Изобретение относится к формированию и обработке экструдированного синтетического волокна после его отверждения.
Уровень техники
Целлюлозу можно растворять в водных растворах окисей амина, в частности, в растворах N-оксид-N-метилморфолина (NMMO) для изготовления из полученного прядильного раствора вязальной продукции, например, элементарных нитей, штапельного волокна, пленок и т. д. Это происходит посредством осаждения экструдатов в воде или в разбавленных растворах окиси амина, после того, как экструдаты из экструдера проведут через газовый зазор в осадительную ванну. Как правило, растворы целлюлозы используют в диапазоне от 4% до 23% для переработки в продукты экструзии. В дальнейшем осажденные экструдаты транспортируют в виде жгута пленки или элементарной нити, причем валиковые вытяжные механизмы прикладывают необходимые вытяжные усилия (в газовом зазоре). Этот способ называют также способом производства лиоцельного волокна или полученные целлюлозные элементарные нити называют лиоцельными элементарными нитями.
Патентный документ US 4,416,698 относится к способу экструзии или способу формования для растворов целлюлозы для формования целлюлозы в элементарные нити. В нем текучий материал для прядения - раствор целлюлозы и NMMO (N-оксид-N-метилморфолина) или других третичных аминов - формуют способом экструзии и помещают в осадительную ванну для отверждения и растяжения.
В патентных документах US 4,246,221 и DE 2913589 описан способ изготовления целлюлозных элементарных нитей или целлюлозных пленок, причем целлюлозу вытягивают в текучей форме.
В патентном документе WO 94/28218 A1 описан способ изготовлению целлюлозных элементарных нитей, в котором раствор целлюлозы формуют с помощью фильеры в несколько жгутов. Эти жгуты, через омываемый газом зазор, помещают в осадительную ванну и непрерывно выпускают из нее.
В патентном документе CA 2057133 A1 описан способ производства целлюлозных нитей, причем прядильную массу экструдируют и подают через воздушный зазор в содержащую охлажденный NMMO (N-оксид-N-метилморфолина) водяную ванну.
В патентном документе WO 03/014432 A1 описана осадительная ванна с центральным устройством отведения нити ниже герметизирующей пленки.
В патентном документе ЕР 1 900 860 A1 описана двухэтапная коагуляционная ванна формовочного устройства, причем ванны могут иметь разные составы H2S04.
Патентный документ WO 97/33020 A1 относится к способу изготовления целлюлозных волокон, в котором раствор целлюлозы экструдируют в третичной окиси амина через прядильные отверстия фильеры, экструдированные элементарные нити проводят через воздушный зазор, осадительную ванну и вытяжное устройство, с помощью которого элементарные нити вытягивают, вытянутые элементарные нити в целлюлозные волокна перерабатывают, причем вытянутые элементарные нити подвергают во время переработки растягивающему усилию в продольном направлении не более, чем 5,5 СН/текс.
В патентном документе DE 10200405 А1 описано устройство для производства лицеольного волокна с обдувочным устройством в газовом зазоре. Упоминается устройство осадительной ванны, в котором полотно элементарных нитей погружается в осадительную ванну, в осадительной ванне изменяется его направление, а затем оно снова выходит из осадительной ванны, под углом вверх к устройству для связывания в пучок. Так как связывание в пучок осуществляют на одном жгуте, при изменении направления следует ожидать сильного связывания в пучок.
В патентном документе WO 02/12600 описан способ формования, причем максимально экономичную скорость прядения рассчитывают со ссылкой на формулу, базирующуюся на линейной плотности волокна, количестве рядов прядильных отверстий и изменяющихся рабочих параметров.
В патентном документе WO 02/12599 описан способ формования, в котором в коагуляционной ванне изменяют направление полотна нитей, а затем точечно сводят их вместе.
В патентном документе WO 96/20300 описаны углы изменения направления элементарных нитей в способе производства лиоцельных волокон согласно ссылке на формулу.
Проблема повреждения элементарной нити при вытягивании поднимается в патентном документе WO 2008/019411 A1 и к ней найден подход с помощью установленного в осадительной ванне механического вытяжного устройства, причем это вытяжное устройство прикладывает также часть вытягивающих усилий при эксплуатации. Наряду с дорогостоящей конструкцией, не следует, пожалуй, недооценивать также опасность запутывания отдельных очень тонких элементарных нитей в механической конструкции и отрицательного влияния, вследствие этого, на процесс формования, но и также на функции механического устройства.
В патентном документе WO 2014/057022 описаны последовательные осадительные ванны с разными средами.
Раскрытие изобретения
В прежних способах производства лицеольного волокна все отдельные элементарные нити (отдельные экструдаты) непосредственно прилегающие к устройству для изменения направления (например, круглому штоку), прижимаются к устройству для изменения направления под действием перпендикулярных усилий, возникающих из растягивающего усилия общего пучка. Вследствие возникающих сопротивлений трения, это может приводить к разрывам и обрывам нити. В частности, при сильном связывании в пучок, получаемые из суммарного усилия вытягивания перпендикулярные усилия действуют только на немногие отдельные элементарные нити, находящихся в непосредственном контакте с устройством для изменения направления. Эти немногие отдельные элементарные нити могут быть сильно повреждены большой нагрузкой сил трения, в частности, при высоких скоростях вытягивания. В качестве отягчающего фактора добавляется еще то, что элементарные нити в коагуляционной ванне разбухают и дополнительно к этому находятся еще в горячем состоянии, из - за чего механическая способность выдерживания нагрузки низкая.
Целью данного изобретения - минимизировать нагрузку сил трения каждой отдельной элементарной нити в точках изменения направления и обеспечить, в частности, более высокую производительность и более высокие скорости прядения. Такая сила трения возникает в осадительных ваннах, в которых, вследствие рабочей среды, следует использовать неподвижные устройства для изменения направления или также устройства для изменения направления с приводными или свободно вращающимися валиками, как например, в вытяжном механизме для элементарных нитей.
Данное изобретение предоставляет пользователю возможность способом вычисления оценивать свою систему в отношении воздействующей на элементарные нити нагрузки сил трения и отрегулировать систему с помощью подходящих мероприятий так, чтобы поддерживать минимальную нагрузку сил трения на все находящиеся в непосредственном контакте с устройством для изменения направления элементарные нити.
Другой целью данного изобретения является обеспечение ручного обращения с полотном элементарных нитей и возможность доступа к точке изменения направления в зоне обработки между фильерой и вытяжным механизмом, без необходимости использования дорогостоящих и часто выходящих из строя вспомогательных заправочных устройств или вытяжных устройств.
Изобретение предоставляет в распоряжение способ изготовления твердых целлюлозных элементарных нитей из текучей среды целлюлозы, с экструзией текучей среды через несколько экструзивных отверстий, вследствие чего возникают текучие элементарные нити; текучие элементарные нити, предпочтительно, проходят через газовый зазор и отверждение элементарных нитей в коагуляционной ванне, причем элементарные нити в коагуляционной ванне связывают в пучок и в виде пучка изменяют их направление и вытягивают из коагуляционной ванны, выше уровня коагуляционной ванны, причем пучок элементарных нитей получает ширину L изменения направления на устройстве для изменения направления, определяемую по формуле 1:
L> (2 x LZ x cos (B/2) x v 2,5) / (10 x ccell 0,5 x Q). Формула 1,
где L обозначает ширину изменения направления пучка в миллиметрах, LZ -количество экструзивных отверстий, B - угол изменения направления, вычисленный из 180° за вычетом угла обвивания элементарных нитей вокруг устройства изменения направления в градусах, v - скорость вытягивания элементарных нитей в метрах в секунду, ccell - концентрация целлюлозы экструдированной текучей среды в % по массе, Q - безразмерный коэффициент нагрузки, где Q = 15 или меньше. В формуле 1 « >» имеет значение "больше, чем"; "x" - знак умножения и "cos " означает косинус.
Изобретение относится также к устройству, подходящему для осуществления этого способа, с экструзивной пластиной с несколькими экструзивными отверстиями, приемным резервуаром для коагуляционной ванны, предпочтительно, с газовым зазором между экструзивными отверстиями и приемным резервуаром, устройством для изменения направления в приемном резервуаре для изменения направления пучка элементарных нитей из приемного резервуара и устройством для связывания в пучок, устанавливающим ширину L изменения направления пучка элементарных нитей на устройстве для изменения направления, причем пучок элементарных нитей на устройстве для изменения направления получает ширину L изменения направления, удовлетворяющую уже указанной формуле 1, где L, LZ, B, v, ccell и Q имеют выше указанное значение, Q = 15 или меньше, а v - по меньшей мере 0,58 м/с (35 м/мин), для чего устройство, таким образом, и рассчитано.
Согласно изобретению, как правило, получают большую ширину L изменения направления, поэтому изобретение относится также к способу изготовления твердых целлюлозных элементарных нитей из текучей среды целлюлозы посредством экструдирования текучей среды через несколько экструзивных отверстий, вследствие чего, возникают текучие элементарные нити, предпочтительно, при прохождении текучих элементарных нитей через газовый зазор, и затвердевании элементарных нитей в коагуляционной ванне, причем в коагуляционной ванне элементарные нити связываются в пучок и изменяют направление в виде пучка для вытягивания выше уровня коагуляционной ванны из коагуляционной ванны, причем экструзивные отверстия расположены на длине LL, а пучок элементарных нитей на устройстве изменения направления получает ширину L изменения направления, составляющую по меньшей мере 70% от длины LL. Соответствующим образом, изобретение относится также к устройству, подходящему для осуществления этого способа, с экструзивной пластиной с несколькими экструзивными отверстиями, приемным резервуаром для коагуляционной ванны, предпочтительно с газовым зазором между экструзивными отверстиями и приемным резервуаром, устройством для изменения направления в приемном резервуаре для изменения направления пучка элементарных нитей из приемного резервуара, и устройством для связывания в пучок, устанавливающим ширину L изменения направления пучка элементарных нитей на устройстве для изменения направления, причем экструзивные отверстия расположены на длине LL, а пучок элементарных нитей на устройстве для изменения направления получает ширину L изменения направления по меньшей мере 70% от длины LL.
Дальнейшее подробное описание относится равным образом к устройствам и способу, например, предпочтительные признаки способа соответствуют также свойствам или пригодности устройства, или его соответствующих составных частей, а предпочтительные признаки устройства соответствуют также средствам, используемых в предлагаемом согласно изобретению способе. Все предпочтительные преимущества признаки можно комбинировать друг с другом, разве только, если это явно не исключается. Все признаки способа, включая вышеназванные, можно комбинировать друг с другом. Все признаки устройства, включая вышеуказанные, можно комбинировать друг с другом.
Краткое описание чертежей
На чертежах показаны:
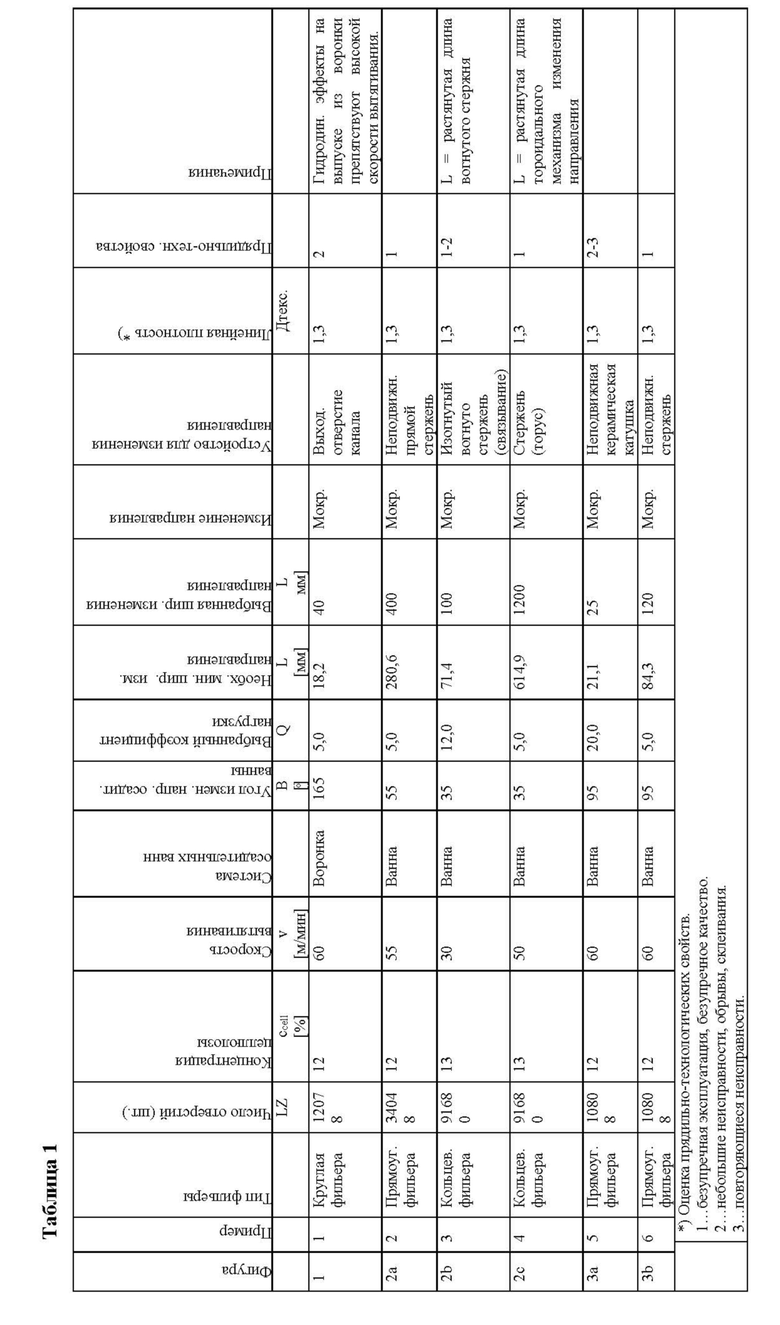
на фиг. 1 - изображение зоны обработки жидкостью в виде прядильной воронки (6);
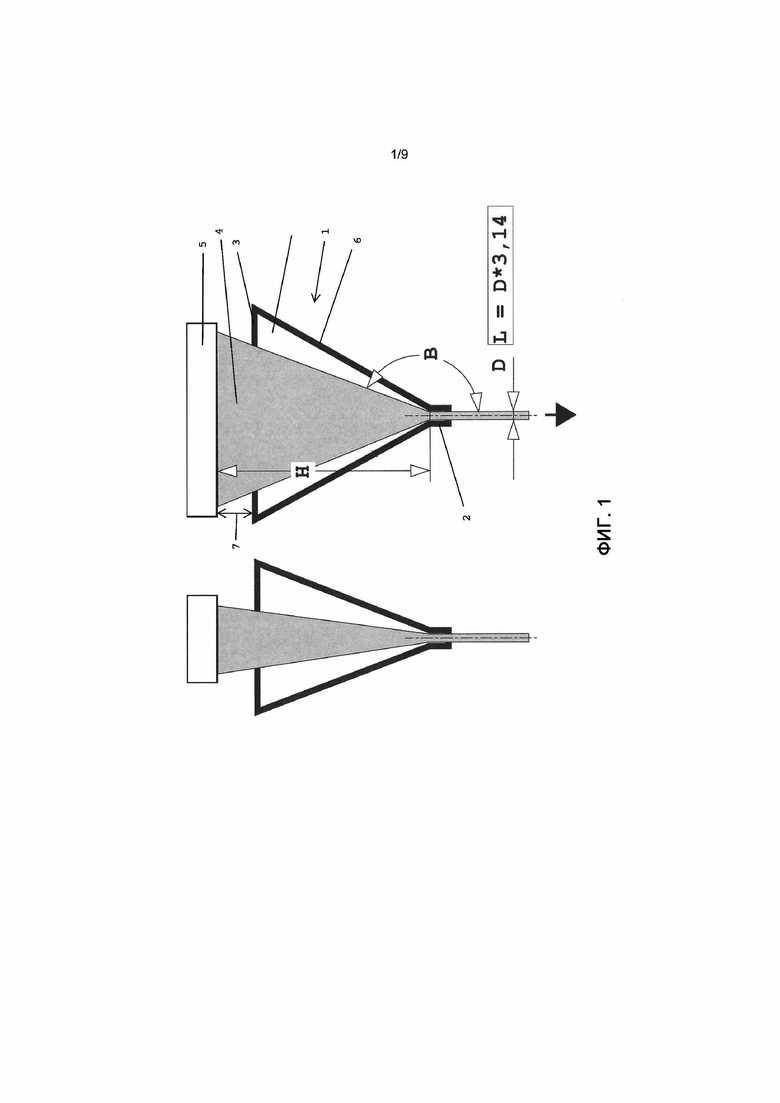
на фиг. 2a - система осадительных ванн, совмещенная с фильерой прямоугольной формы;
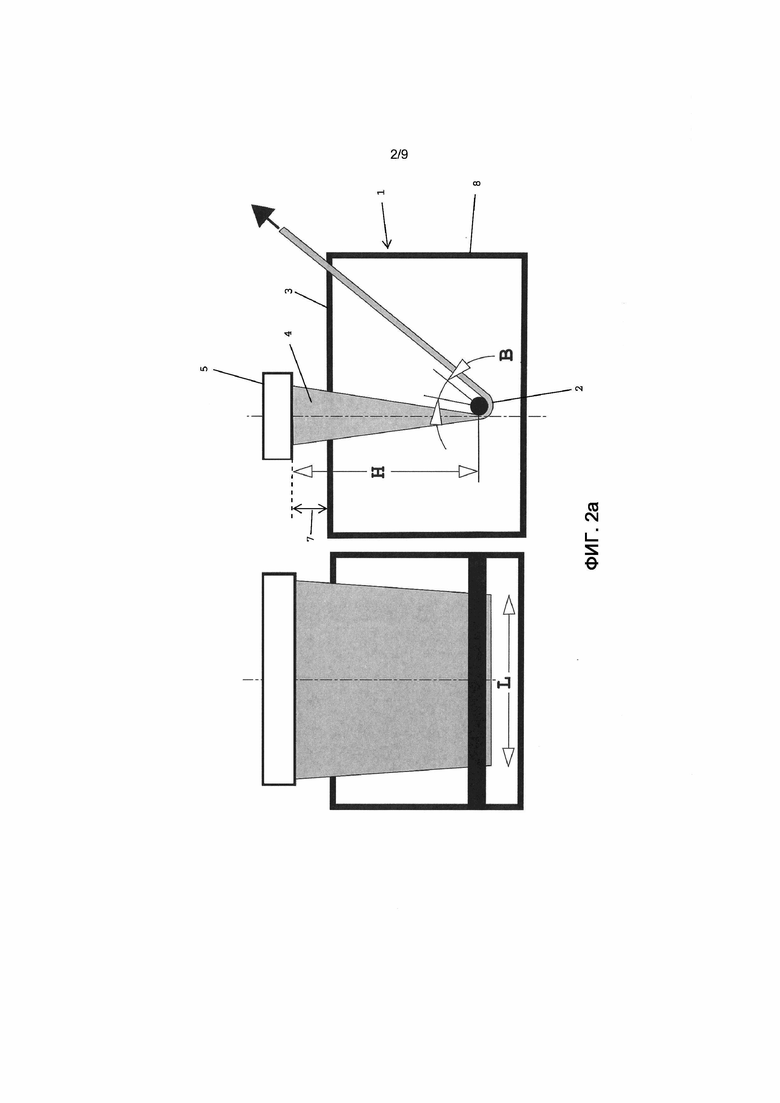
на фиг. 2b - система осадительных ванн, совмещенная с фильерой кольцевой формы (5) и прямым устройством (2) для изменения направления;
на фиг. 2c - система осадительных ванн, совмещенная с фильерой кольцевой формы, причем изменение направления кольцеобразного текучего экструдата происходит посредством тороидального устройства для изменения направления с углом (В’) поворота и повернутое полотно экструдата направляют вдоль центральной оси кольцевой фильеры вертикально вверх из осадительной ванны;
на фиг. 3a - система ванн с устройством для изменения направления и связывания в пучок. В устройстве для связывания в пучки прядильное полотно, с шириной L и углом В поворота, изменяет направление;
на фиг. 3b - система ванн с двумя устройствами для изменения направления, причем, в противоположность к фиг. 3a, при втором изменении направления связывание в пучок не осуществляется. При втором изменении направления, изменяется направление прядильного полотна шириной L и углом B поворота;
на фиг. 3c - резервуарная система с тремя прядильными полотнами, изменяющими направление в общем устройстве для изменения направления в резервуаре и в отдельных устройствах для изменения направления на крае резервуара, из которых вытягивают пучки, отмеченные стрелками;
на фиг. 4 - изменение направления в вытяжном механизме, имеющем обозначенные буквой «М» приводные валики, в виде сверху и в виде сбоку (справа). Приводными могут быть все валики (фиг. 4a) или некоторые из них (фиг. 4b). Подача пучков элементарных нитей изображена с помощью стрелки. В валиках пучки изменяют направление под углом B (от 0° до 150°). Под «L» показана ширина пучка элементарных нитей на валике.
Осуществление изобретения
Изобретение относится к изменению направления полотен элементарных нитей или по меньшей мере к связанному с одной стороны пучку комплексных нитей. Изменение направления происходит в коагуляционной ванне для повторного выведения элементарных нитей из ванной наружу. При изменении направления, элементарные нити сводят перпендикулярно к оси изменения направления, поэтому элементарные нити в первом слое налегают на устройство для изменения направления, а в других слоях - друг на друга. Это приводит к напряжению материала, как уже было упомянуто, в частности, при высоких скоростях. Согласно изобретению, ширина изменения направления увеличена для вытягивания элементарных нитей при любых, даже при высоких скоростях, например, в 0,58 м/с (35 м/мин) или выше.
Элементарные нити направляются при предлагаемом, согласно изобретению, изменении направления в виде широкой ленты. Поэтому термин «пучок комплексных нитей» содержит в себе ленты из сведенных друг с другом элементарных нитей, имеющих в поперечном сечении ширину и высоту, причем ширина больше, чем высота.
Вышеупомянутая формула 1 с Q, равной 15 или меньше, относится, в частности, к изменению направления в коагуляционной ванне, в которой ленты, вследствие терморегулирования и условий для набухания, особенно восприимчивы для названных в реферате влияний трения. Коагуляционная ванна является элементом зоны обработки экструдированных элементарных нитей. При осуществлении способа обработки лиоцельных волокон элементарные нити, в данном случае, еще не достигли своей окончательной структуры и прочности. Структура и прочность сначала изменяются при вытягивании (преимущественно в газовом зазоре) и диффузии растворителя (преимущественно в коагуляционной ванне). Изменения материала могут еще обнаруживаться даже после выхода из коагуляционной ванны, поэтому путь элементарных нитей/экструдатов между выходом из фильеры и вымыванием растворителя из элементарных нитей/экструдатов, включая вытяжной механизм, называют зоной обработки. Так как экструдированные элементарные нити еще не имеют своей окончательной формы, их называют также в зоне обработки «экструдатами». Вытяжной механизм - это устройство, прикладывающее необходимые усилия вытягивания для образования нитей и к возникающим силам трения на элементарные нити/экструдаты во время подачи от фильеры к вытяжному механизму. Внутри коагуляционной ванны, вследствие гидродинамических условий, опасность намоток в приводных или свободно вращающихся изменяющих направление валиках очень высока, так что внутри коагуляционной ванны, предпочтительно, используют фиксированные изменяющие направление валки. Снаружи коагуляционной ванны должно осуществляться только небольшое изменение направления при фиксированных механизмах изменения направления или же использоваться свободно вращающиеся или приводные устройства для изменения направления. При свободно вращающихся или приводных устройствах для изменения направления элементарные нити/экструдаты менее восприимчивы к эффектам трения, так что находят применение меньшие значения ширины L изменения направления, чем вычисленные по формуле 1. Тем не менее определенная ширина продолжает выдерживаться, в частности, для изменения направления в вытяжном механизме, так как также и в нем возникают эффекты трения. Задача вытяжного механизма состоит в обеспечении необходимой скорости вытягивания в зависимости от пропускной способности отверстия (на одно экструзивное отверстие). Вытяжной механизм передает скорость вытягивания на элементарные нити/экструдаты посредством приводных или нескольких устройств для изменения направления, таких, как ролики или валики. В данном случае, изменяющее направление усилие ролика сначала передается на расположенные внутри элементарные нити/экструдаты, передающие, в свою очередь, усилие на находящиеся снаружи элементарные нити/экструдаты. Поэтому располагающиеся внутри элементарные нити/экструдаты подвержены более высокому напряжению, чем внешние; согласно изобретению, неравенство сводится к минимуму посредством выдерживания ширины изменения направления, в целом, настолько, что располагающиеся внутри элементарные нити/экструдаты перекрываются только ограниченным количеством находящихся снаружи элементарных нитей/экструдатов, что сохраняет быструю и эффективную эксплуатацию. Экструзивные отверстия могут быть сверлениями или отверстиями в экструзивной пластине, а также капиллярами. Для всех этих вариантов количество экструзивных отверстий называют также числом отверстий. Вытягивание может осуществляться в газовой камере, в которую элементарные нити поступают после вывода из коагуляционной ванны.
Согласно изобретению, устройством для изменения направления называют деталь машины, обеспечивающую перемену направления отдельных экструдатов, полотен экструдата или от пучков экструдата, при этом, предпочтительно, само устройство для изменения направления не оказывает влияние на ширину L изменения направления повернутого полотна.
По существу, такие устройства для изменения направления могут быть выполнены в виде неподвижного устройства для изменения направления или вращающегося устройства для изменения направления. Вращающиеся устройства для изменения направления могут выполняться с приводом или без него. Преимущество вращающихся устройств для изменения направления в том, что между экструдатом и устройством для изменения направления возникают небольшие силы трения, а, благодаря этому, можно осуществлять в высшей степени щадящее изменение направления - за исключением изменения направления в вытяжном механизме при передаче усилий от устройства для изменения направления на элементарные нити/экструдаты. Во всяком случае, недостаток вращающихся устройств для изменения направления состоит в том, что вследствие липкости отдельных экструдатов, они могут налипать на вращающееся устройство для изменения направления, из-за чего возникают намотки, обрывы и прочие неисправности. Также проблематичным является использование вращающихся устройств для изменения направления в жидкостях (в коагуляционной ванне), так как вследствие гидродинамических завихрений на участке изменяющего направления валка очень велика опасность, что отдельные экструдаты будут захватываться этими завихрениями по периметру устройства для изменения направления, что может инициировать намотки, обрыв и прочие неисправности.
Для использования в жидкостях осадительной ванны, а также при липких, влажных или иным образом прилипающих полотнах экструдата или пучках, предпочтительны неподвижные устройства для изменения направления, например, в виде стержней, катушек, коробчатых изменяющих направлений валков или в любой другой форме.
В качестве материалов для неподвижных устройств для изменения направления принимают в расчет все материалы, имеющие наименьшие значения коэффициента трения скольжения. Наряду с металлами с покрытием и без него, также возможна текстильная керамика или полимерный материал.
Предпочтительно, если устройство для изменения направления используют в коагуляционной ванне. Возможно также использование двух или несколько устройств для изменения направления в коагуляционной ванне, вследствие чего имеются большие возможности выбора (больших) углов B поворота на каждое устройство для изменения направления. Согласно изобретению, формула 1 выполняется первым, предпочтительно, также вторым или также каждым устройством для изменения направления в коагуляционной ванне. «Первый», «второй» и т. д. относятся в этом смысле к технологической близости к процессу экструзии и последовательности, в которой элементарные нити/экструдаты проходят устройства для изменения направления.
После коагуляционной ванны в зоне обработки элементарные нити/экструдаты также выдерживаются с определенной шириной изменения направления в качестве ленты, так как также и здесь, в частности, в вытяжном механизме, действуют усилия трения, которые могут вызывать повреждения при изменении направления. Однако, ширина изменения направления после коагуляционной ванны может быть меньше, чем в коагуляционной ванне, так как может быть меньше отрицательных эффектов, влияющих на прочность элементарной нити вследствие температуры и разбухания. Согласно изобретению, предпочтительно, если снаружи коагуляционной ванны изменяют направление, по меньшей мере при ширине Lснаружи изменения направления, которая соответствует L согласно формуле 1 (с Q меньше или равной 15), разделенной на 30, предпочтительно, разделенной на 20, предпочтительно, разделенной на 10, в частности, предпочтительно, разделенной на 5, и/или пучок комплексных нитей поддерживается на этой ширине Lснаружи (также между изменением направления) - по меньшей мере до вытяжного механизма и/или моющего устройства. Альтернативно, Lснаружи может вычисляться по формуле 1, причем для Q может использоваться более высокое значение, в частности Q в данном случае может получить значение до 300 или до 250, например, 10-300 или 40-250. В моющем устройстве пучок комплексных нитей обычно развертывается еще шире для благоприятствования моющему процессу. Lснаружи может быть также по меньшей мере L по формуле 1 (с Q до 15), например, во время процесса промывания.
Lснаружи (ширина изменения направления или ширина ленты снаружи коагуляционной ванны) можно определять также независимо от L по формуле 1. Предпочтительно, если Lснаружи выбирают такой, что при данной скорости вытягивания плотность элементарной нити на миллиметр ширины изменения направления получают максимально 7000 дтех/мм, предпочтительно, максимально 6000 дтех/мм, максимально 5000 дтех/мм, в частности, предпочтительно, максимально 4000 дтех/мм.
Эта ширина изменения направления или ширина ленты, Lснаружи, соблюдается снаружи коагуляционной ванны, предпочтительно, при непосредственном следующем изменении направления, после выхода элементарных нитей/экструдатов из коагуляционной ванны, так как здесь элементарные нити/экструдаты еще более чувствительны, и/или задерживаются в вытяжном механизме, так как в нем элементарные нити/экструдаты, вследствие передачи усилия, особенно повреждаются. Предпочтительно, если пучки элементарных нитей после выхода из коагуляционной ванны во всей зоне обработки или во время всего процесса обработки элементарных нитей/экструдатов до разрезания и/или наматывания конечных продуктов, постоянно выдерживаются по меньшей мере с шириной Lснаружи. Процесс обработки содержит, как правило, следующие участки: формования в коагуляционной ванне (как описано выше), выведения из коагуляционной ванны, вытягивания посредством вытяжного механизма, промывания, сушки, наматывания и/или резки элементарных нитей в качестве конечного продукта.
Альтернативно или дополнительно способ формования, включая переработку, может иметь следующие этапы: экструзия через фильеру, проведение элементарных нитей/экструдатов через газовый зазор (в который нагнетают, предпочтительно, поток газа, см. ниже) в коагуляционную ванну (осадительную ванну), изменение направления элементарных нитей/экструдатов в осадительной ванне, предпочтительно, посредством устройства для изменения направления, установленного напротив фильеры, выведение коагулированных элементарных нитей/экструдатов из коагуляционной ванны, изменение направления элементарных нитей/экструдатов снаружи коагуляционной ванны и без последующего связывания в пучок с другими коагулированными элементарными нитями/экструдатами, подвод элементарных нитей/экструдатов к вытяжному механизму (также называемому оттяжным механизмом или вытягивающим устройством) и/или к растягивающему устройству, а также проведение к приемному узлу элементарных нитей и/или к вытяжным валикам, промывание, сушка и при необходимости другие этапы в зависимости от желания. Предлагаемое согласно изобретению устройство имеет для этого соответствующие аппараты. В другом варианте осуществления способ может иметь следующие этапы: экструзия через фильеру, проведение элементарных нитей/экструдатов через газовый зазор (в который нагнетают, предпочтительно, поток газа, см. ниже) в коагуляционную ванну, изменение направления снаружи коагуляционной ванны, связывание в пучок или сведение с другими элементарными нитями/экструдатами, подвод элементарных нитей/экструдатов к одному или нескольким вытяжным механизмам, промывание, сушка и при необходимости - другие этапы, или аппараты для этого, в зависимости от желания.
Некоторые этапы могут комбинироваться: в частности, в вытяжном механизме может осуществляться промывание. На каждом из этапов могут найти применение указанные в заявке и подробно описанные или предпочтительные варианты осуществления изобретения. В вытяжном механизме также могут комбинироваться приводные валики или ролики, с не приводными, как например это описано в патентном документе CN 105887226 (A). В вытяжном механизме также может осуществляться термическая обработка, такая, как сушка, описанная, например, в патентном документе CN 205133803 U. При запуске способа можно использовать вспомогательное средство для присучки (заправки), описанное в патентном документе CN 205258674 U; однако, это необходимо только в виде вспомогательного средства и не обязательно является незаменимым.
Для этого могут предусматриваться дополнительные этапы или устройства. Так, например, после промывания может осуществляться сушка, или после моечной установки может предусматриваться сушилка, причем перед сушкой/сушилкой может предусматриваться один или несколько других этапов обработки, как, например, авиважная обработка элементарных нитей/экструдатов или авиважное устройство Кроме того, перед сушкой могут осуществляться также другие этапы процесса, такие, как окрашивание, структурирование, обработка ультразвуком или предусматриваться устройства или аппараты для этого.
На любом этапе процесса до сушки может быть промежуточно подключено, предпочтительно, резальное устройство (для резки) или намоточное устройство (для наматывания) для изготовления из бесконечных элементарных нитей штапельного волокна или бесконечной пряжи.
Предпочтительно, если в вытяжном механизме к элементарным нитям/экструдатам прикладывается растягивающее усилие меньше или равное 3 cН/дтекс, предпочтительно, меньше или равное 2 cН/дтекс, или меньше или равное 1,5 сН/дтекс.
Пучки элементарных нитей из нескольких прядильных мест могут соединяться в крученый единый пучок. Как правило, такое соединение осуществляют непосредственно после или при выходе из коагуляционной ванны для применения находящихся ниже по технологической цепочке элементов устройств таких, как вытягивающих или промывающих, к единому пучку. Ширина L или Lснаружи указывается в заявке в большинстве случаев относительно прядильного места и соответственно увеличивается после соединения. Например, Lснаружи может составлять на одно прядильное место по меньшей мере 8 мм, например, от 8 мм до 100 мм, предпочтительно, от 12 мм до 70 мм.
Устройством для связывания в пучок называют деталь машины, суживающую ширину изменения направления полотна экструдата, в соответствии с геометрической формой устройства для связывания в пучок и формирующую, вследствие этого, пучок экструдата из плоского или шлангообразного или также круглого или иначе сформированного полотна из экструдатов. Дополнительно, устройство для связывания в пучок инициирует также изменение направления сформированного пучка экструдата. Таким образом, устройство для связывания в пучок может быть также устройством для изменения направления, для которого имеют силу предлагаемые согласно изобретению правила и, предпочтительно, варианты осуществления изобретения. Устройства для связывания в пучок могут быть выполнены аналогично к описанию устройства для изменения направления - неподвижными или вращающимися. Могут находить применение те же самые материалы. Для использования в жидкостях осадительной ванны, а также при липких, влажных или иным образом прилипающих полотнах экструдата или пучков экструдата, используют неподвижные устройства для связывания в пучок, предпочтительно, в форме стержней, катушек, коробчатых изменяющих направление валков, крючков, проушин, или выполненные в любой другой форме устройства.
Коэффициент Q нагрузки - это эмпирическая величина для лежащих друг на друге элементарных нитей в устройстве для изменения направления. Чем он ниже, тем процесс более щадящий. Тем больше должна выбираться L. Q должен быть в коагуляционной ванне 15 или меньше, предпочтительно, Q равен 12 или меньше, предпочтительно, - 8 или меньше, или 5 или меньше. В связи с этим Q равен 2 или больше, предпочтительно, - 3 или больше, или 4, или 5 или больше, причем, в частности, предпочтительно, Q равен от 2 до 15 или больше, предпочтительно, - от 4 до 12. Возможными значениями для Q являются: 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 или любое значение между ними. Как указано выше, Q может быть больше снаружи ванной. При этом для L используют условное обозначение Lснаружи с Q до 300. Если не указано ничего другого, Q относится к изменению направления в коагуляционной ванне.
Количество экструзивных отверстий (также называемым числом отверстий, сокращенно – «LZ») определяет количество элементарных нитей, которые должны изменить направление. Предлагаемый согласно изобретению способ рассчитан, в частности, для больших, применяемых в промышленности объемов. Предпочтительно, если количество LZ экструзивных отверстий равно 2000 или больше, предпочтительно, - 5000 или больше, или 10 000 или больше. Независимо от этого или во взаимосвязи, LZ 500 000 может быть равен 5000 000 или быть меньше, предпочтительно, 200 000 или меньше, 100 000 или меньше или 50 000 или меньше. При необходимости одновременного производства больших объемов продукта, а вместе с этим, - большего количества элементарных нитей, можно использовать несколько предлагаемых согласно изобретению экструзивных устройств для производства нескольких параллельных пучков элементарных нитей или полотен, при необходимости в общей коагуляционной ванне или даже с одним общим устройством для изменения направления. Приведенные выше количества отверстий относятся к пучку или к группе элементарных нитей, вместе изменяющим направление и собирающимся в пучок.
Угол В изменения направления определяется углом, заключенным подводимыми к устройству для изменения направления элементарными нитями и элементарными нитями с измененным направлением (смотри фигуры). При более остром угле к элементарным нитям прикладываются большие усилия сдвига и трения. Чем острее угол, тем больше должна увеличиваться L (при неизменяющихся других параметрах формулы 1). Предпочтительно, если угол В изменения направления является углом от 10° до 90°, предпочтительно, от 20° до 60° или от 25° до 45°. Если ничего другого не указывается, угол B относится к изменению направления в коагуляционной ванне. Снаружи, например, в вытяжном механизме и/или при промывании, угол изменения направления может составлять от 0 до 150°, в частности, любой угол в этом диапазоне, например, указанный для угла в коагуляционной ванне.
Согласно изобретению, большие значения ширины L изменения направления обеспечивают высокие скорости вытягивания. Элементарные нити протягивают, в большинстве случаев, с помощью вытяжного механизма через коагуляционную ванну. Сам вытяжной механизм обычно расположен снаружи коагуляционной ванны, после устройства для изменения направления, а, при необходимости, также устройства для связывания в пучок. В соответствии со скоростью вытягивания - выбирают соответствующую ширину L изменения направления. Предпочтительно, если скорость вытягивания (в устройстве для изменения направления) составляет по меньшей мере 0,58 м/с (35 м/мин). Скорость v вытягивания может быть 0,6 м/с (36 м/мин) или больше, предпочтительно, - 0,67 м/с (40 м/мин) или больше или 0,75 м/с (45 м/мин), или 0,83 м/с (50 м/мин) или больше. Независимо от этого, или в сочетании скорость v вытягивания может быть 3,33 м/с (200 м/мин) или меньше или 2,5 м/с (150 м/мин) или меньше.
В предлагаемом согласно изобретению способе, в качестве рабочей среды используют экструзионную среду. Она является, предпочтительно, раствором или смесью целлюлозы и других компонентов рабочей среды, например, растворителей. Концентрацию целлюлозы для процесса обработки лиоцельных волокон выбирают обычной величины. Так, концентрация сcell целлюлозы экструдированной текучей среды составляет от 4% до 23%, предпочтительно, от 6% до 20%, в частности, от 8% до 18% или от 10% до 16%, (все данные в % по массе). Экструзионной рабочей средой в процессе обработки лицеольных волокон является, как правило, раствор целлюлозы или расплав целлюлозы с NMMO (N-оксид-N-метилморфолина) и воды, описанный вначале. Другие растворы целлюлозы, в частности, ионные растворители целлюлозы, также могут использоваться. Ионнные растворители описаны, например, в патентном документе WO 2006/000197 A1 и содержат, предпочтительно, органические катионы, такие, как, например, аммония, пиримидия или имидазолия, предпочтительно, галогениды 1, 3 диалкилимидазолия. Вода используется также, в данном случае, предпочтительно, в качестве добавки к растворителю. Особенно предпочтителен раствор целлюлозы и бутил-3-метилимидазолия (BMIM), например, с хлоридом в качестве противоиона (BMIMC1), или 1-этил-3-метил-имидазолием (также, предпочтительно, в виде хлорида) и водой.
Этап прохождения текучих элементарных нитей через газовый зазор согласно предлагаемому изобретению способу, или через газовый зазор в предлагаемом согласно изобретению устройстве, является дополнительным, т.е. может осуществляться /иметься или нет. На этом этапе/средстве делают различие между мокрым формованием и сухо - мокрым формованием. При мокром формовании элементарные нити непосредственно вводят в коагуляционную ванну. При сухо - мокром формовании имеется газовый зазор, и элементарные нити сначала проходят через него, прежде, чем их подадут в коагуляционную ванну.
В газовый зазор опционально (и, предпочтительно, в больших, имеющих значения для промышленности установках) нагнетают поток газа, в частности, при больших, промышленным способом релевантных устройствах) или в устройстве предусматривают для этого нагнетатель. Нагнетаемый потока газа имеет, предпочтительно, температуру от 5°C до 65°С, предпочтительно, - от 10°C до 40°C. Текучую среду материала можно экструдировать при температуре от 75°C до 160°C. Предпочтительно, если газовый зазор имеет более низкую температуру, чем экструдируемая текучая среда материала. В частности, поток газа направляется в газовом зазоре при более низкой температуре, чем экструдированная текучая среда материала.
Возможные значения длины газового зазора, в частности, расстояние между экструзивными отверстиями и коагуляционной ванной, или резервуаром для этого в качестве ванны, составляет, предпочтительно, от 10 мм до 200 мм, в частности, от 15 мм до 100 мм, или от 20 мм до 80 мм. Предпочтительно, он по меньшей мере 15 мм. Газом в газовом зазоре, предпочтительно, является воздух. Поток газа - это, предпочтительно, - воздушный поток. Также возможны другие инертные газы. Инертным газом называют газ, не вступающий в химическую реакцию в газовом зазоре с текучими элементарными нитями и, предпочтительно, также с отвержденной средой, такой, как вода или разбавленный в воде раствор NMMO (N-оксид-N-метилморфолина) или с другими компонентами растворителя, в зависимости от используемой экструзионной среды.
При мокром формовании зона обработки состоит, по существу, из резервуаров для жидкости, воронок для жидкости или желобов для жидкости. Выходящие из фильеры экструдаты непосредственно направляют для осаждения и/или охлаждения в жидкость осадительной ванны. Влажные (осажденные и/или охлажденные) экструдаты подают через промывающие ванны и/или через газовую или воздушную камеру к вытяжному механизму.
При сухо-мокром формовании зона обработки состоит, по существу, из газового зазора или воздушного зазора и установленных после них резервуаров для жидкости, воронок для жидкости или желобов для жидкости. Выходящие из экструзивных отверстий экструдаты протекают через газовый зазор, а в дальнейшем - через коагуляционную ванну, называемую также "осадительной ванной". Влажные (осажденные и/или охлажденные) экструдаты подводят через одну или несколько промывочных ванн и/или через газовую или воздушную камеру к вытяжному механизму.
При мокром способе формования или сухо - мокром способе формования, вследствие процессов вытеснения и волочения между жидкостью коагуляционной ванны и экструдатами, при более высоких скоростях возникает турбулентности и завихрения. Дополнительно, в местах изменения направления с помощью неподвижных устройств изменения направления, также существует опасность сухого хода в местах соприкосновения между экструдатом и изменяющим направление устройством. Опасность сухого хода тем больше, чем выше скорость вытягивания и чем сильнее полотна экструдата или пучки экструдата прижимаются к устройству для изменения направления.
Предпочтительно, если экструзивные отверстия расположены в продолговатой форме для формирования экструдированных элементарных нитей с геометрией, предпочтительной для изменения направления и связывания в пучок при изменении направления. Поэтому продольный направление компоновки экструзивных отверстий соответствует, предпочтительно, также продольному направлением устройства для изменения направления. Поэтому это продольное направление устройства для изменения направления соответствует, предпочтительно, оси изменения направления (или следует нескольким осям изменения направления в изогнутых устройствах для изменения направления). Возможными формами компоновки экструзивных отверстий являются прямоугольная форма, изогнутая форма, кольцевая форма или форма кольцевого сегмента. Продолговатая форма может иметь соотношение длины к ширине от 100:1 до 2:1, предпочтительно, - от 60:1 до 5:1 или от 40:1 до 10:1.
Экструзивные отверстия имеют диаметр, предпочтительно, от 30 мкм до 200 мкм, предпочтительно, от 50 мкм до 150 мкм или от 60 мкм до 100 мкм. Это позволяет производить элементарные нити для текстильных изделий (тканых и нетканых).
Предпочтительно, если пропускную способность экструзии регулируют так, что при заданной скорости вытягивания получают линейную плотность волокна отдельных волокон 1,3 дтекс. +/-50 %, предпочтительно, +/-25 % или +/-10 %. Пропускную способность экструзии можно регулировать посредством давления экструдированной массы, в частности, раствора целлюлозы. Возможные величины давления - например, от 0,5 до 10 МПа (от 5 до 100 бар), предпочтительно, от 0,8 до 4 МПа (от 8 до 40 бар).
Особенно предпочтительно, также, согласно отдельному основному признаку изобретения, независимого от формулы 1, является, в целом, большая ширина L изменения направления. В зависимости от формулы 1 или независимо от нее, экструзивные отверстия могут располагаться по длине LL, причем согласно этому признаку изобретения ширина L изменения направления составляет по меньшей мере, 70%, предпочтительно, по меньшей мере 80% или также по меньшей мере 90% от длины LL. Ширина изменения направления может быть равна длине LL или может быть даже больше, как например, 110% от длины LL или больше. Lснаружи составляет, предпочтительно, по меньшей мере 1%, по меньшей мере 3%, предпочтительно, по меньшей мере 5% или также по меньшей мере 10% от длины LL. C целями связывания в пучок, Lснаружи - предпочтительно, максимально 50% от длины LL. Все предлагаемые согласно изобретению параметры способа и регулировки устройства могут комбинироваться друг с другом. Например, особенно предпочтительная комбинация - это скорость v вытягивания - от 0,66 м/с до 2,5 м/с (от 40 м/мин до 150 м/мин) и коэффициент Q нагрузки - от 4 до 13, или от 5 до 12. Конечно, все описанные в заявке значения возможны в этих диапазонах или даже вне их.
Примеры:
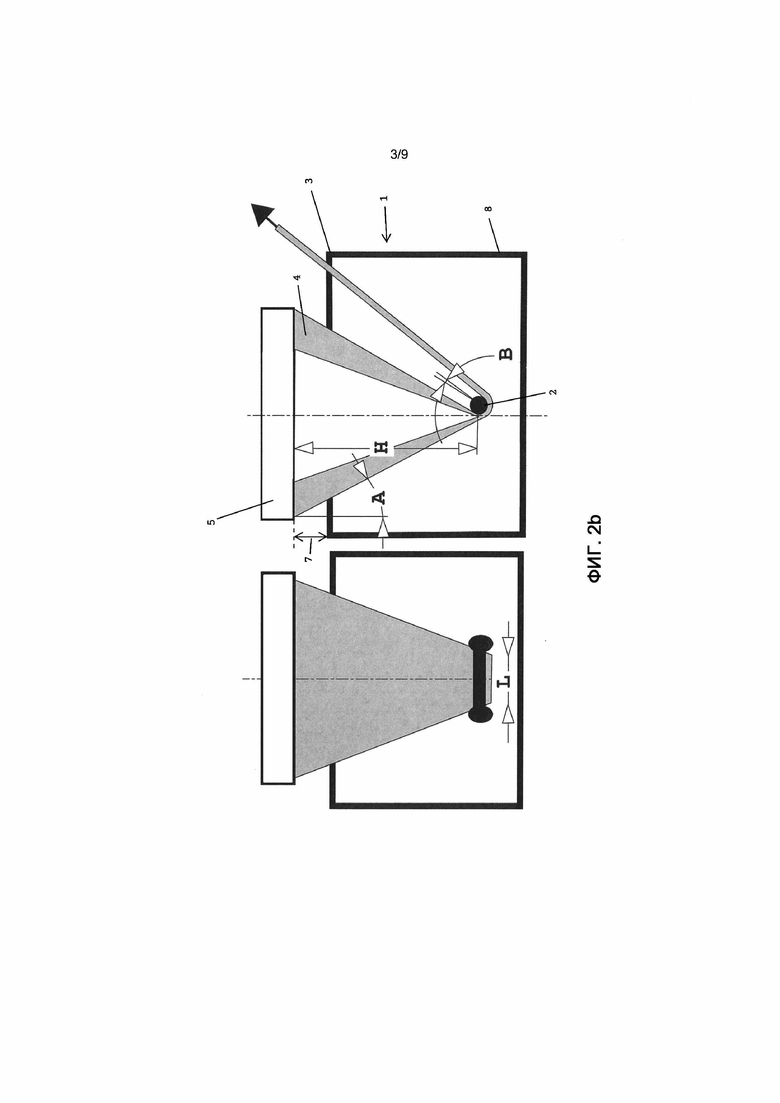
Зона обработки жидкости при сухо-мокром способе формования может быть выполнена разной, некоторые варианты описаны посредством фигур 1, 2a, 2b, 2c, 3a и 3b. Параметры опыта и результаты предоставлены в таблице 1.
На фиг. 1 изображен первый вариант осуществления изобретения зоны обработки жидкости в виде прядильной воронки. В этом варианте жидкость осадительной ванны подают через точку (1) загрузки в воронкообразный резервуар (6). Воронкообразный резервуар (6) располагает в нижнем конце отверстием дна. С помощью устройства (2) для связывания в пучок, вставленного в отверстие дна, отводят часть поданной осадительной ванны вместе с пропускаемыми сверху вниз через прядильную воронку экструдатами (4). Избыточную часть осадительной ванны отводят чрез переливную кромку (3). Переливная кромка (3) служит также для регулировки воздушного зазора (7). Выходящие из фильеры (5) экструдаты связывают в пучок при их протекании вертикально вниз и выводят через устройство (2) для связывания в пучок из прядильной воронки. Поперечное сечение устройства (2) для связывания в пучок может быть выполнено круглым, овальным, полигоническим или в форме шлица.
Угол (В) изменения направления получают из расстояния (H) по вертикали между устьем (5) сопла и устройством (2) для связывания в пучок, а также из заданных геометрических параметров фильеры (5). Ширина (L) изменения направления - это участок устройства для изменения направления к которому экструдаты действительно прилегают и изменяют направление или связываются в пучок. В тороидальном устройстве (2) для связывания в пучок ширину (L) изменения направления получают из производного из диаметра (D) связывания в пучок и числа π (3,1415...). Угол (В) изменения направления получают из выбранных геометрических параметров. Минимально необходимую ширину (L) изменения направления вычисляют посредством формулы 1.
На фигурах 2a, 2b, 2c, 3a и 3b зона обработки жидкости изображена в виде осадительной ванны. При этих вариантах, жидкость осадительной ванны (коагуляционную жидкость) подают через точку (1) загрузки в сформированный любым способом резервуар (8) в форме ванны. Жидкость снова отводят через переливную кромку (3) из резервуара. Переливная кромка (3) также служит для регулировки воздушного зазора (7). Внутри осадительной ванны (8) установлено устройство (2) для изменения направления и/или при необходимости устройство для связывания в пучок. Выходящие из фильеры (5) экструдаты (4) направляют вертикально вниз в ванну (8). В находящемся в осадительной ванне устройстве (2) для изменения направления изменяют направление экструдатов (4), а если необходимо - также связывают в пучок, выводя вверх из осадительной ванны и подают их для других этапов обработки. Устройство для изменения направления или для связывания в пучок может быть выполнено круглым, овальным или полигоническим в поперечном сечении. Например, устройство для изменения направления может быть также состоящим из нескольких стержней коробчатым или планчато-ребристым валиком, а также направляющим валиком с расположенными поперек к направлению транспортирования экструдата ребрами. В соответствии с другим вариантом осуществления изобретения, устройство (2) для изменения направления может быть выполнено также вогнутым в осевом направлении для обеспечения наряду с изменением направления экструдатов (4), также связывания в жгут экструдата. Так как вращающиеся в жидкости осадительной ванны элементы поневоле приводят к завихрениям осадительной ванны и, как следствие, - к скруткам, обрывам и прочим неисправностям, устройства для изменения направления выполнены в осадительной ванне в основном, предпочтительно, в виде неподвижных устройств для изменения направления.
Расстояние по вертикали (H) между устьем фильеры (5) и устройством (2) для связывания в пучок регулируют так, что угол вытягивания из сопла получает значение меньше 45°, меньше 30°, меньше 15° или, предпочтительно, меньше 10°. Это мероприятие обеспечивает возможность щадящего и с небольшим изменением направления вытягивания экструдатов из канала фильеры. В зависимости от расстояния (Н) по вертикали и угла вытягивания из фильеры, угол (В) изменения направления регулируют при заданных геометрических параметрах. Ширина (L) изменения направления - это та часть длины устройства для изменения направления, на которой экструдаты непосредственно прилегают и изменяют направление или связывают в пучок; в соответствии с этим, при (вогнутом) устройстве для изменения направления это - растянутая длина занятой экструдатами контактной линии. Угол (В) изменения направления получают из выбранных геометрических параметров. Минимальную ширину (L) изменения направления вычисляют посредством формулы 1.
На фиг. 2a показана система осадительных ванн, в сочетании с компоновкой экструзивного отверстия прямоугольной формы. Для системы ванн с прямоугольной фильерой типичны, скорее, небольшие углы (В) изменения направления с большой шириной (L) изменения направления.
На фиг. 2b показана система осадительных ванн, в сочетании с компоновкой экструзивного отверстия в кольцевой форме. В противоположность к системе с прямоугольной фильерой (фиг. 2a), этот вариант осуществления изобретения имеет недостатки. Угол вытягивания из фильеры по сравнению с прямоугольным выполнением фильеры согласно фиг. 2a, существенно больше, вследствие чего уже не обеспечивается щадящее вытягивание из канала фильеры. Поэтому, в частности, при больших диаметрах кольцевых фильер необходимо существенно увеличивать расстояние (Н) по вертикали между фильерой и устройством для изменения направления существенно. Поскольку при больших кольцевых фильерах необходимое расстояние по вертикали (H) может составлять гораздо больше, чем 1 метр, ручной доступ к устройству для изменения направления становится затрудненным, к тому же большие силы трения между экструдатами и коагуляционной ванной отрицательно сказываются на общем напряжении в пучке элементарных нитей. Другим недостатком варианта выполнения по фиг. 2b является необходимость при кольцевой фильере не только изменять направление в осадительной ванне, но также и связывать в пучок для обеспечения по возможности одинаковых условий для всех кольцеобразно расположенных экструдатов. Для системы ванн с кольцевой фильерой и центрическим связыванием в пучок в осадительной ванне, скорее типичны небольшие углы (В) изменения направления с небольшой шириной (L) изменения направления.
На фиг. 2c показана система осадительных ванн, в сочетании с фильерой кольцевой формы, причем изменение направления кольцеобразного полотна экструдата осуществляют с помощью тороидального устройства для изменения направления с углом (В’) изменения направления и измененное направление полотно экструдата направляют вертикально вверх из осадительной ванны, вдоль центральной оси кольцевой фильеры. Выше кольцевой фильеры и, таким образом, снаружи осадительной ванны полотно экструдата связывают в пучок, предпочтительно, под большим углом (В’’) изменения направления. Поскольку связывание в пучок или изменение направления осуществляют вне жидкости осадительной ванны, связывание в пучок или изменение направления может осуществляться также с помощью свободно вращающихся валиков, вследствие чего между пучком экструдата и устройством изменения направления не может возникать трение скольжения. Другой вариант осуществления изобретения для связывания в пучок выше кольцевой фильеры, подобный, как с прядильной воронкой, предусматривает тороидальное устройство для связывания в пучок и, при необходимости, установку свободно вращающегося, изменяющего направление валика, находящегося ниже по технологической цепочке. С помощью системы по фиг. 2c, можно устранить много недостатков, которые имеет система по фиг. 2b. Угол (А) вытягивания из фильеры значительно уменьшен, по сравнению с выполнением кольцевой фильера по фиг. 2b, вследствие чего получают более щадящее вытягивание из фильеры. Даже при больших фильерах можно выдерживать расстояние (Н) по вертикали небольшим, вследствие чего обеспечивается ручная возможность доступа к устройству для изменения направления. Связывание в пучок полотна экструдата в осадительной ванне не требуется. Для системы ванн с кольцевой фильерой и тороидальным устройством для изменения направления в осадительной ванне типичны скорее небольшие углы (В) изменения направления с большой шириной (L) изменения направления.
На фиг. 3a показан сравнительный пример в виде системы осадительных ванн, в сочетании с прямоугольной фильерой, причем полотно экструдата дважды изменяет направление в осадительной ванне. Первый процесс изменения направления, если смотреть в направлении изготовления, выполнен аналогично варианту выполнения по фиг. 2a, второе изменение направления служит для дальнейшего изменения направления и в то же время для связывания полотна экструдата в жгут экструдата. Для изображенной системы изменения направления со связыванием в пучок скорее типичны умеренные углы (В) изменения направления с небольшой шириной (L) изменения направления, благодаря связыванию в пучок. Вследствие усиленного связывания в пучок нужно было выбирать большой коэффициент нагрузки 20. Прядильно-технологические свойства оказались неудовлетворительными.
На фиг. 3b изображена такая же система осадительных ванн, как на фиг. 3a, однако второе изменение направления рассчитывалось, базируясь на существенно меньшем коэффициенте нагрузки (без связывания в пучок или с небольшим связыванием). Вследствие большей длины (L) устройства для изменения направления, в противоположность к варианту выполнения по фиг. 3a, достигают довольно удовлетворительных прядильно-технологических свойств.
После выхода из коагуляционной ванны пучки вытягивают и промывают вместе с помощью вытяжного механизме и промывочной станции, которые можно комбинировать также друг с другом. Первый вытяжной механизм, после ванны, передает скорость вытягивания нитей при формовании. На фиг. 4 показан возможный вытяжной механизм, причем в нем пять валиков, три с двигателем («M» - в круге, показан схематически). Можно использовать любое подходящее к системе количество валиков, например, от одного до шестидесяти. В данном случае пучки изменят направление в валиках под углом B от 0° до 150°. В данном случае также предпочтительно, если ширину пучков элементарных нитей выдерживают также по формуле 1, причем Q может быть больше, чем в коагуляционной ванне, например, от 40 до 300. В движение могут приводиться все валики или только некоторые из валиков. Все приводные валики могут приводиться в движение вместе или по отдельности. При одновременном промывании рекомендуется разная скорость по меньшей мере для вращения поверхности валика, для валиков одинаковых по размеру - также скорость вращения самих валиков, так как при промывании элементарные нити теряют растворитель и усаживаются. Чтобы элементарные нити не рвались, процесс усадки должен отражаться на снижении скоростей. Не приводные валики могут быть свободно вращающимися валками. При приводных валиках между элементарными нитями и валиком возникает контактное трение; при не приводных валиках - трение скольжения между элементарной нитью и валиком.
Для изготовления раствора целлюлозы альтернативно и параллельно к способу изготовления лицеольных волокон с помощью NMMO/воды в качестве растворителя изготовлен ионный раствор. При этом используемую целлюлозу типа эвкалиптовой целлюлозы суспендировали в опресненной воде. После полного суспендирования волокон целлюлозы в опресненной воде, лишнюю воду отделяют посредством фильтрации и полученный целлюлозный кулич прессуют до концентрации твердого вещества примерно с 50% целлюлозы. После обезвоживания целлюлозный прядильный кулич направляют для расщепления волокон через игольчатый валик и шредер. Полученную, тонко - измельченную влажную целлюлозу в непрерывной последовательности вносят в водную ионную жидкость 1-N-бутил-3-метилимидазолий-хлорид (BMIMC1) для создания предварительной смеси. Подходящими аппаратами для этого являются смесители циркулярного слоя и/или турбулентные смесители.
Смесь из воды, целлюлозы и BMIMC1(1-бутил-3-метилимидазолий-хлорид) вносят в дальнейшем ходе процесса для изготовления раствора целлюлозы, в непрерывно работающую вертикальную разминательную машину типа "Reactotherm" фирмы "Buss-SMS-Canzler GmbH". Подобные устройства разминающей и реакторной технологии, а также все типы экструдеров, укладыватель высоковязких тонких слоев, реактор с мешалкой и/или дисковый реактор могут использоваться для изготовления растворов целлюлозы по отдельности, или в сочетании в различных зонах реактора и на этапах способа. В этой выполненной вертикально разминательной машине "Reactotherm" при интенсивном смесительно - разминающем воздействии можно непрерывно изготавливать без комков раствор целлюлозы. Времена обработки в отдельных зонах реактора от 20 до 80 минут приводит к полному растворению целлюлозы.
Для надежного управления процессом в водную смесь из ионной жидкости и целлюлозы, добавляют перед ее переводом из предварительной смеси в раствор целлюлозы, еще и другие стабилизаторы для стабилизации растворителя и для предотвращения деструкции (разрушения) целлюлозы. Непрерывно производимую предварительную смесь переводят при подаче температуры и пониженного давления (вакуум), а также при сдвиге в вязкоупругий раствор. Применяемые на отдельных этапах способа температуры изменялись от 85°C до 150°C, причем удаление излишней воды осуществлялось при пониженном давлении между 0,001 и 0,015 МПа (10 и 150 мбар). Для гомогенизации предварительной смеси прикладываемые скорости сдвига изменялись в диапазоне от 0,33 до 3,33 об/с (от 20 до 200 об/мин), при сохранении установленной мощности сдвига и крутящего момента. Это обеспечивало растворение целлюлозы в ионной жидкости. Полученный таким образом высоковязкий раствор целлюлозы подвергался перед прядением дополнительным этапам процесса, как дегазация и фильтрация. Для регулировки соответствующего целлюлозе качества прядильной массы раствор подавался еще дополнительно через один или несколько высоковязких теплообменников типа "Sulzer SMR/SMXL", адаптированных к этапам способа. Они служат, наряду с регулировкой температуры, прежде всего, также для регулировки желаемой вязкости прядильного раствора, а также степени поляризации целлюлозы. Поэтому эти теплообменники служили для эффективной регулировки температуры, в частности, охлаждения или нагревания высоковязкого раствора целлюлозы, так как они обеспечивали эффективное смешивание и контролируемую теплоотдачу.
Прядение раствора целлюлозы в элементарные нити, а также дальнейшая обработка осуществлялась согласно изобретению, причем прядильный раствор подавался посредством прядильного насоса в подогреваемый вязальный пакет, состоящий из предфильеры, распределительных пластин и фильеры. Температуры прядения распределялись в диапазоне от 85°C до 150°C, предпочтительно, в диапазоне от 95°C до 115°C. После этапа приготовления раствора обращалось внимание на непродолжительное время пребывания при повышенных температурах в технологическом комплексе для адаптации раствора целлюлозы к скорости обработки и нежелательному разрушению целлюлозы.
Нашедший применение способ формования описан согласно изобретению и называется обычно сухо-мокрым способом формования, причем с возможностью регулирования, с возможностью регулировки по высоте воздушный зазор расположен между фильерой и водной коагуляционной ванной, содержащей ионную жидкость. Подаваемый в воздушный зазор и проходящий, вследствие этого через элементарные нити газовый поток, проходит в соответствующем стандарту состоянии и может быть, как соответствующим стандарту воздухом, или другим инертным формовочным газом. Согласно изобретению, элементарные нити направляют через коагуляционную ванну, выводят из ванны и подают, как описано выше, для последующей обработки. Параметры и свойства продукта из опытов с BMIMCl (1-бутил-3-метилимидазолий-хлорид) и NMMO (N-оксид-N-метилморфолина) в качестве растворителей объединены в таблице 2.
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЛЮЛОЗНЫХ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2019 |
|
RU2787860C1 |
| ФОРМОВОЧНОЕ УСТРОЙСТВО | 1995 |
|
RU2132418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОЖЕСТВА ВЫСОКОПРОЧНЫХ, ВЫСОКОМОДУЛЬНЫХ НИТЕЙ ИЗ АРОМАТИЧЕСКОГО ПОЛИАМИДА | 2009 |
|
RU2516154C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ БЕЗ НАТЯЖЕНИЯ БЕСКОНЕЧНЫХ ФОРМУЕМЫХ ТЕЛ | 2001 |
|
RU2250941C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПО СУЩЕСТВУ БЕСКОНЕЧНЫХ ТОНКИХ НИТЕЙ | 2001 |
|
RU2265089C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЛЮЛОЗНЫХ ТЕЛ ПУТЕМ ФОРМОВАНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2111294C1 |
| ПОРИСТОЕ ВОЛОКНО, АДСОРБИРУЮЩИЙ МАТЕРИАЛ И КОЛОННА ОЧИСТКИ | 2017 |
|
RU2715533C1 |
| КОАГУЛЯЦИОННАЯ ВАННА (ВАРИАНТЫ) И СПОСОБ УПРОЧНЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2013 |
|
RU2649270C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЛЮЛОЗНЫХ ФИЛАМЕНТНЫХ НИТЕЙ, ПРЯДИЛЬНАЯ ШАХТА И ЦЕЛЛЮЛОЗНЫЕ ФИЛАМЕНТНЫЕ НИТИ | 1994 |
|
RU2129622C1 |
| УСТРОЙСТВО ДЛЯ ПРЯДЕНИЯ ИЗ РАСПЛАВА, ВЫТЯГИВАНИЯ И НАМАТЫВАНИЯ НЕСКОЛЬКИХ КОМПЛЕКСНЫХ НИТЕЙ | 2011 |
|
RU2556473C2 |




Изобретение относится к способу изготовления твердых целлюлозных элементарных нитей из текучей среды целлюлозы посредством экструзии текучей среды через несколько экструзивных отверстий, вследствие чего возникают текучие элементарные нити, и отверждения элементарных нитей в коагуляционной ванне, причем элементарные нити в коагуляционной ванне связывают в пучок и в виде пучка изменяют их направление и вытягивают из коагуляционной ванны выше уровня коагуляционной ванны, причем пучок элементарных нитей получает ширину L изменения направления на устройстве для изменения направления. 4 н. и 28 з.п. ф-лы, 4 ил., 2 табл.
1. Способ изготовления отвержденных целлюлозных элементарных нитей из текучей среды целлюлозы, включающий в себя этапы экструзии текучей среды через множество экструзивных отверстий, вследствие чего образуются текучие элементарные нити, и отверждения элементарных нитей в коагуляционной ванне, причем элементарные нити в коагуляционной ванне связывают в пучок и в виде пучка изменяют их направление и вытягивают из коагуляционной ванны выше уровня коагуляционной ванны, отличающийся тем, что пучок элементарных нитей принимает ширину L изменения направления на устройстве для изменения направления, регулируемую по формуле
L>(2×LZ×cos(B/2)×v2,5)/(10×сcell0,5×Q),
где L обозначает ширину изменения направления пучка в миллиметрах, LZ - количество экструзивных отверстий, B - угол изменения направления, вычисленный из 180° за вычетом угла обвивания элементарных нитей вокруг устройства изменения направления в градусах, v - скорость вытягивания элементарных нитей в метрах в секунду, ccell - концентрация целлюлозы экструдированной текучей среды в % по массе, Q - безразмерный коэффициент нагрузки, где Q=15 или меньше.
2. Способ по п. 1, отличающийся тем, что включает в себя этап прохождения текучих элементарных нитей через газовый зазор перед отверждением элементарных нитей в коагуляционной ванне.
3. Способ по п. 1 или 2, отличающийся тем, что Q составляет от 2 до 15.
4. Способ по любому из пп. 1-3, отличающийся тем, что количество LZ экструзивных отверстий составляет от 2000 до 500000.
5. Способ по любому из пп. 1-4, отличающийся тем, что угол В изменения направления является углом от 10 до 90°.
6. Способ по любому из пп. 1-5, отличающийся тем, что скорость v вытягивания составляет от 0,6 м/с (36 м/мин) до 3,33 м/с (200 м/мин).
7. Способ по любому из пп. 1-6, отличающийся тем, что концентрация сcell целлюлозы экструдированной текучей среды составляет от 4 до 23%, все данные в % по массе, причем экструдированная текучая среда содержит целлюлозу, NMMO (N–оксид-N-метилморфолина) и воду или целлюлозу, органический катионный растворитель и воду.
8. Способ по любому из пп. 2-7, отличающийся тем, что в газовый зазор нагнетают поток газа, в устройстве для этого предусмотрен нагнетатель, причем поток газа имеет температуру от 5 до 65°С.
9. Способ по любому из пп. 1-8, отличающийся тем, что экструзивные отверстия расположены в продолговатой форме, в прямоугольной форме, изогнутой форме, кольцевой форме или в форме кольцевого сегмента, при этом продолговатая форма имеет соотношение длины к ширине от 100:1 до 2:1.
10. Способ по любому из пп. 1-9, отличающийся следующими дополнительными этапами: выведение коагулированных элементарных нитей из коагуляционной ванны, изменение направления элементарных нитей снаружи коагуляционной ванны, подача элементарных нитей к вытяжному механизму и/или к растягивающему устройству, а также проведение к приемному узлу элементарных нитей/экструдатов, промывание и сушка элементарных нитей, причем опционально предусмотрены дополнительные этапы: авиважная обработка, окрашивание, структурирование, обработка ультразвуком, резка и/или намотка соответствующих элементарных нитей/экструдатов.
11. Способ по п. 10, отличающийся тем, что при изменении направления элементарных нитей снаружи коагуляционной ванны их дополнительно связывают в пучок с другими коагулированными элементарными нитями.
12. Способ по любому из пп. 1-11, отличающийся тем, что экструзивные отверстия имеют диаметр от 30 до 200 мкм.
13. Способ по любому из пп. 1-12, отличающийся тем, что экструзивные отверстия расположены по длине LL и ширина L изменения направления составляет по меньшей мере 80% от длины LL.
14. Способ по любому из пп. 1-13, отличающийся тем, что пучок элементарных нитей принимает на устройстве изменения направления, расположенном снаружи коагуляционной ванны, ширину Lснаружи изменения направления, регулируемую по формуле
Lснаружи>(2×LZ×cos(B/2)×v2,5)/(10×сcell0,5×Q),
где Lснаружи обозначает ширину изменения направления пучка в миллиметрах, LZ - количество экструзивных отверстий, B - угол изменения направления, вычисленный из 180° за вычетом угла обвивания элементарных нитей вокруг устройства изменения направления в градусах, v - скорость вытягивания элементарных нитей в метрах в секунду, ccell - концентрация целлюлозы экструдированной текучей среды в % по массе и Q - безразмерный коэффициент нагрузки, где Q=300 или меньше;
по меньшей мере при первом изменении направления после выхода элементарных нитей из коагуляционной ванны и/или по меньшей мере при изменении направления в вытяжном механизме.
15. Устройство для изменения направления пучка элементарных нитей для осуществления способа по п. 1, содержащее экструзивную пластину с множеством экструзивных отверстий, приемный резервуар для коагуляционной ванны, устройство для изменения направления в приемном резервуаре для изменения направления пучка элементарных нитей из приемного резервуара и устройство для связывания в пучок, устанавливающее ширину L изменения направления пучка элементарных нитей на устройстве для изменения направления, причем пучок элементарных нитей на устройстве для изменения направления принимает ширину L изменения направления, удовлетворяющую формуле
L>(2×LZ×cos(B/2)×v2,5)/(10×ccell0,5×Q),
где L обозначает ширину изменения направления пучка в миллиметрах, LZ - количество экструзивных отверстий, B - угол изменения направления, вычисленный из 180° за вычетом угла обвивания элементарных нитей вокруг устройства изменения направления в градусах, v - скорость вытягивания элементарных нитей в метрах в секунду, ccell - концентрация целлюлозы экструдированной текучей среды в % по массе, Q - безразмерный коэффициент нагрузки, причем Q=15 или меньше, а v - по меньшей мере 0,58 м/с (35 м/мин).
16. Устройство по п. 15, отличающееся тем, оно содержит газовый зазор между экструзивными отверстиями и приемным резервуаром.
17. Устройство по п. 15 или 16, отличающееся тем, что Q составляет от 2 до 15.
18. Устройство по любому из пп. 15-17, отличающееся тем, что количество LZ экструзивных отверстий составляет от 2000 до 500000.
19. Устройство по любому из пп. 15-18, отличающееся тем, что угол В изменения направления является углом от 10 до 90°.
20. Устройство по любому из пп. 15-19, отличающееся тем, что скорость v вытягивания составляет от 0,6 м/с (36 м/мин) до 3,33 м/с (200 м/мин).
21. Устройство по любому из пп. 15-20, отличающееся тем, что концентрация сcell целлюлозы экструдированной текучей среды составляет от 4 до 23%, все данные в % по массе, причем экструдированная текучая среда содержит целлюлозу, NMMO (N–оксид-N-метилморфолина) и воду или целлюлозу, органический катионный растворитель и воду.
22. Устройство по любому из пп. 16-21, отличающееся тем, что в газовый зазор нагнетают поток газа, в устройстве для этого предусмотрен нагнетатель.
23. Устройство по любому из пп. 15-22, отличающееся тем, что экструзивные отверстия расположены в продолговатой форме, в прямоугольной форме, изогнутой форме, кольцевой форме или в форме кольцевого сегмента, при этом продолговатая форма имеет соотношение длины к ширине от 100:1 до 2:1.
24. Устройство по любому из пп. 15-23, отличающееся тем, что выполнено с возможностью осуществления следующих дополнительных этапов: выведение коагулированных элементарных нитей из коагуляционной ванны, изменение направления элементарных нитей снаружи коагуляционной ванны, подача элементарных нитей к вытяжному механизму и/или к растягивающему устройству, а также проведение к приемному узлу элементарных нитей/экструдатов, промывание и сушка элементарных нитей.
25. Устройство по п. 24, отличающееся тем, что выполнено с возможностью осуществления изменения направления элементарных нитей снаружи коагуляционной ванны с дополнительным связыванием в пучок с другими коагулированными элементарными нитями.
26. Устройство по любому из пп. 15-25, отличающееся тем, что экструзивные отверстия имеют диаметр от 30 до 200 мкм.
27. Устройство по любому из пп. 15-26, отличающееся тем, что экструзивные отверстия расположены по длине LL и ширина L изменения направления составляет по меньшей мере 80% от длины LL.
28. Устройство по любому из пп. 15-27, отличающееся тем, что пучок элементарных нитей принимает на устройстве изменения направления, расположенном снаружи коагуляционной ванны, ширину Lснаружи изменения направления, регулируемую по формуле
Lснаружи>(2×LZ×cos(B/2)×v2,5)/(10×сcell0,5×Q),
где Lснаружи обозначает ширину изменения направления пучка в миллиметрах, LZ - количество экструзивных отверстий, B - угол изменения направления, вычисленный из 180° за вычетом угла обвивания элементарных нитей вокруг устройства изменения направления в градусах, v - скорость вытягивания элементарных нитей в метрах в секунду, ccell - концентрация целлюлозы экструдированной текучей среды в % по массе и Q - безразмерный коэффициент нагрузки, где Q=300 или меньше;
по меньшей мере при первом изменении направления после выхода элементарных нитей из коагуляционной ванны и/или по меньшей мере при изменении направления в вытяжном механизме.
29. Способ изготовления отвержденных целлюлозных элементарных нитей из текучей среды целлюлозы, включающий в себя этапы экструзии текучей среды через множество экструзивных отверстий, вследствие чего образуются текучие элементарные нити, прохождения текучих элементарных нитей через газовый зазор и отверждения элементарных нитей в коагуляционной ванне, причем элементарные нити в коагуляционной ванне связывают в пучок и в виде пучка изменяют их направление и вытягивают из коагуляционной ванны выше уровня коагуляционной ванны, отличающийся тем, что экструзивные отверстия расположены по длине LL, и пучок элементарных нитей на устройстве изменения направления принимает ширину L изменения направления, составляющую по меньшей мере 80% от длины LL.
30. Способ по п. 29, отличающийся тем, что пучок элементарных нитей принимает на устройстве изменения направления снаружи коагуляционной ванны ширину Lснаружи изменения направления, регулируемую по формуле
Lснаружи>(2×LZ×cos(B/2)×v2,5)/(10×сcell0,5×Q),
где Lснаружи обозначает ширину изменения направления пучка в миллиметрах, LZ - количество экструзивных отверстий, B - угол изменения направления, вычисленный из 180° за вычетом угла обвивания элементарных нитей вокруг устройства изменения направления в градусах, v - скорость вытягивания элементарных нитей в метрах в секунду, ccell - концентрация целлюлозы экструдированной текучей среды в % по массе и Q - безразмерный коэффициент нагрузки, где Q=300 или меньше;
по меньшей мере при первом изменении направления после выхода элементарных нитей из коагуляционной ванны и/или по меньшей мере при изменении направления в вытяжном механизме.
31. Устройство для изменения направления пучка элементарных нитей для осуществления способа по п. 29, содержащее экструзивную пластину с множеством экструзивных отверстий, приемный резервуар для коагуляционной ванны, газовый зазор между экструзивными отверстиями и приемным резервуаром, устройство для изменения направления в приемном резервуаре для изменения направления пучка элементарных нитей из приемного резервуара и устройство для связывания в пучок, устанавливающее ширину L изменения направления пучка элементарных нитей на устройстве для изменения направления, отличающееся тем, что экструзивные отверстия расположены по длине LL, и пучок элементарных нитей на устройстве изменения направления принимает ширину L изменения направления, составляющую по меньшей мере 80% от длины LL.
32. Устройство по п. 31, отличающееся тем, что пучок элементарных нитей принимает на устройстве изменения направления снаружи коагуляционной ванны ширину Lснаружи изменения направления, регулируемую по формуле
Lснаружи>(2×LZ×cos(B/2)×v2,5)/(10×сcell0,5×Q),
где Lснаружи обозначает ширину изменения направления пучка в миллиметрах, LZ - количество экструзивных отверстий, B - угол изменения направления, вычисленный из 180° за вычетом угла обвивания элементарных нитей вокруг устройства изменения направления в градусах, v - скорость вытягивания элементарных нитей в метрах в секунду, ccell - концентрация целлюлозы экструдированной текучей среды в % по массе и Q - безразмерный коэффициент нагрузки, где Q=300 или меньше;
по меньшей мере при первом изменении направления после выхода элементарных нитей из коагуляционной ванны и/или по меньшей мере при изменении направления в вытяжном механизме.
| WO 2002012600 A1, 14.02.2002 | |||
| DE 10223268 A1, 16.01.2003 | |||
| DE 19581437 B4, 29.04.2004 | |||
| KR 101401148 B1, 29.05.2014 | |||
| RU 2058442 C1, 20.04.1996. |

