Область применения
Настоящее изобретение относится к фильтрующим респираторным лицевым маскам, имеющим опорную структуру, которая включает движущиеся в продольном направлении протяженные в поперечном направлении элементы. Данные движущиеся элементы опорной структуры позволяют основе респираторной маски лучше приспосабливаться к движению челюсти пользователя при разговоре. Движущиеся элементы опорной структуры обеспечивают также лучшее прилегание основы маски к широкому диапазону размеров и формы лица.
Уровень техники
Респираторы обычно носятся человеком поверх дыхательных путей по меньшей мере для двух наиболее типичных целей: (1) для предотвращения проникновения загрязняющих веществ или частиц в дыхательные пути пользователя; и (2) для защиты других людей или вещей от воздействия патогенов или других типов загрязнений, выдыхаемых пользователем. В первом случае респираторную маску носят в среде, где воздух содержит частицы, вредные для пользователя, например, в автомастерской кузовных работ. Во втором случае респираторную маску носят в среде, где есть риск передачи загрязнения к другим лицам или вещам, например в операционной или в чистой комнате.
Некоторые респираторные маски относят к «фильтрующим лицевым маскам», потому что сама основа маски функционирует как фильтрующий механизм. В отличие от респираторных масок, в которых используются резиновые или эластомерные основы с присоединяемыми съемными фильтрующими картриджами (см., например, патент США RE 39493, авторы Yuschak и др.), или изготовленные инжекционным формованием фильтрующие элементы (см., например, патент США 4970306, автор Braun), фильтрующие респираторные лицевые маски имеют фильтрующие элементы, занимающие большую часть всей основы маски, так что отсутствует необходимость в установке или смене фильтрующего картриджа. Такого типа фильтрующие лицевые респираторные маски относительно легки по весу и просты в использовании.
Фильтрующие лицевые респираторные маски обычно относятся к одной из двух категорий: складывающиеся плоские респираторные маски и респираторные маски готовой формы. Складывающиеся плоские лицевые респираторные маски хранятся в плоском виде, однако они включают швы, сгибы и/или складки, которые позволяют основе раскрываться и принимать форму чашки при использовании. Примеры складывающихся плоских лицевых респираторных масок представлены в патентах США №6568392 и 6484722 (авторы Bostock и др.) и 6394090 (автор Chen).
Респираторные маски готовой формы, наоборот, изготавливаются уже имеющими более или менее постоянную форму, соответствующую форме лица, и обычно сохраняют данную форму во время хранения и использования. Фильтрующие лицевые респираторные маски готовой формы обычно включают формованный опорный каркас, который обычно называется «формообразующим слоем» и чаще всего изготавливается из термически связанных волокон или ажурной пластмассовой сетки. Конфигурация формообразующего слоя в первую очередь обеспечивает поддержку фильтрующего слоя. Формообразующий слой может находиться относительно фильтрующего слоя на внутренней части маски (рядом с лицом пользователя), на внешней части маски, или, как на внешней, так и на внутренней частях маски. Примеры патентов, в которых описан формообразующий слой, поддерживающий фильтрующий слой, включают патент США №4536440 (автор Berg), №4807619 (авторы Dyrud и др.), а также №4850347 (автор Skov).
При изготовлении основы маски для респиратора готовой формы фильтрующий слой обычно накладывается на формооборазующий слой, и собранные слои подвергаются процессу формования путем помещения собранных слоев между нагретыми, заходящими одна в другую формовочными частями (см., например, патент США №4536440 (автор Berg)), или же слои, наложенные друг на друга, проходят этап нагревания, а затем подвергаются холодному формованию для придания им формы лицевой маски (см. патенты США №5307796 (авторы Kronzer и др.) и №4850347 (автор Skov)).
В известных фильтрующих лицевых респираторных масках готовой формы фильтрующий слой, собранный с заготовкой формообразующего слоя в будущую основу маски любым из вышеупомянутых способов, обычно прикрепляется к формообразующему слою путем спутывания волокон на границе слоев или путем привязывания волокон к формообразующему слою. Альтернативным способом крепления является привязка фильтрующего слоя к каркасу формообразующего слоя по всей его внутренней поверхности путем использования подходящего адгезива - см. патенты США №6923182 и 6041782 (авторы Angadjivand и др.). В известных моделях фильтрующих лицевых респираторных масок скрепление собранных друг с другом слоев часто осуществляется путем их сварки по периферии основы маски.
Сущность изобретения
Как было описано выше, специалистами в области производства фильтрующих лицевых респираторных масок разработано множество способов удержания фильтрующего слоя на предварительно сформированной основе маски. Однако основы масок, которые были разработаны, как правило, не являются динамичными структурами и не могут приспосабливаться к движениям челюсти пользователя. Пользователи респираторов часто имеют необходимость разговаривать с коллегами во время работы. Движения челюсти, возникающие во время разговора, могут вызывать изменение положения основы маски на лице пользователя. При смещении респиратора от его оптимального положения на лице пользователя могут создаваться условия для входа нефильтрованного загрязненного воздуха внутрь маски. Кроме того, открытие челюстей пользователя оттягивает основу маски вниз, оказывая зажимающее действие на переносицу. Не динамичная структура обычных респираторов, таким образом, может создавать дискомфорт для пользователя.
Настоящее изобретение направлено на удовлетворение потребности в фильтрующей лицевой респираторной маске, которая может приспосабливаться к движениям челюсти пользователя так, чтобы при этом респиратор оставался удобно и плотно прилегающим к лицу пользователя во время разговора. С этой точки зрения настоящее изобретение относится к фильтрующей лицевой респираторной маске, которая содержит (а) систему крепежных ремней и (b) основу маски, которая в свою очередь содержит (i) фильтрующий элемент, который включает фильтрующий слой, и (ii) опорную структуру, которая содержит множество центрально разделенных, движущихся в продольном направлении протяженных в поперечном направлении элементов, которые являются протяженными от первой стороны ко второй стороне и которые сходятся друг с другом как на первой, так и на второй стороне, и при этом имеется, по меньшей мере, один движущийся в продольном направлении, протяженный в поперечном направлении элемент, протяженный от первой стороны ко второй стороне, не связанный с каким-либо протяженным в продольном направлении элементом (элементами), которые могли бы препятствовать движению протяженного в поперечном направлении элемента в продольном направлении.
Как было сказано выше, основы большинства фильтрующих лицевых респираторных масок обычно имеют опорную структуру, содержащую нетканое полотно из термически связанных волокон или ажурную пластмассовую сетку для крепления фильтрующего слоя. Такие обычные опорные структуры не способны динамически реагировать на движения челюсти пользователя. Наличие протяженных в поперечном направлении элементов, которые сходятся друг с другом по сторонам, и из которых по меньшей мере один является движущимся в продольном направлении протяженным в поперечном направлении элементом, позволяет опорной структуре растягиваться в продольном направлении и тем самым лучше приспосабливаться к движению челюсти человека. Способность приспосабливаться к движению челюсти пользователя в соответствии с настоящим изобретением позволяет основе маски лучше удерживаться в желаемом положении на лице пользователя во время ее использования. Способность опорной структуры к растяжению позволяет также одной и той же респираторной маске подходить к широкому диапазону размеров лица и устранять чрезмерное давление на нос.
Определения
Используемые в нижеприведенном описании термины имеют следующее значение:
«разделять на две равные части» означает разделять на две практически равные части;
«осевая линия» означает линию, разделяющую маску на две равные части, если смотреть спереди (Фиг.7);
«центрально разделенные» означает, что элементы разделены друг от друга по осевой линии или плоскости симметрии, разделяющей основу маски на две равные части, если смотреть спереди;
«содержит (или «содержащий»)» представляет собой определение, употребляемое в стандартном для патентоведения значении, и является, в сущности, термином с неограниченным количеством значений, в целом синонимичным терминам «включает» и «имеет». Хотя термины «содержит», «включает» и «имеет», а также их вариации, являются общеупотребительными терминами с неограниченным количеством значений, в контексте настоящего изобретения наиболее подходящим определением данного понятия, вероятно, будет следующее: «состоящий в сущности из», которое имеет частично ограниченное количество значений, в том смысле, что оно исключает только те элементы или вещи, которые оказали бы негативный эффект на технические характеристики предлагаемого в соответствии с настоящим изобретением респиратора;
«чистый воздух» означает порцию атмосферного воздуха, которая была профильтрована для удаления из нее загрязняющих веществ»;
«загрязняющие вещества» означает частицы (включая пыль, взвеси и запахи) и/или другие вещества, которые обычно не считаются частицами (например, испарения органических веществ и прочие), но которые также могут находиться в воздухе во взвешенном состоянии, включая воздух в выдыхаемом потоке воздуха;
«поперечное направление» означает направление, протяженное через респиратор с одной его стороны к другой его стороне, если смотреть на респиратор спереди;
«внешнее воздушное пространство» означает внешнее (атмосферное) воздушное пространство, в которое выходит выдыхаемый воздух после прохождения через основу маски и/или выдыхательный клапан и за их пределы;
«лицевая маска» означает, что основа маски сама по себе предназначена для фильтрации проходящего через нее воздуха; и при этом нет четко определяемых фильтрующих картриджей, заплавленных, прикрепленных или формованных к маске фильтрующих элементов;
«фильтр» или «фильтрующий слой» означает один или более слоев из воздухопроницаемого материала, и при этом указанные слои предназначены, прежде всего для удаления загрязняющих веществ (например, частиц) из потока воздуха, который через них проходит;
«фильтрующий элемент» означает конструкцию, предназначенную, прежде всего, для фильтрации воздуха;
«первая сторона» означает область основы маски, удаленную в бок от плоскости, разделяющей респиратор вертикально на две равные части, и которая оказалась бы в области щеки и/или челюсти пользователя, когда респиратор надет;
«крепежные ремни» означает структуру или набор частей, способствующих удержанию основы маски на теле пользователя;
«структурно целые» означает, что данные элементы изготавливаются в одно и тоже время как одна часть, а не как две раздельные части, соединяемые впоследствии между собой;
«препятствовать движению» означает препятствовать движению, ограничивать его или делать его невозможным под действием сил, имеющих место в обычных условиях эксплуатации;
«внутреннее воздушное пространство» означает пространство между основой маски и лицом пользователя;
«граничная линия» означает складку, линию спайки, сварной шов, линию связывания (скрепления) стежка, петли и/или их сочетание;
«живые шарниры» означает механизм, позволяющий протяженным из них элементам вращаться вокруг них таким образом, что данные элементы и/или шарниры не разрушаются в обычных условиях эксплуатации;
«продольно движущийся» и «продольно двигаться» означает способность двигаться в продольном направлении при приложении небольшого усилия пальцем;
«основа маски» означает воздухопроницаемую структуру, плотно прилегающую поверх носа и рта пользователя и отделяющую внутреннее воздушное пространство от внешнего воздушного пространства;
«элемент» в отношении опорной структуры означает отдельную и четко определимую твердую часть, имеющую размеры, позволяющие ей вносить значительный вклад в общую конструкцию и конфигурацию опорной структуры;
«периметр» означает внешний край основы маски, и при этом указанный внешний край располагается в целом близко к лицу пользователя при надевании им респиратора;
«складка» означает часть, конструкция которой предполагает ее отгиб назад к самой себе;
«сложенный» означает отогнутый назад к самому себе;
«полимерный» и «пластмассовый» оба данных термина означают материал, который в основном включает один или более полимеров, но может также содержать и прочие ингредиенты;
«множество» означает два или более;
«респиратор» означает устройство для фильтрации воздуха, носимое пользователем и предназначенное для подачи пользователю чистого воздуха для дыхания;
«вторая сторона» означает область основы маски, удаленную в бок от плоскости, разделяющей респиратор вертикально на две равные части, и которая оказалась бы в области щеки и/или челюсти пользователя, когда респиратор надет (и при этом вторая сторона находится напротив первой стороны);
«опорная структура» означает конструкцию, имеющую достаточную структурную целостность для сохранения требуемой формы, а также для сохранения требуемой формы фильтрующего элемента, который она удерживает в обычных условиях эксплуатации;
«разделенные» означает элементы, физически раздельные друга от друга, или между которыми есть измеряемое расстояние;
«поперечно протяженные» означает протяженные в целом в поперечном направлении.
Краткое описание чертежей
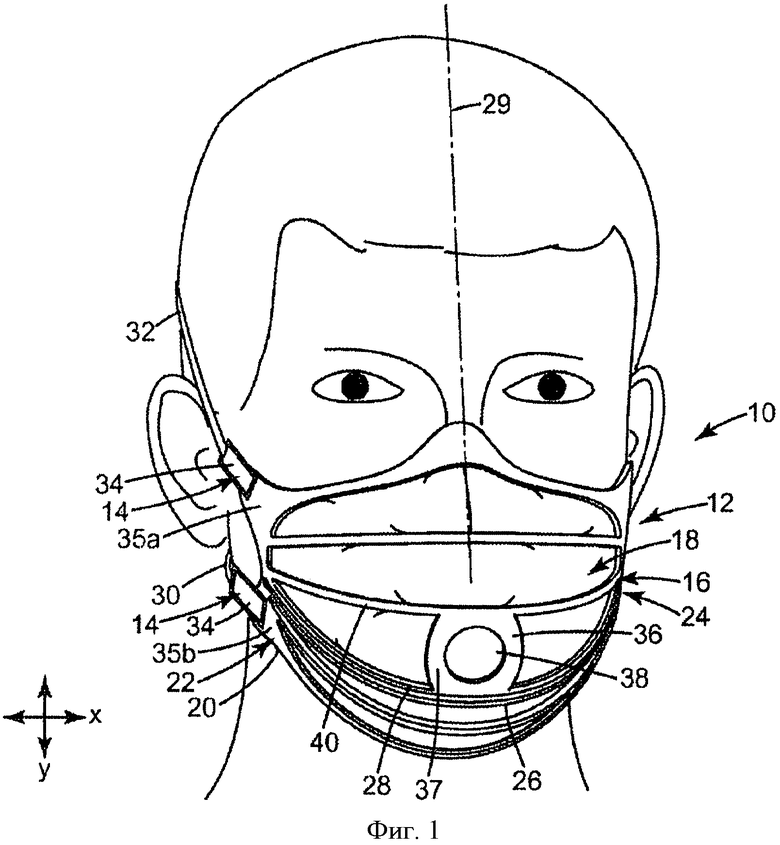
Фиг.1. Аксонометрический вид спереди фильтрующей респираторной маски 10 в соответствии с настоящим изобретением, надетой на лицо пользователя.
Фиг.2а. Вид основы 12 маски сбоку в соответствии с настоящим изобретением с движущимся в продольном направлении протяженным в поперечном направлении элементом 26, расположенным рядом с элементом 28 в нерастянутом состоянии.
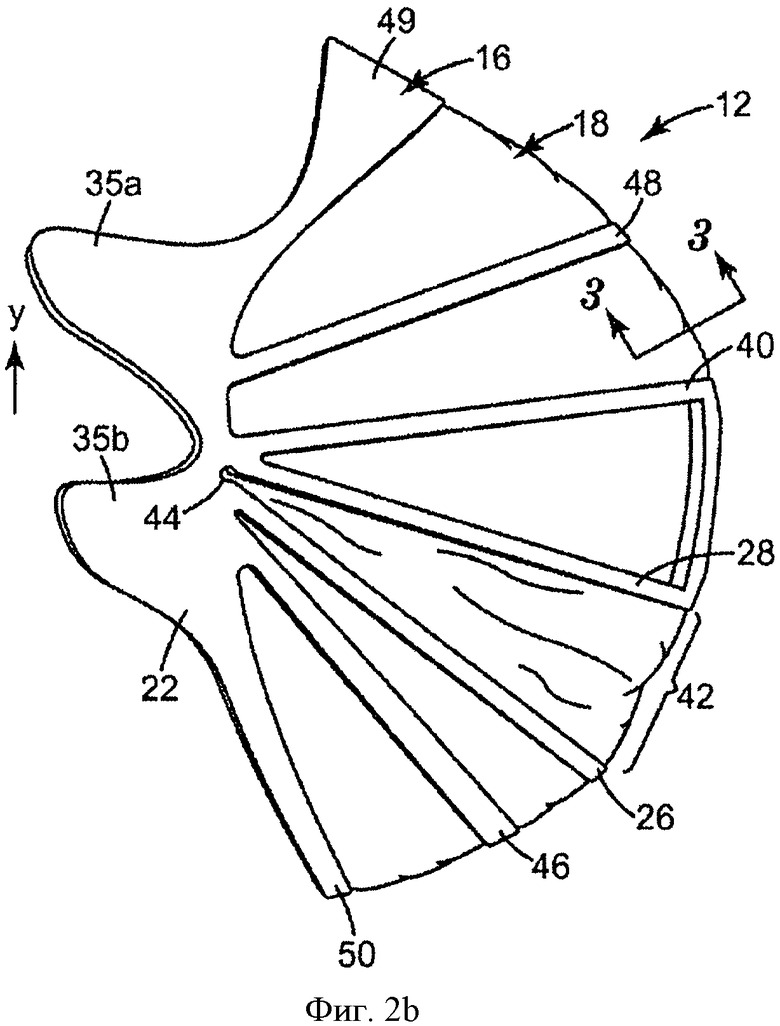
Фиг.2b. Вид основы 12 маски сбоку с движущимся в продольном направлении, протяженным в поперечном направлении элементом 26.
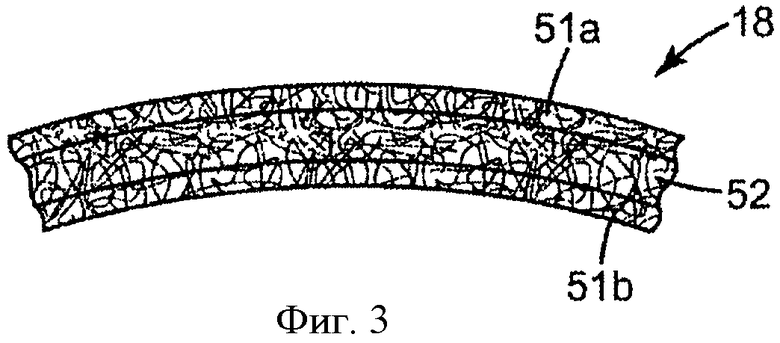
Фиг.3. Поперечное сечение фильтрующего элемента 18 по плоскости 3-3 Фиг.2b.
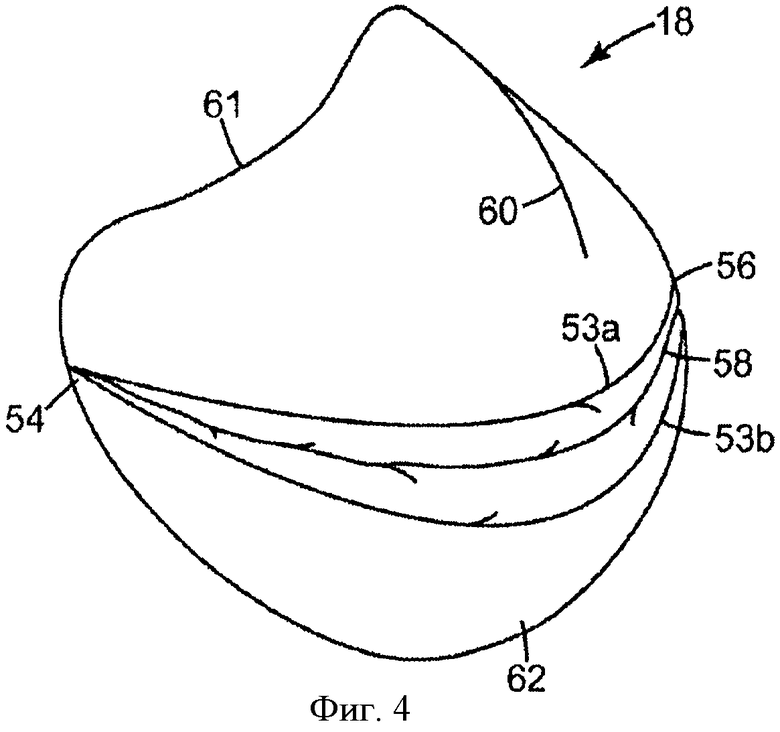
Фиг.4. Аксонометрический вид фильтрующего элемента 18.
Фиг.5. Вид сбоку альтернативного воплощения живых шарниров 64а, 64b, которые могут быть использованы в поддерживающей структуре 16', позволяя вращательные движения элементов 26, 28, 40, 46, 48 и 50.
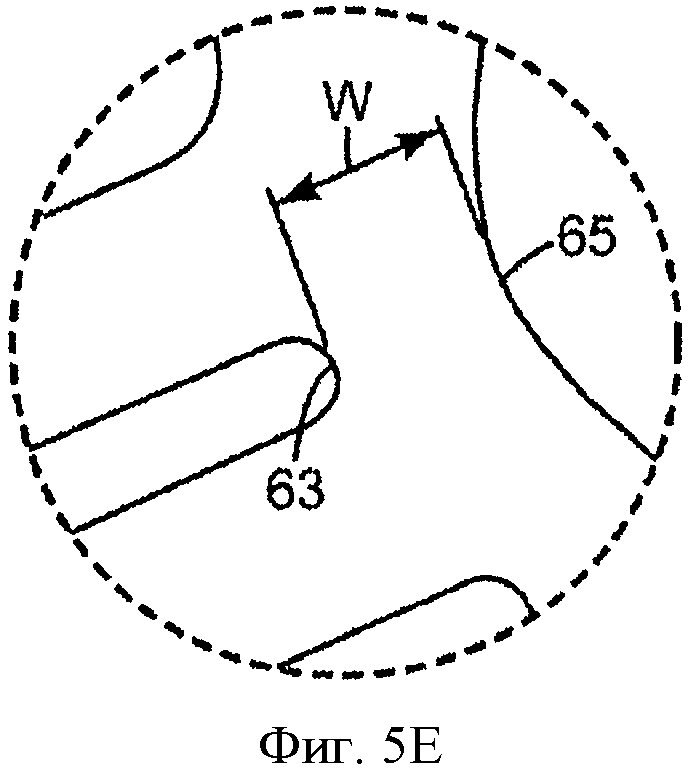
Фиг.5Е. Увеличенный вид области 5Е, обозначенной пунктирной линией на Фиг.5.
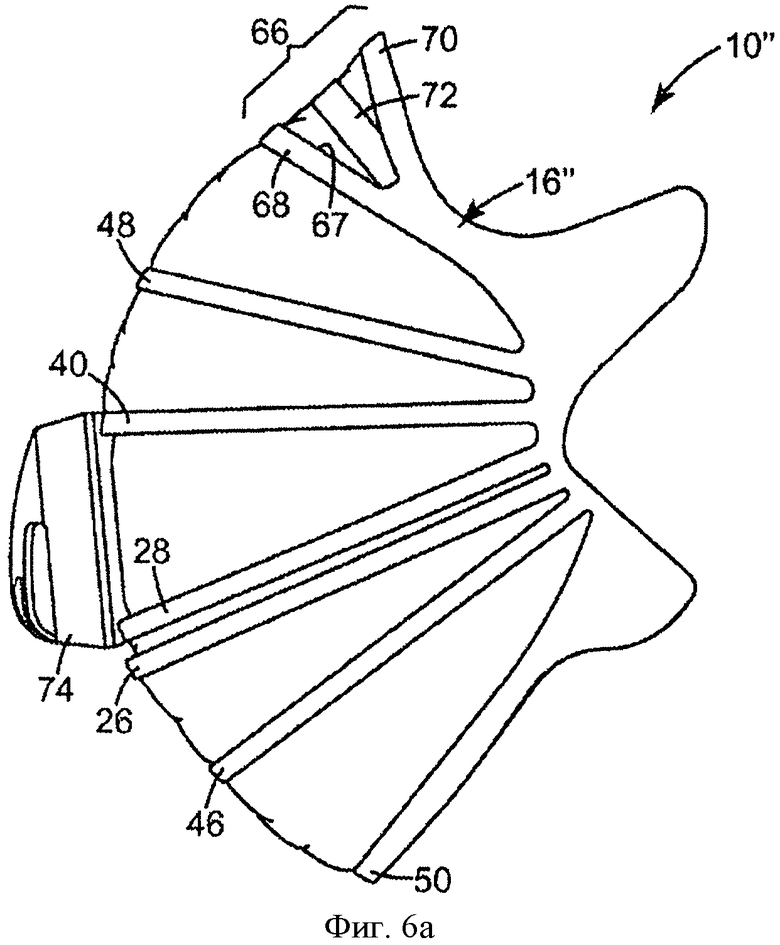
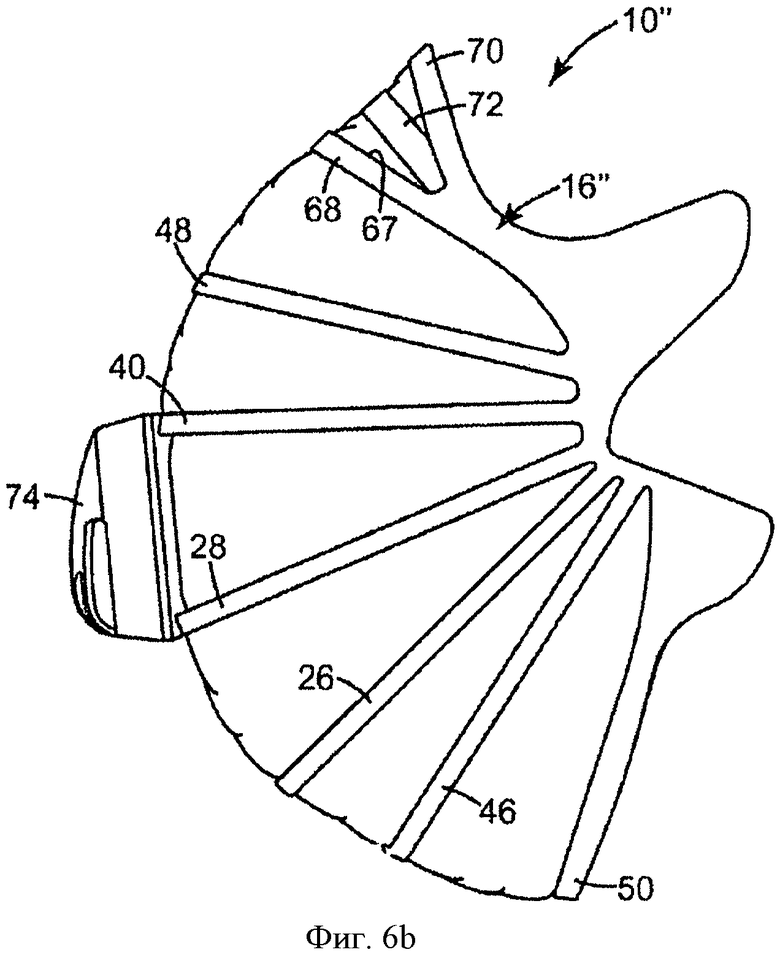
Фиг.6а и 6b. Виды сбоку другого воплощения изобретения респиратора 10'', имеющего другую поддерживающую структуру 16'' и включающего носовой зажим и выдыхательный клапан 74.
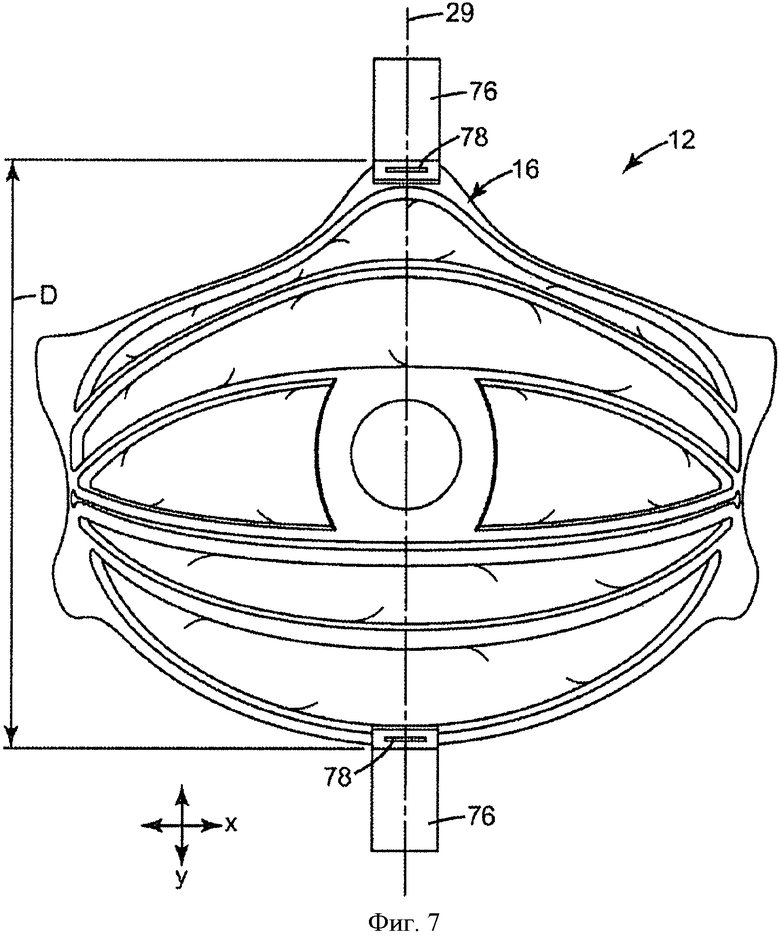
Фиг.7. Вид спереди основы 12 маски с изображением полоски пленки 76, которая прикрепляется к основе 12 маски для ее удлинения в продольном направлении во время испытаний.
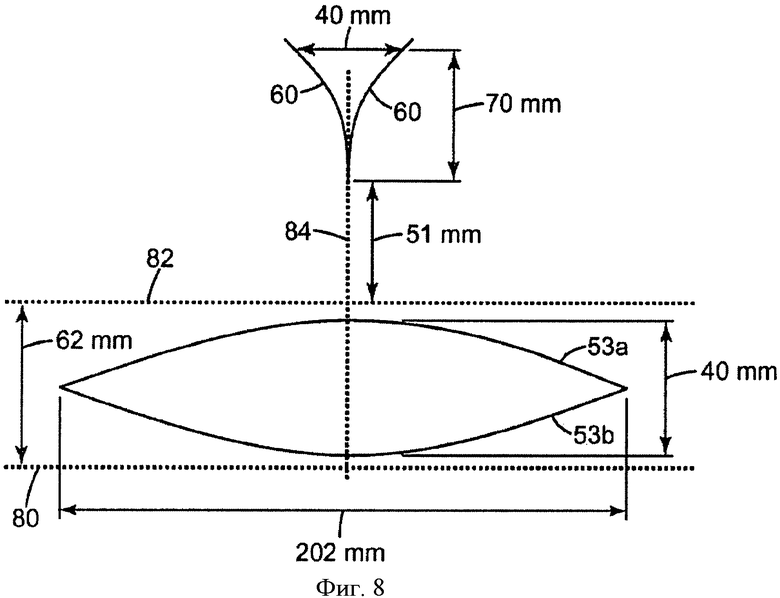
Фиг.8. Вид выкройки для формирования многослойного фильтрующего элемента 18 (Фиг.4) в соответствии с настоящим изобретением.
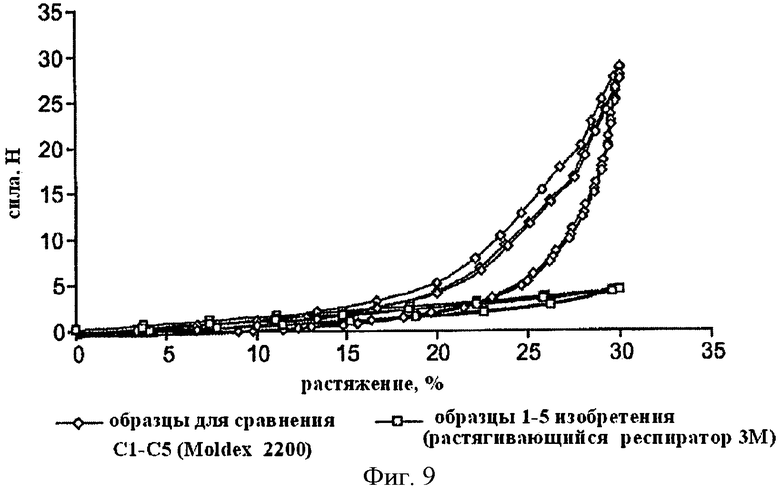
Фиг.9. График зависимости растяжения от нагрузки для фильтрующих лицевых респираторных масок в соответствии с настоящим изобретением и фильтрующих лицевых респираторных масок Moldex 2200.
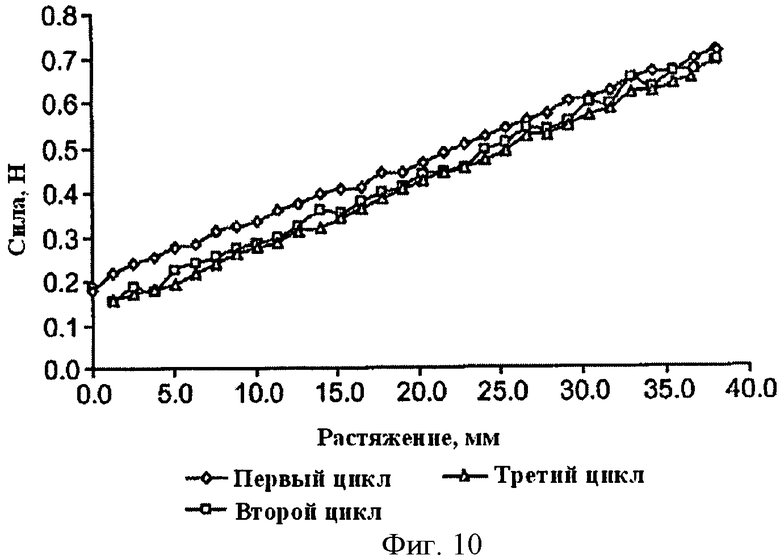
Фиг.10. График зависимости силы, необходимой для разведения двух соседних протяженных в поперечном направлении элементов респиратора в соответствии с настоящим изобретением в продольном направлении, от расстояния, на которое они разводятся.
Подробное описание изобретения
В соответствии с настоящим изобретением предлагается фильтрующая лицевая респираторная маска, которая может растягиваться, как гармошка, в одном или нескольких местах, так что основа маски может расширяться и сокращаться в соответствии с движениями челюсти пользователя. Рабочим при выполнении работы приходится постоянно общаться между собой. Обычные фильтрующие лицевые респираторные маски имеют основу маски, не обладающую достаточной динамичностью, чтобы следовать движениям челюсти пользователя. Поэтому обычные респираторы подвержены смещению относительно лица пользователя, когда пользователь говорит. При движении челюсти вниз носовая часть обычного респиратора стягивается вниз. Поэтому настоящее изобретение направлено на устранение данных недостатков путем введения в конструкцию респиратора одного или более движущихся в продольном направлении протяженных в поперечном направлении элементов, которые могут раздвигаться друг от друга и придвигаться друг к другу соответственно при открытии и закрытия рта пользователем.
На Фиг.1 показан респиратор 10, носимый пользователем поверх носа и рта. Респиратор включает основу 12 маски и крепежные ремни 14. Основа 12 маски имеет опорную структуру 16 и фильтрующий элемент 18. Опорная структура 16 включает периметр 20, первую сторону 22 и находящуюся напротив нее вторую сторону 24. Периметр 20 опорной структуры 16 может, хотя это и необязательно, контактировать с лицом пользователя, когда респиратор 10 надет. Периметр 20 может содержать элемент или набор элементов, непрерывно протяженных на 360° и находящихся рядом с периферией основы 12 маски. Периметр может быть также сегментным или иметь разрывы. Как правило, лицо пользователя контактирует только с внутренней поверхностью периферии фильтрующего элемента 18 (или с внутренней поверхностью материала дополнительного лицевого уплотнения) таким образом, чтобы достигалось комфортное прилегание респиратора к лицу. Поэтому край фильтрующего элемента 18 может быть немного протяженным за пределы периметра 20 опорной структуры 16. Опорная структура 16 включает также движущийся в продольном направлении протяженный в поперечном направлении элемент 26. Данный движущийся в продольном направлении протяженный в поперечном направлении элемент 26 является протяженным от первой стороны 22 основы 12 маски ко второй стороне 24, не будучи связанным между сторонами 22 и 24 с каким-либо протяженным в продольном направлении элементом (или элементами), которые бы препятствовали движению протяженного в поперечном направлении элемента 26 в продольном направлении. То есть нет структурных элементов, которые соединяли бы элемент 26 с элементом 28, ограничивая возможность элемента 26 отодвигаться от элемента 28, когда пользователь выдвигает челюсть или открывает рот. Продольное движение, которое является преимуществом данного воплощения, особенно выражено вдоль осевой линии 29. Протяженные в поперечном направлении элементы 26 и 28 сходятся друг к другу, отодвигаясь от осевой линии 29 к сторонам 22 и 24 опорной структуры 16. Если смотреть спереди и спроецировать респиратор на плоскость, как показано на Фиг.7, поперечное направление является в целом протяженным поперек респиратора в направлении х, а продольное направление является протяженным от низа к верху респиратора 10 в направлении у. При рассмотрении такой проекции на плоскость можно видеть, что протяженный в поперечном направлении элемент 26 может придвигаться к элементу 28 и отодвигаться от него в направлении у. При этом элемент 26 придвигается к элементу 28 и отодвигается от него с большей амплитудой по осевой линии 29, чем на первой стороне 22 и второй стороне 24, где данные протяженные в поперечном направлении элементы сходятся друг с другом. Система крепежных ремней 14 включает первый ремешок 30 и второй ремешок 32, которые подгоняются по длине с помощью одной или нескольких пряжек 34. Система крепежных ремней 14 может крепиться к основе 12 маски по обеим ее сторонам 22 и 24 с помощью фланцевых элементов 35а и 35b крепления ремней. Пряжки 34 могут крепиться к основе 12 маски на фланцевых элементах 35а и 35b с помощью целого ряда способов, включая скобы, адгезивное скрепление, сварка и им подобные. Пряжки могут быть также структурно сформованными в опорной структуре 16 (см. патентную заявку США №60/974,031 (attorney docket number 63355US002) «Фильтрующая респираторная лицевая маска с пряжками, неразъемно соединенными с опорной структурной основой маски», поданная в тот же день, что и настоящая заявка. Основа 12 маски может также включать дополнительную раму 36, имеющую расположенный в ней проем 38. Рама 36 дает место или основание для крепления к основе 12 маски выдыхательного клапана (не показан). Хотя протяженные в поперечном направлении элементы 28 и 40 соединяются друг с другом протяженными в продольном направлении элементами 37 на раме 36, основа 12 маски тем не менее может растягиваться за счет довольно свободных движений элементов 26 и 28 относительно друг друга, а также прочих элементов, не так жестко связанными между собой. И хотя настоящее изобретение предусматривает наличие одного или более (2, 3, 4, 5 и т.д.) элементов, которые могут придвигаться друг к другу и отодвигаться друг от друга в продольном направлении, не все протяженные в поперечном направлении элементы должны обладать такой способностью по отношению к соседним элементам для достижения цели, поставленной настоящим изобретением.
Выдыхательные клапаны, которые могут крепиться на раме 36 опорной структуры 16, могут иметь конструкцию, аналогичную конструкциям однонаправленных клапанов, описанных в патентах США №7188622, 7028689 и 7013895 (авторы Martin и др.); 7117868, 6854463, 6843248 и 5325892 (авторы Japuntich и др.); 6883518 (авторы Mittelstadt и др.) и RE 37974 (автор Bowers). Выдыхательный клапан может быть закреплен на раме 36 рядом способов, включая ультразвуковую сварку, адгезивное крепление, механическое зажатие и им подобные. Седло клапана может включать цилиндр, который проходит через проем 38 и складывается сам к себе, зажимаясь таким образом на раме 36 (см., например, патенты США №7069931, 7007695, 6959709 и 6604524 (авторы Curran и др.) и ЕР 1030721 (авторы Williams и др.). К седлу клапана может быть также прикреплена крышка для защиты клапана и/или направления выдыхаемого воздуха вниз от очков пользователя. Примеры конструкций крышек клапана представлены в патентах США №347298 (авторы Japuntich и др.) и 347299 (авторы Bryant и др.).
На Фиг.2 показан вид основы 12 маски сбоку, из которого видно, что протяженные в поперечном направлении элементы 26 и 28 расположены рядом друг с другом таким образом, что фильтрующий элемент 18 оказывается сложенным между ними в районе складки 42. Опорная структура 16 основы 12 маски может включать также живой шарнир 44, возле которого движущийся протяженный в поперечном направлении элемент 26 соединяется с элементом 28. Преимущество живого шарнира 44 заключается в том, что он позволяет протяженным в поперечном направлении элементам 26 и 28 легко придвигаться друг к другу и отодвигаться друг от друга. Как показано, живой шарнир 44 может иметь форму тупика. Предпочтительно также, чтобы живой шарнир 44 располагался между верхними и нижними фланцами 35а и 35b для крепления ремней по оси у при вертикальной ориентации маски, как показано на Фиг.2а и 2b. Может иметься один, два, три или более живых шарниров, расположенных между точками, где усилия от системы крепежных ремней 14 (Фиг.1) прикладываются к основе 12 маски (в данном случае - между фланцами 35а и 35b). Как показано на Фиг.2а, имеются также прочие протяженные в поперечном направлении элементы 46, 48, 49 и 50, между которыми нет протяженных в продольном направлении элементов, вдали от сторон 22 или 24. Поэтому, в то время как протяженные в поперечном направлении элементы 46 и 48 могут, например, двигаться в продольном направлении, позволяя основе 12 маски растягиваться и сжиматься, не могут двигаться настолько свободно, насколько элемент 26, потому что у них нет складки и живого шарнира в форме тупика в месте их соединения на сторонах 22 и 24. Поэтому на чертеже изображен только один живой шарнир на каждом из концов протяженных в поперечном направлении элементов 26, 28, 46, 48, 49 и 50, и действительно настоящее изобретение не предусматривает использование дополнительных живых шарниров между дополнительными протяженными в поперечном направлении элементами. Живые шарниры могут использоваться, где протяженные в поперечном направлении элементы сходятся друг с другом. Однако не должно быть никаких протяженных в продольном направлении элементов между элементами, которые должны двигаться в продольном направлении друг к другу и друг от друга. Как показано, каждый из протяженных в поперечном направлении элементов 26, 28, 46, 48, 49 и 50 сходятся друг с другом при движении от осевой линии 29 (Фиг.1 и 7) к сторонам 22 и 24. На каждой из сторон протяженные в поперечном направлении элементы в пределах периметра (т.е. элементы 26, 28, 46, 48, 49 и 50) могут сходиться друг с другом таким образов, что все они отстоят друг от друга на расстояние не более 35 мм, если смотреть со стороны; в то время как те же самые элементы могут находиться на максимальном расстоянии друг от друга от примерно 50 до примерно 100 мм по осевой линии 29 (Фиг.1).
На Фиг.2b показана основа 12 маски, когда область 42 складки растянута. В данном состоянии протяженные в поперечном направлении элементы 28 и 28 расходятся друг от друга по осевой линии почти на максимальное расстояние. Если сравнить состояние основы маски, изображенное на Фиг.2а, с состоянием, изображенным на Фиг.2b, становится ясно, что основа 12 маски в соответствии с настоящим изобретением в области 42 складки может работать как гармошка. Данное ее свойство позволяет, как было описано выше, подстраиваться под движения челюстей при различных размерах лица. К опорной структуре 16 основы 12 маски может быть прикреплен фильтрующий элемент 18 в одной, более чем одной или даже многих точках. Их скрепление может быть сделано близко к периметру 20 опорной структуры и вдоль нее и/или в различных местах, где протяженные в поперечном направлении элементы 26, 28, 46, 48, 49 и 50 соприкасаются с фильтрующим элементом 18. Опорная структура 16 и фильтрующий элемент 18 могут быть скреплены друг с другом рядом способов, включая адгезивное скрепление, сварку, формование и им подобные. Может быть также использован механизм временного скрепления, что позволило бы повторно использовать опорную структуру 16 при окончании срока службы фильтрующего элемента 18. При такой конструкции пользователь может заменить фильтрующий элемент 18 и сохранить опорную структуру 16, то есть выбрасывать требуется только фильтрующий элемент 18 при окончании срока службы фильтра. Предпочтительно, чтобы один или более протяженных в поперечном направлении элементов имели возможность продольно двигаться при приложении пользователем небольшого усилия пальцем (пальцами). То есть путем простого нажатия на протяженный в поперечном направлении элемент в продольном направлении можно было бы легко отогнуть протяженный в поперечном направлении элемент. Способность протяженного в поперечном направлении элемента легко отгибаться обсуждается ниже в разделе «Испытание подвижности протяженного в поперечном направлении элемента». По результатам такого испытания один или более протяженных в поперечном направлении элементов должны двигаться более чем на 5 мм при приложении усилия всего лишь 0.2 Н. Более предпочтительным является, чтобы по результатам такого испытания один или более протяженных в поперечном направлении элементов могли двигаться более чем на 10 мм при приложении усилия всего лишь 0.3 Н. Движущиеся в продольном направлении протяженные в поперечном направлении элементы могут двигаться и на большие расстояния по оси симметрии 29 (Фиг.1 и 7), чем по краям 22 и 24 основы маски. Как правило, по меньшей мере один из центрально разделенных элементов может смещаться на оси симметрии 29 на расстояние примерно 5, 10, 15, 20 или даже 35 мм без существенного разрушения структуры данного элемента при приложении усилия всего лишь 0.7 Н или менее, по результатам испытания подвижности протяженного в поперечном направлении элемента. Как правило, вся основа маски может растягиваться на не менее чем от примерно 20 мм до примерно 35 мм без разрушения ее структуры по результатам испытания респиратора на растяжение, как будет описано ниже.
Опорная структура может быть изготовлена известными способами, такими как инжекционное формование. Для изготовления опорной структуры могут быть использованы известные виды пластмасс, такие как олефины, включая полиэтилен, полипропилен, полибутилен и полиметилпентен; эластомеры; термопластики; термопластические эластомеры; термоотверждающиеся пластмассы; их смеси и сочетания. В состав для формирования опорной структуры могут входить добавки, такие как пигменты, УФ-стабилизаторы, антиблокирующие агенты, агенты для образования зародышевых структур, фунгициды и бактерициды. Предпочтительно, чтобы используемые пластмассы обладали упругостью, могли запоминать форму и были устойчивыми против гибкостной усталости, чтобы опорная структура допускала многократную деформацию (то есть более 100 раз), особенно в местах шарниров, и будучи деформированным, возвращалася в исходное состояние. Выбранный тип пластмассы должен выдерживать бесконечное число деформаций так, чтобы опорная структура обладала большим сроком службы, чем фильтрующий элемент. Предпочтительно, чтобы материал, выбранный для изготовления опорной структуры, был пластмассой, имеющей жесткость на изгиб примерно от 75 до 300 МПа, как правило, примерно от 100 до 250 МПа, и даже как правило от 175 до 225 МПа. Жесткость на изгиб может быть определена в соответствии с процедурой испытания жесткости на изгиб, описанной ниже. Для формирования опорной структуры вместо пластмассы может быть использован металл или керамический материал, однако использование пластмассы является более предпочтительным с точки зрения затрат на производство и утилизацию изделия. Опорная структура является частью сборки, не являющейся структурно целой с фильтрующим элементом (то есть изготавливается отдельно от него). Компоненты опорной структуры должны иметь размер, больший чем размер отдельных волокон или нитей фильтрующего элемента. Данные компоненты могут быть прямоугольными, круглыми, треугольными, эллиптическими, трапециевидными и т.д. в поперечном сечении, и площадь их поперечного сечения может составлять примерно от 2 до 12 мм2, но как правило, примерно от 4 до 8 мм2.
На Фиг.3. показано поперечное сечение фильтрующего элемента 18. Как показано, фильтрующий элемент 18 может включать одно или более покровных полотен 51а и 51b и фильтрующий слой 52. Покровные полотна 51а и 5lb могут быть расположены на противоположных сторонах фильтрующего слоя 52 для удержания волокон, которые могут отделяться от фильтрующего слоя. Обычно покровные полотна 51а и 5lb производятся из таких типов волокон, которые дают пользователю ощущение комфорта, особенно на стороне фильтрующего элемента 18, контактирующей с лицом пользователя. Конструкция различных вариантов фильтрующих слоев и покровных полотен, которые могут использоваться в сочетании с опорной структурой в соответствии с настоящим изобретением, будет подробно описана ниже.
На Фиг.4 представлен аксонометрический вид фильтрующего элемента 18, который может включать первую и вторую протяженные в поперечном направлении граничные линии 53а и 53b. Данные граничные линии могут находиться на существенном расстоянии друг от друга в центральной части фильтрующего элемента 18, но сходятся друг с другом по мере приближения к сторонам 54 и 56. Граничные линии 53а и 53b могут содержать складку, линию сварки, линию стежка, линию скрепления, линию шарнира или их сочетание. В целом первая и вторая граничные линии 53а и 53b соответствуют месту нахождения определенных протяженных в поперечном направлении элементов опорной структуры. Если первая и вторая граничные линии 53а и 53b определяют складку 58, которая может быть сформирована между ними, предпочтительно, чтобы первая и вторая граничные линии 53а и 53b были прикреплены к движущимся в продольном направлении протяженным в поперечном направлении элементам 26 и 28 (Фиг.2а и 2b), позволяя тем самым фильтрующему элементу 18 открываться и закрываться, как гармошка, вокруг складки 58, расположенной между данными элементами. Фильтрующий элемент 18 включает также практически вертикальную граничную линию 60, которая может находиться в носовой области фильтрующего элемента и является протяженной от периметра 61 вниз к центру. Данная вертикально ориентированная граничная линия 60 возникает как результат способа производства фильтрующего элемента 18. В целом такая граничная линия 60 создается, чтобы убрать излишки материала, которые в противном случае скопились бы в носовой области во время процесса производства. Аналогичная вертикальная граничная линия может иметься на фильтрующем элементе 18 в области 62 подбородка. Хотя фильтрующий элемент 18 показан как имеющий только две протяженные в поперечном направлении граничные линии 53а и 53b, определяющие единственную складку 58, фильтрующий элемент 18 может иметь и две, и более таких складок, протяженных в поперечном направлении. Таким образом, может иметься множество складок (3, 4, 5 и т.д.), за счет которых фильтрующий элемент может растягиваться, подстраиваясь под соответствующее растяжение опорной структуры 16 (Фиг.2а и 2b). В данном случае опорная структура может иметь несколько живых шарниров. Для лучшего прилегания и большего комфорта для пользователя по периметру 61 фильтрующего элемента 18 может быть прикреплено эластомерное лицевое уплотнение. Такое лицевое уплотнение может быть протяженным радиально вовнутрь для хорошего контакта с лицом пользователя, когда респиратор надет. Лицевое уплотнение может быть изготовлено из термопластического эластомера. Примеры лицевых уплотнений описаны в патентах США №6568392 (авторы Bostock и др.), 5617849 (авторы Springett и др.) и 4600002 (авторы Maryyanek и др.) и патенте Канады №1296487 (автор Yard). Дополнительное описание складчатых фильтрующих элементов, которые могут быть использованы совместно с подвижной опорной структурой, можно найти в патентной заявке США №60/974022 «Респиратор с динамической опорной структурой и складчатым фильтрующим элементом», поданной в один день с настоящей заявкой (attorney docket №63166US002).
Фильтрующий элемент может иметь различные формы и конфигурации. Предпочтительная такая форма фильтрующего элемента, чтобы он хорошо прилегал к опорной структуре (или хорошо сидел в ней). В целом форма и конфигурация фильтрующего элемента соответствуют общей форме опорной структуры. Фильтрующий элемент может быть расположен радиально внутри опорной структуры, он может быть расположен радиально снаружи опорной структуры, или он может быть расположен между различными элементами, которые составляют опорную структуру. Хотя фильтрующий элемент 18 в соответствии с настоящим изобретением показан как имеющий множество слоев, включая фильтрующий слой 52 и покровные полотна 51а и 51b, фильтрующий элемент может просто содержать фильтрующий слой или сочетание фильтрующих слоев. Например, первым по ходу воздушного потока может стоять предварительный фильтр, после которого по ходу воздуха может находиться более тонкий и избирательный фильтрующий слой. Кроме того, между волокнами и/или различными слоями, образующими фильтрующий элемент, может находиться абсорбирующий материал, такой, как активированный уголь. Кроме того, могут использоваться раздельные слои фильтрации частиц в сочетании с адсорбирующими слоями, в результате чего обеспечивается фильтрация как частиц, так и газов.
Дополнительные подробности, что касается фильтрующего слоя (слоев), которые могут входить в фильтрующий элемент, представлены ниже.
На Фиг.5 представлены воплощения опорной структуры 16', имеющей многочисленные живые шарниры 64а и 64b. Все живые шарниры 64а имеют аналогичную конструкцию и обеспечивают относительно легкое вращение вокруг центральной точки шарнира. Как показано, живые шарниры 64а имеют минимальную толщину и протяженные в поперечном направлении элементы 26, 28, 46, 50, расположенные недалеко друг от друга в местах, где они сходятся друг с другом шарнирами 64а. Поэтому протяженные в поперечном направлении элементы 26, 28, 46, 50 могут двигаться друг к другу и друг от друга при приложении минимального усилия. Предпочтительно, чтобы живые шарниры, используемые в настоящем изобретении, требовали приложения к основе респираторной маски максимальной нагрузки менее чем примерно 8 Н, 7 Н или даже менее чем 6 Н для 30%-ного растяжения основы по результатам испытания респиратора на растяжение, процедура которого будет описана ниже. Респираторы в соответствии с настоящим изобретением характеризуются также значением остаточной деформации менее чем 9%, 8% или даже 7% по результатам того же испытания. Как показано также, живые шарниры 64b несколько шире, чем шарниры 64а, и расстояние между протяженными в поперечном направлении элементами 28, 40, 48 и 49 несколько большее. Поэтому данные шарниры, хотя они тоже обеспечивают вращательное движение протяженных в поперечном направлении элементов, требуют приложения относительно большего усилия для раздвижения протяженных в поперечном направлении элементов 28, 40, 48 и 49 друг от друга. Так как движения челюсти пользователя в целом больше затрагивают нижнюю половину респиратора, чем верхнюю, живые шарниры должны быть предпочтительно подобраны таким образом, чтобы протяженные в поперечном направлении элементы, расположенные в нижней части маски, имели большую свободу движения. Толщина протяженных в поперечном направлении элементов опорной структуры может быть примерно от 0.25 мм до 5 мм, и наиболее часто - примерно от 1 мм до 3 мм. Толщина фланцев 35а и 35b для крепления ремней обычно составляет примерно от 2 мм до 3 мм.
На Фиг.5Е представлен увеличенный вид участка 5Е Фиг.5. Как показано на Фиг.5Е, живой шарнир может иметь U-образную форму и может включать вершину 63 и основание 65. Минимальное расстояние между вершиной 63 и основанием 65 обозначено как ширина W. Вершина 63 обычно определяется кривой линией, имеющей радиус кривизны в диапазоне примерно от 0.1 до 10 мм, наиболее часто - примерно от 1 до 4 мм. Ширина W живого шарнира обычно составляет примерно от 0.3 мм до 5 мм, и наиболее часто - примерно от 0.5 до 2.5 мм. Живой шарнир может быть также S-образным или W-образным, или иметь прочие формы, как описано в патентной заявке США №60/974017 «Опорная структура фильтрующей лицевой респираторной маски, имеющая живые шарниры», поданной в один день с настоящей заявкой. На Фиг.6а и 6b показано еще одно воплощение респираторной маски 10''. Как видно из настоящего воплощения, носовая часть 66 может иметь более открытую конфигурацию для лучшего охлаждения данной области лица пользователя. В таком воплощении опорная структура 16'' не является сплошной в данной области, а имеет проем 67, определяемый протяженными в поперечном направлении элементами 68 и 70. Проем 67 делает носовой зажим 72 видимым пользователю и легко доступным для настройки, что позволяет настраивать основу 16'' маски по размеру и форме носа. Носовой зажим может быть изготовлен из полоски мягкого металла, такого как алюминий, как описано в патентах США №5558089 и 412573 (автор Castiglione). Носовой зажим может быть также подпружиненным зажимом, как описано в патентной публикации США №2007-0044803А1 (авторы Хue и др.), а может быть также сделан из мягкой пластмассы, как описано в патентной публикации США №2007-0068529А1 (авторы Kalatoor и др.). В воплощении, показанном на Фиг.6а и 6b, имеется также выдыхательный клапан 74, расположенный на основе маски между элементами 28 и 40.
Опорная структура, используемая в основе маски в соответствии с настоящим изобретением, может быть сформирована с меньшим числом протяженных в поперечном направлении элементов и может не включать раму (поз.36, Фиг.1), если не требуется установка выдыхательного клапана. Предпочтительно, чтобы имелся хотя бы один протяженный в поперечном направлении элемент, способный двигаться в продольном направлении относительно другого протяженного в поперечном направлении элемента, включая протяженный в поперечном направлении элемент, определяющий периферию опорной структуры. Хотя представленные воплощения настоящего изобретения имеют опорную структуру, включающую многочисленные протяженные в поперечном направлении элементы, возможна конфигурация маски, у которой опорная структура включает только периферийные протяженные в поперечном направлении элементы 49 или 70 и 50. В подобном воплощении может быть желательным, чтобы фильтрующий элемент мог сохранять свою форму в виде чашки. В качестве альтернативы фильтрующий элемент может иметь одну или более горизонтальную и/или вертикальную граничную линию, которая усиливала бы его структурную целостность и помогала сохранять форму чашки.
Фильтрующий элемент, используемый для основы маски в соответствии с настоящим изобретением, может быть фильтром для улавливания частиц или фильтром для улавливания газов и испарений. Фильтрующий элемент может быть также барьерным слоем, предотвращающим перенос жидкостей с одной стороны фильтрующего слоя на другую сторону, например, для предотвращения прохода жидких аэрозолей или брызг через фильтрующий слой. В соответствии с настоящим изобретением и потребностями конкретного приложения в конструкцию фильтрующего элемента могут входить многочисленные слои одной и той же фильтрующей среды или разных фильтрующих сред. Фильтры, предпочтительные для использования в составе многослойной основы маски в соответствии с настоящим изобретением, должны характеризоваться малым падением давления (например, менее чем от примерно 195 Па до 295 Па при поперечной скорости прохождения воздуха 13.8 см/с) для минимизации дыхательного усилия пользователя. Кроме того, фильтрующие слои должны быть достаточно гибкими и характеризоваться достаточным сопротивлением поперечно приложенной силе, так, чтобы они в целом могли сохранять свою структуру в обычных условиях эксплуатации. Примеры улавливающих частицы фильтров включают одно или более полотен из тонких неорганических волокон (например, стекловолокна) или полимерных синтетических волокон. Полотна из синтетических волокон могут включать электрически заряженные полимерные микроволокна, получаемые с помощью процессов типа плавки с продувкой. Особенно подходящими для приложений, в которых требуется улавливание частиц, являются полиолефиновые микроволокна, сформированные из полипропилена и электрически заряженные. Альтернативные типы фильтрующих слоев могут содержать абсорбирующие компоненты для удаления из вдыхаемого воздуха опасных газов или запахов. Абсорбенты могут включать порошки или гранулы, связанные в фильтрующем слое адгезивами, связующими или волокнистыми структурами (см. патенты США №6102039 (авторы Springett и др.) и 3971373 (автор Braun). Абсорбирующий слой может быть сформирован способом нанесения покрытия на основу такую, как волокнистая или сетчатая пена, в результате чего образуется тонкий сцепленный с ней слой. Абсорбирующие материалы могут включать активированные угли, химически обработанные или необработанные, пористые глиноземно-кремнеземные каталитические основы, а также частицы оксида алюминия. Пример абсорбирующего фильтрующего элемента, который может быть сформирован в различных конфигурациях, представлен в патенте США №6391429 (автор Senkus и др.).
Фильтрующий слой, как правило, подбирается в соответствии с требуемым фильтрующим действием и предназначен для удаления большой доли частиц и/или прочих загрязняющих веществ из проходящего через него потока воздуха. Для волокнистых фильтрующих слоев подбираются волокна в зависимости от фильтруемого вещества и, как правило, таким образом, чтобы в процессе формования волокна не связывались друг с другом. Как указывалось выше, фильтрующий слой может иметь различные формы и размеры, его типичная толщина составляет от примерно 0.2 мм до 1 см, более типичная - от 0.3 мм до 0.5 мм, и он может быть практически плоским полотном или гофрированным для увеличения площади поверхности - см., например, патенты США №5804295 и 5656368 (авторы Braun и др.).
Фильтрующий слой может также включать многочисленные фильтрующие слои, соединенные между собой с помощью адгезива или иными способами. В качестве фильтрующего материала для формирования фильтрующего слоя может использоваться практически любой известный (или который будет разработан в будущем) подходящий материал. Наиболее подходящими являются полотна из волокон, полученных способом плавки с продувкой (см., например, публикацию: Wente, Van A. Superfine Thermoplastic Fibers, 48 Indus. Engn. Chem., 1342 et seq. (1956)), и особенно из волокон, несущих устойчивый электрический заряд (см., например, патент США №4215682, авторы Kubik и др.). Такие волокна, полученные плавкой с продувкой, могут быть микроволокнами, имеющими эффективный диаметр менее чем 20 мкм (часто называемые волокнами типа BMF, от "blown microfiber"), как правило от примерно 1 мкм до примерно 12 мкм. Эффективный диаметр волокна может быть определен, как описано в публикации Davies С.N. The Separation Of Airborne Dust Particles, Institution Of Mechanical Engineers, London, Proceedings IB, 1952. Особенно предпочтительными являются полотна из волокон типа BMF, сформированные из полипропилена, поли(4-метил-1-пентена) и их сочетаний. Подходят также волокна для волокнистых пленок (см. патент США №Re.31285, автор van Turnhout), а также полотна из вискозных волокон, полотна из стекловолокон, полученных выдуванием из раствора или электростатически распыленных волокон, особенно в виде микропленки. Волокнам может сообщаться электрический заряд за счет контакта волокон с водой, как описано в патентах США №6824718 (авторы Eitzman и др.), 6783574 (авторы Angadjivand и др.), 6743464 (авторы Insley и др.), 6454986 и 6406657 (авторы Eitzman и др.), 6375886 и 5496507 (авторы Angadjivand и др.). Волокнам может сообщаться электрический заряд способом коронного разряда, как описано в патенте США №4588537 (авторы Klasse и др.) или способом трибо-разряда, как описано в патенте США №4798850 (автор Brown). Кроме того, для усиления фильтрующих свойств полотен, сформированных способом гидрозаряжания, в волокна могут быть введены добавки (см. патент США №5908598, авторы Rousseau и др.). В частности, для улучшения фильтрования загрязнений типа маслянистого тумана на поверхность волокон фильтрующего слоя могут быть нанесены атомы фтора (см. патенты США №6398847 В1, 6397458 B1, и 6409806 В1, авторы Jones и др.). Плотность фильтрующих слоев с несущими устойчивый заряд волокнами BMF составляет, как правило, от 10 до 100 г/м2. Плотность фильтрующих слоев, электрически заряженных способом, описанным, например, в патенте №5496507, и несущих атомы фтора, введенные способом, описанным в патентах авторов Jones и др., составляет от примерно 20 г/м2 до примерно 40 г/м2 и от примерно 10 г/м2 до примерно 30 г/м2 соответственно.
Для создания гладкой поверхности, контактирующей с лицом пользователя, может использоваться внутреннее покровное полотно, а для улавливания отделяющихся волокон основы маски, а также для придания изделию эстетического вида, может использоваться внешнее покровное полотно. Покровное полотно, как правило, не вносит существенного улучшения в фильтрующие характеристики фильтрующего элемента, хотя и может работать как предварительный фильтр, будучи расположенным на внешней стороне фильтрующего слоя (т.е. перед ним по ходу движения воздуха). Для обеспечения требуемой степени комфорта внутреннее покровное полотно предпочтительно должно иметь сравнительно низкую поверхностную плотность и быть сформированным из сравнительно тонких волокон. В частности, покровное полотно может иметь поверхностную плотность от примерно 5 до примерно 50 г/м2 (как правило, от 10 до 30 г/м2), а волокна должны быть мене чем 3.5 den (чаще - мене чем 2 den, а еще чаще - менее чем 1 den, но более чем 0.1 den). Волокна, используемые в покровных полотнах, часто имеют средний диаметр от примерно 5 до примерно 24 мкм, чаще - от примерно 7 до примерно 18 мкм, и наиболее часто - от примерно 8 до примерно 12 мкм. Материал покровного полотна может иметь некоторую степень эластичности (как правило, от 100 до 200% на разрыв), и может быть пластически деформируемым.
Подходящими материалами для покровных полотен являются материалы из продувных микроволокон (типа BMF), в частности полиолефиновые материалы типа BMF, например полипропиленовые материалы типа BMF (включая полипропиленовые смеси, а также смеси полиэтилена и полипропилена). Подходящий процесс для производства материалов типа BMF для покровного полотна описан в патенте США №4013816 (авторы Sabee и др.). Полотно может быть сформировано путем сбора волокон на гладкой поверхности, как правило, на барабане с гладкой поверхностью. Могут быть также использованы волокна типа спанбонд.
Типичное покровное полотно может быть изготовлено из полипропилена или полипропилен/полиолефиновой смеси, содержащей 50% или более полипропилена по весу. Опыт показал, что такие материалы имеют высокую степень мягкости и обеспечивают достаточный комфорт для пользователя, а также, если фильтрующий материал является полипропиленовым материалом типа BMF, он хорошо скрепляется с фильтрующим материалом без необходимости использовать какой-либо адгезив между слоями. Полиолефиновые материалы, подходящие для использования в качестве покровных полотен, могут включать, например, один полипропилен, смесь двух полипропиленов, смеси полипропилена и полиэтилена, смеси полипропилена и поли(4-метил-1-пентена) и/или смеси полипропилена и полибутилена. Примером волокна для покровного полотна является пропиленовое волокно типа BMF, изготовленные из полипропиленовой смолы Escorene 3505 G корпорации Exxon, имеющие поверхностную плотность около 25 г/м2, и волокна в диапазоне 0.2 до 3.1 den (со средним значением около 0.8 den, измеренном для 100 волокон). Другим подходящим волокном является полипропилен/полиэтиленовые волокна типа BMF (изготавливаемые из смеси, содержащей 85% смолы Escorene 3505G и 15% этилен/α-олефинового сополимера Exact 4023, также производства корпорации Exxon), имеющие поверхностную плотность около 25 г/м2 и среднее значение около 0.8 den. Подходящими материалами типа спанбонд являются материалы, предлагаемые Corovin GmbH (Пайне, Германия) под торговыми названиями "Corosoft Plus 20", "Corosoft Classic 20" и "Corovin PP-S-14", а также кардный пропилен-вискозный материал, предлагаемый J.W.Suominen OY (Накила, Финляндия) под торговым названием 370/15.
Предпочтительно, чтобы покровные полотна, используемые в соответствии с настоящим изобретением, имели как можно меньше выступающих из поверхности полотна волокон, то есть имели гладкую наружную поверхность. Примеры покровных полотен, которые могут использоваться в соответствии с настоящим изобретением, описаны, например, в патентах США №6041782 (автор Angadjivand) и 6123077 (авторы Bostock и др.), и патенте WO 96/28216 А (авторы Bostock и др.).
Примеры способов испытания
1. Испытание жесткости на изгиб
Жесткость материала, использованного для изготовления опорной структуры, измерялась в соответствии с процедурой ASTM D 5342-97, разделы с 12.1 по 12.7. В соответствии с данной процедурой из пленки вырезались шесть образцов прямоугольной формы шириной примерно 24.5 мм и длиной примерно 70 мм. Образцы готовились, как будет описано ниже. Для проведения измерений жесткости опытных образцов использовался прибор r V-5, модель 150-Е производства Taber Corporation (Сев. Тонаванда, штат Нью-Йорк, США) в рабочем диапазоне от 10 до 100 единиц. По окончании измерений с экрана прибора записывались его показания, и вычислялся модуль жесткости по следующей формуле:

где
Показания прибора - значение сопротивления материала изгиб, измеренное на приборе Taber по процедуре ASTM D 5342-97, разделы с 12.1 по 12.7.
Ширина - ширина образца пленки в см, равная 2.54 см.
Толщина - средняя толщина образца по результатам измерений, сделанных стандартным цифровым микрометром в пяти местах на равном расстоянии по длине.
Полученные значения жесткости для шести образцов усредняли и таким образом получали значение жесткости материала на изгиб.
2. Испытание респиратора на растяжение
В ходе данного испытания измерялись максимальная сила, требуемая для 30%-ного растяжения респиратора, и величина остаточной деформации. Данные параметры дают представление о динамических характеристиках опорной структуры респиратора. Максимальная сила, требуемая для 30%-ного растяжения, определяет гибкость (сопротивление растяжению) опорной структуры респиратора в продольном направлении. Чем меньше значение максимальной силы, тем легче растягивается респиратор. Величина остаточной деформации определяет неспособность опорной структуры респиратора возвращаться в исходное состояние или принимать исходную форму после снятия усилия, которое вызвало изменение формы или состояния. Для данного изобретения необходима как можно меньшая величина остаточной деформации. Максимальная сила для 30%-ного растяжения респиратора и величина остаточной деформации измерялись с помощью универсального прибора для испытания материалов Instron 4302 производства Instron Corporation (Кантон, штат Массачусетс, США). В ходе данного испытания каждую 1 секунду собирались данные с помощью программного обеспечения Instron Merlin (также производства Instron Corporation). Расстояние между захватами прибора выбиралось равным продольному размеру основы маски в свободном (нерастянутом) состоянии (размер D на Фиг.7). Для испытания респиратора в рамках настоящего изобретения устанавливалось расстояние между захватами 114 мм. Для имеющегося в продаже респиратора Moldex 2200 N 95 устанавливалось расстояние между захватами 127 мм. Для каждого образца проводилось испытание из трех циклов растяжения на 30% в продольном направлении («через голову») со скоростью 254 мм в минуту. Для каждого растяжения цикла программное обеспечение записывало максимальную силу и значение остаточной деформации, а также зависимость растяжения (в процентах) от приложенной силы.
Перед проведением испытания к основе 12 маски по осевой линии сверху и снизу прикреплялась полоска 76 пленки из полиэтилена высокой плотности (HDPE) длиной 51 см и шириной 25.4 мм (пленка производства Loose Plastic Inc (Бевертон, штат Мичиган, США), как показано на Фиг.7. Пленка 76 крепилась к основе 12 маски таким образом, чтобы форма респиратора сохранялась. К верху и к низу респиратора прикреплялось по две полоски пленки, симметрично относительно осевой линии 29, по одной полоске на внутренней поверхности и одной полоске на внешней поверхности, так, чтобы растягивающее усилие было приложено к основе 12 маски как можно более равномерно (а не только снаружи или только изнутри). Для крепления к респираторам полосок пленки 76 использовались высокопрочные скобы 78 для степлера производства Stanley Bostitch (Восточный Гринвич, штат Ричмонд, США) размером 12.7 мм. За эти кусочки пленки 76 прикладывали к респираторам растягивающее усилие вдоль направления у. Для достижения 30%-ного растяжения респиратор растягивали до тех пор, пока его размер не увеличивался с D в состоянии покоя до 1.3D.
3. Испытание подвижности протяженных в поперечном направлении элементов
Измерялась максимальная сила, требуемая для раздвижения протяженных в поперечном направлении элементов путем приложения к ним растягивающего усилия. Испытание проводилось с помощью универсального прибора для испытания материалов Instron 4302, как описано выше. Между двумя пневматическими захватами прибора Instron 4302 устанавливалось расстояние 114 мм. Сначала два протяженных в поперечном направлении элемента устанавливались на расстоянии, соответствующем их свободному состоянию, которое в данном случае составляло 5 мм. Затем к данным элементам прикладывалось растягивающее усилие, пока они не разводились на 3.5 см сверх исходного расстояния. При этом расстояние между элементами измерялось по осевой линии. Растяжение осуществлялось со скоростью 254 мм в минуту. Исходное расстояние между элементами в состоянии покоя, равное 5 мм, в данном испытании принималось за ноль. Для каждого цикла растяжения записывались данные зависимости прикладываемой силы от расстояния, на которое расходились элементы.
Подготовка образцов
1. Измерение жесткости на изгиб
Образцы для измерения жесткости на изгиб готовились из полимера с тем же ингредиентным составом, что был использован для изготовления опорной структуры респиратора. Для изготовления круглого участка пленки радиусом 114 мм и толщиной от 0.51 до 0.64 мм использовалось 40 г полимерного состава. Сначала 40 г полимерного состава выливались в двухвинтовой миксер BRABENDER тип 6 производства CW. Brabender instruments Inc. (Южный Хакенсак, штат Нью-Джерси, США). Миксер вращался со скоростью 75 об/мин, а температура состава поддерживалась на уровне 185°С. После перемешивания расплавленного состава в течение примерно 10 мин смесь помещали под пресс с усилием 44.5 кН, в результате чего получался круглый кусок пленки диаметром 114 мм и толщиной от 0.51 до 0.64 мм. Сжатие производилось при помощи набора горячих пластин с температурой 149°С. Используемый набор оборудования представлял собой пресс для формования под давлением Genesis 30 тонн производства WABASH Equipments (Вабаш, штат Индиана, США). Для измерения модуля гибкости из пленки вырезались образцы нужного размера (шириной 25.4 мм и длиной 70 мм).
2. Изготовление опорной структуры респиратора
Образцы опорной структуры респиратора изготавливались с помощью стандартного процесса инжеционного формования. Изготавливались две однополостные формы (внешняя и внутренняя) в соответствии с требуемой геометрией рамы, показанной на Фиг.1, 2. В свободном состоянии, или пока она была еще в форме, размеры опорной структуры составляли 114 мм сверху вниз и 120 мм слева направо. Расстояние измерялось по прямой линии между верхней и нижней точками периметра и между двумя живыми шарнирами соответственно, пока респиратор находился в ненапряженном состоянии. Толщина протяженных в поперечном направлении элементов, которые составляли опорную структуру, должна была составить 2.5 мм. Для более легкого извлечения опорной структуры из формы протяженным в поперечном направлении элементам придавалось трапециевидное сечение. Площадь поперечного сечения поперечно протяженных элементов составляла от 7.5 до 12 мм2.
Для инжекционного формования использовался пресс Toshiba VIS-6 110 тонн, а условия и установочные параметры процесса формования приведены в таблице 1.
Для получения требуемых свойств опорной структуры для ее изготовления использовались полимеры в составе и количествах, указанных в таблице 2.
3. Изготовление фильтрующего элемента респиратора
Фильтрующие элементы респираторов формировались из двух слоев нетканого волокнистого, несущего устойчивый заряд материала шириной 254 мм, ламинированных между одним внешним слоем белого нетканого волокнистого материала типа спанбонд плотностью 50 г/м2 и одним внутренним слоем белого нетканого волокнистого материала типа спанбонд плотностью 22 г/м2 той же толщины. Оба слоя нетканого волокнистого материала были изготовлены из полипропилена. Несущий устойчивый заряд фильтрующий материал был стандартным фильтрующим материалом, используемым в респираторах 3М 8511 N95. Лист ламинированного полотна нарезался на куски длиной 254 мм, чтобы получился квадрат перед формированием из него элемента в форме чашки, имеющего трехмерную складку, протяженную в поперечном направлении через фильтрующий элемент.
Как показано на Фиг.8, где пунктирные линии означают линии складок, а сплошные линии представляют собой сварные швы (или граничные линии 53а и 53b на Фиг.4), сложная трехмерная складка (поз.42 на Фиг.2а и 2b) формировалась с помощью ультразвуковой сварки двух кривых одинакового радиуса кривизны 53а и 53b, равного 258.5 мм. Расстояние между вершинами кривых составляло 40 мм, а концы кривых сходились в правой и левой точках, расположенных на расстоянии примерно 202 мм друг от друга. Первая кривая 53b образовывалась в результате складывания ламинированного фильтрующего материала вдоль линии 80 первой складки на расстоянии минимум 76 мм от одного из краев ламинированного полотна. Вторая кривая 53а формировалась за счет сварки по второй кривой линии после складывания ламинированного полотна вдоль линии 82 второй складки, расположенной на расстоянии 62 мм от линии 80 первой складки. Как только были сформированы обе кривые, образующие трехмерную складку, удалялся избыток материала за пределами кривых линий. Затем многослойный материал складывался по вертикальной осевой линии 84, и сваривалась граничная линия 60, начиная на расстоянии 51 мм от вершины второй кривой линии, как показано на Фиг.8. На данном этапе удалялся весь излишний материал, и формировалась чашка, хорошо прилегающая к опорной структуре респиратора. Для формирования швов использовалась ультразвуковая сварка. Для ультразвуковой сварки использовался набор сварочного оборудования Branson 2000ае Ultrasonic, а источник питания устанавливался на максимальную мощность, 100%-ную амплитуду и давление воздуха 483 МПа.
4. Прочие компоненты респиратора
Лицевое уплотнение: стандартное лицевое уплотнение респираторов серии 3М 4000.
Носовой зажим: стандартный носовой зажим респираторов 3М 8210 Plus N 95.
Головная лента: стандартный материал, используемый в респираторах 3М 8210 Plus N 95, но белого цвета. Желтый пигмент, используемый для респираторов 3М 8210 Plus, не использовался.
Пряжка: аналогичная пряжке с обратным сложением ремня с гибким шарниром для удобной настройки материала головной ленты.
5. Сборка респиратора
Материал лицевого уплотнения нарезался на куски размером примерно 140 мм на 180 мм. Затем с помощью пробойника делалось овальное отверстие размером примерно 125 м на 70 мм, расположенное по центру лицевого уплотнения. Затем лицевое уплотнение с прорезанным вертикальным отверстием прикреплялось к фильтрующему элементу респиратора, как описано выше. Крепление лицевого уплотнения к фильтрующему элементу производилось при помощи того же сварочного оборудования и при тех же настройках процесса, что использовались для изготовления фильтрующего элемента. Основание для сварки имело форму овала шириной примерно 168 мм и длиной примерно 114 мм. После скрепления лицевого уплотнения с фильтрующим элементом удалялся избыток материала вокруг линии сварки. На внешнюю сторону собранного фильтрующего элемента устанавливался носовой зажим. После этого предварительно собранный фильтрующий вставлялся в опорную структуру в требуемой ориентации. При этом сложная трехмерная складка оказывалась между протяженными в поперечном направлении элементами 26 и 28, как показано на Фиг.2а и 2b. Для формирования точек скрепления между опорной структурой и фильтрующим элементом с интервалами от 20 до 25 мм вдоль каждого протяженного в поперечном направлении элемента использовался набор оборудования для ручной ультразвуковой сварки Branson Е-150 при 100%-ной выходной мощности и длительности сварки 1.0 с. К фланцам 35 для крепления ремней прикреплялось четыре пряжки с помощью высокопрочных скоб Stanley размером 12.7 мм по обеим сторонам опорной структуры, ниже живых шарниров 44. И в завершении процесса сборки респиратора через пряжки пропускался отрезок материала плетеной головной ленты длиной 450 мм.
Для сравнения испытаниям подвергалось пять образцов имеющегося в продаже респиратора производства (Кулвер Сити, штат Калифорния, США), в соответствии с процедурой, описанной в разделе «Испытание респиратора на растяжение» выше. Респиратор имеет каркас, обеспечивающий респиратору устойчивость нагреву и влажности. Лицевая маска, в которой в качестве каркаса применяется слой ажурной гибкой пластмассовой сетки, описана в патенте США № 4850347 (автор Skov).
Результаты испытаний
1. Жесткость на изгиб
Ингредиентный состав согласно таблице 2 был подобран для обеспечения характеристик прочности и гибкости, необходимых опорной структуре. Результаты измерений жесткости и расчета модуля упругости материала опорной структуры приведены в таблице 3 ниже.
Приведенные в таблице 3 данные показывают, что жесткость на изгиб материала опорной структуры респиратора составляет около 200 МПа.
2. Физические характеристики готового продукта
В соответствии с процедурой испытания респиратора на растяжение, описанной выше, измерялась максимальная сила, требующаяся для 30%-ного растяжения основы маски, а также величина остаточной деформации опорной структуры.
Максимальная сила для каждого цикла растяжения
Для каждого цикла растяжения измерялась максимальная сила, требующаяся для 30%-ного растяжения респиратора.
Первый цикл
Второй цикл
Третий цикл
Приведенные в Таблице 4 данные показывают, что для достижения 30%-ного растяжения основы маски в продольном направлении требуется значительно меньшее усилие по сравнению с респиратором Moldex 2200 в продольном направлении.
Приведенные в Таблице 5 данные свидетельствуют, что респираторы в соответствии с настоящим изобретением характеризуются значительно меньшей остаточной деформацией, чем имеющиеся в продаже респираторы Moldex 2200. То есть респираторы, имеющие движущиеся в продольном направлении протяженные в поперечном направлении элементы, значительно меньше подвержены невозвращению в исходное состояние после приложения продольной растягивающей силы.
На Фиг.9 приводится график, на который нанесены полученные данные о растяжении респиратора в процентах от приложенной силы. Как видно из данного графика, для растяжения респиратора в соответствии с настоящим изобретением на 30% требуется значительно меньшее усилие в поперечном направлении. Было подготовлено пять образцов опорной структуры, в соответствии с разделом «Подготовка образцов» выше. Для устранения влияния остальных частей опорной структуры описанные выше куски полиэтиленовой пленки высокой плотности шириной 24.5 мм и длиной 76 мм прикреплялись непосредственно к протяженным в поперечном направлении элементам (поз.26 и 28 на Фиг 1, 2а и 2b), с помощью высокопрочных скоб для степлера STANLEY размером 12.7 мм производства Stanley Bostitch.
Сила, требующаяся для продольного движения протяженных в поперечном направлении элементов 26 и 28 опорной структуры, измерялась в соответствии с процедурой испытаний, описанной выше. Значения сил, требующихся для раздвижения протяженных в поперечном направлении элементов в продольном направлении, представлены в Таблице 6 ниже.
Приведенные в Таблице 6 данные показывают, что для раздвижения двух соседних протяженных в поперечном направлении элементов в продольном направлении требуется очень малое усилие. Эти данные приведены также в виде графика на Фиг.10.
В настоящее изобретение возможно внесение различных изменений, не нарушающих его сущности и назначения. Соответственно настоящее изобретение не ограничивается приведенным выше описанием, а ограничивается лишь прилагаемой формулой и ее эквивалентами.
Настоящее изобретение может быть успешно реализовано в отсутствии какого-либо элемента, не упоминаемого явно в настоящем описании.
Все патенты и патентные заявки, на которые приводятся ссылки в настоящем документе, в том числе в разделе «Уровень Техники», упоминаются здесь исключительно с целью ссылки. Если какое-либо значение или определение понятия противоречит значению или определению данного понятия в документе, на который делается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в данном документе.

Фильтрующая лицевая респираторная маска 10 включает основу 12 маски и крепежные ремни 14. Основа 12 маски содержит фильтрующий элемент 18, включающий фильтрующий слой, и опорную структуру 16. Опорная структура 16 содержит множество размещенных по центру протяженных в поперечном направлении элементов, которые выполнены с возможностью перемещения в продольном направлении, протяженных от первой стороны ко второй стороне и сходящихся друг с другом на первой стороне 22 и на второй стороне 24 основы 12 маски. По меньшей мере, один протяженный в поперечном направлении элемент 26, выполненный с возможностью перемещения в продольном направлении, протяженный от первой стороны ко второй стороне и не скрепленный с каким-либо протяженным в продольном направлении элементом (элементами), которые препятствовали бы движению указанного протяженного в поперечном направлении элемента в продольном направлении. Для рабочих, пользующихся такими фильтрующими лицевыми респираторными масками, будет значительно легче разговаривать с другими лицами во время работы. Кроме того, маска одного размера может хорошо подходить к лицам разных размеров. 20 з.п. ф-лы, 10 ил., 6 табл.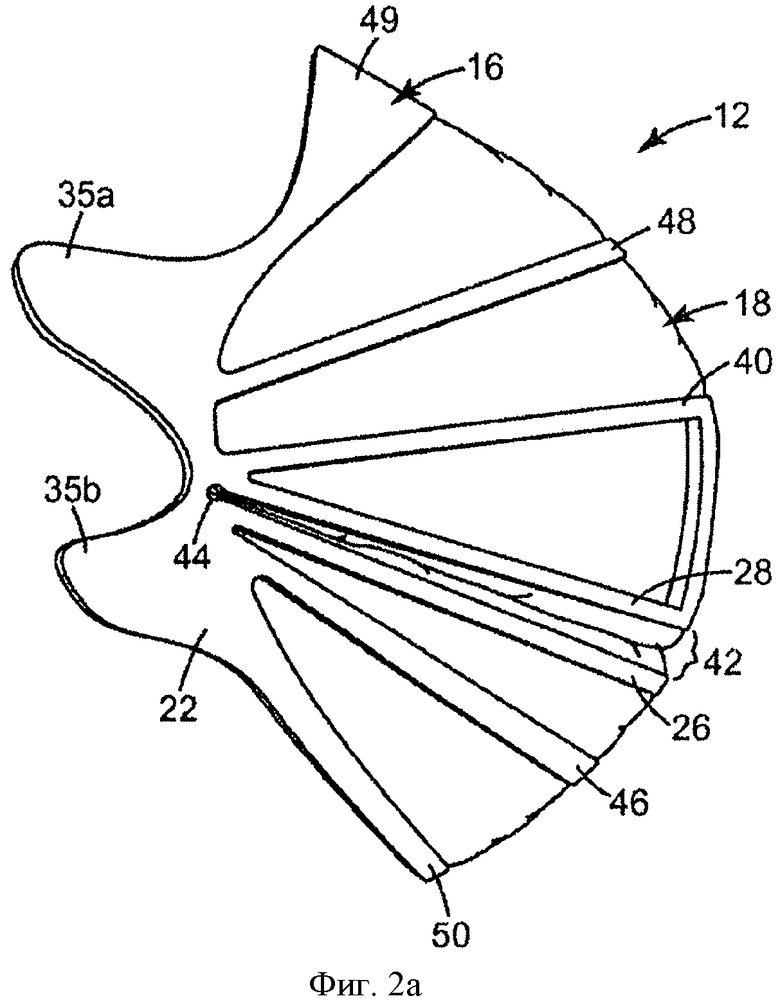
1. Фильтрующая лицевая респираторная маска, содержащая крепежные ремни и основу маски, содержащую фильтрующий элемент, включающий фильтрующий слой и опорную структуру, содержащую множество размещенных по центру протяженных в поперечном направлении элементов, выполненных с возможностью перемещения в продольном направлении, протяженных от первой стороны ко второй стороне и сходящихся друг с другом на первой стороне и на второй стороне, а также, по меньшей мере, один протяженный в поперечном направлении элемент, выполненный с возможностью перемещения в продольном направлении, протяженный от первой стороны ко второй стороне и не скрепленный с каким-либо протяженным в продольном направлении элементом (элементами), которые препятствовали бы движению указанного протяженного в поперечном направлении элемента в продольном направлении.
2. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что указанный, по меньшей мере, один протяженный в поперечном направлении элемент, выполненный с возможностью перемещения в продольном направлении, не скрепленный с каким-либо протяженным в продольном направлении элементом, который препятствовал бы его движению в продольном направлении, выполнен с возможностью перемещения в продольном направлении, по меньшей мере, на 5 мм по осевой линии без существенного нарушения структуры указанного протяженного в поперечном направлении элемента, выполненного с возможностью перемещения в продольном направлении.
3. Фильтрующая лицевая респираторная маска по п.2, отличающаяся тем, что опорная структура содержит множество протяженных в поперечном направлении элементов, выполненных с возможностью перемещения в продольном направлении, которые могут сдвигаться друг к другу и друг от друга в продольном направлении, по меньшей мере, на 10 мм по осевой линии без существенного нарушения структуры какого-либо протяженного в поперечном направлении элемента, выполненного с возможностью перемещения в продольном направлении.
4. Фильтрующая лицевая респираторная маска по п.2, отличающаяся тем, что указанный, по меньшей мере, один протяженный в поперечном направлении элемент, выполненный с возможностью перемещения в продольном направлении, не скрепленный с каким-либо протяженным в продольном направлении элементом, который препятствовал бы его движению в продольном направлении, может сдвигаться в продольном направлении, по меньшей мере, на 10 мм по осевой линии без существенного нарушения структуры указанного протяженного в поперечном направлении элемента, выполненный с возможностью перемещения в продольном направлении.
5. Фильтрующая лицевая респираторная маска по п.2, отличающаяся тем, что указанный, по меньшей мере, один движущийся в продольном направлении протяженный в поперечном направлении элемент, выполненный с возможностью перемещения в продольном направлении, не скрепленный с каким-либо протяженным в продольном направлении элементом, который препятствовал бы его движению в продольном направлении, может сдвигаться в продольном направлении, по меньшей мере, на 20 мм по осевой линии без существенного нарушения структуры указанного протяженного в поперечном направлении элемента, выполненный с возможностью перемещения в продольном направлении.
6. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что опорная структура включает периметр, содержащий один или более элементов, непрерывно протяженных вдоль и в непосредственной близости к периферии основы маски.
7. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что периметр содержит первый и второй протяженные в поперечном направлении элементы, каждый из которых выполненный с возможностью перемещения в продольном направлении по осевой линии на расстояние, по меньшей мере, 10 мм без нарушения ее структуры.
8. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что опорная структура включает первые и вторые фланцевые элементы, как на первой стороне, так и на второй стороне опорной структуры, при этом к фланцевым элементам на каждой из сторон основы маски прикреплены крепежные ремни.
9. Фильтрующая лицевая респираторная маска по п.8, отличающаяся тем, что указанный, по меньшей мере, один движущийся протяженный в поперечном направлении элемент, выполненный с возможностью перемещения в продольном направлении, расположен, по меньшей мере, частично, между местами, в которых крепежные ремни прикреплены к первому и второму фланцам, если смотреть на основу маски сбоку.
10. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что фильтрующий элемент прикреплен к опорной структуре во множестве мест, в которых указанный, по меньшей мере, один протяженный в поперечном направлении элемент скреплен с фильтрующим элементом.
11. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что указанный, по меньшей мере, один протяженный в поперечном направлении элемент, выполненный с возможностью перемещения в продольном направлении, не скрепленный с каким-либо протяженным в продольном направлении элементом, который препятствовал бы его движению в продольном направлении, может сдвигаться, по меньшей мере, на 10 мм при приложении силы всего лишь в 0.3 Н по результатам испытания подвижности протяженного в поперечном направлении элемента.
12. Фильтрующая лицевая респираторная маска по п.11, отличающаяся тем, что указанный, по меньшей мере, один протяженный в поперечном направлении элемент, выполненный с возможностью перемещения в продольном направлении, не скрепленный с каким-либо протяженным в продольном направлении элементом, который препятствовал бы его движению в продольном направлении, может сдвигаться по осевой линии на большее расстояние, чем на первой и второй сторонах основы маски.
13. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что указанный, по меньшей мере, один протяженный в поперечном направлении элемент, выполненный с возможностью перемещения в продольном направлении, не скрепленный с каким-либо протяженным в продольном направлении элементом, который препятствовал бы его движению в продольном направлении, может сдвигаться в продольном направлении по осевой линии, по меньшей мере, на расстояние от примерно 5 мм до примерно 35 мм без существенного нарушения структуры указанного протяженного в поперечном направлении элемента, выполненного с возможностью перемещения в продольном направлении, по результатам испытания подвижности протяженного в поперечном направлении элемента при приложении силы всего лишь в 0.7 Н или менее.
14. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что вся основа маски может быть растянута на 20-35 мм без существенного нарушения ее структуры по результатам испытания респиратора на растяжение.
15. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что опорная структура изготовлена из пластмассы и характеризуется достаточной упругостью, памятью формы и сопротивлением гибкостной усталости, так что указанная опорная структура может быть многократно деформирована, и при этом будет возвращаться в исходное состояние.
16. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что материал опорной структуры содержит пластмассу, имеющую жесткость на изгиб от примерно 75 до примерно 300 МПа.
17. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что материал опорной структуры содержит пластмассу, имеющую жесткость на изгиб от примерно 100 до примерно 250 МПа.
18. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что материал опорной структуры содержит пластмассу, имеющую жесткость на изгиб от примерно 175 до примерно 225 МПа.
19. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что опорная структура включает только периферийные протяженные в поперечном направлении элементы, при этом указанные протяженные в поперечном направлении элементы позволяют основе маски растягиваться в продольном направлении, по меньшей мере, на 2 см, по результатам испытания респиратора на растяжение.
20. Фильтрующая лицевая респираторная маска по п.1, отличающаяся тем, что фильтрующий элемент и опорная структура позволяют основе маски растягиваться на 30% в продольном направлении при приложении силы 10 Н или менее по результатам испытания респиратора на растяжение.
21. Фильтрующая лицевая респираторная маска по п.20, отличающаяся тем, что 30%-ное растяжение маски может быть достигнуто при приложении усилия 7 Н или менее.
| JP 3117121 U, 16.11.2005 | |||
| ДЕТЕРГЕНТНАЯ КОМПОЗИЦИЯ | 2010 |
|
RU2546834C2 |
| US 2003192546 A1, 16.10.2003 | |||
| ПАТЕГТТГО.. ТЕХГШ=;РС:--Д : БНБЯЙОТГ...ДII | 0 |
|
SU188443A1 |

