Область техники
В данном документе раскрыты устройство для обработки белья и способ изготовления передней крышки для устройства для обработки белья.
Предпосылки изобретения
Устройства для обработки белья известны. Однако они имеют различные недостатки.
Раскрытие изобретения
Техническая проблема
Целью настоящего изобретения является обеспечение способа изготовления передней крышки для устройства для обработки белья, легко изготавливаемого посредством уменьшения количества процессов.
Другой целью настоящего изобретения является обеспечение способа изготовления передней крышки для устройства для обработки белья, с помощью которого можно легко изготовить переднюю крышку, имеющую точно заданную форму, из нержавеющей стали, имеющей своеобразный металлический цвет и блеск.
Техническое решение
Для достижения этих целей и других преимуществ и в соответствии с целью настоящего изобретения, как воплощено и широко описано в данном документе, способ изготовления металлической крышки для устройства включает в себя осуществление этапа вытяжки металлической пластины для формирования передней поверхности и боковых поверхностей крышки и осуществление этапа уменьшения пружинения металлической пластины.
Для достижения этих целей и других преимуществ и в соответствии с целью настоящего изобретения, как воплощено и широко описано в данном документе, способ изготовления металлической крышки для устройства включает в себя способ изготовления металлической крышки для устройства, включающий осуществление этапа вытяжки металлической пластины для формирования передней поверхности и непрерывно образованных боковых поверхностей и осуществление этапа уменьшения остаточных напряжений для уменьшения остаточных напряжений, созданных в боковых поверхностях во время этапа вытяжки.
Краткое описание чертежей
Варианты осуществления будут подробно описаны со ссылкой на сопроводительные чертежи, на которых подобные ссылочные позиции относятся к подобным элементам и на которых
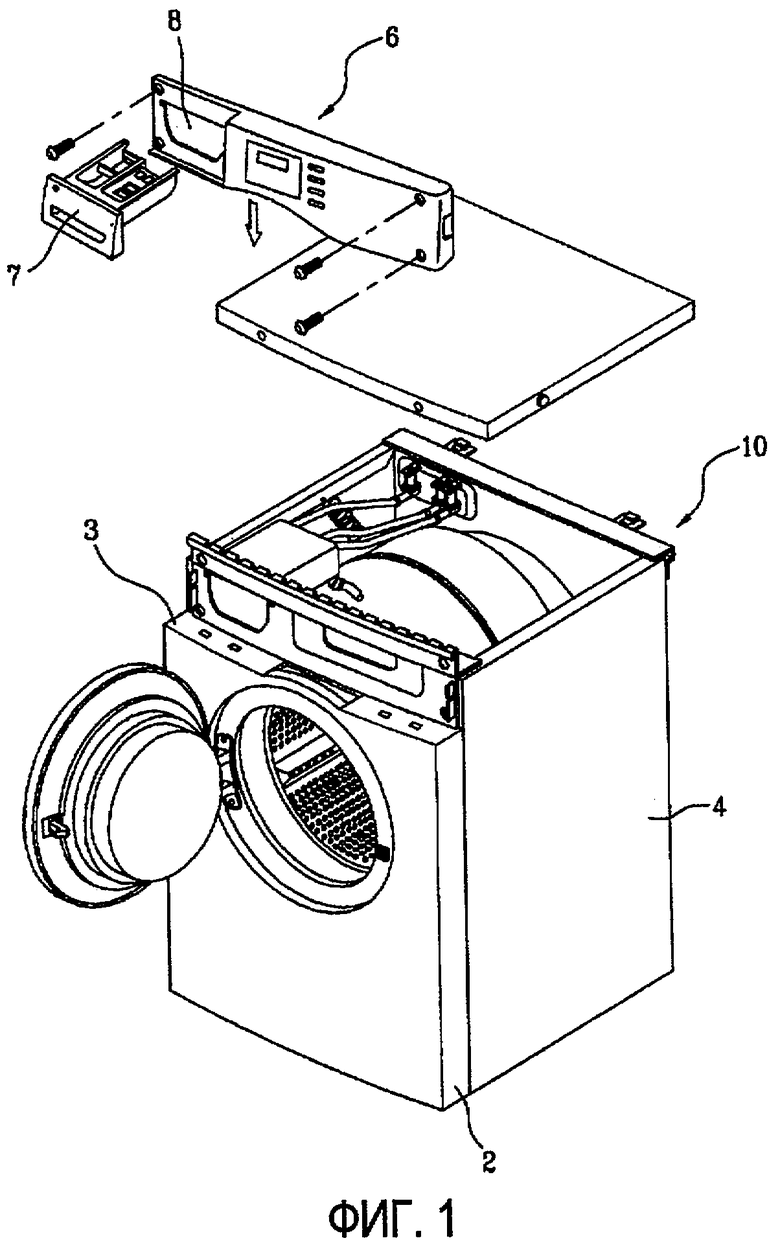
фиг.1 изображает перспективный вид с пространственным разделением элементов, иллюстрирующий сборку устройства для обработки белья в соответствии с вариантом осуществления;
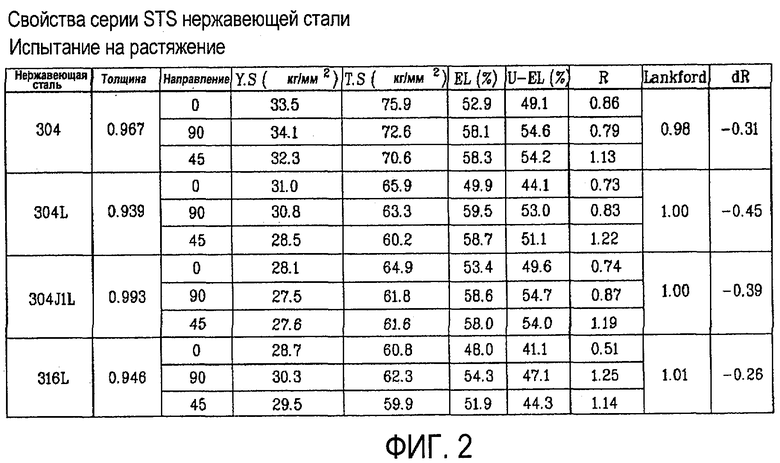
фиг.2 изображает таблицу, иллюстрирующую свойства нержавеющей стали, которая принадлежит к STS 300;
фиг.3 изображает перспективный вид, иллюстрирующий образец, изготовленный из нержавеющей стали;
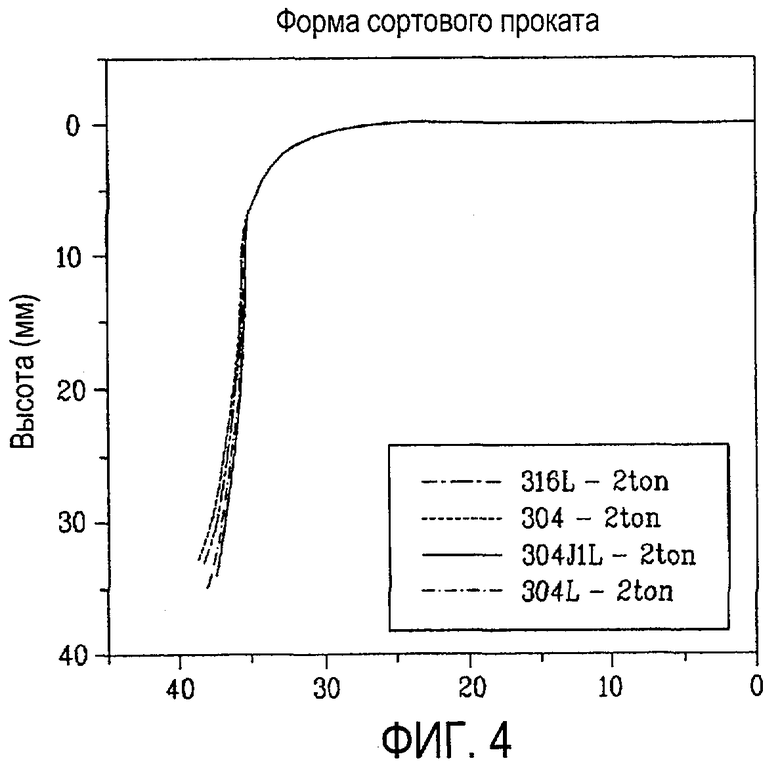
фиг.4 изображает график, иллюстрирующий степени пружинения для образцов на фиг.3;
фиг.5 изображает схему последовательности операций способа изготовления передней крышки для устройства для обработки белья в соответствии с вариантом осуществления;
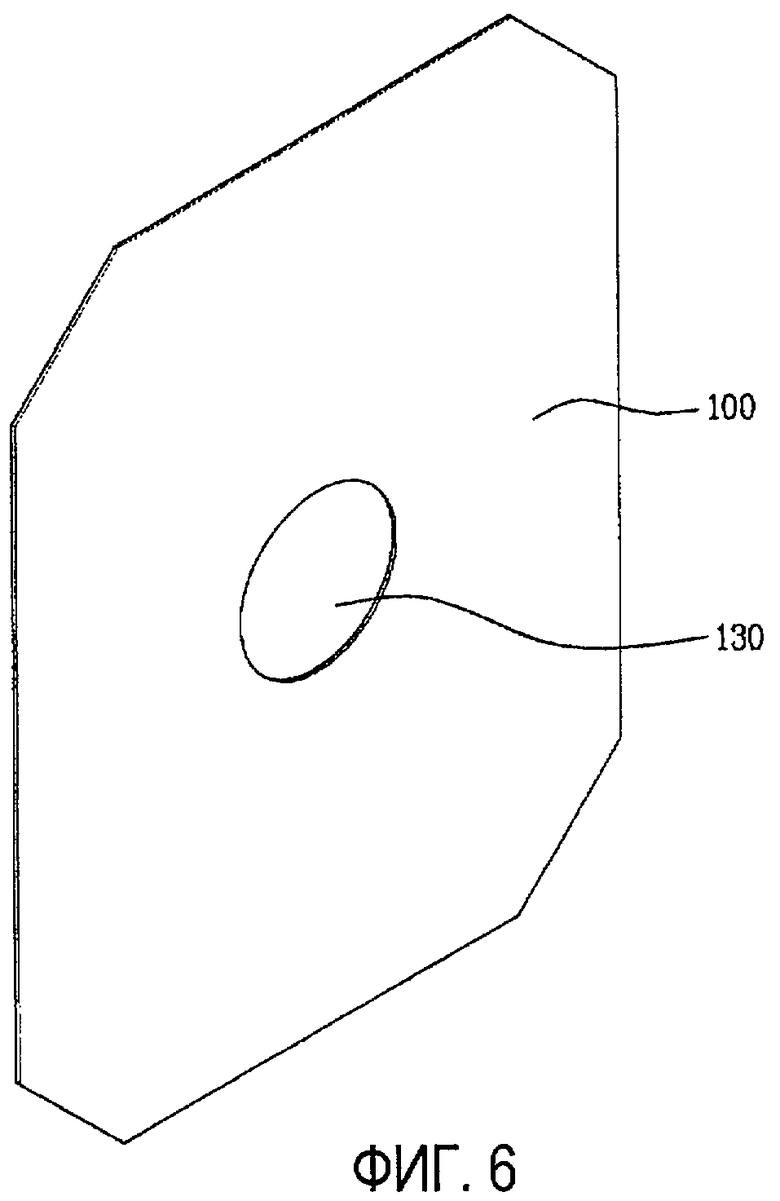
фиг.6 изображает перспективный вид пластины из нержавеющей стали, содержащей отверстие для двери, образованное в ней;
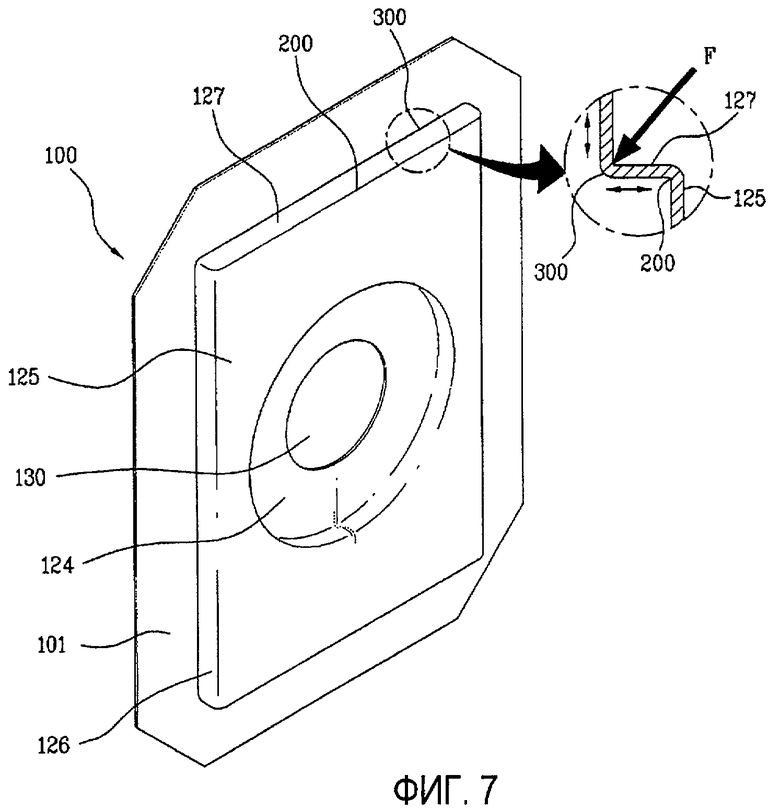
фиг.7 изображает перспективный вид пластины из нержавеющей стали на фиг.6 после процесса вытяжки;
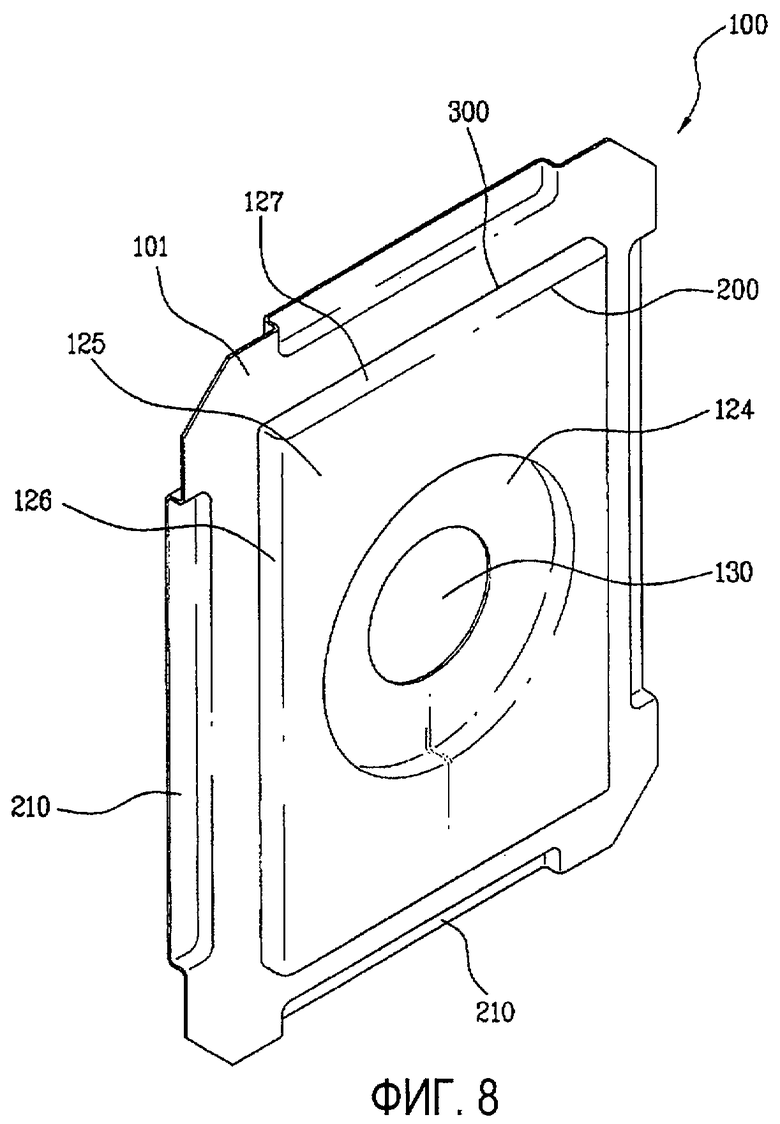
фиг.8 изображает перспективный вид, иллюстрирующий ступенчатую часть, образованную вдоль периферии пластины из нержавеющей стали на фиг.6-7;
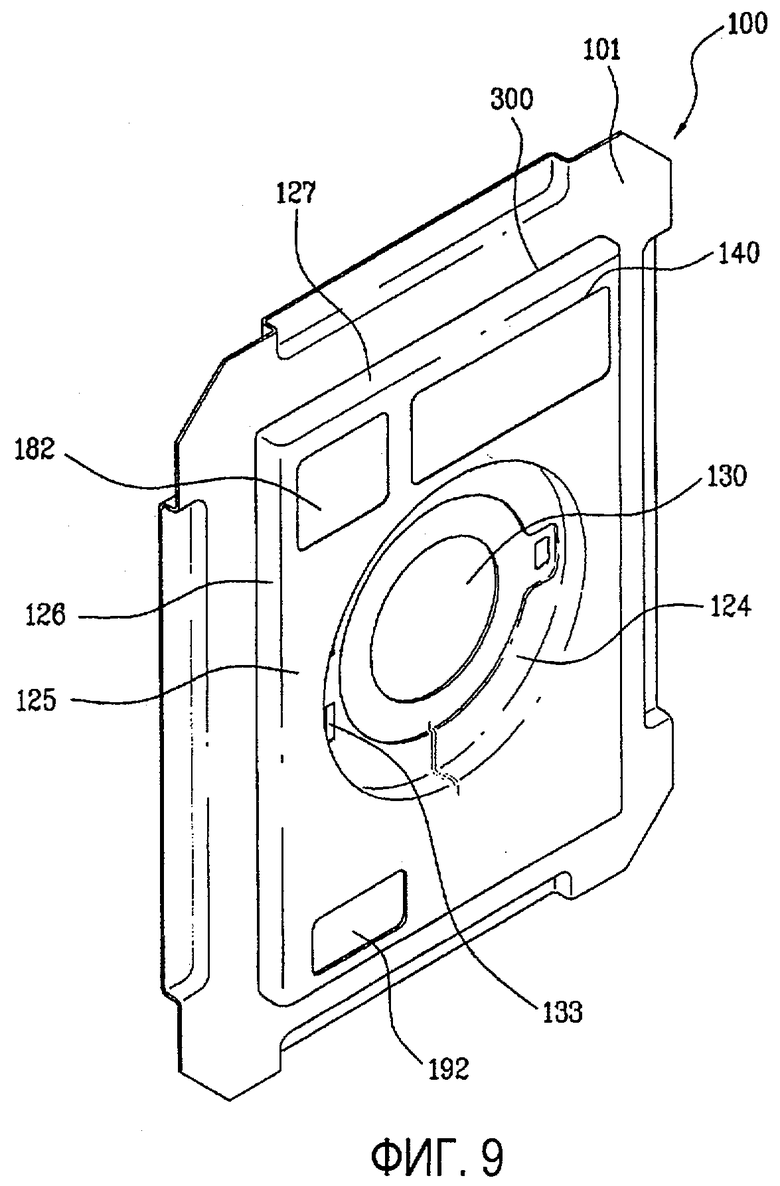
фиг.9 изображает перспективный вид пластины из нержавеющей стали на фиг.6-8, образованной с участком для различных приспособлений, прикрепляемых к нему;
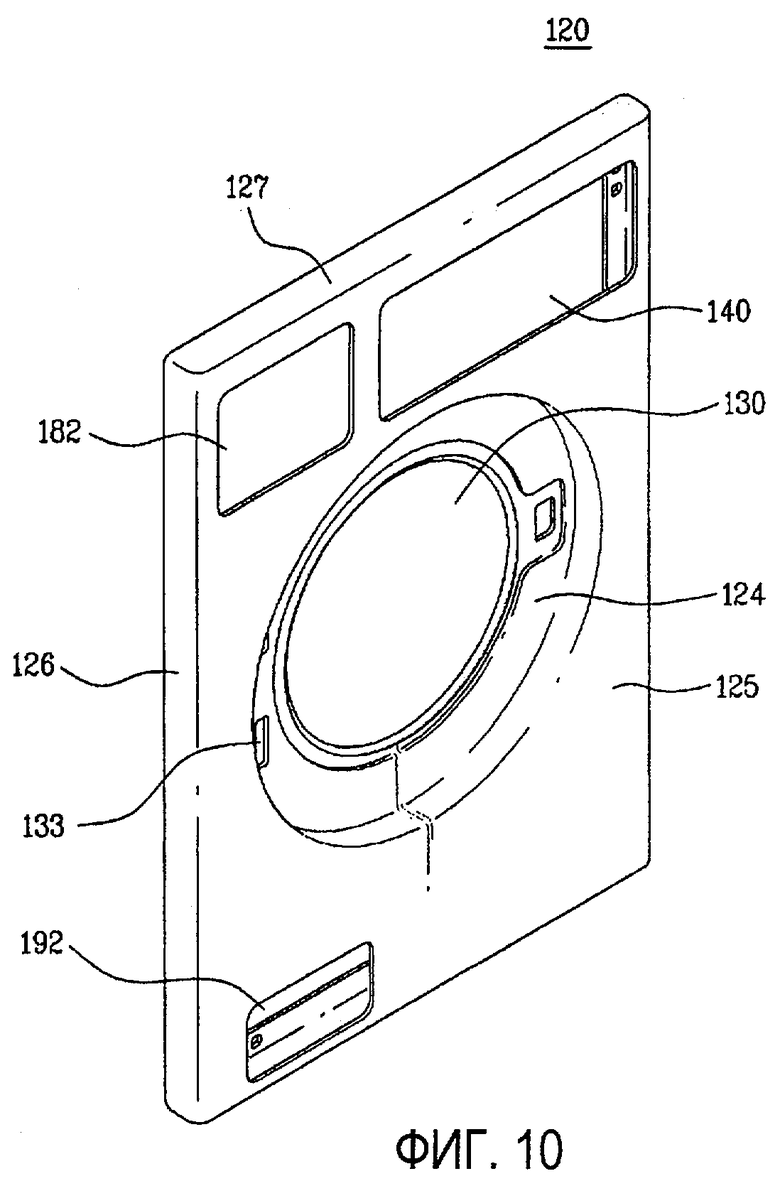
фиг.10 изображает перспективный вид спереди передней крышки, изготовленной с помощью способа изготовления в соответствии с вариантами осуществления, раскрытыми в данном документе;
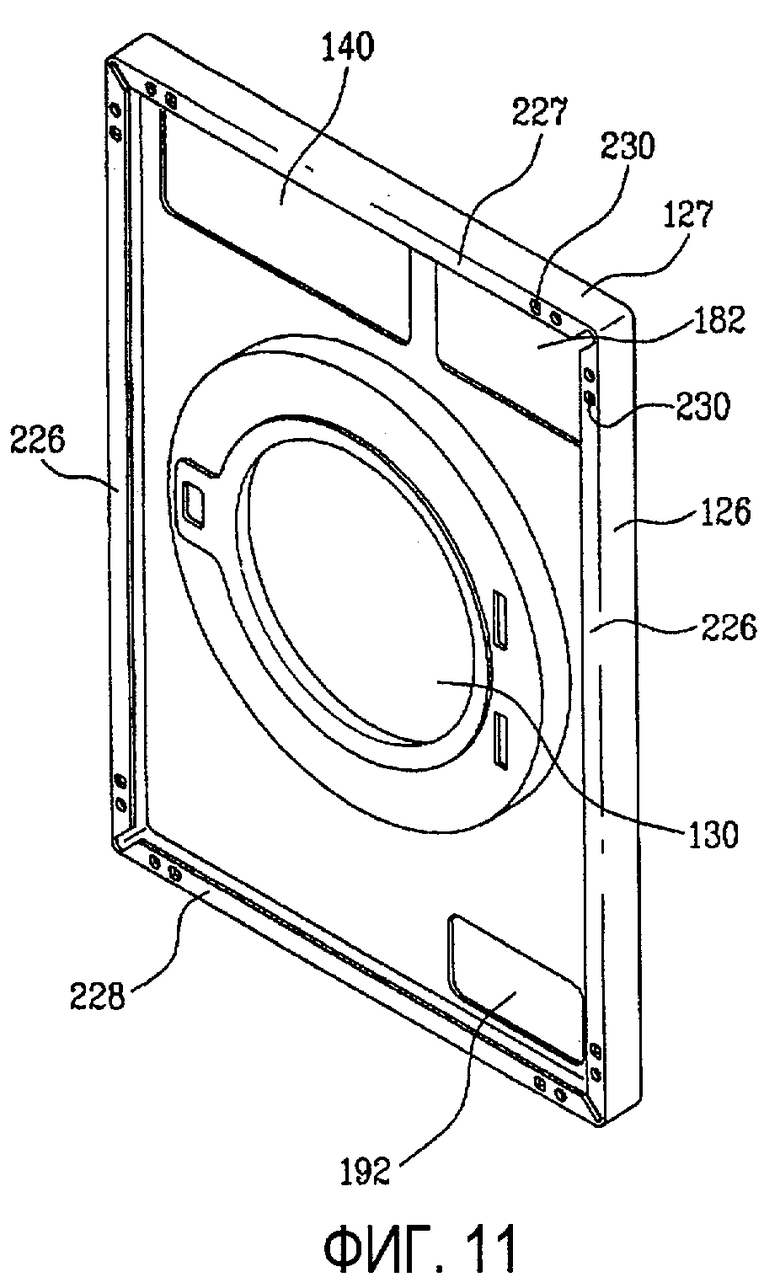
фиг.11 изображает перспективный вид сзади передней крышки на фиг.10; и
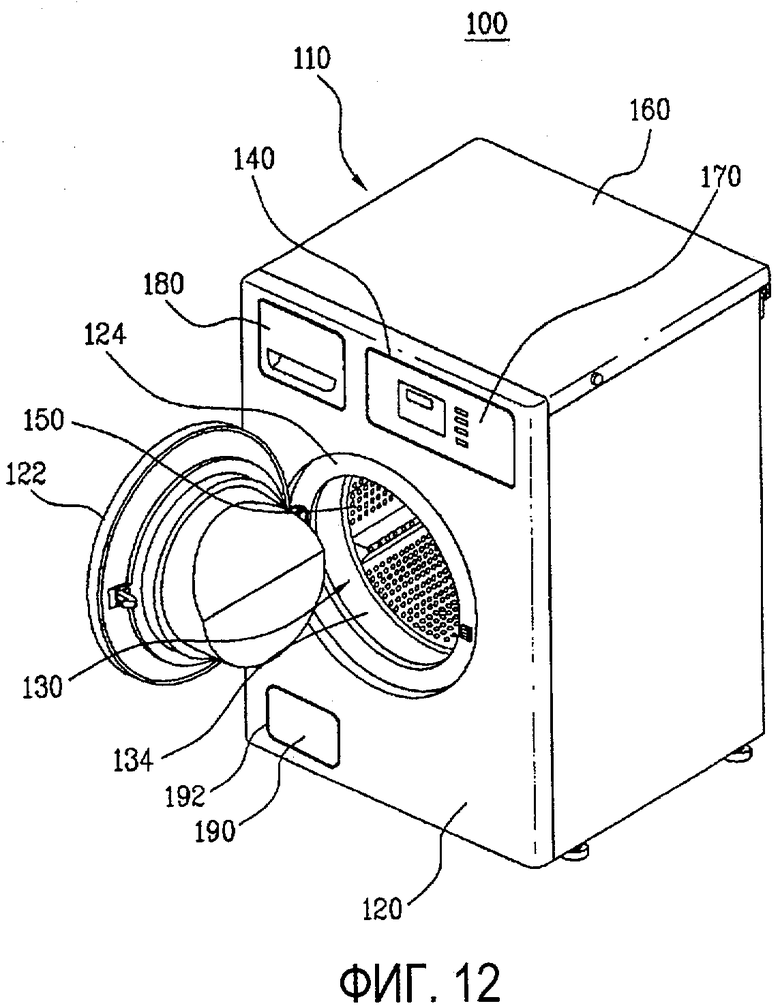
фиг.12 изображает перспективный вид, иллюстрирующий стиральную машину, к которой прикреплена передняя крышка на фиг.10.
Лучший вариант осуществления изобретения
Будет подробно сделана ссылка на варианты осуществления, примеры которых проиллюстрированы на сопроводительных чертежах. Где возможно, подобные ссылочные позиции использовались на чертежах для ссылки на подобные элементы. В настоящей заявке стиральная машина используется в качестве примера устройства для обработки белья для объяснения вариантов осуществления. Однако варианты осуществления также могут применяться к сушильной машине и машине для обработки белья, имеющей функции стирки и сушки.
Устройствами для обработки белья являются обычные электроприборы, включающие в себя стиральные машины, сушильные машины и комбинированные машины для обработки белья, имеющие функции стирки/сушки, которые могут стирать и/или сушить белье, такое как одежда, текстильные изделия, постельное белье и подобные изделия. Фиг.1 изображает схему способа изготовления стиральной машины 10 барабанного типа, где панель 6 управления установлена на ее передней крышке 2. Бак (не показан) установлен между боковыми поверхностями 4, и передняя крышка 2 соединена с боковыми поверхностями 4 для образования передней поверхности стиральной машины 10 барабанного типа. Панель 6 управления устанавливается в выемку 3, образованную в верхней части передней крышки 2. То есть в процессе сборки, проиллюстрированном на фиг.1, сначала устанавливается передняя крышка 2 и вспомогательная панель 6 управления устанавливается на нее. Контейнер 7 для моющего средства способен выдвигаться через отверстие 8, образованное в панели 6 управления.
Однако увеличенные сборочные линии требуются для сборки устройства для обработки белья, поскольку панель 6 управления является отдельной от передней крышки 2 и устанавливается отдельно. Другими словами, передняя крышка 2 и панель 6 управления должны собираться отдельно.
Кроме того, передняя крышка обычно выполнена из стали. После формования передней крышки в соответствующую форму выполняется процесс покрытия для предотвращения коррозии. В результате после процесса формования стали должен выполняться дополнительный процесс покрытия.
Перед объяснением способа изготовления передней крышки для устройства для обработки белья в соответствии с раскрытыми в данном документе вариантами осуществления будет описан процесс выбора нержавеющей стали в качестве материала для передней крышки. Как описано выше, передняя крышка для устройства для обработки белья может быть изготовлена из антикоррозионного материала, имеющего своеобразный металлический цвет и блеск. Принимая во внимание это, нержавеющая сталь может быть выбрана в качестве этого материала.
Для усовершенствования процесса изготовления передней крышки, изготовленной с использованием процесса вытяжки, были исследованы различные серии нержавеющей стали, и была выбрана серия STS 300 нержавеющей стали. Фиг.2 изображает таблицу, иллюстрирующую свойства серии STS 300 нержавеющей стали, конкретно, свойства STS 304, STS 304L и STS 304J1.
Поскольку может быть механическое упрочнение нержавеющей стали, серия STS 200 нержавеющей стали была подвергнута вытяжке, и были получены образцы, как показано на фиг.3, для проверки степеней пружинистости образцов. Следовательно, был построен график, изображенный на фиг.4, и проанализированы результаты. Пружинистость нержавеющей стали STS 304J1 была наименьшей в серии STS нержавеющей стали, и, таким образом, была выбрана сталь STS 304J1.
Ниже будет описан способ изготовления передней крышки устройства для обработки белья с использованием пластины из нержавеющей стали, выбранной, как описано выше. Фиг.5 изображает схему последовательности операций способа изготовления передней крышки в соответствии с вариантом осуществления. Как показано на фиг.5, способ изготовления передней крышки может включать в себя этап S510 вытяжки для формования передней поверхности и, по меньшей мере, одной боковой поверхности передней крышки, этап S530 уменьшения пружинистости для уменьшения пружинистости тянутой пластины из нержавеющей стали и этап S550 вырезания для вырезания пластины из нержавеющей стали.
В последнее время растет спрос на электроприборы, такие как устройства для обработки белья, которые имеют красивый внешний вид со своеобразным металлическим цветом и блеском. Одним примером материала, имеющего своеобразный металлический цвет и блеск, является нержавеющая сталь. Однако если крышки устройств для обработки белья выполнены из нержавеющей стали, трудно изготовить крышки точных форм.
То есть при вытяжке нержавеющей стали происходит сильное механическое упрочнение, и, таким образом, может быть трудно осуществлять повторные процессы вытяжки нержавеющей стали. В результате процесс вытяжки необходимо выполнять один раз и изготавливать заданную форму, что является трудным. Кроме того, в нержавеющей стали наблюдаются явления большой пружинистости, и трудно изготовить изделие из нержавеющей стали с заданным размером после процесса вытяжки.
Способ изготовления в соответствии с вариантами осуществления, раскрытыми в данном документе, обеспечивает способ изготовления передней крышки из нержавеющей стали, имеющей своеобразный металлический цвет и блеск. В способе изготовления в соответствии с вариантами осуществления, раскрытыми в данном документе, процесс вытяжки может выполняться только один раз для изготовления передней крышки, и он может включать в себя процесс уменьшения пружинистости нержавеющей стали, созданной после процесса вытяжки. Со ссылкой на чертежи будет подробно описан способ изготовления передней крышки в соответствии с вариантами осуществления, раскрытыми в данном документе.
Как описано выше, способ изготовления передней крышки может включать в себя этап S520 вытяжки, этап S530 уменьшения пружинистости и этап S550 вырезания. На этапе S520 вытяжки пластина из нержавеющей стали может быть тянута, как показано на фиг.7. Сначала, перед этапом вытяжки, рабочий может вырезать нержавеющую сталь по длине и ширине, большим высоты и ширины передней крышки, для образования пластины 100 из нержавеющей стали, как показано на фиг.6, на этапе S510.
Затем рабочий может образовать отверстие 130 для двери в пластине 100 из нержавеющей стали для двери, соединяемой с отверстием 130 для двери. Отверстие 130 для двери может быть образовано в центре пластины 100 из нержавеющей стали. Рабочий может скосить углы прямоугольной пластины 100 из нержавеющей стали для предотвращения телесного повреждения рабочих во время последующих процессов и облегчения процессов изготовления. Таким образом, может быть изготовлена пластина 100 из нержавеющей стали, изображенная на фиг.6.
Как показано на фиг.7, рабочий может затем выполнить вытяжку пластины из нержавеющей стали и образовать переднюю поверхность 125 и боковые поверхности 126 и 127 на этапе S520. Боковые поверхности 126 и 127 включают в себя верхнюю поверхность 127 и нижнюю поверхность (не показана), образованные на верхнем и нижнем участках передней поверхности 125, а также боковую поверхность 126, образованную на обоих боковых участках передней поверхности 125, если смотреть спереди передней поверхности 125. Здесь боковая поверхность 126 может быть образована с известным размером стиральной машины, например, глубиной более ~2 см и длиной более ~40 см.
Утопленная часть 124 может быть образована на отверстии 130 для двери для вмещения и удержания двери. Утопленная часть 124 может быть образована на этапе S520 вытяжки. На этапе S520 вытяжки утопленная часть 124 может быть образована вдоль наружной окружности отверстия 130 для двери одновременно при формировании передней поверхности 125 и боковых поверхностей 126 и 127 передней крышки 120.
Этап вытяжки для формования передней крышки в соответствии с данным вариантом осуществления выполняется один раз из-за сильного механического упрочнения нержавеющей стали, как описано выше. Так как механическое упрочнение нержавеющей стали может быть более сильным после повторных процессов вытяжки, вытяжку можно выполнять только один раз для формования заданной формы.
После вытяжки пластины из нержавеющей стали рабочий может уменьшить пружинистость тянутой пластины 9 из нержавеющей стали на этапе S530. Нержавеющая сталь имеет своеобразный металлический цвет и блеск, но в ней также наблюдается явление пружинистости. Из-за этой характеристики нержавеющей стали трудно изготовить заданную форму из нержавеющей стали. То есть, как описано выше, заданную форму из нержавеющей стали следует формовать в одном процессе вытяжки для уменьшения механического упрочнения и пружинистости.
В способе изготовления в соответствии с вариантами осуществления, раскрытыми в данном документе, для уменьшения пружинистости, действующей между первым соединительным участком 200 и вторым соединительным участком 300, напряжение в продольном направлении боковых поверхностей 126 и 127, другими словами, напряжение в вертикальном направлении передней поверхности 125, является доминирующим из двух напряжений, действующих в двух разных направлениях между соединительными участками 200 и 300. Первый соединительный участок 200 согнут между передней поверхностью 125 и боковыми поверхностями 126 и 127. Второй соединительный участок 300 согнут между боковыми поверхностями 126 и 127 и краевыми участками пластины. Слово «доминирующий» означает то, что напряжение, действующее в продольном направлении боковых поверхностей 126 и 127, по меньшей мере, приблизительно в два раза больше напряжения, действующего в другом направлении, например напряжения в направлении ширины боковых поверхностей 126 и 127.
Процесс вытяжки может выполняться при формовании криволинейной формы, и пружинистость создается напряжениями, действующими в разных направлениях на согнутых участках. Трудно уменьшить пружинистость в процессе вытяжки по сравнению с формованием простой линейной формы. При вытяжке передней поверхности 125 и боковой поверхности 126 и 127 могут быть образованы изогнутый участок между боковой поверхностью 126 и верхней боковой поверхностью 127 и изогнутый участок между боковой поверхностью 126 и нижней боковой поверхностью (не показана), и сложные напряжения могут активизироваться на согнутых участках боковых поверхностей 126 и 127. Конкретно, ближе к согнутым участкам между боковой поверхностью 126 и верхней поверхностью 127 и между боковой поверхностью 126 и нижней поверхностью (не показана) могут активизироваться сложные напряжения.
Напряжение, действующее в продольном направлении боковых поверхностей 126 и 127, преобладает над остальными напряжениями, действующими в других направлениях согнутых участков, особенно над одним из напряжений, действующим в направлении ширины боковых поверхностей 126 и 127. То есть напряжение в продольном направлении боковых поверхностей 126 и 127 может быть, например, по меньшей мере, приблизительно в два раза больше напряжения в направлении ширины боковых поверхностей 126 и 127. Если напряжение в продольном направлении доминирует, сложное напряжение не активизировано, и пружинистость уменьшена. То есть только напряжение, действующее в продольном направлении боковых поверхностей 126 и 127 из множества напряжений, действующих на согнутых участках, остается в качестве основного напряжения, и пружинистость может быть уменьшена.
Более конкретно, чтобы сделать доминирующим напряжение, действующее в продольном направлении боковых поверхностей 126 и 127 из множества напряжений на согнутых участках, боковые поверхности 126 и 127 могут быть увеличены на заданную длину. То есть напряжение в продольном направлении может быть сделано доминирующим над остальными напряжениями посредством увеличения боковых поверхностей 126 и 127 на заданную длину.
Заданное усилие может быть приложено для увеличения длины боковых поверхностей 126 и 127. При этом, если пластина 400 не закреплена, краевой участок 101 пластины перемещается по направлению к боковым поверхностям 126 и 127. В результате увеличение боковых поверхностей 126 и 127 не выполняется настолько, насколько требуется. Таким образом, если боковые поверхности 126 и 127 увеличиваются, краевой участок 101 пластины, соответствующий боковым поверхностям 126 и 127, может также увеличиваться. То есть обе боковые поверхности 126 и 127 и соответствующие краевые участки 101 пластины относительно второго соединительного участка 300 могут быть увеличены, соответственно, без перемещения материала пластины 400 относительно второго соединительного участка 300, согнутого между боковыми поверхностями 126 и 127 и пластиной 400.
Для увеличения боковых поверхностей 126 и 127 и краевого участка 101 пластины рабочий может закрепить краевой участок 101 пластины и приложить заданное усилие (F) ко второму соединительному участку 300, согнутому между боковыми поверхностями 126 и 127 и пластиной 400. Заданное усилие может быть приложено с использованием, например, формы, конкретно сконфигурированной для создания соответствующего усилия, чтобы расширить или удлинить боковые поверхности 126 и 127 и соответствующий краевой участок 101 пластины на соответствующую величину в соответствующем направлении. Следовательно, боковые поверхности 126 и 127 и соответствующие краевые участки 101 пластины могут быть увеличены в направлении стрелки относительно второго соединительного участка 300 с помощью усилия (F), действующего на второй соединительный участок 300, и краевой участок 101 пластины может быть закреплен, чтобы не перемещаться по направлению ко второму соединительному участку 300.
Как показано на фиг.8, перед приложением усилия ко второму соединительному участку 300, по меньшей мере, один ступенчатый участок 210 может быть образован вдоль краевого участка 101 пластины для надежного предотвращения смещения краевого участка 101 пластины по направлению к согнутому второму соединительному участку 300. Ступенчатый участок 210 может быть образован вдоль краевого участка 101 пластины на заданную длину. В данном варианте осуществления после этапа вытяжки боковые поверхности 126 и 127 и краевые участки 101 пластины могут быть увеличены в обоих противоположных направлениях относительно второго соединительного участка 300 с целью уменьшения пружинистости.
После этапа уменьшения пружинистости рабочий может выполнять этап S540 чистовой обработки, образуя каждый участок для других элементов, например панели управления, двери и крышки для отверстия для обслуживания. Фиг.9 иллюстрирует пластину, на которой образован каждый участок для каждого элемента. Как показано на фиг.9, отверстие 140 для панели может быть образовано над отверстием 130 для двери, и панель управления (не показана) устанавливается в отверстие 140 для панели управления. Кроме того, отверстие 192 для обслуживания может быть образовано под отверстием 130 для двери, и крышка (не показана) для отверстия для обслуживания устанавливается на отверстие 192 для обслуживания. При выполнении технического обслуживания и ремонта стиральной машины наладчик может выполнять работу по техническому обслуживанию и ремонту в стиральной машине через отверстие 192 для обслуживания. Кроме того, соединительная часть 133 может быть образована в утопленной части 124 отверстия 130 для двери.
Следовательно, рабочий вырезает переднюю крышку 120, как показано на фиг.10, из пластины 100 из нержавеющей стали на этапе S550. При вырезании передней крышки 120 рабочий может резать вдоль второго соединительного участка 300, соединенного между боковыми поверхностями 126 и 127 и краевым участком 101 пластины, и рабочий может вырезать достаточно большой участок для формирования фланцевых частей 226, 227 и 228, как показано на фиг.11. То есть вырезанная передняя крышка 120 должна иметь достаточно большую часть в пределах заданной длины для формирования фланцевых частей 226, 227 и 228 вдоль краев боковых поверхностей 126 и 127. В результате фланцевые части 226, 227 и 228 могут не быть непрерывно образованы друг от друга, а быть образованы отдельно, как показано на фиг.11, хотя фланцевые части 226, 227 и 228 могут быть непрерывно образованы от боковых поверхностей 126 и 127.
После вырезания передней крышки 120 из пластины 100 из нержавеющей стали рабочий может сформировать фланцы посредством сгиба фланцевых частей 226, 227 и 228. Передняя крышка 120 может быть соединена с корпусом стиральной машины с помощью фланцев.
Фиг.10 и 11 изображают перспективный вид спереди и перспективный вид сзади передней крышки 120, изготовленной с помощью описанного выше способа изготовления. Как показано на фиг.10 и 11, передняя крышка 120, изготовленная с помощью описанного выше способа изготовления в соответствии с вариантами осуществления, раскрытыми в данном документе, может включать в себя переднюю поверхность 125 и боковую поверхность 126, непрерывно образованную от передней поверхности 125. Передняя крышка 120 может дополнительно включать в себя верхнюю поверхность 126 и нижнюю поверхность (не показана), образованные от передней поверхности 125, и боковую поверхность 126. Ссылочная позиция 182, показанная на фиг.10, обозначает отверстие для контейнера для моющего средства для вмещения контейнера (не показан) для моющего средства, устанавливаемого в нем. Контейнер (не показан) для моющего средства может выдвигаться через отверстие 182 для контейнера для моющего средства.
Как показано на фиг.11, фланцевые части могут быть образованы на краях боковой поверхности 126, верхней поверхности 127 и нижней поверхности (не показана) соответственно. Боковая фланцевая часть 226, верхняя фланцевая часть 227 и нижняя фланцевая часть 228 могут быть образованы отдельно. Как показано на фг.11, множество соединительных отверстий 230 может быть образовано на боковой фланцевой части 226, верхней фланцевой части 227 и нижней фланцевой части 228 соответственно. Множество соединительных отверстий (не показаны), соответствующих соединительным отверстиям фланцевых частей, может быть образовано в корпусе (не показан). В результате передняя крышка 120 может быть прикреплена к корпусу посредством соединения множества соединительных элементов, таких как болты, с соединительными отверстиями передней крышки 120 и соединительными отверстиями корпуса (не показан). Фиг.12 изображает перспективный вид, иллюстрирующий стиральную машину, содержащую переднюю крышку 120, изготовленную с помощью способа изготовления в соответствии с вариантами осуществления, раскрытыми в данном документе, прикрепляемую к ней.
Отверстие 130 для двери для соединения с дверью и отверстие 140 для панели могут быть образованы на передней поверхности 125 передней крышки. Вместе с отверстием 130 для двери и отверстием 140 для панели отверстие 192 для обслуживания может быть образовано на передней поверхности 125. В результате перед закреплением передней крышки 120 на корпусе панель управления может быть установлена на передней крышке, и дверь может быть соединена с передней крышкой, изготовленной с помощью способа изготовления в соответствии с вариантами, раскрытыми в данном документе. То есть эффективно собирать переднюю крышку в соответствии с вариантами осуществления, раскрытыми в данном документе, поскольку передняя крышка, содержащая панель управления, установленную на ней, может быть одним узлом.
Варианты осуществления, раскрытые в данном документе, описывают способ изготовления передней крышки для устройства для обработки белья, легко изготавливаемого посредством уменьшения числа необходимых процессов. Варианты осуществления, раскрытые в данном документе, дополнительно описывают способ изготовления передней крышки для устройства для обработки белья, с помощью которого можно изготовить переднюю крышку, имеющую точную заданную форму из нержавеющей стали, имеющей своеобразный металлический цвет и блеск.
Варианты осуществления, раскрытые в данном документе, описывают способ изготовления передней крышки для устройства для обработки белья, который включает в себя этап вытяжки для формования передней поверхности и боковой поверхности передней крышки посредством вытяжки пластины из нержавеющей стали, этап уменьшения пружинистости для уменьшения пружинистости тянутой пластины из нержавеющей стали и этап резания для вырезания передней крышки из пластины из нержавеющей стали. Способ изготовления в соответствии с вариантами осуществления может дополнительно включать в себя этап образования отверстия для двери в пластине из нержавеющей стали перед этапом вытяжки. Утопленная часть может быть дополнительно сформована на наружной окружности отверстия для двери на этапе вытяжки. Кроме того, на этапе вытяжки передняя поверхность, боковая поверхность и утопленная часть, образованная на наружной окружности отверстия для двери, могут быть вытянуты одновременно.
Пружинистость боковой поверхности может быть уменьшена на этапе уменьшения пружинистости. Боковая поверхность может иметь заданную глубину более ~2 см и длину более ~40 см.
На этапе уменьшения пружинистости напряжение в продольном направлении боковой поверхности из напряжений, действующих в более чем двух направлениях боковой поверхности, может доминировать над напряжением в направлении ширины. В результате на этапе уменьшения пружинистости боковая поверхность может быть увеличена. Кроме того, на этапе уменьшения пружинистости краевой участок пластины, соответствующий боковой поверхности, может быть увеличен наружу вместе с увеличением боковой поверхности. Если боковая поверхность и краевой участок пластины увеличены, оба участка относительно согнутого участка между боковой поверхностью и пластиной могут быть увеличены. В таком случае, по меньшей мере, один ступенчатый участок может быть образован вдоль краевого участка пластины, соответствующего боковой поверхности.
На этапе резания пластину можно вырезать для формирования фланцевой части на боковой поверхности. Способ может дополнительно включать в себя этап формирования фланцевой части для формирования фланцевой части на боковой поверхности.
Варианты осуществления, раскрытые в данном документе, дополнительно описывают устройство для обработки белья, содержащее переднюю крышку, изготовленную с помощью способа изготовления, раскрытого в данном документе. Передняя крышка может включать в себя переднюю поверхность и, по меньшей мере, одну боковую поверхность, образованную непрерывно от передней поверхности. Передняя крышка может включать в себя пару боковых поверхностей, образованных непрерывно от передней поверхности.
Передняя крышка может дополнительно включать в себя верхнюю поверхность и нижнюю поверхность, которые непрерывно образованы от передней поверхности, и пару боковых поверхностей. В таком случае фланцевые части, имеющие заданную длину, могут быть сформированы на верхней поверхности, паре боковых поверхностей и нижней поверхности соответственно. Кроме того, каждая из фланцевых частей может быть образована отдельно.
Любая ссылка в данном описании на «один вариант осуществления», «вариант осуществления», «пример осуществления» и так далее означает, что конкретный признак, конструкция или характеристика, описанные по отношению к варианту осуществления, включены в, по меньшей мере, один вариант осуществления настоящего изобретения. Появление таких фраз в разных местах в данном описании необязательно означает, что все относятся к одному и тому же варианту осуществления. Кроме того, когда конкретный признак, конструкция или характеристика описаны по отношению к любому варианту осуществления, предполагается, что это входит в компетенцию специалиста в данной области техники для осуществления такого признака, конструкции или характеристики по отношению к другим вариантам осуществления.
Хотя варианты осуществления были описаны со ссылкой на ряд их иллюстративных вариантов осуществления, следует понимать, что множество других модификаций и вариантов осуществления может быть осуществлено специалистами в данной области техники, которое будет входить в сущность и объем принципов данного раскрытия. Более конкретно, различные изменения и модификации возможны в элементах и/или расположениях предметного комбинированного расположения в объеме данного раскрытия, чертежей и прилагаемой формулы изобретения. В дополнение к изменениям и модификациям в элементах и/или расположениях альтернативные использования будут также понятны специалистам в данной области техники.
Промышленная применимость
В соответствии с вариантами осуществления, как описано выше, передняя крышка для устройства для обработки белья может быть легко изготовлена посредством уменьшения [числа] необходимых процессов. Кроме того, передняя крышка для устройства для обработки белья может быть изготовлена с точной заданной формой из нержавеющей стали, имеющей своеобразный металлический цвет и блеск.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2008 |
|
RU2423565C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2008 |
|
RU2415980C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2014 |
|
RU2590879C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2020 |
|
RU2735226C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2020 |
|
RU2727052C1 |
| Устройство для обработки белья | 2020 |
|
RU2726727C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2019 |
|
RU2728061C1 |
| Устройство для обработки белья | 2020 |
|
RU2731611C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2020 |
|
RU2726774C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2020 |
|
RU2726684C1 |
Изобретение относится к устройству для обработки белья и способу изготовления передней крышки для устройства для обработки белья. В процессе изготовления металлической передней крышки для устройства для обработки белья осуществляют вытяжку металлической пластины для образования передней поверхности и боковых поверхностей крышки, осуществляют уменьшение пружинения на металлической пластине и осуществляют резание для удаления лишних участков металлической пластины. Техническим результатом изобретения является упрощение изготовления передней крышки и повышение точности изготовления заданной формы передней крышки. 6 н. и 21 з.п. ф-лы, 12 ил.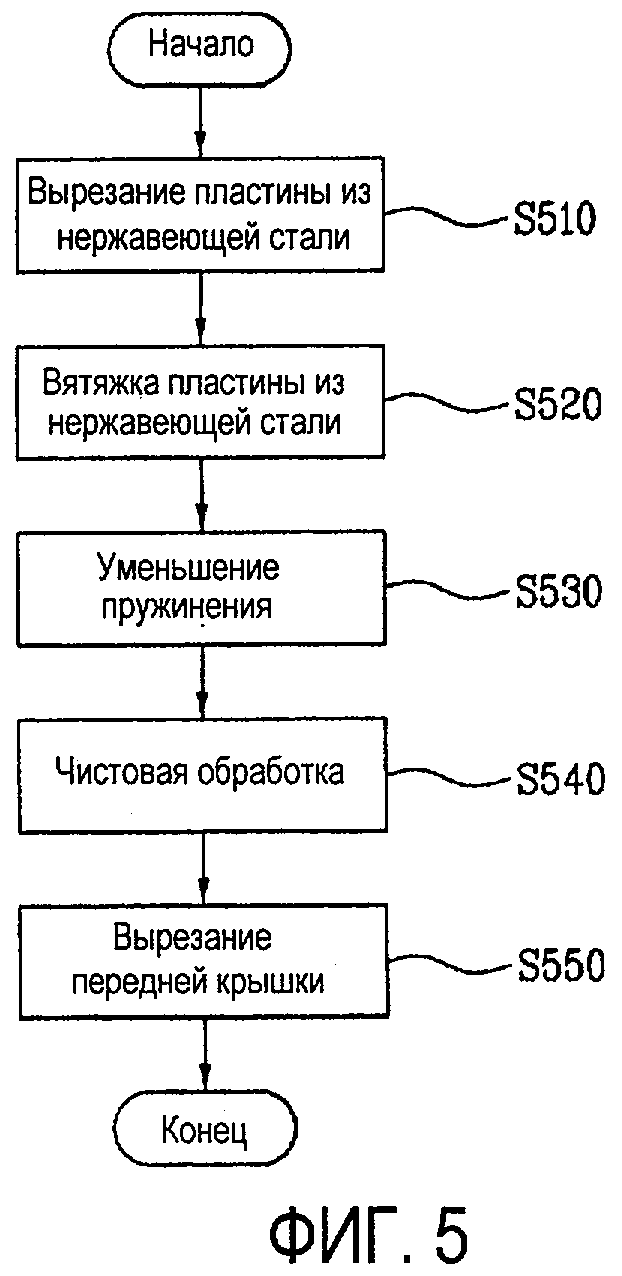
1. Способ изготовления металлической передней крышки для устройства для обработки белья, согласно которому осуществляют вытяжку металлической пластины для образования передней поверхности и боковых поверхностей крышки, осуществляют уменьшение пружинения на металлической пластине и осуществляют резание для удаления лишних участков металлической пластины.
2. Способ по п.1, согласно которому при осуществлении уменьшения пружинения уменьшают остаточное напряжение на, по меньшей мере, одной боковой поверхности крышки.
3. Способ по п.2, согласно которому при осуществлении уменьшения пружинения одновременно уменьшают остаточное напряжение на всех боковых поверхностях.
4. Способ по п.1, согласно которому остаточное напряжение, существующее на боковой поверхности крышки после осуществления вытяжки, раскладывается на первое остаточное напряжение, действующее в продольном направлении боковой поверхности, и второе остаточное напряжение, действующее в направлении, перпендикулярном к боковой поверхности, при этом после осуществления уменьшения пружинения первое остаточное напряжение превышает второе остаточное напряжение.
5. Способ по п.4, согласно которому после осуществления уменьшения пружинения первое остаточное напряжение в два или более раз превышает второе остаточное напряжение.
6. Способ по п.1, согласно которому при осуществлении уменьшения пружинения удлиняют, по меньшей мере, одну боковую поверхность, образованную на металлической пластине.
7. Способ по п.6, согласно которому при осуществлении уменьшения пружинения одновременно удлиняют все боковые поверхности, образованные на металлической пластине.
8. Способ по п.6, согласно которому при осуществлении вытяжки образуют фланцевые части, которые проходят от соответствующих фланцевых частей боковых поверхностей под углом.
9. Способ по п.8, согласно которому при осуществлении уменьшения пружинения удлиняют, по меньшей мере, одну фланцевую часть.
10. Способ по п.9, согласно которому при осуществлении уменьшения пружинения образуют ступенчатый участок на каждой из фланцевых частей.
11. Способ по п.1, согласно которому дополнительно вырезают, по меньшей мере, одно круглое отверстие для двери в пластине перед выполнением этапа вытяжки.
12. Способ по п.11, согласно которому при осуществлении вытяжки образуют выемки в пластине для отверстия для двери.
13. Способ по п.12, согласно которому при осуществлении вытяжки одновременно формируют переднюю поверхность, боковые поверхности и выемки на одном и том же этапе вытяжки.
14. Способ по п.1, согласно которому при осуществлении вытяжки формируют, по меньшей мере, одну боковую поверхность с глубиной свыше приблизительно 2 см и длиной более 40 см.
15. Способ по п.1, согласно которому при осуществлении вытяжки осуществляют вытяжку пластины из нержавеющей стали.
16. Способ по п.1, согласно которому при вытяжке формируют переднюю поверхность и две взаимно перпендикулярные боковые поверхности, образующие непрерывно образованный угол крышки.
17. Способ по п.1, согласно которому в результате вытяжки формируют переднюю поверхность и четыре боковые поверхности, непрерывно образованные из металлической пластины.
18. Способ по п.17, согласно которому переднюю поверхность и боковые поверхности соединяют без применения сращивания.
19. Способ по п.18, согласно которому соседние боковые поверхности соединяют друг с другом без применения сращивания.
20. Передняя крышка для устройства для обработки белья, изготовленная способом по п.1.
21. Устройство для обработки белья, содержащее переднюю крышку по п.20.
22. Способ изготовления металлической передней крышки для устройства для обработки белья, согласно которому осуществляют вытяжку металлической пластины для формирования передней поверхности и непрерывно сформированных боковых поверхностей; осуществляют уменьшение остаточных напряжений для уменьшения остаточных напряжений, образовавшихся в боковых поверхностях при вытяжке, при этом в результате вытяжки формируют соседние боковые поверхности крышки, являющиеся непрерывно сформированными друг с другом, без необходимости в отдельном этапе сращивания.
23. Способ по п.22, согласно которому при осуществлении уменьшения остаточных напряжений удлиняют боковые поверхности.
24. Способ по п.22, согласно которому напряжение в каждой из боковых поверхностей раскладывается на первое остаточное напряжение, действующее в продольном направлении боковой поверхности, и второе остаточное напряжение, действующее в направлении, перпендикулярном к боковой поверхности, при этом в результате осуществления уменьшения остаточных напряжений образуют первое остаточное напряжение, которое превышает второе остаточное напряжение.
25. Способ по п.22, согласно которому металлическая пластина является пластиной из нержавеющей стали.
26. Передняя крышка для устройства для обработки белья, изготовленная способом по п.22.
27. Устройство для обработки белья, содержащее переднюю крышку по п.26.
| Способ изготовления коробчатых деталей | 1987 |
|
SU1542664A1 |
| СПОСОБ ТОРМОЖЕНИЯ ФЛАНЦА ЛИСТОВОЙ ЗАГОТОВКИ В ПРОЦЕССЕ ВЫТЯЖКИ | 2003 |
|
RU2242317C1 |
| KR 1020060087214 А, 02.08.2006. | |||

