Описание
Область техники, к которой относится изобретение
Настоящее изобретение касается новой металлической порошковой композиции для порошковой металлургии. В частности, изобретение касается порошковой композиции на основе железа, которая включает в себя связующее средство для сцепления добавок, таких как легирующие элементы, с частицами на основе железа.
Предшествующий уровень техники
В промышленности во все возрастающем масштабе распространяется применение металлических продуктов, изготовленных путем прессования и спекания порошковых композиций на основе железа. Требования к качеству этих металлических продуктов непрерывно возрастают, и вследствие этого разрабатываются новые порошковые композиции, имеющие улучшенные свойства. Одним из наиболее важных свойств конечных спеченных продуктов является плотность и размерные допуски, которые должны быть постоянными. Проблемы с размерными вариациями в конечном продукте часто обусловливаются неоднородностями в прессуемой порошковой смеси. Эти проблемы в особенности резко выражены для порошковых смесей, содержащих пылевидные компоненты, которые различаются по размерам, плотности и форме, по причине чего в процессе транспортировки, хранения и обработки порошковых композиций происходит их расслоение. Это расслоение подразумевает, что композиция составлена неоднородно, что в свою очередь означает, что детали, сделанные из порошковой композиции, имеют различающиеся составы и тем самым имеют различные свойства. Дальнейшая проблема состоит в том, что тонкодисперсные частицы, в особенности имеющие более низкую плотность, такие как графит, вызывают пылеобразование во время обработки порошковой смеси.
Малые размеры частиц добавок также создают проблемы, связанные с характеристиками текучести порошка, то есть способности порошка вести себя как свободно текущий порошок. Ухудшенная текучесть проявляется в увеличении времени заполнения порошком полости пресс-формы, что означает снижение производительности и возрастание риска колебаний плотности в спрессованной детали, что может привести к недопустимым деформациям после спекания. Далее, чтобы извлечь спрессованное изделие из пресс-формы, свести к минимуму износ поверхности пресс-формы и получить изделия, имеющие хорошую поверхностную отделку без царапин, важно, чтобы усилие, необходимое для извлечения детали из пресс-формы, было небольшим.
Были предприняты попытки решения вышеописанных проблем путем добавления связующих средств и смазочных средств к порошковой композиции. Назначение связующего средства состоит в надежном и эффективном связывании малоразмерных частиц добавок, таких как легирующие компоненты, с поверхностью частиц базового металла, и тем самым сокращении проблемы расслоения и пылеобразования. Назначение смазочного средства состоит в снижении внутреннего и внешнего трения во время прессования порошковой композиции, и прежде всего в уменьшении усилия, необходимого для извлечения конечного спрессованного продукта из пресс-формы.
Были разработаны разнообразные органические связующие средства, например, см. Патенты США №4483905 (Engstrom), 4676831 (Engstrom), 4834800 (Semel), 5298055 (Semel), 5290336 (Luk), 5368630 (Luk). Патент США №5480469 (Storstrom) представляет краткий обзор применения связующих средств в порошковой металлургической промышленности.
В опубликованной патентной публикации WO 2005/061157 раскрыта комбинация связующего и смазочного средств из полиэтиленового воска и этилен-бис-стеарамида. В порошковой композиции, использованной для прессования, полиэтиленовый воск присутствует как слой или покрытие на железных частицах или частицах на основе железа и связывает частицы легирующего элемента и частицы этилен-бис-стеарамида с железными частицами или частицами на основе железа. Является предпочтительным, что композиция также включает алифатическую кислоту и добавку для повышения текучести. Хорошее сочетание насыпной плотности (AD) и характеристик текучести, сцепления и смазывания для порошковой металлургической композиции, содержащей комбинацию связующего и смазочного средств, включающую полиэтиленовый воск и этилен-бис-стеарамид, достигается, когда средняя молекулярная масса полиэтиленового воска составляет между 500 и 750.
Теперь было обнаружено, что композиции на основе железа, имеющие в значительной степени улучшенную насыпную плотность, а также улучшенную текучесть, могут быть получены, если вместо полиэтиленового воска применяются алифатические спирты. В конечном итоге было найдено, что алифатические спирты в сочетании со добавками для повышения текучести приводят к интересным результатам в отношении как насыпной плотности, так и текучести. Насыпная плотность является важным фактором для конструирования оборудования. Порошок с низкой насыпной плотностью требует большей высоты засыпки, что требует применения оборудования с излишне высоким усилием прессования, и это, в свою очередь, будет иметь результатом более продолжительное прессование и увеличение числа тактов выталкивания. Как упоминалось выше, текучесть является важной для производительности. Было также неожиданно обнаружено, что, когда новые порошковые металлические композиции, которые включают алифатические спирты в качестве связующего средства и добавки для повышения текучести, подвергаются прессованию, полученные неспеченные прессовки имеют отличную стабильность веса, то есть низкий разброс значений веса в пределах партии неспеченных прессовок. Естественно, что эта характеристика имеет исключительную важность для производства высокоэффективного продукта.
Алифатические спирты упоминались в патентной литературе в связи с применением в качестве смазки в патенте США №3539472. В особенности этот патент показывает, что небольшие количества алифатических спиртов могут быть включены в смазочные средства, которые главным образом состоят из амидов или диамидов. Патент не имеет отношения к смесям со связующим.
Кроме того, японская патентная заявка 04-294782, публикация №06-145701, упоминает, что алифатические спирты могут быть применены в качестве смазочных средств. В особенности упоминаются С30-спирты, С50-спирты и С60-спирты. Текст заявки также упоминает высшие алифатические спирты как связующие средства.
Сущность изобретения
Настоящее изобретение тем самым касается новой металлургической порошковой композиции, включающей железный порошок или порошок на основе железа, по меньшей мере одну легирующую добавку и алифатический спирт в качестве связующего средства. Чтобы удовлетворительно исполнять свою функцию, алифатический спирт должен быть насыщенным или ненасыщенным, линейноцепочечным или разветвленным, предпочтительно насыщенным и линейноцепочечным алифатическим С14-С30-спиртом. Новая порошковая композиция должна также включать добавку для повышения текучести. Настоящее изобретение также касается способа получения вышеназванной композиции.
Подробное описание изобретения
Порошковые металлургические композиции содержат железный порошок или порошок на основе железа в количестве по меньшей мере 80% по весу от всей порошковой металлургической композиции. Порошок на основе железа может представлять собой любой тип порошка на основе железа, такого как диспергированный в воде железный порошок, порошковое восстановленное железо, порошок на основе предварительно легированного железа или порошок на основе диффузионно-легированного железа. Такие порошки, например, представляют собой железный порошок ASC100.29, порошок на основе диффузионно-легированного железа Distaloy AB, содержащий медь (Cu), никель (Ni) и молибден (Мо), порошок на основе железа Astaloy CrM и Astaloy CrL, предварительно легированный хромом (Cr) и молибденом (Mo), все имеющиеся в продаже от фирмы Höganäs AB, Швеция.
Частицы железного порошка или порошка на основе железа обычно имеют усредненный по весу размер частиц до около 500 микрон; более предпочтительно частицы имеют усредненный по весу размер частиц в диапазоне около 25-150 микрон, и наиболее предпочтительно 40-100 микрон.
Примеры легирующих элементов, которые связаны с железными частицами или частицами на основе железа, могут быть выбраны из группы, состоящей из графита, меди (Cu), никеля (Ni), хрома (Cr), марганца (Mn), кремния (Si), ванадия (V), молибдена (Mo), фосфора (P), вольфрама (W), серы (S) и ниобия (Nb). Эти добавки в общем случае представляют собой порошки, имеющие меньшие размеры частиц, чем базовый железный порошок, и большинство легирующих элементов имеет размер частиц, меньший чем около 20 мкм. Количество легирующих элементов в порошковых металлургических композициях зависит от конкретного легирующего элемента и желаемых конечных свойств спеченного изделия. В общем оно может составлять до 20% по весу. Другие пылевидные добавки, которые могут присутствовать, представляют собой твердофазные материалы, образующие жидкую фазу материалы и средства, улучшающие машинную обрабатываемость.
Алифатические спирты, используемые для связывания легирующих элементов и/или необязательных добавок, предпочтительно являются насыщенными, линейноцепочечными и содержащими от 14 до 30 атомов углерода, поскольку они имеют температуру плавления, наиболее подходящую для технологии закрепления в жидком состоянии, употребляемой для связывания легирующих элементов и/или других необязательных добавок. Алифатические спирты предпочтительно выбираются из группы, состоящей из цетилового спирта, стеарилового спирта, арахидилового спирта, бегенилового спирта и лигноцерилового спирта, и наиболее предпочтительно выбираются из группы, состоящей из стеарилового спирта, арахидилового спирта и бегенилового спирта. Количество применяемого алифатического спирта может составлять между 0,05 и 2, предпочтительно между 0,1 и 1, и наиболее предпочтительно между 0,1 и 0,8% по весу от металлургической композиции. В качестве связующего средства могут быть также использованы комбинации алифатических спиртов.
Чтобы придать удовлетворительную текучесть новым порошковым композициям, добавляются средства для повышения текучести. Такие средства известны ранее, например, из патента США №3357818 и патента США №5782954, которые показывают, что в качестве средства для улучшения текучести могут быть использованы металл, оксиды металлов и оксид кремния.
В особенности хорошие результаты были получены, когда в качестве средства для повышения текучести применяется сажа. Применение сажи (технического углерода) в качестве средства для повышения текучести представлено в находящейся одновременно на рассмотрении шведской патентной заявке 0401778-6, которая здесь упомянута для сведения. Было найдено, что количество сажи должно быть между 0,001 и 0,2% по весу, предпочтительно между 0,01 и 0,1%. Более того, было обнаружено, что преимущественный размер частиц сажи должен быть менее 200 нм, более предпочтительно менее 100 нм, и наиболее предпочтительно менее 50 нм. Согласно предпочтительному варианту осуществления, удельная площадь поверхности должна составлять между 150 и 1000 м2/г по измерениям методом БЭТ (Брунауэра-Эммета-Теллера).
Чтобы улучшить прессуемость порошка и облегчить извлечение неспеченной прессовки, к порошковой металлургической композиции могут быть добавлены органическое смазочное средство или комбинация различных органических смазочных средств. Смазочное средство может присутствовать в виде свободного диспергированного порошка или быть связанным с поверхностью порошка на основе железа.
Хотя алифатический спирт, который применяется в качестве связующего средства, также обладает свойствами смазочного агента, может быть удобным применение дополнительного смазочного средства. Тип твердого органического смазочного средства согласно изобретению не является критически важным, но ввиду недостатков, присущих металлсодержащим органическим смазочным средствам (образующим в ходе спекания остаточные оксиды металлов), органическое смазочное средство предпочтительно не содержит металла. Стеарат цинка является общеупотребительным смазочным средством, придающим хорошие характеристики текучести и высокую насыпную плотность. Однако, наряду с образованием остаточного оксида цинка во время спекания, еще одним недостатком является то, что материал может создавать пятна на поверхностях спеченных изделий. Тем самым органическое смазочное средство может быть выбрано из широкого многообразия органических веществ, имеющих смазывающие свойства. Примерами таких веществ являются алифатические кислоты, воски, полимеры или их производные и смеси. Предпочтительные смазочные средства представляют собой первичные амиды, такие как амид стеариновой кислоты, амид арахиновой кислоты и амид бегеновой кислоты, вторичные амиды, такие как октадециламид стеариновой кислоты, и бисамиды, такие как этилен-бис-стеарамид.
Что касается количеств, было обнаружено, что количество алифатического спирта должно составлять от 10 до 90% по весу от суммарного веса связующего средства, добавки для повышения текучести и смазочного средства. Общее количество связующего средства, добавки для повышения текучести и, необязательно, смазочного средства, может варьировать от 0,1 до 2% по весу от порошковой металлургической композиции.
Краткое описание чертежа
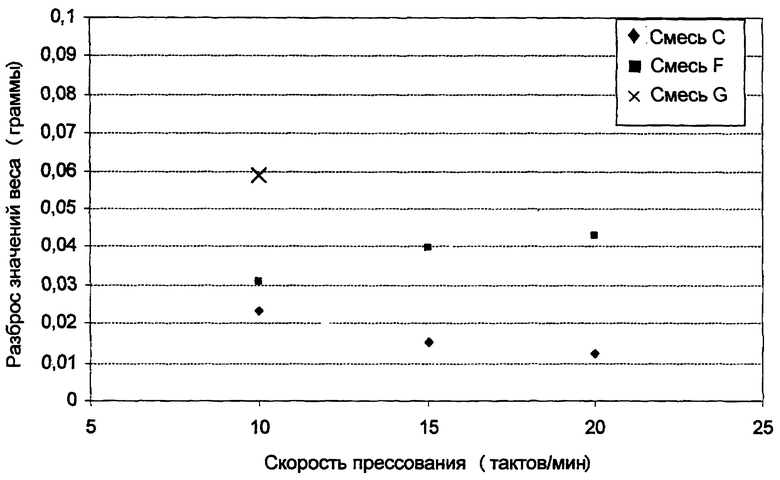
Чертеж представляет собой диаграмму, изображающую различие в разбросе значений веса при различных производственных скоростях, когда применение порошковой металлургической композиции согласно изобретению сравнивается с общеупотребительными порошковыми металлургическими композициями.
Изобретение далее иллюстрируется нижеследующими неограничивающими примерами.
Пример 1
Были приготовлены различные порошковые металлургические композиции на основе железа согласно таблице 1. В качестве порошка на основе железа был использован диспергированный в воде железный порошок ASC100.29, производимый фирмой Höganäs AB, Швеция. Наряду со связующими средствами, смазочными средствами и добавками для повышения текучести согласно таблице 1, были добавлены 2% по весу, в расчете от общую смесь на основе железа, медного порошка с размером зерен 100 меш, производимого фирмой Makin Metal Powder Ltd., и 0,8% по весу, в расчете от общую смесь на основе железа, графита марки UF 4 (производимого фирмой Graphit Kropfmühl AG, Германия).
Этилен-бис-стеарамид (EBS) был приобретен как продукт Licowax™ у фирмы Clariant (Германия), и диоксид кремния был приобретен как продукт Aerosil у фирмы Degussa AG (Германия). Бегениловый спирт, стеариловый спирт и цетиловый спирт были приобретены у фирмы Sasol Germany GmbH, и сажа (технический углерод) была приобретена у фирмы Degussa AG.
В смесях А-С и H-I были использованы 0,6% по весу, в расчете на общую порошковую смесь на основе железа, смазочного средства (называемого ниже «первичный C18-C22-амид»), по существу состоящего из технических по чистоте линейноцепочечных насыщенных первичных амидов, имеющих цепи с длинами 18, 20 и 22 атома углерода, тем самым содержащих амид стеариновой кислоты (около 40%), амид арахиновой кислоты (около 40%) и амид бегеновой кислоты (около 20%). В качестве смазочного средства в смесях D-F был использован этилен-бис-стеарамид (EBS) в количестве 0,6%, и в смеси G был применен этилен-бис-стеарамид (EBS) в количестве 0,8%. В смесях А-E и H-J было использовано 0,2% по весу, в расчете на общую порошковую смесь на основе железа, алифатического спирта (в Н была применена смесь двух алифатических спиртов), и в смеси F было использовано 0,2% по весу, в расчете на общую порошковую смесь на основе железа, полиэтиленового воска, имеющего молекулярную массу 655 (связующее средство согласно заявке WO 2005/061157).
Компоненты в смесях А-F и H-J были тщательно смешаны, и во время смешения температура была повышена до уровня выше температуры плавления связующего средства, для смесей А-Е и H-J до 75°С, и для смеси F до 105°С. Во время последующего охлаждения более тонкодисперсные частицы смеси были связаны с поверхностью более крупных частиц порошка на основе железа затвердевшим связующим средством. В случае применения средства для повышения текучести последнее было добавлено после затвердевания связующего средства во время охлаждения смеси. Компоненты смеси G были смешаны без какого-либо нагревания, так что эта смесь не была закреплена.
Приготовленные порошковые металлургические композиции на основе железа
Текучесть порошка по Холлу была измерена согласно стандарту ISO 4490, и насыпная плотность была измерена согласно стандарту ISO 3923.
Текучесть порошка и насыпная плотность порошковых металлургических смесей на основе железа
Таблица 2 показывает, что, наряду с хорошими характеристиками текучести порошка, значительное повышение насыпной плотности было получено, когда использовались порошковые композиции на основе железа согласно изобретению.
Для смесей C, D, G, H, I и J были также измерены смазывающие свойства, с фиксированием общей энергии, расходуемой на площадь приложения силы, требуемой для извлечения спрессованного образца из пресс-формы, а также максимальное выталкивающее усилие в расчете на площадь его приложения. Были спрессованы образцы кольцеобразной формы, имеющей наружный диаметр 55 мм, внутренний диаметр 45 мм и высоту 15 мм, и приложенные при прессовании давления составляли 400, 500, 600 и 800 МПа.
Максимальное усилие выталкивания и энергия выталкивания
Таблица 3 показывает, что при использовании композиции, содержащей цетиловый спирт (16 атомов углерода) или бегениловый спирт (22 атома углерода), или смеси стеарилового спирта (18 атомов углерода) и бегенилового спирта, и смеси амидов (главным образом алифатических амидов) в качестве комбинации смазывающего и связующего средств для получения спрессованного изделия, общая энергия, необходимая, чтобы вытолкнуть изделие, значительно уменьшается.
Пример 2
Стабильность веса, то есть степень разброса величин веса между изделиями на протяжении производственного цикла, также была зафиксирована при изготовлении образцов из смесей C, F и G. Образцы кольцеобразной формы, имеющие наружный диаметр 25 мм, внутренний диаметр 19 мм и высоту 15 мм, были спрессованы в непрерывном производственном цикле при давлении прессования 600 МПа и трех различных скоростях прессования (10, 15 и 20 тактов в минуту). Были изготовлены 250 образцов из каждой смеси и при каждой производственной скорости. (Для смеси G производственные скорости выше, чем 10 тактов/мин, были недостижимы вследствие неполного заполнения пресс-формы).
Фиг.1 показывает полученную стабильность веса при каждой скорости прессования для смесей C, F и G, выраженную в виде стандартного отклонения для весов образцов. Как можно видеть из Фиг.1, достигается значительное улучшение стабильности веса, когда образцы, изготовленные из смеси согласно изобретению (Смесь С), сравнивались с образцами, изготовленными из смеси согласно заявке WO 2005/061157 (Смесь F), и сравнивались с образцами, изготовленными из заранее приготовленной смеси без связующего, содержащей общеупотребительный этилен-бис-стеарамид в качестве смазочного средства (Смесь G). В особенности это проявляется при более высоких скоростях прессования.
Изобретение относится к порошковой металлургии, в частности к порошковым металлургическим композициям для изготовления прессованных изделий. Металлургическая композиция включает по меньшей мере около 80% по весу железного порошка или порошка на основе железа; до около 20% по весу по меньшей мере одного легирующего порошка; от около 0,05 до около 2 процентов по весу связующего средства, включающего алифатический С14-С30-спирт; и от около 0,001 до около 0,2 процента по весу добавки для повышения текучести. Компоненты смешивают при температуре выше температуры плавления связующего средства и охлаждают полученную смесь. Смесь обладает высокой текучестью и обеспечивает получение неспеченных прессовок со стабильным весом в пределах партии. 2 н. и 9 з.п. ф-лы, 1 ил., 3 табл.
1. Металлургическая порошковая композиция для изготовления
прессованных изделий, включающая:
(a) по меньшей мере около 80% по весу железного порошка или порошка на основе железа;
(b) до около 20% по весу по меньшей мере одного легирующего порошка;
(c) от около 0,05 до около 2% по весу связующего средства, включающего насыщенный или ненасыщенный, линейно-цепочечный или разветвленный, алифатический С14-С30-спирт; и
(d) от около 0,001 до около 0,2% по весу добавки для повышения текучести.
2. Порошковая композиция по п.1, в которой алифатический спирт является насыщенным и линейно-цепочечным.
3. Порошковая композиция по п.1, в которой алифатический спирт выбирается из группы, состоящей из цетилового спирта, стеарилового спирта, арахидилового спирта, бегенилового спирта и лигноцерилового спирта.
4. Порошковая композиция по п.1, в которой алифатический спирт выбирается из группы, состоящей из стеарилового спирта, арахидилового спирта и бегенилового спирта.
5. Порошковая композиция по п.1, в которой добавка для повышения текучести выбирается из группы, состоящей из технического углерода и диоксида кремния.
6. Порошковая композиция по п.1, в которой добавка для повышения текучести представляет собой технический углерод.
7. Порошковая композиция по п.6, в которой размер частиц технического углерода предпочтительно составляет менее 200 нм, более предпочтительно менее 100 нм, и наиболее предпочтительно менее 50 нм.
8. Порошковая композиция по п.1, которая включает органическое пылевидное смазочное средство, не содержащее металла.
9. Порошковая композиция по п.8, в которой органическое пылевидное смазочное средство, не содержащее металла, выбирается из группы, состоящей из амида стеариновой кислоты, амида арахиновой кислоты, амида бегеновой кислоты, октадециламида стеариновой кислоты и этилен-бис-стеарамида.
10. Порошковая композиция по п.8, в которой органическое пылевидное смазочное средство, не содержащее металла, представляет собой амид бегеновой кислоты.
11. Способ получения металлургической порошковой композиции для изготовления прессованных изделий, включающий приготовление следующих компонентов: по меньшей мере 80 вес.% железного порошка или порошка на основе железа, до 20 вес.% по меньшей мере одного легирующего порошка, от 0,05 до 2 вес.% связующего средства, включающего алифатический С14-С30-спирт, и от 0,001 до 0,2 вес.% добавки для повышения текучести, смешение вышеназванных компонентов при температуре выше температуры плавления связующего средства и охлаждение смеси.
| WO 2005061157 А, 07.07.2005 | |||
| СМАЗЫВАЮЩЕЕ ВЕЩЕСТВО ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 1998 |
|
RU2216432C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ЛЕГИРОВАННОГОПОРОШКА | 0 |
|
SU356044A1 |
| DE 4136615 A, 13.05.1993 | |||
| US 5782954 A, 21.07.1988. | |||

