Предпосылки создания настоящего изобретения
Настоящее изобретение относится к способу выщелачивания, при котором происходит накопление или регенерация соляной кислоты и выщелачивание металла из руды хлоридным раствором.
В прошлом в ряде способов использовали относительно концентрированные солевые хлоридные растворы в качестве среды для выщелачивания неблагородных металлов, один из последних вариантов включает гидромедный способ Оутокумпу, описанный в ряде патентов, таких как WO 2003/35916, WP 2003/89675 и др. Известно, что хлоридные солевые растворы высокой ионной силы в основном обеспечивают более скоростное и более полное выщелачивание по сравнению с обычной относительно разбавленной сульфатной средой. Однако регенерация растворенных ценных материалов из таких солевых растворов представляет собой трудоемкий процесс и исключает стандартную электролитическую обработку.
В течение многих лет исследования во многих научно-исследовательских центрах были направлены на применение соляной кислоты (хлоридной среды) для выщелачивания никеля из латеритных руд, прежде всего следует упомянуть работы в этой области, проведенные в университете г.Лидс им. Н.М.Райса (N.M.Rice of Leeds University (см. Rice, 1989). При обработке обоих типов руды, типичного силиката (серпентина) и оксидной руды (лимонита), наблюдались оптимальные кинетические параметры, что свидетельствовало о возможности применения указанной системы для выщелачивания ценных металлов, таких как никель, из ряда материалов типа латеритов. Особый интерес представляет быстрая кинетика (1 ч) выщелачивания при высокой температуре, обычно более 80°С, в 4 М растворе соляной кислоты. Была разработана концептуальная схема (Rice и Strong, 1974) с использованием выщелачивания соляной кислотой для солюбилизации ценных кобальта и никеля, которые затем удаляли экстракцией растворителем с последующим гидролизом и получали в виде гидроксида никеля (с использованием магнезии в качестве нейтрализующего агента), соответственно. Основными компонентами, которые вносят вклад в потребление дорогостоящей соляной кислоты, являются примеси, такие как железо и магний. Хлорид железа удаляют из раствора экстракцией растворителем и обработкой на стадии обжига с распылением, при этом образуется устойчивый гематит и регенерируется соляная кислота, которая направляется в рециркуляционную систему на стадию выщелачивания. Аналогичным образом хлорид магния обрабатывают на стадии обжига с распылением, при этом образуется магнезия (которую используют в качестве коммерческого побочного продукта и/или используют в качестве нейтрализующего агента) и регенерируется соляная кислота (возвращается в рециркуляционную систему на стадию выщелачивания).
Установлено, что приблизительно 70% всемирных природных запасов никеля содержится в латеритной руде. В настоящее время только приблизительно 40% никеля, выпускающегося в промышленности, экстрагируют из латеритных руд и предполагается, что к 2012 г. эта величина возрастет приблизительно до 50% (расчеты Dalvi и др., 2004). Таким образом, в настоящее время существует необходимость в разработке нового процесса для регенерации никеля и кобальта из латеритных месторождений, который характеризуется значительно более низкими эксплуатационными характеристиками и прежде всего более низкими капитальными затратами по сравнению с современными технологиями. Более того, с учетом запасов в будущем и роста потребности в никеле приблизительно на 4% (в зависимости от различных факторов) потребность в производстве никеля будет составлять 40000-45000 тонн в год выпускаемого в промышленности никеля, чтобы удовлетворить потребности (расчеты Dalvi и др., 2004). Даже если использовать дополнительную разработку новых источников (запасов) небольших сульфидных месторождений, основные проекты, предусматривающие новые способы разработки латеритов (такие как проекты по кислотному выщелачиванию при высоком давлении Goro и Ravensthrope, новые литейные печи, такие как печи Koniambo, и новые способы гидрометаллургической сульфидной обработки, такие как способ Voisey's Bay), все эти способы не смогут удовлетворить потребности.
Геология и минералогия
Латеритные месторождения никеля включают два основных пласта (горизонта), то есть лимонитный (гидратированные оксиды железа) поверхностный материал (0,8-1,5% Ni, низкое содержание магния, высокое содержание железа) и более глубокий пласт, сапролитный (гидросиликаты магния) материал (1,5-3% Ni, высокое содержание магния, низкое содержание железа). Указанные пласты образуются при эрозии исходной скальной породы, в форме минералов Fe-Mg-Si-O. В процессе латеритизации Ni и Co концентрируются в 3-30 раз по сравнению с исходной породой. Процесс латеритизации является динамичным, а глубинный разрез в основном представляет собой моментальный снимок, причем в самом нижнем слое находится сравнительно недавно измененная порода.
Множество лимонитных месторождений образуется, когда избыточный свободный кремний (в составе исходной породы) повторно осаждается после его выщелачивания из Mg-силикатной структуры с образованием силикатных отложений (пример руды такого типа является силикатное месторождение Jacare. В более мягких условиях эрозии, например, в условиях более сухого или холодного климата, или в условиях ограниченного движения грунтовых вод (плохой дренаж), степень выщелачивания снижается, что приводит к образованию смектических глин. Залежи глины (если они присутствуют) обычно находятся между лимонитной и сапролитной зонами (примером такого месторождения является залежи Murrin, которые содержат в глубинном разрезе перемежающиеся смектические зоны). Вблизи латеритной материковой скальной породы с измененной поверхностью раздела образуются обогащенные никелем (более 20% Ni) гидратированные Mg-силикатные минералы (известные как гарниериты). Гарниериты наиболее распространены в тектонически активных пластах, таких как Новая Каледония. Между материковым грунтом или слоем гарниерита (если он присутствует) и слоем лимонита или глины (если он присутствует) располагается переходная зона, содержащая значительно измененный магний-силикатный материал, называемый сапролитной зоной. При эрозии исходной породы может также образоваться свободный кремний, залегающий в наиболее проницаемых геологических структурах, таких как зоны поперечного сдвига, разломов, жил и трещин (подробный обзор см. Monhemius, 1987 и Elias, 2002).
И, наконец, в результате неравномерной эрозии (в разрезе) латеритного горизонта, а также за счет неравномерной разработки отдельные образцы руды, например сапролит, могут содержать различные количества других руд, например лимонит и/или глину. Таким образом, латерит в качестве сырья характеризуется чрезвычайно изменчивым минералогическим составом и связанными с ним характеристиками переработки. Основными источниками латеритного никеля во всем мире являются руды лимонитного типа и в меньшей степени руды сапролитного типа.
Применяемые на практике современные способы
Важной стадией переработки по возможности является физическое обогащение, так как при переработке никелевой руды высокого качества наиболее целесообразной является экономичность любого используемого процесса. К сожалению, оба типа руды, лимонит и сапролит с трудом поддаются обогащению, так как Ni гомогенно смешан с минералами гетитом и магний-силикатом, соответственно. Существует определенная возможность физическогообогащения, но только если присутствует крупный безрудный материал, такого как крупный кварц (в силикатных или сапролитных рудах) или магнетит (в лимонитных рудах).
Процесс плавления
Сапролитная руда обычно содержит 20-50% свободной воды и на первой стадии ее удаляют высушиванием. Затем руду прокаливают для удаления структурированной воды с последующим восстановлением Ni и Fe до металлов в печи в смеси с коксом или углем. Mg, Si и т.п. образуют шлак, что позволяет удалить жидкий расплавленный сплав Ni-Fe. Затем требуется рафинирование (переплав) для удаления остаточных S, С и Si. При использовании способа производства штейна требуется добавление S в печь для обжига в восстанавливающих условиях. При этом происходит взаимодействие с металлическим Ni с Fe с образованием сульфидов. Указанный материал затем плавят, при этом оксиды образуют шлак, а сульфиды образуют штейн. Наконец, через конвертер продувают воздух для окисления основного количества Fe до шлака.
Свойства способа:
- способ предназначен для обработки сапролитных руд, прежде всего обогащенных гамеритом,
- экономические предельные показатели качества рудного сырья для проектов «коричневого поля» (обновление старых предприятий) с низкой стоимостью составляют приблизительно 1,7% Ni, а для проектов «коричневого поля» (обновление старых предприятий) с высокой стоимостью приблизительно 2,1% Ni (Dalvi и др., 2004),
- изменчивость руды по составу необходимо усреднять, чтобы обеспечивать указанное качество обрабатываемого сырья (качество Ni, температура плавления шлака зависит от SiO2/MgO и FeO и т.п.),
- к недостаткам процесса плавления относятся высокие капиталовложения и энергетические затраты, а также аспекты охраны окружающей среды, следовательно, экономичность процесса в значительной степени зависит от региональных цен на энергоресурсы,
- хотя выход Ni является достаточно высоким (~90%), выход Co в качестве побочного продукта или слишком мал или полностью отсутствует, во-первых, благодаря низкому содержанию Co в сапролитных рудах и, во-вторых, за счет низкого выхода (~50%), (Dalvi и др., 2004), в действительности присутствие Co в ферроникеле является нежелательным.
Процесс Карона
Сначала руду высушивают в роторной печи и обжигают в восстановительных условиях. Ni и Co селективно восстанавливаются при приблизительно 700°С до металлов (приблизительно 10% Fe частично восстанавливается). Если содержание силикатов в сырье является повышенным (за счет переработки большего количества сапролитной руды), то происходит повторная кристаллизация форстерита (аморфного Mg-силиката) и при этом происходит захват Ni, то есть никель не поддается выщелачиванию. Аналогичным образом более высокие температуры восстановления и избыточное восстановление приводят к повышенной возможности образования тугоплавкой фазы (в отношении к выщелачиванию). После охлаждения сплав выщелачивают в атмосфере воздуха в окислительных условиях (воздух) в растворе аммиак-карбонат аммония (pH~10). Выщелоченные Ni (Co) и Fe образуют чрезвычайно прочные аминокомплексы в растворе. Ион железа (II) окисляется до железа (III) и гидролизуется в виде желатинизированного гидроксида железа (Co совместно осаждается с гидроксидом железа и значительную часть нельзя регенерировать). После разделения системы жидкость - твердое вещество, некоторое количество Ni и весь Co осаждаются в виде сульфидов в присутствии газообразного H2S (Co является менее растворимым по сравнению с Ni). Раствор Ni (не содержащий Co) затем упаривают с паром, при этом образуется основный карбонат Ni (твердая фаза), СО2 и аммиак в газообразной фазе. СО2 и аммиак регенерируют для повторного использования при абсорбции водой с образованием раствора аммиака-карбоната аммония. Кек карбоната никеля либо используют в качестве коммерческого продукта, либо подвергают дальнейшей переработке с использованием множества методов конечной обработки для регенерации Ni из карбонатов или из раствора (см. Monhemius, 1987).
Свойства способа:
- способ предназначен для обработки лимонитных руд, хотя его можно использовать для переработки некоторых типов сапролитов (при увеличении количества образуется форстерит, что приводит к увеличению потерь никеля),
- хотя основное количество реагентов (аммиак и СО2) поступают в рециркуляционную систему процесса, наблюдаются значительные потери (прежде всего за счет выщелачивания магния), кроме того, требуются вспомогательные реагенты для получения продукта с относительно высокой степенью очистки,
- более 60% суммарной потребляемой энергии используется на предварительных стадиях процесса (высушивание влажной руды и восстановительный обжиг), в то время как на стадиях конечной обработки снова используются методы гидрометаллургической обработки, то есть процесс с энергетической точки зрения является крайне неэффективным,
- фильтрация является неэффективной в связи с желеобразной природой осажденного гидроксида железа,
- низкий выход извлечения для обоих процессов: пирометаллургического (образование форстерита) и гидрометаллургического (соосаждение Co и блокирование выщелаченных частиц за счет осаждения Fe) процессов, общий выход Ni составляет приблизительно 75% и Co 50%.
Не следует ожидать, что указанную технологию можно использовать для разработки новых проектов в связи с низким выходом ценных металлов и применением сырья с низким содержанием Ni (предпочтительно лимонитные руды), кроме того, указанные процессы требуют высоких затрат на энергию и реагенты (см. Dalvi и др., 2004).
Процесс кислотного выщелачивания при высоком давлении (HPAL)
В металлургии процесс HPAL считается относительно простым, на первой стадии используют кислотное разложение при высокой температуре более 245°C. Полученную взвесь нейтрализуют известью и декантируют в противотоке, затем удаляют примеси и осаждают Ni и Co в виде сульфидов (Н2S) или гидроксидов (известь) или напрямую извлекают Ni и Co экстракцией растворителем (схема Goro). Необязательные дальнейшая очистка и разделение включают повторное растворение (если при высаживании получают твердое вещество) и очистку с использованием экстракции растворителем или селективное высаживание. И, наконец, металл регенерируют электролизом или восстановлением водородом, или оксид никеля получают с использованием пирогидролиза (хлориды используют в виде SX или IX, но не для процесса выщелачивания).
Свойства процесса:
- способ предназначен для переработки лимонитных руд и, таким образом, его можно использовать для большего числа типов руды по сравнению со способом плавления (запасы лимонитной руды значительно превышают запасы сапролитной руды высокого качества), но экономичность способа в значительной степени зависит от содержания общих поглотителей кислоты, то есть Al (из глины) и прежде всего Mg (<4% является общепризнанным пределом для экономичной переработки),
- высокая коррозия при высоких температурах, прежде всего если присутствуют хлориды (соли в воде), коррозионную стойкость можно повысить при использовании сплавов Ti высокого качества, что приводит к увеличению стоимости процесса.
- высокие капиталловложения за счет применения оборудования под давлением и конструкционных материалов.
- затраты на реагенты являются чрезвычайно высокими в связи с поглотителями кислоты (Mg, Al) и необходимостью поддерживать исходный уровень кислоты (чтобы исключить отрицательное действие образования бисульфатов, «при температуре»), а также в связи с необходимостью нейтрализации после выщелачивания (стоимость извести),
- проблемы при использовании автоклавов в связи с образованием накипи, что приводит к простоям оборудования, прежде всего при переработке сырья с повышенным содержанием Mg и Al,
- в зависимости от расположения завода все большее значение приобретает проблема утилизации сульфатсодержащих сточных вод.
Расчеты (Dalvi и др., 2004) свидетельствуют о том, что экономичность способа HPAL в значительной степени зависит от качества сырья, то есть расчетный нижний предел качества сырья для новых проектов составляет 1,3% Ni, без учета компенсации за счет потребления кислоты ниже средней величины (см. проект Ambatovy в Мадагаскаре) или при использовании ближайших источников дешевой кислоты (например, стадия плавления сульфидов). На фиг.1 показана неэффективность процесса HPAL в отношении используемых реагентов. Установлено, что основной причиной потребления кислоты является Mg, причем устранить этот недостаток можно только за счет переработки рудного сырья с низким содержанием Mg (руда лимонитного типа). Кроме того, приблизительно половина стоимости связана с необходимостью восполнять исходный уровень реагентов (для компенсации образования бисульфатов «при температуре»), которые в действительности не используются для выщелачивания). «Дополнительную» кислоту требуется также добавлять для нейтрализации после выщелачивания под давлением. Чем выше плотность пульпы (суспензии), тем в меньшей степени затраты на реагенты влияют на абсолютную стоимость (стоимость/фунты полученного Ni). Однако существует предел максимальной плотности пульпы в связи с ограничениями по вязкости.
Новые разработки
В настоящее время в промышленности существует тенденция разработки и проектирования эффективных способов атмосферного выщелачивания (AL), прежде всего в связи со сниженными капиталовложениями, а также для переработки как лимонитов, так и сапролитов.
Способ на основе сульфатов, незамкнутая система
Обычно лимонитную руду выщелачивают при высокой остаточной концентрации кислоты, в то время как сапролитную руду (с более высокой способностью к нейтрализации) затем используют для нейтрализации остаточной кислоты и кислоты, образующейся при гидролизе Fe. Такой подход обеспечивает не только экономию затрат на нейтрализацию, но также дополнительное извлечение Ni, содержащегося в сапролитной руде. Комбинацию способов HPAL и атмосферной (после выщелачивания) нейтрализации сапролитной рудой использовали при разработке так называемого способа кислотного выщелачивания при повышенном давлении (EPAL), который в настоящее время используют в проекте Ravensthorpe в Западной Австралии. Сущность процессов заявлена фирмой АМАХ в патентах в 1970 г.г. В способе АМАХ предлагается также обжиг для частичного восстановления сапролитной руды, то есть для повышения ее способности к нейтрализации. В процессе можно использовать рециркуляцию любого невыщелоченного никеля из остатка (из которого уже удалено основное количество Mg) в процесс HPAL (Monhemius, 1987).
Свойства способа EPAL:
- атмосферное выщелачивание характеризуется низкой кинетикой, которую, однако, можно в значительной степени компенсировать низкими капиталовложениями, то есть за счет относительно дешевой продолжительности обработки (по сравнению с процессом HPAL),
- гидролиз Fe в атмосферных условиях и в разбавленной сульфатной системе может привести к образованию продуктов, утилизация которых вызывает проблемы охраны окружающей среды,
- даже если система атмосферного выщелачивания является эффективной при удалении Fe (в процессе нейтрализации/гидролиза сапролитной рудой), все еще наблюдаются значительные потери кислоты за счет избыточного выщелачивания Mg (однако эти затраты можно частично компенсировать за счет дополнительной энергии, полученной при дополнительном сжигании серы, а также за счет дополнительного дохода при продаже никеля),
- способ EPAL характеризуется большими капиталовложениями по сравнению с процессом HPAL,
- возникают значительные проблемы по утилизации сточных вод, прежде всего в связи с постоянно возрастающими ограничениями охраны окружающей среды.
При использовании процесса AL в полном объеме в сульфатной среде требуется чрезвычайно агрессивные (сильная кислота) условия выщелачивания, чтобы обеспечить высокий выход экстракции Ni и Co. Такие условия в свою очередь вызывают значительные ограничения для нейтрализации сапролитным материалом, что в свою очередь приводит к значительным потерям сульфатов за счет магния в растворе и возможно в виде ярозита в остатке (даже если в качестве рабочей жидкости используется морская вода). Высокое потребление реагентов (прежде всего дорогостоящей серы) и ограничения по охране окружающей среды сводят к минимуму экономичность процесса. По этой причине были разработаны альтернативные способы для решения проблем с Mg. В одном из таких способов, предложенных фирмой American Climax Inc. (предшествующее название фирмы АМАХ), используют кристаллизацию в автоклаве при 190-250°C для высаживания сульфатов в виде моногидрата. Так как этот процесс требует использования дополнительного и дорогостоящего автоклава, был предложен процесс SURAL (Sulzer, Швейцария, регенерация Шульца с кислотным выщелачиванием), в котором используют кристаллизацию с упариванием, при этом получают эпсомит (MgSO4·7H2O). Указанный сульфат затем подвергают термическому разложению с образованием SO2 (который превращают в серную кислоту на заводе по производству кислоты и направляют в рециркуляционную систему процесса HPAL) и нейтрализующего агента, магнезии (MgO), которую направляют в рециркуляционную систему процесса (см. Monhemius, 1987).
Недавно запатентованный фирмой Skye Resources процесс атмосферного выщелачивания практически идентичен процессу SURAL, за исключением того, что стадия первичного выщелачивания также является атмосферной. Схема процесса Skye показана на фиг.2.
Свойства способа Skye (без внедрения в промышленность):
- представляется маловероятным, что даже в чрезвычайно агрессивных условиях атмосферного выщелачивания (например, выщелачивание с использованием глины), что экстракция Ni в сульфатной среде будет сопоставима с процессом HPAL,
- замена затрат на реагенты на затраты на энергию/топливо является эффективной или неэффективной в зависимости от региона,
- проблемы при получении стабильных в условиях окружающей среды продуктов гидролиза Fe,
- кристаллизация сульфата магния из разбавленного раствора сульфата при упаривании требует значительных энергозатрат (высокие энергозатраты при упаривании), которые превышают количество энергии для поддерживания нормального водного баланса (что имеет особенное значение при увеличении требований к качеству первичного Mg-содержащего рудного сырья).
Процесс Skye в закрытой системе относится к новой группе процессов, в данном контексте названных процессами регенеративного атмосферного выщелачивания (RAL). Основная концепция показана на фиг.3.
В настоящее время этот подход может стать перспективным при проведении процессов в открытой системе: наибольшие энергозатраты связаны с процессом плавления, а минимальные в связи с процессом AL. Однако, чтобы обеспечить приемлемый выход экстракции Ni, при использовании такого подхода требуется высокое содержание остаточной кислоты, прежде всего при обработке лимонитных руд, что в свою очередь приводит к высоким затратам на нейтрализацию (низкое содержание Ni в лимонитных рудах и его низкая реакционная способность в сульфатной среде могут ограничить применение такого способа в связи с низкой экономичностью). Если в наличии сапролитные руды высокого качества, которые можно использовать в качестве нейтрализующего агента, этот способ становится более экономичным. Однако в настоящее время экономика в значительной степени зависит от качества Ni и от цен на Ni и серу (S). Если один из этих признаков отклоняется в негативную сторону, указанный способ становится экономически не выгодным и таким образом связан с высоким экономическим риском. И наконец, современные требования охраны окружающей среды направлены против процессов с открытой системой. Если используется морская вода, то можно незначительно улучшить экономичность разделения L/S по сравнению с чистой водой. Однако при использовании серной кислоты для выщелачивания при содержании хлоридов на уровне 20 г/л (типично для морской воды), маловероятно, чтобы в процессе нейтрализации образовывался гематит. Возникает необходимость в утилизации остатка и чрезвычайно высокого содержания сульфата магния, что является невыгодным, особенно во влажном климате.
Энергозатраты для процесса HPAL являются неожиданно низкими за счет предварительного процесса импульсного нагревания. Благодаря селективности этого процесса в отношении к Fe при высокой температуре (термически индуцированное осаждение), потребление реагентов является относительно низким. Однако из-за высоких капиталовложений экономичность всегда в значительной степени зависит от потребления кислоты и, таким образом, от содержания Mg в руде, которое в основном составляет менее приблизительно 4% Mg, что означает чисто лимонитный процесс. Такой процесс можно использовать только для лимонитных руд высокого качества или обогащаемых лимонитных руд, при переработке которых требуется низкое потребление кислоты.
В процессе EPAL предпринята попытка утилизировать остаточную кислоту в процессе HPAL, для повышения выхода Ni из сапролитной руды и для снижения затрат на нейтрализацию. Однако вопрос экономичности заключается в том, покрывает ли дополнительная прибыль от обработки сапролитной руды затраты на добавление дополнительной кислоты. Если цена на серу является удовлетворительной, дополнительную кислоту можно использовать для выщелачивания еще больших количеств сапролита. При возрастании цен на серу в схему снова включают только нейтрализацию сапролитом, что приводит к снижению регенерации Ni. Следовательно, этот процесс связан с меньшим риском по сравнению с процессом AL в открытой системе. Однако следует учитывать капиталовложения в связи с требованиями охраны окружающей среды.
Процессы на основе хлоридов в закрытой системе (без внедрения в промышленность).
Процесс Jaduar
Атмосферный процесс хлоридно-кислотного выщелачивания показан на фиг.4 (так называемый процесс Jaguar, разработанный канадской фирмой по разведке и разработке месторождений никеля Jaguar Nickel Inc.). Этот процесс включает стадию атмосферного выщелачивания в растворе хлористоводородной кислоты, содержащем высокий исходный уровень MgCl2. Как описано в статье Harris и др. 2004, активность протона значительно повышается при увеличении концентрации хлорида магния в исходном растворе. Выщелачивание можно проводить в две стадии, на первой стадии выщелачивают Ni и Co в раствор, а на второй стадии контролируют удаление Fe. Предполагают, что дополнительное преимущество гидролиза Fe из солевого раствора заключается в низкой активности воды в солевых растворах, что приводит к ускорению реакции дегидратирования. В принципе гематит может образовываться при атмосферной температуре, в ином случае (чистая сульфатная система) требуется применение автоклава, эксплуатируемого при значительно более высокой температуре. После регенерации ценных металлов раствор упаривают для обеспечения водного баланса и полученный солевой раствор хлорида магния поступает в рециркуляционную систему на стадию выщелачивания. Отводной поток подвергают пирогидролизу и получают магнезию (которую частично направляют в рециркуляционную систему в качестве внутреннего нейтрализующего агента) и газообразный НСl. НСl затем конденсируют и направляют в рециркуляционную систему в реактор для атмосферного выщелачивания.
Однако экономические проблемы процесса Jaguar становятся очевидными из-за значительного количества энергии, затрачиваемой при упаривании избытка воды из концентрированного раствора хлорида магния перед пирогидролизом и в процессе пирогидролиза, которая не сопоставима с экономией при регенерации реагентов. Чем выше качество магниевого материала для выщелачивания, тем больше воды затрачивается на стадии пирогидролиза в абсолютных единицах, то есть на 1 кг обрабатываемой руды. В конечном итоге при повышении качества магниевой руды процесс Jaguar быстро становится неэффективным с точки зрения водного баланса, так как при необходимости добавлять дополнительное количество воды в систему для поглощения большего количества магния в раствор, и указанное количество снова упаривается в процессе пирогидролиза. Аналогично процессу Jaguar «отрицательное влияние» на водный баланс, связанное с высоким исходным содержанием магния в руде, наблюдается и в процессе Skye, но в меньшей степени (в этом случае для предотвращения преждевременной кристаллизации сульфата в других элементах системы), но за исключением того, что добавленная «дополнительная» вода будет распределена с относительной эффективностью в многокорпусном испарителе и только гидратная вода из сульфата магния будет оказывать влияние на высокотемпературную (дорогостоящую) стадию термического разложения. Чем ниже степень гидратирования образующегося сульфата магния, тем в меньшей степени содержание магния в сырье влияет на степень упаривания на высокотемпературной стадии регенерации реагента (см. фиг.5). Чем круче кривая зависимости (на фиг.5), тем в меньшей степени дополнительно регенерированный никель (при переработке сапролитной руды высокого качества) будет повышать стоимость упаривания воды в процессе высокотемпературной регенерации реагента.
Регенерация тепла также является низкоэффективным процессом и усложняется в реакторах для пирогидролиза (Steinbach and Baerhold, 2002 и Adham and Lee, 2002). В процессе требуются редкие материалы, так как хлористоводородная кислота конденсируется в испарителе с нагревом отходящим теплом при теплообмене. В другом варианте, если хлористоводородную кислоту удаляют на первой стадии, то наблюдаются потери тепла для регенерации. Другой важный фактор заключается в том, что некоторые примеси, такие как хлориды кальция и натрия, не подвергаются пирогидролизу и соответствующее эквивалентное количество хлоридов требуется заменять на дорогостоящие дополнительные хлористоводородную кислоту или хлорид магния. Следует также учитывать, что общая эффективность реакции пирогидролиза значительно ниже 100%.
Свойства процесса Jaguar
- пирогидролиз является целесообразным при относительно низких температурах (~500°C), но регенерация тепла затруднена (высокие капиталовложения) и относительно неэффективна,
- процесс Jaguar становится неэкономичным при переработке латеритных руд с высоким содержанием магния, то есть указанный процесс предназначен только для переработки лимонитных руд,
- примеси, такие как кальций и натрий, не подвергаются пирогидролизу, и возникает необходимость в замене эквивалентного количества хлоридов на дорогостоящие дополнительные хлористоводородную кислоту или хлорид магния (без учета компенсации неэффективности стадии пирогидролиза).
Процесс Jaguar не обеспечивает поглощение значительных количеств магния и поэтому является неконкурентноспособным в отношении широко распространенных атмосферных процессов с использованием сульфатов, таких как процесс Skye.
Процесс Intec
Сравнительно недавно был предложен хлоридный процесс (Moyes и др., 2005), предназначенный для исключения пирогидролиза, то есть для регенерации хлористоводородной кислоты за счет осаждения сульфатов серной кислотой. Принцип указанного процесса заключается в использовании химической осадительной кристаллизации в присутствии дешевой серной кислоты с целью регенерации дорогостоящей хлористоводородной кислоты вместо пирогидролиза. В процессе Intec используют цикл CaCl2/SO4 (фиг.6).
Принцип этого процесса аналогичен процессу Jaguar, но за исключением того, что только из отводного потока удаляют железо и регенерацию Ni/Co проводят при добавлении извести. Затем из полученного раствора осаждают магний в присутствии извести с образованием магнезии (MgO). В ходе всех трех операций в основном происходит замена хлоридного катиона на эквивалентное количество хлорида кальция. Общее количество хлористоводородной кислоты, потребляемой в системе, регенерируют при добавлении серной кислоты, что приводит к осаждению сульфата кальция (с низкой растворимостью). Регенерированная хлористоводородная кислота возвращается через рециркуляционную систему в процесс атмосферного выщелачивания. Серную кислоту и известь в свою очередь можно регенерировать на стадии термического разложения сульфата кальция.
Свойства процесса Intec
- в указанном процессе получают реализуемые (товарные) побочные продукты бассанит (CaSO4·1/2H2O) и магнезию (MgO), однако в присутствии такого типа побочных продуктов возникают трудности при очистке продуктов,
- маловероятной является возможность экономичной регенерации серной кислоты и извести методом термического разложения сульфата кальция, реакции термического разложения происходят через образование сложных промежуточных продуктов, продукт из извести является огнеупорным, а процесс требует большого количества энергии,
- чем выше содержание магния в рудном сырье, тем больше требуется серной кислоты и извести, что приводит к снижению экономичности при переработке сапролитной руды.
Краткое изложение сущности изобретения
В настоящем изобретении предлагается способ выщелачивания металла из руды, содержащей указанный металл, причем указанный способ заключается в том, что проводят следующие стадии:
(а) выщелачивание руды в присутствии хлористоводородной кислоты с образованием растворимого хлорида металла в растворе для выщелачивания,
(б) добавление серной кислоты и/или диоксида серы в раствор для выщелачивания,
(в) регенерация твердого сульфата металла или сульфита металла из раствора для выщелачивания и
(г) регенерация хлористоводородной кислоты
и непрерывное превращение по крайней мере части хлористоводородной кислоты из раствора в парообразную фазу.
Хлористоводородную кислоту в парообразной фазе можно поглощать и возвращать в рециркуляционную систему на стадию (а).
Хлористоводородную кислоту превращают в парообразную фазу при нагревании раствора до ее температуры кипения и переносят с использованием газа-носителя, такого как воздух.
Перед возвращением на стадию (а) процесса выщелачивания хлористоводородную кислоту в парообразной фазе перегоняют для удаления воды и концентрирования хлористоводородной кислоты.
После стадии выщелачивания в раствор для выщелачивания добавляют серную кислоту и/или диоксид серы и одновременно регенерируют хлористоводородную кислоту.
В другом варианте серную кислоту и/или диоксид серы добавляют в раствор для выщелачивания в ходе стадии выщелачивания, при этом в растворе для выщелачивания образуются растворимый хлорид металла и твердый сульфат металла или сульфит металла, которые затем регенерируют, и одновременно регенерируют раствор хлористоводородной кислоты с высоким содержанием ионов хлорида и низким содержанием ионов сульфата или сульфита.
Сульфат металла или сульфит металла характеризуется формулой MeSOx·yH2O, где
Me означает металл, x равно 3 или 4, а
у равно 0 или более.
Источником металла в сульфате металла или сульфите металла предпочтительно является руда.
Рудой предпочтительно является оксидная или силикатная металлсодержащая руда, такая как цинк-оксидная руда, латеритная никелевая руда, такая как сапролитная или лимонитная руда, или сульфидная, титановая или алюминиевая руда.
Ценный металл для выщелачивания выбирают из группы, включающей Zn, Cu, Ti, Al, Cr, Ni, Co, Mn, Fe, Pb, Na, K, Са, металлы платиновой группы и золото.
В изобретении предлагается способ по одному из указанных пунктов, где металл в составе сульфата металла или сульфита металла является металлом, который выщелачивают, и способ дополнительно включает стадию разложения сульфата металла или сульфита металла для регенерации металла. В другом варианте металлом в составе сульфата металла или сульфита металла является менее ценный металл, а не металл, который выщелачивают.
Краткое описание чертежей
Фиг.1. Энергозатраты и стоимость реагентов для процесса HPAL
Фиг.2. Схема процесса Skye
Фиг.3. Общий принцип регенерации в процессе ALP
Фиг.4. Схема процесса Jaguar
Фиг.5. Необходимость высокотемпературного упаривания воды для различных промежуточных продуктов
Фиг.6. Схема процесса Intec
Фиг.7. Принцип процесса ARNi
Фиг.8. Общая схема процесса ARNi
Фиг.9. Кривые экстракции Ni после диагностического выщелачивания лимонитной руды в различных химических системах
Фиг.10. Кривые совместной экстракции после диагностического выщелачивания лимонитной руды в различных химических системах
Фиг.11. Активность ионов водорода в растворе 0,5 мол./кг НС1 в зависимости от концентрации хлорида магния и температуры
Фиг.12. Моляльность свободных (не-ассоциированных) ионов водорода в зависимости от формальной кислотной моляльности (1 моль/кг НСl является эквивалентом 0,5 моля/кг H2SO4) и от температуры в присутствии 2,5 моля/кг Mg).
Фиг.13. Расворимость сульфата магния в зависимости от температуры и концентрации кислоты (моделирование Aspen Plus, 2005).
Фиг.14. Расворимость сульфата магния в зависимости от температуры и исходной концентрации хлорида (моделирование Aspen Plus, 2005).
Фиг.15. Принцип расширенного процесса ARNi
Фиг.16. Схема процесса ARNi (расширенная версия, включая испарение хлористоводородной кислоты)
Фиг.17. Пример включения стадии испарения хлористоводородной кислоты в основной процесс ARNi
Фиг.18. Экспериментальная установка для измерения состава паровой фазы при равновесии с солевым раствором
Фиг.19. Измеренные данные (точки) и прогнозируемые данные (плоскостной график) массовой фракции хлористоводородной кислоты в паровой фазе (в равновесии с парами воды) для системы HCl-MgCl2-H2O
Фиг.20. Результаты тестирования поглощения диоксида серы в растворе FеСl3 (2 моля/кг) и НСl (0,5 моля/кг) при 105°C
Фиг.21. Пример принципиальной схемы испарения хлористоводородной кислоты
Фиг.22. Экстракция Ni из железистой руды Jacare при низкой плотности пульпы (низкое содержание твердых веществ, 5%) через 120 мин выщелачивания в растворе НСl (1 моль/кг), но при различных температуре и концентрации хлорида Mg
Фиг.23. Общий принцип процесса Anglo Research Zn (ARZn 0)
Фиг.24. Принцип Anglo Research Zn (ARZn 1), вариант 1
Фиг.25. Кинетика выщелачивания в условиях неокислительного выщелачивания в присутствии HCl при 90°С (+38-75 мкм)
Фиг.26. Лабораторная установка для неокислительного атмосферного выщелачивания
Фиг.27. Результаты выщелачивания в условиях неокислительного выщелачивания при низкой плотности пульпы (низкое содержание твердых веществ, 2%) при 115°C в течение 120 мин.
Подробное описание вариантов осуществления настоящего изобретения
В находящихся на рассмотрении заявках PCT/IB2005/003128 и PCT/IB2005/003136, включенных в настоящее описание в полном объеме в качестве ссылок, описан способ выщелачивания одного или более ценных металлов в растворе, содержащем хлористоводородную кислоту, из которого ценный металл регенерируют в виде твердого сульфата или сульфита, при этом происходит одновременная регенерация хлористоводородной кислоты в растворе. Эти родственные способы названы процессом Anglo Research Nickel (ARNi).
Процесс ARNi и общая схема представлены на фиг.7 и фиг.8, соответственно. Процесс представляет собой закрытую систему для солевого выщелачивания в атмосферных условиях. Необходимые реагенты для стадий выщелачивания и нейтрализации регенерируют в процессе эксплуатации. Экономичность указанного способа заключается в регенерации соли магния из использованного раствора для выщелачивания при минимальном удалении воды с использованием низкой растворимости солей магния в присутствии высоких исходных концентраций хлорида магния. Такой принцип позволяет получить хлористоводородную кислоту при непосредственном добавлении серной кислоты и одновременно обеспечивает извлечение из цикла сульфата в виде кристаллического сульфата магния:

Цикл реагентов замыкается при термическом разложении указанного кристаллического сульфата магния до диоксида серы и оксида магния.

Оксид магния частично используют в качестве нейтрализующего агента в процессе, в то время как диоксид серы используют для получения серной кислоты. Способ ARNi позволяет поддерживать концентрацию хлористоводородной кислоты в хлоридном растворе для выщелачивания, при этом не требуется упаривание больших количеств воды, которое необходимо, например, если используется стадия пирогидролиза. Все используемые реагенты являются относительно недорогостоящими, при этом существует возможность регенерировать основные реагенты, необходимые для осуществления способа.
Высокий уровень хлорида в растворе для процесса ARNi обеспечивает более высокую реакционную способность протонов по сравнению с другими процессами RAL, что имеет особое значение при выщелачивании лимонитных руд (наиболее устойчивы к действию химических реагентов). Сказанное выше показано на фиг.9 и фиг.10, на примере кривых экстракции Ni и Co, соответственно, после диагностического выщелачивания лимонитной руды в различных химических системах. Хлоридная система является наиболее агрессивной системой выщелачивания, прежде всего если повышают исходную концентрацию хлорида (в данном случае ~2 моля хлорида Mg на 1 кг воды). Такая агрессивность в свою очередь приводит к низкой концентрации остаточной кислоты и таким образом к снижению количества нейтрализующего агента. Очевидно, что единственным способом компенсации замедленной ответной реакции выщелачивания в сульфатной системе является добавление избытка кислоты. Благоприятный эффект добавления газообразного диоксида серы объясняется за счет восстановительной способности при разложении окисленных минералов, прежде всего материалов, содержащих основное количество Co. Такие более агрессивные условия выщелачивания в хлоридной среде можно объяснить двумя причинами:
- активность ионов водорода повышается при увеличении исходной концентрации ионов хлорида (фиг.11),
- моляльность ионов водорода снижается в присутствии сульфата за счет образования ионов бисульфата (связь Н-хлорид слабее, чем связь Н-сульфат, фиг.12).
Что касается водного баланса, все три процесса RAL (замкнутая система) характеризуются практически аналогичными требованиями к энергозатратам для сырья - лимонитной руды, которые эффективно удовлетворяются при использовании многокорпусного испарителя. Однако, если содержание Mg в сырье увеличивается, то энергозатраты при упаривании увеличиваются в чисто сульфатной (добавляют дополнительное количество воды для предотвращения нежелательной кристаллизации сульфата) и хлоридной (добавляют дополнительное количество воды для поддержания хлорида Mg в растворе перед стадией пирогидролиза) системах. Кроме того, в процессе Jaguar образуется значительное количество воды в потоке (в абсолютных единицах, то есть на кг регенерированного Ni), поступающем на дорогостоящую высокотемпературную стадию (пирогидролиз), в то время как в процессе ARNi низкое количество гидратной воды в солях устраняет необходимость высокотемпературного упаривания при обработке сырьевой руды, содержащей Mg.
С точки зрения охраны окружающей среды, полагают, что в чисто сульфатной системе образуется сульфат-гидроксид Fe и гидроксид Fe, которые неприемлемы для выброса в окружающую среду, прежде всего в районах с дождливым климатом. Указанный процесс приводит к значительным потерям сульфата из цикла, без учета проблем с оборудованием. Если используют осаждение гетита, которое требует специальных эксплутационных условий, можно ожидать значительные потери Ni и Co (гетит является носителем, который повышает качество Ni и Co в природных первичных пластах, то есть в процессе латерализации). Гематит, в свою очередь, быстро образуется в системах с высоким содержание хлорида, является стабильным в условиях окружающей среды и не поглощает Ni и Co в кристаллическую структуру. Известно также, что гематит характеризуется улучшенными характеристиками осаждения и фильтрации, а также относительно низким содержанием влаги. Его можно также использовать в качестве промышленного пигмента, например, при производстве кирпича.
Примеси щелочных и других металлов, таких как Na и Са, образуются в чисто хлоридной системе в процессе осаждения, что приводит к некоторым потерям хлорида и что связано с неспособностью этих металлов подвергаться пирогидролизу. Эти примеси, образующиеся в процессе ARNi, можно удалить при удалении Na в виде ярозита и кальция в виде гипса. Действительно, можно использовать реакцию образования ярозита натрия, чтобы исключить потери хлорида в цикле, с использованием относительно недорогостоящих реагентов серы и хлорида натрия.
Как указано выше, при использовании чисто сульфатного замкнутого цикла (Skye) требуется учитывать уровни растворимости при эксплуатации различных узлов процесса, прежде всего при добавлении и удалении воды (дорогостоящая операция). Используют также повышение температуры, но ожидается, что такое повышение температуры значительно менее эффективно в связи с современными требованиями к использованию атмосферного давления и сведения к минимуму мощностей при нагревании/охлаждении. Смешанная солевая система, выбранная для процесса ARNi, отрывает новые перспективы, то есть недорогостоящий альтернативный вариант процесса. На стадии кристаллизации добавляют первичный источник сульфата (серную кислоту), и таким образом обеспечивают общий ионный эффект и осаждение сульфата магния. Естественно, на этой стадии ион гидрония находится в состоянии наибольшей активности, что приводит к нежелательному влиянию на растворимость, то есть к увеличению растворимости, вероятно за счет образования иона бисульфата (HSO4 -) (фиг.13). Предлагается достаточно высокий уровень эксплутационной гибкости (исключая использование воды для этих целей) за счет соответствующей интеграции системы и, следовательно, подбора уровней хлорида и сульфата в кристаллизаторе. Исходная концентрация Mg обеспечивает большую степень гибкости по сравнению с чисто сульфатной системой (фиг.14). Наиболее целесообразным является подача наиболее концентрированных эксплутационных потоков хлорида и сульфата, то есть насыщенного раствора для выщелачивания (PLS) и потока после упаривания в кристаллизатор. Кроме того, на стадии упаривания в основном образуется пересыщенный раствор сульфата Mg, что позволяет компенсировать еще в большей степени указанную выше неэффективность.
С точки зрения экономичности и управления системой, контроль уровней растворимости сульфатов в кристаллизаторе является очень важным фактором. Основная причина такого контроля заключается в необходимости исключить критическую ситуацию, когда требуется контролировать уровни растворимости в кристаллизаторе, чтобы обеспечить обязательное удаление сульфата, и в системе нейтрализации (в которой собирается конечный остаток), в которой требуется предотвратить удаление сульфата.
В настоящем изобретении предлагается способ контроля в системе за счет испарения по крайней мере части образующейся хлористоводородной кислоты. Прежде всего некоторое количество хлористоводородной кислоты упаривают, чтобы исключить добавление воды для контроля относительных уровней растворимости в системе, а также чтобы обеспечить достаточное количество хлористоводородной кислоты в циркуляционной системе для возврата на стадию выщелачивания, то есть для компенсации изменчивости состава сырьевой руды.
В настоящем изобретении предлагается способ выщелачивания ценного металла из руды, который обеспечивает оптимизацию реагентов и энергозатрат. Основной реагент, т.е. HCl, регенерируют, при этом исключается необходимость в нейтрализации растворов перед кристаллизацией, полученных после выщелачивания, или необходимость в добавлении в систему свежих реагентов. Эффективность данного подхода увеличивается при использовании концентрированных солевых растворов, что обеспечивает дополнительные преимущества: 1) образование дегидратированного кристаллического продукта, т.е. снижение энергозатрат при термическом разложении (регенерация реагентов), 2) образование дегидратированных стабильных продуктов гидролиза Fe (таких как гематит) при температуре окружающей среды, 3) быстрая кинетика выщелачивания вследствие высокой активности протонов и 4) выщелачивание и регенерация важных побочных продуктов (например, Pb, Ag).
Ценный металл выщелачивают из металлсодержащего материала, который является сульфидным или несульфидным материалом. Например, материал является металло-оксидной рудой, такой как цинк-оксидная руда, латеритной никелевой рудой, такой как сапролитная или лимонитная руда, сульфидной рудой, алюминиевой рудой или титановой рудой. Сначала ценный металл сначала образует растворимый хлорид металла, затем образуется твердый сульфат или сульфит.
Ценные металлы обычно выбирают из группы, включающей Zn, Cu, Ti, Al, Cr, Ni, Co, Mn, Fe, Pb, Na, K, Са, металлы платиновой группы и золото.
Раствор хлорида металла является щелочным раствором и/или сульфат металла является сульфатом щелочного металла.
Серную кислоту обычно при концентрации по крайней мере 30% (например, приблизительно 98%) и/или диоксид серы добавляют в раствор, содержащий выщелоченный ценный металл, при этом получают твердые сульфат или сульфит металла, который затем регенерируют. В таком случае для регенерации дорогостоящего реагента (хлористоводородной кислоты) используют относительно дешевый реагент (серную кислоту или диоксид серы), что приводит к значительной экономии средств.
Однако термодинамические и кинетические параметры этих химических реакций могут стать неблагоприятными, так как регенерируют значительное количество хлористоводородной кислоты. В настоящем изобретении основное внимание уделялось этому фактору и предлагается способ контролированного удаления хлористоводородной кислоты из раствора в реакторе при отгонке (упаривании) и поглощении, отгонке и конденсации и/или при перегонке по крайней мере части хлористоводородной кислоты с последующим направлением потока этой удаленной части хлористоводородной кислоты в циркуляционную систему и в систему процесса.
Твердый сульфат металла или твердый сульфит металла обычно характеризуется формулой:
MeSOx·yH2O,
где Me означает металл,
x равно 3 или 4, и
у равно 0 или более, например, от 0 до 3 и более предпочтительно 0 или 1.
Концентрацию хлорида металла обычно выбирают для достижения следующих целей:
положительное влияние на процесс выщелачивания, как описано, например, для процесса Jaguar,
обеспечение выщелачивания металла из руды, не превышая растворимости хлорида металла в условиях выщелачивания (в другом варианте добавляют воду, чтобы исключить потери хлорида в твердой фазе),
ускорение осаждения соответствующего сульфата или сульфита, т.е. концентрация металла должна быть избыточной в отношении растворимости сульфата или сульфита,
влияние на степень гидратации выпавшего в осадок сульфата или сульфита, чтобы степень гидратации полученных солей была ниже по сравнению с возможной степенью гидратации солей, полученных из разбавленного раствора сульфата или сульфита, и
не превышать пределы растворимости, требуемые на других стадиях процесса (в данном случае требуются различные рабочие температуры на различных стадиях процесса, в другом варианте, чтобы не превысить пределов растворимости, на определенных стадиях процесса добавляют воду),
высокая скорость испарения по крайней мере части образующейся хлористоводородной кислоты, что способствует подавлению растворимости сульфата и, таким образом, поддерживается баланс хлористоводородной кислоты во всей системе.
Исходную концентрацию хлористоводородной кислоты выбирают таким образом, чтобы обеспечить высокую степень выщелачивания металла из руды и одновременно соответствовать требованиям поглощения кислоты.
Серную кислоту и/или диоксид серы обычно добавляют в раствор в достаточном количестве, чтобы концентрация регенерированной хлористоводородной кислоты превышала концентрацию азеотропа, которая определяется растворимостью хлорида металла или хлорида щелочного металла по сравнению с концентрацией хлористоводородной кислоты, которая образуется после осаждения в виде сульфата или сульфита. Coлевой раствор характеризуется низкой исходной концентрацией хлорида металла, которая суммируется с дополнительной концентрацией хлорида металла в ходе процесса выщелачивания. Предпочтительно количество добавленной серной кислоты или диоксида серы в указанный раствор должно незначительно превышать количество, требуемое для компенсации концентрации кислотно-солевого раствора до исходной величины. Другими словами, исходную концентрацию хлорида металла не следует снижать в процессе кристаллизации соответствующего сульфата или сульфита. В другом варианте раствор после выщелачивания разделяют на фракции, и только одну из них используют для осаждения сульфата или сульфита, при этом осаждение происходит в зависимости от растворимости, в то время как исходный уровень хлорида не изменяется в остальных необработанных фракциях.
Способ включает также стадию кристаллизации для получения кристаллов сульфата металла или сульфита металла с низким содержанием гидратной воды. В другом варианте для снижения затрат на указанные реагенты для проведения указанной химической кристаллизации используют кристаллизацию с упариванием (в пределах или при небольшом превышении стандартного водного баланса). Такой вариант становится возможным за счет одновременного эффекта исходной концентрации соли в растворе на степень осаждения соли при упаривании воды. Более того, совместное осаждение Ni в кристаллической структуре соли магния обычно преобладает при кристаллизации при низких температурах. Тенденция Ni к совместной кристаллизации значительно снижается при проведении химической кристаллизации при температуре, близкой к температуре кипения раствора при атмосферном давлении. Если установлено, то такие потери ценного никеля из системы являются неприемлемыми, то в настоящем изобретении предлагается проводить стадию химической кристаллизации в виде серии последовательных этапов. Такой способ позволяет осуществлять контроль рабочих условий, например, в пользу кристаллизации загрязненной соли (Ni) на начальном этапе в кристаллизаторе, но на позднем этапе в пользу образования относительно чистой соли. Загрязненную соль можно вернуть в циркуляционную систему и в систему процесса. Чистые соли можно использовать в качестве коммерческих продуктов и подвергать термическому разложению с образованием оксида металла, который также используют в качестве коммерческого продукта, а также диоксида серы, триоксида серы или их смеси, и/или соли повторно растворяют в растворе сульфата и затем подвергают электролизу.
Один или более ценных металлов, таких как кобальт, никель, металлы платиновой группы, золото, серебро и/или медь, избирательно удаляют из раствора перед стадией образования сульфата или сульфита металла.
Железо и/или другие остаточные примеси, образующиеся в результате солюбилизации руды, частично или полностью удаляют из раствора для выщелачивания, например, с использованием экстракции растворителем с последующим пирогидролизом или гидролизом.
Металл в составе сульфата или сульфита металла является ценным металлом, а способ обычно включает стадию разложения сульфата металла для регенерации ценного металла.
В другом варианте, металл в составе сульфата или сульфита металла является менее ценным, таким как магний, и ценный металл регенерируют независимо из соли металла, образующейся при добавлении серной кислоты или диоксида серы.
Сульфат или сульфит металла обрабатывают для высвобождения диоксида серы.
Способ необязательно ограничен температурными интервалами, при условии, что растворимость сульфата металла или сульфита металла значительно ниже растворимости соответствующего хлорида. Тем не менее выщелачивание в основном проводят при температуре от комнатной до температуры кипения раствора, а стадию кристаллизации сульфата или сульфита обычно проводят при температуре, при которой различие в растворимости является максимальным.
Перед добавлением диоксида серы магний необязательно удаляют из раствора для выщелачивания и заменяют на катион другого металла, такого как кальций, свинец или барий. После удаления магния соль металла, образущаяся при добавлении диоксида серы, является промежуточным сульфитом или сульфатом, таким как сульфат кальция, сульфит кальция, сульфат свинца, сульфит свинца, сульфат бария или сульфит бария. Промежуточный сульфат или сульфит подвергают термическому разложению, при этом образуются оксид металла, такой как оксид кальция, и диоксид серы. Диоксид серы используют повторно для высаливания сульфата или сульфита из раствора для выщелачивания и регенерации хлористоводородной кислоты.
Другие объекты настоящего изобретения включают следующие признаки:
концентрация хлористоводородной кислоты регенерируется в солевом растворе хлорида цветного металла,
образующийся раствор содержит высокую концентрацию ионов хлорида и низкую концентрацию ионов сульфата или сульфита,
процесс выщелачивания проводят в хлоридной среде при добавлении газообразного диоксида серы или серной кислоты,
металл, такой как цинк или магний, регенерируют из солевого хлоридного раствора в виде соли с небольшим количеством гидратной воды, которую подвергают термическому разложению, повторному растворению в растворе сульфата и электролизу непосредственно из полученного раствора, или используют в виде коммерческих продуктов, в виде сульфата или сульфита, или после температурного разложения до оксида,
высокое давление паров хлористоводородной кислоты можно использовать для перехода кислоты из раствора в парообразную фазу и, таким образом, обеспечивать контроль за химической реакцией при эксплуатации определенного узла системы.
Настоящее изобретение подробно описано ниже в виде нескольких примеров. Указанные примеры не ограничивают сущность или объем изобретения.
Бессульфидные руды
В первом варианте осуществления настоящего изобретения предлагается способ выщелачивания магния, а также по крайней мере некоторого количества ценных никеля и кобальта из исходного раствора хлористоводородной кислоты из бессульфидных руд, таких как латеритные руды, лимонитные, оксидные руды и/или силикатные сапролиты. Основным выщелачивающим агентом является ион гидроксония, образующийся в исходной хлоридной среде, наличие которой связано с присутствием собственных примесей, прежде всего хлорида магния.
Перебработка бессульфидных материалов подробно описана ниже на примере никелевой латеритной руды в качестве бессульфидного материала. Специалистам в данной области техники очевидно, что аналогичным способом можно перерабатывать другие бессульфидные материалы, такие как силикаты цинка, бокситы и т.п. Использованный латерит также является примером, в котором ценным металлом не является металл, который используют на стадии регенерации концентрации солевого хлоридного раствора. Принципиальная схема процесса показана на фиг.17.
Регенерация хлористоводородной кислоты и извлечение магния, как описано выше, не связано с удалением избыточной воды при упаривании, т.к. сначала извлекают магний при осаждении, а не из электролитного раствора хлорида магния (как в способе Jaguar). Однако в другом варианте кристаллизацию при упаривании (в пределах или при небольшом превышении условий стандартного водного баланса) можно использовать для снижения затрат на реагенты на стадии химической кристаллизации. Такой вариант становится возможным за счет одновременного эффекта исходной концентрации солевого раствора на степень осаждения соли при упаривании воды.
Концентрацию кислоты в солевом растворе хлорида магния после выщелачивания регенерируют при добавлении серной кислоты или газообразного диоксида серы, в результате осаждается сульфат или сульфит магния с низкой степенью гидратации и в растворе образуется хлористоводородная кислота.
Остаток после выщелачивания латерита обрабатывают на следующей стадии выщелачивания, чтобы максимально повысить выход регенерации никеля и кобальта.
В случае сульфата экспериментальные данные Linke и Seidell (1965) свидетельствуют о том, что кизерит (моногидрат сульфата магния) является предпочтительным продуктом кристаллизации при повышенной температуре (приблизительно 100°C), что позволяет снизить до минимума энергозатраты, требуемые для прокаливания с образованием магнезии (которую частично направляют в рециркуляционную систему в качестве нейтрализующего агента) и диоксида серы. Упрощенная схема реакции показана ниже:

Таким способом получают кристаллический продукт с общим содержанием хлорида менее 0,01%. Установлено, что совместная кристаллизация Ni в кристаллической структуре кизерита снижается до минимума при проведении указанной реакции при температуре, близкой к температуре кипения раствора при атмосферном давлении (или при повышенных температуре и давлении). Предполагается, что с использованием указанного способа можно получить оксид магния с высокой степенью чистоты, который можно использовать в качестве коммерческого продукта и/или в качестве нейтрализующего агента. В другом варианте, если потери никеля являются недопустимыми, то никель удаляют перед кристаллизацией с использованием химических методов, например, ионного обмена, экстракции растворителем, диффузионного насыщения (цементирования), осаждения и т.п. Кроме того, относительно дорогостоящую хлористоводородную кислоту регенерируют с использованием серной кислоты или диоксида серы, которые являются относительно дешевыми и доступными реагентами. Перспективный вариант решения указанной проблемы заключается в многостадийном способе проведения кристаллизации. Рабочие условия можно контролировать таким образом, чтобы сначала обеспечить удаление основного количества никеля в составе загрязненного сульфата магния, а затем на поздних стадиях кристаллизации обеспечить образование чистой соли, когда содержание никеля в растворе является истощенным.
Пара Fe3+/Fe2+ в солевой системе играет чрезвычайно важную роль в непосредственном использовании диоксида серы для осаждения сульфата или сульфита. В отсутствии иона трехвалентного железа способность раствора абсорбировать диоксид серы чрезвычайно мала в растворах с высокой исходной концентрацией соли, то есть абсорбция в данной системе неэффективна. Однако в присутствии ионов трехвалентного железа происходит непосредственная абсорбция газа раствором за счет реакции восстановления трехвалентного железа в двухвалентное. Указанная реакция сопровождается изменениями в растворе, которые в свою очередь приводят к предпочтительному высаливанию сульфата или сульфита магния. Важным аспектом указанной выше химической реакции является тенденция снижения эффективности реакции 3 по мере возрастания количества образующейся хлористоводородной кислоты в течение времени. Такое явление происходит по двум причинам. Во-первых, специфичность химической реакции может изменяться по мере увеличения количества хлористоводородной кислоты за счет образования иона бисульфата или бисульфита (HSO4 -, НSO3 -). В конечном итоге повышается растворимость соли, так как концентрация иона сульфата или сульфита эффективно снижается при образовании комплекса с ионом гидрония. Во-вторых, кинетика реакции осаждения значительно замедляется, прежде всего при использовании диоксида серы в качестве реагента, то есть реакция между ионом трехвалентного железа и диоксидом серы становится кинетически ограниченной.
К счастью, хлористоводородная кислота характеризуется высоким давлением паров, что позволяет удалять ее (напрямую или косвенным способом) при отпарке (упаривании), например, с паром. В другом варианте, можно использовать газ, такой как воздух или азот. Упаренную хлористоводородную кислоту затем можно поглощать напрямую в рабочий раствор на другом этапе процесса или можно конденсировать с отводом тепла и с последующим возвращением ее на другой этап процесса. В еще одном варианте хлористоводородную кислоту можно отгонять из солевого раствора. Такое удаление хлористоводородной кислоты (и ее последующее возвращение в рециркуляционную систему на другой этап процесса) можно использовать для обеспечения требуемой степени реакции кристаллизации. Таким образом, указанное свойство хлористоводородной кислоты эффективно переходить в парообразную фазу, можно использовать для компенсации неэффективности реакции кристаллизации.
Способ по настоящему изобретению, описанный в данном контексте, показан на фиг.15 и основан на низкой растворимости сульфата магния в растворе в присутствии больших количеств хлорида магния в исходном растворе. Добавление серной кислоты, диоксида серы, триоксида серы или их смеси в насыщенный раствор для выщелачивания (PLS) приводит к осаждению сульфата при одновременной регенерации хлористоводородной кислоты, которую возвращают в рециркуляционную систему для повторного использования на стадии выщелачивания в атмосферных условиях. На фиг.14 показано предлагаемое изменение растворимости сульфата магния при повышении исходного содержания хлорида (моделирование при использовании коммерческого программного обеспечения AspenPlus).
Осажденный сульфат магния или сульфит магния в свою очередь подвергается термическому разложению с образованием магнезии (для использования в качестве внутреннего нейтрализующего агента) и газообразного диоксида серы. Газообразный диоксид серы превращают в серную кислоту на установке для получения кислоты и повторно направляют в рециркуляционную систему на стадию химического осаждения сульфата.
Кроме изменения температуры и перемещенпия воды, важным переменным параметром при интеграции процесса является концентрация солевого раствора. И наоборот, в процессе на основе сульфата, таком как процесс Skye, степенями свободы являются только температура и перемещение воды. В этом случае необходимо добавлять большие количества воды для предотвращения нежелательной кристаллизации в потоке, и, следовательно, существует необходимость удаления больших количеств воды (на кг обработанной руды) для достижения требуемого уровня кристаллизации с упариванием. Важность такого «отрицательного» эффекта воды значительно повышается при повышении содержания магния в руде. Напротив, в настоящем изобретении предлагается стадия химической кристаллизации, а не процесс упаривания, таким образом водный баланс не зависит от изменчивости содержания магния в рудном сырье. Кроме того, вследствие высокой исходной концентрации соли в способе по настоящему изобретению возникает одновременный эффект в процессе упаривания, который находится в строгой зависимости от водного баланса, что приводит к осаждению большего количества сульфата магния или сульфита магния. Указанный эффект компенсирует неэффективность химического осаждения (вследствие нежелательной растворимости), при этом не требуется значительно увеличивать затраты на энергию пара (при нарушении нормального водного баланса). Кроме того, высокая исходная концентрация соли способствует испарению хлористоводородной кислоты, что обеспечивает введение еще одной степени свободы при контроле системы. Следовательно, система на основе смешанного хлорид-сульфатного электролита повышает эксплуатационную гибкость процесса по сравнению с простым процессом в закрытой системе на основе сульфата (способ Skye).
В данном случае подавляется растворимость сульфата или сульфита в системе при поддержании высокой исходной концентрации хлорида в системе. В то же время высокая исходная концентрация хлорида приводит к высокой активности протонов и низкой активности воды. На фиг.11 показан трехмерный график зависимости активности протонов от температуры и концентрации хлорида магния.
Принципиальная схема процесса по изобретению показа на фиг.16. Рециркуляционная система реактора в атмосферных условиях обеспечивает максимальное время пребывания хлористоводородной кислоты для взаимодействия и сводит к минимуму требования к нейтрализации (внутреннее содержание Mg в рециркуляционной системе на единицу обрабатываемой руды) в системе. Нейтрализуют только отводной поток для гидролиза Fe с последующей регенерацией Ni и Co при осаждении гидроксидов. После нейтрализации используют единственную стадию упаривания для поддержания водного баланса. Химическая кристаллизация при расщеплении потока основной рециркуляционной системы позволяет регенерировать эквивалент потребленной хлористоводородной кислоты и компенсировать потери из системы. Осажденный сульфат прокаливают с образованием газообразного SO2 и магнезии. Газообразный SO2 превращают в серную кислоту на установке для производства кислоты и возвращают в рециркуляционную систему в кристаллизатор, в то же время как часть магнезии возвращают в рециркуляционную систему для внутренней нейтрализации. Избыток магнезии можно использовать в качестве коммерческого продукта. Часть хлористоводородной кислоты упаривают, чтобы обеспечить требуемое количество хлористоводородной кислоты в рециркуляционной системе для выщелачивания, то есть для компенсации неэффективной растворимости в кристаллизаторе.
На фиг.17 показано преимущество использования отпарки хлористоводородной кислоты в интегрированной системе процесса. В случае эксплуатации узла химической кристаллизации хлористоводородную кислоту удаляют из солевого раствора для активации реакции осаждения, то есть для компенсации неэффективности и медленной кинетики образования иона гидрония в ходе реакции осаждения.
Испарение хлористоводородной кислоты
Определение степени испарения хлористоводородной кислоты является чрезвычайно важным (фиг.18) и включает следующие стадии:
1) получают солевой раствор при растворении различных солей и растворов в воде при преварительно определенной концентрации в единицах моляльности (моли вещества/кг воды),
2) измеряют плотность раствора при 25°С и отбирают образец для химического анализа,
3) затем определенное количество раствора (~2 кг) переносят в основной реактор,
4) раствор нагревают (на бане с циркулирующим маслом) до температуры кипения в отсутствии любого потока газа,
5) затем через указанный раствор пропускают поток газа-носителя (азота) (100 мл/мин), чтобы перенести парообразную смесь в реактор-ловушку через конденсатор,
6) реактор-ловушка (непрерывно охлаждаемый на ледяной бане и циркулирующей охлажденной водой) содержит определенное количество воды (~500 г), чтобы свести к минимуму испарение хлористоводородной кислоты в атмосферу,
7) через определенное время после подготовки эксперимента (которое необходимо свести к минимуму, чтобы исключить слишком значительное изменение состава исходного раствора в ходе эксперимента) поток газа-носителя отключают, затем измеряют температуру кипения и нагревание отключают,
8) из основного реактора сливают раствор через конденсатор в реактор для слива (непрерывно охлаждаемый), указанный реактор снабжен обратным холодильником, чтобы свести к минимуму потери хлористоводородной кислоты в окружающую среду,
9) регистрируют точную массу остаточных растворов в основном реакторе, в реакторе-ловушке и реакторе для слива, если различие в общей массе (между суммой указанных масс и исходной массы раствора) значительно больше 1 г, эксперимент повторяют,
10) наконец, измеряют плотность растворов в каждом из указанных трех реакторов и отбирают образцы для химического анализа.
Coдержание металлов в растворе определяли количественно на спектрометре ICP-OES (с индуктивно связанной плазмой и с оптико-эмиссионным детектированием), а содержание кислоты и общее содержание хлоридов определяли методом химического анализа в растворе.
Результаты показаны на фиг.19 и свидетельствуют о преимуществе проведения процесса в присутствии высокой исходной концентрации хлорида. Синими кружками обозначена фракция НСl в равновесии с раствором в отсутствии железа, желтые и красные квадратики означают измеренные данные в присутствии 1 и 2 молей/кг FeСl3, соответственно. Черные треугольники означают растворы, содержащие 2 моля/кг НСl, 2 моля/кг FеСl3 и 1 моль/кг и MgSO4, и различную исходную концентрацию MgCl2 от 2 до 4 молей/кг. Прежде всего важно отметить, что присутствие иона сульфата ни в какой степени не влияет на летучесть НСl, и таким образом открывается возможность использования технологии испарения для контроля кислоты в первичном растворе для выщелачивания и в то же время подавлять растворимость сульфата в кристаллизаторе.
Схема объединения испарения хлористоводородной кислоты с поглощением диоксида серы
Испарение хлористоводородной кислоты можно также использовать в том случае, если диоксид серы напрямую поглощают для регенерации эквивалентного количества кислоты, то есть исключается необходимость в использовании установки для получения кислоты.
На стадии регенерации кислоты можно использовать катализатор или окислитель, такой как железо (3+), в качестве носителя/сорбента для газообразного диоксида серы. Основное количество железа попадает в раствор в виде Fe(3+) на стадии выщелачивания руды, как, например, при выщелачивании оксидных руд, таких как никелевые лимониты. Однако, если основное количество железа попадает в раствор в виде Fe(2+), то для окисления двухвалентного железа в трехвалентное требуется окислитель (такой как кислород или газообразная смесь, содержащая кислород и диоксид серы).

Затем проводят стадию регенерации кислоты, в ходе которой поглощение диоксида серы сопровождается высвобождением серной кислоты в раствор:

В смешанной хлорид/сульфатной системе различие в растворимости хлорида металла и сульфата металла используется для регенерации эквивалента хлористоводородной кислоты, потребленной при выщелачивании. При выщелачивании магния из латеритных оксидных руд протекает следующая реакция:

Ниже приведена общая схема реакции на стадии регенерации кислоты:

Аналогичные реакции происходят и при выщелачивании других металлов, которые можно использовать при разработке методики регенерации эквивалентного количества хлористоводородной кислоты, потребленной на стадии выщелачивания. Осажденную соль (MgSO4·H2O, как описано выше в примере, подвергают термическому разложению для регенерации эквивалентного количества газообразного диоксида серы, обеспечивая, таким образом, полностью самоподдерживающийся процесс. В другом варианте серу (или другой дешевый источник серы) сжигают на воздухе с образованием газообразного диоксида серы, который используют напрямую, как описано выше, то есть исключена необходимость превращения газа в серную кислоту на дорогостоящей установке для получения серной кислоты. На фиг.20 представлены результаты испытаний, которые проводили для подтверждения возможности непосредственного поглощения диоксида серы в раствор трехвалентного железа. Наблюдается образование стехиометрического количества хлористоводородной кислоты в отношении к количеству добавленного оксида серы. Таким образом, можно обеспечить осаждение сульфата Mg при поглощении газообразного диоксида серы, и в то же время обеспечить испарение части образующейся хлористоводородной кислоты для контроля растворимости на этапе кристаллизации в колонке кристаллизатора. На фиг.21 показан пример возможной схемы объединения стадий поглощения диоксида серы и испарения хлористоводородной кислоты в последовательных колонках, и в то же время обеспечить образование кристаллического осадка с высокой степенью чистоты.
Пример использования испарения для преодоления проблемы неэффективности на стадии выщелачивания
На фиг.22 показаны результаты испытаний по выщелачиванию, которые проводили при различной концентрации хлорида магния. Очевидно, что исходную концентрацию магния следует ограничить по причине ее отрицательного влияния на первичное выщелачивание, если получают раствор с насыщением более 60% (по сравнению с насыщением в чистой воде), прежде всего при более высокой температуре выщелачивания. Предполагают, что указанное замедление кинетики выщелачивания при высоких уровнях магния связано с локализованным насыщением солей магния на границе раздела фаз частица/раствор, что приводит к образованию пассивных пленок на поверхности невыщелоченных частиц. Чтобы исключить такой отрицательный эффект на кинетику выщелачивания, можно снизить уровень соли в растворе за счет испарения части хлористоводородной кислоты и ее возврата в рециркулирующую систему на стадию выщелачивания. При этом используют два противоположных эффекта, которые оказывают влияние на экономичность всего процесса: чем выше исходная концентрация хлорида, тем быстрее испаряется хлористоводородная кислота. Однако, чем выше уровень хлорида магния, тем значительнее замедляется кинетика выщелачивания. Таким образом, при данном уровне хлорида требуется оптимальная степень испарения, и дополнительное преимущество реализуется с помощью эффективного способа испарения и его можно использовать для контроля в системе, то есть его можно использовать для компенсации временного нарушения равновесия в кристаллизаторе за счет неожиданных изменений в составе раствора, например, из-за изменчивости состава сырьевой руды или потерь сульфата из системы.
Сульфидные руды
Второй вариант осуществления настоящего изобретения относится к использованию раствора хлористоводородной кислоты (хлорида) для окислительного или неокислительного выщелачивания сульфидных концентратов, таких как цинксодержащие руды, как описано ниже. Несмотря на то, что использование неокислительных процессов для регенерации цветных металлов из сульфидных концентратов не является само по себе новым (сульфатная среда: S-C Copper Process, Kawulka и др. (1978), хлоридная среда: Molleman и др. (1998)), способ регенерации кислоты не описан в данной области техники. Неокислительный способ выщелачивания в солевых растворах с высокой концентрацией в комбинации с интегрированной стадией регенерации кислоты, сопровождающийся испарением хлористоводородной кислоты, также не описан в данной области техники.
Ценные цветные металлы, такие как цинк, выщелачивают из сульфидных концентратов в исходном растворе хлористоводородной кислоты. Выщелоченный цветной металл получают в виде коммерческого продукта. Кинетика выщелачивания является быстрой и металлы, такие как медь, образуют твердую фазу (такую как CuxS) и их регенерируют из хвостовых фракций при необходимости с использованием окислительного процесса выщелачивания. Дополнительным преимуществом не-окислительных условий является возможность регенерации элементарной серы с использованием стандартного процесса Клауса (нефтяная/нефтехимическая промышленность).
Среду для выщелачивания, содержащую хлористоводородгную кислоту, используют для солюбилизации ценного цинка из сульфидного материала (на стадии не-окислительного восстановления), и затем цинк удаляют в виде кристаллической соли на стадии регенерации кислоты. Для регенерации сульфата цинка не требуется нейтрализации насыщенного раствора для выщелачивания, и сульфат цинка регенерируют при добавлении серной кислоты. Осажденный сульфат находится в форме моногидрата, а не в форме гексагидрата (как следовало бы ожидать по мнению специалистов в данной области техники). Такая форма является предпочтительной, если сульфат превращают в оксид, так как при этом обеспечивается значительная экономия энергозатрат по сравнению с гексагидратом. Примеси, такие как железо, удаляют гидролизом после нейтрализации избытка кислоты возвращенным из рециркуляционной системы прокаленным оксидом цинка. В другом варианте поскольку хлористоводородная кислота характеризуется высоким давлением пара, даже в смешанной хлоридно-сульфатной солевой системе, часть хлористоводородной системы можно отпарить (упаривать) из фазы раствора в парообразную фазу (напрямую или косвенным способом) с паром или газом, или можно удалить при перегонке. Удаленную хлористоводородную кислоту затем дополнительно перегоняют (при необходимости), конденсируют или напрямую поглощают в рабочем растворе и направляют в рециркуляционную систему на стадию первичного выщелачивания.
Способ основан на новом принципе регенерации, то есть возвращении выщелачивающего агента и нейтрализующего агента в рециркуляционную систему процесса.
Предварительные расчеты баланса масса/энергия показали значительное преимущество указанного принципа по сравнению со стандартной обработкой сульфидных руд.
Наиболее важными являются следующие факторы:
- В качестве концентрата можно использовать очищенный концентрат или предпочтительно менее очищенный (грубый) концентрат (более высокая степень извлечения ценных металлов) или даже неочищенную руду,
- не-окислительное выщелачивание проводят при любой требуемой концентрации НСl, при условии поддержания общего уровня хлорида в остальной части системы, но предпочтительно выщелачивание осуществляют лишь при незначительном избытке НСl, таком образом, снижаются требования к нейтрализации отводного потока из системы (система удаления примесей), можно даже использовать противоточную конфигурацию процесса выщелачивания, чтобы обеспечить высокую степень экстракции цинка, но низкую остаточную концентрацию кислоты,
- Сu повторно осаждается в виде CuxS на стадии выщелачивания при атмосферном давлении, т.е. при необходимости медь регенерируют из остатка пустой породы, если это оправдывает затраты,
- Pb выщелачивают из системы в виде хлоридных комплексов и осаждают в кристаллизаторе в виде сульфата. PbO, образующийся на стадии термического разложения, эффективно регенерируется из остатка, полученного на стадии повторного выщелачивания ZnO, в виде очищенной соли PbSO4,
- ZnSO4·H2O образуется в кристаллизаторе при добавлении H2SO4 в хлоридный раствор за счет различий в растворимости сульфата и хлорида: ZnCl2+H2SO4+H2O→ZnSO4·H2O+2НСl.
Основным преимуществом данной реакции является свойство исходного солевого раствора связывать свободную воду, при этом образуются дегидратированные соли (менее 1 моля Н2O на 1 моль цинка), что значительно снижает энергозатраты на стадии разложения по сравнению с солями, включающими большое количество гидратной воды, такими как ZnSO4·6H2O,
- Часть образующейся хлористоводородной кислоты в процессе химической кристаллизации можно непрерывно удалять при отпарке (упаривании) с паром или газом (напрямую или косвенным способом) или при перегонке, чтобы поддерживать движущую силу для реакции кристаллизации/осаждения. Такую удаленную хлористоводородную кислоту затем направляют в рециркуляционную систему процесса,
- Указанные выше стадии кристаллизации и термического разложения находятся в стехиометрическом равновесии и не требуется дополнительного добавления H2SO4 (за исключением анализа продуктов, полученных на промышленной установке),
- Часть солевого раствора отводят из основного потока (перед кристаллизацией) для ограничения накопления железа в исходной системе. Пропорциональное количество оксида цинка (полученного на стадии термического разложения) поступает в рециркуляционную систему для нейтрализации свободной кислоты в отводном потоке, содержащем примеси, что обеспечивает насыщение ценных металлов (серебро, никель, кобальт, кадмий) цинковой пылью перед удалением железа,
- Гидролиз железа проводят при атмосферном давлении или при пониженном давлении в автоклаве, при этом получают гематит и/или гетит. Другое преимущество солевого раствора с высокой концентрацией заключается с чрезвычайно малом содержании свободной воды, что, в свою очередь, обеспечивает дегидратацию оксидов/гидроксидов железа и осаждение гематита при значительно меньших температурах по сравнению со стандартными сульфатными системами,
- Основная масса оксида цинка (за исключением отводного потока для нейтрализации) поступает на стадию повторного выщелачивания, на которой оксид растворяется в присутствии серной кислоты в анолите, поступающем из системы электролиза. Кислота находится в стехиометрическом равновесии и не требуется добавление дополнительной кислоты или нейтрализующего агента (за исключением анализа продуктов, полученных на промышленной установке),
- Часть осажденного сульфата цинка можно снова растворить в промывных водах и направить в систему для стандартной экстракции растворителем/электролиза, где необходимое количество металлического цинка регенерируют и стехиометрическое эквивалентное количество серной кислоты возвращают (в смеси с непрореагировавшим сульфатом цинка) в узел кристаллизации,
- Во всей системе отсутствует необходимость в отводном потоке или необходимо отводить лишь незначительное количество раствора, т.к. сульфат натрия накапливается до насыщения и осаждается в наиболее концентрированном участке системы,
- Поскольку отсутствует необходимость в отводном потоке или необходимо отводить лишь незначительное количество раствора, то удаление воды достигается при использовании многокорпусного испарителя,
На стадии кристаллизации используется низкая растворимость продукта, сульфата или сульфита цветного металла, такого как цинк, в исходном хлоридном солевом растворе для удаления выщелоченных ценных металлов из раствора. Кристаллы сульфата или сульфита содержат незначительно количество гидратной воды и пригодны для термического разложения с образованием оксида (для использования в качестве внутреннего нейтрализующего агента), который можно использовать в качестве коммерческого продукта или часть которого можно растворить в растворе серной кислоты (образующей при электролизе) и использовать для прямого электролиза металла (см. фиг.23). Регенерация хлористоводородной кислоты и извлечение цветного металла, такого как цинк, как описано выше, не связаны с удалением избыточной воды при упаривании, т.к. металл получают из кристаллического кека с низким содержанием воды и гидратной воды. Однако в связи с тем, что на стадии термического разложения все еще требуется много энергии, в варианте основной схемы процесса следует учитывать повторное растворение сульфата цинка в промывных водах и регенерацию металла методом стандартных экстракции растворителем/электролиза. Схема показана на фиг.24.
Наиболее оптимальная конфигурация процесса может включать гибрид основного метода (ARZn 0) и первого варианта (ARZn 1), регенерацию основного количества Zn методами кристаллизации/повторного растворения/экстракции растворителем/электролиза и разложение только части осажденного сульфата цинка, чтобы удовлетворить требованиям внутренней нейтрализации. Важный объект настоящего изобретения основан на значительном различии растворимости цинка в суспензии. Упрощенная схема реакции показана ниже:

Кристаллический продукт, содержащий менее 0,01% общего хлорида, получают по описанной в заявке методике для иллюстрации эффективности данной технологии, т.е. для получения оксида цинка высокой степени очистки в качестве коммерческого продукта (пропорциональное количество используется в качестве внутреннего нейтрализующего агента) или для повторного растворения оксида цинка в растворе серной кислоты (поступающим после электролиза) и прямого электролиза металлического цинка из полученного раствора. Происходит также регенерация относительно дорогостоящей хлористоводородной кислоты с использованием относительно дешевого и доступного реагента, т.е. серной кислоты.
Аналогично бессульфидным примерам испарение части образующейся хлористоводородной кислоты имеет большое значение для эффективного контроля системы, то есть для компенсации временного нарушения равновесия в системе и, например, для компенсации потерь сульфата из системы.
Пример важности стадии испарения части хлористоводородной кислоты из кристаллизатора
Благоприятная кинетика выщелачивания достигается при переработке исходного грубого концентрата, что позволяет использовать способ по изобретению для выщелачивания ценных металлов, таких как цинк, серебро и свинец, из сульфидной руды. Наиболее важной является быстрая (менее 1 ч) кинетика выщелачивания при температуре 85°С в 4 М растворах хлористоводородной кислоты (фиг.25). Экспериментальная схема показана на фиг.26.
Последующий анализ (фиг.27) показал аналогичное (по сравнению с поведением латеритной руды), но более значительное замедление кинетики выщелачивания, если выщелачивание проводили при высокой исходной концентрации металла. И снова причиной такого явления является осаждение насыщенных солей на невыщелоченных частицах, прежде всего, если исходная концентрация соли является высокой. В другом варианте смещение реакции 6 в сторону исходных реагентов становится более значительным, если высокая концентрация цинка преобладает в растворе для выщелачивания.
ZnS+2H+⇔Zn2++H2S
Следовательно, требуется испарение некоторого количества хлористоводородной кислоты из кристаллизатора, чтобы обеспечить достаточное количество кислоты при относительно низкой концентрации соли, на стадии неокислительного выщелачивания.
Металлургический анализ
Лабораторное моделирование включает 4 стадии, т.е. выщелачивание, кристаллизацию, термическое разложение и повторное выщелачивание прокаленного оксида цинка. Оценивают распределение в системе следующих элементов (нижний предел обнаружения составлял 10 част/млн):
алюминий, кальций, кадмий, кобальт, хром, медь, железо, магний, марганец, никель, свинец, кремний, цинк.
Условия испытания определяют по результатам предварительного моделирования баланса масса/энергия. Важное различие между компьютерным и реальным моделированием заключалось в том, что компьютерное моделирование проводят на примере очищенного концентрата (приблизительно 50% цинка), а лабораторное моделирование - с использованием менее очищенного грубого концентрата (приблизительно 5% цинка).
Металлургический анализ на данной начальной стадии проводят только для образцов, полученных на стадии неоксилительного выщелачивания при атмосферном давлении и после их обработки в кристаллизаторе. Неокислительная установка для выщелачивания показана на фиг.26.
Парообразная фаза поглощается в скруббере, содержащем сульфат железа (3), с целью превращения всего сероводорода Н2S, полученного при выщелачивании, в элементарную серу. Вакуумирование скруббера является более целесообразным по сравнению с повышенным давлением в реакторе для выщелачивания, т.е. в связи с возможностью утечки сероводорода в окружающую среду. Воздух барботируют через реактор для выщелачивания с целью обеспечения постоянного удаления сероводорода из системы, т.е. для смещения реакции 6 вправо.
Основное преимущество использования кристаллизации (ZnSO4·H2O) в системе заключается в отсутствии необходимости в нейтрализации после выщелачивания, таким образом, выщелачивание можно проводить при любой требуемой концентрации НСl, т.е. для обеспечения быстрой кинетики.
Водный баланс процесса поддерживают при упаривании для контроля за концентрацией солевого раствора, компенсации добавления воды в различных потоках, таких как поток раствора для выщелачивания, вода для промывки и т.п.
Выщелачивание сульфидной руды
Способ описан ниже на примере процесса обработки сульфида цинка.
Используют концентрат, полученный флотацией сфалерит из руды (месторождение Гамсберг, Южная Африка). Концентрат выщелачивают в 4 н. соляной кислоте в присутствии исходного хлорида цинка в растворе при 85°С. Выщелачивание завершалось через 15-30 мин. Исходную концентрацию хлорида цинка (соотношение концентрат/соль) выбирают таким образом, чтобы получить насыщенный раствор для выщелачивания при 80% насыщении хлорида цинка. Раствор для выщелачивания смешивают с 98% серной кислотой в стакане при перемешивании, при этом происходит осаждение сульфата цинка в количестве, эквивалентном количеству выщелоченного цинка. Осадок является кристаллическим сульфатом цинка в виде полугидрата, что соответствует рассчитанному количеству соли. Coль необязательно прокаливают для получения оксида при пригодной температуре, например, 750°C на воздухе, при этом получают газообразную фазу, содержащую по крайней мере 20% диоксида серы, пригодного для использования на установке для получения серной кислоты.
Кристаллизация
Основной раствор, содержащий цинк, железо, натрий в виде хлоридов и сульфатов, получают при 60°C, затем в раствор добавляют стехиометрическое количество серной кислоты. Данные испытания проводят с двойной целью: во-первых, для определения растворимости основных компонентов в растворе и во-вторых, для определения количества и чистоты кристаллов, образующихся при добавлении серной кислоты. Результаты исследований показаны в таблице.
При испытании образца 20050324D6 образования кристаллов не наблюдалось вследствие низкой исходной концентрации цинка. Полученные результаты свидетельствуют о том, что в системах, содержащих Zn, можно успешно использовать осадительную кристаллизацию для регенерации первичных реагентов.
Получение хлоридного солевого раствора с высокой концентрацией кислоты (сверхкислотный раствор)
Хлоридный солевой раствор смешивают с серной кислотой или диоксидом серы для получения солевого раствора, содержащего хлористоводородную кислоту в сверхазеотропной концентрации (т.е. при концентрации, при которой концентрация хлористоводородной кислоты превышает азеотропную концентрацию). Для данного процесса не требуется сложное оборудование для перегонки или дорогостоящие реагенты. Таким образом, предлагается простой и дешевый способ получения растворов с чрезвычайно высокой кислотностью для последующего использования в определенных процессах, таких как особые способы растворения, которые используют при очистке металлов платиновой группы.
Достигаемая концентрация кислоты, которая может быть ниже и выше азеотропной концентрации, определяется природой выбранного хлорида.
Получение хлоридного солевого раствора с высокой кислотностью
Хлорид магния растворяют при 100°C до концентрации приблизительно 42,3 г/100 г насыщенного раствора. При добавлении H2SO4 в экстремальных случаях полного осаждения магния в виде моногидрата образуется приблизительно 50,3 г соли в 49,7 г воды и 32,4 г НСl с кислотностью 39%.
Получение хлоридного солевого раствора с высокой кислотностью
Хлорид магния растворяют при 80°С до концентрации приблизительно 84,4 г/100 г насыщенного раствора. При добавлении H2SO4 в случае осаждения 75% цинка в виде моногидрата образуется приблизительно 71,1 г соли в 28,3 г воды и 33,9 г НСl с кислотностью 54%.
Несмотря на то, что настоящее изобретение подробно описано на примере особых вариантов его осуществления, специалистам в данной области следует понимать, что возможно множество модификаций и других изменений, которые не выходят за пределы сущности и объема настоящего изобретения. Все указанные модификации, варианты и изменения включены в формулу настоящего изобретения.
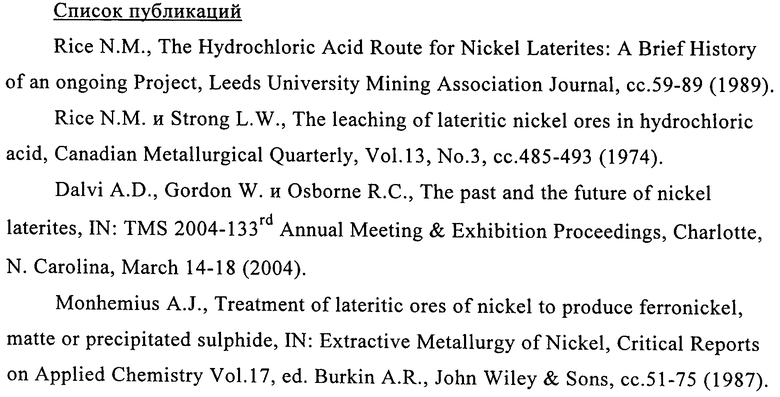
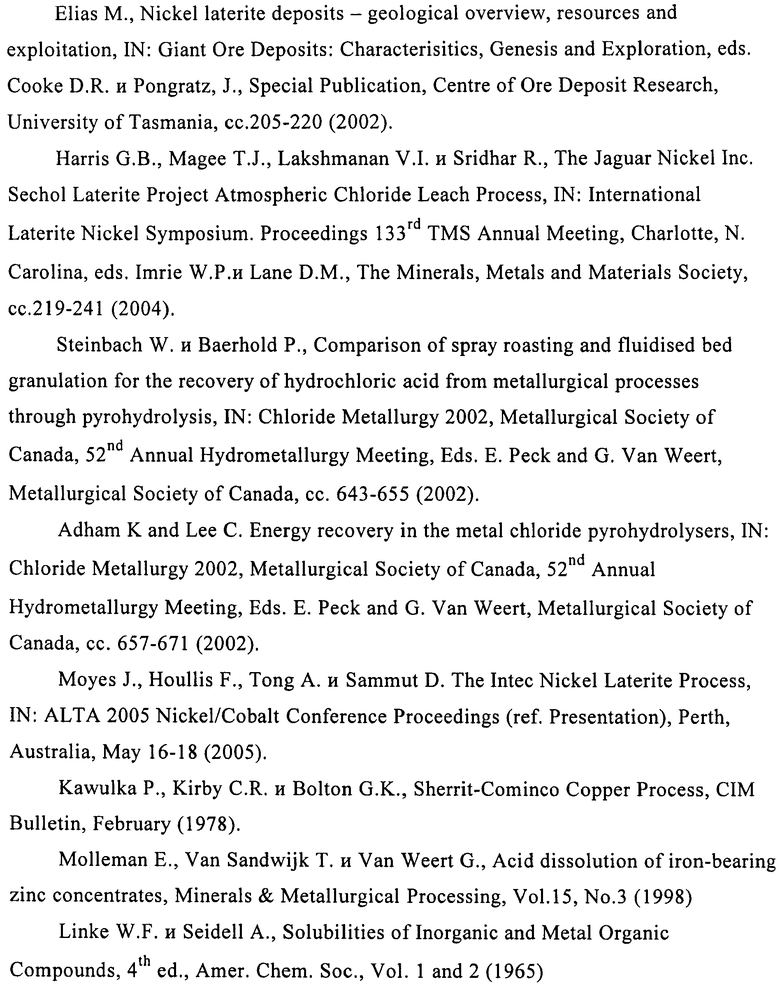
1965)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫЩЕЛАЧИВАНИЯ ЦЕННЫХ МЕТАЛЛОВ ИЗ РУДЫ В ПРИСУТСТВИИ ХЛОРИСТОВОДОРОДНОЙ КИСЛОТЫ | 2005 |
|
RU2423534C2 |
| СПОСОБ ВЫЩЕЛАЧИВАНИЯ ЦЕННЫХ МЕТАЛЛОВ ИЗ РУДЫ В ПРИСУТСТВИИ ХЛОРИСТОВОДОРОДНОЙ КИСЛОТЫ | 2005 |
|
RU2395594C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ НИКЕЛЯ ИЗ Ni-Fe-Mg-ЛАТЕРИТНОЙ РУДЫ С ВЫСОКИМ СОДЕРЖАНИЕМ МАГНИЯ | 1996 |
|
RU2149910C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОКИСЛЕННОЙ НИКЕЛЬ-, КОБАЛЬТ-, ЖЕЛЕЗО-, МАГНИЙСОДЕРЖАЩЕЙ РУДЫ | 2009 |
|
RU2393250C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ НИКЕЛЯ И КОБАЛЬТА ИЗ ЛАТЕРИТНЫХ РУД | 2004 |
|
RU2333972C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ НИКЕЛЯ И КОБАЛЬТА ИЗ СИЛИКАТНЫХ НИКЕЛЬ-КОБАЛЬТОВЫХ РУД | 2011 |
|
RU2465449C1 |
| Способ выщелачивания пиритсодержащего сырья | 2017 |
|
RU2651017C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ, ПРЕИМУЩЕСТВЕННО НИКЕЛЯ И КОБАЛЬТА, ИЗ ОКИСЛЕННЫХ РУД | 2013 |
|
RU2568223C2 |
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ НИКЕЛЬ-КОБАЛЬТОВОГО СЫРЬЯ | 2009 |
|
RU2393251C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ НИКЕЛЯ, КОБАЛЬТА И ДРУГИХ НЕБЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ ЛАТЕРИТНЫХ РУД С ИСПОЛЬЗОВАНИЕМ КУЧНОГО ВЫЩЕЛАЧИВАНИЯ И ПРОДУКТ, СОДЕРЖАЩИЙ НИКЕЛЬ, КОБАЛЬТ И ДРУГИЕ МЕТАЛЛЫ И ПОЛУЧЕННЫЙ ИЗ ЛАТЕРИТНЫХ РУД | 2006 |
|
RU2355793C2 |
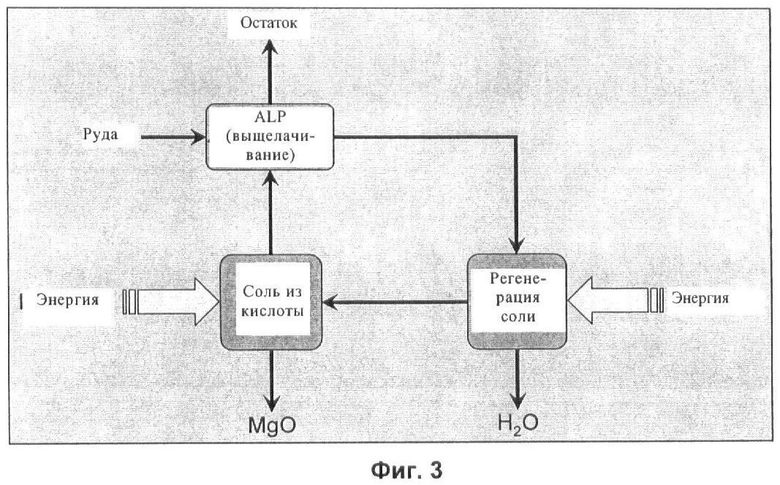
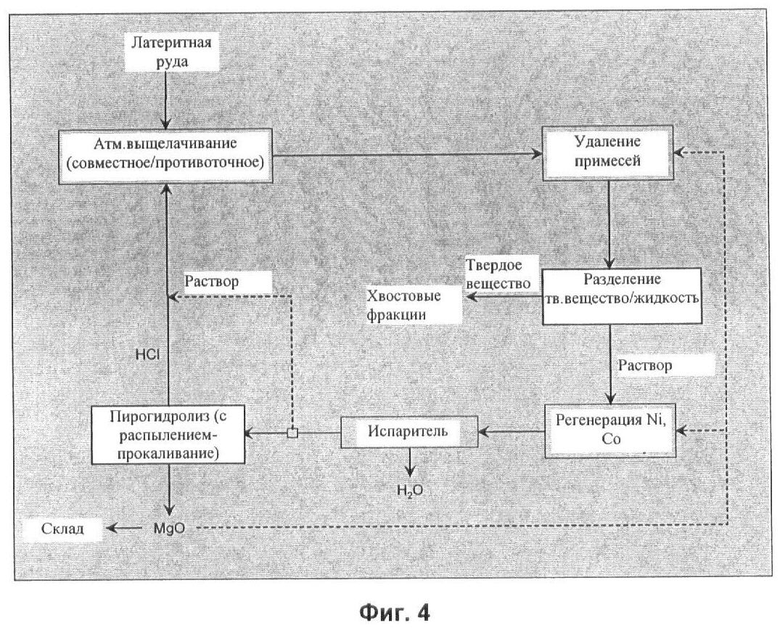
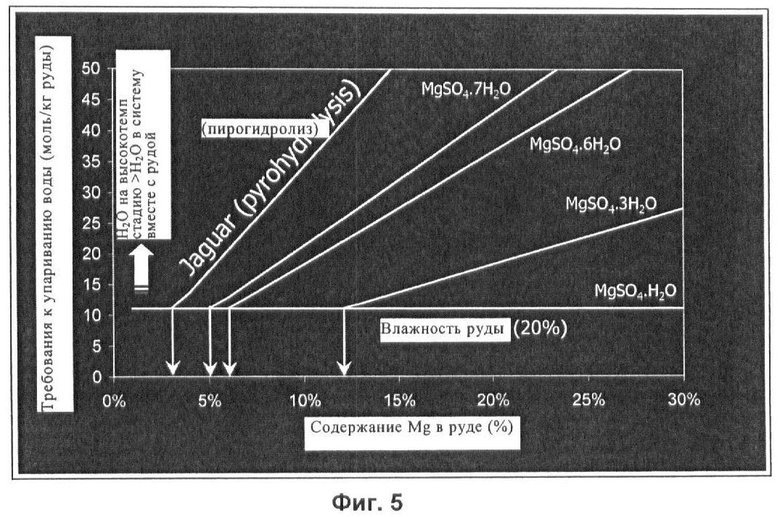
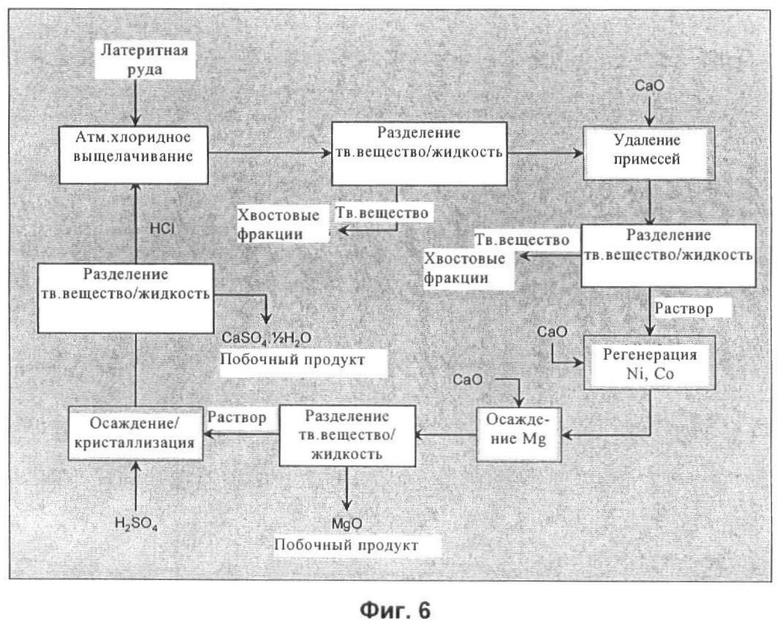
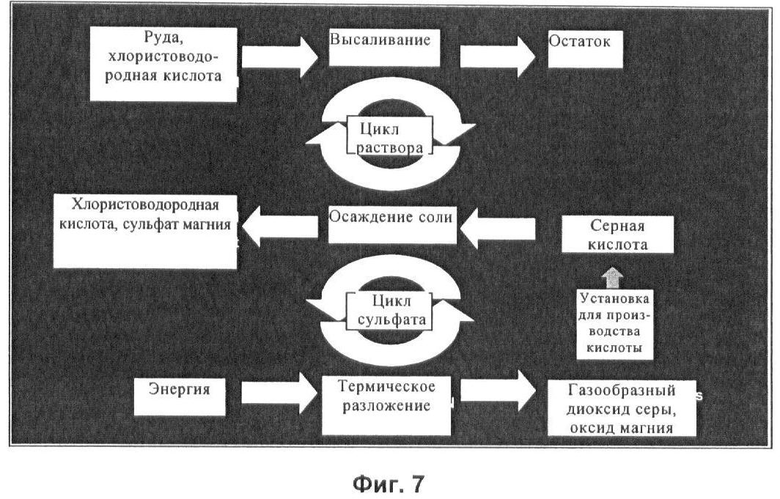
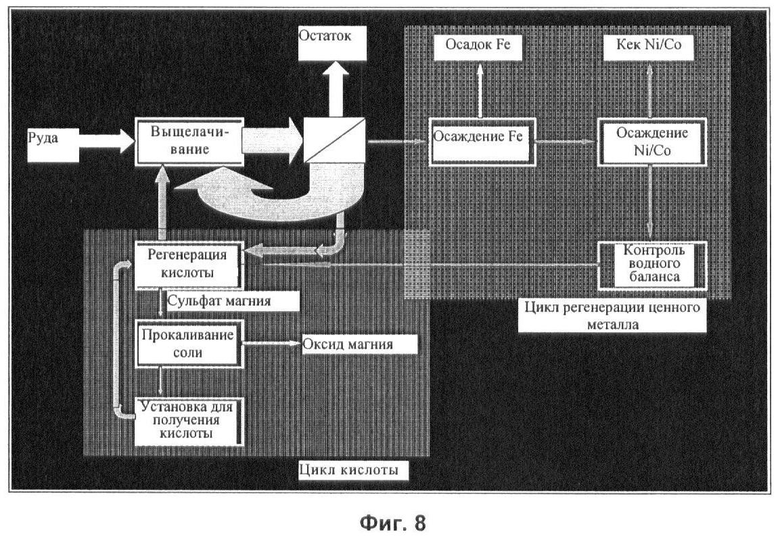
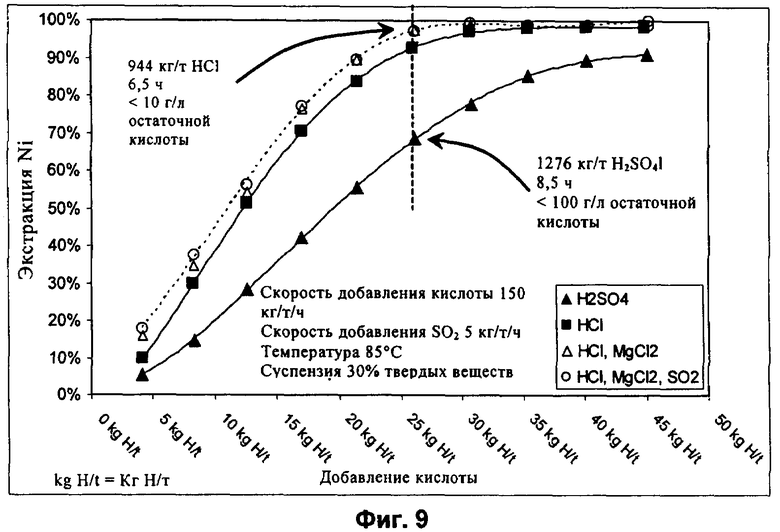
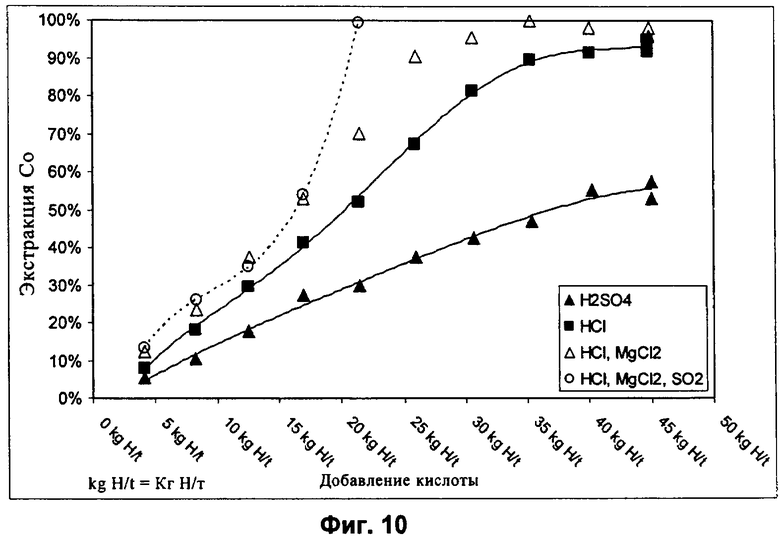
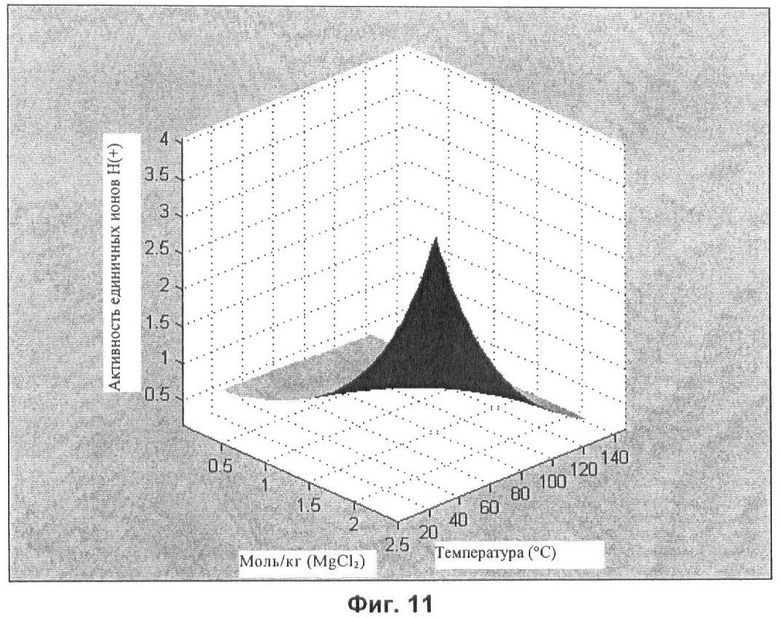
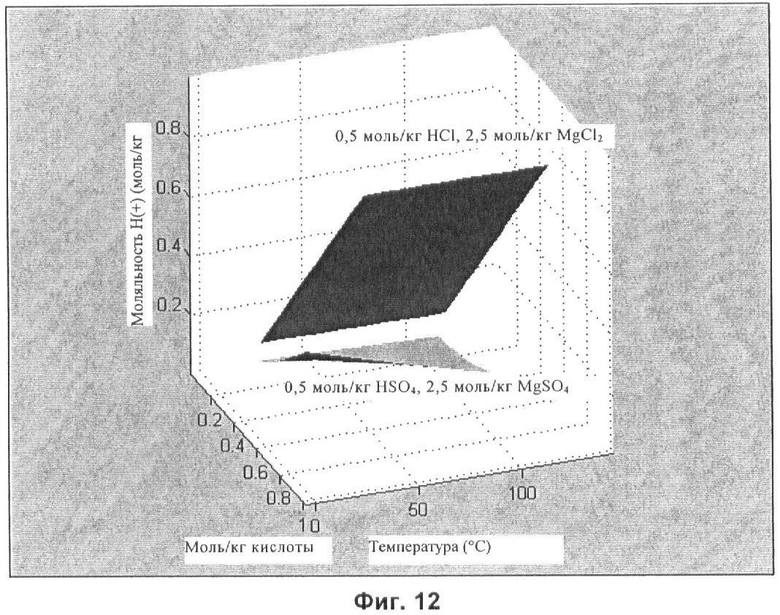
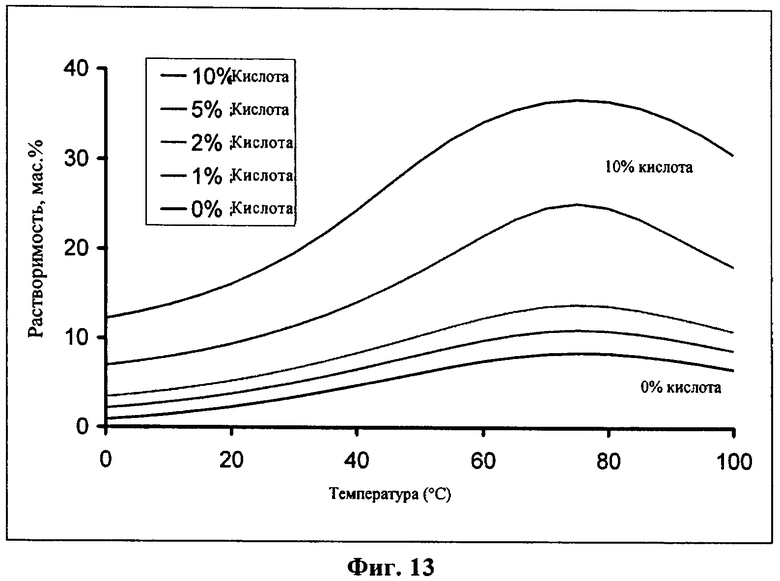
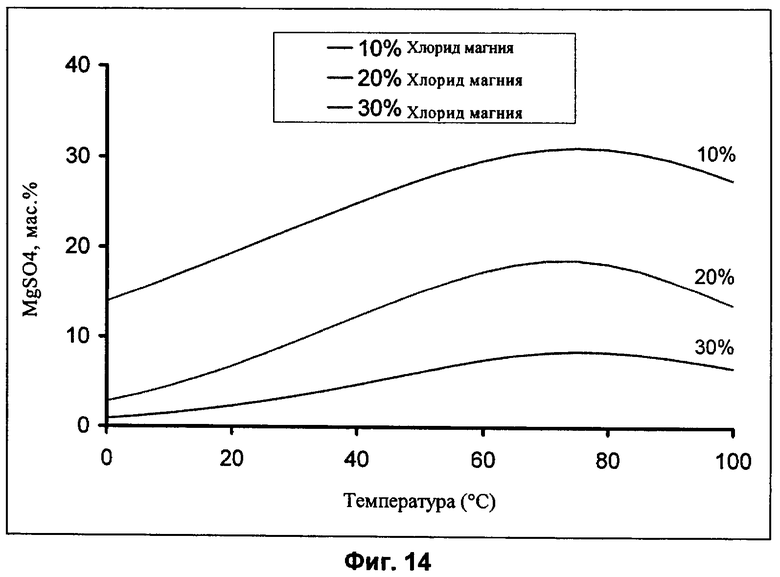
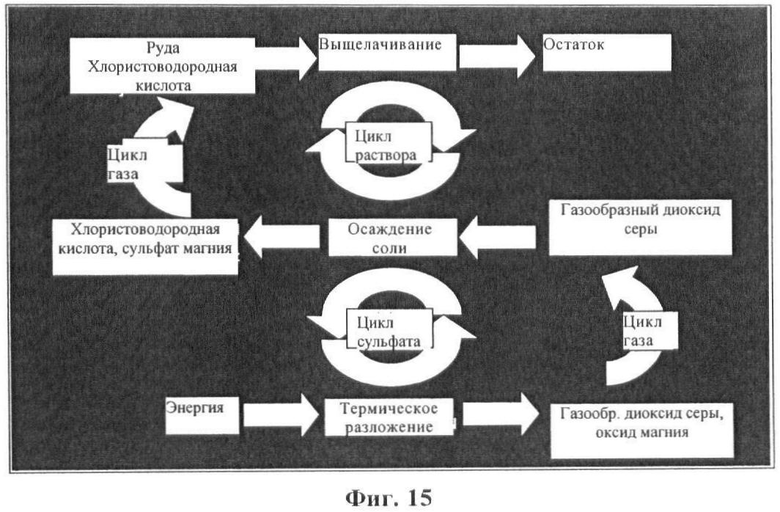
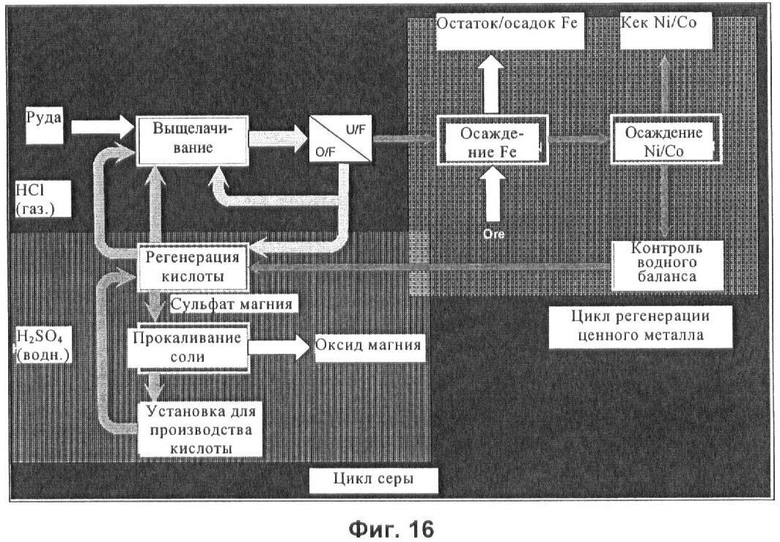
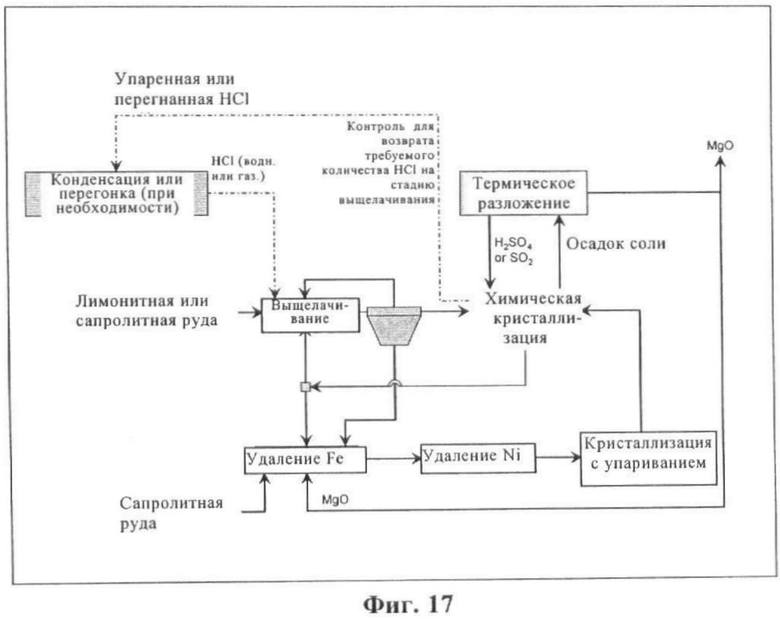
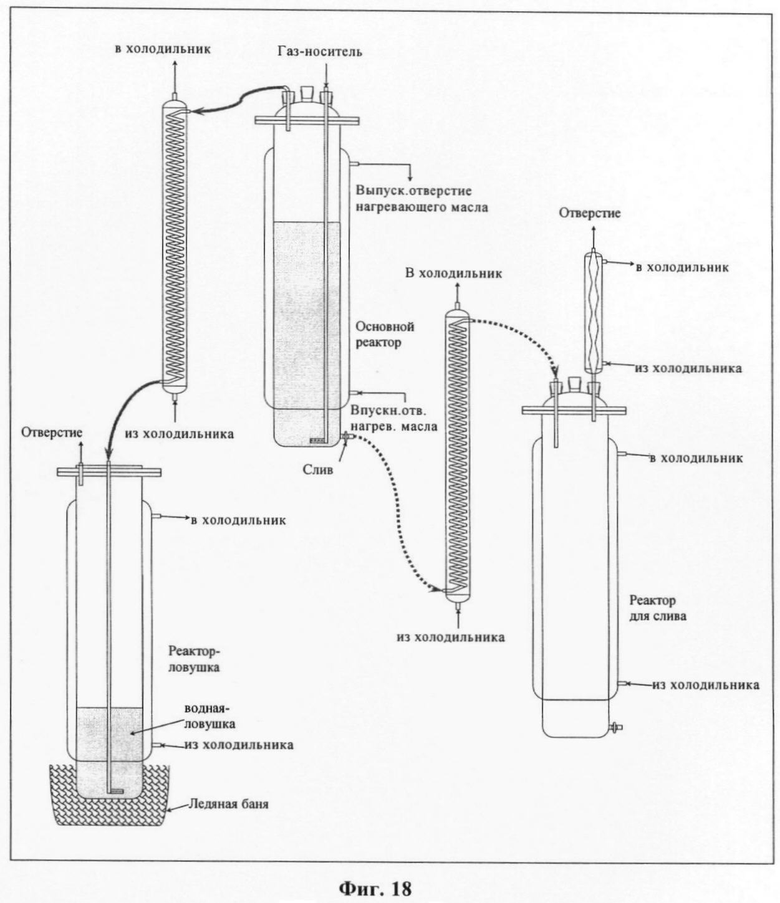
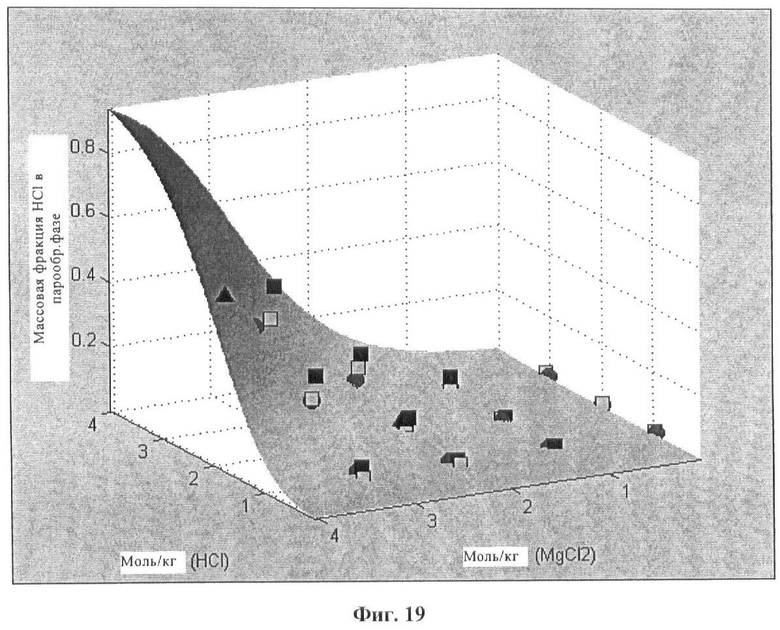
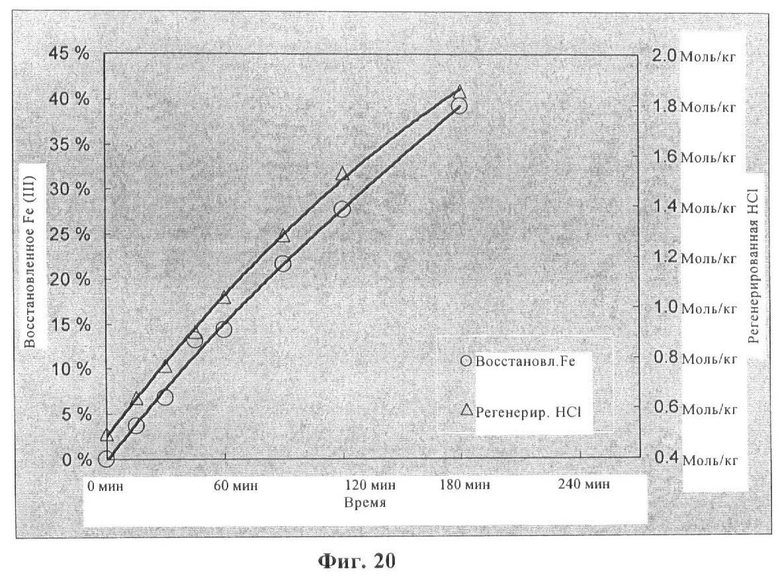
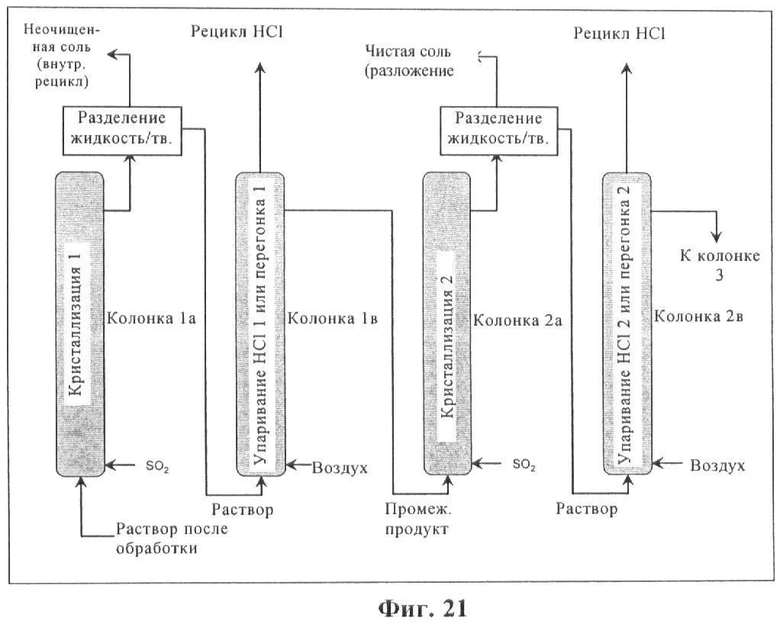
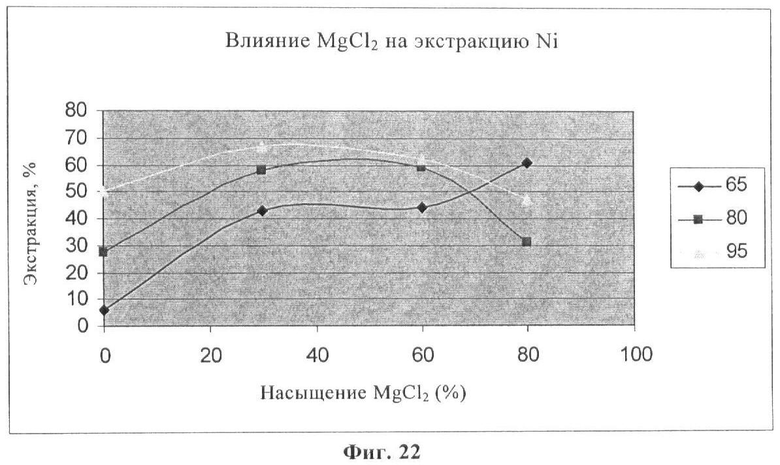
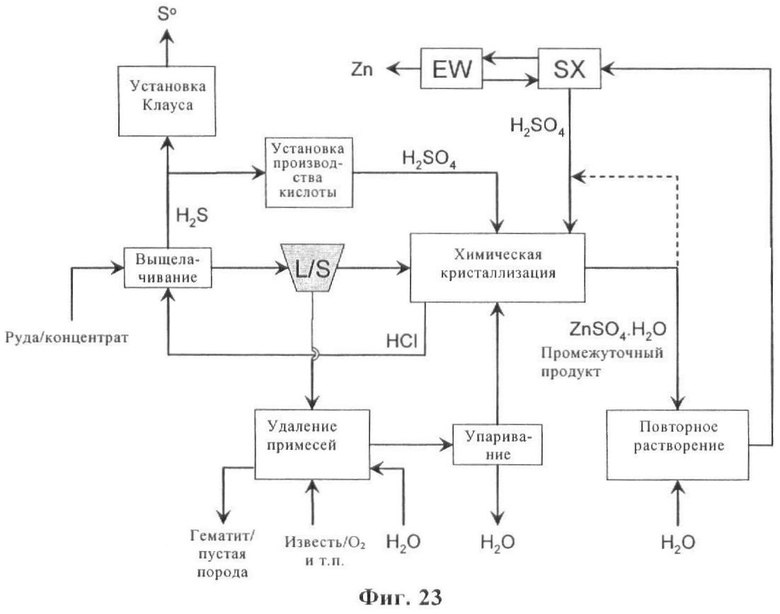
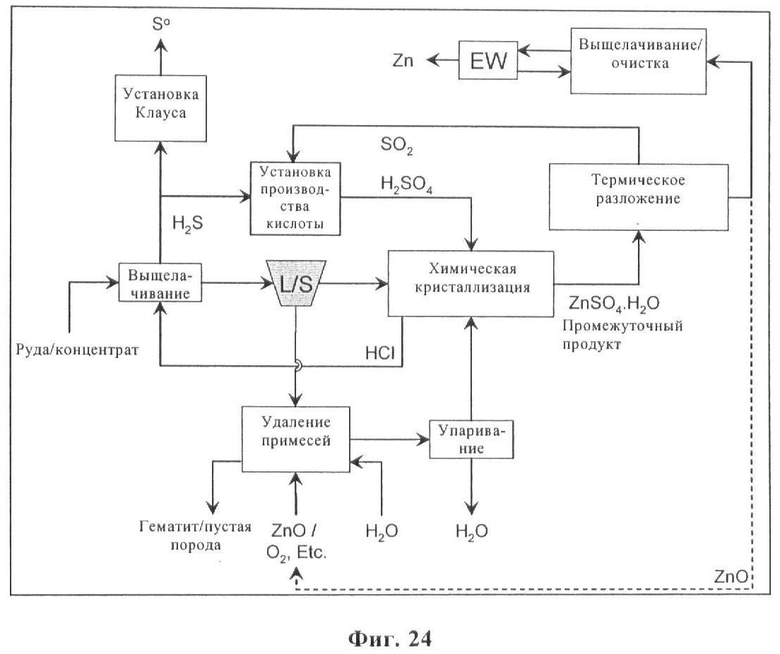
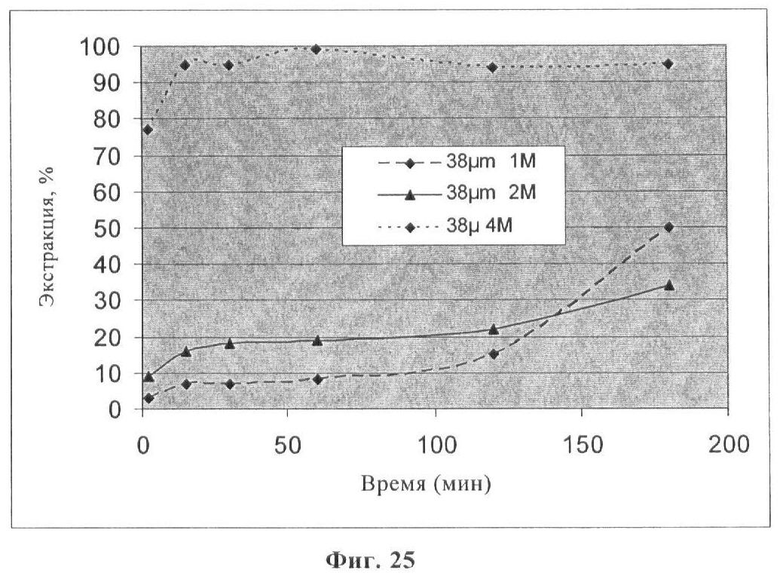
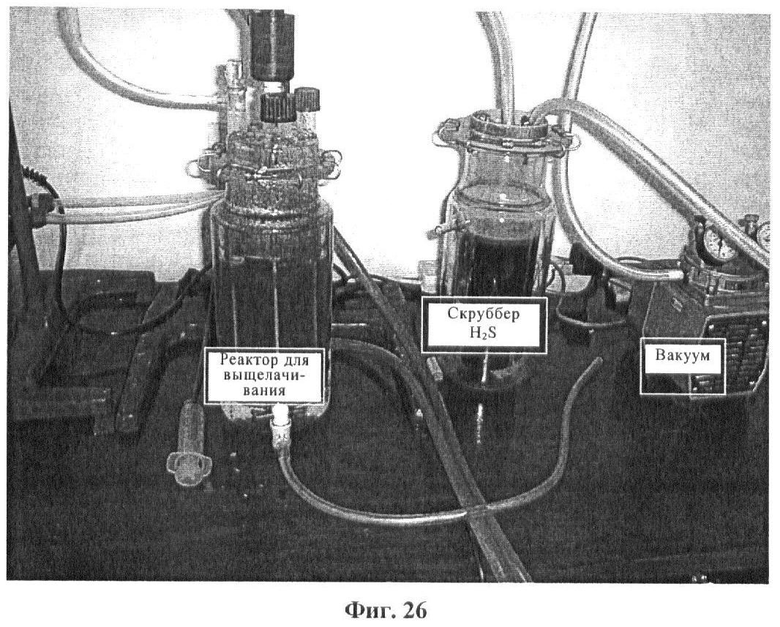
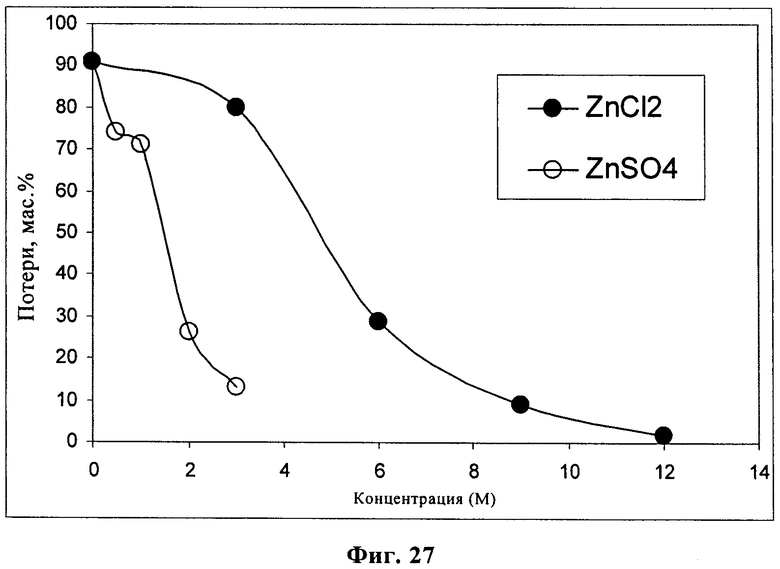
Изобретение относится к способу выщелачивания ценного металла из руды, содержащей указанный ценный металл. Способ заключается в том, что проводят следующие стадии: выщелачивание руды в присутствии хлористоводородной кислоты с образованием растворимого хлорида металла в растворе для выщелачивания, добавление серной кислоты и/или диоксида серы в раствор для выщелачивания, регенерация твердого сульфата металла или сульфита металла из раствора для выщелачивания и регенерация хлористоводородной кислоты и непрерывное превращение по крайней мере части хлористоводородной кислоты из раствора в парообразную фазу. Затем парообразную хлористоводородную кислоту поглощают и возвращают на стадию выщелачивания. Серную кислоту и/или диоксид серы добавляют в раствор для выщелачивания в процессе выщелачивания или после него. Ценный металл обычно выбирают из группы, включающей Zn, Сu, Ti, Al, Cr, Ni, Co, Mn, Fe, Pb, Na, К, Са, металлы платиновой группы и золото. Металлом в сульфате металла или сульфите металла является ценный металл или менее ценный металл, по сравнению с металлом, который выщелачивают из руды, например магний. Техническим результатом является повышение экономичности процесса. 13 з.п. ф-лы, 27 ил., 1 табл.
1. Способ выщелачивания металла из содержащей его руды, включающий следующие стадии:
а) выщелачивание руды в присутствии хлористоводородной кислоты с образованием растворимого хлорида металла в растворе для выщелачивания,
б) добавление серной кислоты и(или) диоксида серы в раствор для выщелачивания с образованием осажденного твердого сульфата металла или сульфита металла в растворе для выщелачивания,
в) регенерация хлористоводородной кислоты одновременно с осаждением твердого сульфата металла или сульфита металла и регенерация твердого сульфата металла или сульфита металла из раствора для выщелачивания,
г) возвращение регенерированного раствора хлористоводородной кислоты с высоким содержанием ионов хлорида и низким содержанием ионов сульфата или сульфита на стадию выщелачивания, и
д) непрерывное превращение по крайней мере части хлористоводородной кислоты из раствора в парообразную фазу.
2. Способ по п.1, в котором хлористоводородную кислоту в парообразной фазе возвращают на стадию (а).
3. Способ по п.1, в котором хлористоводородную кислоту превращают в парообразную фазу посредством нагрева.
4. Способ по п.1, в котором хлористоводородную кислоту в парообразной фазе перед возвращением на стадию (а) подвергают перегонке для удаления воды.
5. Способ по п.1, в котором сульфат металла или сульфит металла характеризуется формулой MeSOx·yH2O,
где Me означает металл,
х равно 3 или 4, а
у равно 0 или более.
6. Способ по п.1, в котором источником металла в сульфате металла или сульфите металла предпочтительно является руда.
7. Способ по п.1, в котором рудой в основном является оксидная или силикатная руда, содержащая цветной металл.
8. Способ по п.7, в котором рудой является цинк-оксидная руда.
9. Способ по п.1, в котором рудой является латеритная никелевая руда.
10. Способ по п.9, в котором рудой является сапролитная или лимонитная руда.
11. Способ по п.1, в котором рудой является сульфидная, титановая или алюминиевая руда.
12. Способ по п.1, в котором металл для выщелачивания из руды выбирают из группы, включающей Zn, Сu, Ti, Al, Cr, Ni, Co, Mn, Fe, Pb, Na, К, Са, металлы платиновой группы и золото.
13. Способ по п.1, в котором металл в составе сульфата металла или сульфита металла является металлом, который выщелачивают, и дополнительно осуществляют стадию разложения сульфата металла или сульфита металла для регенерации металла.
14. Способ по п.1, в котором металлом в сульфате металла или сульфите металла является менее ценный металл, по сравнению с металлом, который выщелачивают из руды.
| ЧЕРНЯК А.С | |||
| Химическое обогащение руд, Недра | |||
| - М., 1965, с.91-98 | |||
| US 5650057 А, 22.07.1997 | |||
| US 5232490 А, 03.08.1993 | |||
| US 6428599 B1, 06.08.2002 | |||
| US 5571308 A, 05.11.1996 | |||
| КРЫШКА-НЕПРОЛИВАЙКА ДЛЯ ЕМКОСТИ С НАПИТКОМ | 2008 |
|
RU2424963C1 |

