ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к разработке недр и подземным пластам скважин. Конкретнее, настоящее изобретение относится к улучшенному способу и системе перфорирования, нарезания пазов и резке стали и подземной скальной породы, а также к гидравлическому разрыву подземного пласта для интенсификации добычи текучих сред из него.
Инструменты струйной обработки используются в ряду различных отраслей промышленности и имеют множество различных практических применений. Например, инструменты струйной обработки используются в таких подземных работах, как перфорирование и гидравлический разрыв пласта.
Гидравлический разрыв пласта часто используют для интенсификации притока углеводорода из подземных пластов, пройденных стволами скважин. Обычно, при выполнении гидравлического разрыва пласта, обсадную колонну скважины, где она присутствует, перфорируют в вертикальных секциях скважины, прилегающих к пласту, подлежащему обработке. Данное перфорирование может быть выполнено с использованием средства с взрывчатым веществом или гидроструйной обработки. Там, где только один участок пласта подлежит разрыву на отдельном этапе, его изолируют от других перфорированных участков пласта, используя обычные пакеры или т.п., и текучую среду гидроразрыва закачивают в ствол скважины, а из него через перфорационные каналы в обсадной трубе в изолированный участок пласта, подлежащий обработке для интенсификации притока, с таким притоком и давлением, которые обеспечивают создание и расширение разрывов. Расклинивающий агент может быть включен в виде суспензии в состав текучей среды гидроразрыва, осаждаемой в разрывах. Расклинивающий агент служит для предотвращения смыкания разрывов, таким образом, создавая проводящие каналы в пласте для прохождения текучей среды в ствол скважины. В некоторых пластах этот процесс повторяют для тщательного заполнения многочисленных зон пластов или всего пласта разрывами.
Один способ разрыва пластов можно найти в патенте США №5765642, полностью включенном в данный документ путем ссылки, в котором инструмент гидроструйной обработки применяется для выброса струи текучей среды через сопло на подземный пласт под давлением, достаточным для образования полости и разрыва пласта, используя давление торможения в полости.
Практическое применение гидроструйной обработки на нефтяных месторождениях часто включает в себя струйную обработку большой длительности для перфорирования множества колонн обсадных труб и перфорационных каналов. Эта проблема значительно усугубляется, когда инструмент гидроструйной обработки применяют для формирования полости и разрыва пласта с использованием давления торможения в полости, как описано в патенте США №5765642. Это происходит потому, что миллионы фунтов расклинивающего агента могут протекать через инструмент гидроструйной обработки при очень высоких скоростях для формирования полости и гидроразрыва пласта. Одним решением для выдерживания абразивного воздействия, с которым приходится сталкиваться в процессе струйной обработки, является изготовление инструмента гидроструйной обработки из сверхтвердого материала. Вместе с тем, инструмент струйной обработки не может быть изготовлен из очень твердого материала для предотвращения эрозии, поскольку такие материалы являются ломкими и будут раскалываться в процессе струйной обработки или при спуске инструмента струйной обработки на место работы в пласте и его подъеме. Соответственно, существующие инструменты струйной обработки содержат цилиндрическую структуру, которая не может выдерживать абразивного воздействия.
В некоторых вариантах практического применения насадку для струи текучей среды, изготовленную из твердого материала, устанавливают на цилиндрическую структуру. Следовательно, одним недостатком существующих способов гидроструйной обработки является то, что инструмент струйной обработки подвергается эрозии во время работы. Для решения проблем, связанных с эрозией, инструмент струйной обработки должен быть извлечен из скважины для ремонта или замены. Извлечение инструмента струйной обработки может быть дорогостоящим и также вести к остановкам в работе. В таких ситуациях появляется необходимость в способе и инструменте для подачи текучих сред на пласт, подлежащий гидроразрыву, которые могут выдерживать воздействие сил эрозии.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к улучшенному способу и системе перфорирования, нарезания пазов и резке стали и подземной скальной породы, а также к гидравлическому разрыву подземного пласта для интенсификации добычи необходимых текучих сред из него.
В одном варианте осуществления настоящего изобретения создан инструмент струйной обработки, стойкий к абразивному воздействию, который включает в себя втулку. Втулка состоит из материала с твердостью более 75 по шкале А Роквелла и имеет, по меньшей мере, одно отверстие в стенке. Текучая среда, проходящая по втулке, может выходить через отверстие.
В другом варианте осуществления настоящего изобретением создано устройство струйной обработки текучей средой с цилиндрическим корпусом твердостью более 75 по шкале А Роквелла. Текучая среда, проходящая по цилиндрическому корпусу, выбрасывается через отверстие в цилиндрическом корпусе.
В некоторых вариантах осуществления настоящее изобретение может включать в себя держатель, заключающий в себя устройство струйной обработки. Держатель включает в себя отверстия, совмещенные с отверстиями во втулке, для обеспечения выброса текучей среды из втулки.
Признаки и преимущества настоящего изобретения должны быть очевидны специалистам в данной области техники из следующего описания предпочтительных вариантов осуществления с прилагаемыми чертежами. Хотя специалистами в данной области техники могут быть сделаны многочисленные изменения, эти изменения являются соответствующими сущности изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На данных чертежах показаны некоторые аспекты нескольких вариантов осуществления настоящего изобретения, и они не должны использоваться для ограничения или установления пределов изобретения.
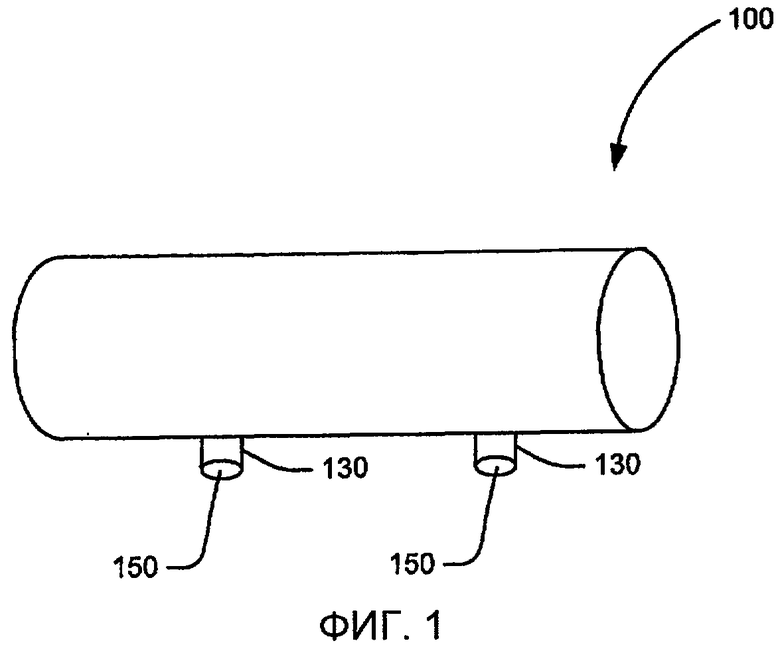
На фиг.1 показан известный инструмент гидроструйной обработки.
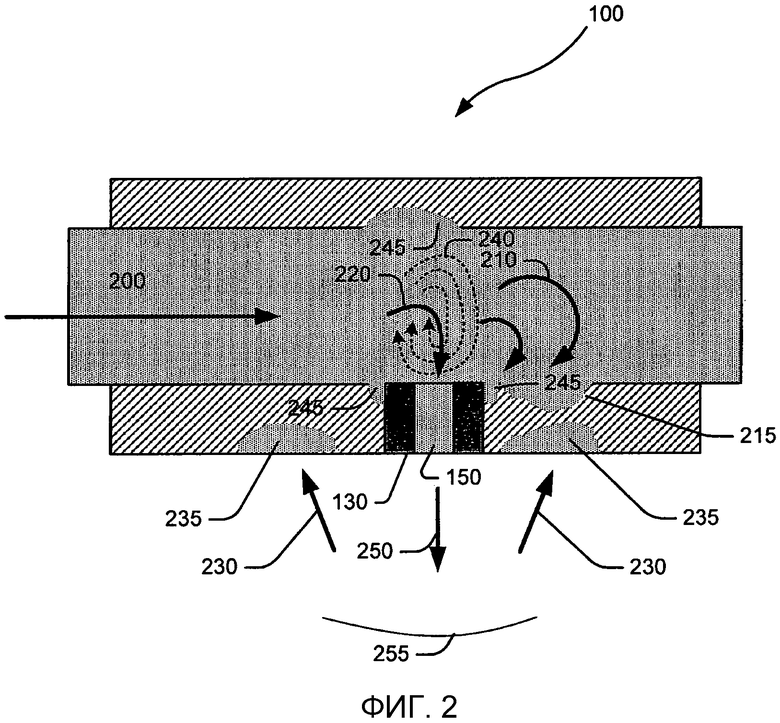
На фиг.2 показано воздействие факторов, обуславливающих повреждения на известном инструменте гидроструйной обработки.
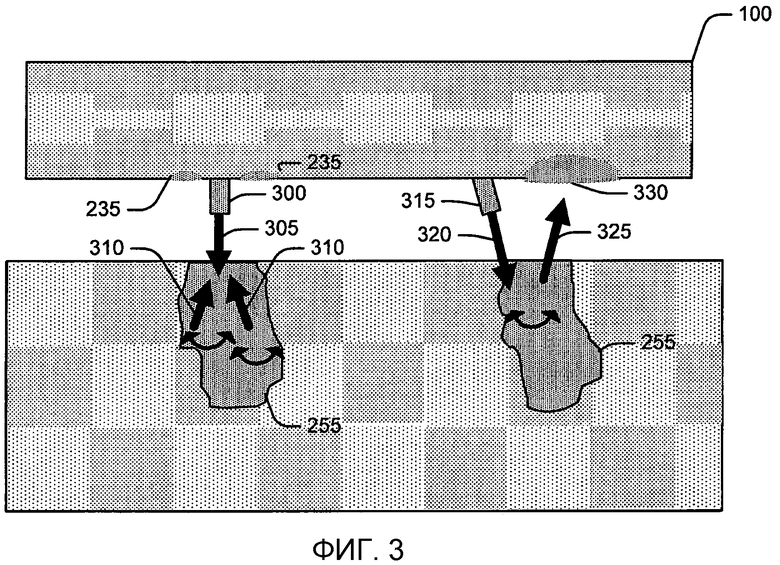
На фиг.3 показан результат струйной обработки, направленной прямо и наклонно с использованием известного инструмента гидроструйной обработки.
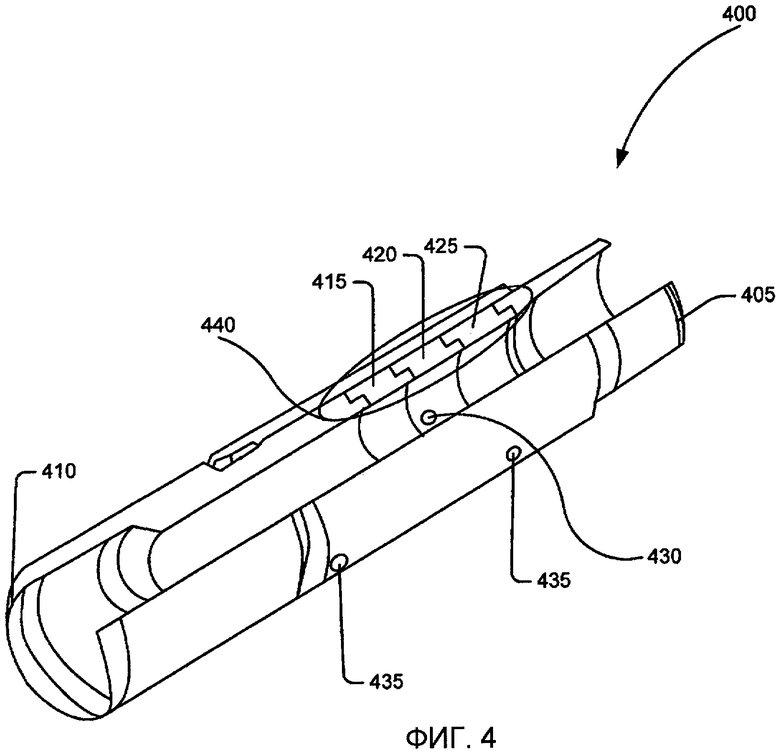
На фиг.4 на виде с частичным вырезом улучшенного инструмента струйной обработки согласно варианту осуществления настоящего изобретения показаны сплошная втулка, держатели и комплектующие детали.
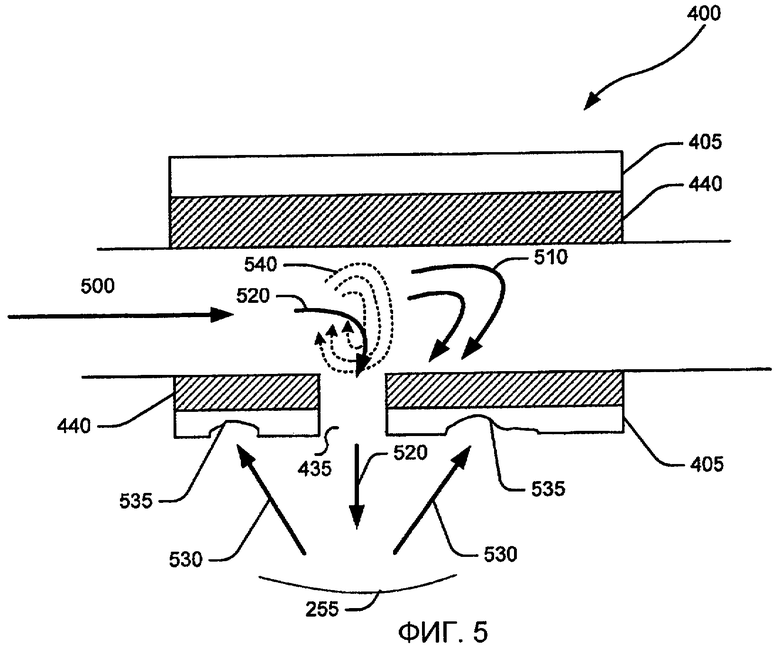
На фиг.5 показано воздействие факторов, обуславливающих повреждения улучшенного инструмента струйной обработки, согласно варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее изобретение относится к улучшенному способу и системе перфорирования, нарезания пазов и резке стали и подземной скальной породы, а также для гидравлического разрыва подземного пласта для интенсификации притока требуемых текучих сред из него.
В скважинах, проходящих некоторые пласты, и конкретно в наклонно-направленных скважинах часто требуется создавать целый ряд структур, включающих в себя перфорационные каналы, небольшие разрывы большие разрывы или их комбинации. Часто эти структуры создаются работами, которые выполняют с использованием инструмента гидроструйной обработки.
Наиболее тяжелые условия применения струйной обработки возникают, когда инструмент гидроструйной обработки используется в качестве инструмента гидроразрыва пласта, как рассмотрено в патенте США №5765642. В процессе гидроразрыва инструмент гидроразрыва устанавливают в пласте, подлежащем гидроразрыву, и, затем, струя текучей среды выбрасывается на подземный пласт под давлением, достаточным для прорезания обсадной трубы и цементной оболочки и образования полости в пласте. Давление должно быть также достаточным для гидроразрыва пласта давлением торможения в полости. Высокое давление торможения создается на вершине полости в пласте, подвергаемом гидроразрыву, поскольку выбрасываемые струей текучие среды захватываются в полость, в результате, выходят в направлении, обратном направлению подачи струи текучей среды. Высокое давление, производимое на пласт на вершине полости, обуславливает формирование гидроразрыва и его прохождение на некоторое расстояние вглубь пласта. В некоторых ситуациях расклинивающий агент образует суспензию в текучей среде, которая осаждается в разрыве. Расклинивающий агент может быть гранулированным (зернистым) веществом, таким как, например, частицы песка, керамики, или боксита, или другими искусственными частицами, скорлупой грецких орехов, или другим материалом, приносящимся в виде суспензии текучей средой разрыва. Расклинивающий агент действует, предотвращая смыкание гидроразрывов и, таким образом, создавая проводящие каналы в пласте, через которые добываемая текучая среда может легко проходить в ствол скважины. Присутствие расклинивающего агента также усиливает действие эрозии от струйной обработки текучей средой.
Для дополнительного распространения в пласт гидроразрыва, созданного, как описано выше, согласно данному изобретению, через инструмент гидроразрыва закачивают текучую среду гидроразрыва в ствол скважины для повышения окружающего давления текучей среды, воздействующего на пласт. Текучую среду закачивают в разрыв со скоростью закачки и под высоким давлением, достаточным для прохождения гидроразрыва на дополнительное расстояние от ствола скважины в пласт.
Признаки настоящего изобретения должны рассматриваться со ссылкой на фигуры.
На фиг.1 показан общий вид известного инструмента 100 гидроструйной обработки. Сопло 130 может проходить за пределы поверхности внешней стенки, как показано на фиг.1, или может проходить только до поверхности внешней стенки инструмента 100 гидроструйной обработки. Ориентацию сопла 130 можно изменять в зависимости от пласта, подлежащего гидроразрыву. Сопло 130 имеет наружное отверстие, которое выполняет функции отверстия 150 сопла, обеспечивающего проход текучей среды из внутреннего объема инструмента 100 гидроструйной обработки через сопло 130. Обычно, сопло 130 может быть изготовлено из любого материала, способного выдерживать напряжения, связанные с гидроразрывом, и абразивный характер текучей среды гидроразрыва или текучих сред другой обработки и любых расклинивающих агентов или других агентов, используемых в гидроразрыве. Материалы, которые можно использовать для выполнения сопла 130, могут включать в себя, без ограничения этим, карбид вольфрама, алмазные композиты и некоторые виды керамики.
Хотя сопло 130 часто состоит из устойчивых к абразивному износу материалов, таких как карбид вольфрама или некоторые другие виды керамики, такие материалы являются дорогими и ломкими. В результате, инструмент, полностью изготовленный из таких материалов, должен будет с большой вероятностью разрушаться, так как не может выдерживать нагрузки, встречающиеся по мере продвижения на забой к участку работы гидроразрыва в пласте. Соответственно, корпус инструмента 100 гидроструйной обработки обычно выполняют из стали или аналогичных материалов, которые хотя и не являются ломкими, не являются достаточно прочными, чтобы выдерживать абразивное воздействие, с которым сталкиваются в процессе гидроструйной обработки.
На фиг.2 показано воздействие факторов, обуславливающих повреждения известного инструмента гидроструйной обработки. Стрелки указывают направление движения потока текучей среды при выходе текучей среды из сопла 130 через отверстие 150 сопла. Обычно, есть три четко различимых явления, которые наносят повреждения гидромониторному инструменту 100, когда текучая среда выходит из сопла 130.
Первое, когда текучая среда приближается к отверстию 150 сопла, она стремится быстро обогнуть угол, чтобы выйти из сопла 130 через отверстие 150 сопла. По мере поворота текучей среды для выхода из отверстия 150 сопла часть текучей среды, показанной стрелками 210, отбрасывается. Это отбрасывание текучей среды также обуславливает появление эрозии 215 на внутренней стенке инструмента 100 гидроструйной обработки.
Второе, незначительное перемещение инструмента 100 может инициировать вихревой эффект Кориолиса. Инструмент 100 не является совершенно неподвижным в процессе струйной обработки. Например, инструмент 100 может перемещаться вследствие вибраций, возникающих в результате струйной обработки. Если инструмент 100 поворачивается в процессе струйной обработки, это приведет к завихрению текучей среды, таким образом создавая эффект 240 торнадо. При завихрении 240 текучей среды происходит дополнительная эрозия внутренней стенки 245 инструмента 100 по окружности ее периметра.
Третий источник повреждений инструмента 100 возникает в результате отражения выброшенной текучей среды 250 от перфорационных каналов 255. Отраженная от перфорационного канала текучая среда 230 вызывает эрозию 235 инструмента 100. Как рассмотрено выше, в некоторых инструментах гидроструйной обработки направление отверстия 150 сопла может быть изменено в зависимости от подлежащего гидроразрыву пласта. Повреждения, возникающие в результате отражения текучей среды, показаны более подробно на фиг.3. На фиг.3 показаны повреждения инструмента 100 гидроструйной обработки вследствие отражения текучих сред от перфорационных каналов 255, для сопла 300 и сопла 315, установленных под разными углами. Отражение текучей среды на инструмент 100 является наименьшим, когда сопло 300 выбрасывает текучую среду 305 прямо на перфорационный канал 255. Вместе с тем, под таким углом текучая среда 310 противотока, перемещающаяся в направлении, противоположном направлению перемещения струи текучей среды 305, уменьшает эффективность струи текучей среды 305, приводя к неэффективному вырезанию перфорационного канала 255. Сопло 300 также уменьшает эффективность нанесения текучей средой 310 противотока повреждений инструменту вблизи выхода струи текучей среды. Значительная эрозия 235 на инструменте все равно происходит вокруг периметра сопла. С другой стороны, применение струи текучей среды 320 под углом делает процесс вырезания высокоэффективным. Вместе с тем, вследствие наклона сопла 315 действие текучей среды 325, отраженной на инструмент 100 гидроструйной обработки, увеличивается, поскольку текучей среде 325 противотока ничто не препятствует. Поскольку текучая среда 325 выбрасывается обратно на инструмент 100 гидроструйной обработки с полной скоростью, она должна прорезать инструмент гидроструйной обработки в зоне 330 за короткое время.
На фиг.4 на виде с частичным вырезом показан усовершенствованный инструмент 400 гидроструйной обработки согласно варианту осуществления настоящего изобретения. Инструмент 400 включает в себя сплошную втулку 440, содержащую множество частей 415, 420 и 425 из твердого материала. Эти части выполнены из материала, имеющего твердость более 75 по шкале А Роквелла. Материалы, которые можно использовать для выполнения частей 415, 420, 425, включают в себя, без ограничения этим, карбиды или другие керамические материалы с высокой стойкостью к абразивным воздействиям. Карбиды, используемые для изготовления частей 415, 420, 425, могут иметь любые марки и могут представлять собой карбид с различными типами связующих присадок, или без связующих присадок. В варианте осуществления, где используют карбид со связующими присадками для изготовления частей 415, 420, 425, связующая присадка может быть выполнена из различных подходящих материалов, включающих в себя, без ограничения этим, молибден и кобальт. Хотя сплошная втулка, являющаяся одним вариантом, содержит три части 415, 420, 425 из твердого материала, специалисту в данной области техники, использующему изобретение, должно быть ясно из раскрытого в данном документе, что можно использовать различное количество частей из твердых материалов, в зависимости от необходимой длины инструмента 400 струйной обработки и других факторов, таких как характер пласта, подвергаемого гидроразрыву.
Как рассмотрено выше, подходящие твердые материалы, такие как карбид или другие керамические материалы, являются ломкими и легко раскалываются. Данная проблема разрешается заключением сплошной втулки 440 между первым держателем 405 с одной стороны и вторым держателем 410 с другой стороны. Держатели 405, 410 действуют как несущее устройство и защитный корпус с наружных торцов сплошной втулки 440. Основное предназначение держателей 405, 410 состоит в защите сплошной втулки 440 от раскалывания во время гидроструйной обработки и во время перемещения инструмента на необходимое место работы и от него. Держатели могут быть изготовлены из различных материалов, включающих в себя, без ограничения этим, сталь, стеклопластик или другие подходящие материалы.
В варианте осуществления, являющемся примером, одна часть 420 включает в себя отверстие 430. Также имеются отверстия 435, выполненные на корпусе держателей 405, 410, которые выставляются совпадающими с отверстиями сплошной втулки 440. Число отверстий и углы, под которыми отверстия располагают, могут меняться в зависимости от характера пласта и других имеющих значение факторов для получения необходимых показателей работы. Поскольку отверстия созданы непосредственно в корпусе инструмента 400 струйной обработки, сопло нет необходимости использовать и текучая среда может выходить из инструмента 400 через отверстия в стенках.
На фиг.5 показано воздействие факторов, обуславливающих повреждения усовершенствованного инструмента 400 гидроструйной обработки согласно варианту осуществления настоящего изобретения. Текучая среда 500 проходит через инструмент 400 и выходит через отверстие 435 в стенке инструмента 400. Причины, обуславливающие повреждения, являются аналогичными рассмотренным применительно к предшествующему уровню техники, а именно быстрое огибание текучей средой 520 угла, отбрасывание текучей среды 510, вихревой эффект Кориолиса в текучей среде 540 и отражение текучей среды 530 от перфорационных каналов 255.
Вместе с тем, поскольку сплошная втулка 440 состоит из твердых материалов, она не должна подвергаться эрозии от огибания текучей средой 520 угла, вихревого эффекта Кориолиса в текучей среде 540 или отбрасывания текучей среды 510. Более того, хотя отраженная от перфорационных каналов 255 текучая среда 530 воздействует на держатель 405, подвергает его эрозии 535, данная эрозия не должна воздействовать на показатели работы инструмента 400 струйной обработки. Конкретно, хотя отраженная текучая среда 530 может произвести полную эрозию держателя 405, она не может произвести эрозию твердого материала под ним и, следовательно, не может повредить работе механизма струйной обработки, состоящего из твердого материала, образующего сплошную втулку 440. Главное предназначение держателя 405 состоит в предотвращении раскалывания сплошной втулки 440, и держатель 405 может выполнять данную функцию, несмотря на наличие подвергшихся эрозии отраженной текучей средой 530 частей 535 его поверхности. В результате, усовершенствованный инструмент 400 струйной обработки может выдерживать длительную работу струйной обработки и не нуждается в подъеме из скважины для замены частей до завершения работы. Более того, любое повреждение держателей 405, 410 можно легко отремонтировать с простой их заменой, поскольку они изготовлены из дешевого материала и легко отсоединяются от сплошной втулки 440.
Хотя настоящее изобретения описано выше в контексте гидроструйной обработки и гидроразрыва в подземном пласте, как должно быть ясно специалистам в данной области техники, использующим раскрытое в данном документе изобретение, усовершенствованный инструмент струйной обработки можно использовать в других областях применения и отраслях.
Поэтому настоящее изобретения является хорошо приспособленным к решению как упомянутых задач и достижению целей и преимуществ, так и тех, которые ему присущи. Хотя изобретение показано и описано со ссылкой на варианты осуществления, являющиеся примерами, такая ссылка не служит ограничению изобретения и никакого такого ограничения не подразумевает. Изобретение имеет возможность соответствующей модификации, изменений и эквивалентов по форме и функциям, которые должны получаться у специалистов в данной области техники, извлекающих пользу из раскрытого изобретения. Показанные и описанные варианты осуществления изобретения являются только примерами, не исчерпывающими объема изобретения. Соответственно, изобретение должно быть ограничено только своей сущностью и объемом, согласно прилагаемой формуле изобретения, при условии полного признания эквивалентов во всех отношениях. Термины в пунктах формулы изобретения имеют свое ясное, обычное значение, если иное особо и четко не указано патентообладателем.
Изобретение относится к разработке недр и подземным пластам скважин, а именно к системам перфорирования, нарезания пазов и резке стали и подземной скальной породы, а также к гидравлическому разрыву подземного пласта для интенсификации добычи текучих сред из него. Технический результат - защита устройства и инструмента струйной обработки от повреждения текучей среды. Устройство струйной обработки текучей средой содержащее цилиндрический корпус, имеющий твердость, превышающую 75 по шкале А Роквелла, и отверстие в цилиндрическом корпусе. Текучая среда, проходящая через цилиндрический корпус, выходит через отверстие. 3 н. и 17 з.п. ф-лы, 5 ил.
1. Инструмент струйной обработки, содержащий втулку, имеющую, по меньшей мере, одно отверстие в стенке втулки и содержащую материал твердостью более 75 по шкале А Роквелла, при этом текучая среда, проходящая по втулке, выходит через отверстие.
2. Инструмент струйной обработки по п.1, в котором втулка является цилиндрической.
3. Инструмент струйной обработки по п.1, в котором материал содержит керамику.
4. Инструмент струйной обработки по п.3, в котором материал содержит карбид.
5. Инструмент струйной обработки по п.4, в котором карбид содержит карбид без связующего вещества.
6. Инструмент струйной обработки по п.4, в котором карбид содержит карбид со связующим веществом.
7. Инструмент струйной обработки по п.6, в котором связующее вещество является кобальтом или молибденом.
8. Инструмент струйной обработки по п.1, который является инструментом гидроструйной обработки.
9. Инструмент струйной обработки по п.1, в котором втулка заключена в держатель.
10. Инструмент струйной обработки по п.9, в котором держатель содержит первую часть и вторую часть.
11. Инструмент струйной обработки по п.9, в котором отверстие в держателе совмещено с отверстием во втулке.
12. Инструмент струйной обработки по п.9, в котором держатель является снимающимся с втулки.
13. Инструмент струйной обработки по п.1, в котором материал имеет твердость, превышающую 80 по шкале А Роквелла.
14. Инструмент струйной обработки по п.1, который является инструментом гидроразрыва пласта.
15. Устройство струйной обработки текучей средой, содержащее цилиндрический корпус, имеющий твердость, превышающую 75 по шкале А Роквелла, отверстие в цилиндрическом корпусе, при этом текучая среда, проходящая по цилиндрическому корпусу, выходит через отверстие.
16. Устройство струйной обработки, содержащее держатель, имеющий, по меньшей мере, одно отверстие, выполненное в нем, по меньшей мере, одну твердосплавную вставку, заключенную в держателе, имеющую твердость, превышающую 75 по шкале Роквелла А и включающую, по меньшей мере, одно отверстие, выполненное в ней и совмещенное с отверстием в держателе.
17. Устройство струйной обработки по п.16, в котором твердосплавная вставка содержит керамику.
18. Устройство струйной обработки по п.17, в котором керамика содержит карбид.
19. Устройство струйной обработки по п.16, в котором держатель является съемным с твердосплавной вставкой.
20. Устройство струйной обработки по п.16, в котором держатель содержит первую часть и вторую часть, взаимодействующие для заключения в себя вставки.
Приоритет: 14.05.2007 по п.п.1-20.
| US 5765642 A, 16.06.1998 | |||
| ГИДРОПЕРФОРАТОР | 1993 |
|
RU2038466C1 |
| СПОСОБ ВТОРИЧНОГО ВСКРЫТИЯ ПРОДУКТИВНОГО ПЛАСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057909C1 |
| СПОСОБ ВТОРИЧНОГО ВСКРЫТИЯ ПРОДУКТИВНОГО ПЛАСТА | 1996 |
|
RU2118445C1 |
| US 3145776 А, 25.08.1964 | |||
| US 4050529 A, 27.09.1977 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

