| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| Штамп для вытяжки крупногабаритных деталей | 2016 |
|
RU2631070C2 |
| Способ вытяжки полых изделий из листовой заготовки | 1986 |
|
SU1344463A1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ | 2011 |
|
RU2466819C2 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ПАНЕЛЕЙ ЖЕЛОБООБРАЗНОЙ ФОРМЫ | 1996 |
|
RU2095178C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2069593C1 |

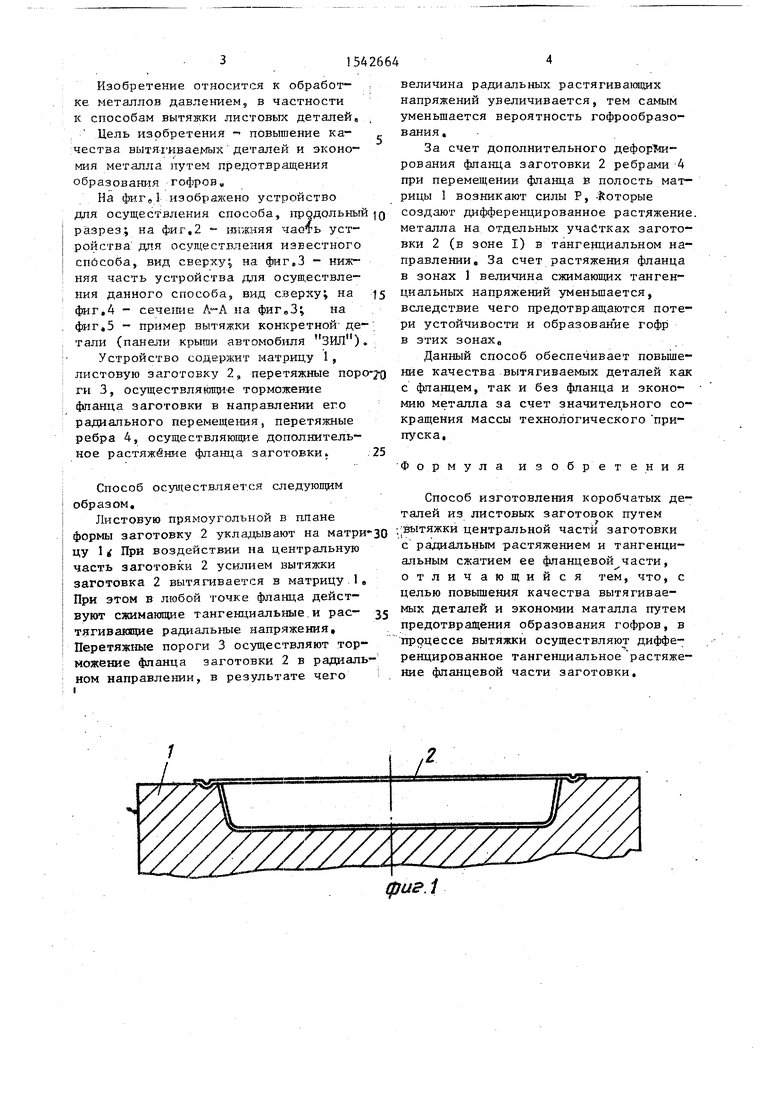
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при вытяжке прямоугольных в плане деталей. Цель изобретения - повышение качества вытягиваемых деталей и экономия металла путем предотвращения гофрообразования. В процессе вытяжки осуществляют дифференцированное тангенциальное растяжение фланцевой части заготовки. За счет дополнительного деформирования фланца заготовки ребрами 4 при перемещении фланца в полость матрицы возникают силы P, которые создают растяжение в тангенциальном направлении металла на прямолинейных участках заготовки (в зонах 1). За счет растяжения фланца в зонах 1 величина сжимающих тангенциальных напряжений уменьшается, вследствие чего предотвращаются потеря устойчивости и образование гофр в этих зонах. 5 ил.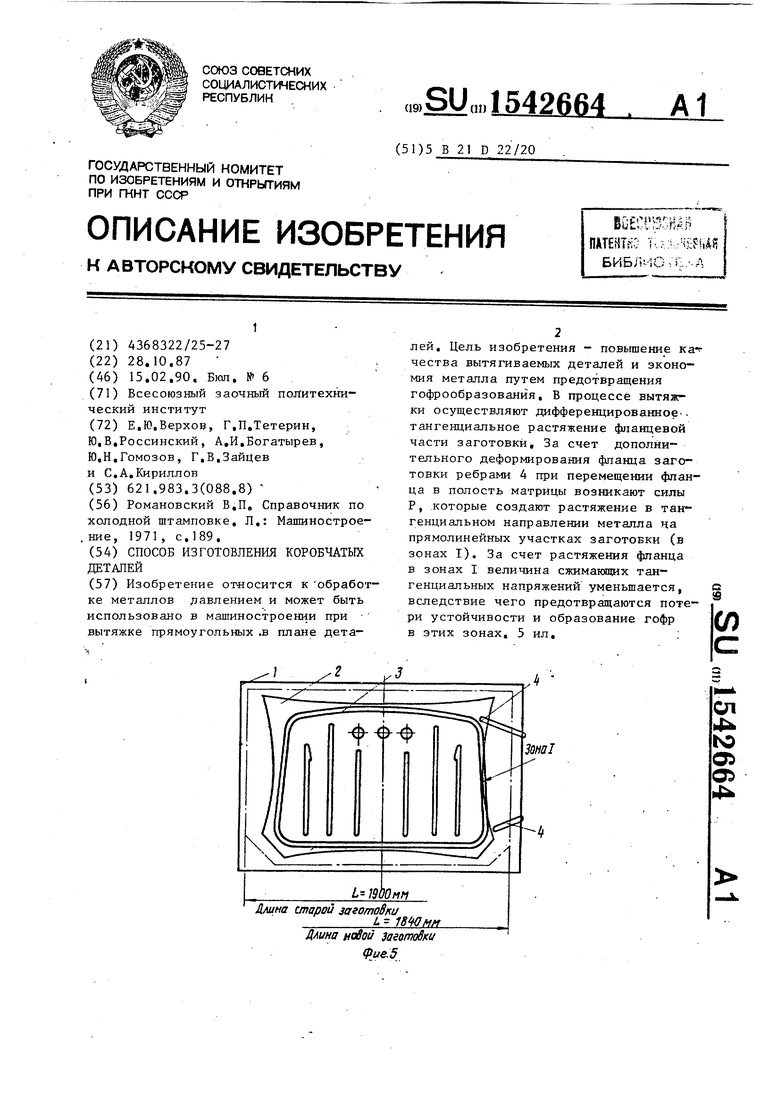
фиг.1
Put.Z
Зоной
«г.З
фигЛ
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Л,: Машиностроение, 1971, с.189. |
