Изобретение относится к непрерывной разливке металлов. Точнее оно имеет отношение к электромагнитным устройствам, встроенным в кристаллизаторы непрерывной разливки, воздействующим на жидкий металл, находящийся в вышеупомянутых кристаллизаторах.
Использование электромагнитных полей для оказания влияния на движение жидкой стали в кристаллизаторах непрерывной разливки всех видов в настоящее время является классикой. Введение электромагнитных полей циркуляционных (при литье блюмов и слитков квадратного или слегка прямоугольного сечения) или скользящих (при литье слябов прямоугольного сечения, ширина которых значительно превышает толщину) имеет основной целью гомогенизацию затвердевающих структур по всему сечению продукции и улучшение состояния поверхности продукции, а также ее чистоты по включениям, в частности, вблизи поверхности. При непрерывном литье слябов также известен способ наведения статических электромагнитных полей в кристаллизаторе для получения стабилизации мениска (свободной поверхности металла в ходе плавки в верхней части кристаллизатора). Эта стабилизация позволяет увеличить скорость литья и, следовательно, производительность машины непрерывного литья. Электромагнитные устройства, позволяющие получить этот эффект, известны под названием “электромагнитные тормоза”.
Известные способы использования электромагнитных полей в кристаллизаторах непрерывного литья в настоящее время не позволяют в полной мере решить все проблемы качества литых заготовок. Среди этих нерешенных до настоящего времени проблем можно назвать:
- улучшение качества поверхности литых заготовок, достигаемое за счет уменьшения количества поверхностных раковин и глубины борозд, порождаемых колебаниями;
- улучшение подкорковой чистоты по включениям литой продукции, достигаемое за счет уменьшения размеров “заворотов корки затвердевания”, которые формируются во время колебаний кристаллизатора, при этом эти завороты корки являются потенциальными местами захвата включений и пузырьков газа, находящихся в жидком металле в кристаллизаторе, а также уменьшения захвата включений фронтом затвердевания, используя эффект “промывки” этой поверхности жидким металлом, увлекаемым при электромагнитном перемешивании (механизмы, имеющие отношение к этим проблемам, будут детально описаны далее);
- получение стабильности мениска, достаточной чтобы гарантировать оптимальную смазку поверхности раздела кристаллизатор - твердый металл посредством покрывающего шлака, который проникает туда в жидком состоянии, для того, чтобы эта улучшенная смазка делала бы доступными скорости литья, которые существенно превышают используемые скорости.
Удовлетворительное решение этих проблем привело бы к увеличению производительности машины непрерывного литья и сталелитейного завода в целом. Кроме того, упомянутое увеличение скорости литья уменьшило бы частоту операций по удалению поверхностных раковин (зачистка поверхности продукции для устранения дефектов) и, таким образом, увеличило бы долю продукции, направляемой сразу на горячую прокатку. Современная техника не позволяет одновременно достичь оптимальным образом всех вышеупомянутых качественных целей. Кроме того, все известные технические решения, позволяющие достичь одну или другую из этих целей, либо дорогостоящи, либо требуют очень аккуратного применения, поскольку они очень чувствительны к другим условиям литья. Среди них, кроме ранее упомянутых процессов, использующих электромагнитные поля, можно назвать системы, сообщающие кристаллизатору несинусоидальные колебания, гофрированные кристаллизаторы с контролируемой шероховатостью горячей стороны, кристаллизаторы с обшивкой из оптимизированного состава, и т.д.
Задача изобретения состоит в создании способа и установки непрерывного литья металлов, позволяющих удовлетворить требуемые производительность и качество, ожидаемые пользователями машинами непрерывного литья металлов, в частности стали.
Указанная задача решается способом вертикального непрерывного литья металлических продуктов в кристаллизаторе с собираемыми охлаждаемыми пластинами, согласно которому подвергают зону мениска жидкого металла, находящегося в кристаллизаторе, воздействию осевого переменного магнитного поля, коллинеарного с направлением литья, стремящегося придать вышеупомянутому мениску форму, в целом, купола, при этом зону вышеупомянутого мениска подвергают воздействию стационарного магнитного поля, направленного поперек направлению литья для обеспечения стабилизации формы вышеупомянутого мениска.
Задача решается также установкой вертикального непрерывного литья металлов, включающей кристаллизатор с собираемыми охлаждаемыми пластинами, из которых две больших образуют стороны, определяющие литьевое пространство, устройство, содержащее электромагнитную обмотку, питаемую переменным током и окружающую кристаллизатор на уровне мениска жидкого металла, который в нем находится, для того, чтобы создать переменное магнитное поле, направленное вдоль оси литья, при этом установка содержит также электромагнитный индуктор, создающий стационарное магнитное поле, пересекающее большие пластины кристаллизатора на уровне мениска перпендикулярно оси литья.
Как будет понятно далее, изобретение заключается в том, чтобы создать в жидком металле, находящемся внутри кристаллизатора непрерывного литья, по меньшей мере, два электромагнитных поля, одновременно воздействующих на вышеупомянутый металл в зоне мениска. Одно из этих полей является переменным осевым полем, другое является поперечным стационарным полем, которые воздействуют на уровне мениска. Они созданы при помощи индукторов, встроенных или оказывающих свое действие поблизости от мениска.
Упрощенно говоря, переменное поле, соосное с осью литья, служит для образования куполообразного мениска, т.е. для усиления выпуклой формы купола, которую он в малой степени принимает естественным образом при контакте со стенкой кристаллизатора, тогда как поперечное стационарное поле служит электромагнитным тормозом для ослабления местных геометрических неровностей поверхности этого мениска, появляющихся вследствие нижележащих конвективных движений, порождаемых переменным полем.
Теоретически применение только переменного поля было бы достаточным для получения выпуклого и гладкого мениска. Действительно, электромагнитная сила, порождаемая в жидком металле, имеет одновременно
- поверхностную составляющую удержания, которая стремится оттолкнуть периферию мениска подальше от стенки кристаллизатора, следовательно, “углубить” его на краю, сглаживая на поверхности. Эта сила особенно активна при высоких частотах;
- и объемную составляющую перемешивания, которая, вследствие характера конвективных движений жидкого металла, который она создает (кольцевое перемешивание с подъемом металла в центр кристаллизатора), “вздувает” центральную часть мениска. Эта сила, напротив, особенно активна при низких и средних частотах. Именно поэтому она является причиной нестабильности поверхности. Максимальный эффект этой силы перемешивания получен при средних частотах, а именно, около 200 Гц, для констатации идеи, но во всяком случае ниже 500 Гц, независимо от типа или толщины кристаллизатора или формата отливаемой металлургической продукции.
Именно эти два совместных действия - периферийное отталкивание и поднимающееся перемешивание в центре (которые могли бы быть получены на основе только одного пульсирующего магнитного поля), сообщают мениску проявляемую искомую выпуклую форму.
Основываясь на тех же идеях, но с целью затвердевания металла за счет электромагнитного удержания, т.е. без какого-либо материального контакта с охлаждаемой стенкой изложницы, было уже предложено создать на уровне кристаллизатора магнитную окружающую среду, образованную наложением двух осевых полей, т.е. оба поля направлены по оси литья, одного - периодического (поле удержания), другого - стационарного для создания радиальных сил вибрации в удерживаемом жидком металле. Эти поля генерированы индивидуальными обмотками, окружающими верхнюю часть кристаллизатора, причем питание одной обмотки осуществляется переменным током с частотой, заключенной в интервале от 500 до 5000 Гц, а питание другой осуществляется постоянным током. Для ограничения эффекта перемешивания переменным полем было даже предложено добавить третью охватывающую обмотку для создания там, где уже действуют два предыдущих, осевого переменного магнитного поля с промышленной частотой (ЕР-А 0100289, или статья Ch. Virves "Effects of forced electromagnetic vibrations during the solidification of aluminium alloys: Part II. Solidificationin the presence of colinear variable and stationary magnetic fields", опубликованная в la revue Metallurgical and materials transactions B, Vol. 27B, N 3, ler juin 1996, pages 457-464). Находят, например, рекомендации такого же типа, хотя весьма кратко, в документе DE 3517733 (1986), в котором предложено к тому же применить вместе с осевым переменным магнитным полем удержания высокой частоты стационарное поле, которое может быть как осевым, так и поперечным, но действующим по всей высоте кристаллизатора, что неизбежно приводит в технологическом плане к очень сложному монтажу электромагнитной системы.
Это значит, что независимо от предполагаемого применения затвердевания под удержанием или, наподобие настоящего изобретения, управления геометрией мениска, проблема заключается в достижении передачи металлическому литью достаточной электромагнитной энергии через медный кристаллизатор. На уровнях частот удержания (свыше 500 Гц) из-за эффекта магнитного экрана металлических стенок кристаллизатора их было бы необходимо вертикально разделять на сегменты, чтобы позволить им вести себя как “холодный электромагнитный литейный ковш”.
Такой способ является сложным в применении одновременно с точки зрения электромагнетизма из-за неизбежной электродинамической нестабильности, связанной с жидкой природой конечной индуктивной цепи (жидкий металл внутри кристаллизатора), на который оказывают действие через промежуточный приемник, которым является сам кристаллизатор. Это сложно также из-за того, что кристаллизатор прежде всего - это вертикальный кристаллизатор без дна, боковое уплотнение которого должно быть полностью обеспечено, его форма должна быть геометрически стабильна (не должно быть явления выпучивания боковых сторон) и охлаждающий контур должен быть строго оптимизирован. Сегментация кристаллизатора, в особенности больших боковых сторон, потребовала бы глубокого пересмотра уже проверенной концепции кристаллизатора как в технологическом плане, так и в функциональном.
Действительно, вследствие своей конструкции, состоящей из четырех пластин, изготовленных из меди или медного сплава, собранных в углах (две больших плоских стороны и две малых стороны по концам), кристаллизатор для сляба действует наподобие “холодного литейного ковша”, при средних частотах. При 200 Гц большая часть электромагнитной индукции, излучаемая индуктором, без каких-либо затруднений передается жидкому металлу сквозь стенки, толщина которых редко превосходит 40 или 45 мм. Но при этой частоте суммарная деформация мениска, как объяснено выше, в результате взаимодействия сил удержания и конвекции металла приводит к сильным флюктуациям во время “средней” деформации мениска. Именно поэтому, в соответствии с основной характеристикой изобретения, накладывают стационарное магнитное поле, направленное перпендикулярно оси литья, которое, применяемое также на уровне мениска, оказывает действие электромагнитного тормоза на конвективные движения расположенного ниже жидкого металла, вызванные центростремительными силами вздутия мениска при 200 Гц, и приводит из-за этого к эффекту гладкого мениска на поверхности.
Изобретение будет более понятно и другие его аспекты и преимущества будут лучше выявлены при чтении нижеследующего описания, приведенного в качестве примера выполнения изобретения, со ссылками на фигуры, на которых:
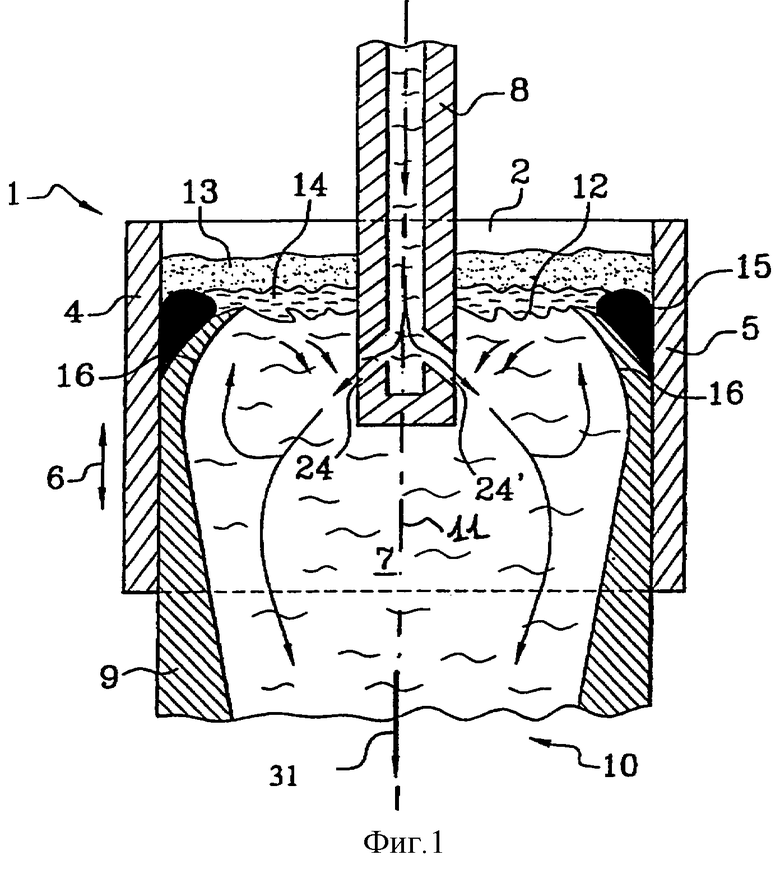
- Фиг.1 схематически показывает продольный разрез кристаллизатора для непрерывного литья стальных слябов из уровня техники;
- Фиг.2 схематически показывает в аксонометрии кристаллизатор для непрерывного литья стальных слябов согласно изобретению;
- Фиг.3 схематически показывает тот же кристаллизатор в продольном разрезе;
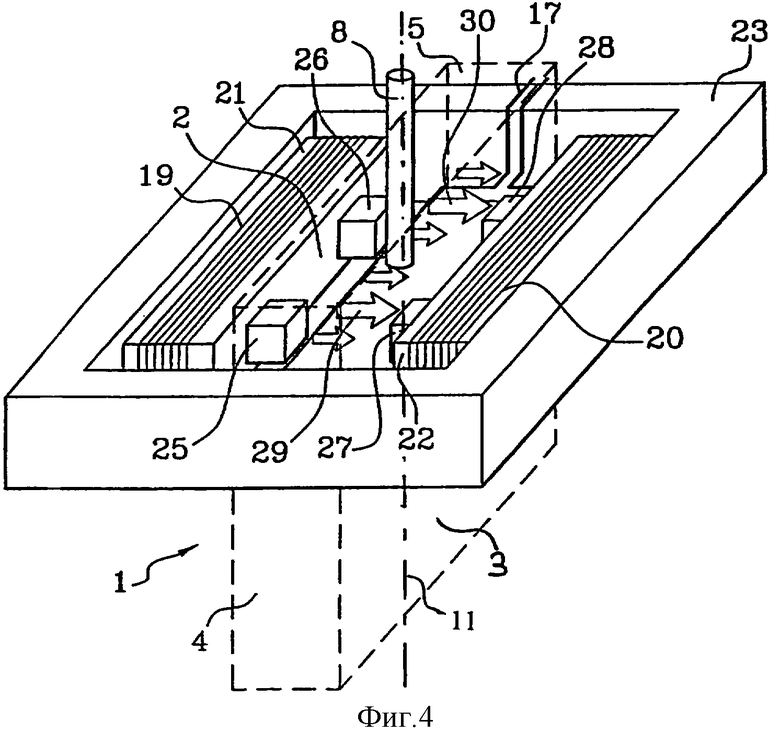
- Фиг.4 схематически показывает в аксонометрии первый вариант предыдущего;
- Фиг.5 показывает форму кристаллизатора, делающую его очень прозрачным для электромагнитных полей.
На этих фигурах одни и те же элементы обозначены одними и теми же цифрами.
Классический кристаллизатор 1 для непрерывного литья слябов из уровня техники, схематически показанный на фиг.1, состоит из четырех плоских стенок из меди или медного сплава, энергично охлаждаемых водой, циркулирующей внутри, а именно, две больших стенки 2, 3 в плоскости фигуры, из которых только одна показана на фиг.1, и две закрывающих по торцам малых стенки 4, 5. Для простоты средства внутреннего охлаждения стенок 2, 3, 4, 5 кристаллизатора (обычно оболочка, определяющая вертикальные каналы, внутри которых циркулирует вода) не представлены.
Кристаллизатор 1 ориентирован вертикально, определяя таким образом ось литья 11. Во время литья он колеблется вертикально с малой амплитудой, как показано стрелкой 6. Жидкая сталь 7 поступает в кристаллизатор 1 через погружной стакан 8 из огнеупорного материала, установленный в дне распределителя, не представленного, содержащего запас жидкой стали. Жидкая сталь 7, вводимая в кристаллизатор 1, затвердевает около длинных охлаждаемых металлических стенок 2, 3 (и дополнительно около коротких торцевых стенок 4, 5), образуя затвердевшую корку 9. Толщина корки нарастает по мере того, как сляб 10 во время затвердевания вытягивают через открытое дно кристаллизатора 1 в направлении стрелки 31 известными средствами извлечения, не представленными.
Свободная поверхность 12 жидкой стали 7 (обычно называемая “мениск”) закрыта покрывающим шлаком на основе, главным образом, металлических оксидов, функции которых, причем все являются полезными при операции литья, - многочисленны. В первую очередь он останавливает тепловое излучение поверхности 12 жидкой стали 7 и уменьшает таким образом его охлаждение. Главным образом он обеспечивает смазку поверхности раздела между затвердевшей коркой 9 и стенками 2, 3, 4, 5 кристаллизатора 1 согласно следующему механизму. Покрывающий шлак находится на поверхности 12 жидкого металла 7 в порошкообразном виде. Здесь он образует верхний слой 13, остающийся в твердом состоянии, тогда как нижний слой 14, контактирующий с жидкой сталью 7, находится в жидком состоянии, что позволяет ему играть роль смазки. Отмечают, однако, присутствие шлакового жгута 15, т.е. полосы из покрывающего шлака, который затвердел при контакте с охлаждаемыми металлическими стенками 2, 3, 4, 5. Этот шлаковый жгут 15 проходит по всему периметру кристаллизатора и может достигать значительной максимальной толщины порядка 10-20 мм.
Присутствие шлакового жгута 15 и вертикальные колебательные движения 6 кристаллизатора вызывают появление поверхностных дефектов на блюме 10 при его затвердевании. Затвердевшая корка может упираться в шлаковый жгут при фазе подъема кристаллизатора 1. В результате образуется так называемый “заворот корки затвердевания” 16, а именно искривление верхнего края затвердевшей корки 9 вовнутрь кристаллизатора 1, а также более или менее глубокие колебательные складки на поверхности литой затвердевшей продукции. Этот заворот корки затвердевания 16 и связанные с ним колебательные складки являются предпочтительными местами для образования поверхностных расслаивании и раковин, которые ухудшают качество конечного продукта, а также для захвата неметаллических включений и пузырьков газа, который поднимается вдоль фронта затвердевания из нижних областей жидкой стали 7.
Известный способ избавления от этой проблемы (см. статью H.Nakata, M.Kokita, M.Morisita, K/Ayata "Improvement of surface qualityy of steel by electromagnetic mold" в Proceedings of the International Symposium on Electromagnetic Processing of Materials, 1994, Nagoya) мог бы состоять в создании переменного электромагнитного поля с частотами, заключенными в интервале от 100 до 100000 Гц, предпочтительно от 200 до 20000 Гц, при помощи многовитковой обмотки, окружающей кристаллизатор 1 по всему его периметру на уровне мениска и создающей, следовательно, переменное магнитное поле вдоль оси литья.
Устройство согласно изобретению, схематически показанное на фиг.2 и 3, содержит такую обмотку 17, соединенную с генератором переменного тока (не показан), работающую на частотах, принадлежащих ранее цитированной гамме. Электромагнитное поле обмотки 17 создает токи, наводимые в жидкой стали 7, в частности, на уровне мениска 12. Как было уже указано, взаимодействие между полем и токами порождает электромагнитную силу, эффект которой около стенки кристаллизатора - это центростремительный эффект 18, который опускает периферию мениска, и эффект которой в глубине жидкого металла 7 - это эффект перемешивания, который вызывает вздутие в центе мениска 12. Чем выше частота электромагнитного поля, при одинаковых остальных параметрах, тем слабее проникновение поля внутрь жидкой стали 7, следовательно, больше электромагнитных сил (интенсивность которых не зависит от частоты тока) концентрируются в ограниченной периферийной области. Таким образом, в гамме вышеупомянутых частот получают силы удержания 18 достаточной интенсивности для получения отталкивания жидкой стали 7, которая опускается в этом месте и, следовательно, перестает быть в контакте с шлаковым жгутом 15.
В результате получают поверхность 12 жидкой стали 7 в кристаллизаторе 1 в форме ярко выраженного купола. Этим удается, как показано на фиг.3 уменьшить, даже ликвидировать заворот корки затвердевания 16 и уменьшить толщину шлакового жгута 15 потому, что температура в зоне его ближайшего окружения более высокая. Другое преимущество состоит в том, что покрывающий шлак 14 в жидком состоянии имеет существенно лучшую возможность просачиваться между затвердевшей коркой 9 и стенками 2, 3, 4, 5 кристаллизатора, что улучшает смазку и позволяет, следовательно, увеличить скорость литья по сравнению с принятой практикой. Уровень, где возникает затвердевание жидкого металла 7 в кристаллизаторе, также лучше контролируется и является более стабильным, что приводит к улучшению состояния поверхности сляба. Наконец, происходит уменьшение влияния изменения давления, создаваемого в жидком покрывающем шлаке 14 из-за колебаний кристаллизатора 1, на верхнюю часть затвердевшей корки 9. Таким образом значительно уменьшают образование заворотов корки затвердевания, что приводит к значительному уменьшению, даже исчезновению, вибрационных борозд на поверхности сляба 10.
Характеристики обмотки 17 (ее геометрия, число витков, ее полная высота по отношению к мениску) и интенсивность тока, который по ней проходит, выбирают таким образом, чтобы создать электромагнитное поле интенсивности от 500 до 3000 Гс в окрестности стенок кристаллизатора в зоне мениска.
Однако наложение переменного электромагнитного поля, такого, как оно только что было описано, также имеет недостатки и неудобства. Это переменное поле вследствие своих эффектов отталкивания и перемешивания металла в зоне мениска вызывает возмущения на поверхности мениска, спектр частот которых может быть широким (от 0,05 до нескольких Гц). Местное возмущение жидкой стали из-за циркуляционной составляющей переменного электромагнитного поля также может быть этому причиной. В этом случае происходит затягивание покрывающего шлака в глубину жидкой стали 7, что приводит к ухудшению чистоты сляба 10 по включениям. Условия жидкотекучести также ухудшаются потому, что смазка осуществляется нерегулярно. Могут также иметь место флуктуации фронта локализации первого затвердевания в кристаллизаторе, приводящие вследствие этого к неравномерности толщины затвердевшего слоя по внутреннему периметру кристаллизатора.
Чтобы избавиться от этих проблем, накладывают согласно изобретению на переменное электромагнитное поле, соосное с осью литья, стационарное магнитное поле, ориентированное перпендикулярно направлению литья сляба 10, направленное от одной стенки 2 кристаллизатора к другой 3 и накладываемое также на уровне мениска. Это стационарное магнитное поле имеет назначение стабилизировать поверхность жидкой стали 7, находящейся в кристаллизаторе 1, а именно мениска 12, за счет гашения его колебаний. Оно позволяет также стабилизировать положение фронта первого затвердевания по внутреннему периметру кристаллизатора и, таким образом, уменьшить риск отрыва шлака, вызываемого электромагнитным перемешиванием, создавая интенсивность перемешивания, достаточную для обеспечения промывки фронта затвердевания. С другой стороны, оно замедляет циркуляцию жидкого металла в зоне, прилегающей к мениску снизу, независимо от того, вызвана ли эта циркуляция электромагнитными силами, создаваемыми переменным полем, или происходит от струй жидкого металла, выходящего из погружного стакана 8.
Как показано на фиг.2 и 3, это поперечное магнитное поле может быть создано электромагнитами постоянного тока, питаемого генератором (не показанным). Он образован двумя обмотками 19, 20 с общей горизонтальной осью одна против другой с двух больших сторон 2, 3 кристаллизатора 1, намотанных на полюсные детали 21, 22, образованные из мягкого ферромагнитного материала или из листов сплава железо - кремний. Активная сторона полюсных деталей 21, 22, повернутая к большой стенке кристаллизатора, оставлена свободной и расположена как можно ближе к ней. Эти активные стороны образованы стянутыми болтами пакетами из листов сплава железо - кремний по обычному способу изготовления магнитных полюсов асинхронных машин, которые затем жестко скреплены с корпусами полюсных деталей. Их задние стороны скреплены с магнитным контуром, образуя ярмо 23, которое окружает кристаллизатор и которое может быть образовано даже станиной литьевой машины, в случае необходимости. Обмотки намотаны в одном направлении таким образом, чтобы полюсные детали 21, 22 имели бы активные магнитные стороны с полярностью разного знака. Отметим, что на фиг.2 часть ярма 23, окружающая малую сторону 4 кристаллизатора 1, ближайшую к наблюдателю, отделена для того, чтобы сделать видимой обмотку 17. Такая конструкция позволяет уменьшить потери электромагнитного поля, канализируя силовые линии и концентрируя их на уровне полюсных деталей 21, 22 там, где стационарное электромагнитное поле, в основном горизонтально направленное, пересекает кристаллизатор 1 и жидкий металл 7.
Плотность магнитного поля в центре кристаллизатора будет составлять предпочтительно от 0,2 до 1 Тл (Тесла) на высоте примерно от 100 до 200 мм в зоне мениска.
Это магнитное ярмо 23 может быть сплошным с тем, чтобы обеспечить жесткость и механическую прочность, достаточную для опирания полюсных деталей 21, 22. Было бы, впрочем, преимуществом предусмотреть изменяемые и взаимозаменяемые элементы также листовой конструкции, предназначенные продолжать активные стороны полярных деталей 21, 22. Такое устройство позволило бы на базе стандартного электромагнита систематически минимизировать зазор, отделяющий его от кристаллизатора, независимо от отливаемого формата.
Стационарное магнитное поле, созданное таким образом, взаимодействует с полем скоростей в жидкой стали 7. Наведенные токи, определяемые векторным произведением скорости и магнитной индукции, появляются в жидком металле 7. В свою очередь, эти наведенные токи взаимодействуют с магнитным полем, которое их породило для создания электромагнитной силы Лапласа, которая в данном случае является силой, тормозящей течение жидкой стали 7. Таким образом, сильно замедляется движение жидкой стали 7 в окрестности мениска, возбуждаемое переменным электромагнитным полем, используемым для придания куполообразной формы поверхности 12 жидкой стали 7, что необходимо для стабилизации флуктуации на уровне мениска. Действительно, рециркуляция жидкого металла, вызванная электромагнитным перемешиванием, и локализация около стенок кристаллизатора в выпуклой части мениска 12 имеет составляющие скорости, перпендикулярные стационарному магнитному полю, что позволяет их эффективно тормозить. Кроме того, как показано на фиг.3, погружной стакан 8, обычно используемый при непрерывном литье стальных слябов, имеет боковые отверстия 24, 24’, по которым отливаемая сталь попадает в кристаллизатор 1 и которые направлены в сторону малых сторон 4, 5 кристаллизатора. При своем поступлении в кристаллизатор жидкая сталь 7 имеет, следовательно, основную составляющую своей скорости, перпендикулярную поперечному стационарному магнитному полю. Осуществляют также эффект торможения этой составляющей с тем преимуществом, что струи стали, выходящие из погружного стакана 8, опускаются менее глубоко в жидкий колодец. Следовательно, получают лучшую однородность затвердевающей структуры сляба 10, а также лучшие свойства, определяемые включениями, так как неметаллические включения увлечены на меньшую глубину, чем в отсутствие стационарного электромагнитного поля, и имеют больше возможности подняться на поверхность и быть там захваченными покрывающим шлаком 13. Эффект промывки фронта затвердевания потоками поднимающейся рециркуляции жидкого металла 7 также усилен. Отсутствие заворотов корки затвердевания также благоприятно для свойств, определяемых подкорковыми включениями. Что касается движений, связанных с деформациями раздела жидкая сталь 7 - покрывающий шлак 12, 13, таких, как стационарные или прогрессирующие волны, которые влияют на стабильность мениска, они также снижены в значительной степени.
Как уже говорилось, полюсные окончания деталей 21, 22 образованы преимущественно сборкой металлических листов, расположенных вертикально, и разделенных листами изолирующего материала, сравнимым образом с конструкцией сердечников электрических трансформаторов. Если эти полюсы массивны, то переменное осевое магнитное поле, создаваемое обмоткой 17, может здесь развить наведенные токи, которые нагреют их благодаря эффекту Джоуля, что могло бы потребовать охлаждения. Листовая конструкция, напротив, обеспечивает естественным образом их сохранение при низкой температуре без необходимости применения контура принудительного охлаждения. Кроме того, наводимые токи могут нарушить работу генератора постоянного тока, питающего обмотки 19, 20. Однако может оказаться достаточным выполнить эту листовую конструкцию для полюсных деталей 21, 22 и сохранить ярмо 23 из массивного материала, как было уже сказано, обеспечив конструкции в целом требуемую прочность и жесткость.
Пространственное распределение магнитного поля зависит от геометрии полюсных деталей 21, 22 и способа электрического подключения обмоток 19, 20. На фиг.4 показан вариант осуществления изобретения, при котором создан градиент интенсивности стационарного магнитного поля на уровне мениска. Такая конфигурация иногда может быть преимущественной для уничтожения некоторых типов распространяющихся волн на свободной поверхности 12 жидкой стали 7. Чтобы получить такие градиенты, можно, как показано, придать зубчатую форму полюсным деталям 21, 22, с обмотками 19, 20. Например, полюсная деталь 21 имеет два выступающих северных полюса 25, 26 и полюсная деталь 22 имеет два выступающих южных полюса 27, 28, расположенных напротив двух северных полюсов 25, 26. Как символически показывают стрелки 29, 30, именно между этими выступающими полюсами 25, 26 и 27, 28 стационарное магнитное поле имеет повышенную интенсивность. Расположение и геометрию этих выступающих полюсов 25, 26, 27, 28 определяет природа гидродинамических возмущений, которые должны быть убраны, и которые, в свою очередь, зависят от геометрии отливаемой продукции 10 и условий подпитки кристаллизатора 1 жидким металлом 7.
При непрерывной отливке слябов расстояние между большими стенками 2, 3 кристаллизатора чаще всего составляет от 200 до 300 мм и даже меньше на установках литья тонких слябов. Следовательно, можно без особого труда создать магнитное поле, эффекты которого будут чувствоваться от одной большой стенки 2, 3 до другой и которое оказывает действие также около малых стенок 4, 5, если, как показано, полюсные детали 21, 22 простираются вдоль всего кристаллизатора 1. Напротив, создать магнитное поле, которое пересекало бы кристаллизатор 1 от одной малой стенки 4, 5 до другой, было бы более трудно, так как малые стенки разнесены на расстояние от 1 до 2 м или более, т.е. значительно удалены одна от другой. Но в случае литья продукции квадратного или слегка прямоугольного сечения (блюмы или заготовки), особенно если они большого сечения (от 300 до 400 мм на сторону, например), может быть желательно создать два горизонтальных стационарных магнитных поля, каждое из которых перпендикулярно двум противоположным сторонам кристаллизатора, при помощи электромагнитов, подобных, например, тем, которые только что были описаны. Эти два поля не взаимодействуют одно с другим, так как каждое воздействует на составляющие скорости жидкой стали 7, имеющие различные направления.
Как показано на фиг.5, можно разделить вертикально кристаллизатор 1 уже упоминавшимся вначале известным способом, на, по меньшей мере, части его высоты, подверженной действию вышеупомянутого поля, на множество секторов 43, разделенных соединительным
изолирующим материалом 44 для того, чтобы препятствовать самоиндукции самого кристаллизатора по отношению переменного осевого магнитного поля, создаваемого обмоткой 17, и таким образом улучшить электрическое кпд установки.
Как было сказано, частота переменного тока, питающего обмотку 17 для создания осевого магнитного переменного поля, обычно заключена в интервале от 100 до 100000 Гц. В гамме низких частот (от 100 до 2000 Гц) можно использовать “пульсирующий” переменный ток, т.е. ток, максимальная плотность которого изменяется от одной фазы с максимальным значением до другой фазы с минимальным значением, которое может быть равно нулю. Фазы, в которых максимальная плотность токов имеет минимальное значение, позволяет погасить возмущения на очень низких частотах, нарушающие стабильность поверхности 12 жидкой стали 7 и фронт первого затвердевания отливаемого металла в кристаллизаторе. Обычно циклы пульсирующего тока сменяются с частотой (называемой “частотой пульсации”) от 1 до 15 Гц, предпочтительно от 5 до 10 Гц.
Эффект гашения возмущений уровня мениска при помощи стационарного осевого магнитного поля приписывают комбинации двух действий:
- действие торможения на перемешивающее течение, порождаемое циркуляционной частью электромагнитных сил, вызываемых переменным полем;
- прямое действие торможения на скорость пульсации волн на поверхности мениска.
Числовые данные, которые приведены, действительны при применении изобретения для непрерывной разливки стали. Во всяком случае, изобретение применимо конечно при непрерывной разливке не только стали, но и других металлов в случае, когда эта разливка осуществляется на установках, подобных тем, которые были описаны.



Изобретение относится к непрерывной разливке металлов. Согласно способу мениск жидкого металла, находящегося в кристаллизаторе, подвергают совместному действию осевого переменного электромагнитного поля, стремящегося придать ему форму, в целом, купола, и действию поперечного стационарного магнитного поля, предназначенного для обеспечения стабилизации формы вышеупомянутого мениска. Используют магнитное поле, создаваемое переменным током, пульсирующим с частотой ниже 500 Гц. Установка для осуществления способа содержит кристаллизатор с собираемыми охлаждаемыми пластинами, обмотку, окружающую кристаллизатор на уровне мениска жидкого металла для создания переменного магнитного поля, направленного вдоль оси литья, и индуктор стационарного магнитного поля, пересекающего большие пластины кристаллизатора на уровне мениска перпендикулярно оси литья. Технический результат – создание способа и установки непрерывного литья, позволяющих повысить производительность установки и качество литой продукции, в частности стали. 2 с. и 7 з.п. ф-лы, 5 ил.
| Автомат для подачи электроизоляционных шайб к механизму для насаживания их во внутренний проводник коаксиального кабеля | 1952 |
|
SU100289A1 |
| DE 3517733A, 20.11.1986 | |||
| EP 0577831A, 12.01.1994 | |||
| Гидравлический клепальный станок | 1974 |
|
SU508322A1 |
| RU 2059452C1, 10.05.1996 | |||
| СПОСОБ ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1992 |
|
RU2043839C1 |

