Настоящее изобретение относится к способу распиловки бревен на чистообрезные деревянные изделия (пиломатериалы) в пределах одной технологической линии, заключающийся в том, что бревна разделяют первыми пропилами, выполняемыми параллельно первой продольной средней плоскости, на среднюю часть и наружные части, а затем наружные части разделяют вторыми пропилами на деревянные изделия, причем вторые пропилы выполняют параллельно второй продольной средней плоскости, расположенной по существу под прямым углом к первой продольной средней плоскости.
Изобретение относится также к технологической линии для распиловки бревен на чистообрезные деревянные изделия, включающей первую пилу, предназначенную для разделения бревен первыми пропилами, выполняемыми параллельно первой продольной средней плоскости, на среднюю часть и наружные части, и вторую пилу, установленную за первой пилой по технологическому потоку для разделения наружных частей вторыми пропилами на деревянные изделия.
Способ указанного в начале описания типа известен из книги "Gatter, Nebenmaschinen, Schnitt- und Restholzbearbeitung", автор Karl Fronius, изд-во DRW-Verlag, Штутгарт, 1991, стр.134-137.
На технологических линиях для распиловки бревен при их прохождении обычно осуществляется распиловка бревен на так называемую основную продукцию лесопиления или основные пиломатериалы, т.е. сердцевинный брус, а также на боковые пиломатериалы, т.е. части древесины, расположенные по бокам от той части, из которой изготавливаются основные пиломатериалы.
В отношении боковых пиломатериалов известно, что в зависимости от диаметра соответствующего бревна и в зависимости от требуемых размеров пиломатериалов отпиливают либо отдельные боковые доски, либо две прилегающие друг к другу боковые доски.
Из DE 2542112 С2 известно, что получаемые боковые пиломатериалы дополнительно распиливают вторым пропилом на той же самой технологической линии. Для этого с помощью так называемой делительной пилы выполняют вторые пропилы в перпендикулярном продольной оси бревна направлении, благодаря чему получают боковые пиломатериалы определенной длины, например 6 м.
В результате получаемые таким образом в виде боковых досок боковые пиломатериалы представляют собой часть древесины, располагаемой вблизи наружной поверхности бревна, причем широкая сторона досок ориентирована параллельно касательной к бревну. Сказанное означает, что годичные кольца бревна располагаются по существу параллельно широкой стороне таких досок.
Однако подобные обычно изготавливаемые доски обладают повышенной склонностью к короблению, или искривлению, поскольку расширение, соответственно сжатие или усадка древесины происходят более интенсивно параллельно ее годичным кольцам по сравнению с перпендикулярным этим кольцам направлением.
Помимо этого из уровня техники известна так называемая "радиальная распиловка" бревен. При выполнении такой распиловки бревна разделяются на части, имеющие в радиальном сечении форму кругового сектора, из которых далее получают доски, у которых годичные кольца ориентированы по существу параллельно их (досок) узкой стороне. Подобные "доски радиальной распиловки" отличаются более высоким качеством, поскольку обладают меньшей склонностью к короблению. Поэтому они используются для изготовления изделий, например оконных рам, функционирующих в тяжелых условиях эксплуатации (под воздействием сложных погодных условий).
Из указанной в начале описания книги "Gatter, Nebenmaschinen, Schnitt- und Restholzbearbeitung", автор Karl Fronius, изд-во DRW-Verlag, Штутгарт, 1991, стр.134-137 известна технология, при осуществлении которой так называемые древесные пластины или тонкие планки (ламели) изготавливают различными методами так называемой "ценной радиальной распиловки", обозначаемой также как "двойная распиловка с брусовкой" и "ванчесная распиловка". При этом из середины кругляка или бревна распиловкой получают одну или несколько сердцевинных досок, т.е. досок, ширина которых ориентирована в основном вдоль пересекающей ось бревна линии поперечного сечения. Обе остающиеся наружные части, в поперечном сечении имеющие форму кругового сегмента, распиливаются в перпендикулярном линии поперечного сечения направлении на тонкие планки, при этом подробности этой технологии не указаны. Однако при распиловке наружных частей получают тонкие планки, склонные к короблению прежде всего на примыкающей к сердцевинной доске узкой стороне, и помимо этого они должны быть еще обрезаны по кромке. Поэтому тонкие планки должны быть дополнительно обработаны с обеих узких продольных сторон, результатом чего является пониженный выход годного пиломатериала.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача усовершенствования указанных в начале описания способа и технологической линии таким образом, чтобы устранить их указанные выше недостатки. При этом необходимо было обеспечить прежде всего возможность изготавливать на одной и той же технологической линии высококачественные доски из наружных частей бревен с высоким выходом годного пиломатериала. Помимо этого согласно изобретению необходимо было обеспечить возможность распиливать толстые бревна на множество деревянных изделий при минимальных затратах на оборудование и при высоком выходе годного пиломатериала.
В отношении способа указанного в начале описания типа указанная задача решается согласно изобретению за счет того, что перед выполнением вторых пропилов в наружных частях выполняют угловые в поперечном сечении вырезы.
В отношении технологической линии указанного в начале описания типа указанная задача решается согласно изобретению благодаря тому, что технологическая линия содержит угловой фрезерный станок для выполнения в наружных частях угловых в поперечном сечении вырезов, а также ориентирующее устройство для подачи наружных частей ко второй пиле таким образом, чтобы вторые пропилы проходили параллельно второй продольной средней плоскости, расположенной по существу под прямым углом к первой продольной средней плоскости.
Задача, положенная в основу настоящего изобретения, решается таким образом полностью.
А именно, в отличие от обычных профилирующих станков настоящее изобретение не предусматривает разделение пропилами наружных частей в их исходном состоянии. Согласно изобретению отпиленные наружные части сначала профилируют (фасонируют), а затем распиливают, что позволяет, в отличие от обычных методов, путем распиловки наружных частей сразу получать доски или тонкие планки с параллельными и точными по размеру узкими сторонами, поскольку их распиловка проводится лишь после профилирования, т.е. после срезания обзола.
В предпочтительном варианте отдельной обработкой наружных частей можно воспользоваться для того, чтобы еще раз подвергнуть наружные части индивидуальному обмеру, позволяющему при последующей распиловке наружных частей выполнять пропилы таким образом, чтобы обеспечивать оптимальный выход годного пиломатериала.
Все эти операции можно выполнять на одной и той же технологической линии, т.е. не так, как в обычном лесопильном оборудовании для радиальной распиловки, при применении которого требуются различные технологические линии для того, чтобы сначала распилить бревно на части, имеющие в поперечном сечении форму кругового сегмента, и затем продолжить отдельную обработку каждой такой части.
Согласно одному из предпочтительных вариантов осуществления предлагаемого в изобретении способа наружные части, в свою очередь, также распиливают на средние части и наружные части.
Преимущество этого решения состоит в том, что можно обеспечить оптимальную распиловку наружных частей прежде всего очень толстых бревен, при этом можно использовать те же самые обрабатывающие инструменты, которые уже были ранее использованы при распиловке бревна.
В соответствии еще с одним предпочтительным вариантом осуществления изобретения перед выполнением вторых пропилов на наружных частях по бокам выполняют лыски, или срезы.
Преимущество выполнения этой операции, которая сама по себе известна, состоит в создании на наружной части бревна направляющей поверхности, обеспечивающей оптимальную транспортировку через всю технологическую линию наружных частей в их определенном положении.
Также предпочтительно подвергать обмеру наружные части после их отпиливания от средней части.
Указанное выше преимущество этой операции заключается в возможности выполнять индивидуальный обмер наружных частей с целью обеспечить оптимальный выход годного пиломатериала, получаемого из этих наружных частей. В отличие от обычных методов, при осуществлении которых бревно обмерялось в целом лишь один раз, при этом приходилось принимать вынужденные компромиссные решения, согласно изобретению с учетом формы наружных частей можно обеспечивать индивидуально оптимальный результат касательно выхода годного пиломатериала.
Особо высокий результат достигается согласно еще одному варианту осуществления предлагаемого в изобретении способа, в котором среднюю часть распиливают на деревянные изделия на той же самой технологической линии.
Преимущество этого решения состоит в том, что распиловка бревна в целом выполняется и далее, после разделения на среднюю часть и наружные части, в одной установке. Поэтому обрабатывающие инструменты можно использовать многократно, причем среднюю часть и/или наружные части в соответствующих случаях можно многократно пропускать через один и тот же участок технологической линии и, кроме того, применительно к указанным частям можно выполнять различные технологические процессы с использованием все этих же инструментов. Такая возможность позволяет выполнять также комплексные операции обработки с использованием небольшого числа обрабатывающих инструментов в отличие от обычных профилирующих установок, в которых требуется использовать очень крупные и очень сложные обрабатывающие станции, которые позволяют обрабатывать все бревно в одном технологическом процессе.
Еще в одном предпочтительном варианте осуществления изобретения предлагается разделять среднюю часть на деревянные изделия третьими пропилами, причем третьи пропилы выполняют в средней части параллельно первым пропилам.
И этим решением достигается то преимущество, что за счет соответствующей ориентации бревна из средней части можно получать доски, у которых годичные кольца имеют оптимальную ориентацию, благодаря чему и в этом случае можно получать доски радиальной распиловки.
В этой связи еще в одном предпочтительном варианте предлагается разделять среднюю часть на деревянные изделия четвертыми пропилами, причем четвертые пропилы выполняют в средней части под прямым углом к первым пропилам, предпочтительно таким образом, чтобы в зоне продольной оси бревен оставалась сердцевина древесины (ядровая древесина).
Преимущество этого решения проявляется прежде всего при распиловке бревен из стволов очень старых деревьев, в процессе которой из бревна определенным образом можно вырезать качественно менее ценную сердцевину, а также отдельно удалять в отходы частично бросовую сердцевину древесины.
Согласно другому варианту осуществления изобретения при соответствующем изменении последовательности осуществления стадий технологического процесса распиловки бревен обеспечивается также возможность разделять среднюю часть на деревянные изделия третьими пропилами, причем третьи пропилы выполняют в средней части под прямым углом к первым пропилам, предпочтительно таким образом, чтобы в зоне продольной оси бревен оставалась сердцевина древесины.
Соответственно в представленном выше варианте осуществления изобретения обеспечена возможность разделять среднюю часть на деревянные изделия четвертыми пропилами, причем четвертые пропилы выполняют в средней части параллельно первым пропилам.
В разных вариантах осуществления предлагаемого в изобретении способа после отпиливания наружных частей среднюю часть подвергают обмеру.
Это решение также имеет преимущество, уже указанное выше в связи с отпиливанием наружных частей бревна и состоящее в том, что индивидуальный обмер средней части обеспечивает индивидуальную оптимизацию выхода годного пиломатериала в отношении средней части независимо от распиловки наружных частей.
В соответствии со следующими вариантами осуществления предлагаемого в изобретении способа по бокам бревен перед выполнением первых пропилов выполняют лыски.
И этим решением, которое само по себе известно, достигается то преимущество, что при этом на бревне создается определенная направляющая поверхность, необходимая для его последующей транспортировки.
При этом согласно еще одному предпочтительному варианту предлагается выполнять лыски на бревнах как параллельно первой продольной средней плоскости, так и параллельно второй продольной средней плоскости.
Несмотря на то, что согласно настоящему изобретению можно применять различные методы обработки, прежде всего методы распиловки, в предпочтительном варианте предлагается выполнять первые пропилы с помощью ленточной пилы, а вторые и/или третьи, и/или четвертые пропилы предлагается выполнять с помощью двухшпиндельного круглопильного станка.
Другие преимущества изобретения более подробно рассмотрены ниже со ссылкой на прилагаемые чертежи.
Очевидно, что указанные выше и более подробно описанные ниже отличительные признаки могут быть использованы не только в соответствующей представленной комбинации, но и в других комбинациях или отдельно, не выходя при этом за объем изобретения и эквивалентных ему решений.
Ниже изобретение более подробно описано на примере некоторых вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичное изображение радиальной распиловки бревна, подготовленного для обработки согласно изобретению,
на фиг.2 - изображение, соответствующее фиг.1, но отличающееся добавлениями, иллюстрирующими первую стадию технологического процесса распиловки бревна,
на фиг.3 - изображение, соответствующее фиг.1, но отличающееся добавлениями, иллюстрирующими вторую стадию технологического процесса распиловки бревна,
на фиг.4 - изображение, соответствующее фиг.1, но отличающееся добавлениями, иллюстрирующими третью стадию технологического процесса распиловки бревна,
на фиг.5 - изображение, соответствующее фиг.1, но отличающееся добавлениями, иллюстрирующими четвертую стадию технологического процесса распиловки бревна,
на фиг.6А и 6Б - изображение с отдельными элементами радиальной распиловки основной части бревна (фиг.6А) и наружных частей (фиг.6Б), полученных в результате осуществления показанной на фиг.5 четвертой стадии технологического процесса распиловки бревна,
на фиг.7 - изображение показанных на фиг.6Б в увеличенном масштабе наружных частей, иллюстрирующее следующую стадию технологического процесса распиловки бревна,
на фиг.8 - изображение, соответствующее фиг.7 и иллюстрирующее еще одну стадию технологического процесса распиловки бревна,
на фиг.9 - изображение, соответствующее фиг.8 и иллюстрирующее следующую стадию процесса распиловки бревна,
на фиг.10 - еще одно изображение радиальной распиловки бревна, иллюстрирующее еще одну возможную схему распиловки бревна на деревянные изделия согласно предлагаемому в изобретении способу,
на фиг.11 - сильно упрощенная схема выполнена по одному из вариантов предлагаемой в изобретении технологической линии,
на фиг.12-17 - шесть отдельных изображений, иллюстрирующих последовательность осуществления способа распиловки бревна по варианту, показанному на фиг.1-6.
На фиг.1 позицией 10/1 обозначено предназначенное для обработки по первому варианту осуществления способа бревно, показанное в поперечном сечении. Настоящее изобретение преимущественно применяется в отношении так называемой крупномерной древесины, т.е. толстых бревен диаметром по меньшей мере от 30 до 60 см и более, что, однако, не исчерпывает возможностей его (изобретения) осуществления. Крупномерная древесина является нижней частью стволов очень высоких и очень старых деревьев. Эта часть обычно не имеет сучков, поскольку подобные деревья не имеют ветвей в нижней своей части. Поэтому древесина этой части отличается особо высоким качеством.
Благодаря осуществлению настоящего изобретения обеспечивается, в том числе, получение так называемых "пиломатериалов или изделий радиальной распиловки" путем выполнения пилой в надлежащих местах пропилов при распиловке бревна на деревянные изделия. Под "пиломатериалами или изделиями радиальной распиловки" следует понимать тес или доски, у которых годичные кольца древесины располагаются в основном перпендикулярно широкой поверхности досок. Изделия радиальной распиловки используются в качестве высококачественной продукции для соответствующего применения, например, для изготовления оконных рам и иных аналогичных изделий, у которых древесина не коробится даже под действием особо высоких нагрузок, прежде всего атмосферных нагрузок. Поскольку усадка древесины в направлении, перпендикулярном годичным кольцам, составляет лишь примерно 6%, а в направлении годичных колец 10%, деревянные изделия радиальной распиловки коробятся значительно меньше по сравнению с обычными пиломатериалами, которые можно получать обычными методами распиловки. У досок, полученных обычными методами распиловки, годичные кольца располагаются по существу параллельно широкой поверхности досок.
На фиг.1 показано уже окоренное бревно 10/1, расположенное на обозначенной позицией 12 опорной поверхности. Продольная ось бревна 10/1 обозначена позицией 13. Тем самым определены первая продольная средняя плоскость 14, а также вторая продольная средняя плоскость 15, причем продольные средние плоскости 14 и 15 пересекаются между собой под прямым углом.
На фиг.1 позицией 16 обозначены также годичные кольца бревна 10/1, положение которых имеет особую важность для настоящего изобретения.
На первой стадии технологического процесса, показанной на фиг.2, известным образом на бревне 10/2 справа и слева выполняются лыски 18а и 18b, для чего, например, срезаются находящиеся в указанных местах части 19а и 19b бревна с помощью режущего инструмента известной конструкции. Лыски 18а, 18b располагаются параллельно первой продольной средней плоскости 14.
На фиг.3 показано бревно 10/3 после выполнения следующей стадии технологического процесса, при осуществлении которой показанное на фиг.2 бревно 10/2 было повернуто на 90° в указанном стрелкой 20 направлении, в результате чего бревно 10/3 опирается лыской 18b на опорную поверхность 12. При этом продольные средние плоскости 14, 15 также повернуты на 90° относительно своего прежнего положения.
На фиг.4 показано бревно 10/4 на следующей стадии технологического процесса, при осуществлении которой на бревне были также выполнены лыски 22а, 22b, для чего в указанных местах были срезаны части 23а, 23b бревна.
Именно в этом месте следует обратить внимание на то, что лыски 18, показанные на фиг.2, и лыски 22, показанные на фиг.4, можно выполнять на одном и том же участке обработки, для чего бревно 10/2 после осуществления показанной на фиг.2 стадии технологического процесса по возвратной линии снова возвращают ко входу на этот участок обработки и при этом поворачивают на 90° согласно фиг.3.
Описанная выше часть технологического процесса распиловки соответствует уровню техники.
На фиг.5 показана еще одна стадия технологического процесса, на которой бревно 10/5 разделено пропилами 24, 24b на первую среднюю часть 26 и первые наружные части 28а, 28b, т.е. на два боковых элемента. При этом пропилы 24а, 24b проходят параллельно второй продольной средней плоскости 15. Наружные части 28а, 28b, отделенные с обеих сторон от первой средней части 26, имеют в поперечном сечении полулунную форму, соответственно форму кругового сегмента.
Три элемента 26, 28а и 28b, полученные показанными на фиг.5 пропилами, далее обрабатываются по отдельности, что не исключает возможности их обработки частично последовательно на тех же самых участках, а также на различных участках обработки.
На фиг.6А более подробно показаны другие элементы первой средней части 26. На фиг.6А вокруг продольной оси 13 показан участок сердцевины 30 древесины. Под сердцевиной древесины понимают расположенную в середине бревна древесину, которая именно у очень толстых и очень старых деревьев может быть худшего качества. Одна из задач настоящего изобретения состоит в том, чтобы при распиловке обеспечить отделение сердцевины 30 древесины от остальной части бревна, чтобы эту сердцевину было отдельно дополнительно обрабатывать или удалять в отходы.
С этой целью, как показано на фиг.6А, первую среднюю часть 26 разделяют пропилами 32а, 32b таким образом, чтобы обеспечить вырезание сердцевины 30 древесины. При этом очевидно, что обозначенные на фиг.6А размеры и пропорции приведены лишь в качестве примера и не ограничивают объем изобретения.
Теперь, выполнив пропилы 34a-34d, оставшуюся древесину первой средней части 26 можно разделить в общей сложности на восемь досок 36a-36h.
На фиг.6Б также показана средняя часть 28(1), опирающаяся нижней стороной 42 на опорную поверхность 12 и подлежащая дальнейшей обработке, показанной ниже на изображениях, показанных в увеличенном масштабе на фиг.7-9.
Поскольку после распиловки по схеме, показанной на фиг.5, остаются две наружные части 28а, 28b, и они могут оказаться на опорной поверхности 12, опираясь на нее не нижней стороной 42, а лыской 22, для выявления этого положения при необходимости может потребоваться обмер, после чего наружные части 28 можно соответственно перевернуть на 180°, чтобы они заняли необходимое для последующей обработки положение, показанное на фиг.6Б.
На фиг.7 показана наружная часть 28(2) на стадии технологического процесса обработки, при осуществлении которой, собственно как и показанной на фиг.2 предыдущей стадии технологического процесса обработки бревна 10/2, выполняются боковые лыски 44а, 44b, для чего с бревна в этих местах срезаются части 45а, 45b древесины.
Далее, как показано на фиг.8, осуществляется процесс профилирования (фасонирования), предусматривающий формирование так называемых уголков или уступов 46а, 46b, для чего соответственно выполняют угловые вырезы 47а, 47b древесины, а также других уголков или уступов 48а, 48b, для чего соответственно выполняют угловые вырезы 49а, 49b. Для этого используются известные из уровня техники так называемые угловые фрезерные станки. Эти угловые фрезерные станки можно использовать соответственно для вырезания двух уголков (либо также соответствующие комбинированные угловые фрезерные станки для вырезания нескольких уголков). Применяемая при этом технология профилирования известна как таковая.
После профилирования наружной части 28(3) в соответствии с фиг.8 ее распиливают как наружную часть 28(4), как это показано на фиг.9. Для этого выполняют пропилы 50а, 50b и 52а, 52b, и от полученной таким путем второй средней части 54 отпиливают вторые наружные части 56 в виде досок 58а, 58b и 60а, 60b.
Затем вторую среднюю часть 54 можно разделить пропилами 62 на доски 64.
На фиг.9 наглядно показано, что у полученных таким путем досок 58а, 58b, 60а, 60b и 64 годичные кольца 16 ориентированы в направлении, в основном перпендикулярном их соответствующей широкой стороне. Таким образом, речь идет о досках радиальной распиловки, отличающихся высоким качеством. Эта ориентация годичных колец 16 обеспечена благодаря тому, что пропилы 50, 52 и 62 проходили параллельно первой продольной средней плоскости 14, т.е. перпендикулярно показанным на фиг.5 пропилам 24, при помощи которых бревно 10/5 первоначально было разделено на первую среднюю часть 26 и первые наружные части 28.
Как указано выше, описанные ранее схемы распиловки приведены лишь в качестве примера и, как очевидно, бревна можно также распиливать другим путем и на иное число деревянных изделий.
Кроме того, на фиг.10 показан второй вариант распиловки бревна 70, имеющего продольную ось 71, представляющую собой линию пересечения первой продольной средней плоскости 72, а также второй продольной средней плоскости 73, расположенной под прямым углом к этой первой плоскости.
На бревне 70 сначала выполняют лыски 74 и 76 и затем его разделяют пропилами 78, выполняемыми параллельно первой продольной средней плоскости 72, на среднюю часть 80 и наружные части 82. На наружных частях 82 выполняют лыски 84 и далее после выполнения профилирования наружные части 82 разделяют пропилами 86 на доски 88. Следующими пропилами 90 среднюю часть 80 разделяют на доски 92. В заключение путем выполнения пропилов 94 вырезают также сердцевину 96 древесины.
Как показано на фиг.10, таким образом в зоне средней части 80 распиловкой получают всего 28 досок и в зоне каждой наружной части 82 получают еще по 14 досок, т.е. бревно 70 распиливают в общей сложности на 56 досок.
На фиг.11 схематично показана технологическая линия 100 в том варианте, который позволяет осуществлять описанный выше способ по первому варианту.
При этом необходимо предварительно указать на то, что, как очевидно, описанные выше со ссылкой на фиг.1-9 стадии технологического процесса распиловки бревна можно осуществлять не только в указанной последовательности, но при необходимости и в иной последовательности в зависимости от того, какая последовательность является оптимальной с технологической точки зрения. В этой связи следует указать на второй вариант, иллюстрируемый фиг.10, а также на третий вариант осуществления изобретения, показанный на фиг.12-17.
Разумеется также, что между отдельными стадиями технологического процесса распиловки бревна можно проводить обмер самого бревна, соответственно его средней части или наружных частей, преимущество чего заключается прежде всего в том, что таким образом обеспечивается возможность также дополнительно распиливать индивидуально каждую отдельную получаемую заготовку или деревянное изделие благодаря индивидуальному обмеру. Таким путем можно заметно повысить степень использования древесины. Необходимые для этого измерительные установки на фиг.11 отдельно не показаны.
На фиг.11 показано обозначенное позицией 102 устройство для подачи необработанного лесоматериала, причем показанные на фиг.11 сплошные стрелки обычно обозначают продольные конвейеры, транспортирующие бревна или их части в направлении их продольной оси.
Из устройства 102 для подачи необработанного лесоматериала сначала еще полностью необработанное бревно подается в окорочный станок 104, в котором с бревна снимается кора и удаляется возможно оставшаяся комлевая часть, т.е. конусообразное расширение на нижнем конце бревна.
Подготовленное таким образом бревно, соответствующее показанному на фиг.1 бревну 10/1, перемещается передаточным устройством 106 на поперечный конвейер 108, на котором оно транспортируется в направлении, перпендикулярном его (бревна) продольной протяженности. Затем бревно попадает на сдвоенное передаточное устройство 110, которое передает это бревно на следующий продольный конвейер, транспортирующий бревно к устройству 112 для срезания боковин, которое выполняет показанные на фиг.2 лыски. В этот момент времени установленный далее ленточнопильный станок 114 еще не включен. Бревно с выполненными с двух сторон лысками перемещается далее на сдвоенное передаточное, соответственно ориентирующее устройство 116 и оттуда поступает на поперечный конвейер 118, который вместе с передаточным устройством 120 представляет собой начало замкнутого контура, в котором бревно на поворотном устройстве 121 поворачивается на 90° в положение, показанное на фиг.3. После этого бревно проходит через передаточное устройство 122 и транспортируется поперечным конвейером 124, попадая снова в сдвоенное передаточное устройство 110, чтобы еще один раз пройти через устройство 112 для срезания боковин, выполняющее следующие лыски на двух других сторонах, показанных на фиг.4. Далее уже включенный ленточнопильный станок 114 распиливает показанное на фиг.5 бревно, имеющее лыски с четырех сторон, на среднюю часть и две наружные части. Сдвоенное передаточное, соответственно ориентирующее устройство 116 подает среднюю часть распиленного бревна на поперечный конвейер 126, с которого эта средняя часть перемещается передаточным устройством 128 на продольный конвейер, транспортирующий ее в двухшпиндельный круглопильный станок 130. Двухшпиндельный круглопильный станок 130 распиливает среднюю часть на доски по схеме, показанной на фиг.6А. Если существует необходимость вырезать сердцевину древесины, то в этом месте технологической линии целесообразно создать соответствующий дополнительный замкнутый контур.
С помощью еще одного передаточного устройства 132 полученные таким образом доски подаются на выходной поперечный конвейер 134.
Полученные на ленточнопильном станке 114 наружные части помещаются сдвоенным передаточным, соответственно ориентирующим устройством 116 в требуемое положение, показанное на фиг.6Б, и разобщаются им, в результате чего две наружные части транспортируются друг за другом к передаточному устройству 136, перемещающему их на поперечный конвейер 138. Оттуда передаточное устройство 140 направляет их на продольную транспортировочную линию с устройством 142 для срезания боковин, выполняющим лыски, показанные на фиг.7. Вслед за этим наружные части с лысками транспортируются к угловому фрезерному станку 144, выполняющему профилирование этих частей согласно фиг.8. Далее располагается двухшпиндельный круглопильный станок 146, распиливающий профилированные наружные части на доски согласно фиг.9. С помощью передаточного устройства 148 эти доски поступают также на выходной поперечный конвейер 134 и с него перемещаются в устройство 150 выдачи готовых деревянных изделий.
Как было отмечено выше, показанную на фиг.11 схему технологической линии следует рассматривать лишь в качестве примера, и она естественным образом может быть дополнена и другими замкнутыми контурами, а также может быть изменена любым иным образом.
Кроме того, очевидно, что при соблюдении основной идеи изобретения за его рамки не выходят и любые другие возможные варианты касательно числа углов, числа досок, положения досок, их длины и ширины и любых других характеристик распиловки.
На фиг.12-17 схематично показано осуществление предлагаемого в изобретении способа по третьему варианту.
В этом случае бревно 160/1 опять же лежит на опорной поверхности 162. Продольная ось 163 бревна 160 представляет собой одновременно линию пересечения первой продольной средней плоскости 164 и второй продольной средней плоскости 165, расположенных относительно друг друга под прямым углом.
Как показано на фиг.13, по бокам бревна 160/2 выполняют лыски 166. Эта операция может осуществляться устройством 112 для срезания боковин, показанным на фиг.11.
Однако в отличие от показанного на фиг.1-6 первого варианта осуществления предлагаемого в изобретении способа согласно третьему варианту, показанному на фиг.12-17, выполняется непосредственно распиловка бревна 160/3 согласно фиг.14. Для этого вдоль бревна 160/3 параллельно первой продольной средней плоскости 164 выполняются два пропила 168. В предпочтительном варианте эта стадия распиловки осуществляется с помощью схематично показанного на фиг.11 ленточнопильного станка 114. Таким образом бревно 160/3 распиливается на среднюю часть 170/1, а также на две наружные части 172.
Дальнейшая обработка наружных частей 172 осуществляется уже описанным образом, т.е. с использованием схематично показанных на фиг.11 механизмов или станков 116-146.
Однако в этом случае средняя часть 170/1 подается поворотным устройством 121 в замкнутый контур, в котором средняя часть 170/1 поворачивается на 90° (по стрелке 174) и оказывается в показанном на фиг.15 повернутом положении 170/2.
В этом положении средняя часть 170/2 после выхода из замкнутого контура, снова возвращается к устройству 112 для срезания боковин. Согласно фиг.16 на средней части 170/3 выполняются боковые лыски 176, и после этого она немедленно транспортируется к ленточнопильному станку 114. Согласно фиг.17 в этом станке она разделяется пропилами 178 как средняя часть 170/4. В этом месте следует указать, что согласно этому третьему варианту осуществления предлагаемого в изобретении способа пропилы 178 проходят в средней части 170/4 под прямым углом к показанным на фиг.14 пропилам 168, а не параллельно, как в первом варианте, показанном на фиг.5 и 6.
Распиловка средней части 170/4 согласно фиг.17 позволяет решить две разные задачи. Во-первых, становится возможным вырезать расположенную в зоне продольной оси 163 сердцевину 180 древесины и далее направлять ее на отдельную обработку. Во-вторых, среднюю часть 170/4 можно разделять пропилами 178 на несколько чистообрезных изделий 182, транспортируемых после этого через схематично обозначенные на фиг.11 механизмы 116, 126 и 128 в двухшпиндельный круглопильный станок 130 и разделяемых в нем дополнительными пропилами 184 на доски 186 радиальной распиловки. Поэтому в этом случае, в отличие от показанного на фиг.1-6, отпадает необходимость в дополнительном замкнутом контуре в зоне расположения двухшпиндельного круглопильного станка 130.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2002 |
|
RU2194612C1 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН | 1997 |
|
RU2182862C2 |
| Способ распиловки лесоматериалов на однородные пиломатериалы | 2023 |
|
RU2827159C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН И ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ | 2008 |
|
RU2387534C1 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2008 |
|
RU2380220C1 |
| СПОСОБ РАСКРОЯ БРЕВНА НА ПИЛОМАТЕРИАЛЫ | 2012 |
|
RU2488482C1 |
| Способ изготовления радиальных пиленых заготовок | 2018 |
|
RU2692633C1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 1995 |
|
RU2146608C1 |
Изобретение относится к деревообработке и может быть использовано для получения чистообрезных деревянных изделий. Бревна разделяют первыми пропилами, выполняемыми параллельно первой продольной средней плоскости, на средние части и наружные части, а затем наружные части разделяют вторыми пропилами на деревянные изделия, причем вторые пропилы выполняют параллельно второй продольной средней плоскости, расположенной по существу под прямым углом к первой продольной средней плоскости. Перед выполнением вторых пропилов в наружных частях выполняют угловые в поперечном сечении вырезы. Изобретение повышает выход высококачественного пиломатериала. 2 н. и 18 з.п. ф-лы, 18 ил.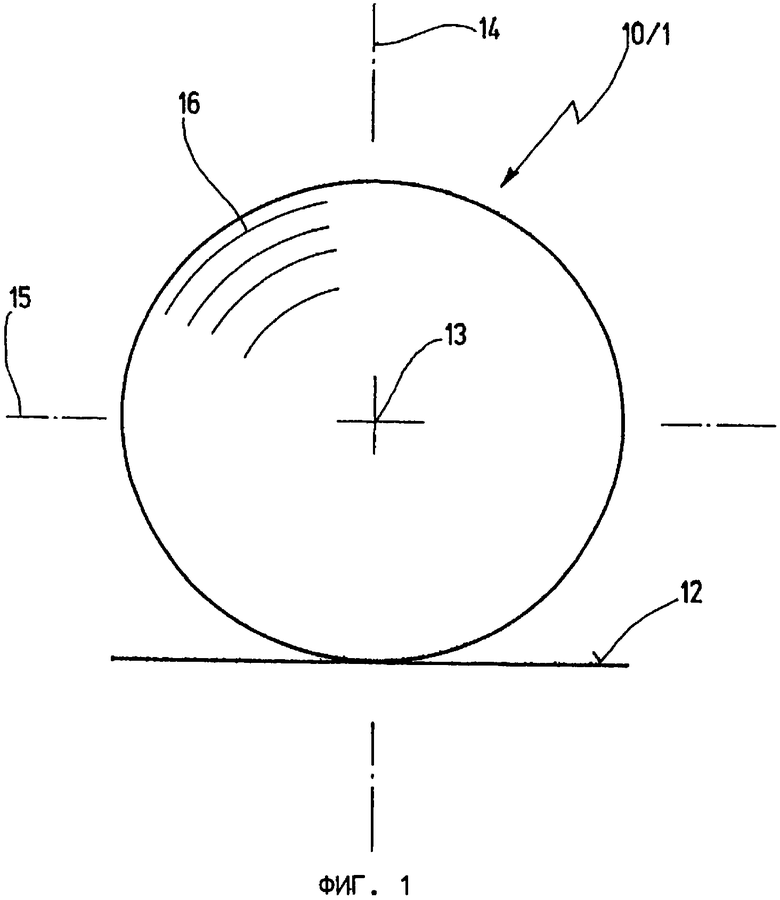
1. Способ распиловки бревен (10; 70; 160) на чистообрезные деревянные изделия (26, 30, 36, 54, 58, 60, 64; 88, 92, 96; 170, 180, 182, 186) в пределах одной технологической линии (100), заключающийся в том, что бревна (10; 70; 160) разделяют первыми пропилами (24; 78; 168), выполняемыми параллельно первой продольной средней плоскости (15; 72; 164), на средние части (26; 80; 170) и наружные части (28; 82; 172), а затем наружные части (28; 82; 172) разделяют вторыми пропилами (50, 52, 62; 86) на деревянные изделия (54, 58, 60; 88), причем вторые пропилы (50, 52, 62; 86) выполняют параллельно второй продольной средней плоскости (14; 73; 165), расположенной, по существу, под прямым углом к первой продольной средней плоскости (15; 72; 164), отличающийся тем, что перед выполнением вторых пропилов (50, 52; 86) в наружных частях (28; 82) выполняют угловые в поперечном сечении вырезы (47, 49).
2. Способ по п.1, отличающийся тем, что перед выполнением угловых вырезов, по меньшей мере, наружные части (28; 82) подвергают обмеру.
3. Способ по п.1 или 2, отличающийся тем, что наружные части (28; 82; 172), в свою очередь, распиливают на средние части (54) и наружные части (56).
4. Способ по п.1, отличающийся тем, что перед выполнением вторых пропилов (50, 52; 86) на наружных частях (28; 82) по бокам выполняют лыски (44; 84).
5. Способ по п.1, отличающийся тем, что наружные части (28; 82) после отпиливания от средней части (26; 80) подвергают обмеру.
6. Способ по п.1, отличающийся тем, что на той же самой технологической линии (100) среднюю часть (26; 80; 170) распиливают на деревянные изделия (36; 90; 180, 182, 186).
7. Способ по п.6, отличающийся тем, что среднюю часть (26; 80) разделяют на деревянные изделия (36; 92) третьими пропилами (34; 90), причем третьи пропилы (34; 90) выполняют в средней части (26; 80) параллельно первым пропилам (24; 78).
8. Способ по п.6 или 7, отличающийся тем, что среднюю часть (26; 80) разделяют на деревянные изделия четвертыми пропилами (32; 94), причем четвертые пропилы (32; 94) выполняют в средней части (26; 80) под прямым углом к первым пропилам (24; 78) предпочтительно таким образом, чтобы в зоне продольной оси (13; 71) бревен (10; 70) оставалась сердцевина (30; 96) древесины.
9. Способ по п.6, отличающийся тем, что среднюю часть (170) разделяют на деревянные изделия (180, 182) третьими пропилами (178), причем третьи пропилы (178) выполняют в средней части (170) под прямым углом к первым пропилам (168) предпочтительно таким образом, чтобы в зоне продольной оси (163) бревен (160) оставалась сердцевина (180) древесины.
10. Способ по п.6 или 9, отличающийся тем, что среднюю часть (170) разделяют на деревянные изделия (186) четвертыми пропилами (184), причем четвертые пропилы (184) выполняют в средней части (170) параллельно первым пропилам (168).
11. Способ по п.6, отличающийся тем, что среднюю часть (26; 80; 170) после отпиливания наружных частей (28; 82; 172) подвергают обмеру.
12. Способ по п.1, отличающийся тем, что перед выполнением первых пропилов (24; 78; 168) по бокам бревен (10; 70; 160) выполняют лыски (18, 22; 74, 76; 166).
13. Способ по п.12, отличающийся тем, что лыски (18, 22; 74, 76) на бревнах (10; 70) выполняют как параллельно первой продольной средней плоскости (15; 72), так и параллельно второй продольной средней плоскости (14; 73).
14. Способ по п.1, отличающийся тем, что первые пропилы (24; 78; 168) выполняют с помощью ленточной пилы (114).
15. Способ по п.1, отличающийся тем, что вторые пропилы (50, 52; 86; 178) выполняют с помощью двухшпиндельного круглопильного станка (146).
16. Способ по п.1, отличающийся тем, что третьи пропилы (34; 90; 178) и/или четвертые пропилы (32; 94; 184) выполняют с помощью двухшпиндельного круглопильного станка (130).
17. Технологическая линия для распиловки бревен (10; 70; 160) на чистообрезные деревянные изделия, включающая первую пилу (114), предназначенную для разделения бревен (10; 70; 160) первыми пропилами (24; 78; 168), выполняемыми параллельно первой продольной средней плоскости (15; 72; 164), на среднюю часть (26; 80) и наружные части (28; 82; 172), и вторую пилу (146), установленную за первой пилой (114) по технологическому потоку для разделения наружных частей (28; 82; 172) вторыми пропилами (50, 52, 62; 86) на деревянные изделия (54, 58, 60; 88), отличающаяся тем, что она содержит угловой фрезерный станок (144) для выполнения в наружных частях (28; 82) угловых в поперечном сечении вырезов (47, 49), а также ориентирующее устройство (116) для подачи наружных частей (28; 82) ко второй пиле (146) таким образом, чтобы вторые пропилы (50, 52, 62; 86) проходили параллельно второй продольной средней плоскости (14; 73; 165), расположенной, по существу, под прямым углом к первой продольной средней плоскости (15; 72; 164).
18. Технологическая линия по п.17, отличающаяся тем, что она содержит также третью пилу (130) для распиловки средней части (26; 80; 170) на деревянные изделия (36; 90; 180, 182, 186).
19. Технологическая линия по п.17 или 18, отличающаяся тем, что первая пила (114) представляет собой ленточную пилу.
20. Технологическая линия по п.17, отличающаяся тем, что вторая пила (146) и/или третья пила (130) представляют собой двухшпиндельный круглопильный станок.
| US 3304971 А, 21.02.1967 | |||
| Способ изготовления пиломатериалов из бревен | 1985 |
|
SU1395483A1 |
| Линия для распиловки бревен | 1983 |
|
SU1166997A1 |
| US 4327789 A, 04.05.1982 | |||
| Штамм бактерий Bacillus atrophaeus RCAM06423, проявляющий антагонизм по отношению к микроорганизмам Candida albicans, Serratia marcescens, Salmonella enterica, Citrobacter freundii, Shigella spp., Staphylococcus spp., Escherichia coli и обладающий амилолитической активностью | 2023 |
|
RU2821008C1 |

