Изобретение относится к смазочно-охлаждающим жидкостям, применяемым при механической обработке металлов, а именно к смазочно-охлаждающим жидкостям на основе водорастворимых полимеров.
Известна смазочно-охлаждающая жидкость (СОЖ), состоящая из водного раствора нейтрализованных кубовых остатков синтетических жирных кислот в количестве 30-50% (пат. № 2103332, МКИ С10М 137/02, 6 С10М 137/02, 1998 г.).
Данная СОЖ легко смешивается с водой, повышает стойкость инструментов, эффективна при механической обработке металлов, черных, легированных и алюминиевых сплавов, при холодной штамповке, нарезании резьб, а также в качестве органической части полировально-шлифовальных паст, не дымит при тяжелых режимах металлообработки. Основной компонент СОЖ обладает смазывающим, охлаждающим и ингибирующим действием.
Недостатком указанной СОЖ является невозможность полного растворения исходного концентрата в воде без длительного перемешивания. Для его удаления с поверхности обрабатываемых деталей требуется применение горячей воды, раствора кальцинированной соды или технических моющих средств. Относительно высокие концентрации СОЖ, например, для обтачивания и фрезерования черных и легированных металлов 2-3%; для нарезания резьб 3-6%; для холодной штамповки 5-15%; для полировально-шлифовальных паст 14-30% эмульсии.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ получения СОЖ на основе бис-2-оксиэтиламмонийной соли железосодержащей полиакриловой кислоты (прототип). Смазочно-охлаждающая жидкость имеет следующий состав, мас.%:
(авт. св. № 1247416, МКИ С10М 173/02, 1986 г.). Данная СОЖ служит для повышения стойкости режущего инструмента.
Недостатком данной СОЖ является то, что она обладает очень низкими ингибирующими коррозию свойствами, особенно к черным металлам и чугуну. Вторым недостатком является быстрое испарение воды даже при комнатной температуре, вследствие чего увеличиваются клеящие свойства данной СОЖ из-за увеличения концентрации полимера.
Для устранения указанных недостатков предлагается смазочно-охлаждающая жидкость «Эмульсол-4», включающая натрий, магнийсодержащую соль полиакриловой кислоты, кальцинированную соду, фосфат натрия, натриевую соль полиаминокислоты и воду при следующем соотношении компонентов, мас.%:
Рабочие растворы могут иметь следующие концентрации, мас.%: 0.25-4.0. Натрий, магнийсодержащая соль полиакриловой кислоты представляет собой полимер
формулы CaHbOcSdKeNafMgg, где а от 567 до 1181; b от 593 до 1247; с от 388 до 791; d от 1 до 3; е от 1 до 5; f от 162 до 326; g=1.
с мольным содержанием фрагментов:
по K от 0.3 до 1.48% мол. формулы
по Na от 83.34 до 86.72% мол. формулы

по Mg от 0.30 до 0.54% мол. формулы

по остатку
от 11.45 до 16.06% мол. формулы

Кальцинированная сода техническая ГОСТ 5100-85
Фосфат натрия ГОСТ 201-76 Натриевая соль полиаминокислоты представляет собой полимер формулы
CaHbOcNdNae, где а от 43 до 51; b от 51 до 59; с от 13 до 17; d=4; е=1;
с мольным содержанием фрагментов:
по Na от 23.00 до 23.41% мол. формулы
по остатку: содержание от 76.59% до 77% мол. формулы

Вода ГОСТ 2874-73.
Анализ отобранных в процессе поиска известных решений показал, что в науке и технике нет объекта, аналогичного по заявляемой совокупности признаков и наличию вышеуказанных свойств, что позволяет сделать вывод о соответствии заявленного объекта критериям «новизна» и «изобретательский уровень».
Для доказательства соответствия заявляемого изобретения критерию «промышленная применимость» приводим примеры конкретного выполнения.
Пример 1 (по прототипу)
Водный раствор, мас.%: 2.5 бис-2-оксиэтиламмонийной соли железосодержащей соли полиакриловой кислоты, 0.5 кальцинированной соды подают в распределительный бак для проведения экспресс-испытаний СОЖ при лезвийной обработке эталонного образца из стали 40Х, 198…210НВ по ГОСТ Р 52338 - 2005 «Чистота промышленная, методы испытаний смазочно-охлаждающих жидкостей, экспресс-испытания СОЖ" с использованием в качестве эталонного инструмента:
1. Сверла диаметром 4 по ГОСТ 2034 из стали марки Р6М5. Режимы обработки: скорость сверления 26 м/мин; сила резания 20-50 Н, продолжительность обработки 20-30 с; перемещение инструмента 30 мм. Износ режущего инструмента:
а) по задней поверхности 0.0003 м;
б) по передней поверхности 0.00025 м.
2. Метчика М6-7Н по ГОСТ 1604 из стали Р6М5. Режимы обработки: скорость резьбонарезания 6-7 м/мин; износ режущего инструмента:
а) по задней поверхности 0.35 мм;
б) по передней поверхности 0.38 мм.
3. 4-гранной пластинки 16×16 мм из сплава КНТ-16 с радиусом угла 0.35 мм. Режимы обработки:
а) средняя скорость резания, 82.9-83 м/мин;
б) общая длительность резания, 525-581 с.
Износ режущего инструмента, мм:
а) в плоскости а 0.25;
б) в плоскости б 0.26;
в) в плоскости в 0.20.
Пример 2 (предлагаемый)
Водный раствор, мас.%: 0.3 натрий, магнийсодержащей соли полиакриловой кислоты, 9.01 кальцинированной соды, 8.05 фосфата натрия, 1.2 натриевой соли полиаминокислоты, обрабатывают эталонный образец из стали 40Х, 198…210 НВ по ГОСТ' 4543; при использовании в качестве эталонного инструмента:
1. Сверла диаметром 4 по ГОСТ 2034 из стали марки Р6М5. При режимах обработки, аналогичных примеру 1. Износ режущего инструмента составил:
а) по задней поверхности 0.00015 м;
б) по передней поверхности 0.0001 м.
2. Метчика М6-7Н по ГОСТ 1604 из стали марки Р6М5. При режимах обработки, аналогичных примеру 1. Износ режущего инструмента составил:
а) по задней поверхности 0.25 м;
б) по передней поверхности 0.18 мм.
3. 4-гранной пластинки 16×16 мм из сплава КНТ-16. При режимах обработки, аналогичных примеру 1. Износ режущего инструмента составил:
а) в плоскости а 0.20;
б) в плоскости б 0.18;
в) в плоскости в 0.16.
Пример 3.
В условиях примера 2, но при использовании водного раствора, содержащего, мас.%: 0.25 натрий, магнийсодержащей соли полиакриловой кислоты, 9.8 кальцинированной соды, 8.5 фосфата натрия, 1.0 натриевой соли полиаминокислоты. Износ режущего инструмента составил:
а) сверла 0.0001-0.00012 м;
б) метчика 0.15-0.18 м;
в) 4-гранной пластинки 0.14-0.16 мм.
Пример 4.
В условиях примера 2, но при использовании водного раствора, содержащего, мас.%: 0.20 натрий, магнийсодержащей соли полиакриловой кислоты, 10.02 кальцинированной соды, 9.05 фосфата натрия, 3.03 натриевой соли полиаминокислоты. Износ режущего инструмента составил:
а) сверла 0.0001-0.00013 м;
б) метчика 0.14-0.17 м;
в) 4-гранной пластинки 0.12-0.14 мм.
Пример 5
В условиях примера 2, но при использовании водного раствора содержащего, мас.%: 0.15 натрий, магнийсодержащей соли полиакриловой кислоты, 10.2 кальцинированной соды, 8.05 фосфата натрия, 3.03 натриевой соли полиаминокислоты. Износ режущего инструмента:
а) сверла 0.0001-0.00011 м:
б) метчика 0.12-0.14 м;
в) 4-гранной пластинки 0.11-0.12 мм.
Пример 6
В условиях примера 2, но при использовании водного раствора, содержащего, мас.%: 0.16 натрий, магнийсодержащей соли полиакриловой кислоты, 9.01 кальцинированной соды, 8.05 фосфата натрия, 3.03 натриевой соли полиаминокислоты. Износ режущего инструмента составил:
а) сверла 0.0001-0.00012 м;
б) метчика 0.1-0.12 м;
в) 4-гранной пластины 0.1-0.11 мм.
Предлагаемая смазочно-охлаждающая жидкость (СОЖ) представляет собой жидкость от бесцветной до светло-коричневого цвета с плотностью d=1.135 гсм3, вязкостью динамической при 20°С 18.146 сП и температурой застывания не выше - 1°С.
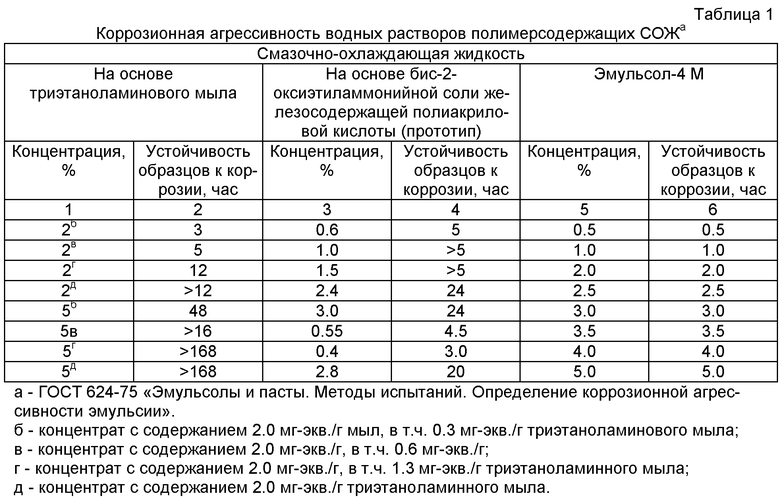
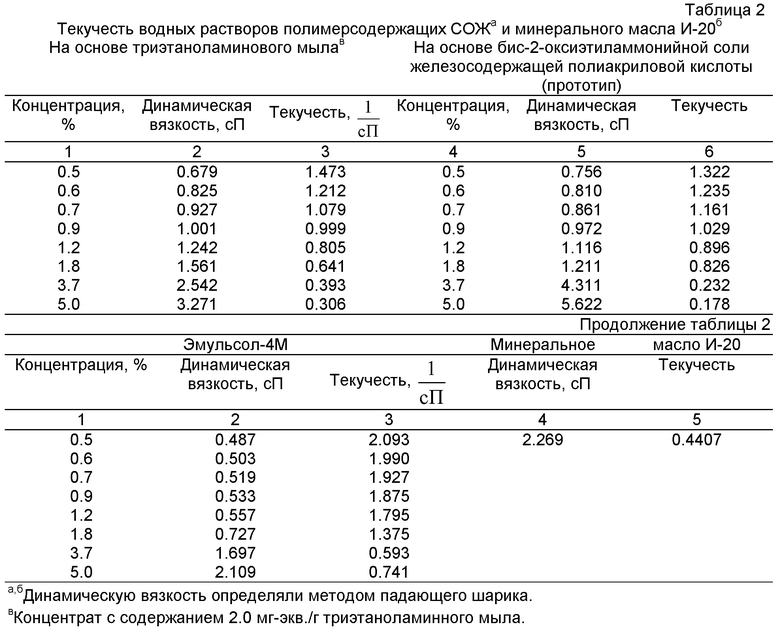
Коррозионная агрессивность смазочно-охлаждающих жидкостей приведена в таблице 1. Текучесть различных типов СОЖ приведена в таблице 2.
Анализ представленных в таблице данных показывает следующее: самую высокую устойчивость образцов к коррозии имеют 3-5%-ные водные растворы смазочно-охлаждающей жидкости «Эмульсол-4 М" от 150 до 250 часов, текучесть, аналогичную (или близкой) минеральному маслу, имеет «Эмульсол-4М" с концентрацией от 3 до 5%, в диапазоне от 0.593 до 0.741. У данной СОЖ не отмечено склеивающей способности в отличие от прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2026336C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1980 |
|
SU1061457A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2035495C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1979 |
|
SU857246A1 |
| Смазочно-охлаждающая жидкость "сож дии-9" для механической обработки металлов | 1981 |
|
SU1018964A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1684318A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1162865A1 |
| Смазочно-охлаждающая композиция для механической обработки металлов | 1982 |
|
SU1058997A2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1129226A1 |
| Смазочно-охлаждающая жидкость для обработки металлов резанием | 1982 |
|
SU1162864A1 |
Изобретение относится к смазочно-охлаждающим жидкостям, применяемым при механической обработке металлов. Сущность: жидкость содержит в мас.%: натрий, магнийсодержащая соль полиакриловой кислоты 0,15-0,3; сода кальцинированная 9,01-10,02; фосфат натрия 8,05-9,05; натриевая соль полиаминокислоты 1,2-3,03; вода - остальное. Технический результат - повышение устойчивости к коррозии, снижение износа режущего инструмента. 2 табл.
Смазочно-охлаждающая жидкость, включающая металлосодержащую соль полиакриловой кислоты, кальцинированную соду и воду, отличающаяся тем, что в качестве металлосодержащей соли полиакриловой кислоты используют натрий, магнийсодержащую соль полиакриловой кислоты и дополнительно вводят фосфат натрия и натриевую соль полиаминокислоты при следующем соотношении компонентов, мас.%:
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1984 |
|
SU1247416A1 |
| RU 99106415 A, 20.01.2001 | |||
| US 6448207 B1, 10.09.2002 | |||
| JP 56096082 A, 03.08.1981. | |||

