Изобретение относится к способу изготовления передней части грузового автомобиля с кабиной водителя, согласно ограничительной части пункта 1 формулы изобретения, а также к передней части грузового автомобиля с кабиной водителя, согласно ограничительной части пункта 10 формулы изобретения.
Способ изготовления передней части грузового автомобиля с кабиной водителя известен из DE 60220252 Т2. Здесь над передней зоной лонжеронов рамы шасси расположен кузов с кабиной водителя, при этом лонжероны несут подвеску для колес с передними колесами, а также с обычно известным расположением двигателя внутреннего сгорания с расположенным спереди радиатором. Для упрощения монтажа здесь предусмотрен предварительно смонтированный передний модуль, который состоит из переднего непрерывного бампера с расположенными по бокам блоками фар и ступеньками, и который смонтирован неподвижно на раме. О дальнейшей конструкции боковых зон кузова явно ничего не говорится, так что можно исходить из обычной состоящей из нескольких частей конструкции.
Кроме того, из DE 69709609 Т2 известна имеющая сотовую структуру опорная часть, в частности, из пластмассы, в передней зоне крыла легкового автомобиля, структура которой выполнена для приема и в виде держателя для встраиваемых деталей и содержит, в частности, держатели для капота двигателя. Опорная часть закреплена на лонжеронах и на передней стенке примыкающего сзади салона автомобиля.
Задачей изобретения является улучшение способа изготовления передней части грузового автомобиля с кабиной водителя так, что общие затраты на изготовление и монтаж уменьшаются, и за счет этого возможно уменьшение стоимости. Другой задачей изобретения является создание изготовленной в соответствии с таким способом передней части грузового автомобиля с кабиной водителя.
Задача изобретения решена относительно способа с помощью признаков пункта 1 формулы изобретения.
Согласно пункту 1 формулы изобретения, правосторонний и левосторонний боковые модули кузова полностью предварительно изготавливают в виде конструктивных элементов, которые в смонтированном состоянии проходят от переднего фасада кузова до задней кромки кабины водителя и образуют ее нижнюю зону с наружной обшивкой ниже плоскости нижней кромки двери кабины водителя. При этом в каждый боковой модуль кузова встроена, по меньшей мере, одна функциональная часть и, по меньшей мере, частично интегрированы крыло и колесная ниша. Затем такой полностью предварительно смонтированный боковой модуль кузова монтируют в качестве составляющей части кузова неподвижно относительно рамы или неподвижно относительно кабины водителя на линии монтажа на подготовленном для такого монтажа кузове.
Таким образом, боковой модуль кузова можно полностью изготавливать независимо от монтажа на конвейере у изготовителя автомобиля, в частности, также на заводе-поставщике, с максимальной интеграцией функций и конструктивных элементов, и затем независимо от предварительного изготовления остальной конструкции кузова просто монтировать при монтаже на конвейере в качестве единого конструктивного элемента. В противоположность этому, при обычном монтаже в нижней боковой зоне кузова монтируют множество отдельных конструктивных элементов в соединении с монтажом на конвейере, таких как лестницы, крылья, подкрылки, брызговики, фары и т.д. в различных комбинациях как неподвижно относительно рамы, так и неподвижно относительно кабины водителя, что вызывает значительные затраты при монтаже на конвейере. За счет применения правых и левых предварительно смонтированных боковых модулей кузова упрощается монтаж на конвейере с уменьшением времени такта, что в соединении с уменьшением глубины изготовления за счет внешнего изготовления приводит к уменьшению стоимости. Кроме того, за счет стандартизации боковых модулей кузова возможно уменьшение вариантов, уменьшение веса, а также обеспечение преимуществ относительно размера зазоров и допусков, что также приводит к уменьшению стоимости. При соответствующей оптимизации формы возможно также улучшение коэффициента аэродинамического сопротивления. Кроме того, за счет высокой интеграции функций и конструктивных элементов достигается улучшенное использование конструктивного пространства.
При предварительном изготовлении боковых модулей кузова можно встраивать или отформовывать множество различных функциональных частей, таких как фары и/или обшивка фар, и/или подкрылки, и/или брызговики, и/или лестницы, и/или электрические устройства, и/или резервуары, и/или воздухопроводы, и/или соединительные держатели, в зависимости от требований и особенностей отдельного грузового автомобиля.
В одной особенно предпочтительной модификации боковые модули выбирают по размерам и монтируют так, что они примыкают по сторонам к расположенному на передней стороне, предпочтительно расположенному посредине в продольном направлении радиатору, который дополнительно может выбираться по размерам и монтироваться так, что он проходит до противоподкатного бруса, при этом радиатор и противоподкатный брус монтируют неподвижно относительно рамы. При таком расположении можно отказаться от иначе обычного бампера при соответствующем уменьшении стоимости и веса, и радиатор можно закрывать лишь с помощью при необходимости оптически оформленной решетки радиатора.
Существенное преимущество способа сборки достигается, когда боковой модуль кузова изготавливают с несущей структурой и внешней обшивкой автомобиля в виде предварительно смонтированной части. При этом жесткая несущая структура в смонтированном состоянии образует нижнее боковое конструктивное пространство кузова с неподвижным соединением относительно рамы или относительно кабины водителя, при этом в несущую структуру введены и/или интегрированы функциональные части. Такую несущую структуру можно с требуемой жесткостью изготавливать с уменьшением стоимости и веса, и предпочтительно она задает конструктивное пространство для простого размещения и удерживания функциональных частей.
Целесообразно, несущую структуру изготавливают в виде решетчатой рамы и согласовывают по форме с нижней боковой зоной кузова, и она состоит для этого из продольных частей рамы, вертикальных частей рамы и поперечных частей рамы, а также из дуговых частей рамы в передней округленной угловой зоне, а также в зоне вокруг соответствующей колесной ниши.
Несущая структура, в частности, в виде решетчатой рамы, целесообразно, выполнена из высокопрочного материала, предпочтительно из отлитого под давлением алюминия или волокнистого композитного материала с помощью известных самих по себе способов.
Наружная обшивка в соединении с предварительным изготовлением также прикрепляется к несущей структуре, в частности, к решетчатой раме, и состоит предпочтительно из стойкой к коррозии пластмассы, в частности, из термопластичной пластмассы. При этом возможны состоящие из одной части или нескольких частей элементы наружной обшивки.
Самим по себе известным образом, кабина водителя может быть выполнена с возможностью опрокидывания вокруг поперечной оси. В случае смонтированных неподвижно относительно кабины водителя боковых модулей кузова, они также поворачиваются при опрокидывании кабины водителя. В случае смонтированных неподвижно относительно рамы боковых модулей кузова, они остаются неподвижными относительно рамы при опрокидывании кабины водителя.
Задача изобретения относительно передней части грузового автомобиля с кабиной водителя решена с помощью признаков пункта 10 формулы изобретения за счет изготовления передней части автомобиля в соответствии с одним из указанных выше вариантов способа.
Ниже приводится подробное пояснение изобретения со ссылками на прилагаемые чертежи, на которых изображено:
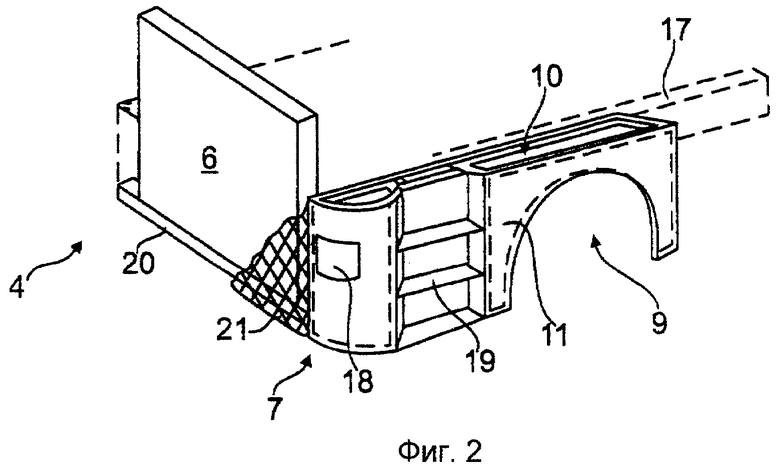
фиг.1 - трехмерная решетчатая рама левого бокового модуля кузова, а также его положение в изображенном штриховыми линиями кузове, в изометрической проекции;
фиг.2 - модифицированное выполнение бокового модуля кузова, согласно фиг.1, дополненного (укомплектованного) наружной обшивкой и лестницей.
На фиг.1 схематично показана штриховыми линиями левая боковая половина кузова 1, содержащая кабину 2 водителя, левую дверь 3 кабины водителя, передний фасад 4 кузова и заднюю кромку 5 кабины 2 водителя. В зоне переднего фасада 4 кузова посредине в продольном направлении расположен радиатор 6 (см. фиг.2), к которому примыкает левый боковой модуль 7 кузова с образованием изогнутой угловой зоны автомобиля и проходит в смонтированном состоянии от поперечной плоскости переднего фасада 4 кузова до задней кромки 5 кабины 2 водителя. При этом боковой модуль 7 кузова образует в виде полностью предварительно изготовленной конструктивной части кузова 1 его нижнюю зону под горизонтальной плоскостью через нижнюю кромку 8 двери кабины водителя.
Под кузовом 1 расположены самим по себе известным образом (не изображено) лонжероны и поперечины рамы шасси автомобиля, двигатель внутреннего сгорания и подвеска колес с передними колесами, при этом для левого переднего колеса предусмотрена соответствующая колесная ниша 9 в боковом модуле 7 кузова.
На фиг.1 сплошными линиями показана несущая структура бокового модуля 7 кузова в виде решетчатой рамы 10, а также его размер и положение на кузове 1. Боковой модуль 7 кузова полностью изготавливается предварительно, при этом решетчатая рама 10 облицовывается наружной обшивкой 11 и снабжается функциональными частями. Предварительно изготовленный узел затем монтируется неподвижно относительно рамы или относительно кабины водителя для комплектования кузова 1.
Решетчатая рама 10 состоит из трехмерной жесткой несущей структуры с продольными элементами 12 рамы, вертикальными элементами 13 рамы и поперечными элементами 14 рамы, а также с изогнутыми (дуговыми) элементами 15 рамы в передней округленной угловой зоне и изогнутыми (дуговыми) элементами 16 рамы вокруг колесной ниши 9. Решетчатая рама 10 изготовлена из высокопрочного материала, предпочтительно отлитого под давлением алюминия или волокнистого композитного материала.
На фиг.2 схематично показан несколько модифицированный по сравнению с фиг.1 боковой модуль 7 кузова в полностью смонтированном состоянии и уже готовый для монтажа, в данном случае для неподвижного относительно рамы монтажа, например, на схематично изображенном лонжероне 17 рамы шасси автомобиля.
При этом решетчатая структура 10 снабжена наружной обшивкой 11 предпочтительно из термопластичной пластмассы, при этом в соединении с предварительным изготовлением встроены и интегрированы функциональные части, при этом на фиг.2 показаны, например, фара 18 и лестница 19.
Как показано на фиг.2, радиатор 6 расположен посредине в продольном направлении так, что он проходит вниз до противоподкатного бруса 20, причем радиатор 6 и противоподкатный брус 20 смонтированы неподвижно относительно рамы. Боковые модули 7 кузова примыкают затем по сторонам к радиатору 6, который в этом случае можно закрывать решеткой 21 радиатора, при этом предпочтительно отсутствует обычный бампер.
При показанном на фиг.1 и 2 неподвижном относительно рамы монтаже боковых модулей 7 кузова, кабина 2 водителя находится выше бокового модуля 7 кузова и может быть выполнена с возможностью опрокидывания вокруг передней поперечной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАССИ ДЛЯ ГРУЗОВЫХ АВТОМОБИЛЕЙ | 2015 |
|
RU2612088C2 |
| РАМА ДЛЯ ГРУЗОВОГО АВТОМОБИЛЯ | 2006 |
|
RU2408492C2 |
| ПЕРЕДНЯЯ ПОПЕРЕЧНАЯ БАЛКА КОЛЕСНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2009 |
|
RU2435690C2 |
| БЛОК ПЕРЕДНЕЙ ЧАСТИ АВТОМОБИЛЯ | 2005 |
|
RU2364538C2 |
| КОНСТРУКЦИЯ ПЕРЕДКА ДЛЯ АВТОМОБИЛЯ ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ, В ЧАСТНОСТИ ДЛЯ ГРУЗОВОГО АВТОМОБИЛЯ | 2011 |
|
RU2563708C2 |
| ПЕРЕДОК ТРАНСПОРТНОГО СРЕДСТВА, В ЧАСТНОСТИ АВТОМОБИЛЯ | 2009 |
|
RU2478512C2 |
| ПЕРЕДНЯЯ ЧАСТЬ АВТОМОБИЛЯ | 2007 |
|
RU2433932C2 |
| ЭЛЕКТРИЧЕСКИЙ МОДУЛЬ ПРИВОДА ДЛЯ АВТОМОБИЛЯ, В ЧАСТНОСТИ ГРУЗОВОГО АВТОМОБИЛЯ | 2012 |
|
RU2608988C2 |
| СОРТИМЕНТОВОЗНЫЙ КРАН-МАНИПУЛЯТОР | 1996 |
|
RU2124447C1 |
| АВТОМОБИЛЬ СКРЫТОГО БРОНИРОВАНИЯ | 2011 |
|
RU2502037C2 |
Изобретения относятся к области транспортного машиностроения. Передняя часть грузового автомобиля с кабиной водителя содержит лонжероны и/или поперечины рамы шасси автомобиля, которые несут двигатель внутреннего сгорания с расположенным на передней стороне радиатором, а также подвеску колес с передними колесами, над которыми расположен кузов с кабиной водителя. Правосторонний и левосторонний боковые модули кузова полностью предварительно изготавливают в виде конструктивных элементов кузова, которые в смонтированном состоянии проходят от переднего фасада кузова до задней кромки кабины водителя и образуют ее нижнюю зону с наружной обшивкой ниже плоскости нижней кромки двери кабины водителя. В каждый боковой модуль кузова встроена одна функциональная часть и частично интегрированы крыло и колесная ниша. Предварительно смонтированный боковой модуль кузова монтируют неподвижно относительно рамы или неподвижно относительно кабины водителя для комплектования кузова. Передняя часть грузового автомобиля с кабиной водителя изготовлена с помощью указанного выше способа. Достигается облегчение монтажа элементов кабины грузового автомобиля. 2 н. и 8 з.п. ф-лы, 2 ил.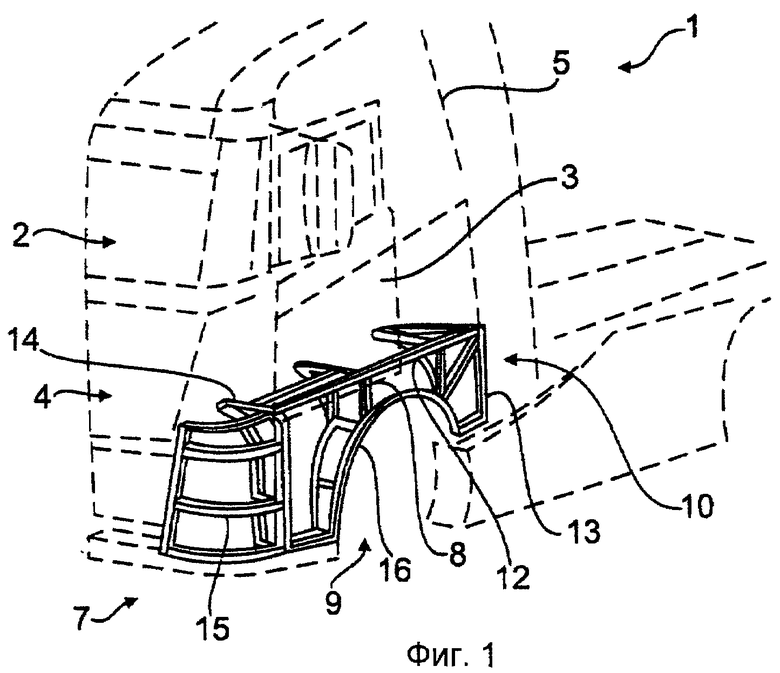
1. Способ изготовления передней части грузового автомобиля с кабиной водителя, содержащей лонжероны (17) и/или поперечины рамы шасси автомобиля, которые несут двигатель внутреннего сгорания с расположенным на передней стороне радиатором, а также подвеску колес с передними колесами, над которыми расположен кузов (1) с кабиной (2) водителя, отличающийся тем, что правосторонний и левосторонний боковые модули (7) кузова полностью предварительно изготавливают в виде конструктивных элементов кузова (1), которые в смонтированном состоянии проходят от переднего фасада (4) кузова до задней кромки (5) кабины (2) водителя и образуют ее нижнюю зону с наружной обшивкой (11) ниже плоскости нижней кромки (8) двери кабины водителя, при этом в каждый боковой модуль (7) кузова встроена, по меньшей мере, одна функциональная часть (18, 19) и, по меньшей мере, частично интегрированы крыло и колесная ниша (9), причем предварительно смонтированный боковой модуль (7) кузова монтируют неподвижно относительно рамы или неподвижно относительно кабины водителя для комплектования кузова (1).
2. Способ по п.1, отличающийся тем, что при предварительном изготовлении боковых модулей (7) кузова встраивают и монтируют и/или отформовывают в качестве функциональных частей фары (18), и/или обшивку фар, и/или подкрылки, и/или брызговики, и/или лестницы (19), и/или электрические устройства, и/или резервуары, и/или воздухопроводы, и/или соединительные держатели.
3. Способ по п.1 или 2, отличающийся тем, что боковые модули (7) кузова выбирают по размерам и монтируют так, что они примыкают по сторонам к расположенному на передней стороне, предпочтительно расположенному посредине в продольном направлении радиатору (6).
4. Способ по п.3, отличающийся тем, что радиатор выбирают по размерам и монтируют его так, что он проходит до противоподкатного бруса (20), при этом радиатор (6) и противоподкатный брус (20) монтируют неподвижно относительно рамы.
5. Способ по п.1 или 2, отличающийся тем, что боковой модуль (7) кузова изготавливают с жесткой несущей структурой (10) и внешней обшивкой (11) автомобиля, при этом несущая структура (10) в смонтированном состоянии образует соответствующее нижнее боковое конструктивное пространство кузова с неподвижным соединением относительно рамы или относительно кабины водителя, при этом в несущую структуру (10) введены и/или интегрированы функциональные части (18, 19, 9).
6. Способ по п.5, отличающийся тем, что несущую структуру изготавливают в виде решетчатой рамы (10), содержащей продольные части (12) рамы, вертикальные части (13) рамы и поперечные части (14) рамы, а также дуговые части (15) рамы в передней округленной угловой зоне, а также дуговые части (16) рамы в зоне вокруг соответствующей колесной ниши (9).
7. Способ по п.5, отличающийся тем, что несущая структура, в частности решетчатая рама (10), выполнена из высокопрочного материала, предпочтительно из отлитого под давлением алюминия или волокнистого композитного материала.
8. Способ по п.5, отличающийся тем, что наружная обшивка несущей структуры, в частности решетчатой рамы (10), выполнена из пластмассы, предпочтительно из термопластичной пластмассы, и в виде одной части или нескольких частей.
9. Способ по п.1 или 2, отличающийся тем, что кабина (2) водителя выполнена с возможностью опрокидывания вокруг поперечной оси, при этом в случае смонтированных неподвижно относительно кабины водителя боковых модулей кузова они также поворачиваются при опрокидывании кабины (2) водителя, а в случае смонтированных неподвижно относительно рамы боковых модулей кузова они остаются неподвижными относительно рамы при опрокидывании кабины (2) водителя.
10. Передняя часть грузового автомобиля с кабиной (2) водителя, изготовленная с помощью способа по любому из пп.1-9.
| WO 2009004221 A1, 08.01.2009 | |||
| JP 63176786 A, 21.07.1988 | |||
| DE 69709609 T2, 29.08.2002 | |||
| Устройство для очистки и транспортировки метлахских плиток | 1940 |
|
SU62371A1 |

