Область техники, к которой относится изобретение
Изобретение относится к способам и устройствам, используемым при изготовлении контактных линз. А в частности, к способам и устройствам в соответствии с изобретением, обеспечивающим изготовление торических линз различной цилиндрической коррекции с высокой точностью.
Уровень техники
Известно, что торические контактные линзы используются для коррекции роговичного или хрусталикового астигматизма. Обычно одна поверхность линзы выполнена не торической и сферической, вторая поверхность линзы выполнена торообразной, обеспечивающей цилиндрическую оптическую силу вдоль оси между 0° и 180° с шагом около 5° или 10°. Условием обеспечения хорошей остроты зрения является по существу совпадение оси цилиндрической оптической силы линзы с осью астигматизма пользователя. Таким образом, торические линзы нуждаются в стабилизирующем элементе, таком как призматический балласт, толстые или тонкие зоны или прочие подобные решения относительно одной поверхности линзы, обеспечивающие поддержание расположения линзы в согласованном положении на глазе.
В обычных технологических процессах изготовления торических контактных линз одна часть полуформы разъемной формы под углом повернута относительно другой полуформы так, что требуемая ориентация оси тора для стабилизирующего элемента получается при отверждении материала линзы внутри формы. Тем не менее, недостатком технологии является то, что одна полуформа не закреплена и может сместиться из требуемой позиции. Кроме того, технологические процессы для изготовления серии ассортиментных позиций линз обычно подразумевают возможность вращение полуформ. Таким образом, полуформа не может быть оптимизирована для какой-либо одной из ассортиментных позиций, но она должна быть приспособлена на достижение лучших эксплуатационных параметров через классификацию ассортиментных позиций, производимых используя эту полуформу.
Краткое описание чертежей
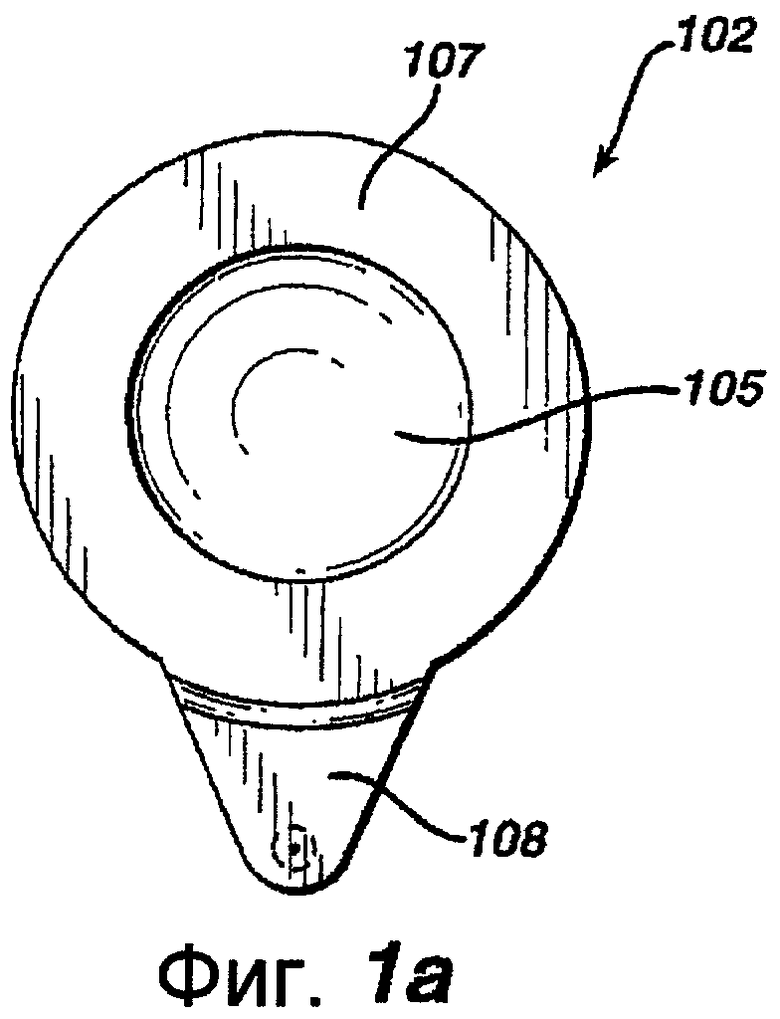
Фиг. 1 - вид сверху на переднюю криволинейную полуформу, используемую в устройствах, в соответствии с изобретением.
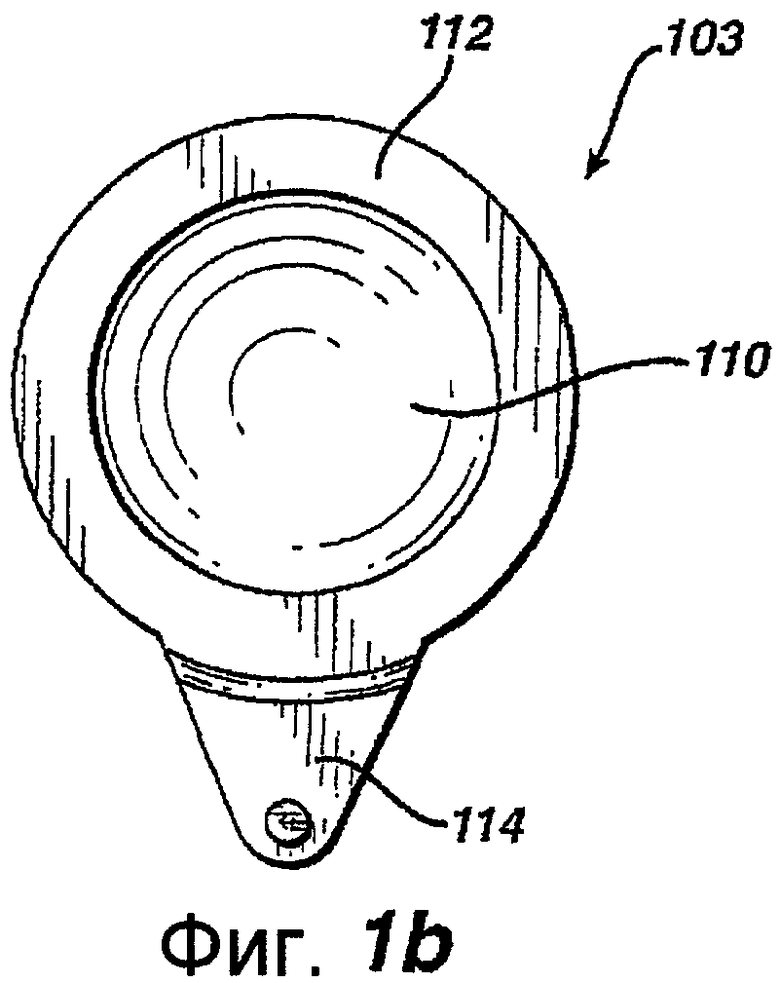
Фиг. 1b - вид сверху на заднюю криволинейную полуформу, используемую в устройствах, в соответствии с изобретением.
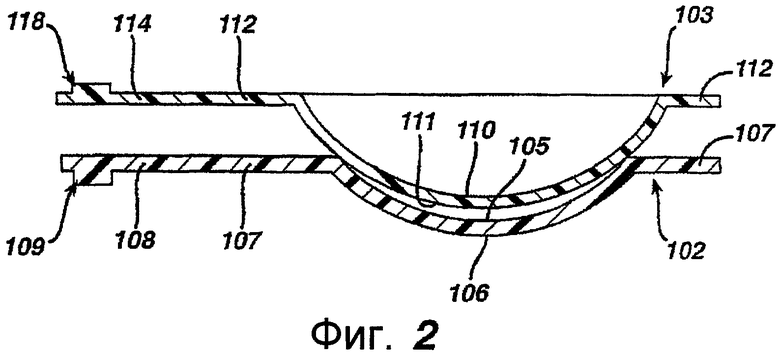
Фиг. 2 - поперечное сечение формы для изготовления контактной линзы, выполненной из полуформ, показанных на Фиг. 1а и 1b.
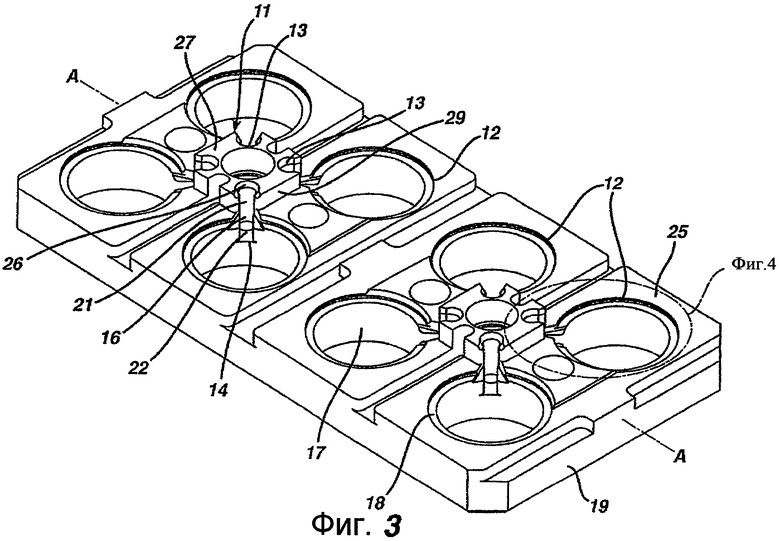
Фиг. 3 - вид в перспективе варианта осуществления паллеты в соответствии с изобретением.
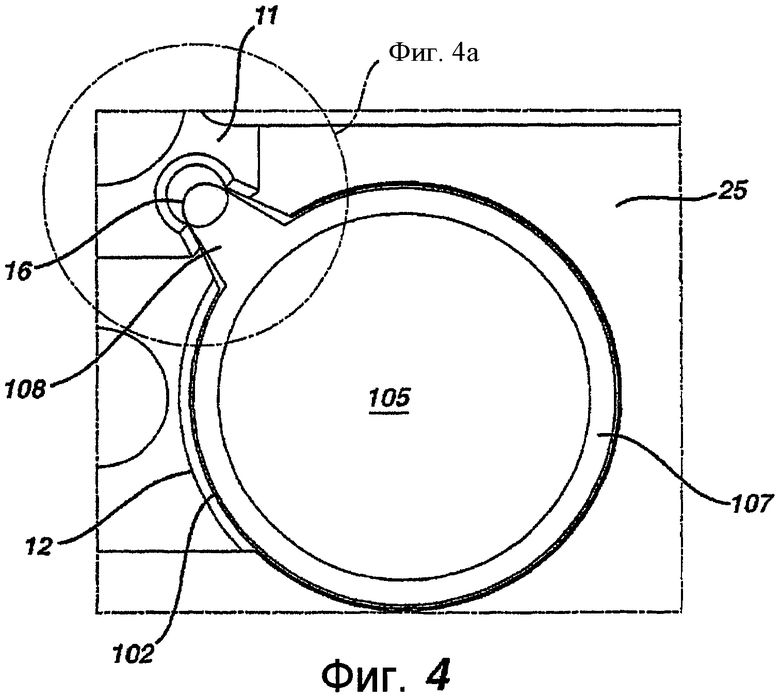
Фиг. 4 - вид сверху на участок паллеты, изображенной на Фиг. 3, показывающий переднюю криволинейную полуформу внутри паллеты.
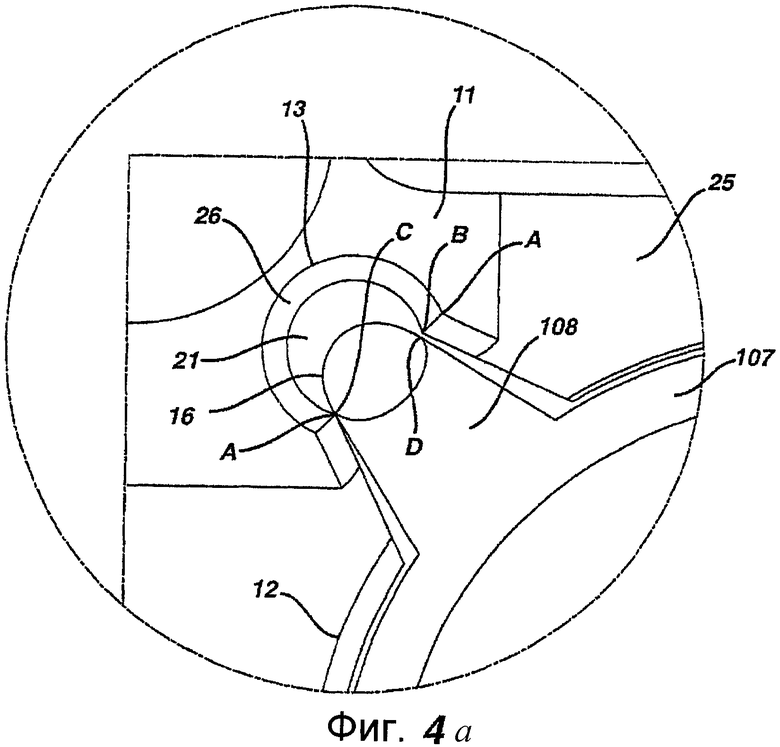
Фиг. 4а - увеличенное изображение участка паллеты, показанного на Фиг. 4.
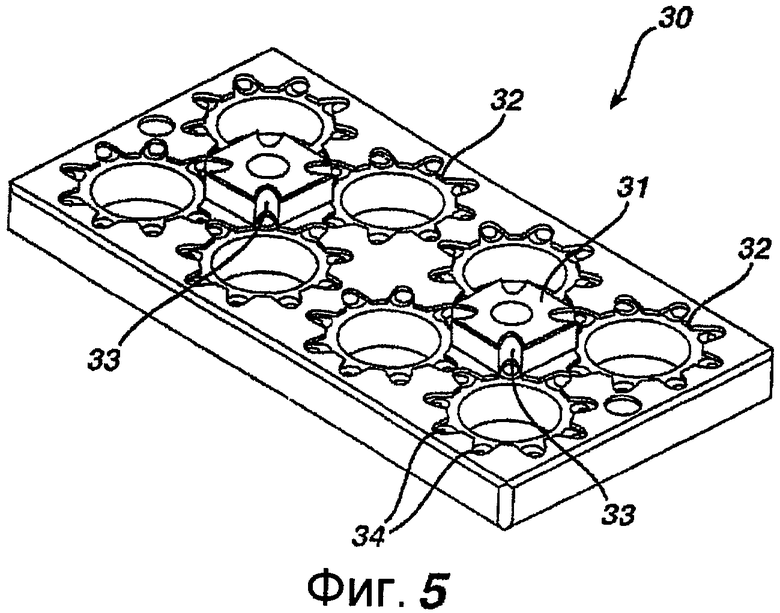
Фиг. 5 - вид в перспективе второго варианта осуществления паллеты в соответствии с изобретением.
Подробное описание предпочтительного варианта осуществления в соответствии с изобретением
Изобретение представляет собой способ изготовления торических линз, устройства, используемые в способе в соответствии с изобретением, и линзы, изготовленные в соответствии со способом, по которому расположение одной полуформы относительно другой взаимодополняющей полуформы регулируется более точно для того, чтобы отклонение и вращение полуформ относительно друг друга по существу было исключено. Увеличение точности не только уменьшает количество неудовлетворяющих техническим условиям изготовленных линз, но также обеспечивает получение линз с лучшей оптикой, что является результатом улучшения регулировки торической оси. Кроме того, благодаря регулировке значения углового отклонения или непараллельного перемещения полуформ относительно друг друга уменьшается количество линз с несогласованными сферической и цилиндрической оптической силами. Наконец, способ и устройства в соответствии с изобретением дают возможность использовать переднюю и заднюю полуформы, которые при изготовлении могут быть отрегулированы на производство индивидуальных эксплуатационных характеристик линз.
В первом варианте осуществления изобретения предусмотрен способ изготовления торических контактных линз, включающий по существу и состоящий из этапов: крепления каждой из первой и второй полуформ с регулировкой их взаимного расположения относительно друг друга. В другом варианте осуществления изобретение представляет собой устройства для сохранения регулируемого взаимного расположения первой и второй полуформ относительно друг друга. В еще одном варианте исполнения сборная форма выполнена включающей и состоящей по существу из устройства для сохранения регулируемого взаимного расположения первой и второй полуформ относительно друг друга.
В способе в соответствии с изобретением согласованное расположение передней и задней криволинейной применяемых полуформ регулируется так, чтобы отклонение и вращение полуформ относительно друг друга по существу было устранено. Способ в соответствии с изобретением отличается от известных способов, по которым фиксируется положение только одной из полуформ. Регулировка обеих полуформ может быть выполнена при помощи любого метода фиксации. Тем не менее, предпочтительно, чтобы он был выполнен при помощи приспособлений, описанных здесь.
Фиг. 1a и 1b иллюстрируют вид сверху на переднюю и заднюю криволинейную полуформу соответственно, используемую в устройствах в соответствии с изобретением. Одним существенным признаком в соответствии с изобретением является сохранение регулируемого согласованного расположения, обеспечиваемого при помощи использования выступающего ушка треугольной формы, одновременно для передней и задней криволинейной полуформы. На Фиг. 2 показано поперечное сечение формы, предназначенной для производства торических контактных линз, при этом форму образуют полуформы, показанные на Фиг. 1а и 1b. Передняя криволинейная полуформа 102 и задняя криволинейная полуформа 103 показаны на Фиг. 1a, 1b и 2. Предпочтительно, чтобы полуформы были изготовлены из прозрачного материала, пропускающего ультрафиолетовое излучение и применимого для использования в технологическом процессе изготовления торических контактных линз. Обычно материалы, применяемые для таких форм, включают без ограничения полистирол, полипропилен и подобные материалы. Центральная криволинейная секция передней криволинейной полуформы 102 определяет вогнутую поверхность 105, при этом поверхность имеет размеры вогнутой передней кривой поверхности отливаемой линзы и является достаточно гладкой, чтобы получаемая поверхность линзы обладала приемлемым качеством относительно оптических свойств. Поверхность 105 расположена главным образом на определенном расстоянии от вогнутой поверхности 106, и по существу лежащий в одной плоскости кольцеобразный фланец 107 составляет с ними одно целое и выходит радиально наружу из поверхности 105 и 106 в плоскости под прямым углом или перпендикулярной к оси симметрии вогнутой поверхности 106.
Подобным образом, задняя криволинейная полуформа 103 имеет поверхности 111 и 110, расположенные на определенном расстоянии относительно друг друга, и по существу лежащий в одной плоскости кольцеобразный фланец 112 составляет с ними одно целое и выходит радиально наружу из поверхности 110 и 111 в плоскости под прямым углом или перпендикулярной к оси симметрии криволинейной поверхности 110. Задняя полуформа 103 определяет центральную криволинейную секцию с выпуклой поверхностью 111 оптического качества, главным образом равноудаленную от криволинейной поверхности 110. Выпуклая поверхность 111 имеет размеры вогнутой задней криволинейной поверхности отливаемой линзы и является достаточно гладкой, чтобы получаемая поверхность линзы обладала приемлемым качеством относительно оптических свойств. Для выпуклой поверхности 110 задней полуформы 103 и выпуклой поверхности 106 передней полуформы 102 нет необходимости в формировании поверхности оптического качества. Одновременно передняя и задняя криволинейные полуформы имеют выступающее ушко 108 и 114, соответственно, выступающее радиально из фланцев 107 и 112. Полуформы опционально могут включать ушко 118, выходящее радиально вверх, и ушко 109, выходящее радиально вниз из выступов 108 и 114, соответственно.
На фиг. 3 показан предпочтительный вариант осуществления устройств, применяемых в способе, в соответствии с изобретением. Показанная на Фиг. 3 прямоугольная паллета 10 имеет основу 19, верхнюю часть 25 и четыре боковые стенки 28 между ними. Паллета 10 содержит некоторое количество криволинейных ячеек 12, в которых располагаются передние полуформы. Каждая передняя криволинейная ячейка 12 сформирована криволинейной стенкой 17 и пояском 18, выходящими радиально и наружу из верхней части криволинейной стенки 17. Криволинейная стенка 17 и поясок 18 имеют такой размер и форму, которые обеспечивают установку передней криволинейной полуформы 102 в ячейку 12 с пояском 18, закрепляющим фланец 107. Поясок 18 предотвращает наклон передней криволинейной полуформы 102. В одном определенном месте на криволинейной стенке 17 выполнено переднее криволинейное углубление 14, имеющее размеры и форму, обеспечивающие установку переднего криволинейного ушка 108. Переднее криволинейное углубление 14 образовано нижней поверхностью 22 и передней криволинейной стенкой 16 углубления. Нижняя поверхность 22 радиально выходит наружу из криволинейной стенки 17 к криволинейной передней стенке 16 криволинейного углубления. Когда ушко 108 установлено в переднем криволинейном углублении 14, вращение передней криволинейной полуформы по существу предотвращено.
Кроме того, паллета 10 включает стойки 11 паллеты, примыкающие и поднимающиеся вверх из верхней части 25 паллеты 10. Стойки 11 паллеты образуют верхняя поверхность 27 и боковые стенки 29. Каждая из стоек имеет некоторое количество каналов 13 для ориентации ушек, которые сформированы криволинейной стенкой 21, примыкающей своим нижним концом к стенке 16 переднего криволинейного углубления и выходящей вверх из нее. Верхним концом криволинейная стенка 21 примыкает к скошенной стенке 26, которая в свою очередь примыкает к верхней поверхности 27, выходящей вверх из нее. Направляющие каналы 13 для ориентации ушек могут быть ориентированы в зависимости от требований, но предпочтительно на 45°, 135°, 225° и 315° относительно горизонтальной оси А верхней поверхности 25 паллеты 10. Каналы 13 для ориентации ушек сформированы так, чтобы вмещать выступающее ушко 114 задней криволинейной полуформы. Когда ушко 114 задней криволинейной полуформы установлено в направляющий канал 13, задняя криволинейная полуформа закреплена таким образом, чтобы отклонение и вращение относительно передней криволинейной полуформы по существу было ограничено. Таким образом, однократно установленные внутрь паллеты 10 передняя криволинейная и задняя криволинейная полуформы по существу зафиксированы таким образом, чтобы сохранялось их требуемое расположение относительно друг друга.
В паллетах в соответствии с изобретением направляющие каналы 13 и углубления 14 ограничивают перемещение ушек полуформ разъемных форм. Это может быть достигнуто сохранением жесткого допуска между углублениями 14, направляющими каналами 13 относительно передних и задних криволинейных ушек полуформ. Поскольку криволинейная стенка 21, передняя криволинейная стенка 16 углубления, передняя и задняя криволинейные полуформы имеют ширину и высоту, существует четыре плоскости, в которых поддерживается заданный допуск. Поддержание жесткого допуска для четырех плоскостей является сложным, поскольку инструмент, материалы и технологические процессы применяются для каждого участка. Таким образом, получение требуемого допуска может быть достигнуто поддержанием требуемого допуска вдоль линии, проходящей из точки на каждой из двух вертикальных плоскостей криволинейных стенок, что является другим объектом изобретения.
На Фиг. 4 и 4а показана передняя криволинейная полуформа 102 в передней криволинейной ячейке 12. Точки А и В в направляющих каналах 13 стойки 11 являются точками, задающими прохождение технологической линии в вертикальной плоскости канала 13. Допуск вдоль линии контролируется заданием точности канала в точках А и В. Предпочтительно, чтобы допуск, являющийся угловым допуском, поддерживался менее чем около 0,5°, и при этом допуск по существу предотвращал вращение и отклонение задней криволинейной полуформы и вращение передней полуформы.
На Фиг. 5 показан альтернативный вариант осуществления паллеты 30 в соответствии с изобретением. Паллета 30 имеет некоторое количество передних криволинейных ячеек 32, каждая из которых имеет некоторое количество удерживающих углублений 34 для ушек. Удерживающие углубления 34 для ушек выполнены с таким размером и формой, которые обеспечивают неподвижную установку передних криволинейных выступающих ушек 108. Паллета 30, кроме того, включает стойки 31 паллеты, имеющие некоторое количество направляющих каналов 33 для задних криволинейных выступающих ушек, при этом ориентирующие каналы имеют такой размер и форму, которые обеспечивают установку выступающих ушек 114 задней криволинейной полуформы.
Полуформы согласно изобретению могут быть изготовлены обычным литьем под давлением полуформ из вкладышей формы. Предпочтительно, чтобы при литье в точках А и В - точках контакта полуформ со стойкой обеспечивался жесткий регулируемый допуск. Например, литье передней криволинейной полуформы предпочтительно осуществляется так, чтобы точки С и D, как показано на Фиг. 4а, передней полуформы 102 имели такой допуск, который обеспечивал бы по существу предотвращение вращения передней криволинейной полуформы при установке полуформы в переднее криволинейное углубление.
В предпочтительном варианте осуществления ориентация вкладыша передней криволинейной полуформы, используемого при литье, зафиксирована относительно выступающего ушка, в свою очередь зафиксированного для лучшего выполнения извлечения из формы, включающего лучшее выполнение литья под давлением полуформы. Другими словами, вкладыш передней криволинейной полуформы ориентирован так, чтобы толстая и тонкая часть линзы была по существу лучше ориентирована для извлечения из формы. Обычно лучшей ориентацией для извлечении из формы является такая ориентация, при которой тончайшая часть отливки перемещается благодаря приложенной нагрузке при извлечении из формы. Ориентация вставки задней части полуформы выбирается для получения лучших эксплуатационных свойств линзы. Таким образом, при технологическом процессе литья под давлением задняя криволинейная часть полуформы предпочтительно устанавливается на заданную цилиндрическую ось, и подстройка производится позицией вкладыша путем корректировки небольшого смещения по оси, цилиндрических и сферических параметров, которое возникает в процессе обработки. Например, если сборная форма для линзы состоит из передней и задней криволинейных полуформ, собранных точно на сорокоградусную ось, то в результате линза будет на несколько градусов смещена относительно заданной сорокоградусной оси, что обусловлено одной или более мономерной усадкой и вынужденным торированием при литье под давлением в полуформы.
Изобретение относится к способам и устройствам, используемым при изготовлении контактных линз. Техническим результатом заявленной группы изобретений является уменьшение количества неудовлетворяющих техническим условиям изготовленных линз, обеспечение получения линз с лучшей оптикой, уменьшение количества линз с несогласованными сферической и цилиндрической оптической силами и создание возможности использования передней и задней полуформы для производства линз с индивидуальными эксплуатационными характеристиками. Технический результат достигается устройством для регулировки согласованного расположения первой и второй полуформ относительно друг друга, которое содержит паллету, имеющую основание, верхнюю поверхность и четыре боковые стенки между ними, множество передних криволинейных ячеек, каждая из которых включает криволинейную стенку и поясок, проходящими радиально. При этом криволинейная стенка выполнена с размером и формой, обеспечивающими установку в нее передней криволинейной полуформы, а поясок выполнен с размером и формой, обеспечивающими крепление фланца полуформы. От верхней поверхности паллеты поднимется вверх совокупность стоек. При этом каждая стойка включает верхнюю поверхность, боковые стенки и множество направляющих каналов для ушек, выполненных с таким размером и формой для установки полуформы, которые по существу предотвращают отклонение и вращение полуформы. 3 н. и 10 з.п. ф-лы, 7 ил.
1. Способ изготовления торических контактных линз, содержащий этапы: установки первой и второй полуформы для регулировки их согласованного расположения таким образом, чтобы наклон и вращение полуформ относительно друг друга, по существу, было предотвращено.
2. Устройство для регулировки согласованного расположения первой и второй полуформ относительно друг друга, содержащее:
a) паллету, имеющую основание, верхнюю поверхность и четыре боковые стенки между ними;
b) множество передних криволинейных ячеек, каждая из которых включает криволинейную стенку и поясок, проходящими радиально, при этом криволинейная стенка выполнена с размером и формой, обеспечивающими установку передней криволинейной полуформы в нее, поясок выполнен с размером и формой, обеспечивающими крепление фланца полуформы, таким образом ячейка, по существу, предотвращает вращение и отклонение передней криволинейной полуформы;
c) совокупность стоек, поднимающихся вверх от верхней поверхности паллеты, при этом каждая стойка включает верхнюю поверхность, боковые стенки и множество направляющих каналов для ушек, выполненных с таким размером и формой для установки полуформы, которые, по существу, предотвращают отклонение и вращение полуформы.
3. Устройство по п.2, в котором переднее криволинейное углубление имеет размер и форму, обеспечивающую установку треугольного ушка.
4. Устройство по п.2, в котором каждая из некоторого количества стоек включает четыре направляющих канала для ушка.
5. Устройство по п.3, в котором каждая из некоторого количества стоек включает четыре направляющих канала для ушек.
6. Устройство по п.4, в котором четыре направляющих канала для ушек расположены под углами около 45°, 135°, 225° и 315° относительно горизонтальной оси верхней поверхности паллеты.
7. Устройство по п.5, в котором четыре направляющих канала для ушек расположены под углами около 45°, 135°, 225° и 315° относительно горизонтальной оси верхней поверхности паллеты.
8. Форма в сборе, содержащая:
a) первую и вторую полуформу; и
b) устройство для регулировки согласованного расположения первой и второй полуформы относительно друг друга, при этом устройство включает:
i) паллету, имеющую основание, верхнюю поверхность и четыре боковые стенки между ними;
ii) множество передних криволинейных ячеек, каждая из которых включает криволинейную стенку и поясок, расположенные радиально, при этом криволинейная стенка выполнена с размером и формой, обеспечивающими установку передней криволинейной полуформы в нее, поясок выполнен с размером и формой, обеспечивающими крепление фланца полуформы, таким образом ячейка, по существу, предотвращает вращение и наклон передней криволинейной полуформы;
iii) совокупность стоек, поднимающихся вверх от верхней поверхности паллеты, при этом каждая стойка включает верхнюю поверхность, боковые стенки и множество направляющих каналов для ушек, выполненных с таким размером и формой для установки полуформы, которые, по существу, предотвращают отклонение и вращение полуформы.
9. Форма в сборе по п.8, в которой переднее криволинейное углубление имеет размер и форму, обеспечивающие установку треугольного ушка.
10. Форма в сборе по п.8, в которой каждая из совокупности стоек включает четыре направляющих канала для ушек.
11. Форма в сборе по п.9, в которой каждая из совокупности стоек включает четыре направляющих канала для ушек.
12. Форма в сборе по п.8, в которой четыре направляющих канала для ушек расположены под углами около 45°, 135°, 225° и 315° относительно горизонтальной оси верхней поверхности паллеты.
13. Форма в сборе по п.9, в которой четыре направляющих канала для ушек расположены под углами около 45°, 135°, 225° и 315° относительно горизонтальной оси верхней поверхности паллеты.
| US 5935492 А, 10.08.1999 | |||
| US 5965172 А, 12.10.1999 | |||
| US 4640489 А, 03.02.1987 | |||
| WO 2005090060 A2, 29.09.2005 | |||
| Форма для изготовления оптическихиздЕлий из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU829443A1 |

