Область техники
Для настоящей заявки заявляется приоритет по патентной заявке Японии №2007-225131, поданной 31.08.2007, содержание которой включено в документы настоящей заявки.
Настоящее изобретение относится к устройству заправки лакокрасочного материала, которое подает лакокрасочные материалы в картридж для лакокрасочного материала.
Предшествующий уровень техники
Известно покрасочное устройство для покраски кузова автомобиля или подобного объекта. Это покрасочное устройство наносит лакокрасочное покрытие, используя лакокрасочный материал, находящийся в картридже для лакокрасочного материала, который присоединен к покрасочному устройству. Имеется возможность периодической заправки картриджа лакокрасочным материалом. Для повторной заправки картриджа используется устройство заправки лакокрасочного материала в картридж (например, см. патентный документ 1).
Картридж для лакокрасочного материала по патентному документу 1 имеет узел подачи лакокрасочного материала, узел закрепления картриджа и канал подачи лакокрасочного материала. При подаче лакокрасочного материала в этот картридж для лакокрасочного материала картридж закрепляют на узле закрепления картриджа. Лакокрасочный материал, подаваемый из узла подачи лакокрасочного материала, заправляется в картридж для лакокрасочного материала через канал подачи лакокрасочного материала.
Патентный документ 1 - опубликованная патентная заявка JP 2000-176328.
Раскрытие изобретения
Техническая задача, решаемая изобретением
В случае, когда в канале подачи лакокрасочного материала имеется воздух во время заправки лакокрасочного материала в картридж для лакокрасочного материала, этот воздух также завлекается в картридж для лакокрасочного материала. По этой причине, до начала подачи лакокрасочного материала в картридж для лакокрасочного материала, необходимо осуществить операцию выпуска воздуха за счет подачи лакокрасочного материала в канал подачи лакокрасочного материала и соответственно вытеснить воздух из канала подачи лакокрасочного материала, используя лакокрасочный материал.
В операции выпуска воздуха требуется приложение большего усилия подачи лакокрасочного материала в канал подачи лакокрасочного материала, чтобы операция выпуска воздуха заняла меньшее время. Однако такое усилие подачи лакокрасочного материала в канал подачи лакокрасочного материала должно быть достаточно большим, при этом становится большим количество лакокрасочного материала, выпускаемого из канала подачи лакокрасочного материала наружу вместе с воздухом. Таким образом, достаточно большое количество лакокрасочного материала выпускается неоправданно, и только после полного выдавливания воздуха из канала подачи лакокрасочного материала начинается заправка лакокрасочного материала, подаваемого до завершения заправки лакокрасочного материала.
Настоящее изобретение было разработано с точки зрения вышеотмеченных обстоятельств, и целью настоящего изобретения является обеспечение технологии для снижения количества лакокрасочного материала, выпускаемого во время осуществления операции выпуска воздуха устройством заправки лакокрасочного материала.
Средства для решения технической задачи
Устройство заправки лакокрасочного материала, раскрытое в этой заявке, включает узел закрепления картриджа, канал подачи лакокрасочного материала, первый переключатель, узел подачи лакокрасочного материала, канал выпуска, второй переключатель, датчик лакокрасочного материала и блок управления. Узел закрепления картриджа скомпонован для присоединения и отсоединения картриджа для лакокрасочного материала. Канал подачи лакокрасочного материала сконфигурирован для соединения с картриджем для лакокрасочного материала, присоединенного к узлу закрепления картриджа. Первый переключатель скомпонован для переключения соединения и отсоединения канала подачи лакокрасочного материала с картриджем для лакокрасочного материала, присоединенного к узлу закрепления картриджа. Узел подачи лакокрасочного материала скомпонован для подачи лакокрасочного материала в канал подачи лакокрасочного материала. Канал выпуска сконфигурирован для соединения с каналом подачи лакокрасочного материала. Второй переключатель скомпонован для переключения канала выпуска в состояние полного открытия и состояние полного закрытия. Датчик лакокрасочного материала сконфигурирован для обнаружения лакокрасочного материала внутри канала выпуска. Блок управления сконфигурирован для соединения с датчиком лакокрасочного материала и вторым переключателем. Блок управления выполнен так, чтобы вызывать полное закрытие канала выпуска с помощью второго переключателя в случае, когда датчик лакокрасочного материала определяет наличие лакокрасочного материала.
В этом устройстве заправки лакокрасочного материала операция выпуска воздуха выполняется за счет отсоединения канала подачи лакокрасочного материала от картриджа для лакокрасочного материала с помощью первого переключателя, приведения канала выпуска в состояние полного открытия с помощью второго переключателя и осуществления подачи лакокрасочного материала в канал подачи лакокрасочного материала с помощью узла подачи лакокрасочного материала. Воздух, находящийся внутри канала подачи лакокрасочного материала, вытесняется лакокрасочным материалом в канал выпуска. После того, как воздух полностью вытеснен из канала подачи лакокрасочного материала, сразу за ним в канал выпуска затекает лакокрасочный материал. Наличие лакокрасочного материала, затекшего в канал выпуска, определяется датчиком лакокрасочного материала. В случае, когда датчик лакокрасочного материала определяет наличие лакокрасочного материала, второй переключатель немедленно переключает канал выпуска из состояния полного открытия в состояние полного закрытия. Одновременно завершается операция выпуска воздуха.
В соответствии с конструкцией этого устройства заправки лакокрасочного материала, завершение процесса выпуска воздуха точно определяется датчиком лакокрасочного материала, а неоправданный выпуск лакокрасочного материала останавливается немедленно. В результате может быть снижено количество лакокрасочного материала, затрачиваемого на операцию выпуска воздуха.
В этом устройстве заправки лакокрасочного материала второй переключатель может быть сконструирован так, чтобы переключать канал выпуска в состояние частичного закрытия, в котором канал выпуска закрыт лишь частично. Блок управления может быть выполнен так, чтобы вызывать сохранение состояния частичного закрытия вторым переключателем в случае, когда канал подачи лакокрасочного материала и картридж для лакокрасочного материала рассоединены первым переключателем, а датчик лакокрасочного материала не обнаруживает лакокрасочный материал.
В соответствии с этой конструкцией, во время операции выпуска воздуха, канал выпуска может быть закрыт частично. За счет частичного закрытия канала выпуска усилие сопротивления нагрузке, приложенной к лакокрасочному материалу, который втек в канал выпуска, становится выше. В результате расход лакокрасочного материала может быть значительно снижен в то время, когда лакокрасочный материал течет по каналу выпуска. Следует заметить, что в случае, когда выпускается лакокрасочный материал, остающийся в канале подачи лакокрасочного материала, или когда канал подачи лакокрасочного материала очищается промывочной жидкостью, возможно приведение канала выпуска в состояние полного открытия с помощью второго переключателя.
Соответственно, это устройство заправки лакокрасочного материала может позволить снизить количество лакокрасочного материала, которое непроизводительно расходуется на операцию выпуска воздуха.
Второй переключатель может включать первый клапан, сконструированный для переключения канала выпуска в состояние полного открытия и состояние полного закрытия, и второй клапан, сконструированный для переключения канала выпуска в состояние полного открытия и состояние частичного закрытия.
Соответственно, второй переключатель, который переключает состояние канала выпуска в состояние полного открытия, состояние полного закрытия и состояние частичного закрытия, может иметь относительно простую конструкцию.
В этом устройстве заправки лакокрасочного материала площадь поперечного сечения канала выпуска в состоянии частичного закрытия вторым переключателем может быть меньше или равна 1/10 (одна десятая) площади канала выпуска в состоянии полного открытия.
Соответственно этой конструкции расход лакокрасочного материала в канале выпуска может быть снижен более эффективно.
В этом устройстве заправки лакокрасочного материала датчик лакокрасочного материала может быть расположен у входа второго переключателя.
Тот факт, что лакокрасочный материал затекает в канал выпуска, может быть обнаружен более быстро за счет расположения датчика лакокрасочного материала вблизи канала подачи лакокрасочного материала. За счет этого второй переключатель сможет переключать канал выпуска в состояние закрытия на более ранней стадии, и количество лакокрасочного материала, выпускаемого наружу канала подачи лакокрасочного материала, может быть уменьшено.
Это устройство заправки лакокрасочного материала может включать узел подачи промывочной жидкости для подачи промывочной жидкости в канал подачи лакокрасочного материала. В этом случае блок управления может быть выполнен так, чтобы вызывать сохранение состояния полного открытия канала выпуска вторым переключателем в то время, когда узел подачи промывочной жидкости подает промывочную жидкость к каналу выпуска даже в том случае, когда датчик лакокрасочного материала обнаруживает лакокрасочный материал.
Соответственно этому устройству заправки лакокрасочного материала процесс промывки для очистки канала подачи лакокрасочного материала может осуществляться за счет вызывания отсоединения канала подачи лакокрасочного материала от картриджа для лакокрасочного материала с помощью первого переключателя, приведения канала выпуска в состояние полного открытия с помощью второго переключателя и подачи промывочной жидкости в канал подачи лакокрасочного материала с помощью узла подачи промывочной жидкости. Лакокрасочный материал, находящийся в канале подачи лакокрасочного материала, вытесняется промывочной жидкостью в канал выпуска. Лакокрасочный материал, который был вытеснен в канал выпуска, обнаруживается датчиком лакокрасочного материала. В этом случае операция промывки не сможет выполняться в нормальном режиме, если блок управления приведет канал выпуска в состояние полного закрытия. В отличие от операции выпуска воздуха в операции промывки необходимо сохранять состояние полного открытия канала выпуска даже в случае, когда датчик лакокрасочного материала обнаруживает лакокрасочный материал.
В отношении вышесказанного, в этом устройстве заправки лакокрасочного материала, блок управления вызывает поддержание канала выпуска в состоянии полного открытия с помощью второго переключателя даже в случае, когда датчик лакокрасочного материала обнаруживает лакокрасочный материал в то время, когда узел подачи промывочной жидкости подает промывочную жидкость к каналу выпуска. В результате операция промывки может осуществляться в нормальном режиме.
Это устройство заправки лакокрасочного материала может включать таймер, сконфигурированный для соединения с блоком управления и измерения времени, истекшего с начала подачи лакокрасочного материала из узла подачи лакокрасочного материала. В этом случае блок управления может быть сконфигурирован так, чтобы вызывать переключение вторым переключателем в полностью закрытое состояние, когда время, измеренное таймером, становится равным второму заданному времени, которое является большим, чем первое заданное время, в случае, когда датчик лакокрасочного материала обнаружил лакокрасочный материал, т.е. когда время, измеренное таймером, становится равным первому заданному времени, и вызывает второй переключатель включить состояние полного закрытия в случае, когда датчик лакокрасочного материала не обнаруживает лакокрасочный материал, т.е. когда время, измеренное таймером, становится равным третьему заданному времени, которое больше или равно второму заданному времени. Отметим, что первое заданное время может быть равно нулю секунд, а второе заданное время может быть равным третьему заданному времени.
В соответствии с этой конструкцией даже в случае, когда датчик лакокрасочного материала производит ложное обнаружение, или в случае, когда датчик лакокрасочного материала становится бесконтрольным, операция выпуска воздуха может выполняться правильно, а непроизводительный выход лакокрасочного материала может быть предотвращен.
В настоящем описании также раскрывается другое устройство заправки лакокрасочного материала, способное снизить количество лакокрасочного материала, выпускаемого наружу канала подачи лакокрасочного материала. А именно, другое устройство заправки лакокрасочного материала включает узел закрепления картриджа, канал подачи лакокрасочного материала, первый переключатель, узел подачи лакокрасочного материала, канал выпуска, первый клапан и второй клапан. Узел закрепления картриджа скомпонован для присоединения и отсоединения картриджа для лакокрасочного материала. Канал подачи лакокрасочного материала сконфигурирован для соединения с картриджем для лакокрасочного материала, присоединенного к узлу закрепления картриджа. Первый переключатель скомпонован для переключения соединения и отсоединения канала подачи лакокрасочного материала с картриджем для лакокрасочного материала, присоединенного к узлу закрепления картриджа. Узел подачи лакокрасочного материала скомпонован для подачи лакокрасочного материала в канал подачи лакокрасочного материала. Канал выпуска сконфигурирован для соединения с каналом подачи лакокрасочного материала. Первый клапан сконструирован для переключения канала выпуска в состояние полного открытия и состояние полного закрытия. Второй клапан сконструирован для переключения канала выпуска в состояние полного открытия и состояние частичного закрытия.
В этом устройстве заправки лакокрасочного материала операция выпуска воздуха выполняется за счет отсоединения канала подачи лакокрасочного материала от картриджа для лакокрасочного материала с помощью первого переключателя, приведения канала выпуска в состояние частичного закрытия с помощью второго клапана и осуществления подачи лакокрасочного материала в канал подачи лакокрасочного материала с помощью узла подачи лакокрасочного материала. Воздух, находящийся внутри канала подачи лакокрасочного материала, вытесняется лакокрасочным материалом в канал выпуска. После того, как воздух полностью вытеснен из канала подачи лакокрасочного материала, сразу за ним в канал выпуска затекает лакокрасочный материал. Как только лакокрасочный материал затекает в канал выпуска, операция выпуска воздуха завершается. В случае, когда завершение операции выпуска воздуха подтверждено, первый клапан приводит канал выпуска в состояние полного закрытия. В период времени между завершением операции выпуска воздуха и подтверждением такого завершения, когда канал выпуска приводится в состояние полного закрытия, лакокрасочный материал выпускается.
В этом устройстве заправки лакокрасочного материала благодаря тому, что канал выпуска закрывается частично, усилие сопротивление, прикладываемое к лакокрасочному материалу, затекшему в канал выпуска, становится выше, и расход лакокрасочного материала после его затекания в канал выпуска значительно снижается. А именно, расход лакокрасочного материала значительно снижается по завершению операции выпуска воздуха. Таким образом, количество непроизводительно расходуемого лакокрасочного материала может быть снижено с момента времени завершения операции выпуска воздуха.
Соответственно, это устройство заправки лакокрасочного материала может позволить снизить количество лакокрасочного материала, которое непроизводительно расходуется на операцию выпуска воздуха.
Преимущества изобретения
В соответствии с настоящим изобретением количество непроизводительно расходуемого лакокрасочного материала может быть снижено за счет снижения количества лакокрасочного материала, выпускаемого наружу канала подачи лакокрасочного материала в операции выпуска воздуха. В результате издержки, связанные с непроизводительным расходом лакокрасочного материала, могут быть сокращены.
Краткое описание чертежей
Фиг.1 - блок-схема конфигурации устройства заправки лакокрасочного материала по представленному варианту осуществления;
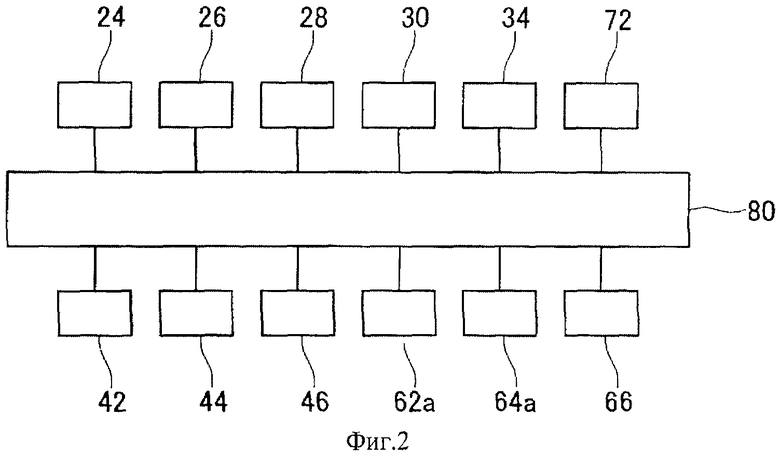
фиг.2 - блок-схема системы управления устройства заправки лакокрасочного материала по представленному варианту осуществления;
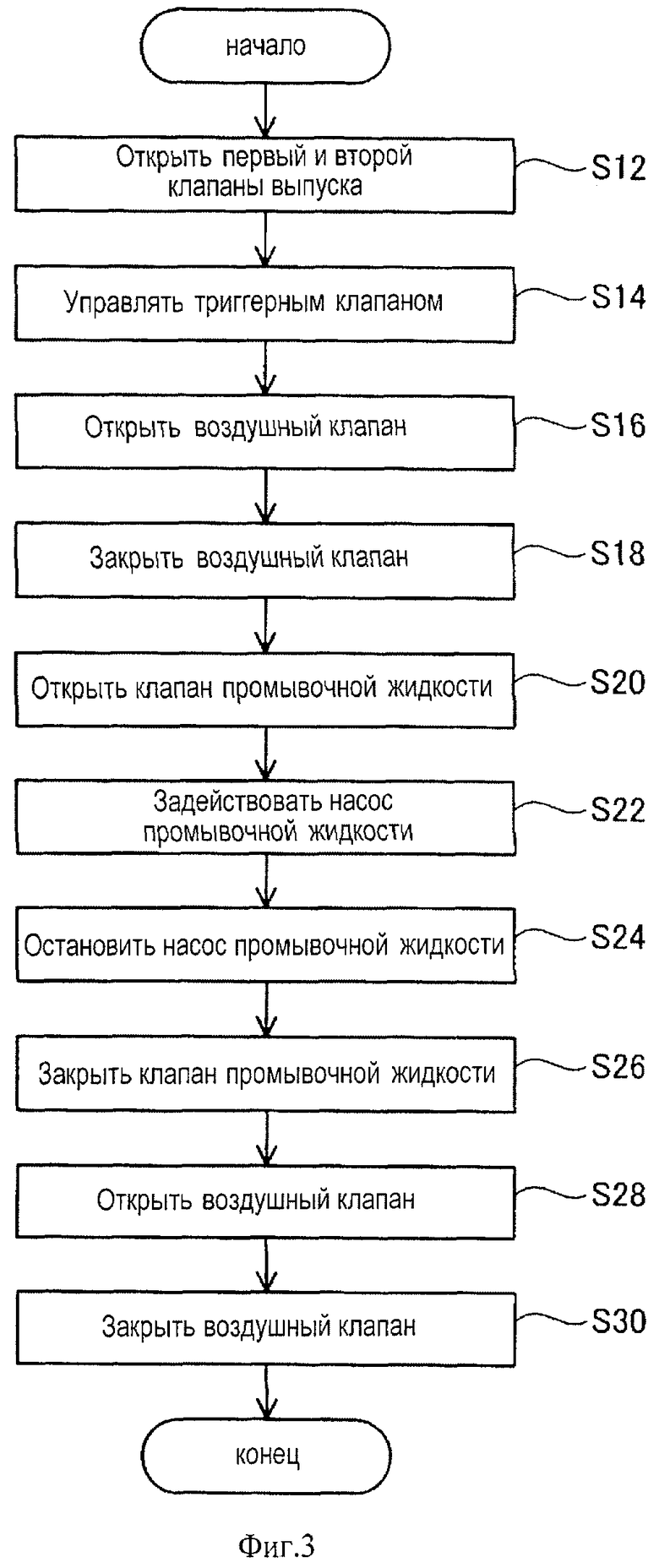
фиг.3 - блок-схема алгоритма процесса управления, выполняемого контроллером в процессе промывки по представленному варианту осуществления;
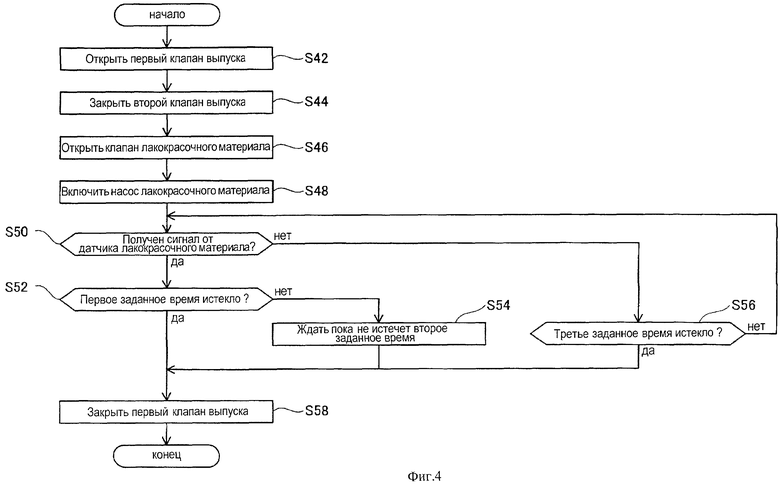
фиг.4 - блок-схема алгоритма процесса управления, выполняемого контроллером в процессе выпуска воздуха по представленному варианту осуществления;
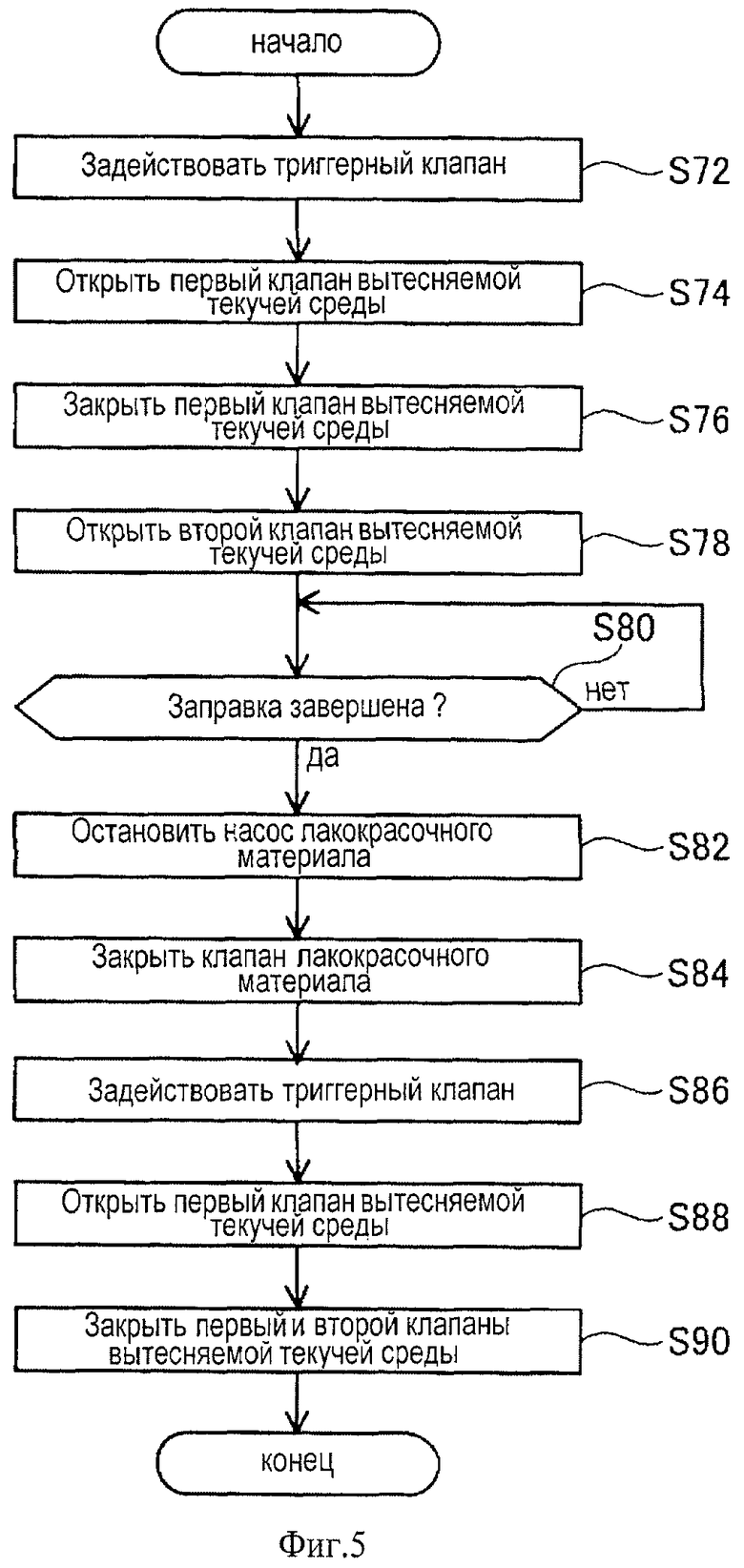
фиг.5 - блок-схема алгоритма процесса управления, выполняемого контроллером в процессе заправки лакокрасочного материала по представленному варианту осуществления; и
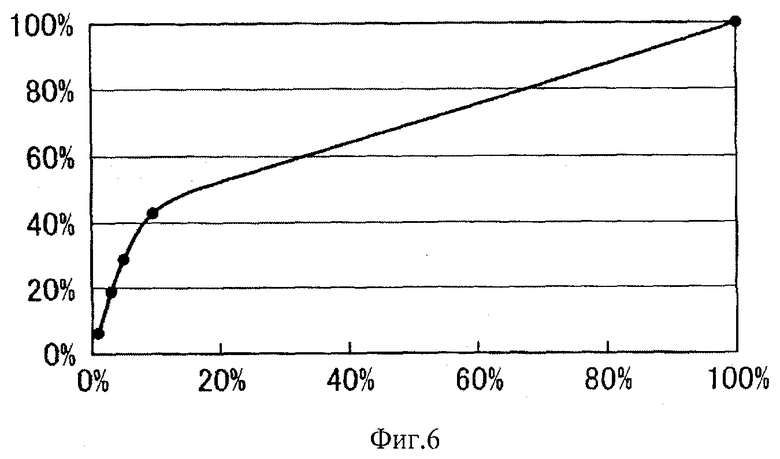
фиг.6 - график, показывающий зависимость между площадью открытого сечения канала выпуска в состоянии частичного закрытия второго клапана выпуска по представленному варианту осуществления и объемом проходящего по каналу выпуска лакокрасочного материала за единицу времени.
Варианты осуществления изобретения
Некоторые особенности вариантов осуществления описываются ниже.
(Первая особенность) Узел подачи лакокрасочного материала может подавать в канал подачи лакокрасочного материала множество различных типов лакокрасочных материалов.
(Вторая особенность) Узел подачи промывочной жидкости может подавать в канал подачи лакокрасочного материала как промывочную жидкость, так и воздух.
(Третья особенность) Датчик лакокрасочного материала содержит фотоэлемент.
Устройство заправки лакокрасочного материала согласно вариантам осуществления настоящего изобретения описывается со ссылками на чертежи. На фиг.1 показана блок-схема конфигурации устройства заправки лакокрасочного материала. Как показано на фиг.1, устройство заправки лакокрасочного материала 10 включает узел закрепления картриджа 12, узел подачи лакокрасочного материала 20, канал выпуска 76 и узел выпуска вытесняемой текучей среды 60.
Картридж для лакокрасочного материала 1 может закрепляться на верхней поверхности узла закрепления картриджа 12 или отсоединяться от нее. Фиг.1 показывает состояние, при котором картридж для лакокрасочного материала 1 прикреплен к узлу закрепления картриджа 12. Внутри узла закрепления картриджа 12 сформированы первый канал вытесняемой текучей среды 18, второй канал вытесняемой текучей среды 16 и канал лакокрасочного материала 14, которые протянуты от верхней поверхности до нижней поверхности узла закрепления картриджа 12.
Первый канал вытесняемой текучей среды 18 расположен напротив трубки слива вытесняемой текучей среды 7, которая расположена вне мешочка картриджа 3 в пределах картриджа для лакокрасочного материала 1. Первый канал вытесняемой текучей среды 18 соединяется с трубкой слива вытесняемой текучей среды 7 при присоединении картриджа для лакокрасочного материала 1 к узлу закрепления картриджа 12. Запорный клапан 18а расположен в центральной части первого канала вытесняемой текучей среды 18.
Второй канал вытесняемой текучей среды 16 расположен между каналом лакокрасочного материала 14 и первым каналом вытесняемой текучей среды 18. Второй канал вытесняемой текучей среды 16 соединяется с картриджем для лакокрасочного материала 1 вне пределов мешочка картриджа 3 при присоединении картриджа для лакокрасочного материала 1 к узлу закрепления картриджа 12. Запорный клапан 16а расположен в центральной части второго канала вытесняемой текучей среды 16.
Канал лакокрасочного материала 14 сформирован в положении напротив трубки подачи 5, расположенной в мешочке 3 картриджа для лакокрасочного материала 1. Канал лакокрасочного материала 14 соединяется с трубкой подачи 5 при присоединении картриджа для лакокрасочного материала 1 к узлу закрепления картриджа 12. Запорный клапан 14а расположен в центральной части канала лакокрасочного материала 14. Каждый из запорных клапанов 14а, 16а, 18а обеспечивает состояние закрытия соответствующего канала в случае, когда картридж для лакокрасочного материала 1 не прикреплен к узлу закрепления картриджа 12 и обеспечивает состояние открытия соответствующего канала в случае, когда картридж для лакокрасочного материала 1 прикреплен к узлу закрепления картриджа 12. Запорные клапаны 14а, 16а, 18а могут переключаться вручную или автоматически.
Триггерный клапан 72 (первый переключатель) присоединен к нижнему концу канала лакокрасочного материала 14. Также, триггерный клапан 72 присоединен к каналу подачи лакокрасочного материала 70 и каналу выпуска 76. Триггерный клапан 72 может переключаться в состояние, при котором канал лакокрасочного материала 14 и канал подачи лакокрасочного материала 70 соединены друг с другом в то время, как канал подачи лакокрасочного материала 70 и канал выпуска 76 рассоединены, и в состояние, при котором канал подачи лакокрасочного материала 70 и канал выпуска 76 соединены друг с другом в то время, как канал подачи лакокрасочного материала 70 и канал лакокрасочного материала 14 рассоединены. Триггерный клапан 72 выполнен в виде переключающего вентиля, приводимого в действие соленоидом (не показан).
Узел подачи лакокрасочного материала 20 присоединен к концу канала подачи лакокрасочного материала 70, который находится с другой стороны от узла закрепления картриджа 12. Узел подачи лакокрасочного материала 20 включает резервуары лакокрасочного материала 22, насосы лакокрасочного материала 24 и клапаны лакокрасочного материала 26. Каждый из резервуаров лакокрасочного материала 22 соединен с каналом подачи лакокрасочного материала 70 через насос лакокрасочного материала 24 и клапан лакокрасочного материала 26. Каждый из клапанов лакокрасочного материала 26 может соединять и отсоединять канал подачи лакокрасочного материала 70 соответственно от одного из резервуаров лакокрасочного материала 22. Каждый из насосов лакокрасочного материала 24 нагнетает лакокрасочный материал из соответствующего резервуара лакокрасочного материала 22 в направлении канала подачи лакокрасочного материала 70. На фиг.1 показано два комплекта из резервуаров лакокрасочного материала 22, насосов лакокрасочного материала 24 и клапанов лакокрасочного материала 26. Однако может обеспечиваться только один комплект, а также может обеспечиваться три и более комплектов. Различные типы лакокрасочных материалов хранятся соответственно в разных резервуарах лакокрасочного материала 22.
В дополнение к элементам, описанным выше, узел подачи лакокрасочного материала 20 содержит резервуар промывочной жидкости (например, растворитель) 32, насос промывочной жидкости 30, клапан промывочной жидкости 28, источник воздуха 36 и воздушный клапан 34. Резервуар промывочной жидкости 32 соединен с каналом подачи лакокрасочного материала 70 через насос промывочной жидкости 30 и клапан промывочной жидкости 28. Клапан промывочной жидкости 28 может соединять и отсоединять канал подачи лакокрасочного материала 70 от резервуара промывочной жидкости 32. Насос промывочной жидкости 30 нагнетает промывочную жидкость из резервуара промывочной жидкости 32 в направлении канала подачи лакокрасочного материала 70. Источник воздуха 36 соединен с каналом подачи лакокрасочного материала 70 через воздушный клапан 34. Воздушный клапан 34 может соединять и отсоединять канал подачи лакокрасочного материала 70 от источника воздуха 36. Каждый из клапанов 26, 28, 34 является переключаемым вентилем, приводимым в действие соленоидом (не показан).
Канал выпуска 76 присоединен к концу канала подачи лакокрасочного материала 70 со стороны узла закрепления картриджа 12 через триггерный клапан 72. Датчик лакокрасочного материала 42 расположен в непосредственной близости от триггерного клапана 72 на канале выпуска 76. Датчик лакокрасочного материала 42 обнаруживает лакокрасочный материал, проходящий через канал выпуска 76 в точке расположения датчика лакокрасочного материала 42. В случае, когда датчик лакокрасочного материала 42 обнаруживает лакокрасочный материал, датчик лакокрасочного материала 42 отправляет сигнал на контроллер 80, который будет описан далее. Датчик лакокрасочного материала 42 является датчиком на базе фотоэлемента. В частности, часть канала выпуска 76 снабжена просвечивающим участком, изготовленным из светопропускающего материала, а датчик лакокрасочного материала выполнен с использованием источника света и фотоэлемента, между которыми расположен просвечивающий участок.
Переключатель 48 расположен со стороны выхода датчика лакокрасочного материала 42 канала выпуска 76. Переключатель 48 содержит расположенные друг за другом первый клапан выпуска 46 (первый клапан) и второй клапан выпуска 44 (второй клапан). Первый клапан выпуска 46 расположен со стороны выхода второго клапана выпуска 44. Первый клапан выпуска 46 переключает канал выпуска 76 в состояние полного открытия или в состояние полного закрытия. Второй клапан выпуска 44 переключает канал выпуска 76 в состояние частичного закрытия, в котором канал выпуска закрыт лишь частично, и в состояние полного открытия. Каждый из клапанов 44, 46 является переключаемым вентилем, приводимым в действие соленоидом (не показан). Резервуар жидких отходов 50, предназначенный для сбора лакокрасочных материалов или промывочной жидкости, выпускаемых из канала выпуска 76, расположен на выходном конце канала выпуска 76.
Узел выпуска вытесняемой текучей среды 60 скомпонован из первого канала выпуска вытесняемой текучей среды 62, второго канала выпуска вытесняемой текучей среды 64 и резервуара вытесняемой текучей среды 68.
Один конец первого канала выпуска вытесняемой текучей среды 62 присоединен к нижнему концу первого канала вытесняемой текучей среды 18 узла закрепления картриджа 12. Другой конец первого канала выпуска вытесняемой текучей среды 62 присоединен к резервуару вытесняемой текучей среды 68. Первый канал выпуска вытесняемой текучей среды 62 открывается и закрывается с помощью первого клапана вытесняемой текучей среды 62а. Один конец второго канала выпуска вытесняемой текучей среды 64 присоединен к нижнему концу второго канала вытесняемой текучей среды 16 узла закрепления картриджа 12. Другой конец второго канала выпуска вытесняемой текучей среды 64 присоединен к резервуару вытесняемой текучей среды 68. Второй канал выпуска вытесняемой текучей среды 64 открывается и закрывается с помощью второго клапана вытесняемой текучей среды 64а.
На фиг.2 показана блок-схема системы управления устройства заправки лакокрасочного материала 10. Это устройство заправки лакокрасочного материала 10 включает контроллер 80. Насос лакокрасочного материала 24, клапан лакокрасочного материала 26, клапан промывочной жидкости 28, насос промывочной жидкости 30, воздушный клапан 34, триггерный клапан 72, датчик лакокрасочного материала 42, первый клапан выпуска 46, второй клапан выпуска 44, первый клапан вытесняемой текучей среды 62а, второй клапан вытесняемой текучей среды 64а и таймер 66 соединены с контроллером 80. Контроллер 80 управляет работой каждого из присоединенных к нему устройств с использованием ЦПУ, памяти (не показаны) и т.п. Таймер 66 может измерять время работы каждого из устройств.
Далее работа устройства заправки лакокрасочного материала 10 описывается со ссылками на чертежи. Сначала описывается процесс промывки канала подачи лакокрасочного материала 70 устройства заправки лакокрасочного материала 10. На фиг.3 показана блок-схема алгоритма процесса управления, выполняемого контроллером 80 в процессе промывки. Процесс промывки выполняется до процесса заправки лакокрасочного материала, который будет описан после этого.
Пользователь прикрепляет картридж для лакокрасочного материала 1 к узлу закрепления картриджа 12 и начинает процесс промывки. Отметим, что в этом процессе промывки нет необходимости отсоединять картридж для лакокрасочного материала 1. Когда начинается процесс промывки, контроллер 80 открывает первый клапан выпуска 46 и второй клапан выпуска 44 (операция S12) для полного открытия канала выпуска 76. В случае, когда канал выпуска 76 уже полностью открыт, контроллер 80 не выполняет операцию S12. Контроллер 80 задействует триггерный клапан 72 для соединения друг с другом канала подачи лакокрасочного материала 70 и канала выпуска 76, а также для отсоединения канала подачи лакокрасочного материала 70 от канала лакокрасочного материала 14 (операция S14). Контроллер 80 не выполняет операцию S14 в случае, когда триггерный клапан 72 уже соединяет друг с другом канал подачи лакокрасочного материала 70 и канала выпуска 76, а канал подачи лакокрасочного материала 70 и канал лакокрасочного материала 14 уже рассоединены. Контроллер 80 открывает воздушный клапан 34 для подачи воздуха в канал подачи лакокрасочного материала 70 (операция S16). Когда воздушный клапан 34 открыт, сжатый воздух подается источником воздуха 36 в сторону канала выпуска 76. Лакокрасочный материал, вытесненный в канал выпуска 76, поступает в резервуар жидких отходов 50. После истечения заданного времени (например, 0,5 сек), пока был открыт воздушный клапан 34, контроллер 80 закрывает воздушный клапан 34 и останавливает подачу воздуха (операция S18).
Далее контроллер 80 открывает клапан промывочной жидкости 28 (операция S20) и приводит в работу насос промывочной жидкости 30 (операция S22). В результате промывочная жидкость подается в канал подачи лакокрасочного материала 70. Промывочная жидкость вытесняет лакокрасочные материала, остающиеся в канале подачи лакокрасочного материала 70, в канал выпуска 76 и промывает канал подачи лакокрасочного материала 70 внутри. Лакокрасочные материалы, вытесненные в канал выпуска 76 вместе с промывочной жидкостью поступают в резервуар жидких отходов 50. После истечения заданного времени (например, 0,5 сек) после приведения в работу насоса промывочной жидкости 30, контроллер 80 останавливает насос промывочной жидкости 30 (операция S24) и закрывает клапан промывочной жидкости 28 (операция S26). Контроллер 80 открывает воздушный клапан 34 (операция S28) и вытесняет промывочную жидкость, находящуюся в канале подачи лакокрасочного материала 70, в канал выпуска 76. После истечения заданного времени (например, 1,0 сек) пока был открыт воздушный клапан 34 контроллер 80 закрывает воздушный клапан 34 (операция S30) и завершает процесс промывки.
Далее описывается процесс заправки лакокрасочного материала, выполняемый устройством заправки лакокрасочного материала 10. Процесс заправки лакокрасочного материала осуществляется последовательно после процесса промывки. На фиг.4 показана блок-схема алгоритма процесса управления, выполняемого контроллером 80 в процессе выпуска воздуха из канала подачи лакокрасочного материала 70, который выполняется в ходе процесса заправки лакокрасочного материала. На фиг.5 показана блок-схема алгоритма процесса управления, выполняемого контроллером 80 в процессе заправки лакокрасочного материала в картридж для лакокрасочного материала 1, который осуществляется последовательно с процессом выпуска воздуха,
С началом процесса заправки лакокрасочного материала первым выполняется процесс выпуска воздуха. Контроллер 80 открывает первый клапан выпуска 46 (операция S42). Затем контроллер 80 закрывает второй клапан выпуска 44 (операция S44) и приводит канал выпуска 76 в состояние частичного закрытия.
Сразу после этого контроллер 80 открывает клапан лакокрасочного материала 26 (операция S46) и соединяет друг с другом резервуар лакокрасочного материала 22 и канал подачи лакокрасочного материала 70. В случае, когда узел подачи лакокрасочного материала 20 имеет возможность подавать несколько типов лакокрасочных материалов, открывается клапан лакокрасочного материала 26, соответствующий лакокрасочному материалу закрепленного картриджа для лакокрасочного материала 1. В этом случае другой клапан лакокрасочного материала 26, клапан промывочной жидкости 28 и воздушный клапан 34 остаются закрытыми. Контроллер 80 приводит в действие насос лакокрасочного материала 24 для подачи лакокрасочного материала из резервуара лакокрасочного материала 22 в канал подачи лакокрасочного материала 70 (операция S48). Лакокрасочный материал, подаваемый в канал подачи лакокрасочного материала 70, проходит через триггерный клапан 72, вытесняя воздух, находящийся в канале подачи лакокрасочного материала 70, а затем затекает в канал выпуска 76. Лакокрасочный материал, который затек в канал выпуска 76, обнаруживается датчиком лакокрасочного материала 42, проходя через точку, в которой расположен датчик лакокрасочного материала 42. В случае, когда датчик лакокрасочного материала 42 обнаруживает лакокрасочный материал в канале выпуска 76, датчик лакокрасочного материала 42 отправляет сигнал на контроллер 80. Таким образом контроллер 80 проверяет наличие сигнала от датчика лакокрасочного материала 42 (операция S50). В случае, когда контроллер 80 получает сигнал от датчика лакокрасочного материала 42 («да» в операции S50), контроллер 80 проверяет таймер 66, а также проверяет время, истекшее с момента приведения в действие насоса лакокрасочного материала 24 (операция S52). В случае, когда первое заданное время (например, 0,5 сек) или большее время уже прошло с момента приведения в действие насоса лакокрасочного материала 24 («да» в операции S52), далее выполняется операция S58. В случае, когда первое заданное время еще не истекло с момента приведения в действие насоса лакокрасочного материала 24 («нет» в операции S52), контроллер 80 ожидает пока не истечет второе заданное время (например, 1,0 сек) (операция S54) и переходит к операции S58. Отметим, что первое заданное время может быть 0 сек. Это означает, что оно может быть отрегулировано так, чтобы предотвратить негативные условия, при которых появляется начальная ошибка при работе датчика лакокрасочного материала 42, или когда изначально обнаруживается тот лакокрасочный материал, который остался в канале выпуска 76.
С другой стороны, когда сигнал не поступает от датчика лакокрасочного материала 42 («нет» в операции S50), контроллер 80 проверяет, истекло ли третье заданное время (например, 1,5 сек) с момента приведения в действие насоса лакокрасочного материала 24 (операция S56). В случае, когда третье заданное время с момента приведения в действие насоса лакокрасочного материала 24 еще не истекло («нет» в операции S50), осуществляется возврат к операции S50. В случае, когда третье заданное время с момента приведения в действие насоса лакокрасочного материала 24 уже истекло («да» в операции S50), эта операция переходит к операции S58. Отметим, что третье заданное время может быть равно второму заданному времени. Более того, все три заданных времени могут быть изменены подходящим образом в зависимости от типа, вязкости и температуры лакокрасочного материала.
В операции S58 контроллер 80 закрывает первый клапан выпуска 46 и приводит канал выпуска 76 в состояние полного закрытия. В результате процесс выпуска воздуха завершается.
После завершения процесса выпуска воздуха, сразу последовательно выполняется процесс заправки лакокрасочного материала в картридж для лакокрасочного материала 1. Как показано на фиг.5, контроллер 80 задействует триггерный клапан 72 для соединения друг с другом канала подачи лакокрасочного материала 70 и канала лакокрасочного материала 14, а также рассоединяет канал подачи лакокрасочного материала 70 и канал выпуска 76 (операция S72). Соответственно, лакокрасочный материал заправляется в мешочек 3 картриджа для лакокрасочного материала 1. Затем контроллер 80 открывает первый клапан вытесняемой текучей среды 62а (операция S74). Когда лакокрасочный материал вводится в мешочек 3, тем самым увеличивая объем мешочка 3, вытесняемая жидкость или воздух, находящийся внутри картриджа для лакокрасочного материала 1, течет в первый канал выпуска вытесняемой текучей среды 62. Вытесненная текучая среда проходит через первый канал выпуска вытесняемой текучей среды 62 и течет далее в резервуар вытесняемой текучей среды 68.
В случае, когда истекает заданное время (например, 3 сек) с момента приведения первого клапана вытесняемой текучей среды 62а в состояние открытия, контроллер 80 закрывает первый клапан вытесняемой текучей среды 62а (операция S76) и открывает второй клапан вытесняемой текучей среды 64а (операция S78). В результате вытесняемая из картриджа для лакокрасочного материала 1 текучая среда выпускается с нижней стороны картриджа для лакокрасочного материала 1 (являющаяся нижней стороной на фиг.1).
Контроллер 80 проверяет, действительно ли лакокрасочный материал заправлен в мешочек 3 (операция S80). Например, подтверждением того, завершена или нет заправка лакокрасочного материала, является отправка сигнала от устройства определения переполнения (не показано), расположенного в картридже для лакокрасочного материала 1, на контроллер 80. В случае, когда заправка лакокрасочного материала завершена («да» в операции S80), контроллер 80 останавливает насос лакокрасочного материала 24 (операция S82). Контроллер 80 также закрывает клапан лакокрасочного материала 26 (операция S84), чтобы остановить подачу лакокрасочного материала. Контроллер 80 задействует триггерный клапан 72 (операция S86) для отсоединения канала подачи лакокрасочного материала 70 от канала лакокрасочного материала 14. Затем контроллер 80 открывает первый клапан вытесняемой текучей среды 62а (операция S88), чтобы отрегулировать давление в картридже для лакокрасочного материала 1. Контроллер 80 закрывает клапаны вытесняемой текучей среды 62а, 64а после истечения заданного времени (например, 0,2 сек) с момента открытия первого клапана вытесняемой текучей среды 62а (операция S90) и завершает процесс. Дополнительно, контроллер 80 может привести клапаны выпуска 44, 46 в состояние открытия для последующей промывки.
Лакокрасочный материал, подаваемый из резервуара лакокрасочного материала 22 в канал подачи лакокрасочного материала 70, проходит внутри канала подачи лакокрасочного материала 70 с высокой скоростью. Поэтому время, требуемое для заправки лакокрасочного материала, может быть уменьшено. В процессе выпуска воздуха из канала подачи лакокрасочного материала 70 лакокрасочный материал, который проходит через канал подачи лакокрасочного материала 70, входит в канал выпуска 76 с высокой скоростью. Лакокрасочный материал, который вошел в канал выпуска 76 тем самым становится непроизводительно используемым лакокрасочным материалом, который не заправляется в картридж для лакокрасочного материала 1. В устройстве заправки лакокрасочного материала 10 датчик лакокрасочного материала 42 расположен вблизи от триггерного клапана 72 канала выпуска 76. По этой причине в устройстве заправки лакокрасочного материала 10 датчик лакокрасочного материала 42 обнаруживает лакокрасочный материал, поступивший в канал выпуска 76. Когда лакокрасочный материал обнаруживается датчиком лакокрасочного материала 42, контроллер 80 закрывает канал выпуска закрытием первого клапана выпуска 46. В результате поступление лакокрасочного материала в канал выпуска 76 останавливается, и количество непроизводительно расходуемого лакокрасочного материала может быть уменьшено.
Например, в случае, когда лакокрасочный материал не может быть обнаружен из-за выхода из строя датчика лакокрасочного материала 42, датчик лакокрасочного материала 42 не может обнаружить лакокрасочный материал, даже когда выпуск воздуха из канала подачи лакокрасочного материала 70 завершен и лакокрасочный материал достиг канала выпуска 76. Альтернативно, в случае, когда лакокрасочный материал остается в канале подачи лакокрасочного материала 70, датчик лакокрасочного материала 42 обнаруживает оставшийся лакокрасочный материал до того, как лакокрасочный материал из резервуара лакокрасочного материала 22 достигнет канала выпуска 76. В случае, если процесс выпуска воздуха будет остановлен на этой стадии, воздух останется в канале подачи лакокрасочного материала 70. В этом устройстве заправки лакокрасочного материала 10, даже если датчик лакокрасочного материала 42 не может обнаружить лакокрасочный материал или ложно обнаруживает лакокрасочный материал, первый клапан выпуска 46 и канал выпуска 76 могут быть закрыты с использованием таймера 66. Таким образом, даже если датчик лакокрасочного материала 42 не может обнаружить лакокрасочный материал надлежащим образом, воздух, находящийся в канале подачи лакокрасочного материала 70, все же может быть удален полностью, а количество непроизводительно расходуемого лакокрасочного материала может при этом быть снижено.
Как было описано выше, в процессе выпуска воздуха лакокрасочный материал проходит внутри канала выпуска 76 с высокой скоростью. В результате лакокрасочный материал вводится в канал выпуска 76 до того, когда лакокрасочный материал обнаруживается датчиком лакокрасочного материала 42 и когда первый клапан выпуска 46 закрывается, и канал выпуска 76 закрывается полностью. В этом устройстве заправки лакокрасочного материала 10 канал выпуска 76 является частично закрытым вторым клапаном выпуска 44 в процессе выпуска воздуха. В результате воздух, вытесненный лакокрасочным материалом, может легко проходить через частично закрытый канал выпуска 76. С другой стороны, поток лакокрасочного материала может быть остановлен за счет частичного закрытия канала выпуска 76. Другими словами, расход лакокрасочного материала, протекающего через канал выпуска 76, резко снижается. Поэтому количество лакокрасочного материала, поступившего в канал выпуска 76 за время, прошедшее с момента обнаружения лакокрасочного материала датчиком лакокрасочного материала 42 до закрытия первого клапана выпуска 46, может быть уменьшено.
На фиг.6 представлен график, который показывает результаты, полученные изменением площади открытого сечения в состоянии частичного закрытия второго клапана выпуска 44 (площадь открытого сечения в состоянии частичного закрытия по отношению к площади открытого сечения в состоянии полного открытия) для сравнения расхода лакокрасочного материала, который течет в месте, находящемся сразу за вторым клапаном выпуска 44.
Горизонтальная ось фиг.6 представляет собой отношение площади открытого сечения в состоянии частичного закрытия канала выпуска 76 к площади открытого сечения в состоянии полного открытия канала выпуска 76. Вертикальная ось фиг.6 представляет собой отношение объемного расхода лакокрасочного материала за единицу времени в состоянии частичного закрытия к объемному расходу лакокрасочного материала за единицу времени в состоянии полного открытия. Как показано на фиг.6, объемный расход лакокрасочного материала за единицу времени в состоянии частичного закрытия может быть меньше или равен половины объемного расхода лакокрасочного материала за единицу времени в состоянии полного открытия за счет уменьшения площади открытого сечения в состоянии частичного закрытия к площади открытого сечения в состоянии полного открытия до 10%, т.е. за счет уменьшения площади открытого сечения в состоянии частичного закрытия до 1/10 (одна десятая) или менее от площади открытого сечения в состоянии полного открытия, расход лакокрасочного материала в канале выпуска 76 может быт снижен более эффективно.
Выше были описаны специфические варианты осуществления, однако они были всецело предназначены для иллюстрации некоторых возможностей осуществления изобретения и не предназначены для ограничения объема его правовой охраны. Технология, описанная формулой изобретения, включает в себя варианты и модификации специфических примеров, приведенных выше.
Технические элементы, раскрытые в настоящем описании и на чертежах, могут использоваться как по отдельности, так и в общей совокупности, при этом они не ограничивают совокупность признаков формулы изобретения, раскрытых на дату подачи настоящей заявки. Более того, технология, проиллюстрированная в настоящем описании и на чертежах, может позволить достижение множества технических задач и обладает промышленной применимостью при достижении любой из этих задач.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗЛИВОЧНЫЙ РАСХОДОМЕР ДЛЯ РАЗЛИВА ТЕКУЧЕЙ СРЕДЫ | 2018 |
|
RU2762872C2 |
| СПОСОБ И УСТРОЙСТВО ГАЗИРОВАНИЯ НАПИТКОВ С ИСПОЛЬЗОВАНИЕМ КАРТРИДЖА | 2012 |
|
RU2600721C2 |
| ВОЗДУШНЫЙ ФИЛЬТР ДЛЯ УСТРОЙСТВА СТРУЙНОЙ ПЕЧАТИ | 2016 |
|
RU2697153C2 |
| ЗАПРАВОЧНОЕ УСТРОЙСТВО | 2003 |
|
RU2295450C2 |
| ЖИДКОСТНЫЙ КАРТРИДЖ | 2011 |
|
RU2561329C2 |
| УСТРОЙСТВО ДЛЯ ПРОМЫВАНИЯ НОСА И СИСТЕМА С ИМИТАТОРОМ РАЗРУШАЕМОГО КАРТРИДЖА | 2012 |
|
RU2608438C2 |
| СПОСОБ ПРИВОДА И УСТРОЙСТВО ПРИВОДА ГИДРО(ПНЕВМО)ЦИЛИНДРА | 2018 |
|
RU2774745C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ СОЗДАНИЯ ТЕЧЕНИЯ В КАНАЛЫ ЭНДОСКОПА | 2006 |
|
RU2423907C2 |
| СОЕДИНИТЕЛИ УСТРОЙСТВА ПОВТОРНОЙ ОБРАБОТКИ ЭНДОСКОПА С УМЕНЬШЕННОЙ ЗАКУПОРКОЙ | 2006 |
|
RU2351275C2 |
| УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2023 |
|
RU2839920C2 |
Заявляемое изобретение относится к устройству заправки лакокрасочного материала. Устройство заправки включает узел закрепления картриджа, канал подачи, узел подачи, первый и второй переключатели, канал выпуска, датчик, блок управления. Узел закрепления картриджа выполнен с возможностью присоединения и отсоединения картриджа для лакокрасочного материала. Канал подачи выполнен с возможностью соединения с картриджем для лакокрасочного материала. Первый переключатель выполнен с возможностью переключения соединения и отсоединения канала подачи с картриджем для лакокрасочного материала. Узел подачи выполнен с возможностью подачи лакокрасочного материала в канал подачи лакокрасочного материала. Канал выпуска выполнен с возможностью соединения с каналом подачи. Второй переключатель выполнен с возможностью переключения канала выпуска в состояние полного открытия и состояние полного закрытия. Датчик выполнен с возможностью обнаружения лакокрасочного материала внутри канала выпуска. Блок управления выполнен с возможностью соединения с датчиком лакокрасочного материала и вторым переключателем. В случае определения датчиком лакокрасочного материала вызывается полное закрытие канала выпуска с помощью второго переключателя. Техническим результатом изобретения является экономия лакокрасочного материала. 6 з.п. ф-лы, 6 ил.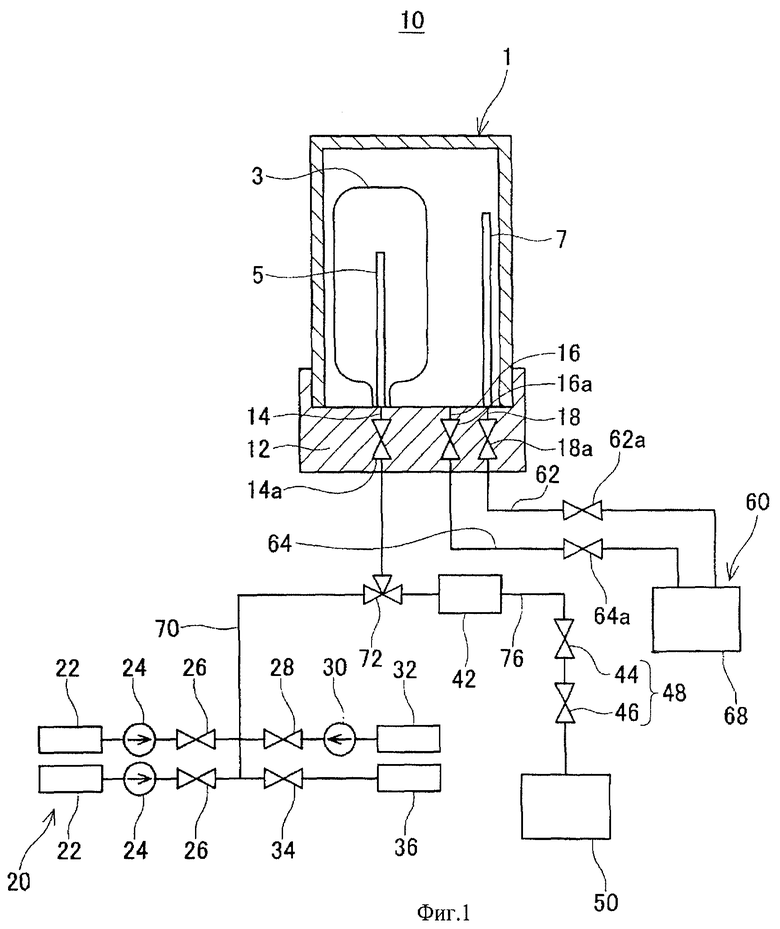
1. Устройство заправки лакокрасочного материала, включающее:
узел закрепления картриджа, выполненный с возможностью присоединения и отсоединения картриджа для лакокрасочного материала,
канал подачи лакокрасочного материала, выполненный с возможностью соединения с картриджем для лакокрасочного материала, присоединенного к узлу закрепления картриджа,
первый переключатель, выполненный с возможностью переключения соединения и отсоединения канала подачи лакокрасочного материала с картриджем для лакокрасочного материала, присоединенного к узлу закрепления картриджа,
узел подачи лакокрасочного материала, выполненный с возможностью подачи лакокрасочного материала в канал подачи лакокрасочного материала,
канал выпуска, выполненный с возможностью соединения с каналом подачи лакокрасочного материала,
второй переключатель, выполненный с возможностью переключения канала выпуска в состояние полного открытия и состояние полного закрытия,
датчик лакокрасочного материала, выполненный с возможностью обнаружения лакокрасочного материала внутри канала выпуска, и
блок управления, выполненный с возможностью соединения с датчиком лакокрасочного материала и вторым переключателем так, чтобы вызывать полное закрытие канала выпуска с помощью второго переключателя в случае, когда датчик лакокрасочного материала определяет наличие лакокрасочного материала.
2. Устройство по п.1, отличающееся тем, что
второй переключатель выполнен с возможностью переключать канал выпуска в состояние частичного закрытия, в котором канал выпуска закрыт лишь частично, и
блок управления выполнен с возможностью вызывать сохранение состояния частичного закрытия вторым переключателем в случае, когда канал подачи лакокрасочного материала и картридж для лакокрасочного материала рассоединены первым переключателем, а датчик лакокрасочного материала не обнаруживает лакокрасочный материал.
3. Устройство по п.2, отличающееся тем, что второй переключатель включает:
первый клапан, выполненный с возможностью переключения канала выпуска в состояние полного открытия и состояние полного закрытия, и
второй клапан, выполненный с возможностью переключения канала выпуска в состояние полного открытия и состояние частичного закрытия,
причем первый клапан и второй клапан размещены на канале выпуска друг за другом.
4. Устройство по любому из пп.2 или 3, отличающееся тем, что площадь поперечного сечения канала выпуска в состоянии частичного закрытия вторым переключателем меньше или равна 1/10 площади канала выпуска в состоянии полного открытия.
5. Устройство по любому из пп.1-3, отличающееся тем, что датчик лакокрасочного материала расположен у входа второго переключателя.
6. Устройство по любому из пп.1-3, отличающееся тем, что дополнительно включает:
узел подачи промывочной жидкости для подачи промывочной жидкости в канал подачи лакокрасочного материала,
при этом блок управления выполнен с возможностью вызывать сохранение состояния полного открытия канала выпуска вторым переключателем в то время, когда узел подачи промывочной жидкости подает промывочную жидкость в канал выпуска даже в том случае, когда датчик лакокрасочного материала обнаруживает лакокрасочный материал.
7. Устройство по любому из пп.1-3, отличающееся тем, что дополнительно включает:
таймер, выполненный с возможностью соединения с блоком управления и измерения времени, истекшего с начала подачи лакокрасочного материала из узла подачи лакокрасочного материала,
при этом блок управления выполнен с возможностью:
вызывать переключение канала выпуска вторым переключателем в полностью закрытое состояние, когда время, измеренное таймером, становится равным второму заданному времени, которое является большим, чем первое заданное время, в случае, когда датчик лакокрасочного материала обнаруживает лакокрасочный материал, когда время, измеренное таймером, меньше или равно, чем первое заданное время, и
вызывать переключение вторым переключателем канала выпуска в состояние полного закрытия в случае, когда датчик лакокрасочного материала не обнаруживает лакокрасочный материал, когда время, измеренное таймером, становится равным третьему заданному времени, которое больше или равно, чем второе заданное время.
| JP 2000176328 А, 27.06.2000 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ | 0 |
|
SU339318A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ЖИДКОСТЬЮ СТРУЙНЫХ ПЕЧАТАЮЩИХ ГОЛОВОК, СПОСОБ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ СТРУЙНОЙ ПЕЧАТАЮЩЕЙ ГОЛОВКИ И СТРУЙНЫЙ ПЕЧАТАЮЩИЙ МЕХАНИЗМ | 1997 |
|
RU2178741C2 |
| Окрасочная установка безвоздушного распыления | 1977 |
|
SU710650A1 |
| Автоматическое окрасочное устройство | 1988 |
|
SU1547858A1 |
| US 2004159724 A1, 19.08.2004 | |||
| WO 2007042991 A1, 19.04.2007. | |||

