Изобретение относится к способу обработки жгутового волокна для изготовления синтетических штапельных волокон согласно ограничительной части пункта 1 формулы изобретения, а также к устройству для осуществления способа согласно ограничительной части пункта 9 формулы изобретения.
Рассматриваемый в качестве прототипа способ, а также рассматриваемое в качестве прототипа устройство известны из US 6203743.
В известном способе и известном устройстве жгутовое волокно, образованное из множества синтетических пучков элементарных волокон, после выпускания из катушечной рамы для тазов сначала направляется через увлажнительную установку в форме погружной ванны, чтобы получить равномерное смачивание всех прядей волокон и, таким образом, надежное сцепление отдельных волокон во время обработки. При этом в качестве текучей среды, предпочтительно, используется препарационный состав, который делает возможным надежный проход жгутового волокна через устройства обработки штапельного агрегата. Кроме того, текучая среда внутри жгутового волокна приводит к по существу хорошей и равномерной теплоотдаче и подвижности элементарных пучков волокон между собой во время процесса вытягивания. Жгутовое волокно с высокой степенью вытяжки можно изготовить только с достаточным содержанием влажности. Таким образом, влажное жгутовое волокно затем вытягивается в зоне вытяжки между двумя вытяжными валками. Затем вытянутое жгутовое волокно для фиксации и сушки проводится через несколько нагретых каландровых валов. Для того чтобы уменьшить, прежде всего, требуемую для сушки жгутового волокна на каландровых валах энергию до минимума, непосредственно перед входом в фиксирующее устройство жгутовое волокно подается на отжимное устройство, в котором жгутовое волокно направляется через образованный стальными валками зазор между валками. Таким образом, текучая среда может в большом количестве выходить из жгутового волокна, до того как жгутовое волокно будет обработано на каландровых валах. После сушки и фиксации жгутового волокна происходит охлаждение, а также придание извитости волокнам для того, чтобы затем разрезать их на штапельные волокна.
В известном способе и известном устройстве существует недостаток, заключающийся в том, что проводимые между фиксацией и вытяжкой жгутового волокна обработки, прежде всего проведение термообработки жгутового волокна, должны проводиться с высоким содержанием влажности жгутового волокна. Таким образом, большая часть энергии, используемой для проведения термообработки жгутового волокна, требуется только для нагревания текучей среды, содержащейся в жгутовом волокне. При этом происходит сокращение текучей среды в жгутовом волокне в месте внутри штапельного агрегата, в котором уже преобладает относительно высокая скорость волокна. Таким образом, необходимо предпринять особые меры для удаления текучей среды, выходящей в больших количествах и за короткое время из жгутового волокна. Помимо этого за счет этого возникают проблемы, которые приводят к нерегулярным распределениям жидкости по ширине жгутового волокна, так как опасность колебаний отжимающего средства в отжимном устройстве и, таким образом, неравномерности в зазоре между валками повышается.
Таким образом, задача изобретения заключается в усовершенствовании известного из уровня техники способа и устройства таким образом, чтобы при обработке жгутового волокна содержание текучей среды в жгутовом волокне являлся соотнесенным с этапами обработки.
Следующая цель изобретения заключается в осуществлении уменьшения содержания текучей среды в жгутовом волокне таким образом, чтобы в жгутовом волокне по всей ширине преобладало равномерное распределение остаточной текучей среды.
Эта задача решена посредством способа с признаками согласно пункту 1 и посредством устройства с признаками согласно пункту 9.
Предпочтительные усовершенствования изобретения определены признаками и комбинациями признаков соответствующих зависимых пунктов формулы изобретения.
Для решения задачи изобретение описывает полностью новый путь, который до сих пор в кругу специалистов считался неосуществимым, так как преобладало мнение, что существенное сдавливание жгутового волокна внутри зоны вытяжки приводит к повреждениям волокон. Однако неожиданно было установлено, что внутри зоны вытяжки существуют области, в которых отжимание жгутового волокна для уменьшения в жгутовом волокне содержания текучей среды не вызывает повреждений волокон. Напротив, большая часть текучей среды может быть отведена из жгутового волокна уже внутри зоны вытяжки. При этом отжимание жгутового волокна внутри зоны вытяжки осуществляется по всей ширине жгутового волокна таким образом, что в жгутовом волокне по ширине обработки жгутового волокна устанавливается равномерно распределенная весовая доля текучей среды менее 10%. Для этого устройство согласно изобретению имеет жесткое на изгиб отжимающее средство, которое для отжима текучей среды оказывает на жгутовое волокно равномерное и, по существу, предварительно заданное давление на всей ширине. Сам процесс вытяжки жгутового волокна остается без изменений, так что необходимое для вытягивания содержание жидкости в жгутовом волокне может иметь соответственно высокую весовую долю в диапазоне более 20%. Особое преимущество изобретения состоит в том, что жгутовое волокно может быть подано на отжимное устройство в области с относительно низкой скоростью движения. Тем самым, могут быть устранены раскачивания и неравномерности. Кроме того, обеспечивается надежная проводка прядей волокон через отжимающее средство без какого-либо захвата отдельных волокон. Кроме того, за счет низких скоростей увеличивается время воздействия при отжиме жгутового волокна, так что текучая среда может быть отведена из жгутового волокна в большом количестве.
Для получения интенсивного и большого растяжения элементарных пучков волокон жгутового волокна, предпочтительно, используется усовершенствование изобретения, при котором волокнистый жгут отжимают в области входа (подачи) ограничивающего зону растяжения вытяжного аппарата, при этом волокнистый жгут внутри зоны растяжения нагревают посредством обогреваемой текучей среды до температуры растяжения для достижения в волокнистом материале точки растяжения. Для нагревания жгутового волокна до температуры растяжения жгутовое волокно, предпочтительно, проводится через паровой канал с горячим паром или через теплообменную ванну растяжения. Отжимное устройство расположено на входе второго вытяжного аппарата, так что входящие в отжимное устройство пучки элементарных волокон уже имеют существенное растяжение.
Для сдавливания жгутового волокна, прежде всего, зарекомендовало себя, если отжимающие средства образованы стальными валками, которые между собой имеют зазор между валками. В зависимости от количества текучей среды и свойств жгутового волокна стальные валки удерживаются с линейной нагрузкой 30 Н/мм до 100 Н/мм друг против друга. Таким образом обеспечивается, что даже при больших количествах жидкости внутри жгутового волокна устанавливается весовая доля текучей среды менее 10%.
При этом жгутовое волокно в зазоре между валками сжимается на по меньшей мере 70% от его первоначальной толщины жгута. Это делает возможным, прежде всего, для процесса растяжения высокое содержание текучей среды, которое может находиться в диапазоне выше 40%. В предпочтительном усовершенствовании изобретения предусмотрено, что жгутовое волокно при наматывании на первый вытяжной валок второго вытяжного аппарата сдавливается посредством прижимного валка, прилегающего к вытяжному валку. Тем самым, возможно удержание заданного для вытягивания хода движения волокон жгутового волокна. Таким образом, устройства отжимной установки аппаратно сокращаются до минимума, так как отдельный привод для приведения в действие стальных валков не требуется. За счет приводимого в движение вытяжного валка возможно приводить в действие прижимной валок, предпочтительно, только за счет трения.
Принципиально также существует возможность, что жгутовое волокно отжимается в несколько этапов для достижения желаемого содержания жидкости. Для этого в вытяжном аппарате предусмотрены несколько мест, в которых отжимается жгутовое волокно. Так, наряду с предусмотренным на входе вытяжным валком с прижимным валком могут также комбинироваться другие вытяжные валки. Таким же образом было бы возможно интегрировать два отдельных стальных валка в вытяжном аппарате.
Для обработки синтетических пучков элементарных волокон внутри жгутового волокна, предпочтительно, применяется усовершенствование способа согласно изобретению, в котором после отжима текучей среды жгутовое волокно нагревается посредством обогреваемых вытяжных валков второго вытяжного аппарата. В силу незначительного содержания текучей среды в жгутовом волокне можно использовать имеющуюся в распоряжении за счет вытяжных валков энергию непосредственно для нагрева жгутового волокна. Энергия потерь, которая использовалась бы исключительно для нагрева текучей среды, сокращена до минимума.
Для фиксации и вызывающей усадку жгутового волокна обработки, прежде всего, зарекомендовала себя обработка посредством каландровых валов. Для этого жгутовое волокно после вытяжки направляется через несколько каландровых валов, при этом необходимая для сушки жгутового волокна энергия также может быть уменьшена до минимума ввиду незначительного содержания текучей среды жгутового волокна.
В целом способ согласно изобретению представляет собой особо предпочтительную и надежную возможность обработки жгутового волокна, при которой по сравнению с обычными способами может быть реализована значительная экономия энергии. Так, например, за счет отжима жгутового волокна уже перед входом во второй вытяжной аппарат энергия для фиксации жгутового волокна может быть уменьшена на 20%. Другой особо предпочтительный эффект проявляется при этом при термообработке для фиксации жгутового волокна. В силу незначительного содержания текучей среды в жгутовом волокне достигается более высокая прочность волокна, которая по сравнению с обычными способами может быть повышена на 6-10%.
В устройстве согласно изобретению отжимающие средства, выполненные, прежде всего, в виде стальных валков, могут быть интегрированы простым способом внутри зоны растяжения. При этом, прежде всего, зарекомендовало себя усовершенствование предлагаемого устройства, в котором один из стальных валков образован приводимым в действие вытяжным валком второго вытяжного аппарата, а второй стальной валок - прижимным валком, соотнесенным с окружностью вытяжного валка. Таким образом, обеспечивается полная интеграция отжимного устройства внутри зоны растяжения, не требуя дополнительных направляющих элементов и отводящих элементов для направления жгутового волокна.
Для этого прижимной валок предпочтительно выполнен в виде неприводного валка с односторонней или двусторонней установкой на опоры.
Для формирования по отношению к большему по диаметру и более стабильному вытяжному валку постоянного и равномерного зазора между валками прижимной валок выполнен, предпочтительно, с уравнивающей прогиб стальной оболочкой, так что зазор между прижимным валком и вытяжным валком имеет одинаковую величину по всей ширине жгутового волокна. При этом уравнивающая прогиб стальная оболочка прижимного валка имеет такие свойства, что зазор между валками имеет среднее отклонение по ширине зазора менее 0,05 мм. Тем самым, по всей ширине жгутового волокна возможно реализовать очень равномерное распределение текучей среды.
Требуемое между стальными валками усилие отжима для сжатия жгутового волокна, предпочтительно, вырабатывается оснащенным датчиком усилия устройством, которое вырабатывает по всей ширине стальных валков равномерную линейную нагрузку в диапазоне от 30 Н/мм до 100 Н/мм.
Для отжимания жгутового волокна в несколько этапов устройство согласно изобретению может быть осуществлено таким образом, что в каждом из нескольких находящихся друг за другом мест предусмотрены несколько пар валков. Поэтому пары валков могут быть также образованы несколькими прижимными валками, каждый из которых придан одному из вытяжных валков второго вытяжного аппарата.
Независимо от конструкции пар валков прижимной валок или оба стальных валка выполнены с закаленной поверхностью, которая, предпочтительно, имеет имеющую форму апельсина структуру поверхности. Таким образом, можно избежать прилипания и приклеивания волокон при выходе прядей волокон из зазора между валками к окружности валков. Таким образом, пряди волокон, предпочтительно, отделяются от поверхности стальных валков, так что не возникает наматывания.
Предпочтительно, способ согласно изобретению и устройство согласно изобретению используются для обработки в несколько этапов жгутового волокна из полиэфира перед разрезанием на штапельные волокна. Для этого пучки элементарных волокон жгутового волокна выпускаются, предпочтительно, из подготовленных тазов, которые ранее были заполнены в процессе формования пучков элементарных волокон из расплава. Однако принципиально способ не ограничен подобным двухступенчатым процессом изготовления штапельных волокон. Так, существует также возможность изготовления пучков элементарных волокон в одноступенчатом процессе.
Для придания полиэфирным волокнам после растяжения максимально высокой прочности жгутовое волокно после растяжения направляется, предпочтительно, через несколько обогреваемых каландровых валов. В силу относительно низкого содержания влажности в жгутовом волокне возможна интенсивная термообработка волокнистого материала, при этом необходимая для сушки волокнистого материала энергия в каландровых валах может быть существенно сэкономлена.
Способ согласно изобретению и устройство согласно изобретению, конечно, не ограничены только волокнистым материалом из полиэфира. Жгутовое волокно может быть также, предпочтительно, изготовлено из других полимеров, таких как, например, полипропилен или полиамид.
Предлагаемый способ далее поясняется более подробно с помощью примеров осуществления устройства согласно изобретению со ссылкой на прилагаемые чертежи.
Показано на:
фиг.1 - схематически вид сбоку первого примера осуществления устройства согласно изобретению для осуществления способа согласно изобретению,
фиг.2 - схематично вид сбоку другого примера осуществления устройства согласно изобретению,
фиг.3 - схематически вид сбоку примера осуществления отжимного устройства в области подачи вытяжного аппарата,
фиг.4 - схематически вид поперечного разреза, представленного на фиг.3 примера осуществления,
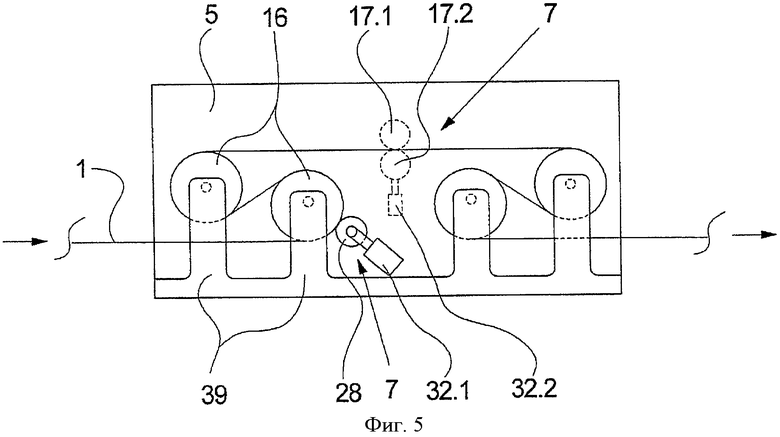
фиг.5 - схематически вид сбоку вытяжного аппарата с интегрированным отжимным устройством.
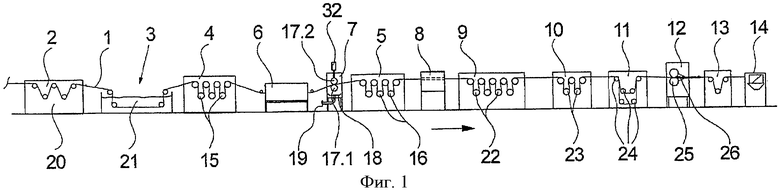
На фиг.1 схематично в виде сбоку показан первый пример осуществления устройства согласно изобретению для осуществления предлагаемого способа обработки жгутового волокна для изготовления штапельных волокон. Устройство имеет несколько обрабатывающих устройств, которые расположены последовательно, образуя штапельный агрегат, при этом направление движения жгутового волокна обозначено на фиг.1 стрелкой.
В начале штапельного агрегата предусмотрено вытяжное устройство 2, на котором расположены несколько вытяжных валков 20 в один ход нити. Жгутовое волокно 1, которое образовано из множества элементарных пучков волокон, направляется на вытяжных валках 20 в форме ленты. Синтетические пучки элементарных волокон выпускаются, например, из катушечной рамки для тазов с несколькими тазами. Каждый из тазов содержит имеющий форму мотка пучок элементарных волокон, который имеет множество отдельных элементарных волокон и укладывается в качестве жгута в конце процесса формования волокна из расплава.
Жгутовое волокно 1, которое направляется с шириной, например, более 1 м, попадает из вытяжного устройства 2 в увлажняющее устройство 3. Увлажняющее устройство образовано посредством погружной ванны 21, в которой содержится текучая среда, предпочтительно, препарационный состав для увлажнения жгутового волокна 1. Прежде всего, у пучков элементарных волокон, промежуточно хранящихся в тазах, возникают неравномерности в подготовке отдельных волокон, так что на жгутовом волокне 1 требуется уравнивание и обновление.
Для дальнейшей обработки волокон жгутовое волокно 1 выпускается первым вытяжным аппаратом 4 с несколькими вытяжными валками 15 из увлажняющего устройства 3 и направляется в зону растяжения. При этом зона растяжения простирается между первым вытяжным аппаратом 4 и вторым вытяжным аппаратом 5. Второй вытяжной аппарат 5 также имеет несколько вытяжных валков 16, которые направляют жгутовое волокно с частичным обвиванием. Вытяжные валки 15 первого вытяжного аппарата 4 и вытяжные валки 16 второго вытяжного аппарата 5 приводятся в действие с разницей в скорости для вытягивания жгутового волокна 1.
Внутри зоны растяжения предусмотрен паровой канал 6, в котором жгутовое волокно 1 нагревается с помощью находящегося под давлением пара до температуры растяжения.
Перед тем как жгутовое волокно внутри зоны растяжения поступит во второй вытяжной аппарат 5, непосредственно в области подачи второго вытяжного аппарата 5 жгутовое волокно 1 для уменьшения содержания текучей среды в жгутовом волокне 1 обрабатывается отжимным устройством 7. В качестве отжимающего средства отжимное устройство 7 имеет два устойчивых к изгибу стальных валка 17.1 и 17.2, которые образуют между собой зазор между валками. При этом оснащенное датчиком усилия устройство 32 воздействует на стальные валки 17.1 и 17.2, так что в зазоре между валками преобладает усилие сжатия для отжима жгутового волокна 1.
В нижней области отжимное устройство 7 имеет улавливающую ванну 18, которая соединена со стоком 19. Посредством этого собирается и непрерывно отводится отжатая из волокнистого жгута 1 текучая среда.
Для дальнейшей обработки волокнистый жгут после растяжения подвергается термообработке, которая происходит посредством паровой камеры 8 и последующего фиксирующего устройства 9. Фиксирующее устройство 9 имеет множество каландровых валов 22, которые имеют обогреваемые оболочки валов. Волокнистый жгут 1 направляется с частичным обвиванием по окружностям каландровых валов 22.
После термообработки волокнистый жгут 1 подается на прокатное охлаждающее устройство 10, которое имеет охлаждающие валки 23.
Чтобы придать волокнам волокнистого жгута 1 извитость, сначала ширина обработки волокнистого жгута 1 устанавливается на ширину извитости посредством устройства 11 укладки волокна. Для этого устройство 11 укладки волокна имеет несколько укладочных роликов 24.
Устройство 12 придания извитости, которое следует за устройством 11 укладки волокна, в этом примере осуществления имеет два валка 25 для придания извитости, которые взаимодействуют с камерой 26 для придания извитости.
В конце штапельного агрегата предусмотрены устройство 13 регулирования длины вытягиваемого волокна, а также отрезное устройство 14 для непрерывной резки волокон жгутового волокна 1 на штапельные волокна с заданной длиной волокон.
Изображенное на фиг.1 устройство для обработки волокнистого жгута является примерным по конструкции и расположению отдельных обрабатывающих устройств. Так, между вытяжным устройством 2 и отрезным устройством 14 можно расположить и добавить дополнительные обрабатывающие устройства. Для многоступенчатого растяжения, например, за вторым вытяжным аппаратом мог бы следовать третий вытяжной аппарат. Прежде всего, между устройством 12 придания извитости и отрезным устройством 14 предусмотрено сушильное устройство для того, чтобы просушивать извитые волокна волокнистого жгута 1 на конечной стадии.
Для осуществления способа согласно изобретению волокнистый жгут 1 перед растяжением смачивается текучей средой. При этом в волокнистом жгуте образуется относительно высокое содержание влажности для того, чтобы наряду с надежной проводкой через валки вытяжного аппарата получить сцепление волокон. Кроме того, текучая среда подходит для того, чтобы получить хорошую и равномерную теплоотдачу при нагреве волокнистого жгута. Однако для растяжения жгутового волокна препарация особенно важна для того, чтобы иметь возможность беспрепятственного осуществления вытяжки отдельных волокон. Только с соответственно увлажненным жгутовым волокном можно достичь максимального растяжения. Содержание влажности жгутового волокна может находиться в диапазоне от 40 до 50% весовой доли текучей среды. При ширине обработки волокнистого кабеля свыше одного метра в волокнистом жгуте 1 направляется на растяжение относительно большое количество текучей среды.
Для растяжения волокнистого жгута 1 вытяжные валки 15 первого вытяжного аппарата 4, а также вытяжные валки 16 второго вытяжного аппарата 5 выполнены, предпочтительно, обогреваемыми, так что волокнистый жгут нагревается до температуры обработки, которая находится ниже температуры растяжения.
Для растяжения волокнистый жгут 1 нагревается в паровом канале 6 находящейся под давлением паровой средой. При этом волокнистый жгут 1 нагревается до температуры растяжения волокнистого материала, так что образуется необходимая для процесса растяжения волокон точка растяжения. За счет установленной между вытяжными валками 15 и 16 обоих вытяжных аппаратов 4 и 5 разности скоростей происходит вытяжка, при этом разница скоростей определяет соответствующую степень вытяжки.
После растяжения волокнистый жгут еще внутри зоны растяжения отжимается таким образом, что в волокнистом жгуте по ширине обработки волокнистого жгута устанавливается равномерно распределенная весовая доля текучей среды менее 10%. Для этого отжимное устройство 7 выполнено с двумя жесткими к изгибу стальными валками, которые образуют зазор между валками для отжима волокнистого жгута. Стальным валкам 17.1 и 17.2 придано оснащенное датчиком усилия устройство 32, так что стальные валки 17.1 и 17.2 прижимаются с линейной нагрузкой в диапазоне от 30 Н/мм до 100 Н/мм. Относительно высокая стабильность зазора между валками посредством жесткости при изгибе стальных валков гарантирует при этом равномерное распределение жидкости по всей ширине обработки волокнистого жгута 1.
В последующих термообработках как на вытяжных валках 16 второго вытяжного аппарата 5, так, прежде всего, и на каландровых валах 22 фиксирующего устройства 9 существует расчет только на нагрев волокнистого материала, так как в волокнистом жгуте содержится по существу лишь 10% весовой доли текучей среды. Прежде всего, при термообработке внутри фиксирующего устройства 9 энергозатраты могут быть таким образом сэкономлены. Кроме того, отвод отбираемой из волокнистого жгута 1 текучей среды может быть осуществлен значительно проще и предпочтительней в отжимном устройстве 7. Для этого отжимное устройство 7 имеет улавливающую ванну 18 и сток 19. При этом появляются количества текучей среды значительного порядка, причем достигаются массовые потоки текучей среды свыше 1000 кг/час. Благодаря этому можно отказаться от дорогостоящих вытяжных устройств, приданных каландровым валам.
Для вызывающей усадку термической обработки волокнистого жгута каландровые валы, предпочтительно, настраиваются на температуру поверхности, которая находится выше 200°С. При этом достигаются физические свойства, которые составляют при усадке горячим воздухом менее 6% и прочности волокна более 6 cN/detx.
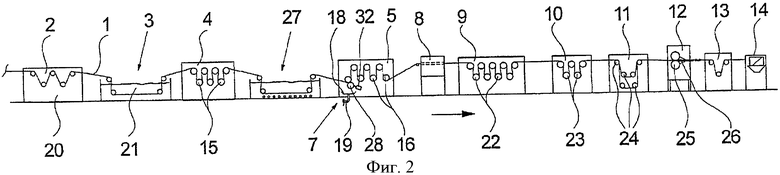
На фиг.2 схематично в виде сбоку показан другой пример осуществления устройства согласно изобретению для осуществления способа согласно изобретению. Пример осуществления согласно фиг.2 по существу идентичен примеру осуществления согласно фиг.1, так что далее объясняются только существенные различия, а в противном случае приводится ссылка на предыдущее описание.
В изображенном на фиг.2 устройстве обрабатывающие устройства 2 и 3, предшествующие первому вытяжному аппарату 4, а также обрабатывающие устройства 8, 9, 10, 11, 12, 13 и 14, следующие за вытяжным аппаратом 5, осуществлены идентично предшествующему примеру осуществления.
Для вытягивания волокнистого жгута 1 волокнистый жгут 1 направляется от первого вытяжного аппарата 4 для дальнейшего теплообмена в ванну 27 растяжения. Ванна 27 растяжения содержит темплообменную текучую среду для нагрева волокнистого материала в волокнистом жгуте 1 до температуры растяжения. Затем волокнистый жгут 1 вытягивается из ванны 27 растяжения посредством второго вытяжного аппарата 5.
В области подачи второго вытяжного аппарата 5 предусмотрено отжимное устройство 7, которое в этом случае образовано прижимным валком 28, который с первым вытяжным валком 16 второго вытяжного аппарата 5 образует зазор между валками для отжима волокнистого жгута 1. С первым вытяжным валком 16 в вытяжном аппарате 5 и прилежащим прижимным валком 28 в нижней области вытяжного аппарата 5 соотнесена улавливающая ванна 18, которая соединена со стоком 19. Посредством этого можно улавливать и непрерывно отводить выдавленную из волокнистого жгута текучую среду.
Прижимной валок 28 имеет стальную оболочку, которая, предпочтительно, выполнена с компенсацией прогиба. Таким образом, можно достичь высокой равномерности содержания жидкости по всей ширине обработки волокнистого жгута. При подобном расположении, в котором прижимной валок приводится в движение без собственного привода, а только посредством привода вытяжного валка 16, содержание текучей среды при отжиме волокнистого жгута 1 могло быть снижено до очень незначительных весовых долей от 5 до 7%.
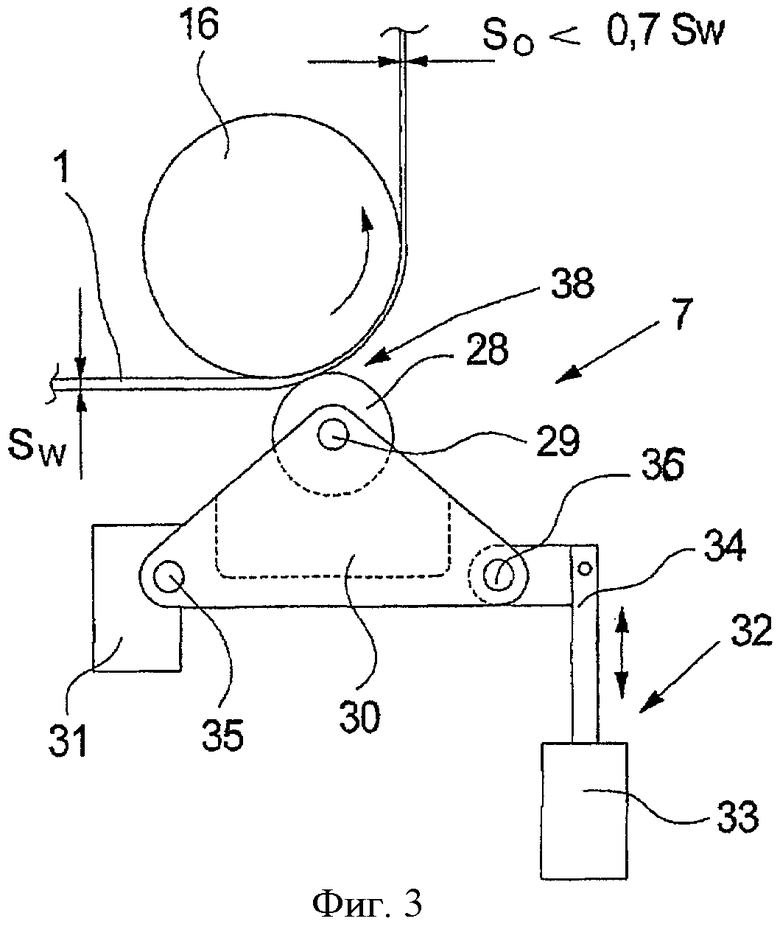
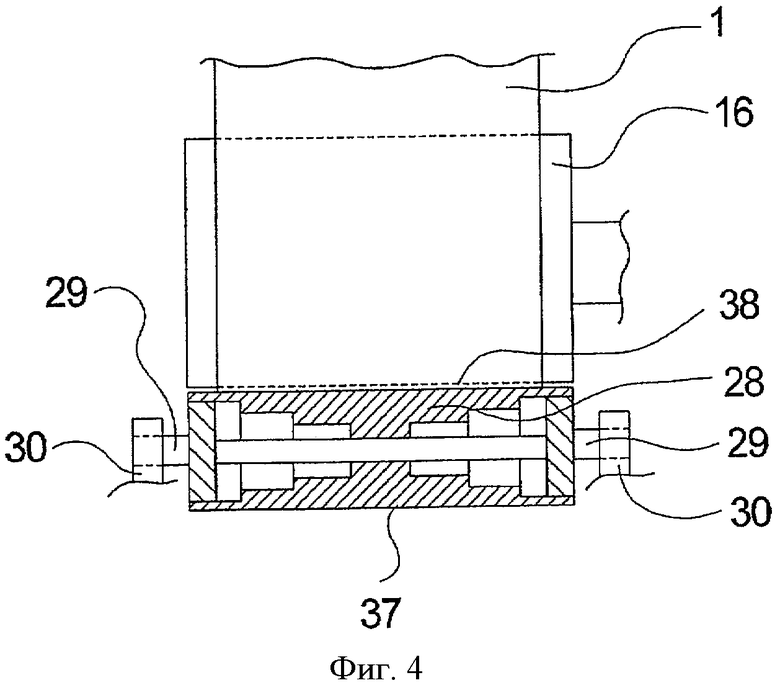
На фиг.3 и 4 показан пример осуществления подобного отжимного устройства 7 в сочетании с вытяжным аппаратом. При этом на фиг.3 схематично показан вид сбоку, а на фиг.4 - схематично вид в поперечном разрезе установки. В случае отсутствия однозначной ссылки на какую-либо из фигур, нижеследующее описание действительно для обеих фигур.
Отжимное устройство 7 образовано посредством прижимного валка 28, который с вытяжным валком 16 образует зазор 38 между валками. Вытяжной валок 16 с одной стороны установлен с опорой на стенку рамы с возможностью вращения и соединен с приводом.
Прижимной валок 28 установлен на обоих концах на оси 29 валка с опорой на державку 30 для валка с возможностью вращения. Для этого державка 30 для валка выполнена в виде вилки и через поворотную ось 35 соединена со станиной 31 машины. На свободном, противолежащем поворотной оси 35 конце державка 30 для валка через шарнирное соединение соединена с оснащенным датчиком усилия устройством 32. Оснащенное датчиком усилия устройство 32 в этом случае образовано подъемным цилиндром 33, который через поршневой шток 34 соединен с шарнирным соединением 36. Посредством подъемного цилиндра 33 державка 30 для валка с установленным с возможностью свободного вращения прижимным валком 28 удерживается напротив окружности вытяжного валка 16. При этом между вытяжным валком 16 и прижимным валком 28 образуется зазор 38 между валками, который имеет по меньшей мере высоту зазора, которая является на 70% меньшей, чем толщина волокнистого жгута перед отжимом.
На фиг.3 толщина жгута волокнистого жгута перед отжимом обозначена большой буквой SW и после отжима - большой буквой SO. Толщина жгута SО находится в соотношении к толщине жгута SW в диапазоне <0,7 SW. Для отжима волокнистого жгута 1 между прижимным валком 28 и вытяжным валком 16 с помощью оснащенного датчиком усилия устройства 32 вырабатывается усилие, которое удерживает стальные валки с линейной нагрузкой от 30 Н/мм до 100 Н/мм друг против друга. Для этого оба валка 28 и 16 выполнены со стальной оболочкой.
Для достижения, прежде всего, по всей ширине обработки волокнистого жгута 1 равномерной высоты зазора 38 между валками и, тем самым, равномерно распределенного содержания жидкости в волокнистом жгуте 1, прижимной валок 28 выполнен со стальной оболочкой 37 с уравниванием прогиба. На фиг.4 показан пример осуществления подобной стальной оболочки 37 с уравниванием прогиба. При этом, прежде всего, в центральной области стальная оболочка 37 прижимного валка 28 снабжена большей толщиной стенки, чем в наружной области. Оказалось, что с подобной, уравнивающей прогиб стальной оболочкой мог быть создан зазор 38 между валками со средним отклонением ширины зазора <0,05 мм. При этом в качестве среднего отклонения ширины зазора обозначается максимальное отклонение высоты зазора от заданного значения.
Чтобы облегчить отделение выходящих из зазора 38 между валками волокон волокнистого жгута и, таким образом, предотвратить образование намоток, стальная поверхность валков выполнена, предпочтительно, со структурой поверхности, имеющей форму апельсина. Тем самым, избегают очень гладких и полированных поверхностей, так что интенсивное слипание между волокнами и стальной поверхностью валков возникнуть не может. Кроме того, поверхности валков выполнены, предпочтительно, закаленными.
На фиг.5 показан следующий пример осуществления второго вытяжного аппарата с интегрированным отжимным устройством, которое могло бы быть применимо, например, в примерах осуществления штапельного агрегата согласно фиг.1 или фиг.2.
В показанном на фиг.5 примере осуществления второго вытяжного аппарата 5 в одной раме 39 валков расположены в совокупности четыре вытяжных валка 16. С обеих сторон вытяжные валки 16 установлены в опорах и соединены с приводом. При этом расположение вытяжных валков 16 выбрано таким образом, что волокнистый жгут на каждом из вытяжных валков 16 направлен с возможно большим обвиванием более 180°.
Интегрированное внутри вытяжного аппарата 5 отжимное устройство 7 в этом примере осуществления также образуется прижимным валком 28, который с помощью оснащенного датчиком усилия устройства 32.1 удерживается по окружности первого валка 16 вытяжного аппарата 5. Прижимной валок 28 мог бы при этом быть выполнен в соответствии с показанным на фиг.3 и 4 примером осуществления. При дальнейшем прохождении волокнистого жгута внутри вытяжного аппарата 5 между средними валками 16 вытяжного прибора предусмотрена следующая пара валков отжимного устройства 7, которая образована двумя стальными валками 17.1 и 17.2. Таким образом, отжим волокнистого жгута 1 для уменьшения содержания текучей среды происходит в два последовательных этапа. Как стальные валки 17.1 и 17.2, так и прижимной валок 28 соответственно располагают стальной оболочкой с компенсацией прогиба, так что, с одной стороны, после выхода волокнистого жгута достигается относительно незначительное остаточное количество текучей среды, а с другой стороны, внутри волокнистого жгута достигается высокая равномерность остаточной текучей среды. Как стальные валки 17.1, так и стальные валки 17.2 приводятся в движение с помощью не изображенного здесь привода. В противоположность этому прижимной валок 28 эксплуатируется в виде неприводного ведомого ролика. Усилие для отжимания текучей среды образуется посредством оснащенного датчиком усилия устройства 32.2.
Однако принципиально также существует возможность соединения прижимных валков 28, расположенных на окружности вытяжного валка 16, с приводом. Точно также существует возможность выполнить как стальные валки, так и прижимные валки отжимного устройства 7 в виде валков, установленных с опорой с одной стороны.
Способ обработки волокнистого жгута предназначен для изготовления синтетических штапельных волокон. Причем волокнистый жгут образован из множества прядей элементарных волокон. Сначала волокнистый жгут перед разрезанием на штапельные волокна вытягивают по меньшей мере в одной зоне вытяжки. При этом волокнистый жгут перед вытягиванием обрабатывают текучей средой. Далее волокнистый жгут после вытягивания для фиксации подвергают термообработке. При этом количество содержащейся в волокнистом жгуте текучей среды перед термообработкой уменьшают посредством отжима волокнистого жгута. Причем внутри зоны растяжения волокнистый жгут отжимают по его ширине таким образом, что в волокнистом жгуте устанавливается равномерно распределенная по ширине волокнистого кабеля весовая доля текучей среды менее 10%. Предложено также устройство для осуществления указанного способа. Изобретения обеспечивают экономию электроэнергии и получение волокна с более высокой прочностью. 2 н. и 18 з.п. ф-лы, 5 ил.
1. Способ обработки волокнистого жгута для изготовления синтетических штапельных волокон, причем волокнистый жгут образован из множества прядей элементарных волокон, в котором волокнистый жгут перед разрезанием на штапельные волокна вытягивают по меньшей мере в одной зоне вытяжки, при этом волокнистый жгут перед вытягиванием обрабатывают текучей средой, и в котором волокнистый жгут после вытягивания для фиксации подвергают термообработке, при этом количество содержащейся в волокнистом жгуте текучей среды перед термообработкой уменьшают посредством отжима волокнистого жгута, отличающийся тем, что внутри зоны растяжения волокнистый жгут отжимают по его ширине таким образом, что в волокнистом жгуте устанавливается равномерно распределенная по ширине волокнистого кабеля весовая доля текучей среды менее 10%.
2. Способ по п.1, отличающийся тем, что волокнистый жгут отжимают в области входа ограничивающего зону растяжения вытяжного аппарата, при этом волокнистый жгут внутри зоны растяжения нагревают посредством обогреваемой текучей среды до температуры растяжения для достижения в волокнистом материале точки растяжения.
3. Способ по п.1 или 2, отличающийся тем, что волокнистый жгут для отжима направляют через зазор между валками, образованный между валками со стальной оболочкой, при этом стальные валки удерживаются друг против друга с линейной нагрузкой в диапазоне от 30 до 100 Н/мм.
4. Способ по п.3, отличающийся тем, что волокнистый жгут в зазоре между валками сжимают по меньшей мере на 70% от его первоначальной толщины жгута.
5. Способ по п.3, отличающийся тем, что волокнистый жгут при намотке на первый вытяжной валок сдавливают прижимным валком, прилегающим к вытяжному валку.
6. Способ по п.3, отличающийся тем, что волокнистый жгут последовательно сдавливают в нескольких местах внутри вытяжного аппарата.
7. Способ по п.1 или 2, отличающийся тем, что после отжима текучей среды волокнистый жгут нагревают посредством обогреваемых вытяжных валков второго вытяжного аппарата.
8. Способ по п.1 или 2, отличающийся тем, что волокнистый жгут для термообработки направляют через несколько обогреваемых каландровых валов.
9. Устройство для осуществления способа по одному из пп.1-8 с несколькими расположенными с образованием штапельного агрегата обрабатывающими устройствами (2, 3, 4, 5, 9), при этом для вытягивания волокнистого жгута (1) между первым вытяжным аппаратом (4) и вторым вытяжным аппаратом (5) образована по меньшей мере одна зона растяжения, при этом перед зоной растяжения для увлажнения волокнистого жгута (1) текучей средой предусмотрено по меньшей мере одно увлажняющее устройство (3), при этом после второго вытяжного аппарата (5) расположено фиксирующее устройство (9) для термообработки волокнистого жгута (1), и при этом для уменьшения количества текучей среды в волокнистом жгуте (1) предусмотрено отжимное устройство (7), отличающееся тем, что отжимное устройство (7) расположено внутри зоны растяжения и имеет жесткое на изгиб отжимное средство (17.1, 17.2) такого рода, что в волокнистом жгуте устанавливается равномерно распределенная по ширине волокнистого жгута (1) весовая доля текучей среды менее 10%.
10. Устройство по п.9, отличающееся тем, что отжимное устройство (7) расположено на входе второго вытяжного аппарата (5) и что перед вторым вытяжным аппаратом (5) внутри зоны растяжения расположена предназначенная для теплообмена ванна (27) растяжения или паровой канал (6), с помощью которых волокнистый жгут (1) нагревается внутри зоны растяжения посредством обогреваемой текучей среды до температуры растяжения для достижения точки растяжения в волокнистом материале.
11. Устройство по п.9, отличающееся тем, что отжимное средство отжимного устройства (7) образовано двумя жесткими на изгиб стальными валками (17.1, 17.2), которые между собой образуют зазор между валками с высотой зазора, которая по меньшей мере на 70% меньше, чем толщина волокнистого жгута перед сдавливанием.
12. Устройство по п.11, отличающееся тем, что один из стальных валков образован приводимым в действие вытяжным валком (16) второго вытяжного аппарата (5), а второй стальной валок образован прижимным валком (28), соотнесенным с окружностью вытяжного валка.
13. Устройство по п.12, отличающееся тем, что прижимной валок (28) с одного торцевого конца или с обоих торцевых концов установлен с опорой с возможностью свободного вращения.
14. Устройство по п.12 или 13, отличающееся тем, что прижимной валок (28) имеет уравнивающую прогиб стальную оболочку (37), посредством которой задан зазор между валками со средним отклонением ширины зазора менее 0,05 мм.
15. Устройство по п.11, отличающееся тем, что со стальными валками (17.1, 17.2) соотнесено оснащенное датчиком усилия устройство (32), посредством которого стальные валки (17.1, 17.2) удерживаются друг против друга с линейной нагрузкой в диапазоне от 30 до 100 Н/мм.
16. Устройство по п.11, отличающееся тем, что предусмотрено несколько пар валков (28/16, 17.1/17.2), посредством которых волокнистый жгут (1) последовательно сдавливается в нескольких местах внутри вытяжного аппарата (5).
17. Устройство по п.16, отличающееся тем, что предусмотрено несколько прижимных валков, каждый из которых соотнесен с одним из вытяжных валков второго вытяжного аппарата.
18. Устройство по п.11, отличающееся тем, что стальные валки (17.1, 17.2) имеют закаленную поверхность со структурой поверхности, имеющей форму апельсина.
19. Устройство по п.9, отличающееся тем, что по меньшей мере часть вытяжных валков (16) второго вытяжного аппарата (5) выполнены с возможностью обогрева.
20. Устройство по п.9, отличающееся тем, что фиксирующее устройство (9) образовано несколькими обогреваемыми каландровыми валами (22).
| US 6203743 В1, 20.03.2001 | |||
| US 4112668 А, 12.09.1978 | |||
| ЕР 1072704 А1, 31.01.2001 | |||
| Способ вытягивания жгута филаментных нитей | 1971 |
|
SU562207A3 |

