Изобретение относится к области вооружения, к разработкам средств защиты и может быть использовано для изготовления бронезащиты термозащитного контейнера для хранения и транспортировки преимущественно взрывоопасных изделий.
Известен способ изготовления броневставки из полимерных композиционных материалов и броневставка из полимерных композиционных материалов по патенту RU 2499220 от 05.10.2012, МКП7 F41H 1/02.
Известна бронеплита по патенту RU №2165583 от 12.04.1999 г. МПК F41H 5/04, содержащая слои полимерного композита и плитки из твердосплавного материала, например керамические.
Известна бронепреграда и способ ее изготовления по патенту ФРГ №2334941 от 31.10.72 г., МКИ7 F41H 1/04. Бронепреграда содержит слои полимерного композита.
Известна противоосколочная броня по патенту США №4664967, НКИ 428-220, МКП7 B32B 3/12, опубл. 87.05.12.
Известна броня, содержащая слои полимерного композиционного материала (ПКМ) из арамидных волокон по РСТ (WO) №9206840, МКП7 F41H 5/04 от 28.02.91.
Известна бронепанель и способ ее изготовления по заявке Великобритании №2148185, от 30.05.1985 г., МКИ7 B32B 7/08.
Известна броневставка по патенту RU 2190823 от 05.07.2001, МКП7 F41H 1/02.
Известные устройства и известный способ определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатками общего известного уровня техники для способа изготовления броневставок является низкая технологичность из-за отсутствия видимой базы для точной установки и низкой надежности закрепления технологических элементов (реек), а также неплотного прилегания бронеэкрана к намотанным слоям с возможностью его сползания при намотке, также недостатком является низкое качество устройства, из-за низкой термостойкости, высокой теплопроводности материала и низкой точности прилегания боковых кромок броневставок при наличии зазоров между ними и, как следствие, проникновения, например, раскаленных газов в полость контейнера при пожаре, а также из-за низкой огнестойкости материала, кроме того, недостатком являются низкие бронезащитные свойства броневставок при волновом воздействии на материал высокоэнергитичных инденторов, а также высокая масса броневставок.
Недостатками общего известного уровня техники для устройства являются его низкая термостойкость из-за возможности проникновения, например, раскаленных газов в полость контейнера при пожаре при низкой точности прилегания боковых кромок броневставок и наличия зазоров между ними, низкая термостойкость из-за высокой теплопроводности материала, низкая огнестойкость из-за высокой горючести связующего, а также низкие бронезащитные свойства при волновом воздействии высокоэнергитичных инденторов на сплошные среды баллистических слоев, кроме того, недостатком является высокая массы броневставок.
Технической задачей, на решение которой направлены заявляемые изобретения, является создание более технологичных и качественных броневставок.
Технический результат для способа, который может быть получен при решении технической задачи, заключается в повышении технологичности за счет наличия видимой базы для точной установки и повышения надежности закрепления технологических элементов за счет упрощения точной установки технологических элементов без подгонки и регулировки, за счет более надежного крепления бронеэкрана при намотке с более плотным прилеганием к компенсирующим слоям, в повышении качества устройства за счет повышения термостойкости при снижении теплопроводности полого материала, повышении точности прилегания боковых кромок броневставок и отсутствии зазоров между ними и, как следствие, повышении термостойкости при исключении проникновения, например, раскаленных газов в полость контейнера при пожаре, и за счет повышения огнестойкости при наличии в составе связующего уретана, модифицированного хлорпарафинами, которые ингибируют интенсивное окисление (горение) при температуре, близкой к возгоранию, кроме того, технический результат заключается в повышении бронезащитных свойств за счет снижения волнового воздействия инденторов при гашении волн разрушающих напряжений в полом материале, а также в снижении массы броневставок.
Технический результат для устройства, который может быть получен при решении технической задачи, заключается в повышении термостойкости при исключении проникновения, например, раскаленных газов в полость контейнера при пожаре за счет повышения точности прилегания боковых кромок броневставок и отсутствия зазоров между ними, в повышении термостойкости за счет снижения теплопроводности полого материала, в повышении огнестойкости за счет применения в составе связующего уретана, модифицированного хлорпарафинами, которые ингибируют интенсивное окисление (горение) при температуре, близкой к возгоранию, а также в повышении бронезащитных свойств за счет снижения волнового воздействия инденторов при гашении волн разрушающих напряжений в полом материале, кроме того, технический результат заключается в снижении массы броневставок.
Для способа поставленная задача с достижением технического результата решается за счет того, что способ изготовления броневставок термозащитного контейнера из полимерных композиционных материалов, при котором на оправку с двумя симметрично расположенными и выступающими за ее рабочую зону продольными канавками, заполненными легко разрушаемым материалом, например гипсом, наматывают в пределах рабочей зоны баллистические слои спиральных жгутов обоих направлений из полых стеклянных волокон, пропитанных эластичным синтетическим связующим, и укладывают компенсирующие слои ткани полых стеклянных волокон, пропитанных аналогичным связующим, затем над канавками устанавливают рейки из легко разрушаемого материала, например деревянные, закрепляют их на оправке за пределами рабочей зоны, приматывая к оправке кольцевыми витками, например, стекложгута, затем предварительно изготовленные обечайки керамического бронеэкрана укладывают их плоскими боковыми кромками вплотную к рейкам и наматывают на обечайки противоосколочные слои, аналогичные баллистическим, прижимая обечайки к рейкам и компенсирующим слоям, полученную заготовку термообрабатывают, после термообработки заготовку разрезают по рейкам, удаляют облой заподлицо кромкам бронеэкрана и обформовывают кромки швеллерообразным профилем из ткани, аналогичной компенсирующим слоям.
Для спиральных жгутов используют стеклянные нити из полых волокон ЕСП11 18,8x3z100, материала компенсирующих слоев и обформовки кромок - стеклопластик на основе ткани из полых волокон марки Т-45(П)-76, а в качестве связующего используют композицию на основе уретана УР-70В, при этом баллистические слои выполняют из 20-24 слоев материала, противоосколочные - из 2-4 слоев, а компенсирующие - из 1-3 слоев ткани.
Поставленная задача с достижением технического результата для устройства решается за счет того, что броневставки термозащитного контейнера из полимерных композиционных материалов, включающие баллистические слои полуспиральных обоих направлений жгутов из полых стеклянных волокон, пропитанных эластичным синтетическим связующим, компенсирующие слои ткани из полых стеклянных волокон, пропитанных аналогичным связующим, обечайки керамического бронеэкрана, расположенные поверх последних противоосколочные слои, аналогичные баллистическим, причем кромки броневставок обформованы швеллерообразным профилем из ткани, аналогичной компенсирующим слоям, а боковые кромки выполнены с повышенной точностью для беззазорной взаимной стыковки этими плоскими кромками при центровке бросневставок по их наружной поверхности.
Для спиральных жгутов использованы стеклянные нити из полых волокон ЕСП11 18,8x3z100, для материала компенсирующих слоев и обформовки кромок - стеклопластик на основе ткани из полых волокон марки Т-45(П)-76, а в качестве связующего использована композиция на основе уретана УР-70В, при этом баллистические слои выполнены из 20-24 слоев материала, противоосколочные - из 2-4 слоев, а компенсирующие - из 1-3 слоев ткани.
Отличительными признаками способа являются следующие признаки:
- наматывают в пределах рабочей зоны баллистические слои спиральных жгутов обоих направлений из полых стеклянных волокон, пропитанных эластичным синтетическим связующим, и укладывают компенсирующие слои ткани полых стеклянных волокон, пропитанных аналогичным связующим - признаки существенные, предусматривают наличие новых операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности за счет более надежного крепления бронеэкрана при намотке с более плотным прилеганием к компенсирующим слоям, в повышении качества устройства - в снижении теплопроводности полого материала, а также в повышении бронезащитных свойств за счет снижения волнового воздействия инденторов при гашении волн разрушающих напряжений в полом материале, кроме того технический результат заключается в снижении массы броневставок;
- над канавками устанавливают рейки, закрепляют их на оправке за пределами рабочей зоны, приматывая к оправке кольцевыми витками - признаки существенные, предусматривают наличие новых операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности за счет наличия видимой базы для точной установки и повышения надежности закрепления технологических элементов;
- обечайки керамического бронеэкрана укладывают их плоскими боковыми кромками вплотную к рейкам, прижимая обечайки к рейкам - признаки существенные, предусматривают наличие новых операций, новую последовательность операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности за счет упрощения точной установки технологических элементов без подгонки и регулировки, кроме того, технический результат заключается в повышении качества устройства за счет повышения точности прилегания боковых кромок броневставок, отсутствия зазоров между ними и, как следствие, повышения термостойкости при исключении проникновения, например, раскаленных газов в полость контейнера при пожаре;
- удаляют облой заподлицо кромкам бронеэкрана - признаки существенные, предусматривают наличие новых операций, новую последовательность операций и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении технологичности за счет упрощения обрезки облоя при скольжении режущего инструмента по твердой керамической кромке, а также в повышении термостойкости за счет повышения точности прилегания боковых кромок броневставок;
- для спиральных жгутов используют стеклянные нити из полых волокон ЕСП11 18,8x3z100, материала компенсирующих слоев и обформовки кромок - стеклопластик на основе ткани из полых волокон марки Т-45(П)-76, а в качестве связующего используют композицию на основе уретана модифицированного хлорпарафинами УР-70В, при этом баллистические слои выполняют из 20-24 слоев материала, противоосколочные - из 2-4 слоев, а лицевые - из 1-3 слоев ткани - признаки существенные, предусматривают наличие новых операций с обоснованным применением новых материалов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении качества устройства за счет снижения его массы, повышения термостойкости, а также повышения огнестойкости за счет применения в составе связующего уретана, модифицированного хлорпарафинами, которые ингибируют интенсивное окисление (горение) при температуре, близкой к возгоранию.
Отличительными признаками устройства являются следующие признаки:
- включающие баллистические слои полуспиральных обоих направлений жгутов из полых стеклянных волокон, пропитанных эластичным синтетическим связующим, компенсирующие слои ткани из полых стеклянных волокон, пропитанных аналогичным связующим - признаки существенные, предусматривают новую форму элементов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в снижении теплопроводности полого материала, а также в повышении бронезащитных свойств за счет снижения волнового воздействия инденторов при гашении волн разрушающих напряжений в полом материале, кроме того технический результат заключается в снижении массы броневставок;
- противоосколочные слои, аналогичные баллистическим - признаки существенные, предусматривают новое исполнение элементов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в снижении теплопроводности полого материала, в снижении его массы;
- боковые кромки выполнены с повышенной точностью для беззазорной взаимной стыковки этими плоскими кромками при центровке броневставок по их наружной поверхности - признаки существенные, предусматривают новое взаимное расположение элементов и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении термостойкости при исключении проникновения, например, раскаленных газов в полость контейнера при пожаре за счет повышения точности прилегания боковых кромок броневставок и отсутствия зазоров между ними;
- для спиральных жгутов использованы стеклянные нити из полых волокон ЕСП11 18,8x3z100, для материала компенсирующих слоев и обформовки кромок - стеклопластик на основе ткани из полых волокон марки Т-45(П)-76, а в качестве связующего использована композиция на основе уретана УР-70В, при этом баллистические слои выполнены из 20-24 слоев материала, противоосколочные - из 2-4 слоев, а лицевые - из 1-3 слоев ткани - признаки существенные, предусматривают обоснованное применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, заключающегося в повышении термостойкости, а также повышении огнестойкости за счет применения в составе связующего уретана, модифицированного хлорпарафинами, которые ингибируют интенсивное окисление (горение) при температуре, близкой к возгоранию.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению технологичности и качества броневставок без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
Сущность изобретения поясняется чертежами, где на фиг. 1 представлен общий вид способа изготовления броневставок, на фиг. 2 - поперечное сечение по кольцевым виткам примотки реек, на фиг. 3 - поперечное сечение заготовки, на фиг. 4 - продольное сечение края заготовки, на фиг. 5 - поперечное сечение места продольной разрезки заготовки, на фиг. 6 - общий вид состыкованных броневставок в составе термозащитного контейнера, на фиг. 7 - поперечное сечение места стыковки броневставок, на фиг. 8 - продольное сечение нижнего торца броневставки, на фиг. 9 - работа броневставки при взаимодействии с индентором.
Способ изготовления броневставок 1 термозащитного контейнера 2 из полимерных композиционных материалов, при котором на оправку 3 с двумя симметрично расположенными и выступающими за ее рабочую зону 4 продольными канавками 5, заполненными легко разрушаемым материалом 6, например гипсом, наматывают в пределах рабочей зоны 4 баллистические слои 7 спиральных жгутов обоих направлений из полых стеклянных волокон, пропитанных эластичным синтетическим связующим, и укладывают компенсирующие слои 8 ткани полых стеклянных волокон, пропитанных аналогичным связующим, затем над канавками 5 устанавливают рейки 9 из легко разрушаемого материала, например деревянные, закрепляют их на оправке за пределами рабочей зоны 4, приматывая к оправке 3 кольцевыми витками 10, например, стекложгута, затем предварительно изготовленные обечайки 11 керамического бронеэкрана укладывают их плоскими боковыми кромками 12 вплотную к рейкам 9 и наматывают на обечайки противоосколочные слои 13, аналогичные баллистическим 7, прижимая обечайки 11 к рейкам 9 и компенсирующим слоям 8, полученную заготовку термообрабатывают, после термообработки заготовку разрезают 14 по рейкам 9, удаляют облой 15 заподлицо кромкам 12 бронеэкрана и обформовывают кромки швеллерообразным профилем 16 из материала, аналогичного компенсирующим слоям 8.
Для спиральных жгутов используют стеклянные нити из полых волокон ЕСП11 18,8x3z100 ТУ 48-106-94, компенсирующих слоев 8 и обформовки 16 кромок - стеклопластик на основе ткани из полых волокон марки Т-45(П)-76 ТУ 6-48-107-94, а в качестве связующего используют композицию на основе уретана УР-70В ТУ 2253-201-07507802-2004, при этом баллистические слои 7 выполняют из 20-24 слоев материала, противоосколочные 13 - из 2-4 слоев, а компенсирующие 8 - из 1-3 слоев ткани.
Броневставки 1 термозащитного контейнера 2 из полимерных композиционных материалов, включающие баллистические слои 7 полуспиральных обоих направлений жгутов из полых стеклянных волокон, пропитанных эластичным синтетическим связующим, компенсирующие слои 8 ткани из полых стеклянных волокон, пропитанных аналогичным связующим, обечайки 11 керамического бронеэкрана, расположенные поверх последнего противоосколочные слои 13, аналогичные баллистическим 7, причем кромки 12 броневставок 1 обформованы швеллерообразным профилем 16 из ткани, аналогичной компенсирующим слоям, а боковые кромки выполнены с повышенной точностью для беззазорной взаимной стыковки 17 этими плоскими кромками 12 при центровке бросневставок 1 по их наружной поверхности 18.
Для спиральных жгутов использованы стеклянные нити из полых волокон ЕСП11 18,8x3z100 ТУ 48-106-94, для материала компенсирующих слоев 8 и обформовки 16 кромок - стеклопластик на основе ткани из полых волокон марки Т-45(П)-76 ТУ 6-48-107-94, а в качестве связующего использована композиция на основе уретана УР-70В ТУ 2253- 201-07507802-2004, при этом баллистические слои 7 выполнены из 20-24 слоев материала, противоосколочные 13 - из 2-4 слоев, а компенсирующие 8 - из 1-3 слоев ткани.
Пример конкретного исполнения способа заключается в том, что первую спираль баллистических слоев 7 начинают (см. фиг. 4) с одного-двух кольцевых витков жгута, привязывая жгут к этим виткам на краю рабочей зоны 4, при этом каждую последующую спираль на краях рабочей зоны 4 с целью исключения ее сползания при развороте намотки заканчивают двумя-четырьмя кольцевыми витками, прижимая ими конец спирали, получая утолщение 19 в зоне припуска 20. Зацепы жгутов с разворотом намотки можно осуществлять также с помощью штифтов 21. Аналогично наматывают противоосколочные слои 13.
Бронеэкран 11 склеивают из керамических ячеек в специальных формах с обеспечением высокой точности геометрических параметров кромок 12. Разрезают 14 заготовку алмазным диском 22 с толщиной реза и отклонением его направления от номинального, обеспечивающими величину облоя 15 и исключение зарезов кромок 12, которые, в свою очередь, обеспечиваются толщиной рейки 23 и точностью ее установки 24 относительно видимого края 25 паза 5. При этом все перечисленные точностные параметры при исполнении заявленного способа обеспечивают плотность стыковки 17 кромок броневставок и, таким образом, повышенную термостойкость броневставок в составе контейнера.
Работают броневставки 1 следующим образом. При воздействии высоких температур на броневставки 1 за счет низкой теплопроводности противоосколочных 13, компенсирующих 8 и баллистических 7 слоев, а также плотности стыковки 17 температура взрывоопасного изделия 26 не достигает критического значения в течение времени, достаточного для устранения причин высоких температур.
При воздействии высокоэнергетичного индентора 27 он пробивает (см. фиг. 9) противоосколочный слой 13, разбивается на осколки 28 о бронеэкран 11, разбивая его ячейку на осколки 29 бронеэкрана, и инициирует волны разрушающих напряжений в коноиде разрушений 30. Благодаря наличию полостей в волокнах компенсирующих 8 и баллистических 7 слоев волны интенсивно гасятся, осколки 28 и 29 теряют энергию и останавливаются в баллистических слоях 7 с образованием запреградного выступа 31. Часть осколков 29 бронеэкрана задерживается от вылета наружу противоосколочными слоями 13.
Таким образом, использование изобретений позволит создать броневставку с повышенной надежностью работы, что и подтверждает ее использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний броневставок, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВКИ ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКА ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИОПРОЗРАЧНОГО БРОНЕЭКРАНА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И РАДИОПРОЗРАЧНЫЙ БРОНЕЭКРАН ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2009 |
|
RU2412422C1 |
| ЗАЩИТНАЯ ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2096678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЁМНОЙ БРОНЕЗАЩИТЫ ЭКИПАЖА ВЕРТОЛЁТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И СЪЁМНАЯ БРОНЕЗАЩИТА ЭКИПАЖА ВЕРТОЛЁТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2015 |
|
RU2577441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2011 |
|
RU2492048C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| ВЛАГОЗАЩИТНЫЙ КОНТЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИОПРОЗРАЧНОГО ПОЛИМЕР-КОМПОЗИТНОГО БРОНЕЗАЩИТНОГО УСТРОЙСТВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2711144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2008 |
|
RU2415367C2 |
Группа изобретений относится к области вооружения, а именно к способу изготовления броневставок термозащитного контейнера из полимерных материалов и броневставкам. В способе изготовления броневставок 1 на оправку 3 с двумя симметрично расположенными и выступающими за ее рабочую зону 4 продольными канавками 5, заполненными легко разрушаемым материалом 6, наматывают в пределах рабочей зоны 4 баллистические слои 7 спиральных жгутов обоих направлений из полых стеклянных волокон, пропитанных эластичным синтетическим связующим. Укладывают компенсирующие слои 8 ткани. Над канавками 5 устанавливают рейки 9 из легко разрушаемого материала. Закрепляют рейки на оправке за пределами рабочей зоны 4. Обечайки 11 керамического бронеэкрана укладывают плоскими боковыми кромками вплотную к рейкам 9 и наматывают на обечайки противоосколочные слои 13, прижимая обечайки 11 к рейкам 9 и компенсирующим слоям 8. Заготовку термообрабатывают и разрезают по рейкам 9, удаляют облой заподлицо и обформовывают кромки швеллерообразным профилем из материала. Броневставки 1 включают баллистические слои 7 полуспиральных обоих направлений жгутов из полых стеклянных волокон, пропитанных эластичным синтетическим связующим, компенсирующие слои 8 ткани из полых стеклянных волокон, пропитанных аналогичным связующим, обечайки 11 керамического бронеэкрана, расположенные поверх последнего противоосколочные слои 13, аналогичные баллистическим 7. Боковые кромки выполнены с повышенной точностью для беззазорной взаимной стыковки этими плоскими кромками при центровке броневставок 1 по их наружной поверхности. Достигается создание более технологичных и качественных броневставок. 2 н. и 2 з.п. ф-лы, 9 ил.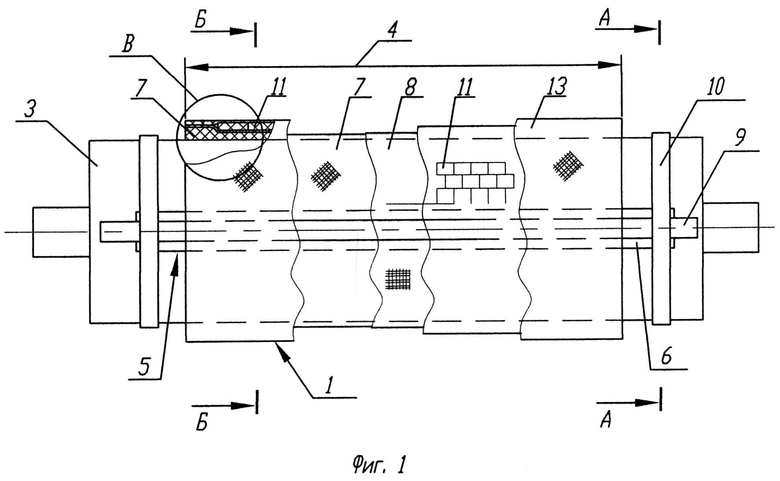
1. Способ изготовления броневставок термозащитного контейнера из полимерных композиционных материалов, при котором на оправку с двумя симметрично расположенными и выступающими за ее рабочую зону продольными канавками, заполненными легко разрушаемым материалом, например гипсом, наматывают в пределах рабочей зоны баллистические слои спиральных жгутов обоих направлений из полых стеклянных волокон, пропитанных эластичным синтетическим связующим, и укладывают компенсирующие слои ткани полых стеклянных волокон, пропитанных аналогичным связующим, затем над канавками устанавливают рейки из легко разрушаемого материала, например деревянные, закрепляют их на оправке за пределами рабочей зоны, приматывая к оправке кольцевыми витками, например, стекложгута, затем предварительно изготовленные обечайки керамического бронеэкрана укладывают их плоскими боковыми кромками вплотную к рейкам и наматывают на обечайки противоосколочные слои, аналогичные баллистическим, прижимая обечайки к рейкам и компенсирующим слоям, полученную заготовку термообрабатывают, после термообработки заготовку разрезают по рейкам, удаляют облой заподлицо кромкам бронеэкрана и обформовывают кромки швеллерообразным профилем из ткани, аналогичной компенсирующим слоям.
2. Способ по п.1, отличающийся тем, что для спиральных жгутов используют стеклянные нити из полых волокон ЕСП11 18,8x3z100, материала компенсирующих слоев и обформовки кромок - стеклопластик на основе ткани из полых волокон марки Т-45(П)-76, а в качестве связующего используют композицию на основе уретана УР-70В, при этом баллистические слои выполняют из 20-24 слоев материала, противоосколочные - из 2-4 слоев, а компенсирующие - из 1-3 слоев ткани.
3. Броневставки термозащитного контейнера из полимерных композиционных материалов, изготовленные способом по п.1, включающие баллистические слои полуспиральных обоих направлений жгутов из полых стеклянных волокон, пропитанных эластичным синтетическим связующим, компенсирующие слои ткани из полых стеклянных волокон, пропитанных аналогичным связующим, обечайки керамического бронеэкрана, расположенные поверх последних противоосколочные слои, аналогичные баллистическим, причем кромки броневставок обформованы швеллерообразным профилем из ткани, аналогичной компенсирующим слоям, а боковые кромки выполнены с повышенной точностью для беззазорной взаимной стыковки этими плоскими кромками при центровке броневставок по их наружной поверхности.
4. Броневставки по п.3, отличающиеся тем, что для спиральных жгутов использованы стеклянные нити из полых волокон ЕСП11 18,8x3z100, для материала компенсирующих слоев и обформовки кромок - стеклопластик на основе ткани из полых волокон марки Т-45(П)-76, а в качестве связующего использована композиция на основе уретана УР-70В, при этом баллистические слои выполнены из 20-24 слоев материала, противоосколочные - из 2-4 слоев, а компенсирующие - из 1-3 слоев ткани.
| БРОНЕЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2080544C1 |
| ТКАНЕВЫЙ БРОНЕЭЛЕМЕНТ И МАТЕРИАЛ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2251651C1 |
| Двухдвигательный электропривод переменного тока | 1987 |
|
SU1517112A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| US 2012234164 A1, 20.09.2012 | |||
| WO 2006011133 A1, 02.02.2006 | |||

