Область техники
Настоящее изобретение относится к композиции для порошковой металлургии. Конкретно, изобретение относится к композиции для порошковой металлургии, содержащей новую порошковую композитную смазку. Изобретение дополнительно относится к новой порошковой композитной смазке, а также к способу получения этой смазки.
Уровень техники
В индустрии порошковой металлургии (ПМ) порошковые металлы, чаще на основе железа, используются для производства различных деталей. Процесс производства включает в себя прессование шихты порошкового металла в пресс-форме, чтобы сформировать прессовку-сырец, выпрессовывание прессовки из пресс-формы и спекание прессовки-сырца при таких температурах и при таких условиях, чтобы произведенная спеченная прессовка имела достаточную прочность. При использовании производственного технологического маршрута ПМ можно исключить дорогостоящее механическое изготовление деталей и избежать материальных потерь, по сравнению с обычным механическим изготовлением деталей из твердых металлов, поскольку в этом случае удается получать детали в окончательном виде, или почти в окончательном виде. Производственный технологический маршрут ПМ наиболее подходит для производства мелких и достаточно сложных деталей, например, для производства шестерней.
Для облегчения производства деталей ПМ, к порошку на основе железа перед прессованием могут быть добавлены смазки. При использовании смазок, уменьшается внутреннее трение между отдельными частицами металла на этапе прессования. Другая причина для того, чтобы добавлять смазку, заключается в том, что снижаются сила выпрессовывания и затрачиваемая энергия, необходимые для выпрессовывания сырой детали из пресс-формы после прессования. Недостаточное смазывание будет приводить к истиранию и задирам пресс-формы во время выпрессовывания сырой прессовки, приводя к разрушению оснастки.
Проблема с недостаточным смазыванием может быть решена преимущественно в двух вариантах - или увеличением количества смазки, или выбором более эффективной смазки. При увеличении количества смазки возникает нежелательный побочный эффект, заключающийся в том, что при усилении смазывания из-за увеличенного количества смазки не удается достичь желаемой плотности. Таким образом, лучшим выбором являются более эффективные смазки.
Патент США 6395688 (Vidarsson) описывает процесс производства композитной смазки, включающей в себя метастабильную фазу первой смазки, выбранной из насыщенных и ненасыщенных амидов или бис-амидов жирных кислот, и второй смазки, выбранной из группы бис-амидов жирных кислот. Плавлением компонент и быстрым охлаждением расплава получается метастабильная фаза смазки.
Патент США 6395688 (Vidarsson) раскрывает процесс приготовления смазочной комбинации, включающий в себя этапы выбора первой смазки и второй смазки, смешивания смазки и помещения смеси в такие условия, что поверхность первой смазки покрывается второй смазкой.
Японская патентная заявка 2003-338526, публикация No.2005-105323, предоставляет смазочную комбинацию материала сердцевины - смазки с низкой температурой плавления, поверхность которой покрыта частицами смазки с высокой температурой плавления.
Патент WO2007078228, описывает порошковую композицию на основе железа, содержащую смазку, которая содержит смазочную сердцевину, поверхность которой покрыта углеродным материалом тонкого помола.
Сущность изобретения
Цель настоящего изобретения заключается в том, чтобы получить улучшенную порошковую смазку. Другие цели и преимущества настоящего изобретения будут очевидны из нижеследующего описания.
В соответствии с объектом изобретения предоставляется композиция для порошковой металлургии на основе железа, содержащая железо или порошок на основе железа и частицы композитной смазки, причем упомянутые частицы композитной смазки содержат сердцевину с 10-60% по весу, по меньшей мере, одного первичного амида жирной кислоты, имеющего больше чем 18 и не больше чем 24 атома углерода, и 40-90% по весу, по меньшей мере, одного бис-амида жирной кислоты, причем упомянутые смазочные частицы также содержат наночастицы, по меньшей мере, одного оксида металла, сцепленного с сердцевиной.
В соответствии с другим объектом изобретения предоставляются порошковые частицы композитной смазки, содержащие сердцевину 10-60% по весу, по меньшей мере, одного первичного амида жирной кислоты, имеющего больше чем 18 и не больше чем 24 атома углерода, и 40-90% по весу, по меньшей мере, одного бис-амида жирной кислоты, причем упомянутые смазочные частицы также содержат наночастицы, по меньшей мере, одного оксида металла, сцепленного с сердцевиной.
В соответствии с другим объектом изобретения, предоставляется способ получения частиц композитной смазки, содержащий: смешивание 10-60% по весу, по меньшей мере, одного первичного амида жирной кислоты, имеющего больше чем 18 и не больше чем 24 атома углерода, и 40-90% по весу, по меньшей мере, одного бис-амида жирной кислоты; плавление смеси; измельчение шихты, чтобы сформировать сердцевины частиц композитной смазки; и сцепление с сердцевинами наночастиц, по меньшей мере, одного оксида металла.
Краткое описание чертежей
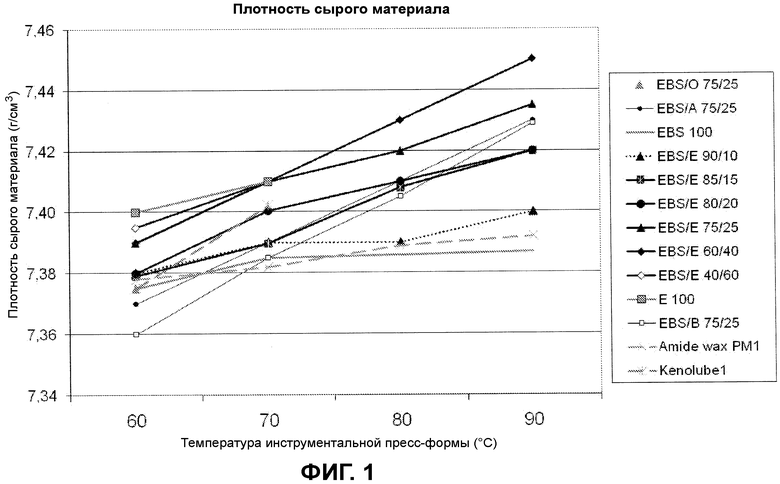
Фиг.1 изображает график, показывающий полученную плотность сырца для различных смазочных композитов при различных температурах инструментальной пресс-формы.
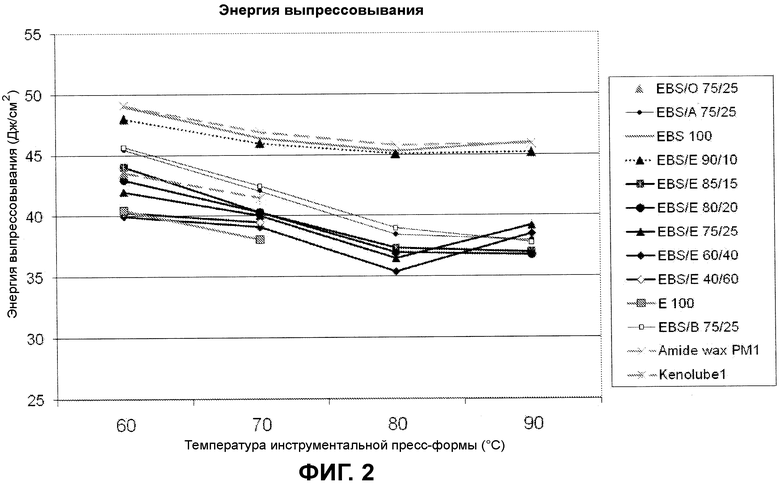
Фиг.2 - график, показывающий полученную энергию выпрессовывания для различных смазочных композитов при различных температурах инструментальной пресс-формы.
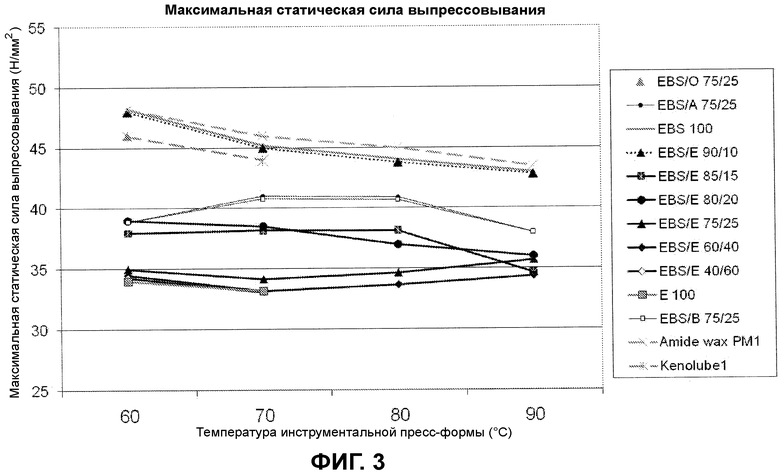
Фиг.3 - график, показывающий максимальную статическую силу выпрессовывания для различных смазочных композитов при различных температурах инструментальной пресс-формы.
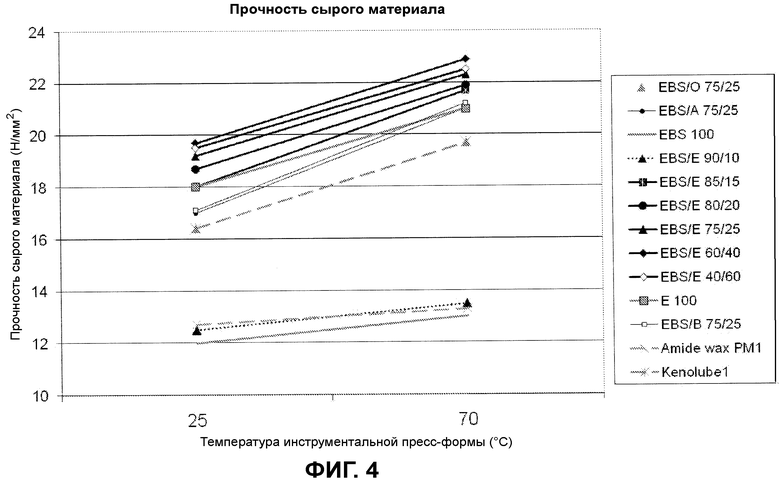
Фиг.4 - график, показывающий полученную прочность сырца для различных смазочных композитов при различных температурах инструментальной пресс-формы.
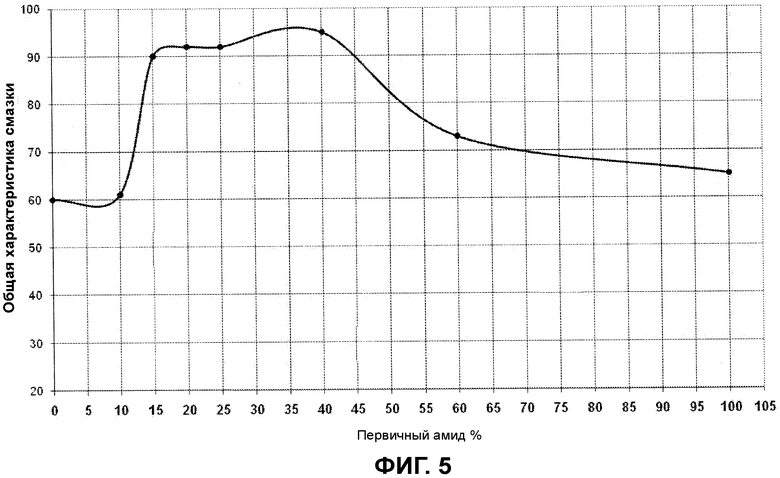
Фиг.5 - график, показывающий общую характеристику различных смазочных композитов.
Подробное описание изобретения
Смазочный композит в соответствии с изобретением содержит, по меньшей мере, один первичный амид жирной кислоты. Первичный амид жирной кислоты должен содержать больше чем 18 атомов углерода и не больше чем 24, например меньше чем 24, атомов углерода. Если число атомов углерода составляет 18 или меньше, композитная смазка имеет тенденцию к образованию агломератов во время хранения, и спрессованная деталь будет иметь липкую поверхность. По меньшей мере, один первичный амид жирной кислоты может быть выбран из группы, состоящей из амида арахиновой кислоты, амида эруковой кислоты и амида бегеновой кислоты.
Концентрация, по меньшей мере, одного первичного амида жирной кислоты в сердцевине частицы композитной смазки может быть 5-60%, лучше - 10-60%, предпочтительно - 13%-60%, более предпочтительно - 15-60%, по весу композитной смазки, или 10-40% по весу, например, 10-30% по весу. Концентрация первичного амида жирной кислоты ниже 10% может ухудшить смазочные свойства компонентов порошковой композитной смазки, что приведет к задирам поверхностей спрессованной детали порошковой металлургии и формовочной пресс-формы, и концентрация выше 60% придаст композитной смазке липкую "текстуру", приводящую к плохой текучести композиции для порошковой металлургии на основе железа, содержащей частицы композитной смазки, так же как и самой порошковой композитной смазки, и к увеличению тенденции к образованию агломератов во время хранения. Концентрация первичного амида жирной кислоты выше 60% также придаст поверхности спрессованной компоненты липкие свойства, приводящие к тому, что загрязняющие частицы будет прицепляться к поверхности спрессованной компоненты.
Композит дополнительно содержит, по меньшей мере, один бис-амид жирной кислоты. Бис-амид жирной кислоты может быть выбран из группы, состоящей из метилен бис-олеамида, метилен бис-стереамида, этилен бис-олеамида, гексилен бис-стереамида и этилен бис-стереамида (EBS).
Концентрация, по меньшей мере, одного бис-амида жирной кислоты в сердцевине частицы композитной смазки может быть 40-95% по весу, например, 40-90% по весу, или 60-95% по весу, например, 60-90% или 70-90% по весу, или 60-87%, например, 60-85%, по весу композитной смазки.
Сердцевина частицы композитной смазки может состоять только, по меньшей мере, из одного первичного амида жирной кислоты и, по меньшей мере, одного бис-амида жирной кислоты но, альтернативно, сердцевина может включать в себя одну или несколько добавок, по меньшей мере, к одному первичному жирному кислотному амиду и, по меньшей мере, к одному бис-амиду жирной кислоты.
Сердцевина смазки может дополнительно иметь наночастицы, по меньшей мере, одного оксида металла, сцепляющиеся с ней. Оксид металла может быть выбран из группы, состоящей из TiO2, Al2O3, SnO2, SiO2, CeO2 и оксида титана индия. Наночастицы, по меньшей мере, одного оксида металла могут иметь первичный размер частиц меньше чем 500 нм, например меньше чем 200 нм.
Концентрация композитной смазки в соответствии с изобретением может быть в пределах 0,01-2%, допустимо 0,05-2%, предпочтительно 0,2-2%, более предпочтительно 0,2-1%, например, 0,4-0,7%, по весу материала порошковой металлургической композиции на основе железа.
Смазочные композитные частицы могут быть приготовлены, сплавлением всех компонентов, то есть амида жирной кислоты и бис-амида жирной кислоты, с последующим этапом измельчения и образуя отдельные частицы, которые могут сформировать сердцевины смазочных композитных частиц. Измельчение, например, может быть выполнено посредством распыления расплава газовой или жидкой средой, или посредством очень тонкого измельчения, то есть размола затвердевшей шихты. Полученные частицы сердцевины смазки могут иметь средний размер 1-50 мкм, предпочтительно 5-40 мкм. После этапа измельчения частицы сердцевины смазочного композита могут быть объединены, например, тщательно смешаны с наночастицами, по меньшей мере, одного оксида металла так, чтобы наночастицы зацеплялись на сердцевинах частиц композитной смазки. Концентрация металлического оксида в композитной смазке может быть 0,001-10%, предпочтительно 0,01-5%, более предпочтительно 0,01-2% по весу композитной смазки. Этап смешивания может включать в себя нагревание композитной смазки до температуры ниже точки плавления самой низкоплавкой компоненты. Альтернативный способ производства композитной смазки заключается в физическом перемешивании амидов с бис-амидами жирной кислоты, без нагревания.
Порошок на основе железа может быть предварительно сплавленным порошком на основе железа или порошком на основе железа, имеющим легирующие элементы, диффузионно-связанные с частицами железа. Порошок на основе железа может также быть смесью очень чистого железного порошка или предварительно сплавленного порошка на основе железа с легирующими элементами, выбранными из группы, состоящей из Ni, Cu, Cr, Мо, Mn, P, Si, V, Nb, Ti, W и графита. Углерод в виде графита представляет собой легирующий элемент, широко используемый в промышленности ПМ для придания адекватных механических свойств окончательным спеченным компонентам. Добавляя углерод как отдельную составляющую к порошковому композиту на основе железа, содержание растворенного углерода в порошке на основе железа может быть поддержано низким, улучшая его сжимаемость. Порошок на основе железа может быть распыленным порошком, например распыленным водой порошком, или губчатым железным порошком. Размер частиц порошка на основе железа выбирается в зависимости от конечного использования материала. Частицы железного порошка или порошка на основе железа, для среднего веса частицы, обычно имеют размер приблизительно до 500 мкм и выше 10 мкм, предпочтительно выше 30 мкм.
Композиция для порошковой металлургии может дополнительно содержать одну или несколько добавок, выбранных из группы, состоящей из связующих веществ, технологических добавок, твердых фаз, веществ, улучшающих обрабатываемость, если имеется необходимость в механической обработке спеченной компоненты.
Композиция для порошковой металлургии на основе железа содержит железный порошок или порошок на основе железа и частицы композитной смазки. Железный порошок или порошок на основе железа может быть смешан с частицами композитной смазки. Частицы композитной смазки могут быть связанными с частицами железного порошка или порошка на основе железа, например, посредством связующего вещества или без дополнительного связующего вещества, но может предпочтительно не иметь частиц композитной смазки, связанных с частицами железного порошка или порошка на основе железа, то есть иметь несвязанную композицию, в которой композитная смазка находится в свободной порошковой форме.
Новый железный композитный материал или композиция на основе железа, порошковой металлургии может быть спрессован и при необходимости спечен в соответствии с обычными методиками ПМ.
Следующие примеры служат для иллюстрации возможностей изобретения, но объем притязаний изобретения не должен ограничиваться ими.
ПРИМЕРЫ
Материалы
Использовались следующие материалы:
Различные композитные смазки были приготовлены смешиванием веществ в соответствии с Таблицей 1 и в пропорциях в соответствии с Таблицей 2. Вещества затем были расплавлены и вслед за этим были затвержены и тонко измельчены до среднего размера частиц 15-30 мкм. Тонко измельченные материалы были обработаны с 0,3% по весу тонким порошковым диоксидом кремния, имеющим первичный размер частиц меньше чем 200 нм.
В качестве эталонных материалов использовались известные смазки Kenolube® P11 от Hoganas AB и Amide Wax PM, от Hoganas AB. Kenolube® P11 представляет собой Zn-содержащую органическую смазку и Amide Wax PM - органическая смазка, основанная на этилене бис-стереамиде, EBS.
Для измерения тенденции композитных смазок и обычных смазок к формированию агломератов смазки были просеяны на стандартном сите 315 мкм после хранения в течение 28 дней при температуре 50°C и относительной влажности 90%. Количество сохраненного материала на сите было измерено и результаты раскрыты в Таблице 3.
Вещества, используемые для композитной смазки
Содержание органических веществ композитных смазок
Тенденция к формированию агломерата во время хранения
% по весу>150 мкм
% по весу>150 мкм
Таблица 3 показывает, что порошковые композитные смазки в соответствии с изобретением могут быть сохранены без агломератов. Неожиданно было обнаружено, что на агломерацию влияют и относительные концентрации EBS и амид жирной кислоты, и количество атомов углерода в амиде жирной кислоты.
Приготовление порошковых композиций на основе железа.
В качестве железного порошка или распыленного водой порошка на основе железа использовались, DistaloyAE®, Astaloy®CrM, и распыленный водой чистый железный порошок, ASC100.29, все от Hoganas AB, Швеция. Distaloy®AE состоит из чистого железа, имеющего частицы Ni, Cu и Мо, связанные с поверхностью диффузионным отжигом (4% по весу Ni, 1,5% по весу Cu и 0,5% по весу Мо). Astaloy®CrM представляет собой распыленный водой предварительно сплавленный порошок, содержащий 3% Cr и 0,5% Мо.
Графит UF-4 (от Kropfmuhl AG, Германия) использовался как добавленный графит в порошковой композиции на основе железа.
Порошковые композиции на основе железа, по 25 кг каждая, были приготовлены смешиванием 0,5% по весу различных вышеупомянутых порошковых композитных смазок или 0,5% по весу эталонных материалов с 0,2% по весу графита и 99,3% по весу DistaloyAE®. Эти композиции использовались для производства цилиндрических образцов, используемых для оценки смазочных свойств и полученных плотностей сырцов.
Для производства порошковых композиций на основе железа, предназначенных для прессования в сырые жесткие прутья, и проверяемых относительно порошковых свойств, 0,8% по весу смазок и 0,5% графита были смешаны с 98,7% ASC100.29.
Порошковые свойства, например текучесть Холла и соответствующая плотность, были измерены в соответствии с SS-EN 23923-1 и SS-EN 23923-2 для всех композиций и результаты представлены в Таблице 4.
Для тестирования максимальной высоты, спрессованной без задиров, были приготовлены шихты, основанные на Astaloy®CrM, 0,5% графита и 0,6% смазок.
Порошковые композиции на основе железа и их текучесть и AD
2Вне объема притязаний изобретения
В Таблице 4 показано, что очень хорошие значения текучести и высокое AD могут быть получены при использовании смазки в соответствии с изобретением. На значения этих параметров влияют и относительные концентрации EBS и амида жирной кислоты, а также количество атомов углерода в амиде жирной кислоты. Смесь, содержащая амид жирной кислоты, имеющий 18 или менее атомов углерода, показывала плохие (высокие) значения текучести и низкие AD, и то же самое можно также видеть для 100%-ного бис-амида жирной кислоты и 100%-ного первичного амида жирной кислоты.
Прессование
Порошковые композиции на основе железа и на основе Distaloy®AE были помещены в пресс-форму и были спрессованы при давлении 800 МПа при различных температурах пресс-формы в цилиндры, имеющие диаметр 25 мм и высоту 20 мм.
Во время выпрессовывания, были измерены энергии выпрессовывания и максимальные силы выпрессовывания, необходимые для выпрессовывания цилиндров из пресс-формы.
Плотности сырых цилиндров были также измерены в соответствии с SS-EN ISO 3927. Тенденция к зацеплению порошка на поверхностях цилиндров была оценена визуально.
Для тестирования прочности в сыром состоянии композиции на основе ASC100.29 были спрессованы в сырые прочные прутья при давлении прессования 600 МПа. Прочности в сыром состоянии были измерены в соответствии с SS-EN ISO 23995.
На Фиг.1-4 и в Таблице 5 представлены результаты измерений.
Тенденция зацепления после прессования при 800 МПа и при различных температурах
2Вне объема притязаний изобретения
В Таблице 5 показано, что порошковые композиции на основе железа, включающие в себя порошковые композитные смазки в соответствии с изобретением, могут быть спрессованы при комнатной температуре и при повышенных температурах, по меньшей мере, до и включая в себя 80°C (ниже 90°C), не приводя порошок в зацепление на поверхности компонента.
Измеренная энергия выпрессовывания и максимальная сила выпрессовывания были ниже, особенно для повышенных температур, при выпрессовывании компонент для выполненного композита в соответствии с изобретением, по сравнению с эталонными композициями и композициями, содержащими композитные смазки вне объема притязаний настоящего изобретения, см. Фиг.2 и 3. Та же самая тенденция может быть отмечена для плотности сырого материала, которая, однако, увеличивается при повышенных температурах, см. Фиг.1. Большая плотность сырого материала зарегистрирована для компонент, сделанных из порошковых композиций на основе железа, включая порошковую композитную смазку, в соответствии с изобретением, по сравнению с эталонными композициями, см. Фиг.4.
Была исследована максимально возможная высота прессования без задиров на детали. Были спрессованы кольца, имеющие внутренний диаметр 20 мм и внешний диаметр 40 мм, высота варьировалась в пределах 25-50 мм. Перед прессованием при 600 МПа инструментальная пресс-форма была нагрета до 60°C. Оценивание начиналось с колец, имеющих высоту 25 мм, и 30 деталей были спрессованы, после чего высота была увеличена с приращениями 2,5 мм и были спрессованы другие 30 деталей каждой высоты. Эта процедура повторялась до тех пор, пока не была достигнута такая высота, при которой появлялись задиры на поверхности деталей, что указывало на недостаточное смазывание. Максимально возможная высота для прессования с задирами свободной поверхности была определена и представлена в Таблице 6.
Максимальная высота
2Вне объема притязаний изобретения
Была оценена общая характеристика смазок, назначая оценку для каждого свойства между 1 и 5, где 5 была самая высокая оценка. Следующая Таблица 7 показывает критерии назначения оценок.
Объяснение общей характеристики материалов (5 превосходно, 1 не столь хорошо)
Полная характеристика
2Вне объема притязаний изобретения
На Фиг.1-4 в сером цвете показаны результаты для образцов, включая эталонные смазки и образцы, включающие в себя смазки вне объема притязаний изобретения, и в черном цвете показаны результаты для образцов, включающих в себя смазки в соответствии с изобретением. Для образца 75/25 EBS/O показано только значение при 60°C и для Kenolube® только при 60 и 70°C, поскольку смазывающая пленка при более высоких температурах не была эффективна для выпрессовывания спрессованных деталей из оснастки.
Измеренные энергия выпрессовывания и статическая максимальная сила выпрессовывания оказываются ниже, особенно при повышенных температурах, когда выпрессовываемые компоненты, выполненные с композицией в соответствии с изобретением, сравниваются с эталонными композициями и композициями, содержащими композитные смазки вне области притязаний настоящего изобретения, см. Фиг.2 и 3. Та же самая тенденция может быть отмечена для плотности сырого материала, которая, однако, увеличивается при повышенных температурах, см. Фиг.1. Большая прочность сырого материала зарегистрирована для компонент, выполненных из порошковых композиций на основе железа, включая в себя порошковую композитную смазку в соответствии с изобретением, по сравнению с эталонными композициями, см. Фиг.4.
На Фиг.5 показан график полной характеристики, оцениваемой в Таблице 8 для образцов, включающих в себя первичный амид (E) амида эруковой кислоты, а также образец с 100%-ным EBS, относительно концентрации E в композитных смазочных сердцевинах. Как можно видеть из Таблицы, самые высокие оценки получены, когда концентрация первичного амида составляет более 10% и до 60% по весу.
Изобретение относится к порошковой металлургии, в частности к порошковой композиции на основе железа и используемой в ней композитной смазке. Порошковая композиция содержит железный порошок или порошок на основе железа и частицы композитной смазки. Частицы композитной смазки содержат сердцевину с 10-60 вес.% по меньшей мере одного первичного амида жирной кислоты, имеющего больше чем 18 и не больше чем 24 атома углерода, и 40-90 вес.% по меньшей мере одного бис-амида жирной кислоты и наночастицы по меньшей мере одного сцепленного с сердцевиной оксида металла. Композитная смазка получена путем смешивания по меньшей мере одного первичного амида жирной кислоты и по меньшей мере одного бис-амида жирной кислоты, плавления смеси, измельчения шихты для формирования сердцевины частиц и сцепление ее с по меньшей мере одним оксидом. 3 н. и 7 з.п. ф-лы, 5 ил., 8 табл., 1 пр.
1. Композиция для порошковой металлургии на основе железа, содержащая железный порошок или порошок на основе железа и частицы композитной смазки, причем упомянутые частицы композитной смазки содержат сердцевину с 10-60% по весу по меньшей мере одного первичного амида жирной кислоты, имеющего больше чем 18 и не больше чем 24 атома углерода, и 40-90% по весу по меньшей мере одного бис-амида жирной кислоты и наночастицы по меньшей мере одного оксида металла, сцепленного с сердцевиной.
2. Композиция по п.1, в которой сердцевина содержит 10-40% по весу по меньшей мере одного первичного амида жирной кислоты и 60-90% по весу по меньшей мере одного бис-амида жирной кислоты.
3. Композиция по п.1, в которой сердцевина содержит 10-30% по весу по меньшей мере одного первичного амида жирной кислоты и 70-90% по весу по меньшей мере одного бис-амида жирной кислоты.
4. Композиция по любому из пп.1-3, в которой по меньшей мере один бис-амид жирной кислоты выбран из группы, состоящей из метилен бис-олеамида, метилен бис-стереамида, этилен бис-олеамида, гексилен бис-стереамида и этилен бис-стереамида.
5. Композиция по п.1, в которой наночастицы по меньшей мере одного оксида металла выбраны из группы, состоящей из TiO2, Al2O3, SnO2, SiO2, CeO2 и оксида титана индия.
6. Композиция по п.1, в которой концентрация металлического оксида в композитной смазке составляет 0,001-10%, предпочтительно 0,01-5%, более предпочтительно 0,01-2% по весу.
7. Композиция по п.1, в которой наночастицы имеют первичный размер меньше чем 500 нм, предпочтительно меньше чем 200 нм.
8. Композиция по п.1, в которой частицы композитной смазки присутствуют в композиции в концентрации между 0,01-2%, предпочтительно между 0,4-0,7%, по весу композиции.
9. Частица композитной смазки, содержащая сердцевину с 10-60% по весу по меньшей мере одного первичного амида жирной кислоты, имеющего больше чем 18 и не больше чем 24 атома углерода, и с 40-90% по весу по меньшей мере одного бис-амида жирной кислоты, и наночастицы по меньшей мере одного оксида металла, сцепленного с сердцевиной.
10. Способ получения частиц композитной смазки, включающий
смешивание 10-60% по весу по меньшей мере одного первичного амида жирной кислоты, имеющего больше чем 18 и не больше чем 24 атома углерода, и 40-90% по весу по меньшей мере одного бис-амида жирной кислоты;
плавление смеси;
измельчение шихты, для формирования сердцевины частиц композитной смазки; и
сцепление наночастиц по меньшей мере одного оксида металла с сердцевиной.
| WO 2005061157 A1, 07.07.2005 | |||
| СМАЗЫВАЮЩЕЕ ВЕЩЕСТВО ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПОРОШКОВЫХ КОМПОЗИЦИЙ | 1998 |
|
RU2216432C2 |
| МАГНИТНО-МЯГКИЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА | 2004 |
|
RU2311261C2 |
| Способ выявления менингококкового антигена | 1979 |
|
SU899043A1 |
| WO 2007078232 A1, 12.07.2007 | |||

