Изобретение относится к способу изготовления деревянной клееной доски, представленному в ограничительной части пункта 1 формулы изобретения, а также к заготовке для ее изготовления, представленной в ограничительной части пункта 6 формулы изобретения.
Согласно известной технологии деревянные клееные доски, т.е. склеенные древоплиты, изготавливают, например, склеиванием кромок, т.е. более узких сторон подходящего количества реек для получения достаточно широкой клееной доски. Этот путь пригоден, например, для изготовления единичных досок. В промышленном изготовлении клееных досок, чем тоньше нужно изготовить доски, тем более неэффективным оказывается этот путь. В промышленном производстве клееные доски могут изготавливаться так называемым «балочным способом», когда сначала изготавливают достаточно толстый клееный деревянный брус, который должен быть заготовкой, например, для нескольких планок с поперечным сечением 50×100 мм. Эти планки будут склеиваться вместе более длинными сторонами или боковыми кромками, так что в планках, которые помещают одна на другую, каждая вторая имеет древесные годичные кольца, обращенные вниз, а каждая следующая имеет древесные годичные кольца, обращенные вверх. Таким образом, предотвращают деформации в клеевых стыках. После этого склеенный деревянный брус распиливают, например, ленточной пилой на четыре части как тонкие клееные доски. Проблема в этом способе заключается в такой подгонке направления волокон в планках, склеенных одна с другой, чтобы даже в самых наружных распиленных клееных досках направления волокон были бы такими, чтобы самые наружные клееные доски не изгибались. Это практически невозможно осуществить. В данном случае нужны компромиссы по мотивам стоимости, потому что при использовании сырого материала и ограниченном времени не всегда можно выполнить правильную подгонку направления волокон в планках. В результате в по меньшей мере части заготовок в самых наружных клееных досках, подлежащих распиливанию, зачастую возникают изгибы из-за натяжения древесины. На фиг.1 и 2 показана такая заготовка в виде склеенного деревянного бруса и отпиленной наружной склеенной деревянной доски. Подробное описание фиг.1 и 2 представлено ниже.
Задачей настоящего изобретения является устранение вышеупомянутых недостатков, а также разработка простого, быстрого, а также промышленно применимого способа изготовления заготовки клееной доски и самой клееной доски. При этом предпочтительно в изготовленной клееной доске все направления волокон в слоях подогнаны так, что даже отпиленные от заготовки наружные доски практически не изгибаются. Способ в соответствии с изобретением характеризуется признаками, представленными в отличительной части пункта 1 формулы изобретения. Соответственно, заготовка для изготовления клееных досок в соответствии с данным изобретением характеризуется признаками, представленными в отличительной части пункта 6 формулы изобретения. Другие варианты осуществления изобретения характеризуются признаками, представленными в других пунктах формулы изобретения.
Преимуществом новой структуры заготовки, обеспечиваемым способом по данному изобретению, является, среди прочего, тот факт, что появляется возможность эффективно изготавливать промышленным образом с помощью так называемого «балочного способа» по возможности недорого и с хорошим качеством деревянные клееные доски, в которых практически мал или почти отсутствует изгиб клееных досок, отпиленных от краев заготовки. Кроме того, в этом случае смежное направление волокон в слоях клееных досок, отпиленных от краев заготовки, таково, что в каждом следующем слое годовое кольцо находится на другой стороне клееной доски. Дополнительное преимущество состоит в гармонично выглядящем конечном продукте, в котором возможно удаление эстетических ошибок. Например, конечный дощатый продукт не имеет сучков в линиях.
Ниже изобретение описано более подробно посредством примера со ссылками на чертежи.
На фиг.1 показана известная заготовка для изготовления клееных досок, вид с торца;
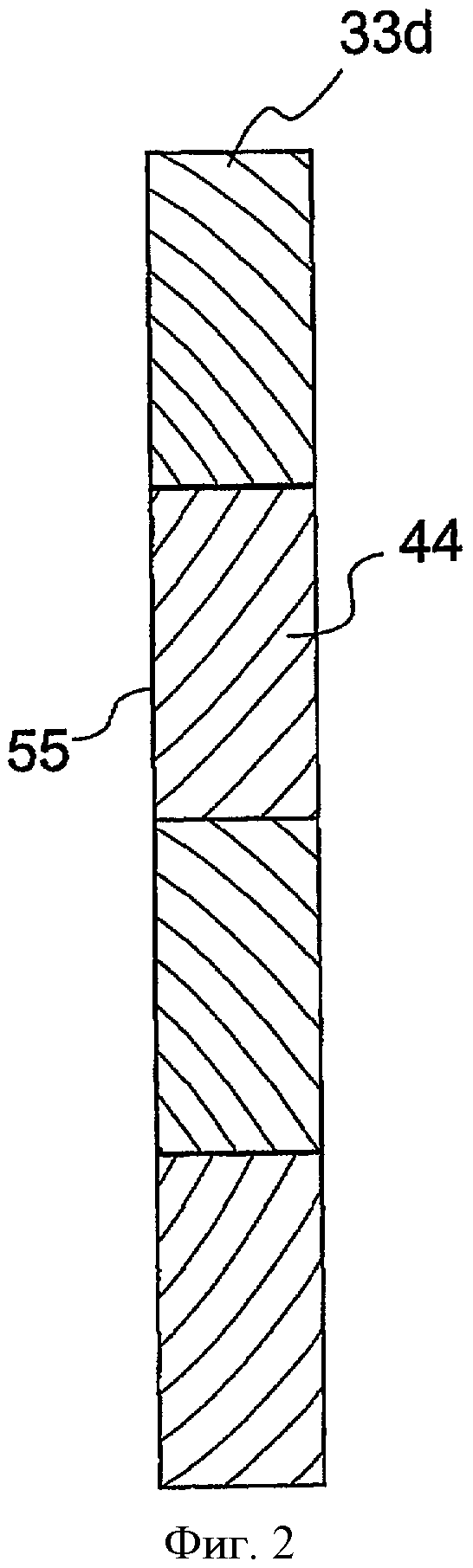
на фиг.2 показана отпиленная от известной заготовки клееная доска;
на фиг.3 показана заготовка для изготовления клееных досок в соответствии с настоящим изобретением, вид с торца;
на фиг.4 показана отпиленная от заготовки наружная клееная доска в соответствии с настоящим изобретением;
на фиг.5 показан предпочтительный вариант выполнения заготовки для изготовления клееных досок в соответствии с настоящим изобретением, вид с торца.
Показанный на фиг.1 известный склеенный деревянный брус, используемый в качестве заготовки 11 для подлежащих отпиливанию клееных досок, состоит из нескольких деревянных планок 22а-22d, установленных одна на другую по их длинным сторонам или боковым кромкам. Поперечное сечение установленных одна на другую планок имеет размеры, например, 50×100 мм. Эти планки подогнаны друг к другу с учетом расположения древесных волокон, так что годичные кольца каждой второй планки 22a, 22c обращены вниз, а годичные кольца каждой следующей планки 22b, 22d обращены вверх. От заготовки 11 отпилены по помеченным на фиг.1 линиям 55 разъема, например, ленточной пилой клееные доски 33а-33d с шириной, равной ширине заготовки 11. Как следует из фиг.1, каждый второй слой средних клееных досок 33b, 33c, т.е. отпиленная часть каждой второй планки 22a, 22c имеет такое направление волокон, что годичные кольца обращены вниз, тогда как в отпиленной части каждой второй планки 22b, 22d годичные кольца обращены практически в противоположном направлении, т.е. вверх. По этой причине средние клееные доски 33b и 33c остаются по существу прямыми и практически не изогнуты. Направления волокон наружных клееных досок 33а, 33d некачественны с точки зрения изгиба. Направления волокон всех слоев клееной доски 33a таковы, что годичные кольца на чертеже обращены вправо, тогда как направления волокон всех слоев клееной доски 33d таковы, что годичные кольца на чертеже обращены влево. Соответственно, годичные кольца в совместных слоях обеих наружных досок 33a и 33d находятся во всех слоях на одной и той же стороне клееной доски.
Как показано на фиг.2, направление 44 волокон отпиленной от заготовки 11 наружной клееной доски 33d таково, что во всех слоях годичные кольца находятся на одной и той же стороне клееной доски, т.е. на стороне 55.
На фиг.3 и 4 показана структура в соответствии с настоящим изобретением. На этих фигурах показана заготовка 1 для изготовления деревянных клееных досок, которая состоит из нескольких слоев деревянных планок, склеенных одна поверх другой по их длинной стороне или боковым кромкам.
Каждый из этих слоев планок собран путем склеивания по меньшей мере двух смежных частей, при этом по меньшей мере одна из этих частей 2a-2d является более широкой, а по меньшей мере одна часть 2aa-2dd является более узкой. Все планки в слое сделаны практически по одному и тому же принципу, даже хотя взаимный размер и взаимное направление волокон этих частей могут меняться. В дальнейшем подробно будут описаны только два самых верхних слоя планок. В самом верхнем слое планок имеется по меньшей мере одна более широкая часть 2a слева, в которой направление волокон выбрано, например, так, что годичные кольца обращены вниз и практически к центру слоя планок, и одна более узкая часть 2aa справа, в которой годичные кольца обращены в противоположном направлении по отношению к более широкой части 2а, т.е. на этом чертеже вверх и наружу от слоя планок. Части 2a и 2aa склеены по бокам для формирования слоя планок с прямоугольным поперечным сечением.
Соответственно, во втором сверху слое планок имеется по меньшей мере одна более узкая часть 2bb слева, в которой направление волокон выбрано, например, так, что годичные кольца направлены вверх и наружу, и одна более широкая часть 2b справа, в которой годичные кольца на чертеже направлены вверх и практически к центру слоя планок 1. Части 2bb и 2b также склеены боками для формирования слоя планок с прямоугольным поперечным сечением. Когда самый верхний слой планок приклеен к следующему слою планок под ней, более узкие части 2aa и 2bb слоев планок сохраняют свое положение одна по отношению к другой, и, соответственно, более широкие части 2a и 2b также сохраняют свое положение одна по отношению к другой на противоположных сторонах от вертикальной средней линии заготовки 1. К нижней поверхности второго сверху слоя планок приклеен следующий слой планок 2c, 2cc, практически соответствующий слою планок 2a, 2aa, и т.д., так что в каждом следующем слое планок более узкие части слоев планок и, соответственно, более широкие части слоев планок находятся по отношению одни к другим с противоположных сторон от вертикальной средней линии заготовки 1. Законченную заготовку 1 распиливают по показанным на фиг.3 линиям 6 раздела, например, ленточной пилой, получая клееные доски 3a-3d с шириной, равной ширине заготовки 1. Клеевое соединение 7 между более широкой частью и более узкой частью в слое планок может находиться на линии распила, но может быть также расположено в каком-либо ином месте, как видно в линии распила с левой стороны.
Как показано на фиг.4, направление волокон 4 в отпиленной от заготовки 1 наружной клееной доске 3d таково, что каждый второй слой 5a, 5c имеет годичные кольца, смотрящие на чертеже направо, а каждый следующий слой 5b, 5d имеет годичные кольца, смотрящие на чертеже налево. Таким образом, в этом случае годичные кольца каждого второго слоя находятся на противоположных сторонах друг от друга.
Фиг.3 иллюстрирует два слегка структурно отличающихся типа 2a, 2aa и 2b, 2bb слоя планок, в которых для формирования заготовки 1 одинаковые части склеены поочередно одна поверх другой.
Такой же хороший результат достигается только с одним типом слоев планок - например, слоев планок типа 2a, 2aa, каждая вторая из которых в заготовке перевернута верхней стороной вниз. Заготовка 12, сформированная такими слоями планок, показана на фиг.5. Отличие от заготовки на фиг.3 состоит лишь в том, что более узкие части 2bb и 2dd расположены верхней стороной вниз по отношению к соответствующим частям по фиг.2. Существенно, что в наружных отпиленных клееных досках 3a и 3d годичные кольца каждого второго слоя находятся на противоположной стороне клееной доски, и в этом случае отсутствует значительное проявление изгиба.
Клееная доска в соответствии с данным изобретением изготавливается следующим образом: сначала изготавливают заготовку 1, 12 путем формирования по существу в виде прямоугольника слоев планок, которые состоят из по меньшей мере одной более широкой части 2a-2d и по меньшей мере одной более узкой части 2aa-2dd. Эти более широкие и более узкие части склеивают одна с другой, выбирая взаимное направление волокон этих частей так, что годичные кольца остаются либо в вертикальном направлении, либо в горизонтальном направлении с противоположных сторон упомянутых частей слоев планок. Годичные кольца слоя планок типа 2a, 2aa расположены в вертикальном направлении с противоположных сторон упомянутых частей 2a и 2aa слоя, тогда как годичные кольца слоя планок типа 2b, 2bb смотрят вбок или в горизонтальном направлении с противоположных сторон упомянутых частей 2b, 2bb. Изготовленные таким образом слои планок склеивают друг с другом одна поверх другой по их более длинным сторонам, так что в каждом следующем слое планок годичные кольца более широкой части 2a-2d находятся на противоположной стороне от смежного слоя планок. В этом случае годичные кольца каждой второй более широкой части 2a-2d слоя планок обращены, например, вверх, а каждой другой - вниз. Направления волокон слоев планок выбирают так, что когда законченную заготовку 1 распиливают ленточной пилой на несколько более узких частей 3a-3d клееных досок, все смежные направления волокон в слоях 5a-5d распиленных клееных досок отличаются друг от друга и, следовательно, размещены таким образом, что каждый второй из смежных слоев имеет годичные кольца с противоположных сторон.
Что же касается гармоничных и эстетических конечных результирующих слоев планок, то собранная из них клееная доска изготавливается из планок, отпиленных, например, от различных деревьев, так что все слои 5a-5d законченной клееной доски выполнены из различных видов деревьев. В этом случае законченная клееная доска имеет в целом гармоничный вид и, например, в линиях нет сучков.
Для специалистов ясно, что изобретение не ограничено исключительно вышеприведенными примерами, но его можно изменять в объеме формулы изобретения. Таким образом, например, в зависимости от желаемой ширины клееной доски заготовка может иметь различное число слоев планок, нежели представлено ранее. Это число может быть, например, любым желательным числом между 2 и n, где n является целым числом.
Для специалиста ясно, что направления волокон можно выбирать не так, как представлено выше. Существенно, что направления волокон слоев планок выбраны так, чтобы во всех отпиленных клееных досках каждый следующий слой имел годичные кольца на противоположной стороне.
Помимо этого, для специалистов ясно, что слои планок могут иметь также части различной ширины в количестве, отличном от двух.
Например, может быть три или четыре части, или в некоторых планках даже только одна.
Для специалистов, кроме того, ясно, что слоеные планки могут иметь две части практически равной ширины, в которых годичные кольца находятся на другой стороне каждой следующей либо в горизонтальном, либо в вертикальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041809C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ МОРЕНОГО ДУБА И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЕКОРАТИВНОГО ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2020 |
|
RU2747239C1 |
| Однослойный деревянный щит пола | 1981 |
|
SU998694A1 |
| Линия сортировки деревянных заготовок | 2016 |
|
RU2661851C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ДОСОК | 1997 |
|
RU2128114C1 |
| СИСТЕМА СТАБИЛИЗАЦИИ ДЕРЕВЯННОЙ ОСНОВЫ ЖИВОПИСИ (ВАРИАНТЫ) | 2009 |
|
RU2421340C1 |
| СПОСОБ ПРОМЫШЛЕННОГО ИЗГОТОВЛЕНИЯ ДВЕРЕЙ ИЗ ПЛОТНОЙ ДРЕВЕСИНЫ | 2002 |
|
RU2285100C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРЕЙ ИЗ МАССИВНОЙ ДРЕВЕСИНЫ | 2007 |
|
RU2344261C1 |
| СПОСОБ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ РАСПИЛОВКИ БРЕВЕН | 2004 |
|
RU2357855C2 |



Способ изготовления деревянной клееной доски характеризуется тем, что отпиливают от заготовки, сформированной путем склеивания планок, желаемое количество клееных досок, существенно более тонких, чем заготовка. Далее планки формируют в виде слоя планок путем склеивания между собой, по меньшей мере, двух частей, так что стороны годичных колец указанных частей располагаются с противоположных сторон друг от друга в горизонтальном и/или вертикальном направлении. При этом сформированные таким образом слои планок склеивают в требуемом количестве один поверх другого. Заготовка для изготовления клееных досок, подлежащих отпиливанию от заготовки практически более тонкими, нежели заготовка, содержит несколько планок, склеенных одна поверх другой. Заготовка существенно толще, чем законченные клееные доски. По меньшей мере, часть планок представляют собой слои планок, которые сформированы из, по меньшей мере, двух частей. Причем стороны годичных колец указанных частей расположены с противоположных сторон друг от друга в горизонтальном и/или вертикальном направлении. Направления волокон различных частей в слое планок внутри слоя и между слоями планок, установленными один над другим, выбраны так, что годичные кольца смежных слоев практически всех подлежащих отпиливанию клееных досок расположены на противоположных сторонах клееной доски. Задачей настоящего изобретения является разработка простого, быстрого, а также промышленно применимого способа изготовления заготовки клееной доски и самой клееной доски. 2 н. и 14 з.п. ф-лы, 5 ил.
1. Способ изготовления деревянной клееной доски, в котором отпиливают от заготовки, сформированной путем склеивания планок, желаемое количество клееных досок, существенно более тонких, чем заготовка, отличающийся тем, что планки формируют в виде слоя планок путем склеивания между собой по меньшей мере двух частей, так, что стороны годичных колец указанных частей располагаются с противоположных сторон друг от друга в горизонтальном и/или вертикальном направлении, а сформированные таким образом слои планок склеивают в требуемом количестве один поверх другого.
2. Способ по п.1, отличающийся тем, что направление волокон различных частей слоя планок как внутри слоя планок, так и между установленными один поверх другого слоями планок выбирают так, что годичные кольца смежных слоев практически всех клееных досок, подлежащих отпиливанию, расположены с противоположных сторон клееной доски.
3. Способ по любому из пп.1 или 2, отличающийся тем, что слой планок формируют путем склеивания двух частей различных размеров.
4. Способ по любому из пп.1 или 2, отличающийся тем, что части различных размеров слоев планок, помещенных один поверх другого, располагают взаимно крест-накрест, а направления волокон между расположенными один над другим слоями планок выбирают так, чтобы по меньшей мере в более широких частях годичные кольца двух слоев досок располагались по отношению одни к другим с противоположных сторон слоя планок.
5. Способ по п.3, отличающийся тем, что части различных размеров слоев планок, помещенных один поверх другого, располагают взаимно крест-накрест, а направления волокон между расположенными один над другим слоями планок выбирают так, чтобы по меньшей мере в более широких частях годичные кольца двух слоев планок располагались по отношению одни к другим с противоположных сторон слоя планок.
6. Способ по любому из пп.1, 2 или 5, отличающийся тем, что все слои планок собирают из двух частей разного размера так, чтобы они были практически одинаковыми, и все слои планок размещают в заготовке путем их взаимного склеивания одна поверх другой, так, что каждая другая слоеная планка направлена верхней стороной вниз.
7. Способ по п.3, отличающийся тем, что все слои планок собирают из двух частей разного размера так, чтобы они были практически одинаковыми, и все слои планок размещают в заготовке путем их взаимного склеивания одна поверх другой, так, что каждая другая слоеная планка направлена верхней стороной вниз.
8. Способ по п.4, отличающийся тем, что все слои планок собирают из двух частей разного размера так, чтобы они были практически одинаковыми, и все слои планок размещают в заготовке путем их взаимного склеивания одна поверх другой, так, что каждая другая слоеная планка направлена верхней стороной вниз.
9. Заготовка для изготовления клееных досок, подлежащих отпиливанию от заготовки практически более тонкими, нежели заготовка, содержащая несколько планок, склеенных одна поверх другой, причем заготовка существенно толще, чем законченные клееные доски, отличающаяся тем, что по меньшей мере часть планок представляет собой слои планок, которые сформированы из по меньшей мере двух частей, причем стороны годичных колец указанных частей расположены с противоположных сторон друг от друга в горизонтальном и/или вертикальном направлении, а направления волокон различных частей в слое планок внутри слоя и между слоями планок, установленными один над другим, выбраны так, что годичные кольца смежных слоев практически всех подлежащих отпиливанию клееных досок расположены на противоположных сторонах клееной доски.
10. Заготовка по п.9, отличающаяся тем, что все планки заготовки для изготовления клееных досок представляют собой слои планок.
11. Заготовка по любому из пп.9 или 10, отличающаяся тем, что слои планок сформированы из двух частей отличного одна от другой размера, которые склеены друг с другом.
12. Заготовка по любому из пп.9 или 10, отличающаяся тем, что части разных размеров в расположенных один поверх другого слоях планок размещены крест-накрест, а направления волокон между расположенными один поверх другого слоями планок выбраны так, чтобы по меньшей мере в более широких частях годичные кольца двух расположенных один поверх другого слоев планок находились одни по отношению к другим на противоположных сторонах слоя планок.
13. Заготовка по п.11, отличающаяся тем, что части разных размеров в расположенных один поверх другого слоях планок размещены крест-накрест, а направления волокон между расположенными один поверх другого слоями планок выбраны так, чтобы по меньшей мере в более широких частях годичные кольца двух расположенных один поверх другого слоев планок находились одни по отношению к другим на противоположных сторонах слоя планок.
14. Заготовка по любому из пп.9, 10 или 13, отличающаяся тем, что все слои планок собраны из двух частей разного размера так, чтобы они были практически одинаковыми, а все слои планок размещены в заготовке путем их взаимного склеивания один поверх другого, так что верхняя сторона каждого другого слоя планок направлена вниз.
15. Заготовка по п.11, отличающаяся тем, что все слои планок собраны из двух частей разного размера так, чтобы они были практически одинаковыми, а все слои планок размещены в заготовке путем их взаимного склеивания один поверх другого, так что верхняя сторона каждого другого слоя планок направлена вниз.
16. Заготовка по п.12, отличающаяся тем, что все слои планок собраны из двух частей разного размера так, чтобы они были практически одинаковыми, а все слои планок размещены в заготовке путем их взаимного склеивания один поверх другого, так что верхняя сторона каждого другого слоя планок направлена вниз.
| US 6446412 В2, 10.09.2002 | |||
| DE 4212687 A1, 21.10.1993 | |||
| Устройство для передачи электромагнитных волн | 1925 |
|
SU2604A1 |
| Устройство для обнаружения в воздухе примеси газов иной плотности, чем плотность воздуха | 1928 |
|
SU34440A1 |

