Область техники
Изобретение относится к непрерывной разливке металлов, в частности алюминия.
Предшествующий уровень техники
Известно изобретение «Способ и устройство для электромагнитного перемешивания металлов в поздней стадии отвердения» (Патент WO 2009117803, опубликовано: 2009.10.01), в котором устройство содержит один или более многофазных индукторов, размещенных вдоль слитка и создающих вокруг оси слитка перемешивание жидкой сердцевины, по меньшей мере, создавая первое и второе вращающиеся магнитные поля, отличающиеся по частоте, вокруг оси затвердевания металла. При наложении вращающихся полей от разных индукторов дополнительно к основному перемешиванию усиливается турбулентное движение, которое обеспечивает эффективный тепломассообмен на границе кристаллизации и получение равноосных дендритов и более равномерной структуры по сечению слитка.
Основными недостатками такого способа и устройства применительно к алюминиевым слябам являются невозможность организовать перемешивающее воздействие, совпадающее по характеру с направлениями течений при естественной конвекции в жидкой сердцевине алюминиевого сляба. Согласно указанному способу, при создании вращающегося перемешивания в слитке вокруг его оси возникнет круговое движение металла, которое из-за вытянутого профиля сечения сляба вызовет существенно отличающиеся условия охлаждения вдоль широкой и узкой сторон. Кроме этого, учитывая, что глубина жидкой сердцевины D сопоставима с размерами поперечного сечения А и В, будет создаваться вращение по всей высоте жидкой сердцевины и, как следствие, образовываться течение, подобное воронке, с нарушением формы мениска и интенсивным бурлением в зоне мениска.
Известно изобретение «Способ и устройство управления потоками в кристаллизаторе непрерывного литья слябов» (Патент RU 2325245, опубликовано: 27.05.2008), в котором расплавленный металл подают в кристаллизатор через погруженный разливочный стакан, боковые выходные отверстия которого обращены к малым боковым сторонам кристаллизатора. Конфигурация потоков расплавленного металла в кристаллизаторе может естественным образом устанавливаться в режим «одинарной петли», или в режим «двойной петли», или в «неустойчивый» режим. На уровне выходных отверстий стакана генерируют магнитные поля, скользящие в направлении каждой малой боковой стороны стакана. Скользящие магнитные поля приводят в действие на протяжении всего литья так, чтобы установить или стабилизировать постоянную конфигурацию течения в режиме «двойной петли», либо магнитные поля приводят в действие только в том случае, если конфигурация потоков не установилась естественным образом в режим «двойной петли». При этом используемые индукторы создают электромагнитное поле на одной частоте.
Основными недостатками такого способа и устройства применительно к алюминиевым слябам является неоптимальное использование индуктора, создающего электромагнитное поле на одной частоте, с точки зрения управления потоками в жидкой сердцевине, что не позволяет гибко управлять структурой потоков в жидкой сердцевине.
Известно изобретение «Способ электромагнитного перемешивания для непрерывного литья металлических изделий удлиненного поперечного сечения» (Патент RU 2357833, опубликовано 10.06.2009), в котором для способствования обмену жидкого металла внутри лунки затвердевания между зоной вторичного охлаждения и кристаллизатором в упомянутой зоне вторичного охлаждения принудительно создают продольное течение металла, локализованное в срединной области отливаемого изделия двумя противоположными коллинеарными потоками и обеспечивающее «четырехлепестковую» общую циркуляцию жидкого металла в виде двух верхних и двух нижних потоков, образующих «лепестки», два верхних из которых достигают в кристаллизаторе уровня струй, выходящих из выходных каналов погружного разливочного стакана. Изобретение позволяет добиться общего перемешивания металла по всей металлургической длине, обеспечивая термическую и химическую однородность между верхней и нижней частью жидкой лунки без ущерба для положительных эффектов, свойственных перемешиванию в кристаллизаторе и в зоне вторичного охлаждения, при этом не нарушая и даже улучшая режим локального течения в кристаллизаторе.
Основными недостатками такого способа и устройства применительно к алюминиевым слябам являются неоптимальное использование индуктора, создающего электромагнитное поле на одной частоте, с точки зрения управления потоками в жидкой сердцевине, невозможность гибко управлять структурой потоков в жидкой сердцевине. Кроме недостатка в ограниченности управления структурой и турбулизированностью потоков, переменное магнитное поле одной частоты обычно создается с целью эффективного создания основных потоков в расплаве жидкой сердцевины и не учитывает возможность механического резонанса колебаний жидкости.
Данное изобретение является наиболее близким к заявляемому изобретению, т.е. прототипом.
Раскрытие изобретения
В основу настоящего изобретения положена задача гибкого управления скоростью перемешивания, структурой потоков и турбулизированностью по всему объему жидкой сердцевины кристаллизующегося алюминиевого сляба.
В операциях непрерывной разливки стали устоялась практика перемешивания жидкой стали в области кристаллизатора устройства непрерывной разливки стали и области жидкой сердцевины стального слитка с помощью прикладываемого извне низкочастотного электромагнитного поля переменного тока. В настоящее время согласно патенту FR 0312555 (RU 2357833 и FR 0212706 (RU 2325245) для литья стальных слитков-слябов используют одну (или более) пару индукторов, расположенных в различных зонах по всей длине жидкой сердцевины стального слитка, достигающей в длину нескольких метров, где каждый индуктор может индуцировать переменное электромагнитное поле на разной частоте в соответствии с необходимым воздействием на металл. При этом достигается выравнивание химического состава по всему объему жидкого металла и увеличение теплообмена в области кристаллизации, что приводит к образованию более качественной и однородной структуры получаемого слитка. Также для обеспечения стабильности свободной поверхности расплава, обычно именуемой мениском, используются индукторы, создающие постоянное или переменное магнитное поле в области разливочного стакана. Однако при непрерывном литье стального слитка глубина жидкой сердцевины D много больше ширины слитка А и может составлять для слитков сечением 2000 мм×600 мм более 10 метров. Кроме того, при организации перемешивающего воздействия в жидкой сердцевине стального слитка в основном стараются организовать вращательное движение жидкого металла вокруг направления вытягивания слитка или в плоскости, перпендикулярной направлению вытягивания, что обусловлено в основном значительным превышением глубины жидкой сердцевиной D над шириной слитка А, а также изогнутой по радиусу формой слитка, из-за чего организация симметричной циркуляции металла по схеме «двойная петля» крайне затруднительна.
При проектировании индукторов, предназначенных для перемешивания жидкой сердцевины стального слитка, которые устанавливают вдоль слитка, обычно исходят из того факта, что толщина корочки слитка на одном конце индуктора Tb изменяется слабо и практически соответствует толщине корочки слитка на другом конце индуктора Tt, то есть Tb~Tt. Учитывая это, для перемешивания жидкой сердцевины слитка в конкретном месте используют индуктор (в основном это линейная индукционная машина), генерирующий бегущее или вращающееся поля одной частоты, при этом пренебрегают разницей в затухании электромагнитного поля вызванной различной толщиной корочки слитка по длине индуктора. Для определения толщины слоя от стенки слитка, где сконцентрирована основная зона действия индуцированных электромагнитных сил, используют широко распространенный термин «глубина проникновения электромагнитного поля» или «скин-слой», в котором сосредоточено ~86% мощности, выделяемой в расплаве, толщина слоя которого, в простейшем случае, для пульсирующего поля определяется как
где γ - удельная электрическая проводимость (Ом·м)-1; µа - абсолютная магнитная проницаемость (Гн/м); ω - круговая частота (рад/сек), связанная с циклической частотой f соотношением ω=2·π·f.
Однако при литье алюминиевых слитков прямоугольного сечения в кристаллизаторе скольжения методом полунепрерывного литья, например, с использованием вертикальных литейных установок компании Wagstaff условия процесса существенно отличаются от литья стальных слитков. Так, для алюминиевого слитка, имеющего сечение А×В~0,6×2,3 м, глубина жидкой сердцевины составляет D~1,2 м при длине слитка L~11 м, таким образом, D сопоставима с А, т.е. D~А. В основном это обусловлено тем, что алюминий обладает существенно большей теплопроводностью, чем железо. Кроме того, толщина корочки алюминиевого слитка значительно отличается на участках выхода из кристаллизатора - Tt и в области дна жидкой сердцевины - Tb. Так, для алюминиевого слитка сечением 2,3 м×0,6 м, соответствующим Tt~3 см, Tb~20 см, а их отношение Tb/Tt~6,6. Частоты f, которым соответствует глубина проникновения электромагнитного поля в твердый алюминий, согласно формуле (1) для толщины алюминия Tt~3 составляет f~6 Гц, для толщины алюминия Tb~20 см составляет f~0,17 Гц. Учитывая высокую электропроводность твердого алюминия, очевидно, что использование индуктора, создающего электромагнитного поле на одной частоте, неоптимально с точки зрения управления потоками в жидкой сердцевине. Так, при использовании равномерного скользящего электромагнитного поля, действующего на всю жидкую сердцевину вдоль длины D при условии, что это поле обеспечивает эффективное перемешивание в зоне дна жидкой сердцевины, вполне очевидно развитие избыточного перемешивания в зоне, где расположен мениск, что является крайне нежелательным явлением. И напротив, при наложении аналогичного скользящего магнитного поля, величина которого не создает избыточного перемешивания в зоне, где расположен мениск, эффективность перемешивания в зоне дна жидкой сердцевины будет недостаточна из-за большого эффекта экранирования твердой корочкой слитка толщиной Tb.
Кроме указанного выше недостатка, использование переменного магнитного поля одной частоты не позволяет гибко управлять структурой потоков в жидкой сердцевине. То есть, конечно, возможно управление направлением вращения вихрей за счет реверса направления движения магнитного поля либо смещение месторасположения основных вихрей за счет величины магнитного поля и его частоты, однако в целом, на сегодняшний день, для слябов не предложены способы и устройства, способные организовать гибкое управление структурой гидродинамического поля таким образом, чтобы скользящее магнитное поле одной частоты, действующее вдоль всей области жидкой сердцевины D, создавало бы принципиально различные течения в жидкой сердцевине, например могло создать течение не только в форме одинарной, двойной петли или одного вихря, но и создавать большую совокупность сильно турбулизованных течений с гибким управлением количеством вихрей и их месторасположением. Кроме недостатка в ограниченности управления структурой и турбулизированностью потоков, переменное магнитное поле одной частоты обычно создается с целью эффективного создания основных потоков в расплаве жидкой сердцевины и не учитывает возможность механического резонанса колебаний жидкости. Тем не менее, известно, что если прикладывать к телу или объему жидкости усилия на частоте собственных колебаний, то колебания в теле или объеме жидкости сильно увеличиваются и механическая система становится особенно восприимчива к воздействию силы на такой частоте. При этом для объема жидкости, находящейся под действием силы, воздействующей с резонансной частотой, характерно не только то, что скорость течений в объеме жидкости увеличивается с минимальными затратами энергии, но и то что возрастает пульсационная составляющая колебаний, которая приводит к увеличению колебаний турбулентных пульсаций и, как следствие, к возрастанию доли турбулентного движения.
Однако при использовании многочастотного электромагнитного поля возможно организовать эффективное перемешивание во всех жидких сердцевинах всех слоев слитка. Существенной проблемой литья крупногабаритных алюминиевых слитков является проблема различия структуры слитка в начале и конце слитка, возникающая главным образом из-за того, что условия кристаллизации в начале процесса литья, когда поддон находится в кристаллизаторе и начинает двигаться вниз и в конце процесса литья, когда процесс литья можно считать установившимся, слишком различны.
Действительно, в начале процесса литья толщина твердой корочки металла с боковой поверхности слитка небольшая и жидкая сердцевина отделена от поддона небольшой толщиной твердого металла, что предопределяет особенный тепловой режим кристаллизации в этот период, где теплоотвод через поддон может превалировать либо быть сравнимым с теплопередачей через боковые поверхности слитка. Напротив, в ходе дальнейшего процесса литья форма жидкой сердцевины удлиняется, толщина твердого алюминия между жидкой сердцевиной и поддоном увеличивается, что приводит к превалированию теплоотвода через боковые стенки слитка над теплоотводом через низ слитка.
Задачей заявляемого технического решения является возможность гибкого управления скоростью перемешивания, структурой потоков и турбулизированностью по всему объему жидкой сердцевины кристаллизующегося алюминиевого сляба.
Поставленная техническая задача решается тем, что устройство для непрерывной или полунепрерывной разливки алюминиевых сплавов, содержащее кристаллизатор, открытый на обоих концах в направлении разливки, средства для подачи расплава в кристаллизатор, по меньшей мере, два электромагнитных индуктора, выполненных с возможностью индуцирования перемешивающего движения в расплаве, причем указанные индукторы установлены преимущественно симметрично друг к другу относительно вертикальной плоскости симметрии слитка, в котором каждый индуктор выполнен с возможностью создания, по меньшей мере, двух электромагнитных полей, бегущих в противоположных направлениях вдоль направления вытягивания слитка, а зона действия полей охватывает всю жидкую сердцевину.
Кроме того, индуктор выполнен с возможностью генерирования, по меньшей мере, частоты одного из указанных бегущих электромагнитных полей, близкой или совпадающей с собственной резонансной частотой механических колебаний объема жидкой сердцевины.
Кроме того, индуктор выполнен с возможностью создания, по меньшей мере, бегущего электромагнитного поля с возрастанием по глубине жидкой сердцевины D по мере удаления от кристаллизатора к дну сердцевины, причем отношение между величиной электромагнитного поля в областях крайних верхних и нижних частей индуктора превышает 2.
Кроме того, возрастание величины электромагнитного поля вдоль индуктора по глубине жидкой сердцевины D происходит по линейной, степенной или экспоненциальной зависимости.
Кроме того, индуктор выполнен с возможностью генерирования, по меньшей мере, одного электромагнитного поля с убывающей частотой по глубине жидкой сердцевины D по мере удаления от кристаллизатора к дну сердцевины.
Кроме того, частота генерируемых индукторами электромагнитных полей не превышает 6 Гц.
Кроме того, по меньшей мере, один индуктор, расположенный в пространстве между, по меньшей мере, двух слитков, выполнен с возможностью обеспечения перемешивания жидкой сердцевины в, по меньшей мере, двух слитках, между которыми он расположен.
Кроме того, по меньшей мере, один индуктор, расположенный вдоль внешней границы, охватывающей, по меньшей мере, два слитка, выполнен с возможностью обеспечения перемешивания жидкой сердцевины в этих слитках.
Кроме того, направления движения бегущих электромагнитных полей, индуцированных одним индуктором, совпадают.
Кроме того, указанные индукторы генерируют бегущие электромагнитные поля, которые симметричны относительно оси слитка.
Поставленная техническая задача решается тем, что способ для непрерывной или полунепрерывной разливки алюминиевых сплавов, включающий воздействие на жидкий металл постоянного электромагнитного поля посредством по меньшей мере, двух электромагнитных индукторов, осуществляющих электромагнитное перемешивание жидкой сердцевины слитка, по меньшей мере, двумя бегущими вдоль направления вытягивания слитка электромагнитными полями, причем каждое из указанных полей генерируют на различных частотах, направления движения которых противоположны и зона воздействия которых на жидкую сердцевину покрывает всю глубину жидкой сердцевины.
Кроме того, по меньшей мере, частоту одного из указанных бегущих электромагнитных полей выбирают близкой или совпадающей с собственной резонансной частотой механических колебаний объема жидкой сердцевины.
Кроме того, формируют бегущее электромагнитное поле, возрастающее по глубине жидкой сердцевины D по мере удаления от кристаллизатора к дну сердцевины, причем отношение между величиной электромагнитного поля в областях крайних верхних и нижних частей индуктора превышает 2.
Кроме того, возрастание величины электромагнитного поля вдоль индуктора по глубине жидкой сердцевины D осуществляют по линейной, степенной или экспоненциальной зависимости.
Кроме того, электромагнитные поля выбирают с частотой, убывающей по глубине жидкой сердцевины D по мере удаления от кристаллизатора к дну сердцевины.
Кроме того, частоту генерируемых индукторами электромагнитных полей выбирают не более 6 Гц.
Кроме того, направления движения бегущих электромагнитных полей, индуцированных одним индуктором, выбирают совпадающими.
Кроме того, указанные бегущие электромагнитные поля являются симметричными относительно вертикальной оси слитка.
Краткое описание чертежей
На фиг.1 схематично показана установка индукторов относительно слитка в сечении. Также показано возрастание величины магнитного поля источников от s1 к sN по мере удаления сверху вниз, а также представлены наименования основных размеров.
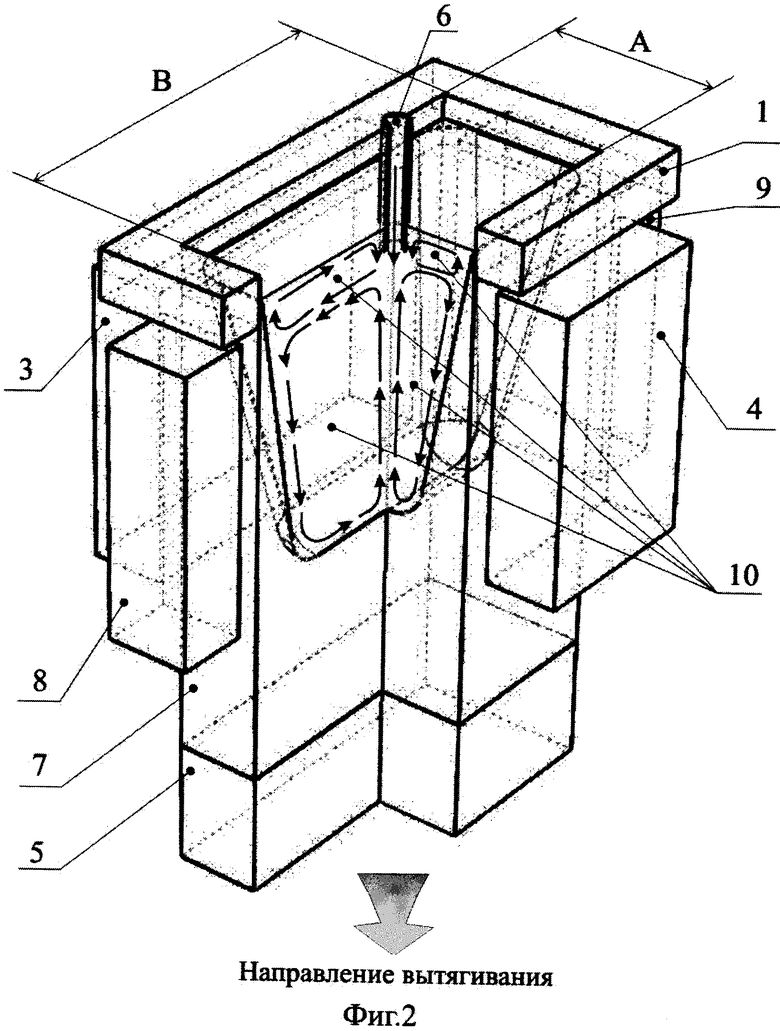
На фиг.2 показана установка индукторов в трехмерном пространстве и даны размеры, определяющие сечение слитка.
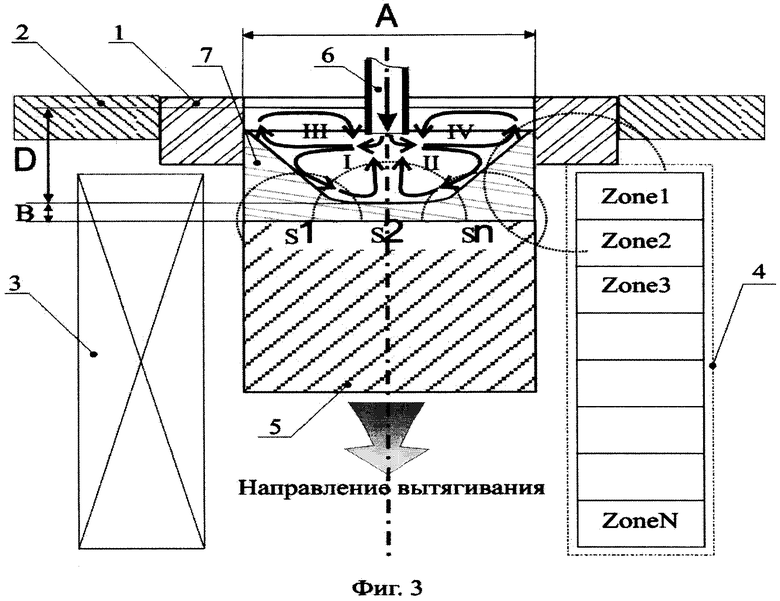
На фиг.3 изображено воздействие индуктора, установленного в поддоне на жидкую сердцевину в процессе литья на начальном этапе формирования слитка. Бегущее электромагнитное поле генерируется последовательным включением источников магнитного поля s1…sn. Также показано позонное включение боковых индукторов, начиная с зоны 1 до зоны N, по мере увеличения слитка.
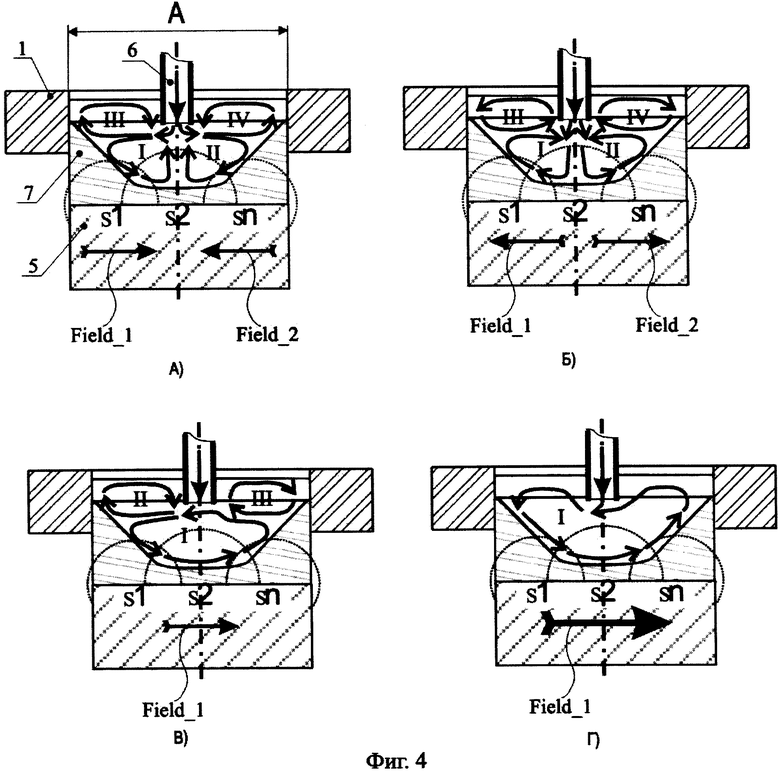
На фиг.4 показаны основные течения, возникающие при воздействии бегущих электромагнитных полей, возбуждаемых индуктором, установленным в поддоне, при этом на фиг.4А) показан характер течений, возникающих при наличии двух встречно бегущих полей; на фиг.4Б) показан характер течений, возникающих при наличии двух обратно направленных полей; на фиг.4В) показан характер течений при наличии только одного бегущего поля, у которого глубина проникновения в металл обеспечивает захват слоев жидкости только вблизи поддона; на фиг.4Г) показан характер течений при наличии только одного бегущего поля, у которого глубина проникновения в металл обеспечивает захват слоев жидкости в большей части объема жидкости.
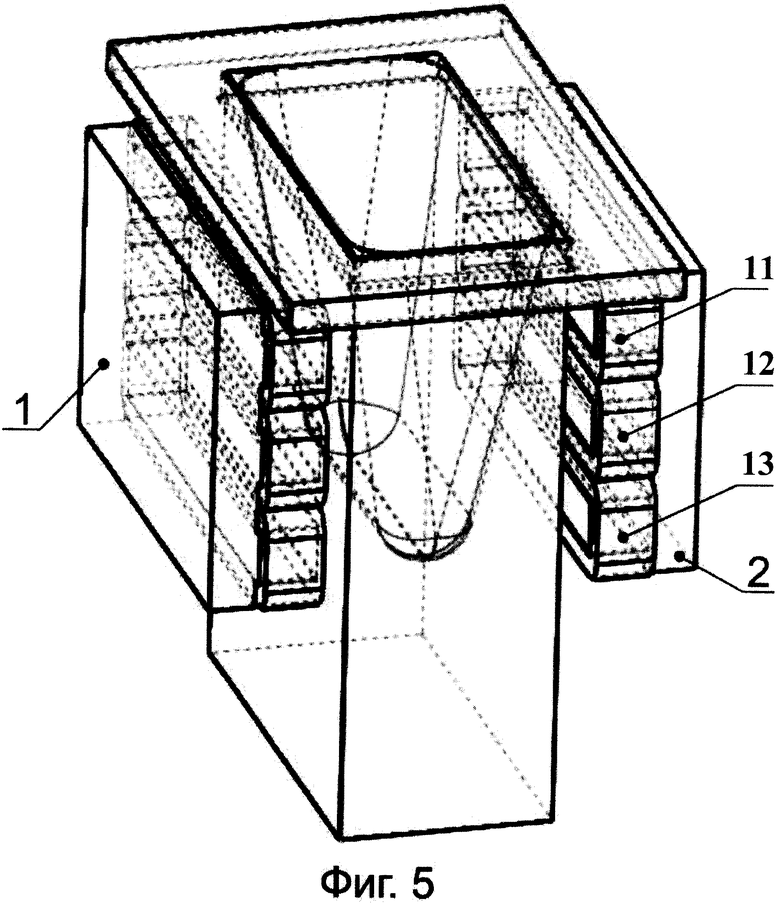
На фиг.5 показана, в качестве примера, схема установки из двух трехфазных линейных индукционных машин, которые симметрично расположены относительно оси слитка.
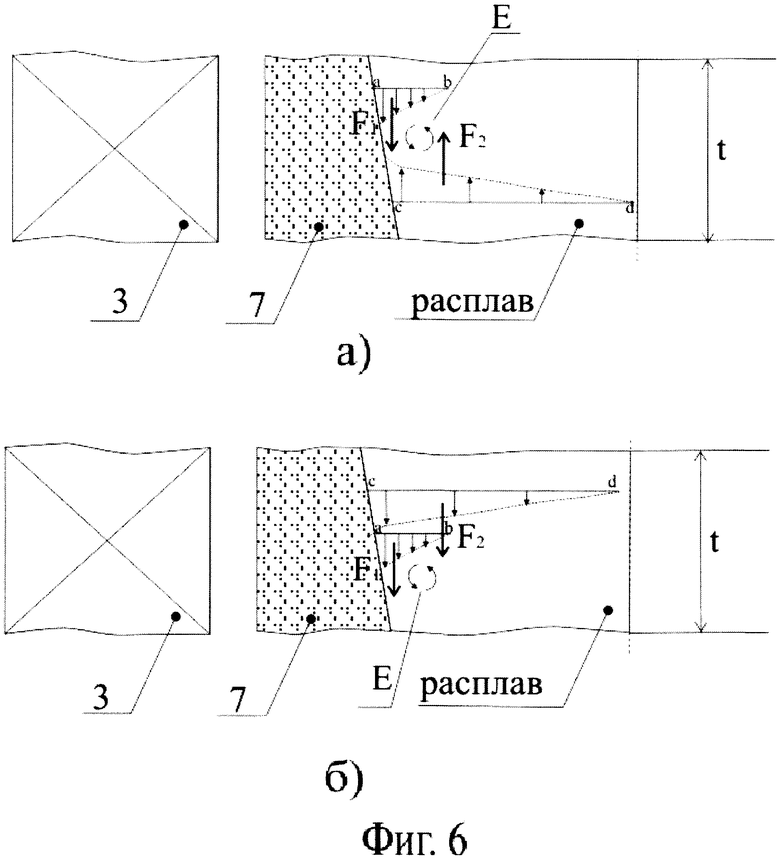
На фиг.6 показан принцип организации вращающего момента и, как следствие, вихря в расплаве при наложении двух бегущих электромагнитных полей на различной частоте, при этом на фиг.6А) показано образование вихря Е при наложении встречных бегущих полей; на фиг.6Б) показано образование вихря Е при наложении согласно бегущих полей, одно из которых вызывает большую по модулю силу в расплаве, чем другое.
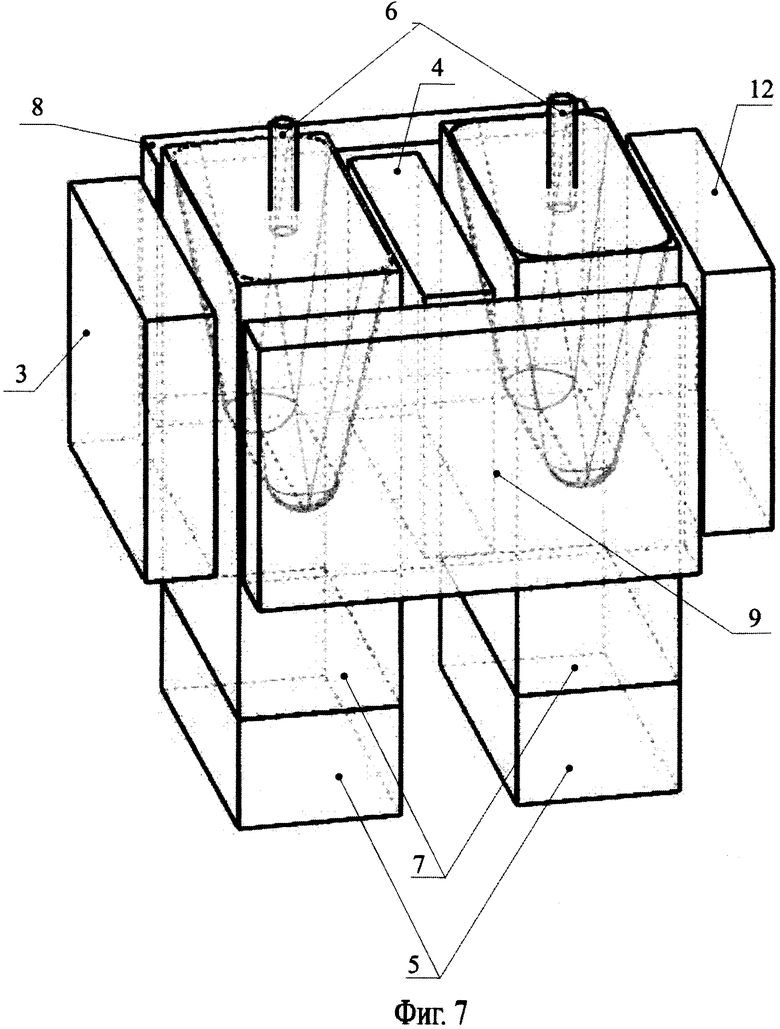
На фиг.7 показана в качестве примера возможная схема установки индукторов относительно нескольких слитков, отливаемых одновременно.
На фиг.8 схематично показано расположение интегральных сил F1 и F2 в жидкой сердцевине, которые генерируют на различной частоте бегущие электромагнитные поля - Поле_1 и Поле_2 соответственно.
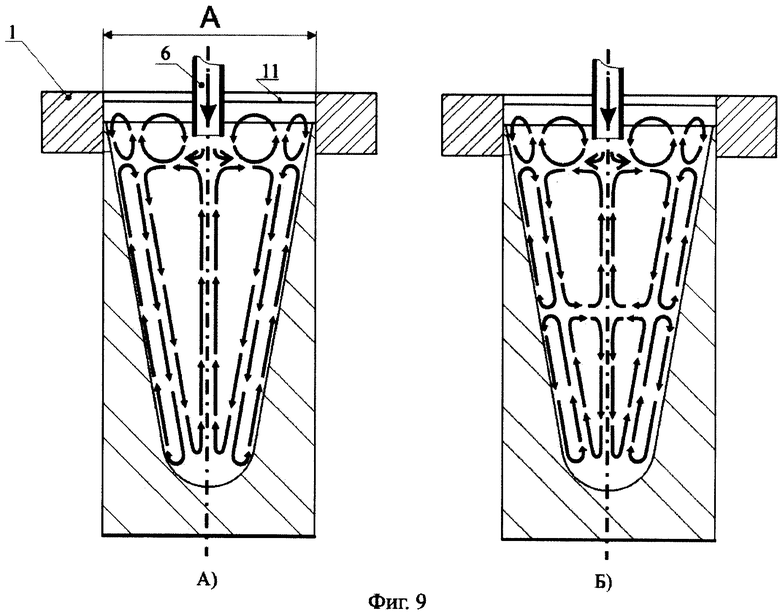
На фиг.9 схематично показано управляемое расщепление основного четырехконтурного потока на несколько контуров, при этом на фиг.9А) показано расщепление контуров по вертикали; на фиг.9Б) показано расщепление контуров по горизонтали.
Лучший вариант осуществления изобретения
Устройство для непрерывной или полунепрерывной разливки алюминиевых сплавов (фиг.1) содержит кристаллизатор 1, открытый на обоих концах в направлении разливки, средство для подачи расплава в кристаллизатор 6, по меньшей мере, два электромагнитных индуктора 3, 4, выполненных с возможностью индуцирования перемешивающего движения в расплаве, причем указанные индукторы 3, 4 установлены преимущественно симметрично друг к другу относительно вертикальной плоскости симметрии слитка, для регулирования положения индукторов 3 и 4 установка снабжена устройством, позволяющим перемещать их и позиционировать относительно слитка и кристаллизатора в любом допустимом положении, каждый индуктор 3 и 4 выполнен с возможностью создания, по меньшей мере, двух электромагнитных полей, бегущих в противоположных направлениях вдоль направления вытягивания слитка, зона действия полей охватывает всю жидкую сердцевину, поддон 5 и слиток 7, литейный стол 2.
Кроме того, индуктор 3, 4 выполнен с возможностью генерирования, по меньшей мере, частоты одного из указанных бегущих электромагнитных полей, близкой или совпадающей с собственной резонансной частотой механических колебаний объема жидкой сердцевины.
Кроме того, индуктор 3, 4 выполнен с возможностью создания, по меньшей мере, бегущего электромагнитного поля с возрастанием по глубине жидкой сердцевины D по мере удаления от кристаллизатора к дну сердцевины, причем отношение между величиной электромагнитного поля в областях крайних верхних и нижних частей индуктора превышает 2.
Кроме того, возрастание величины электромагнитного поля вдоль индуктора 3, 4 по глубине жидкой сердцевины D осуществляется по линейной, степенной или экспоненциальной зависимости.
Кроме того, индуктор 3, 4 выполнен с возможностью генерирования, по меньшей мере, одного электромагнитного поля с убывающей частотой по глубине жидкой сердцевины D по мере удаления от кристаллизатора к дну сердцевины.
Кроме того, частота генерируемых индукторами 3, 4 электромагнитных полей не превышает 6 Гц.
Кроме того, по меньшей мере, один индуктор, расположенный в пространстве между, по меньшей мере, двух слитков, выполнен с возможностью обеспечения перемешивания жидкой сердцевины в, по меньшей мере, двух слитках, между которыми он расположен.
Кроме того, по меньшей мере, один индуктор 3 или 4, расположенный вдоль внешней границы, охватывающей, по меньшей мере, два слитка, выполнен с возможностью обеспечения перемешивания жидкой сердцевины в этих слитках.
Кроме того, направления движения бегущих электромагнитных полей, индуцированных одним индуктором 3 или 4, совпадают.
Кроме того, указанные индукторы генерируют бегущие электромагнитные поля, которые симметричны относительно оси слитка 7.
На фиг.2 показаны дополнительно установленные индукторы 8, 9.
Пример осуществления способа
Расплавленный металл согласно фиг.1 и фиг.2 подают в зону жидкого расплава в, по меньшей мере, один кристаллизатор 1, который открыт на обоих концах в направлении разливки через как минимум одно средство 6, погруженное в расплав, либо, по меньшей мере, одну струю металла. В процессе опускания поддона 5 и охлаждения расплавленного металла путем теплопередачи через стенки кристаллизатора, боковые стенки слитка 7 и материал поддона происходит кристаллизация слитка с образованием его формы и формирование его жидкой сердцевины. Поддон 5 снабжен, по меньшей мере, одним источником пульсирующего и бегущего магнитного поля, который размещен в нем или непосредственно под ним (не показан), благодаря чему на начальном этапе процесса литья и формирования слитка происходит перемешивание жидкой сердцевины. Поддон 5 установлен и прикреплен к платформе, которая движется вниз под действием механизма ее опускания, например гидроцилиндра, либо приводится в движение вниз под действием электромагнитных сил, например, под действием бегущего электромагнитного поля. На противоположных сторонах отливаемого слитка 7 установлена, по меньшей мере, одна пара индукторов переменного электромагнитного поля 3 и 4 (8 и 9), которые установлены преимущественно симметрично относительно вертикальной плоскости симметрии на противоположных сторонах слитка и перемешивают жидкую сердцевину согласно траекториям 10 (фиг.2).
Индукторы переменного электромагнитного поля 3 и 4, а также индуктор, установленный в поддоне 5, в контексте настоящего изобретения представляют собой совокупность элементарных источников переменного магнитного поля и конструктивно могут быть выполнены как линейные индукционные машины либо как совокупность перемещающихся или вращающихся постоянных магнитов.
В процессе литья слитка, в начале процесса, используют переменное поле, создаваемое индуктором, установленным в поддоне или под поддоном 5 согласно Фиг.4. Это переменное поле обеспечивает эффективное перемешивание металла в формирующейся жидкой сердцевине на начальном этапе литья.
При этом, используя различный порядок включения источников переменного электромагнитного поля в индукторе - S1, S2…Sn, организуются требуемые бегущие и пульсирующие магнитные поля.
Наиболее очевидными гидродинамическими течениями, образующимися при использовании комбинаций разнонаправленных полей, согласно фиг.4 являются:
- Схема естественной циркуляции из 4-х основных вихрей - I, II, III, IV (фиг.3.А). Эти течения подобны установившимся течениям при свободной конвекции и вызываются как минимум двумя встречно бегущими электромагнитными полями - Поле_1 и Поле_2.
- Схема аномальной циркуляции из 4-х основных вихрей - I, II, III, IV (фиг.3.Б). Эти течения подобны установившимся течениям при свободной конвекции, но противоположны по направлению и вызываются как минимум двумя противоположно бегущими электромагнитными полями - Поле_1 и Поле_2.
- Схема несимметричной циркуляции из 3-х основных вихрей - I, II, III (фиг.3.В). Эта структура потоков организуется сравнительно слабым бегущим электромагнитным полем Поле_1, которое непосредственно воздействует на слои расплава вблизи дна жидкой сердцевины.
- Схема несимметричной циркуляции из 1-го основного вихря - I (фиг.4.Г). Эта структура потоков организуется сравнительно сильным бегущим электромагнитным полем Поле_1, которое непосредственно воздействует на слои расплава, занимающие не менее половины от высоты жидкой сердцевины снизу.
По мере формирования слитка включается как минимум одна пара индукторов 3 и 4, которые создают переменное бегущее (скользящее) магнитное поле вдоль направления вытягивания слитка. Генерируемое индукторами магнитное поле действует на жидкую сердцевину по всей ее высоте D. При этом индукторы 3 и 4 согласно Фиг.3 могут включаться по зонам - зона 1, зона 2…зона N или могут быть выполнены из частей и включаться по мере литья слитка и увеличения жидкой сердцевины.
В результате воздействия переменного электромагнитного поля в расплавленном металле возникают вихревые токи и, как следствие, поле сил Ампера, которые приводят в движение жидкий металл.
Электромагнитное поле, генерируемое каждым индуктором, обладает следующими особенностями (признаками), которые реализуются одновременно или раздельно:
1. Магнитная индукция магнитного поля возрастает по глубине жидкой сердцевины D по мере удаления от кристаллизатора к дну сердцевины. Зависимость возрастания магнитной индукции от расстояния может быть пропорциональной, степенной или экспоненциальной;
2. В составе поля присутствует, по меньшей мере, одна частота;
3. В составе поля присутствует, по меньшей мере, одна собственная резонансная частота колебаний жидкой сердцевины слитка или близкая к ней;
4. В составе поля присутствует, по меньшей мере, одна собственная резонансная частота колебаний, присущая границе кристаллизации или близкая к ней;
5. В составе поля присутствует, по меньшей мере, одна собственная резонансная частота колебаний, присущая твердому слитку или близкая к ней;
6. Частота колебаний электромагнитного поля убывает по глубине жидкой сердцевины D по мере удаления от кристаллизатора к дну сердцевины. Зависимость возрастания магнитной индукции от расстояния может быть линейной, степенной или экспоненциальной.
Реализация указанных выше особенностей электромагнитного поля может быть достигнута следующими допустимыми техническими решениями:
1. Использованием двух- или многофазной линейной индукционной машины, обмотки которой подключены к двух- или многофазному одночастотному источнику питания таким образом, что на одном конце машины генерируется переменное электромагнитное поле меньшей величины, чем на другом конце, и генерируемое поле возрастает от одного конца машины к другому.
Например, на Фиг.5 представлены простейшие трехфазные индукторы 1 и 2, каждый из которых может создавать возрастающее электромагнитное поле от верхнего края к нижнему в том случае, если индуктор подключить к несимметричной трехфазной системе напряжения или тока. При этом верхняя катушка 11, в которой протекает наименьший ток, генерирует меньший магнитный поток, чем средняя катушка 12, в которой ток больше, чем в катушке 3, но меньше, чем в катушке 13, в которой протекает наибольший ток и которая генерирует наибольший магнитный поток.
2. Использованием двух- или многофазной линейной индукционной машины, обмотки которой подключены к двух- или многофазному многочастотному источнику питания таким образом, что по мере удаления катушек от кристаллизатора вниз вдоль слитка частота пульсации тока или напряжения в них уменьшается.
3. Использованием двух- или многофазной линейной индукционной машины, заведомо выполненной конструктивно несимметричной таким образом, что при подключении катушек к двух- или многофазному одночастотному источнику питания вдоль машины генерируется возрастающее от одного края к другому электромагнитное поле. Простейшими примерами такого заведомо несимметричного индуктора может являться индуктор, у которого по мере удаления катушек от кристаллизатора вниз вдоль слитка количество витков в катушках возрастает либо увеличивается полюсный шаг.
4. Вращением постоянных магнитов, расположенных в ряд вдоль слитка. При этом величина магнитного поля постоянных магнитов увеличивается от кристаллизатора по мере удаления от кристаллизатора к дну сердцевины. Также одновременно или раздельно с этим частота вращения постоянных магнитов может уменьшаться от кристаллизатора по мере удаления от кристаллизатора к дну сердцевины.
Создание и управление вихревой структурой потоков за счет использования как минимум двух бегущих полей возможно с использованием двух принципов, указанных ниже.
Согласно первому способу - «принципу противоположных полей» используется наложение как минимум двух противоположно бегущих электромагнитных полей, генерируемых одним индуктором на разной частоте, за счет чего образуются вихревые гидродинамические течения. Благодаря различной частоте каждого поля глубина проникновения каждого поля различна, что позволяет получить результирующую силу для каждого поля, расположенную на различном расстоянии от границы кристаллизации, но при этом располагающейся на одном горизонтальном уровне жидкой сердцевины.
Таким образом возможно получение как минимум одной пары сил от как минимум двух разночастотных полей, что позволяет создавать в расплаве вихревое движение.
Более подробно, данный принцип может быть пояснен следующим образом.
Бегущее электромагнитное поле высокой частоты и скользящее (движущееся) к низу слитка согласно фиг.6 создает в горизонтальном слое жидкой сердцевины t распределение силы Ампера на участке ab. В целом, на этом участке распределение сил можно аппроксимировать силой F1, которая приложена в центре тяжести фигуры, образованной полем сил на участке ab.
В свою очередь, низкочастотное бегущее электромагнитное поле, направленное противоположно высокочастотному, создает в слое t распределение силы Ампера на участке cd. В целом, на этом участке распределение сил можно аппроксимировать силой F2, которая приложена в центре тяжести фигуры, образованной полем сил на участке cd.
В результате взаимодействия пары сил F1 и F2 образуется гидродинамический вихрь Е (фиг 6, А).
Согласно второму способу - «принципу совпадающих полей» используется наложение как минимум двух совпадающих по направлению движения бегущих электромагнитных полей, генерируемых одним индуктором на разной частоте, за счет чего образуются вихревые гидродинамические течения.
При этом в отличие от вышеуказанного способа согласно фиг.6Б результирующие силы сонаправлены, однако отличаются по величине, что создает пару сил и вращающий момент, который создает гидродинамический вихрь Е (фиг 6.Б). Конфигурация потоков расплавленного металла в жидкой сердцевине при естественной конвекции для большинства типов отливаемых алюминиевых прямоугольных слитков обычно устанавливаться в режим «одинарной петли» или «двойной петли» с наличием в вертикальной плоскости симметрии слитка двух основных вихрей I и II (фиг.1), образующих основную «одинарную петлю» и двух второстепенных верхних вихрей - III и IV (фиг.1), которые в совокупности с «одинарной петлей» образуют циркуляцию расплава по схеме «двойной петли». В зависимости от глубины погружения средства разливки металла и скорости его подачи возможно установление режима циркуляции металла как в режиме «двойной петли», так и в режиме «одинарной петли».
Однако, несмотря на различное количество вихрей в обеих схемах циркуляции, основную роль в тепломассообмене играют два нижних вихря, образующих «одинарную петлю». Благодаря наложению, по меньшей мере, двух взаимно противоположных бегущих полей, создаваемых одним индуктором на различных частотах - Поле_1 и Поле_2 (фиг.8), в различных слоях по вертикали создаются различные силы F1 и F2, которые создают вращающий момент и способствуют вертикальному расщеплению, по меньшей мере, двух основных вихрей I и II (фиг.1) и увеличению количества вихрей по ширине слитка. При этом образуется структура потоков, подобная приведенной на фиг.9, А. В случае увеличения количества разночастотных бегущих полей количество вихрей увеличивается соответственно. Увеличение пульсирующей составляющей силы Ампера, действующей перпендикулярно к оси слитка, приводит к горизонтальному расщеплению вихрей и увеличению количества вихрей по глубине жидкой сердцевины, как показано на фиг.9, Б. Подобное воздействие может быть создано индуктором несколькими способами, например за счет генерации стоящей волны вдоль высоты сердцевины D либо созданием локальных зон по высоте D, где нормальная составляющая силы Лоренца, генерируемая в расплаве и направленная к оси слитка, значительно превосходит тангенциальную составляющую, что вызывает в данной зоне расщепление вихря. Создание указанных зон реализуется тем, что в индукторе в месте расположения этих зон присутствуют источники, генерирующие пульсирующее электромагнитное поле. Подобными источниками пульсирующего поля могут являться отдельные обмотки, включаемые по необходимости.
Создаваемое горизонтальное и вертикальное расщепление основных вихрей может происходить периодически, а может осуществляться постоянно. С целью максимального использования пространства в установке для непрерывной разливки согласно фиг.7 возможно размещения индукторов согласно следующим вариантам:
1. По меньшей мере, один индуктор 4, расположенный в пространстве между, по меньшей мере, двух слитков 7, обеспечивает перемешивание жидкой сердцевины в, по меньшей мере, двух слитках, между которыми он расположен.
2. По меньшей мере, один индуктор 9, расположенный вдоль внешней границы, охватывающей, по меньшей мере, два слитка, обеспечивает перемешивание жидкой сердцевины в этих слитках.
Предлагаемое устройство имеет следующие преимущества перед известными:
- перемешивание расплава по всему объему жидкой сердцевины симметричной структурой потоков относительно вертикальной плоскости симметрии слитка, что обеспечивает симметричные условия кристаллизации и отсутствие механических деформаций слитка, вызванных несимметрией температурных напряжений в слитке;
- возможность организовать различные по количеству контуров и структуре циркуляционные потоки в жидкой сердцевине за счет многочастотного электромагнитного поля и использования резонансных частот, что позволяет гибко управлять турбулентным движением в жидкой сердцевине;
- простота конструктивного решения, обеспечивающая возможность перемешивания жидкой сердцевины при различной толщине слитка за счет увеличения или уменьшения расстояния между индукторами, находящимися по обе стороны от плоскости симметрии слитка;
- снижение энергоемкости перемешивания за счет использования резонансных частот.
Промышленная применимость
Способ для непрерывной и полунепрерывной разливки алюминиевых сплавов и устройство для его осуществления может быть использован для улучшения технологических характеристик получаемого слитка алюминия и ускорения процесса затвердевания расплава путем интенсивного перемешивания расплава во всем объеме жидкой сердцевины и осуществления непрерывной и полунепрерывной разливки алюминиевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 2017 |
|
RU2656904C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ ПЕРЕМЕШИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2656193C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ ЖИДКОГО МЕТАЛЛА | 1998 |
|
RU2212977C2 |
| Установка для непрерывного литья слитка | 2024 |
|
RU2822902C1 |
| Способ непрерывной разливки тонких металлических изделий и устройство для его осуществления | 1990 |
|
SU1795927A3 |
| Способ разливки металла в электромагнитный кристаллизатор | 1983 |
|
SU1375403A1 |
| Устройство для электромагнитного перемешивания жидкого металла при непрерывной разливке | 1983 |
|
SU1161232A1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |

Изобретение относится к металлургии. Устройство содержит кристаллизатор (1), средства (6) для подачи расплава в кристаллизатор, по меньшей мере, два электромагнитных индуктора (3, 4), установленных симметрично друг к другу относительно вертикальной плоскости симметрии слитка (7). Каждый индуктор выполнен с возможностью создания, по меньшей мере, двух электромагнитных полей на различных частотах, бегущих в противоположных направлениях вдоль направления вытягивания слитка и охватывающих всю жидкую сердцевину. Индуктор создает электромагнитное поле с возрастанием величины магнитной индукции по глубине жидкой сердцевины по мере удаления от кристаллизатора ко дну сердцевины или с возрастанием величины магнитной индукции электромагнитного поля вдоль индуктора по глубине жидкой сердцевины по линейной, степенной или экспоненциальной зависимости. Индуктор может создавать электромагнитные поля с убывающей частотой по глубине жидкой сердцевины по мере удаления от кристаллизатора ко дну сердцевины. Достигается улучшение технологических характеристик получаемого слитка и ускорение процесса затвердевания расплава путем интенсивного перемешивания расплава во всем объеме жидкой сердцевины. 2 н.п. ф-лы, 9 ил.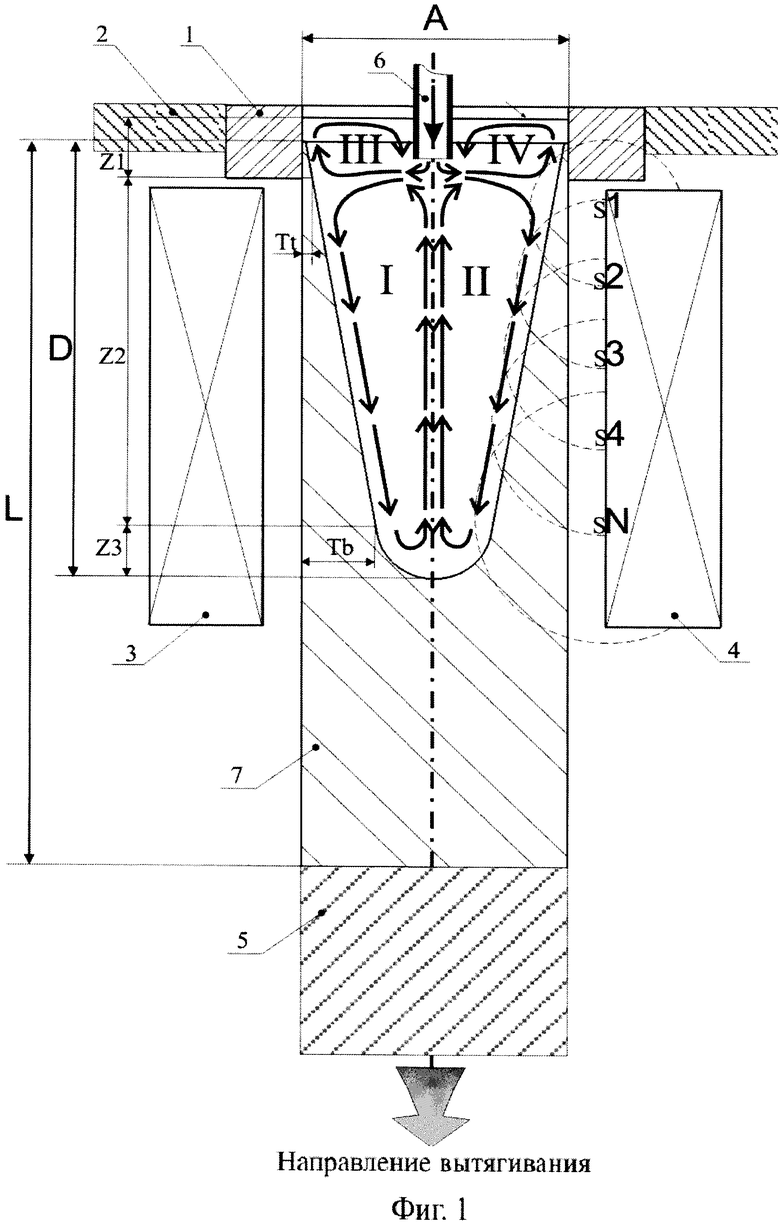
1. Устройство для непрерывной и полунепрерывной разливки алюминиевых сплавов, содержащее кристаллизатор, открытый на обоих концах в направлении разливки, средства для подачи расплава в кристаллизатор, по меньшей мере, два электромагнитных индуктора, выполненные с возможностью индуцирования перемешивающего движения в расплаве, причем указанные индукторы установлены преимущественно симметрично друг к другу относительно вертикальной плоскости симметрии слитка, отличающееся тем, что каждый индуктор выполнен с возможностью создания, по меньшей мере, двух электромагнитных полей на различных частотах, бегущих в противоположных направлениях вдоль направления вытягивания слитка, с зоной действия, охватывающей всю жидкую сердцевину, при этом индуктор выполнен с возможностью создания бегущего электромагнитного поля с возрастанием магнитной индукции по глубине жидкой сердцевины по мере удаления от кристаллизатора ко дну сердцевины или с возможностью создания бегущего электромагнитного поля с возрастанием величины магнитной индукции электромагнитного поля по глубине жидкой сердцевины по линейной, степенной или экспоненциальной зависимости, или с возможностью создания бегущего электромагнитного поля с убывающей частотой по глубине жидкой сердцевины по мере удаления от кристаллизатора ко дну сердцевины.
2. Способ непрерывной и полунепрерывной разливки алюминиевых сплавов, включающий воздействие на жидкий металл электромагнитного поля посредством, по меньшей мере, двух электромагнитных индукторов, осуществляющих электромагнитное перемешивание жидкой сердцевины слитка, по меньшей мере, двумя электромагнитными полями, бегущими в противоположных направлениях вдоль направления вытягивания слитка, отличающийся тем, что каждое из указанных полей создают на различной частоте с зоной воздействия, охватывающей всю глубину жидкой сердцевины, при этом создают бегущее электромагнитное поле, магнитная индукция которого возрастает по глубине жидкой сердцевины по мере удаления от кристаллизатора ко дну сердцевины, или создают бегущее электромагнитное поле с магнитной индукцией, возрастающей по глубине жидкой сердцевины по линейной, степенной или экспоненциальной зависимости, или создают бегущее электромагнитное поле с частотой, убывающей по глубине жидкой сердцевины по мере удаления от кристаллизатора ко дну сердцевины.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА | 2002 |
|
RU2228817C1 |
| US 5222545 А, 29.06.1993 | |||
| WO 2009117803 А1, 01.10.2009. | |||

