Изобретения относятся к области вооружения и экипировки, к разработкам средств защиты и может быть использовано для изготовления бронешлемов из полимерных композиционных материалов, также изобретения могут быть использованы для устройств, содержащих оболочки из полимерных композиционных материалов, изготовленных способом намотки на оправках, не являющихся телом вращения.
Известна пулезащитная каска и способ ее изготовления по патенту ФРГ № 2334941 от 31.10.72 г., МКИ7 F41H 1/04.
Известен тканевый бронематериал для оболочки бронешлема и способ его изготовления по патенту RU №2251651, от 10.05.2003 г., МКИ7 F41H 1/02, обладающий повышенными защитными характеристиками.
Известен бронематериал и способ его изготовления по заявке Великобритании № 2148185 от 30.05.1985 г., МКИ7 B32B 7/08. Известный бронематериал из полимерных композитов содержит синтетическую матрицу, армированную слоями арамидного материала. При изготовлении бронематериала известным способом прессуют пакет из многослойной полимерной оболочки из арамидного материала, пропитанного синтетическим связующим с образованием матрицы.
Известен бронешлем и способ его изготовления по патенту RU № 2128457 от 14.05.98 г, МКП7 А42В 3/00.
Известна изготовленная способом спиральной намотки непрерывных жгутов из полимерных композиционных материалов оболочка по патенту РФ № RU 2246062, C2 от 13.08.2004 г., МПК7 F16J 12/00. Оболочка выполнена переменной толщины, максимальной - в зоне полюсных отверстий.
Известен способ выполнения сосуда давления из полимерного композиционного материала по а.с. SU № 1132094 от 27.04.82 г., МПК7 F16J 12/00, при котором на оправку из легко разрушаемого материала путем спиральной намотки обоих направлений жгутом из однонаправленного волокнистого материала наносят силовую оболочку. При этом силовую оболочку наносят непрерывным жгутом с охватом петлями этого же жгута полюсного отверстия при развороте направления намотки. Петлеобразная намотка «полюсных участков» силовой оболочки приводит к резкому увеличению толщины последней в этой зоне.
Известные решения определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемым решением устраняются недостатки общего известного уровня техники.
Недостатками общего известного уровня техники для способа является низкая технологичность изготовления оболочки методом ручного формования по сравнению с механизированной намоткой с перерасходом материала из-за формовки на одноместной оправке и большого количества отходов при обработке краев, низкая технологичность обеспечения сплошности намотки на оправках, рабочая поверхность которых не является поверхностью вращения (для случаев приближения поверхности оправки к форме защищаемого объекта), низкая технологичность укладки материала при намотке на участках поверхности оправки, не обеспечивающих равновесной траектории витков (отклонения от геодезии с учетом коэффициента трения ≤0,2), и выполнения оболочки с оптимальным изменением толщины по ее поверхности (оболочки известных бронешлемов, изготовленные известными способами, имеют заниженную толщину и, соответственно, низкие защитные свойства в зонах наибольшей вероятности поражения - лобной и затылочной частей), а также низкая технологичность применения механизированной намотки при укладке жгутов на поверхностях, форма которых не описана математическими зависимостями. Недостатком также является низкое качество изделия из-за низкой реализации защитных характеристик оболочки армирующими арамидными нитями при их извитости (наличии перегибов) в слоях из ткани.
Недостатками общего известного уровня техники для бронешлема является низкая надежность его работы из-за низкой реализации защитных характеристик оболочки армирующими арамидными нитями при их извитости (наличии перегибов) в слоях из ткани, из-за отсутствия сплошности намотанного материала в зонах полюсных отверстий, а также из-за неоптимального распределения количества баллистического материала и соответственно толщины оболочки по защитной поверхности (оболочки известных бронешлемов, изготовленные известными способами, имеют заниженную толщину и соответственно низкие защитные свойства в зонах наибольшей вероятности поражения - лобной и затылочной частей. Недостатком также является низкая технологичность конструкции, изготовленной ручной формовкой, по сравнению с механизированной намоткой оболочки, низкая технологичность укладки материала при намотке на участках поверхности оправки, не обеспечивающих равновесной траектории витков (отклонения от геодезии с учетом коэффициента трения ≤0,2), перерасход материала из-за большого количества отходов при обработке краев, низкое качество наружной поверхности оболочки. Кроме того, известными решениями не обеспечивается оптимальная компоновка шлема с удобным размещением наушников и приближением внутренней поверхности оболочки к форме защищаемого объекта (головы пользователя).
Технической задачей, на решение которой направлены заявляемые изобретения, является создание надежной и высокотехнологичной конструкции бронешлема.
Технический результат для способа, который может быть достигнут при решении технической задачи, заключается в повышении технологичности изготовления баллистической оболочки бронешлема заменой метода ручного формования механизированной намоткой с исключением перерасхода материала из-за формовки на одноместной оправке и большого количества отходов при обработке краев, повышении технологичности обеспечения сплошности намотки на оправках, рабочая поверхность которых не является поверхностью вращения (для случаев приближения поверхности оправки к форме защищаемого объекта), повышении технологичности укладки материала при намотке на участках поверхности оправки, не обеспечивающих равновесной траектории витков (отклонения от геодезии с учетом коэффициента трения ≤0,2), и выполнении оболочки с заданным распределением количества баллистического материала и соответственно заданной толщины оболочки по защитной поверхности (обеспечения, например, максимальной толщины и соответственно повышения защитных свойств в зонах наибольшей вероятности поражения - лобной и затылочной частей), а также в повышении технологичности применения механизированной намотки при укладке жгутов на поверхностях с описанием их формы математическими зависимостями. Техническим результатом также является повышение качества изделия за счет повышения реализации защитных характеристик оболочки из армирующих арамидных нитей при исключении их извитости и перегибов в слоях из ткани и обеспечения оптимальной компоновки шлема с удобным размещением наушников и приближением внутренней поверхности оболочки к форме защищаемого объекта, а также повышение качества наружной поверхности оболочки.
Технический результат бронешлема, который может быть достигнут при решении технической задачи, заключается в повышении надежности его работы за счет реализации защитных характеристик оболочки армирующими арамидными нитями при исключении их извитости и перегибов в слоях из ткани, за счет обеспечения сплошности намотанного материала в зонах выемок для наушников, а также за счет заданного распределения количества баллистического материала и соответственно заданной толщины оболочки по защитной поверхности (обеспечения, например, максимальной толщины и соответственно повышения защитных свойств в зонах наибольшей вероятности поражения - лобной и затылочной частей). Техническим результатом также является повышение технологичности конструкции, изготовленной механизированной намоткой оболочки, по сравнению с ручной формовкой, повышение технологичности укладки материала при намотке на участках поверхности оправки, не обеспечивающих равновесной траектории витков (отклонения от геодезии с учетом коэффициента трения ≤0,2), исключения перерасхода материала из-за большого количества отходов при обработке краев, повышение качества наружной поверхности оболочки. Кроме того, техническим результатом является обеспечение оптимальной компоновки шлема с удобным размещением наушников и приближением внутренней поверхности оболочки к форме защищаемого объекта (головы пользователя).
Поставленная задача с достижением технического результата для способа решается тем, что способ изготовления бронешлема из полимерных композиционных материалов, включающего баллистическую оболочку, при котором на оправку, которую выполняют в форме эллиптического цилиндра, закрытого по торцам полуэллипсоидами вращения с плавным переходом поверхностей одна в другую за счет того, что образующие эллипсы полуэллипсоидов являются направляющими эллипсами цилиндра, наматывают слои заготовки для оболочек двух шлемов витками пропитанных синтетическим связующим жгутов из арамидных нитей вращением оправки, для чего оправку снабжают цапфами с осью вращения, расположенной в поперечной плоскости симметрии оправки, совпадающей с малой осью симметрии направляющего эллипса цилиндра, выполняя по краям слоев кольцевые утолщения, оформленные отрезками этих же жгутов, полученными за счет нахлеста жгутов при уменьшении радиуса намотки, причем края утолщений не более трех слоев выполняют с совпадением с полюсными отверстиями на цапфе, и эти слои наматывают витками, находящимися в одной плоскости, с касанием каждым витком обеих цапф, равномерно распределяя точки касания по линии пересечения поверхности цапфы с поверхностью оправки за счет изменения для каждого витка угла расположения плоскости и изменения его длины, до покрытия жгутами всей поверхности оправки с обеспечением сплошности намотки и устойчивости витка на оправке.
Для бронешлема, включающего подшлемник с наушниками, после отверждения связующего заготовку баллистических оболочек разрезают по двум косо симметричным плоскостям, проходящим по полюсным отверстиям параллельно оси цапф, выполняют чистовую обработку краев оболочек, собирают шлем, располагая наушники подшлемников в выемках, образованных полюсными отверстиями.
Витками, находящимися в одной плоскости, с совпадением краев утолщений с полюсными отверстиями выполняют первый и финишный слой, а остальные промежуточные слои наматывают спиральной намоткой с распределением утолщений по всей площади оболочки за счет ступенчатого сужения для каждого слоя зоны намотки с увеличением угла спиральной намотки и образованием из утолщений промежуточных слоев волнистой поверхности, на которую и наматывают финишный слой.
На оправку по меридианам укладывают стеклопластиковые шипованые ленты, приматывая их в процессе укладки нитью, причем сначала укладывают меридиальные ленты максимальной длины вплотную или с минимальными промежутками между их торами и цапфами и между собой, затем между этими лентами - укороченные, вплотную или с минимальными промежутками между ними и первоначально уложенными, и так - до покрытия лентами всей рабочей поверхности оправки без нахлестов лент.
Поставленная задача с достижением технического результата для устройства решается тем, что бронешлем из полимерных композиционных материалов, включающий подшлемник с наушниками и баллистическую оболочку, внутренняя поверхность которой выполнена в форме полуэллипсоида вращения, плавно переходящего в эллиптический цилиндр, ограниченный краями лобной и затылочной частей оболочки, оформленными разрезкой заготовки для двух шлемов, и расположенными между ними выемками оболочки, оформленными в процессе намотки оболочки полюсными отверстиями, в которых расположены наушники подшлемника, оболочка выполнена из слоев пропитанных синтетическим связующим жгутов из арамидных нитей, каждый слой снабжен по краям утолщениями, оформленными отрезками этих же жгутов, полученными за счет нахлеста жгутов при уменьшении радиуса намотки, причем края утолщений не более трех слоев выполнены с совпадением с выемками наушников, и эти слои намотаны витками, находящимися в одной плоскости, с касанием каждым витком обеих выемок, с равномерным распределением точек касания по выемке за счет изменения для каждого витка угла расположения плоскости и изменения его длины, со сплошным покрытием жгутами всей поверхности оболочки.
Из витков, находящихся в одной плоскости, с совпадением краев утолщений с выемками наушников выполнены первый и финишный слой, а остальные промежуточные слои намотаны спиральной намоткой с распределением утолщений по всей площади оболочки за счет ступенчатого сужения для каждого слоя зоны намотки с увеличением угла спиральной намотки и образованием из утолщений промежуточных слоев волнистой поверхности, на которую и намотан финишный слой.
Баллистическая оболочка снабжена изнутри шиповаными лентами, расположенными шипами внутрь оболочки по меридианам от выемки до выемки по всей внутренней поверхности за счет расположения лент меньшей длины между лентами большей длины без нахлестов, причем ленты снабжены несколькими полувитками нитей, которыми они примотаны в процессе укладки.
Существенными отличительными от общего известного уровня техники признаками для способа являются следующие признаки:
- оправку выполняют в форме эллиптического цилиндра, закрытого по торцам полуэллипсоидами вращения с плавным переходом поверхностей одна в другую за счет того, что образующие эллипсы полуэллипсоидов являются направляющими эллипсами цилиндра - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности применения механизированной намотки при укладке жгутов на поверхностях с описанием их формы математическими зависимостями и приближения ее к форме защищаемого объекта;
- наматывают слои заготовки для оболочек двух шлемов - признаки соответствуют критерию «изобретательский уровень», предусматривают новое выполнение операций, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления баллистической оболочки бронешлема заменой метода ручного формования механизированной намоткой с исключением перерасхода материала из-за формовки на одноместной оправке и большого количества отходов при обработке краев, а также на повышение качества изделия за счет повышения реализации защитных характеристик оболочки из армирующих арамидных нитей при исключении их извитости и перегибов в слоях из ткани;
- осью вращения цапф, расположенной в поперечной плоскости симметрии оправки, совпадающей с малой осью симметрии направляющего эллипса цилиндра - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления изделия за счет обеспечения оптимальной компоновки шлема с удобным размещением наушников;
- края утолщений не более трех слоев выполняют с совпадением с полюсными отверстиями на цапфе, и эти слои наматывают витками, находящимися в одной плоскости, с касанием каждым витком обеих цапф, равномерно распределяя точки касания по линии пересечения поверхности цапфы с поверхностью оправки за счет изменения для каждого витка угла расположения плоскости и изменения его длины, до покрытия жгутами всей поверхности оправки с обеспечением сплошности намотки и устойчивости витка на оправке - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления с обеспечением сплошности намотки на оправках, рабочая поверхность которых не является поверхностью вращения (для случаев приближения поверхности оправки к форме защищаемого объекта);
- заготовку баллистических оболочек разрезают по двум косо симметричным плоскостям, проходящим по полюсным отверстиям параллельно оси цапф - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления с исключением перерасхода материала;
- располагая наушники подшлемников в выемках, образованных полюсными отверстиям - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления изделия за счет обеспечения оптимальной компоновки шлема с удобным размещением наушников;
- витками, находящимися в одной плоскости, с совпадением краев утолщений с полюсными отверстиями выполняют первый и финишный слой - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления с обеспечением сплошности намотки на оправках, рабочая поверхность которых не является поверхностью вращения (для случаев приближения поверхности оправки к форме защищаемого объекта);
- остальные промежуточные слои наматывают с распределением утолщений по всей площади оболочки за счет ступенчатого сужения для каждого слоя зоны намотки с увеличением угла спиральной намотки - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления оболочки с заданным распределением количества баллистического материала и соответственно заданной толщины оболочки по защитной поверхности (обеспечения, например, максимальной толщины и соответственно повышения защитных свойств в зонах наибольшей вероятности поражения - лобной и затылочной частей);
- образованием из утолщений промежуточных слоев волнистой поверхности, на которую и наматывают финишный слой, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение качества наружной поверхности оболочки;
- на оправку по меридианам укладывают стеклопластиковые шипованые ленты, приматывая их в процессе укладки нитью, причем сначала укладывают меридиальные ленты максимальной длины вплотную или с минимальными промежутками между их торами и цапфами и между собой, затем между этими лентами - укороченные, вплотную или с минимальными промежутками между ними и первоначально уложенными, и так - до покрытия лентами всей рабочей поверхности оправки без нахлестов лент - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых операций, новых параметров операций и новую их последовательность, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности укладки материала при намотке на участках поверхности оправки, не обеспечивающих равновесной траектории витков (отклонения от геодезии с учетом коэффициента трения ≤0,2).
Существенными отличительными от общего известного уровня техники признаками для бронешлема являются следующие признаки:
- бронешлем из полимерных композиционных материалов, включающий подшлемник с наушниками и баллистическую оболочку, внутренняя поверхность которой выполнена в форме полуэллипсоида вращения, плавно переходящего в эллиптический цилиндр, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых элементов, их новое взаимное расположение и новую взаимосвязь элементов, направлены на решение поставленной задачи с достижением технического результата, на обеспечение оптимальной компоновки шлема с приближением внутренней поверхности оболочки к форме защищаемого объекта (головы пользователя);
- ограниченный краями лобной и затылочной частей оболочки, оформленными разрезкой заготовки для двух шлемов, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых элементов, их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, на исключение перерасхода материала из-за большого количества отходов при обработке краев;
- расположенными между ними выемками оболочки, оформленными в процессе намотки оболочки полюсными отверстиями, в которых расположены наушники подшлемника, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых элементов, их новое взаимное расположение и новую взаимосвязь элементов, направлены на решение поставленной задачи с достижением технического результата, на повышении надежности работы бронешлема за счет реализации защитных характеристик оболочки армирующими арамидными нитями при исключении их извитости и перегибов в слоях из ткани и обеспечение оптимальной компоновки шлема с удобным размещением наушников;
- края утолщений не более трех слоев выполнены с совпадением с выемками наушников и эти слои намотаны витками, находящимися в одной плоскости, с касанием каждым витком обеих выемок, с равномерным распределением точек касания по выемке за счет изменения для каждого витка угла расположения плоскости и изменения его длины, со сплошным покрытием жгутами всей поверхности оболочки, - признаки соответствуют критерию «изобретательский уровень», предусматривают новое взаимное расположение и новую взаимосвязь элементов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы за счет обеспечения сплошности намотанного материала в зонах, примыкающих к утолщениям выемок для наушников;
- из витков, находящихся в одной плоскости, с совпадением краев утолщений с выемками наушников выполнены первый и финишный слой, остальные промежуточные слои намотаны спиральной намоткой с распределением утолщений по всей площади оболочки за счет ступенчатого сужения для каждого слоя зоны намотки с увеличением угла спиральной намотки и образованием из утолщений промежуточных слоев волнистой поверхности, на которую и намотан финишный слой, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых элементов, их новое взаимное расположение и новую взаимосвязь элементов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы за счет заданного распределения количества баллистического материала и соответственно заданной толщины оболочки по защитной поверхности (обеспечения, например, максимальной толщины и соответственно повышения защитных свойств в зонах наибольшей вероятности поражения - лобной и затылочной частей), а также на повышение технологичности конструкции, изготовленной механизированной намоткой оболочки, по сравнению с ручной формовкой и на повышение качества наружной поверхности оболочки;
- баллистическая оболочка снабжена изнутри шиповаными лентами, расположенными шипами внутрь оболочки по меридианам от выемки до выемки по всей внутренней поверхности за счет расположения лент меньшей длины между лентами большей длины без нахлестов, причем ленты снабжены несколькими полувитками нитей, которыми они примотаны в процессе укладки, - признаки соответствуют критерию «изобретательский уровень», предусматривают наличие новых элементов, их новое взаимное расположение, новое соотношение размеров и новую взаимосвязь элементов, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности укладки материала при намотке на участках поверхности оправки, не обеспечивающих равновесной траектории витков (отклонения от геодезии с учетом коэффициента трения ≤0,2).
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению технологичности конструкции бронешлема и повышению надежности его работы без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
Сущность изобретений поясняется чертежами, где на фиг.1 представлен общий вид бронешлема, вид справа, на фиг.2 - общий вид бронешлема, вид спереди, на фиг.3 - общий вид способа намотки заготовки оболочек в аксонометрии, на фиг.4 - общий вид способа, на фиг.5 - общий вид способа, вид слева, на фиг.6 - сечение оболочки на оправке в зоне полюсного отверстия, на фиг.7 - общий вид способа, вид снизу.
Способ изготовления бронешлема 1 из полимерных композиционных материалов, включающего баллистическую оболочку 2, при котором на оправку 3, которую выполняют в форме эллиптического цилиндра 4, закрытого по торцам полуэллипсоидами вращения 5 с плавным переходом поверхностей одна в другую за счет того, что образующие эллипсы 6 полуэллипсоидов 5 являются направляющими эллипсами 6 цилиндра 4, наматывают слои 7 заготовки для оболочек 2 двух шлемов 1 витками 8 пропитанных синтетическим связующим жгутов 9 из арамидных нитей вращением 10 оправки 3, для чего оправку 3 снабжают цапфами 11 с осью вращения 12, расположенной в поперечной плоскости симметрии оправки 3, совпадающей с малой осью симметрии 13 направляющего эллипса 6 цилиндра 4, выполняя по краям слоев 7 кольцевые утолщения 14, оформленные отрезками 15 этих же жгутов 9, полученными за счет нахлеста жгутов 9 при уменьшении радиуса 16 намотки, причем края 17 утолщений 14 не более трех слоев выполняют с совпадением с полюсными отверстиями 18 на цапфе 11, и эти слои наматывают витками 8, находящимися в одной плоскости, с касанием каждым витком 8 обеих цапф 11, равномерно распределяя точки касания по линии пересечения 19 поверхности цапфы 11 с поверхностью оправки 3 за счет изменения для каждого витка 8 угла расположения плоскости и изменения его длины, до покрытия жгутами 9 всей поверхности оправки 3 с обеспечением сплошности намотки и устойчивости витка 8 на оправке 3.
Для бронешлема 1, включающего подшлемник 20 с наушниками 21, после отверждения связующего, заготовку баллистических оболочек 2 разрезают по двум косо симметричным плоскостям 23, проходящим по полюсным отверстиям 18 параллельно оси 12 цапф 11, выполняют чистовую обработку краев 24 оболочек 2, собирают шлем 1, располагая наушники 21 подшлемников в выемках 22, образованных полюсными отверстиями 18.
Витками 8, находящимися в одной плоскости, с совпадением краев 17 утолщений 14 с полюсными отверстиями 18 выполняют первый 25 и финишный 26 слой, а остальные промежуточные 27 слои наматывают спиральной намоткой с распределением утолщений 14 по всей площади оболочки за счет ступенчатого сужения для каждого слоя 27 зоны 28 намотки с увеличением угла 29 спиральной намотки и образованием из утолщений промежуточных слоев волнистой поверхности, на которую и наматывают финишный слой 26.
На оправку 3 по меридианам 30 укладывают стеклопластиковые шипованые ленты 31, приматывая их в процессе укладки нитью 32, причем сначала укладывают меридиальные ленты 31 максимальной длины вплотную или с минимальными промежутками 33 между их торами и цапфами 11 и между собой, затем между этими лентами 31 - укороченные, вплотную или с минимальными промежутками 34 между ними и первоначально уложенными, и так - до покрытия лентами 31 всей рабочей поверхности оправки 3 без нахлестов лент 31.
Бронешлем 1 из полимерных композиционных материалов, включающий подшлемник 20 с наушниками 21 и баллистическую оболочку 2, внутренняя поверхность которой выполнена в форме полуэллипсоида вращения 5, плавно переходящего в эллиптический цилиндр 4, ограниченный краями лобной 35 и затылочной 36 частей оболочки 2, оформленными разрезкой заготовки для двух шлемов, и расположенными между ними выемками 22 оболочки 2, оформленными в процессе намотки оболочки полюсными отверстиями 18, в которых расположены наушники 21 подшлемника 20, оболочка 2 выполнена из слоев 7 пропитанных синтетическим связующим жгутов 9 из арамидных нитей, каждый слой 7 снабжен по краям утолщениями 14, оформленными отрезками 15 этих же жгутов 9, полученными за счет нахлеста жгутов 9 при уменьшении радиуса 16 намотки, причем края 17 утолщений 14 не более трех слоев выполнены с совпадением с выемками 22 наушников 21, и эти слои намотаны витками 8, находящимися в одной плоскости, с касанием каждым витком 8 обеих выемок 22, с равномерным распределением точек касания по выемке 22 за счет изменения для каждого витка 8 угла расположения плоскости и изменения его длины, со сплошным покрытием жгутами 9 всей поверхности оболочки 2.
Из витков 8, находящихся в одной плоскости, с совпадением краев 17 утолщений 14 с выемками 22 наушников 21 выполнены первый 25 и финишный 26 слой, а остальные промежуточные слои 27 намотаны спиральной намоткой с распределением утолщений 14 по всей площади оболочки 2 за счет ступенчатого сужения для каждого слоя 7 зоны 28 намотки с увеличением угла 29 спиральной намотки и образованием из утолщений 14 промежуточных слоев 27 волнистой поверхности, на которую и намотан финишный слой 26.
Баллистическая оболочка 2 снабжена изнутри шиповаными лентами 31, расположенными шипами внутрь оболочки 2 по меридианам 30 от выемки 22 до выемки 22 по всей внутренней поверхности за счет расположения лент 31 меньшей длины между лентами 31 большей длины без нахлестов, причем ленты 31 снабжены несколькими полувитками нитей 32, которыми они примотаны в процессе укладки.
Пример конкретного исполнения способа заключается в том, что для обеспечения сплошности намотки оболочки 2 на оправке 3, не являющейся телом вращения (в соответствии с проведенными на предприятии-заявителе исследованиями), жгуты 9 укладывают с расположением каждого витка 8 в своей плоскости с касанием каждым витком 8 пространственной линии пересечения 19 поверхности цапфы 11 с поверхностью эллиптического цилиндра 4 оправки 3 до полного и сплошного покрытия.
Для обеспечения заданной толщины оболочки 2, например для оболочки бронешлемов 1 с одинаковыми защитными характеристиками (приближенно одинаковой толщины), по всей поверхности или, например, дифференцированной по степени защищенности зон с максимальной вероятностью поражения (лобной и затылочной), намотку выполняют спиральными витками 8 с распределением краевых утолщений 14 (как раз преимущественно и обеспечивающих эту толщину) по заданной поверхности. Комбинацией «плоской» и «спиральной» намотки обеспечиваются оптимальные защитные характеристики и качество поверхностей оболочки 2.
Механизированную намотку выполняют на намоточных станках с программным управлением. Параметры «плоской» и «спиральной» намотки, в частности угла намотки α (см. фиг.3), обеспечивают согласованностью параметров вращения оправки (φ, φ') и параметров координат жгутоукладчика (х, у, z, Δ, х', у', z', Δ'), заданной программой намотки. Разработка программы намотки не представляет для специалиста большой сложности, так как форма оправки 3 описана несложными уравнениями. Исследованиями, проведенными на предприятии-заявителе, установлено, что соотношением геометрических параметров оправки 3 (см. фиг.3):
с:b:2m=1:(1…1,2):(0,4…0,6),
где с - малая полуось симметрии эллипса (для наиболее распространенного размера бронешлема принимаем 105 мм);
b - большая полуось эллипса;
2 m - размер образующей эллиптического цилиндра, обеспечивается наиболее оптимальное выполнение намотки.
При выполнении оправки 3 для оболочек 2 бронешлема 1 с отклонениями геометрических параметров формы в пределах технологических допусков, а также выполнении оправки 3 с максимальным приближением к форме защищаемого объекта для обеспечения равновесной траектории витков 8 при намотке (отклонения от геодезии с учетом коэффициента трения ≤0,2) на оправку укладывают шипованые ленты 31.
Работает бронешлем следующим образом.
При взаимодействии его баллистической оболочки 2 с поражающим элементом, энергия последнего гасится разрушениями и деформациями связующей матрицы и армирующих волокон, причем благодаря отсутствию извитостей и перегибов последних они «работают» всей протяженностью, а благодаря их ориентированию в слоях под разными углами к работе «подключаются» дополнительные массивы связующей матрицы, повышая тем самым защитные характеристики всего бронешлема.
Таким образом, использование изобретения позволит создать высокотехнологичную конструкцию бронешлема с повышенной надежностью работы, что и подтверждает использование изобретения по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний образцов бронешлемов, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2328193C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНИРОВАННОЙ КАБИНЫ АВТОМОБИЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНИРОВАННАЯ КАБИНА АВТОМОБИЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2492407C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВКИ ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКА ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2564970C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2505696C1 |
| СПОСОБ НАМОТКИ СИЛОВОЙ ОБОЛОЧКИ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2327924C1 |
| СПОСОБ НАМОТКИ СИЛОВОЙ ОБОЛОЧКИ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2338670C1 |
| ЩУП ДЛЯ РАЗМИНИРОВАНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЩУПА ДЛЯ РАЗМИНИРОВАНИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2500974C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВОК ДЛЯ ТЕРМОЗАЩИТНОГО КОНТЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКИ ДЛЯ ТЕРМОЗАЩИТНОГО КОНТЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2547282C1 |


Изобретения относятся к области вооружения и экипировки, к разработкам средств защиты и могут быть использованы для изготовления бронешлемов из полимерных композиционных материалов, также изобретения могут быть использованы для устройств, содержащих оболочки из полимерных композиционных материалов, изготовленных способом намотки на оправках, не являющихся телом вращения. Способ изготовления бронешлема из полимерных композиционных материалов, включающего баллистическую оболочку, при котором на оправку, которую выполняют в форме эллиптического цилиндра, закрытого по торцам полуэллипсоидами вращения с плавным переходом поверхностей одна в другую за счет того, что образующие эллипсы полуэллипсоидов являются направляющими эллипсами цилиндра, наматывают слои заготовки для оболочек двух шлемов витками пропитанных синтетическим связующим жгутов из арамидных нитей вращением оправки, для чего оправку снабжают цапфами с осью вращения, расположенной в поперечной плоскости симметрии оправки, совпадающей с малой осью симметрии направляющего эллипса цилиндра, выполняя по краям слоев кольцевые утолщения, оформленные отрезками этих же жгутов, полученными за счет нахлеста жгутов при уменьшении радиуса намотки, причем края утолщений не более трех слоев выполняют с совпадением с полюсными отверстиями на цапфе, и эти слои наматывают витками, находящимися в одной плоскости, касанием каждым витком обеих цапф, равномерно распределяя точки касания по линии пересечения поверхности цапфы с поверхностью оправки за счет изменения для каждого витка угла расположения плоскости и изменения его длины, до покрытия жгутами всей поверхности оправки с обеспечением сплошности намотки и устойчивости витка на оправке. Бронешлем из полимерных композиционных материалов, включающий подшлемник с наушниками и баллистическую оболочку, внутренняя поверхность которой выполнена в форме полуэллипсоида вращения, плавно переходящего в эллиптический цилиндр, ограниченный краями лобной и затылочной части оболочки, оформленными разрезкой заготовки для двух шлемов и расположенными между ними выемками оболочки, оформленными в процессе намотки оболочки полюсными отверстиями, в которых расположены наушники подшлемника, оболочка выполнена из слоев пропитанных синтетическим связующим жгутов из арамидных нитей, каждый слой снабжен по краям утолщениями, оформленными отрезками этих же жгутов, полученными за счет нахлеста жгутов при уменьшении радиуса намотки, причем края утолщений не более трех слоев выполнены с совпадением с выемками наушников, и эти слои намотаны витками, находящимися в одной плоскости, с касанием каждым витком обеих выемок, с равномерным распределением точек касания по выемке за счет изменения для каждого витка угла расположения плоскости и изменения его длины, со сплошным покрытием жгутами всей поверхности оболочки. Технической задачей, на решение которой направлены заявляемые изобретения, является создание надежной и высокотехнологичной конструкции бронешлема. 2 н. и 5 з.п. ф-лы, 7 ил.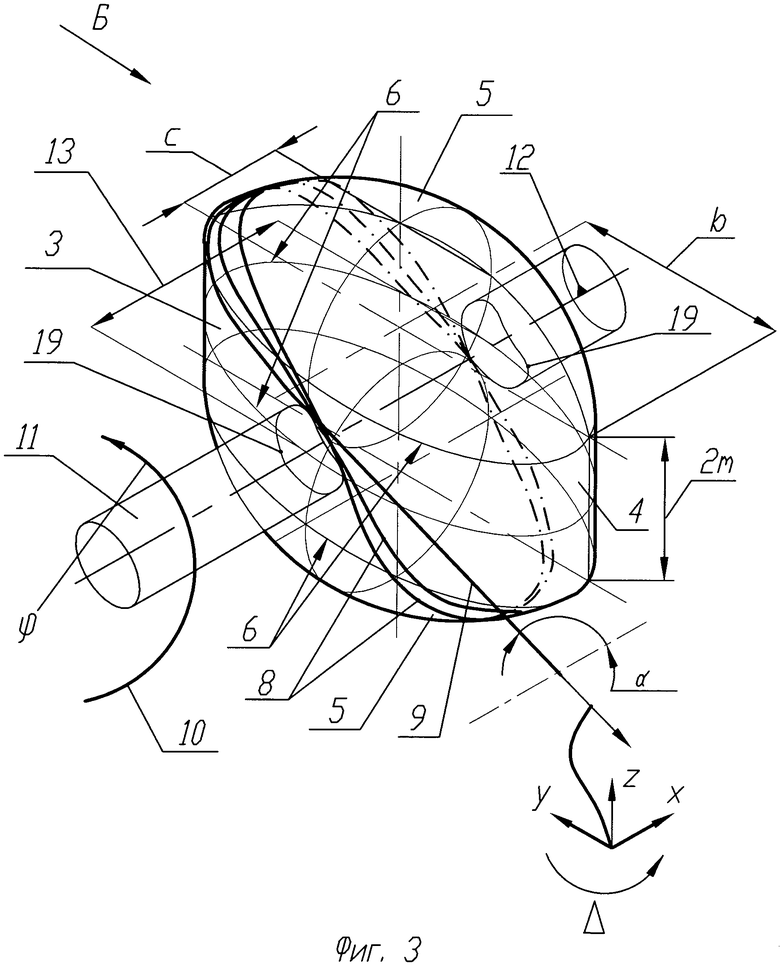
1. Способ изготовления бронешлема из полимерных композиционных материалов, включающего баллистическую оболочку, при котором на оправку, которую выполняют в форме эллиптического цилиндра, закрытого по торцам полуэллипсоидами вращения с плавным переходом поверхностей одна в другую за счет того, что образующие эллипсы полуэллипсоидов являются направляющими эллипсами цилиндра, наматывают слои заготовки для оболочек двух шлемов витками пропитанных синтетическим связующим жгутов из арамидных нитей вращением оправки, для чего оправку снабжают цапфами с осью вращения, расположенной в поперечной плоскости симметрии оправки, совпадающей с малой осью симметрии направляющего эллипса цилиндра, выполняя по краям слоев кольцевые утолщения, оформленные отрезками этих же жгутов, полученными за счет нахлеста жгутов при уменьшении радиуса намотки, причем края утолщений не более трех слоев выполняют с совпадением с полюсными отверстиями на цапфе, и эти слои наматывают витками, находящимися в одной плоскости, касанием каждым витком обеих цапф, равномерно распределяя точки касания по линии пересечения поверхности цапфы с поверхностью оправки за счет изменения для каждого витка угла расположения плоскости и изменения его длины, до покрытия жгутами всей поверхности оправки с обеспечением сплошности намотки и устойчивости витка на оправке.
2. Способ по п.1, отличающийся тем, что для бронешлема, включающего подшлемник с наушниками, после отверждения связующего заготовку баллистических оболочек разрезают по двум кососимметричным плоскостям, проходящим по полюсным отверстиям параллельно оси цапф, выполняют чистовую обработку краев оболочек, собирают шлем, располагая наушники подшлемников в выемках, образованных полюсными отверстиями.
3. Способ по п.2, отличающийся тем, что витками, находящимися в одной плоскости, с совпадением краев утолщений с полюсными отверстиями выполняют первый и финишный слой, а остальные промежуточные слои наматывают спиральной намоткой с распределением утолщений по всей площади оболочки за счет ступенчатого сужения для каждого слоя зоны намотки с увеличением угла спиральной намотки и образованием из утолщений промежуточных слоев волнистой поверхности, на которую и наматывают финишный слой.
4. Способ по п.3, отличающийся тем, что на оправку по меридианам укладывают стеклопластиковые шипованые ленты, приматывая их в процессе укладки нитью, причем сначала укладывают меридиальные ленты максимальной длины вплотную или с минимальными промежутками между их торами и цапфами и между собой, затем между этими лентами - укороченные, вплотную или с минимальными промежутками между ними и первоначально уложенными, и так до покрытия лентами всей рабочей поверхности оправки без нахлестов лент.
5. Бронешлем из полимерных композиционных материалов, включающий подшлемник с наушниками и баллистическую оболочку, внутренняя поверхность которой выполнена в форме полуэллипсоида вращения, плавно переходящего в эллиптический цилиндр, ограниченный краями лобной и затылочной части оболочки, оформленными разрезкой заготовки для двух шлемов, и расположенными между ними выемками оболочки, оформленными в процессе намотки оболочки полюсными отверстиями, в которых расположены наушники подшлемника, оболочка выполнена из слоев пропитанных синтетическим связующим жгутов из арамидных нитей, каждый слой снабжен по краям утолщениями, оформленными отрезками этих же жгутов, полученными за счет нахлеста жгутов при уменьшении радиуса намотки, причем края утолщений не более трех слоев выполнены с совпадением с выемками наушников, и эти слои намотаны витками, находящимися в одной плоскости, с касанием каждым витком обеих выемок, с равномерным распределением точек касания по выемке за счет изменения для каждого витка угла расположения плоскости и изменения его длины, со сплошным покрытием жгутами всей поверхности оболочки.
6. Бронешлем по п.5, отличающийся тем, что из витков, находящихся в одной плоскости, с совпадением краев утолщений с выемками наушников выполнены первый и финишный слой, а остальные промежуточные слои намотаны спиральной намоткой с распределением утолщений по всей площади оболочки за счет ступенчатого сужения для каждого слоя зоны намотки с увеличением угла спиральной намотки и образованием из утолщений промежуточных слоев волнистой поверхности, на которую и намотан финишный слой.
7. Бронешлем по п.6, отличающийся тем, что его баллистическая оболочка снабжена изнутри шиповаными лентами, расположенными шипами внутрь оболочки по меридианам от выемки до выемки по всей внутренней поверхности за счет расположения лент меньшей длины между лентами большей длины без нахлестов, причем ленты снабжены несколькими полувитками нитей, которыми они примотаны в процессе укладки.
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2328193C2 |
| ФЕХТОВАЛЬНАЯ МАСКА (2 ВАРИАНТА) | 2001 |
|
RU2181065C1 |
| Прибор для определения пластичности и подвижности кашицеобразных масс, растворов, пенобетонов | 1949 |
|
SU84527A2 |
| CN 200959862 Y, 17.10.2007. | |||

