении фаз по полюсным наконечникам 37, 32, 34 и 36, 33, 39 направления вращения ротационных полей в обеих секциях 2, 3 полок одинаковы, причем возникает также поток в поперечной секции 4, который конечно меньше, чем при линейном приводе, представленном на фиг.3. Такое подключение полюсов применимо преимущественно при симметрично расположенном заливного стакана литнике 48 в стеночной секции 4.
При подключении полюсных наконечников 37, 32, 34 и 36, 33, 39, как представлено на фиг.6, возможно с мешалкой 30 производить также ротационное поле с противоположным направлением вращения в секциях 2, 3 полок. Такое подключение полюсов применимо преимущественно при двух симметрично расположенных заливочных стаканах 45, 46 в секциях 2, 3 полок.
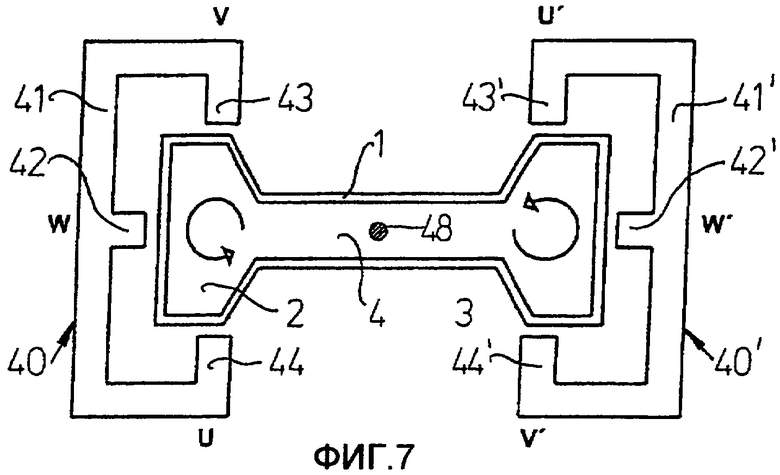
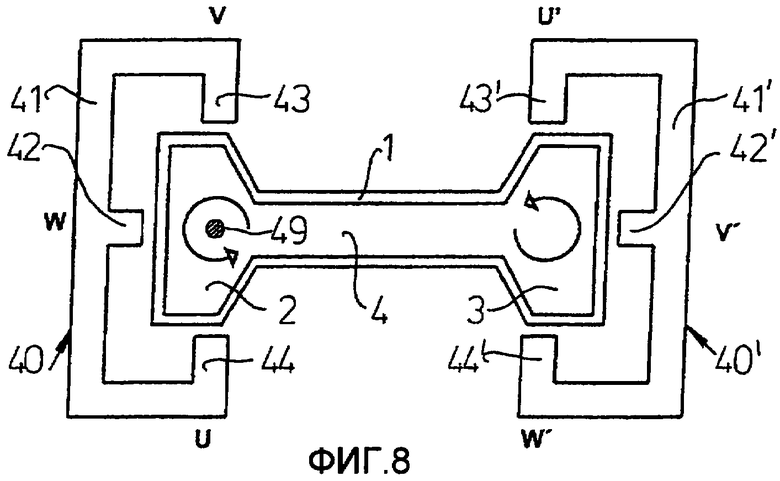
На фиг.7 и 8 представлены варианты, при которых по периметру кристаллизатора расположены две электромагнитных мешалки 40, 40' и соответственно два отделенных один от другого ярма 41, 41', в каждом по три полюсных наконечника 42, 43, 44; 42', 43', 44', причем каждое ярмо 41, 41' имеет один фронтально направленный на соответствующие секции 2, 3 полок средний полюсный наконечник 42, 42' и два полюсных наконечника 43, 44; 43', 44' с обеих сторон секций 2, 3 полок. С обеими мешалками 40, 40' возможно опять же создавать 2×3-полюсный ротационный режим, соответственно ротационное поле в секциях 2, 3 полок, которые опять же имеют одинаковое (фиг.7) или противоположное (фиг.8) направление вращения. Позиция 48 означает симметрично расположенный заливочный стакан.
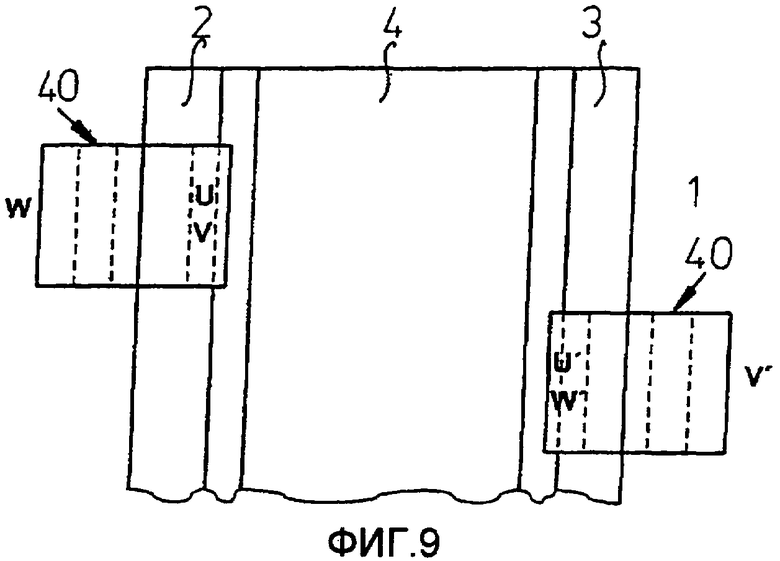
С двумя расположенными в широких частях кристаллизатора 1, отделенных одна от другой мешалками 40, 40', и, соответственно, при наличии двух ярм 41, 41' можно достичь практически такого же действия, как и при одной мешалке 30 с неразъемным ярмом 31, подключенной согласно фиг.5 или 6. Кроме того, такое решение дает дополнительное преимущество. Электромагнитная мешалка может быть выполнена в виде двух независимых мешалок или полумешалок, которые относительно просто смонтировать снаружи кристаллизатора 1. Посредством свободного сектора обеспечивается дополнительное конструкционное пространство. Не в последнюю очередь такое решение позволяет также расположить обе мешалки 40, 40' с противоположных сторон на разных высотах, как представлено на фиг.9, причем противоположное и/или сдвинутое по высоте расположение мешалок 40, 40' может быть реализовано по мере надобности. Позиция 49 показывает асимметричный заливочный стакан.
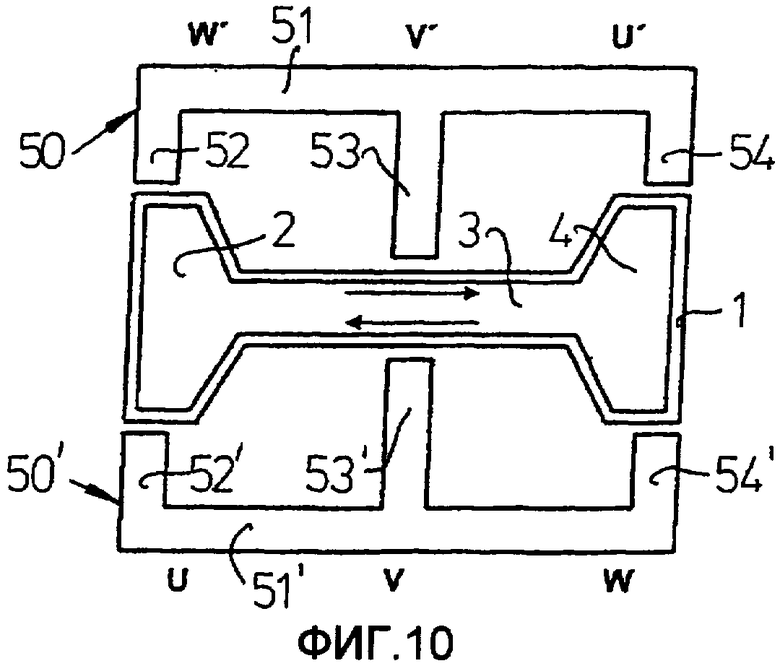
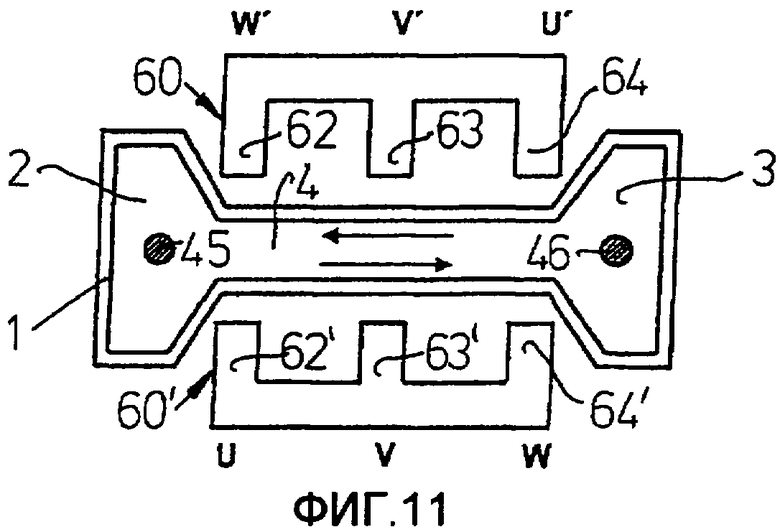
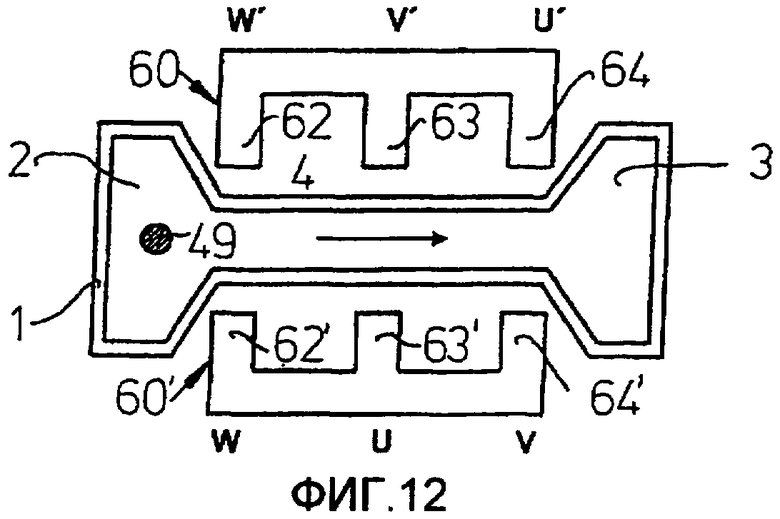
Подобные преимущества предлагают также решения, представленные на фиг. с 10 по 12, при которых по периметру кристаллизатора 1 опять же расположены две электромагнитные мешалки 50, 50' (на фиг. с 10 по 13) и соответственно 60, 60' (на фиг.11 и 12), которые однако имеют отдельные один от другого ярма 51, 51' и соответственно 61, 61', не в направлении ширины, а в направлении толщины кристаллизатора 1. Каждое ярмо оснащено тремя полюсными наконечниками 52, 53, 54; 52', 53', 54' и соответственно 62, 63, 64; 62', 63', 64'.
В варианте выполнения изобретения, представленном на фиг.10, три полюсных наконечника 52, 53, 54; 52', 53', 54' распределены по всей ширине чернового профиля и при этом два из них (полюсные наконечники 52, 54; 52', 54'), расположенные по сторонам секций 2, 3 полок, а средний полюсный наконечник 53, 53' приподнят до поперечной секции 4.
В вариантах выполнения изобретения, представленных на фиг.11 и 12, все три полюсных наконечника 62, 63, 64; 62', 63', 64' соответствующих мешалок 60, 60' распределены только над стенкой и направлены к поперечной секции 4. Позиции 45, 46 показывают два симметричных заливочных стакана.
Мешалки 50, 50' и соответственно 60, 60' работают как линейные, причем в поперечной секции 4 могут генерировать противонаправленные потоки (фиг.10 или 11) или однонаправленные потоки (фиг.12). Настройка осуществляется в зависимости от параметров литья и/или продукта.
На фиг.14 представлена электромагнитная мешалка 70 с 8-полюсной структурой, конструктивно подобная мешалке 30, представленной на фиг. с 3 по 6 (с ярмом, образованным прямоугольной рамой, продольные стороны которой оснащены расположенными по три по ширине кристаллизатора полюсными наконечниками 74, 75, 76, 77, 78, 79, и узкая часть имеет по одному срединному полюсному наконечнику 72, 73, фронтально направленному к секциям 2, 3 полок). Конечно, при таком выполнении не выбирают между линейным или ротационным режимом через выключение двух из восьми полюсов, однако одновременно генерируются линейные поля в поперечной секции 4 при применении 1×6-полюсной линейной мешалки (полюсные наконечники 74, 75, 76, 77, 78, 79) и ротационные поля в секциях 2, 3 полок при применении 2×3-полюсных ротационных мешалок (полюсные наконечники 74, 72, 77 и 76, 73, 79).
На фиг.15 представлена электрическая схема мешалки 70 с ее 8-полюсной структурой и соответственно с 8-полюсной системой, при которой одновременно производятся линейные поля посредством 1×6-полюсной линейной мешалки и ротационные поля при применении 2×3-полюсных ротационных мешалок. Такая электромагнитная мешалка 70 питается от сети, например, переменного тока 50 Гц посредством линий 81, 82, причем эти линии по мере необходимости ведут к одному преобразователю частоты 83, 84. Этот преобразователь частоты 83, 84 связан с регулятором 85, и отдельные фазы настраиваются им на известную частоту.
Регулятор 85 имеет задачу настроить частоты обоих преобразователей один за другим, чтобы синхронизировать с одной стороны возникающие в стенке и в переходной области к обеим секциям полок перемешивающие движения. Кроме того, она должна предотвратить возникновение биения при незначительных различиях частот в обеих мешалках. Биение привело бы к тому, что в течение времени то один, то другой полюс одновременно оказались бы под напряжением, что имело бы следствием очень неравномерную нагрузку сети.
От этих преобразователей частот 83, 84 проведены отдельные фазы U, V, W одного преобразователя 84 и, соответственно, фазы U1, V1, W1 другого преобразователя 83 к намотанным на полюсные наконечники 74, 75, 76, 77, 78, 79 катушкам. Фазы U, V, W ведут к катушкам 77', 78', 79' на полюсных наконечниках 77, 78, 79 в поперечной секции и далее - к симметрично расположенным относительно них катушкам 76', 75', 74' полюсных наконечников 76, 75, 74, причем соединительные провода от катушек 77', 79' проведены крест-накрест к катушкам 76', 74' (в серии включено).
Исходящие провода от этих катушек подведены к точке 87 звезды. Аналогично предусмотрено с фазами U1, V1, W1, что однако в деталях не поясняется. При линейном режиме фаза W1 подводится к катушке 72' и далее - к противолежащей катушке 73' и к точке 88 звезды.
С помощью ранее описанных электромагнитных мешалок 10, 20, 30, 40, 40'; 50, 50'; 60, 60'; 70 можно, как уже упомянуто, вызывать в жидкой сердцевине заготовки чернового профиля под действием сил электромагнитной индукции в области секций полок и/или поперечной секции перемешивающиеся движения поперек направления литья, и благодаря этому жидкая сталь в жидкой сердцевине заготовки чернового профиля перемешивается между секциями полок и поперечной секцией. Благодаря этому возможно активно влиять на условия течения и температуру в жидкой стали внутри корочки чернового профиля и приводить к следующему эффекту:
- стабилизация уровня зеркала ванны посредством подавления турбулентности также при изменяющихся параметрах процесса как то: скорость литья, позиция зеркала металла (с целью избежания неметаллических включений, а также газовых пузырьков в поверхность отливаемой заготовки);
- благоприятные, управляемые условия течения с целенаправленным перемешиванием между обеими утолщенными частями внутреннего пространства кристаллизатора через тонкую поперечную секцию, а также при асимметричной заливке и благодаря этому образование равномерной толстой корочки заготовки с благоприятной структурой затвердевания при избежании усадочных раковин и/или пористости ядра;
- избежание зависания во время затвердевания несмотря на узкие пропорции в стеночной части поперечного сечения внутреннего пространства кристаллизатора.
Благодаря свободному выбору подключения полюсов к отдельным фазам трехфазного тока возможно без конструктивных изменений мешалки генерировать в жидкой сердцевине заготовки чернового профиля различные компоненты подвижного поля в зависимости от литейных параметров, таких как система заливки касательно места заливки, количества заливных стаканов, открытой или закрытой заливки, скорости литья, температуры литья, состава стали и пр. и благодаря этому создавать различные потоки жидкой стали. И также возможно применять одинаковое оборудование мешалки для кристаллизаторов с различными параметрами продуктов, как то: размеры чернового профиля и прочее, и при этом изменять подключение полюсов таким образом, что в зависимости от параметров продукта можно генерировать в секциях полок вращающиеся и/или в поперечной секции линейные подвижные поля для нацеленного получения потоков жидкой стали.
На чертежах представлен схематически гильзовый кристаллизатор. Вместо гильзового кристаллизатора по предлагаемому в изобретении способу могут функционировать также все подходящие для черновых профилей конструкции кристаллизаторов, как то: блочные или пластинчатые и другие, и, соответственно, можно использовать предлагаемое в изобретении устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| Индуктор-электромагнитный ролик машины непрерывного литья заготовок | 1988 |
|
SU1537362A1 |
| СТАТОР ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА | 1998 |
|
RU2130359C1 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ ПЕРЕМЕШИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2656193C2 |
| СПОСОБ ВЕРТИКАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, ИСПОЛЬЗУЮЩИЙ ЭЛЕКТРОМАГНИТНЫЕ ПОЛЯ, И ЛИТЕЙНАЯ УСТАНОВКА ДЛЯ ЕГО ПРИМЕНЕНИЯ | 2000 |
|
RU2247003C2 |
| Устройство для электромагнитного перемешивания жидкого металла при непрерывной разливке | 1983 |
|
SU1161232A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Устройство для электромагнитного перемешивания жидкой сердцевины слитка в кристаллизаторе | 2020 |
|
RU2743437C1 |
| Устройство зоны вторичного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1782190A3 |
| КРИСТАЛЛИЗАТОР МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2455106C1 |
Изобретение относится к металлургии. Устройство содержит кристаллизатор, поперечное сечение которого состоит из двух полочных секций (2, 3) и одной поперечной секции (4), направляющую проводку устройства вторичного охлаждения и электромагнитную мешалку с шестью или более катушками, подключенными к фазам трехфазного тока. Способ включает подачу жидкой стали в кристаллизатор (1), воздействие на жидкую сердцевину заготовки электромагнитным полем, создаваемым катушками (19) мешалки. На катушки подают трехфазный переменный ток так, что в жидкой сердцевине заготовки генерируют бегущие поля с направленными поперек движения заготовки компонентами. В полочных секциях (2, 3) кристаллизатора генерируют поля с одинаково или противоположно направленными вращающимися компонентами и/или в поперечной секции (4) генерируют поля с линейными однонаправленными или противоходными компонентами. Бегущие поля генерируют на различных по высоте участках заготовки. Достигаются контроль и управление условиями перемешивания и температурой жидкой стали, что обеспечивает снижение количества поверхностных дефектов заготовки. 2 н. и 12 з.п. ф-лы, 15 ил.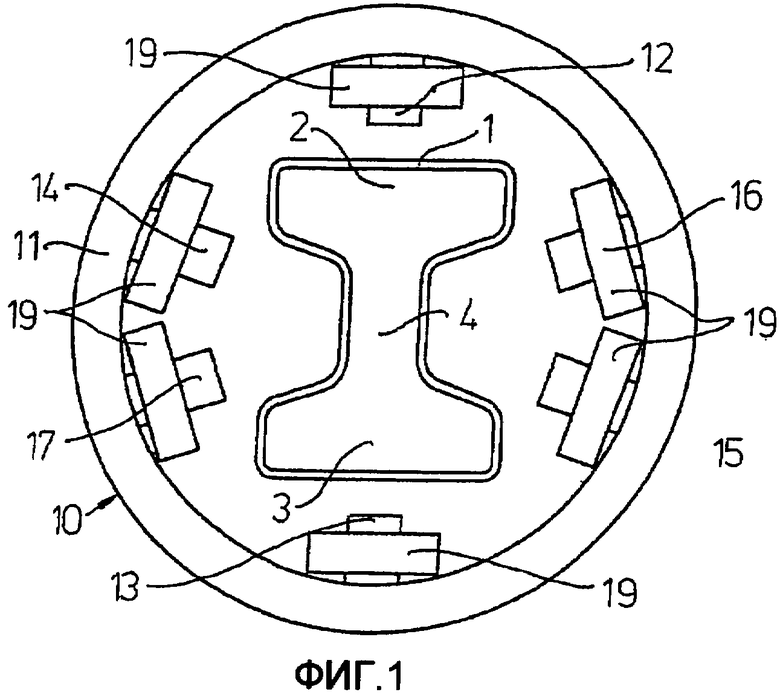
1. Способ непрерывного литья стальных черновых профилей, в частности двутавровых черновых профилей, включающий вертикальную подачу жидкой стали в формовочное пространство кристаллизатора (1), поперечное сечение которого состоит из двух полочных секций (2, 3) и одной поперечной секции (4), воздействие на жидкую сердцевину заготовки чернового профиля магнитным полем, поступление частично затвердевшей заготовки чернового профиля в направляющую проводку устройства вторичного охлаждения, отличающийся тем, что на жидкую сердцевину заготовки воздействуют электромагнитным полем, создаваемым катушками электромагнитной мешалки трехфазного тока, при этом на катушки (19) мешалки подают трехфазный переменный ток таким образом, что в жидкой сердцевине заготовки чернового профиля генерируют электромагнитные бегущие поля с направленными поперек движения заготовки компонентами, причем в полочных секциях (2, 3) формовочного пространства кристаллизатора генерируют бегущие поля с одинаково или противоположно направленными вращающимися компонентами и/или в поперечной секции (4) генерируют бегущие поля с линейно направленными компонентами.
2. Способ по п.1, отличающийся тем, что бегущие поля генерируют на части проточного кристаллизатора (1).
3. Способ по п.1 или 2, отличающийся тем, что бегущие поля генерируют на различных по высоте участках заготовки чернового профиля.
4. Способ по п.1, отличающийся тем, что в области обеих секций (2, 3) полок, в особенности, в зоне перехода к поперечной секции (4) генерируют бегущие поля в жидкой сердцевине с равнонаправленными или противоходными направлениями вращения.
5. Способ по п.1, отличающийся тем, что в области поперечной секции (4) генерируют бегущие поля в жидкой сердцевине с однонаправленными или противоходными линейными направлениями.
6. Способ по п.1, отличающийся тем, что жидкая сталь через асимметрично расположенный заливочный стакан (48) поступает в полочную секцию (2, 3) формовочного пространства.
7. Устройство для непрерывного литья стальных черновых профилей, в частности двутавровых черновых профилей, содержащее кристаллизатор, формовочное пространство которого состоит из двух полочных секций (2, 3) и одной поперечной секции (4), и направляющую проводку устройства вторичного охлаждения, установленную за кристаллизатором, отличающееся тем, что оно снабжено электромагнитной мешалкой с шестью или более полюсами, подключенными к фазам трехфазного тока таким образом, что магнитные полюса мешалки генерируют электромагнитные бегущие поля с направленными поперек движения заготовки компонентами, причем в полочных секциях (2, 3) генерируют бегущие поля с вращающимися компонентами и/или в поперечной секции (4) генерируют бегущие поля с линейными компонентами.
8. Устройство по п.7, отличающееся тем, что полюсные наконечники (12, 13, 14, 15, 16; 22, 23, 24, 25, 26, 27) расположены на одном неразъемном ярме.
9. Устройство по п.7, отличающееся тем, что мешалка (10, 20) имеет кольцеобразное, окружающее проточный кристаллизатор (1) неразъемное ярмо (11, 21), по периметру которого неравномерно распределены шесть полюсных башмаков (12, 13, 14, 15, 16, 17; 22, 23, 24, 25, 26, 27) таким образом, что они направлены на секции (2, 3) полок и поперечную секцию (4) или только на поперечную секцию (4).
10. Устройство по п.7, отличающееся тем, что мешалка (30, 70) имеет неразъемное, окружающее снаружи проточный кристаллизатор (1) ярмо (31, 71) в форме прямоугольной рамы, продольные стороны которого имеют по три полюсных наконечника (34, 35, 36, 37, 38, 39; 74, 75, 76, 77, 78, 79), расположенных по ширине кристаллизатора, и поперечные стороны - по одному срединному полюсному наконечнику (32, 33; 72, 73), ориентированному фронтально к секциям (2, 3) полок.
11. Устройство по п.7, отличающееся тем, что оно снабжено второй мешалкой, при этом две мешалки (40, 40') и соответственно два разделенных между собой на широкой части прямоточного кристаллизатора (1) ярма (41, 41') соответственно с одним фронтально направленным на соответствующую секцию (2, 3) полок средним полюсным наконечником (42, 42') и двумя по обеим сторонам секции (2, 3) полок полюсными наконечниками (43, 44, 43', 44') расположены снаружи проточного кристаллизатора (1).
12. Устройство по п.7, отличающееся тем, что оно снабжено второй мешалкой, причем две мешалки (50, 50') и соответственно два разделенных один от другого ярма (51, 51') с тремя полюсными наконечниками (52, 53, 54; 52', 53', 54') расположены снаружи в направлении толщины на проточном кристаллизаторе (1), причем три полюсных наконечника распределены по ширине кристаллизатора, и при этом два из них сбоку направлены на секции (2, 3) полок, и средний полюсный наконечник направлен на поперечную секцию (4).
13. Устройство по п.7, отличающееся тем, что оно снабжено второй мешалкой, причем две мешалки (60, 60') и соответственно в направлении толщины кристаллизатора (1) два разделенных друг от друга ярма (61, 61') с тремя полюсными наконечниками (62, 63, 64; 62', 63', 64') расположены на проточном кристаллизаторе (1) снаружи, причем эти три полюсных наконечника распределены по ширине поперечной секции.
14. Устройство по любому из пп.9-11, отличающееся тем, что оно снабжено второй мешалкой, причем мешалки (40, 40'; 50, 50'; 60, 60') и соответственно ярма (41, 41'; 51, 51'; 61, 61') расположены на кристаллизаторе напротив друг друга со смещением по высоте, и порядок их расположения по высоте кристаллизатора не зависит один от другого.
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| US 2003183363 A1, 02.10.2003 | |||
| Способ непрерывной разливки тонких металлических изделий и устройство для его осуществления | 1990 |
|
SU1795927A3 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| US 4867786 A, 19.09.1989 | |||
| RU 2005114523 A, 27.10.2005. | |||

