Изобретение относится к области вооружения и экипировки, к разработкам средств защиты и может быть использовано для изготовления бронешлемов из слоистых полимерных композиционных материалов, например органопластиков.
Известна пулезащитная каска и способ ее изготовления по патенту ФРГ №2334941 от 31.10.72 г., МКИ7 F41H 1/04.
Известен бронешлем, представленный в докладе Е.В.Куприяновой «Дальнейшее усовершенствование общевойсковых композитных бронешлемов типа 6Б7-1». Тезисы докладов YIII международной конференции «Новейшие тенденции в области конструирования и применения баллистических материалов и средств защиты», 15-16 сентября 2005 г., г.Хотьково Московской обл.
Известен дискретно тканевый бронематериал для баллистических слоев бронешлема и способ его изготовления по патенту RU №2251651, от 10.05.2003 г., МКИ7 F41Н 1/02, обладающий повышенными защитными характеристиками.
Известен бронешлем и способ его изготовления по заявке Великобритании №2148185, от 30.05.1985 г., МКИ7 В32В 7/08, при котором в матрицу послойно укладывают бронезащитный полимерный композиционный материал.
Известен бронешлем и способ его изготовления, представленный в докладе В.А.Анисковича и Е.Ф.Харченко «Разработка современных бронешлемов 2 класса защиты для специальных подразделений». Тезисы докладов YIII международной конференции «Новейшие тенденции в области конструирования и применения баллистических материалов и средств защиты», 15-16 сентября 2005 г., г.Хотьково Московской обл. Известный бронешлем содержит наружную и внутреннюю оболочки из слоистого композита и находящийся между ними пакет слоев баллистической ткани, не пропитанной связующим.
Также известен бронешлем и способ его изготовления по патенту RU №2128457, от 14.05.98 г., МКП7 А42В 3/00.
Известный способ изготовления бронешлема из слоистых полимерных композитов заключается в том, что в матрицу укладывают слои наружной оболочки из, например, арамидной ткани, пропитанной полимерным связующим, слои баллистической не пропитанной ткани и, аналогичные наружным, слои внутренней оболочки, после полимеризации связующего полученный пакет извлекают из матрицы, удаляют технологический припуск механической обработкой края, фиксируют слои окантовкой из пропитанной полимерным связующим стеклоткани в виде кольцевого швеллера и элементами фиксации.
Известный бронешлем из слоистых полимерных композитов содержит слои наружной оболочки из, например, арамидной ткани, пропитанной полимерным связующим, слои баллистической не пропитанной ткани и, аналогичные наружным, слои внутренней оболочки, окантовку из стеклоткани, пропитанной полимерным связующим, в виде кольцевого швеллера и элементы фиксации слоев.
Недостатком известного способа является его низкая технологичность, в частности низкая технологичность укладки баллистических слоев на сырые слои наружной оболочки и свежепропитанных слоев внутренней оболочки на не пропитанные баллистические слои и низкая технологичность самой укладки без периодического уплотнения уже уложенных слоев. Также нетехнологичными являются операции механической обработки края шлема из-за возможного смещения слоев и сверление отверстий из-за возможной намотки волокон баллистической ткани на режущий инструмент, а также операция формования канта из-за сложности выравнивания пропитанной стеклоткани вдоль и поперек нитей основы и утка. Кроме того, недостатком является низкое качество изделия, в частности его низкие защитные характеристики из-за неравномерного распределения количества баллистических слоев по защитной поверхности и повреждения волокон при сверлении отверстий, ненадежной фиксации слоев, слабой реализации преимуществ дискретности материала при неоптимальном раскрое баллистической ткани и проникновении в нее полимерного связующего, а также большой расход баллистического материала.
Недостатком известного устройства является низкая надежность его работы при низких защитных характеристиках из-за неравномерного распределения количества баллистических слоев по защитной поверхности и повреждения волокон при сверлении отверстий, слабой реализации преимуществ дискретности материала при неоптимальном раскрое баллистической ткани и проникновении в нее полимерного связующего, а также из-за ненадежной фиксации слоев бронешлема. Кроме того, недостатком является низкое качество канта.
Известный способ изготовления и известный бронешлем, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипа.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка более технологичного в изготовлении бронешлема повышенной надежности работы, более высокого качества.
Технический результат, который может быть получен при решении технической задачи по реализации предлагаемого способа, заключается в повышении технологичности изготовления бронешлема за счет повышения технологичности укладки баллистических слоев на сырые слои наружной оболочки и свежепропитанных слоев внутренней оболочки на не пропитанные баллистические слои и повышения технологичности самой укладки за счет повышения технологичности операции механической обработки края шлема без смещения оболочек и слоев и сверления отверстий без возможной намотки волокон баллистической ткани на режущий инструмент, а также за счет повышения технологичности операции формования канта, и, кроме того, технический результат заключается в повышении качества изделия и снижении расхода ткани.
Технический результат устройства, который может быть получен при решении технической задачи, заключается в повышении надежности работы за счет повышения защитных характеристик при повышении равномерности распределения количества баллистических слоев по защитной поверхности и исключения повреждения волокон при сверлении отверстий, более полной реализации преимуществ дискретности материала за счет оптимизации раскроя баллистической ткани и исключение проникновения в нее полимерного связующего, а также за счет повышения надежности фиксации слоев бронешлема. Кроме того, технический результат заключается в повышении качества канта и снижении расхода ткани.
Поставленная задача с достижением технического результата решается за счет того, что способ изготовления бронешлема из слоистых полимерных композитов, при котором в матрицу укладывают слои наружной оболочки из, например, арамидной ткани, пропитанной полимерным связующим, слои баллистической не пропитанной ткани и, аналогичные наружным, слои внутренней оболочки, после полимеризации связующего полученный пакет извлекают из матрицы, удаляют технологический припуск механической обработкой края, фиксируют слои окантовкой из пропитанной полимерным связующим стеклоткани в виде кольцевого швеллера и элементами фиксации, и, согласно изобретению, баллистические слои изолируют от пропитанных слоев, например, полиэтиленовой пленкой, а каждый слой баллистической ткани предварительно раскраивают, причем основные баллистические слои вырезают в виде ромашки, а промежуточные баллистические слои - в виде кольца, при этом каждый основной слой укладывают по всей рабочей поверхности с нахлестами в зоне лепестков, равномерно распределяя нахлесты поворотом слоев друг относительно друга вокруг полюса матрицы, а промежуточные слои укладывают, совмещая центр кольца с полюсом и перекрывая зону оснований лепестков основных слоев. При этом часть основных баллистических слоев укладывают с нахлестом в зоне полюса из отдельных или групп лепестков, а промежуточные слои выполняют из отдельных секторов. Наружную оболочку, все баллистические слои или по частям, и окончательно весь пакет выдерживают под давлением, накрывая, например, матрицу плитой и накачивая помещенную внутрь резиновую камеру, или в автоклаве. После извлечения пакета из формы слои сшивают у края шлема не менее чем в двух местах, например, арамидной нитью, выполняя не менее двух отверстий для каждого места сшивки в слоях методом, исключающим повреждение баллистических слоев в виде намотки волокон на режущий инструмент, например проколом шилом с его интенсивным вращением. Окантовку края шлема выполняют, закрывая полками швеллера сшивку арамидной нитью и располагая стеклоткань ее основными нитями под углом (35...55)° к ребру швеллера. В бронешлеме выполняют отверстия для размещения дополнительных элементов фиксации или крепежных элементов, например, подтулейного устройства, для чего предварительно выполняют отверстия в слоях методом, исключающим повреждение баллистических слоев в виде намотки волокон на режущий инструмент, например проколом шилом с его интенсивным вращением, нагнетают в зону отверстия полимерное связующее и, после его полимеризации, сверлят обычным способом отверстие.
Поставленная задача с достижением технического результата для устройства решается за счет того, что бронешлем из слоистых полимерных композитов содержит слои наружной оболочки из, например, арамидной ткани, пропитанной полимерным связующим, слои баллистической не пропитанной ткани и, аналогичные наружным, слои внутренней оболочки, окантовку из стеклоткани, пропитанной полимерным связующим, в виде кольцевого швеллера и элементы фиксации слоев, согласно изобретению баллистические слои снабжены изолирующими от оболочек одним или двумя слоями, например, полиэтиленовой пленки и выполнены из основных, раскроенных в виде ромашки, и промежуточных слоев, раскроенных в виде кольца, при этом каждый основной слой расположен по всему бронешлему с нахлестами лепестков, причем нахлесты разных слоев распределены равномерно по кругу, а промежуточные слои расположены вокруг полюса бронешлема с перекрытием зоны оснований лепестков основных слоев. При этом часть основных баллистических слоев выполнена из отдельных или групп лепестков, уложенных с нахлестом в зоне полюса, а промежуточные слои выполнены из отдельных секторов. Бронешлем снабжен сшивками, например, из арамидной нити, расположенными у его края не менее чем в двух местах, выполненными не менее чем через два сквозных отверстия бронешлема. Стеклоткань окантовки края шлема расположена ее основными нитями под углом (35...55)° к ребру швеллера, а полками швеллера закрыты сшивки арамидной нитью. Бронешлем снабжен втулками из волокон баллистической ткани, пропитанных полимерным связующим, отверстия которых являются местом размещения дополнительных элементов фиксации или крепежных элементов, например, подтулейного устройства.
Отличительными признаками способа являются следующие:
- баллистические слои изолируют от пропитанных слоев, например, полиэтиленовой пленкой - признак существенный, предусматривает наличие новых операций и новую последовательность их выполнения, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления бронешлема за счет повышения технологичности укладки баллистических слоев на сырые слои наружной оболочки и свежепропитанных слоев внутренней оболочки на не пропитанные баллистические;
- каждый слой баллистической ткани предварительно раскраивают, причем основные баллистические слои вырезают в виде ромашки, а промежуточные баллистические слои - в виде кольца, при этом каждый основной слой укладывают по всей рабочей поверхности с нахлестами в зоне лепестков, равномерно распределяя нахлесты поворотом слоев друг относительно друга вокруг полюса матрицы, а промежуточные слои укладывают, совмещая центр кольца с полюсом и перекрывая зону оснований лепестков основных слоев, - признак существенный, предусматривает наличие новых операций и новую последовательность их выполнения, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления бронешлема и повышение качества изделия за счет оптимизации защитных свойств при повышении равномерности распределения количества баллистических слоев по защитной поверхности компенсацией промежуточными слоями слоев зоны с минимальными нахлестами, то есть зоны основания лепестков, а также за счет повышения защитных свойств при реализации преимуществ дискретности материала, подробно изложенных в описании аналога - патента RU №2251651;
- часть основных баллистических слоев укладывают с нахлестом в зоне полюса из отдельных или групп лепестков, а промежуточные слои выполняют из отдельных секторов - признак существенный, предусматривает наличие новых операций и новую последовательность их выполнения, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления бронешлема и повышение качества изделия за счет оптимизации защитных свойств при повышении равномерности распределения количества баллистических слоев по защитной поверхности компенсацией нахлестами части слоев основных слоев зоны без нахлестов, то есть зоны полюса, а также за счет повышения защитных свойств при повышении преимуществ дискретности материала, кроме того, признак направлен на снижение расхода материала;
- наружную оболочку, все баллистические слои или по частям, и окончательно весь пакет выдерживают под давлением, накрывая, например, матрицу плитой и накачивая помещенную внутрь резиновую камеру, или в автоклаве - признак существенный, предусматривает наличие новых операций и новую последовательность их выполнения, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления бронешлема и повышение качества изделия за счет уплотнения слоев оболочек и баллистических, а также выравнивания и фиксации баллистических слоев при укладке;
- после извлечения пакета из формы слои сшивают у края шлема не менее чем в двух местах, например, арамидной нитью, выполняя не менее двух отверстий для каждого места сшивки в слоях методом, исключающим повреждение баллистических слоев в виде намотки волокон на режущий инструмент, например проколом шилом с его интенсивным вращением, - признак существенный, предусматривает наличие новых операций и новую последовательность их выполнения, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления бронешлема и повышение качества изделия за счет повышения технологичности операции механической обработки края шлема без смещения оболочек и слоев и сверления отверстий без возможной намотки волокон баллистической ткани на режущий инструмент, а также за счет повышения надежности фиксации оболочек и слоев;
- окантовку края шлема выполняют, закрывая полками швеллера сшивку арамидной нитью и располагая стеклоткань ее основными нитями под углом (35...55)° к ребру швеллера, - признак существенный, предусматривает наличие новых операций и новую последовательность их выполнения, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления бронешлема и повышение качества изделия за счет повышения технологичности операции формования канта при выравнивании пропитанной стеклоткани вдоль и поперек нитей основы и утка, а также повышения качества внешнего вида зоны канта;
- в бронешлеме выполняют отверстия для размещения дополнительных элементов фиксации или крепежных элементов, например, подтулейного устройства, для чего предварительно выполняют отверстия в слоях методом, исключающим повреждение баллистических слоев в виде намотки волокон на режущий инструмент, например проколом шилом с его интенсивным вращением, нагнетают в зону отверстия полимерное связующее и, после его полимеризации, сверлят обычным способом отверстие - признак существенный, предусматривает наличие новых операций и новую последовательность их выполнения, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления бронешлема и повышение качества изделия за счет повышения технологичности операции механической обработки отверстий без возможной намотки волокон баллистической ткани на режущий инструмент, а также за счет повышения надежности фиксации оболочек и слоев.
Отличительными признаками устройства являются следующие:
- баллистические слои снабжены изолирующими от оболочек одним или двумя слоями, например, полиэтиленовой пленки - признак существенный, предусматривает наличие нового элемента и новое взаимное расположение элементов, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет улучшения защитных характеристик при исключении проникновения в баллистические слои полимерного связующего;
- баллистические слои выполнены из основных, раскроенных в виде ромашки, и промежуточных слоев, раскроенных в виде кольца, при этом каждый основной слой расположен по всему бронешлему с нахлестами лепестков, причем нахлесты разных слоев распределены равномерно по кругу, а промежуточные слои расположены вокруг полюса бронешлема с перекрытием зоны оснований лепестков основных слоев - признак существенный, предусматривает новую форму элемента и новое взаимное расположение элементов, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет оптимизации защитных свойств при повышении равномерности распределения количества баллистических слоев по защитной поверхности компенсацией промежуточными слоями слоев зоны с минимальными нахлестами, то есть зоны основания лепестков, а также за счет повышения защитных свойств при реализации преимуществ дискретности материала;
- часть основных баллистических слоев выполнена из отдельных или групп лепестков, уложенных с нахлестом в зоне полюса, а промежуточные слои выполнены из отдельных секторов - признак существенный, предусматривает новое взаимное расположение элементов и новую форму элемента, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет оптимизации защитных свойств при повышении равномерности распределения количества баллистических слоев по защитной поверхности компенсацией промежуточными слоями слоев зоны с без нахлестов, то есть зоны полюса, а также за счет повышения защитных свойств при повышении преимуществ дискретности материала, а также в снижении расхода материала;
- бронешлем снабжен сшивками, например, из арамидной нити, расположенными у его края не менее чем в двух местах, выполненными не менее чем через два сквозных отверстия бронешлема, - признак существенный, предусматривает наличие нового элемента и новое взаимное расположение элементов, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет улучшения защитных характеристик при повышении надежности фиксации слоев бронешлема;
- стеклоткань окантовки края шлема расположена ее основными нитями под углом (35...55)° к ребру швеллера, а полками швеллера закрыты сшивки арамидной нитью - признак существенный, предусматривает новое взаимное расположение элементов, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества канта;
- бронешлем снабжен втулками из волокон баллистической ткани, пропитанных полимерным связующим, отверстия которых являются местом размещения дополнительных элементов фиксации или крепежных элементов, например, подтулейного устройства, - признак существенный, предусматривает наличие нового элемента, новое взаимное расположение элементов и новую связь элементов, направлен на решение поставленной задачи с достижением технического результата, заключающегося в повышении надежности работы за счет улучшения защитных характеристик при повышении надежности фиксации слоев бронешлема.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы бронешлемов без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
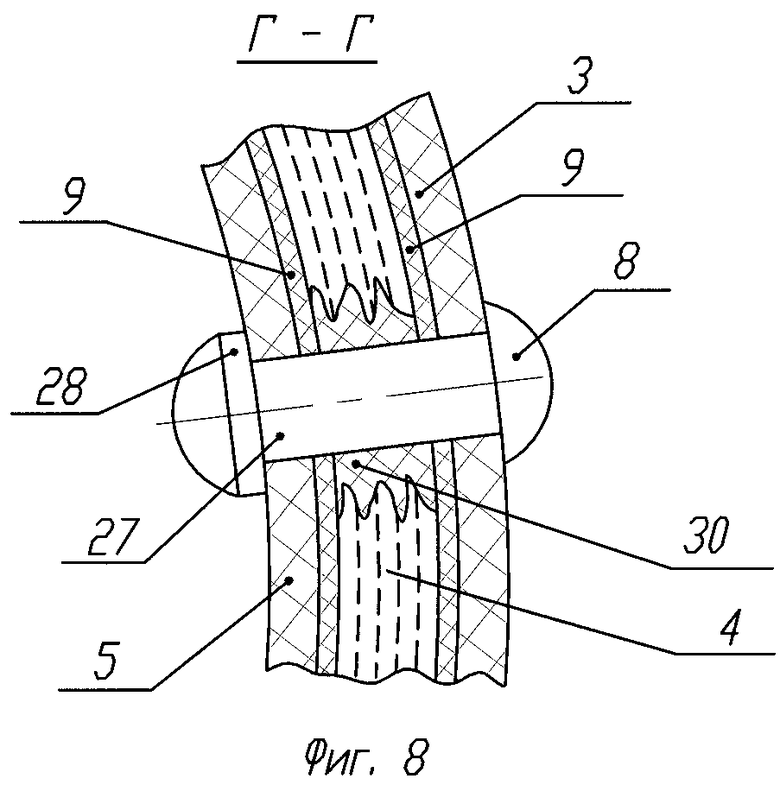
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид способа изготовления бронешлема, на фиг.2 - поперечный разрез матрицы, на фиг.3 - общий вид бронешлема, на фиг.4 - раскрой слоев баллистической ткани, на фиг.5 - продольный разрез бронешлема, на фиг.6 - вид на область канта, на фиг.7, 8 - разрез по отверстию элементов фиксации.
Способ изготовления бронешлема 1 из слоистых полимерных композитов, при котором в матрицу 2 укладывают слои наружной оболочки 3 из, например, арамидной ткани, пропитанной полимерным связующим, слои баллистической не пропитанной ткани 4 и, аналогичные наружным, слои внутренней оболочки 5. После полимеризации связующего полученный пакет извлекают из матрицы 2, удаляют технологический припуск механической обработкой края, фиксируют слои окантовкой 6 из пропитанной полимерным связующим стеклоткани в виде кольцевого швеллера 7 и элементами фиксации 8. Баллистические слои 4 изолируют от пропитанных слоев 3 и 5, например, полиэтиленовой пленкой 9. Каждый слой баллистической ткани предварительно раскраивают, причем основные баллистические слои 10 вырезают в виде ромашки, а промежуточные баллистические слои 11 - в виде кольца, при этом каждый основной слой укладывают по всей рабочей поверхности с нахлестами 12 в зоне лепестков, равномерно распределяя нахлесты поворотом слоев друг относительно друга вокруг полюса матрицы 13, а промежуточные слои укладывают, совмещая центр кольца 14 с полюсом 13 и перекрывая зону оснований 15 лепестков основных слоев. При этом часть основных баллистических слоев укладывают с нахлестом 16 в зоне полюса 13 из отдельных или групп 17 лепестков, а промежуточные слои выполняют из отдельных секторов 18. Наружную оболочку 3, все баллистические слои 4 или по частям, и окончательно весь пакет выдерживают под давлением 19, накрывая, например, матрицу 2 плитой 20 и накачивая помещенную внутрь резиновую камеру 21, или в автоклаве. После извлечения пакета из формы 2 слои сшивают у края шлема не менее чем в двух местах, например, арамидной нитью 22, выполняя не менее двух отверстий 23 для каждого места сшивки в слоях методом, исключающим повреждение баллистических слоев 4 в виде намотки волокон на режущий инструмент, например проколом шилом с его интенсивным вращением. Окантовку 6 края шлема 1 выполняют, закрывая полками швеллера 7 сшивку 22 арамидной нитью и располагая стеклоткань ее основными нитями 24 под углом (35...55)° к ребру швеллера 25. В бронешлеме 1 выполняют отверстия 26 для размещения дополнительных элементов фиксации 27 или крепежных элементов 28, например, подтулейного устройства, для чего предварительно выполняют отверстия в слоях методом, исключающим повреждение баллистических слоев в виде намотки волокон на режущий инструмент, например проколом шилом с его интенсивным вращением, нагнетают в зону 29 отверстия 26 полимерное связующее и, после его полимеризации, сверлят обычным способом отверстие 26.
Бронешлем 1 из слоистых полимерных композитов содержит слои наружной оболочки 3 из, например, арамидной ткани, пропитанной полимерным связующим, слои баллистической не пропитанной ткани 4 и, аналогичные наружным, слои внутренней оболочки 5, окантовку 6 из стеклоткани, пропитанной полимерным связующим, в виде кольцевого швеллера 7 и элементы фиксации слоев 8. Баллистические слои 4 снабжены изолирующими от оболочек одним или двумя слоями, например, полиэтиленовой пленки 9 и выполнены из основных 10, раскроенных в виде ромашки, и промежуточных слоев 11, раскроенных в виде кольца. Каждый основной слой 10 расположен по всему бронешлему 1 с нахлестами 12 лепестков, причем нахлесты разных слоев распределены равномерно по кругу, а промежуточные слои расположены вокруг полюса 13 бронешлема с перекрытием зоны оснований 15 лепестков основных слоев. При этом часть основных баллистических слоев выполнена из отдельных или групп лепестков 17, уложенных с нахлестом 16 в зоне полюса 13, а промежуточные слои 11 выполнены из отдельных секторов 18. Бронешлем 1 снабжен сшивками 22, например, из арамидной нити, расположенными у его края не менее чем в двух местах, выполненными не менее чем через два сквозных отверстия 23 бронешлема 1. Стеклоткань окантовки 6 края шлема расположена ее основными нитями 24 под углом (35...55)° к ребру 24 швеллера 7, а полками швеллера 7 закрыты сшивки 22 арамидной нитью. Бронешлем 1 снабжен втулками 30 из волокон баллистической ткани, пропитанных полимерным связующим, отверстия 26 которых являются местом размещения дополнительных элементов фиксации 27 или крепежных элементов 28, например, подтулейного устройства.
Вариант конкретного исполнения способа заключается в том, что боковые стороны 31 лепестков ромашки основных баллистических слоев 10 при раскрое вырезают по кривой линии, стеклоткань для канта 6 выкраивают в виде полос под углом (35...55)° к нитям основы 24 или утка 32, а группы лепестков 17 основных слоев 10 и сектора 18 промежуточных слоев 11 баллистической ткани 4 перед укладкой сшивают.
Вариант конкретного исполнения бронешлема 1 заключается в том, что неравномерность распределения количества баллистических слоев (толщины баллистического слоя 4), возникающая из-за наличия нахлестов 12 ткани в основных слоях 10, компенсируется в зоне 15 основания лепестков промежуточными слоями 11, а в зоне полюса 13 - нахлестами 16 сшитых групп лепестков 17 основных слоев, причем количество слоев, размеры нахлестов и их взаимное расположение определяются опытным путем. Другой вариант исполнения предусматривает дифференцирование защитных свойств по защитной поверхности в зависимости от направления воздействия поражающих элементов путем изменения схемы укладки баллистичеких слоев в рамках предложенного технического решения.
Работает бронешлем 1 следующим образом. При взаимодействии поражающего элемента с бронешлемом 1, например пули стрелкового оружия, по аналогам, представленным в тезисах докладов YIII международной конференции «Новейшие тенденции в области конструирования и применения баллистических материалов и средств защиты», 15-16 сентября 2005 г., г.Хотьково Московской обл., пробивается наружная оболочка 3, а в баллистических слоях 4 пуля в подавляющем большинстве случаев (до 90%) поворачивается на 90° и, после пробития части слоев 4, останавливается.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию бронешлема с повышенной надежностью работы, что и подтверждает это использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний бронешлемов, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2564970C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| Способ изготовления бронепанели из слоистых композитов для защиты нижней части лица и бронепанель из слоистых полимерных композитов для защиты нижней части лица | 2016 |
|
RU2636303C1 |
| БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2329751C2 |
| Способ изготовления бронепанели из слоистых полимерных композитов для защиты верхней части лица и бронепанель из слоистых полимерных композитов для верхней части лица | 2016 |
|
RU2626218C1 |
| Способ изготовления бронешлема из полимерных композитов и бронешлем из полимерных композитов | 2017 |
|
RU2661593C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2008 |
|
RU2415367C2 |
| КОРПУС ЗАЩИТНОГО ШЛЕМА | 1998 |
|
RU2128457C1 |
| ШЛЕМ ЗАЩИТНЫЙ КОМБИНИРОВАННЫЙ | 2004 |
|
RU2260163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2007 |
|
RU2365854C2 |


Изобретение относится к области вооружения и экипировки, к разработкам средств защиты, а именно к бронешлемам и способам их изготовления. Заявленное изобретение направлено на изготовление бронешлема повышенной надежности работы, более высокого качества. При изготовлении бронешлема из слоистых полимерных композитов в матрицу укладывают слои наружной оболочки, слои баллистической не пропитанной ткани и слои внутренней оболочки. Баллистические слои изолируют полиэтиленовой пленкой, а каждый слой баллистической ткани предварительно раскраивают: основные - в виде ромашки, а промежуточные - в виде кольца. Каждый основной слой укладывают по всей рабочей поверхности с нахлестами в зоне лепестков, а промежуточные слои - перекрывая зону основания лепестков основных слоев. Скрепляют слои окантовкой в виде кольцевого швеллера и элементами фиксации. Наружную оболочку, все или по частям баллистические слои и окончательно весь пакет выдерживают под давлением, накрывая матрицу плитой и накачивая помещенную внутрь резиновую камеру. 2 н. и 9 з.п. ф-лы, 11 ил.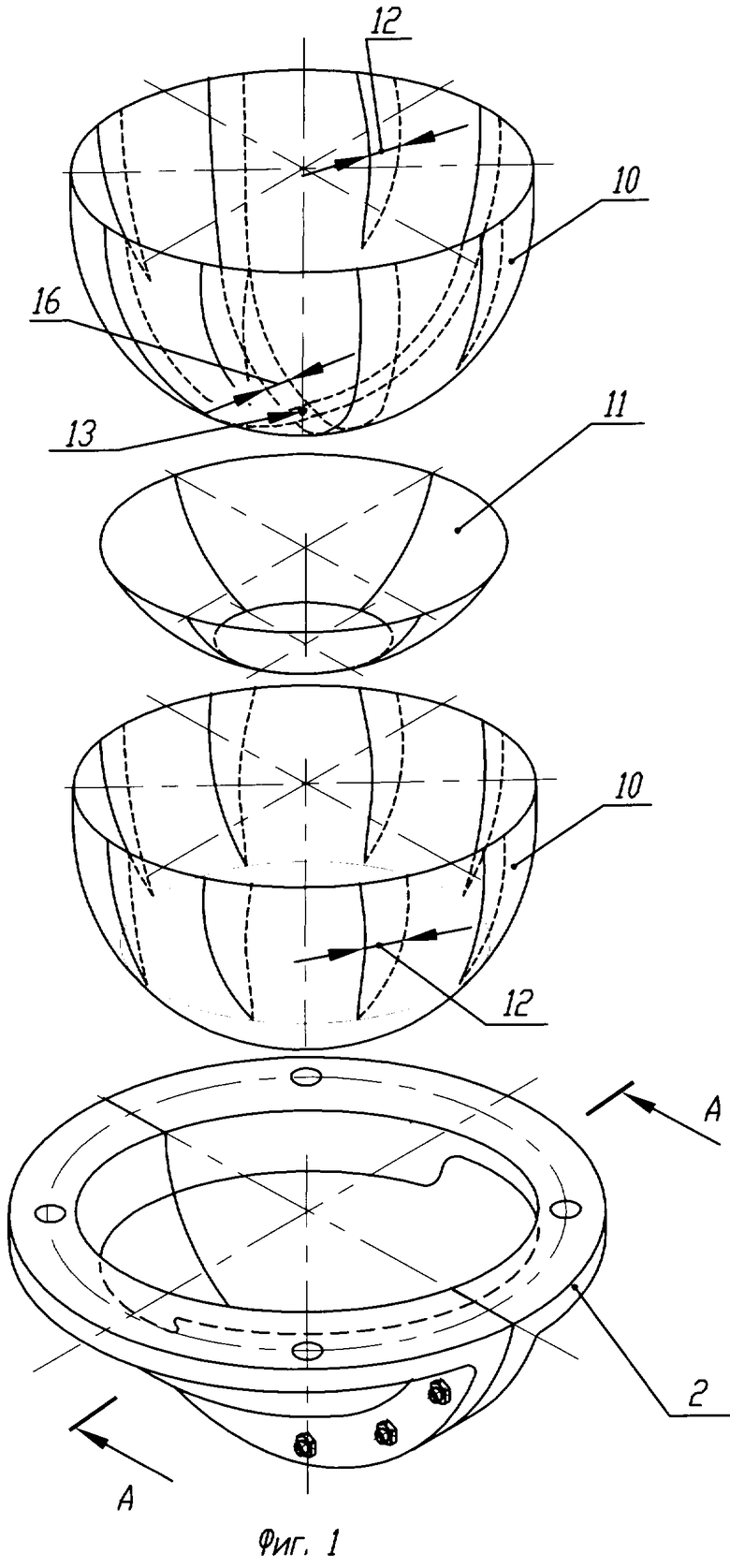
| КОРПУС ЗАЩИТНОГО ШЛЕМА | 1998 |
|
RU2128457C1 |
| ПЮРЕ ДЛЯ ДЕТСКОГО ПИТАНИЯ | 1999 |
|
RU2154960C1 |
| Фиксационный офтальмоскоп | 1958 |
|
SU119652A1 |
| СПОСОБ МОДЕЛИРОВАНИЯ НЕЛИНЕЙНЫХ ЭЛЕКТРИЧЕСКИХ ЦЕПЕЙ | 0 |
|
SU222029A1 |
| КОРПУС ЗАЩИТНОГО ШЛЕМА | 1995 |
|
RU2074626C1 |
| ЗАЩИТНЫЙ ШЛЕМ | 1992 |
|
RU2019110C1 |

