Настоящее изобретение относится к аппарату (установке) и способам упаковки курительных изделий, таких как сигары, сигарильо и сигареты. В частности, настоящее изобретение относится к аппарату и способу создания упаковки, которая содержит две пачки, соединенные таким образом, что эти две пачки перемещаются относительно друг друга посредством вращения относительно по меньшей мере одного ребра.
Известен аппарат, позволяющий соединить несколько (две или более) сигаретных пачек вместе. Аппарат для соединения двух пачек, расположенных бок о бок и соединенных шарнирно, является предметом находящейся одновременно на рассмотрении международной заявки WO 05/054056, содержание которой включено в настоящее описание посредством ссылки.
Пример упаковки, созданной посредством аппарата и способа сборки, описанных в настоящем документе, раскрыт в находящейся одновременно на рассмотрении международной заявке PCT/GB2006/000245, содержание которой включена в настоящее описание посредством ссылки.
Соответственно, в настоящем изобретении предлагается упаковочный аппарат, содержащий одну или несколько упаковочных машин, позволяющее скомпоновать несколько пачек; устройство для наложения полосок, позволяющее наложить полоску на одну лицевую поверхность всех, кроме одной из указанных нескольких собранных пачек; конвейерное устройство, позволяющее направить собранные пачки так, чтобы лицевая поверхность каждой собранной пачки с присоединенной к ней полоской примыкала к лицевой поверхности другой из указанных нескольких собранных пачек и чтобы полоска находилась между примыкающими лицевыми поверхностями; и фиксирующее устройство, позволяющее зафиксировать полоску вокруг смежных пачек так, чтобы эти пачки были соединены вместе и при этом могли перемещаться относительно друг друга посредством вращения относительно по меньшей мере одного ребра.
Отдельные упаковочные машины, соответственно, могут собирать каждую из нескольких пачек. Например, первая упаковочная машина может собирать первую пачку и вторая упаковочная машина может упаковывать вторую собранную пачку. Упаковочные машины могут быть расположены в параллельной конфигурации, когда аппарат дополнительно содержит регулирующее устройство, позволяющее отрегулировать ориентацию по меньшей мере одной из указанных нескольких собранных пачек в положение для примыкания бок о бок со смежной пачкой из этих нескольких собранных пачек. Переориентация пачек может быть такова, чтобы каждая из указанных нескольких собранных пачек имела одну и ту же ориентацию. Регулирующее устройство может представлять собой переворачивающий блок, который позволяет перевернуть по меньшей мере одну из указанных нескольких собранных пачек таким образом, что переднее ребро пачки на входе в переворачивающий блок становится задним ребром на выходе из переворачивающего блока.
Регулирующее устройство может быть частью конвейерного устройства, тем самым, по меньшей мере одна из указанных нескольких собранных пачек будет перевернута на угол 180° на дугообразной линии подачи. Переворот собранной пачки может происходить под действием силы тяжести.
В альтернативном варианте первая и вторая упаковочные машины могут быть расположены последовательно, когда в производственном процессе одна машина находится выше по потоку относительно другой. Когда машины расположены последовательно, первая и вторая пачки могут выходить из соответствующих машин в одной и той же ориентации, поэтому не возникает необходимости менять ориентацию пачек. Поэтому регулирующее устройство не требуется.
Предпочтительно фиксирующее устройство сконфигурировано для приема нескольких собранных пачек, причем смежные пачки расположены бок о бок, а полоска находится в промежутке между ними. Полоска может быть одиночной полоской. Предпочтительно полоска сконфигурирована для разделения на две или более отдельных полосок. Размер полоски такой, что она шире, чем примыкающие лицевые поверхности смежных собранных пачек, так что концевая область каждой полоски выступает за оба ребра примыкающих лицевых поверхностей смежных собранных пачек. Соответственно, для пачек, которые перемещаются относительно друг друга посредством вращения относительно одного ребра, полоска может быть присоединена к одной или обеим примыкающим лицевым поверхностям. В альтернативном варианте полоска может быть приложена к примыкающим лицевым поверхностям на одной пачке и боковой панели на смежной пачке. Предпочтительно для пачек, которые расположены для перемещения относительно друг друга посредством вращения относительно двух или более ребер, выступающая концевая область содержит две или более отдельных секций, которые фиксируются фиксирующим устройством на лицевых поверхностях, но не на примыкающих лицевых поверхностях на первой и второй собранных пачках, так что каждая полоска прикреплена к двум соседним пачкам, соединяя, тем самым, смежные пачки вместе, так что они перемещаются относительно друг друга посредством вращения относительно одного или нескольких ребер. Аппарат может дополнительно содержать устройство нанесения адгезива, которое обеспечивает нанесение адгезива либо на полоску, либо на соответствующие области на пачках, так что каждая полоска может быть приклеена к каждой из двух смежных собранных пачек. В альтернативном варианте аппарат может дополнительно содержать устройство активации адгезива для активации адгезива, который заранее наносится на полоску или соответствующие области на пачках.
Устройство нанесения адгезива предпочтительно обеспечивает нанесение адгезива на концевые области полосок, чтобы можно было прикрепить полоски к пачкам. В альтернативном варианте или дополнительно адгезив может быть нанесен на соответствующие области на лицевых поверхностях пачек, к которым должны быть прикреплены концевые области полосок. В альтернативном варианте концевые области полосок могут быть предварительно обработаны адгезивом, таким как активируемый при нагревании или активируемый водой адгезив, который активируется устройством активации адгезива.
Аппарат может дополнительно содержать устройство приложения давления. После нанесения или активации адгезива устройство приложения давления позволяет приложить давление к концевым областям полосок, что способствует надежному сцеплению между концевыми областями и принимающими лицевыми поверхностями каждой пачки.
Аппарат может дополнительно содержать устройство нагревания, которое можно использовать для нагрева концевых областей полосок, а именно для активации нанесенного на них адгезива. В альтернативном варианте или дополнительно устройство нагревания может способствовать затвердеванию нанесенного или активированного адгезива, так что можно повысить эффективность соединения этих компонентов.
Аппарат может дополнительно содержать устройство охлаждения, которое можно использовать для охлаждения собранных пачек, чтобы способствовать эффективному затвердеванию адгезива.
Можно использовать одну или одну из нескольких упаковочных машин для завершения сборки из указанных нескольких собранных пачек путем наложения наружной заготовки на комбинацию собранных пачек, причем наружная заготовка может содержать участок крышки, который будет согнут посредством одной или одной из нескольких упаковочных машин. Одна или одна из нескольких упаковочных машин позволяют согнуть участок крышки, который может быть предусмотрен, как неотъемлемая часть одной или нескольких из указанных собранных пачек.
Предпочтительно одна или несколько упаковочных машин содержат принимающую станцию для курительных изделий, блок оборачивания в фольгу, конвейер заготовок внутреннего каркаса, станцию сгибания и конвейерное устройство.
По настоящему изобретению дополнительно предлагается способ изготовления упаковки, включающий этапы сборки нескольких пачек; наложения полоски на одну лицевую поверхность всех, кроме одной из указанных нескольких собранных пачек; направление этих нескольких собранных пачек так, чтобы лицевая поверхность каждой собранной пачки с наложенной на нее полоской примыкала к соответствующей лицевой поверхности другой из указанных нескольких собранных пачек и при этом полоска находилась между примыкающими лицевыми поверхностями; и фиксацию полоски вокруг смежных пачек так, чтобы они были соединены вместе и могли перемещаться относительно друг друга посредством вращения относительно по меньшей мере одного ребра.
В зависимости от ориентации указанных нескольких собранных пачек на выходе из упаковочной машины способ может дополнительно включать этап регулировки ориентации по меньшей мере одной из указанных нескольких собранных пачек, чтобы ориентация всех пачек была одинакова.
Способ изготовления пачки может также дополнительно включать этап сборки элемента наружного каркаса относительно комбинации нескольких пачек и полоски. Наружная заготовка может содержать участок крышки, причем способ дополнительно включает этап сгибания участка крышки относительно пачек. В альтернативном варианте, в котором по меньшей мере одна из указанных нескольких собранных пачек содержит участок крышки, способ может включать этап сгибания участка крышки относительно пачек.
Способ также может дополнительно включать наложение наружной целлофановой обертки для пачки.
Варианты осуществления настоящего изобретения описаны только в качестве примера со ссылкой на сопроводительные чертежи, на которых:
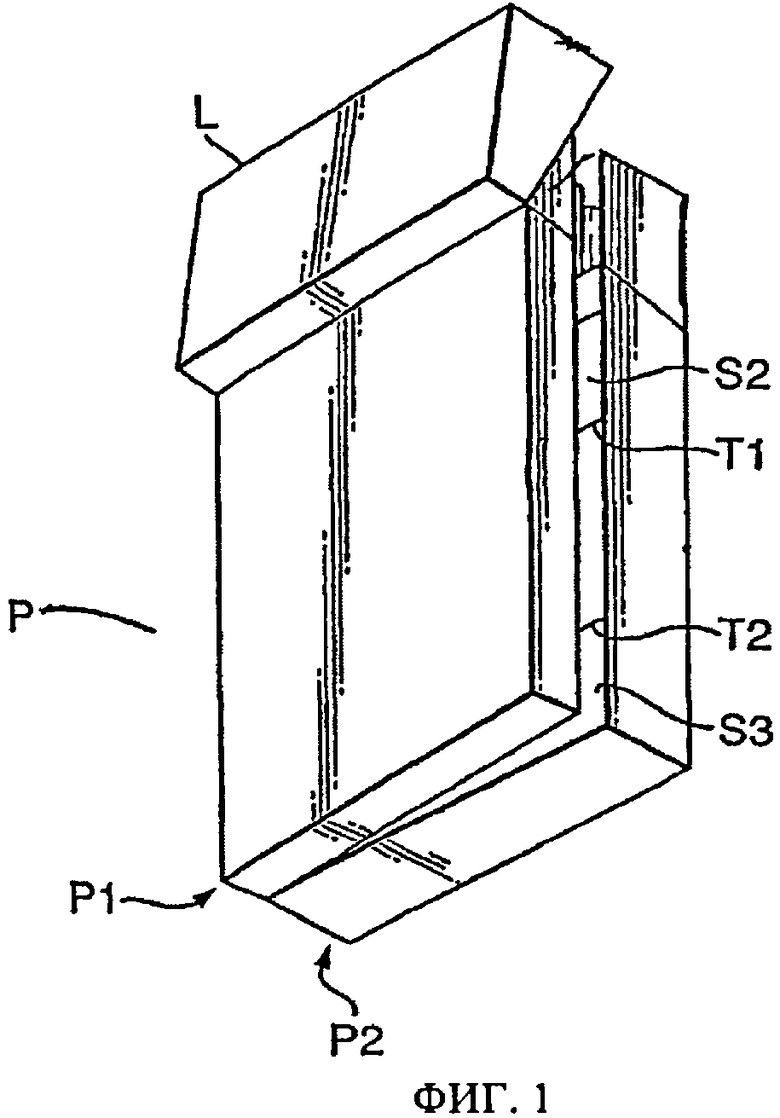
на фиг.1 показан вид в перспективе упаковки, включающей две пачки, соединенные вместе системой полосок и имеющие одну шарнирную крышку, которая закрывает обе пачки в закрытой конфигурации, как показано на чертеже;
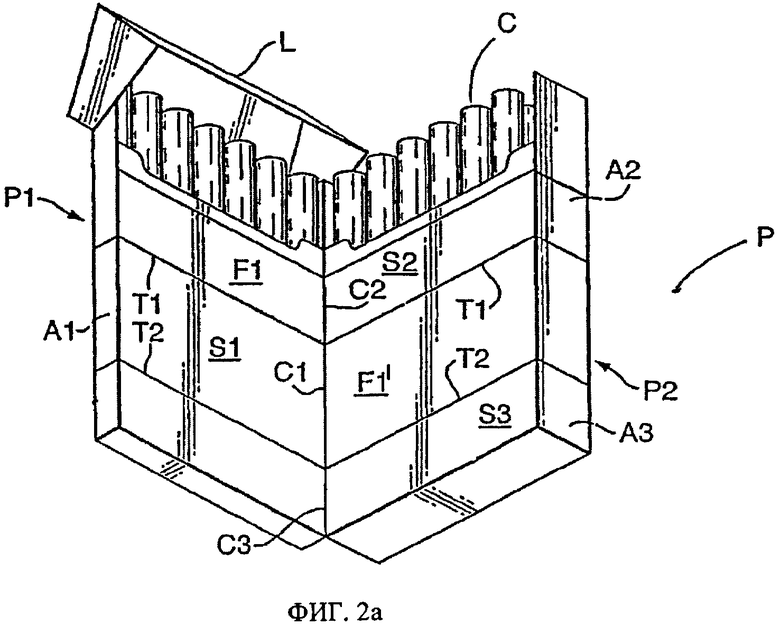
на фиг.2а показан вид в перспективе двух пачек, соединенных вместе системой полосок, содержащей три полоски, так что пачки могут вращаться относительно друг друга относительно двух различных ребер;
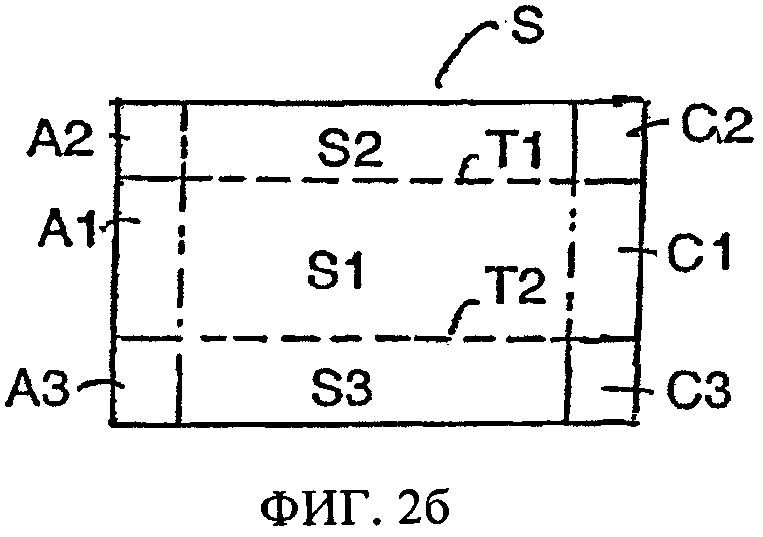
на фиг.2б показана система полосок, наложенных как для пачек на фиг.2а, тем самым, две пачки соединены вместе;
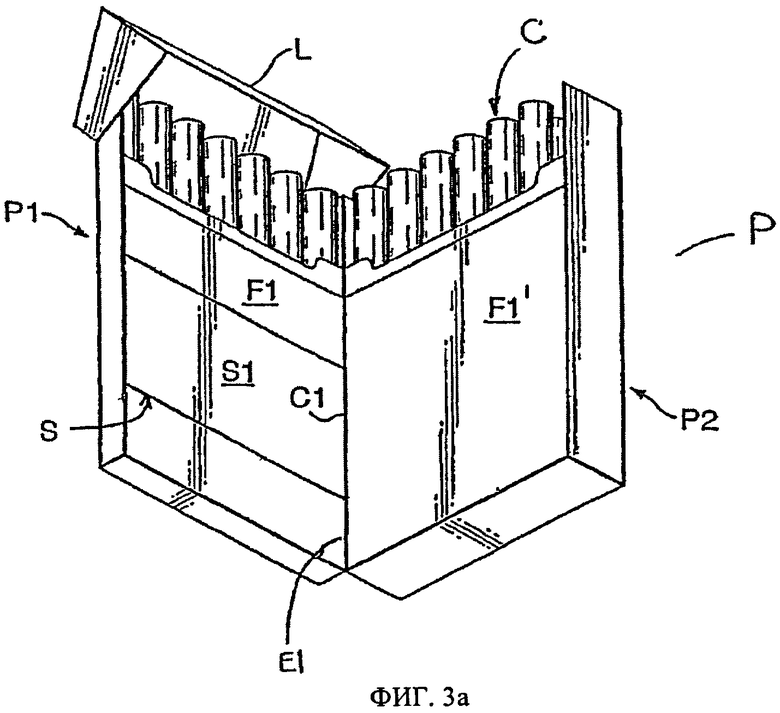
на фиг.3а показан вид в перспективе двух пачек, соединенных вместе альтернативной системой полосок по сравнению с системой, показанной на фиг.2а и 2б;
на фиг.3б показана система полосок, содержащая одну полоску, которая соединяет две пачки по фиг.3а вместе;
на фиг.4 показан вид в перспективе двух пачек, которые соединены вместе системой полосок по фиг.2а и 2б, на котором каждая пачка имеет присоединенную к ней шарнирную крышку;
на фиг.5 представлена схематическая компоновка упаковочного аппарата, используемого для создания пачек по фиг.1, 2 и 4;
на фиг.6 дано схематическое представление процесса сборки для создания пачек по фиг.1, 2а, 3а и 4 и
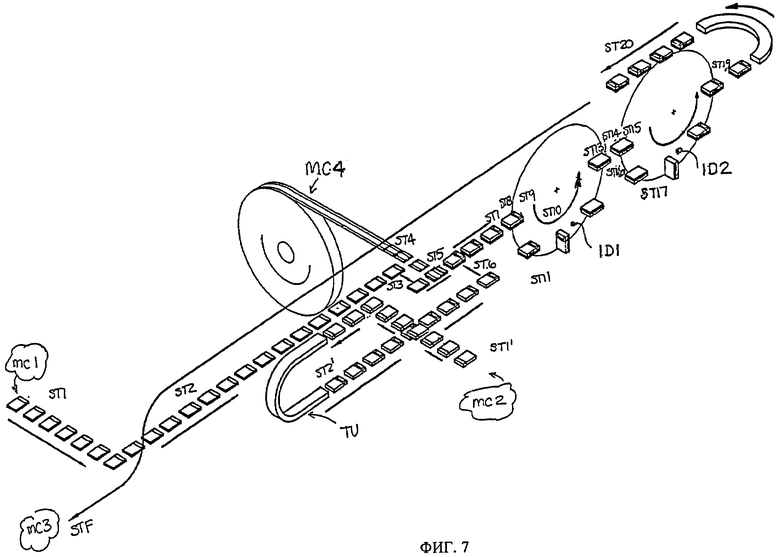
на фиг.7 дано схематическое представление альтернативного процесса сборки по сравнению с показанным на фиг.6.
Со ссылкой на фиг.1, 2а, 3а и 4а сигаретная упаковка Р образована соединением вместе двух отдельных пачек P1, P2 посредством системы полосок S.
Показанные примеры включают одну пачку Р1, которая содержит семь (7) сигарет С, и другую пачку P2, которая содержит тринадцать (13) сигарет С. В обеих пачках P1, P2, сигареты С обернуты во внутреннюю обертку из фольги (не показана), и дополнительную обертку из бумаги или картона для создания более жесткого внутреннего и/или наружного каркаса. Две пачки P1, P2 расположены с лицевыми поверхностями F1, F1', примыкающими друг к другу, и система полосок S находится в промежутке между ними. Система полосок S может представлять собой одиночную полоску (см. фиг.3а и 3б), перфорированную полоску (см. фиг.2а и 2б), или для создания комбинированной компоновки пачек, такой как показанная на фиг.2а, 4а и 4б, система полосок может содержать множество отдельных полосок. В примерах, показанных на фиг.3а и 3б, система полосок предусмотрена с одиночной полоской S. На фиг.2а, 2б, 4а и 4б система полосок S предусмотрена с одиночной полоской S, содержащей перфорированные участки T1, T2, так что полоска S разделена на три отдельные полоски S1, S2, S3. Перфорированные участки T1, T2 на полоске S облегчают отделение одной полоски от другой после того, как пачки P1, P2 соединены вместе. Полоска S шире, чем пачки P1, P2, так что предусмотрена выступающая секция полоски на каждой стороне пачки. У каждой боковой стороны выступающая часть разделена на число планок (отогнутых концов), которое соответствует числу полосок; в этом примере имеются три (3) планки на каждой боковой стороне A1, A2, A3 и C1, C2, С3. Планки A1, A2, A3 и C1, C2, С3 облегчают присоединение системы полосок S к отдельным пачкам P1, P2, тем самым, соединяя их вместе, так что пачки P1, P2 перемещаются относительно друг друга посредством вращения относительно двух или более ребер. Каждая планка A1, A2, A3 и C1, C2, С3 зафиксирована на одной из двух пачек на боковой поверхности. Полоски могут быть длиннее, чем указано выше, так что они могут быть зафиксированы на какой-либо лицевой поверхности пачки помимо боковой поверхности. В альтернативном варианте полоски S1, S2, S3 могут быть такой длины, чтобы они проходили вокруг пачки, и концевые области полоски(ок) могут быть прикреплены к какой-либо области на той же самой полоске.
Со ссылкой на фиг.3а показана сборка упаковки Р из первой и второй собранных пачек Р1 и P2, которые соединены вместе одиночной полоской S. Полоска S частично зафиксирована на передней поверхности F1 первой собранной пачки Р1 и частично на боковой поверхности второй собранной пачки P2, так что две пачки перемещаются относительно друг друга посредством вращения относительно одного ребра Е1.
Следующее описание относится к примерам, показанным на фиг.1, 2а, 2б, 4а и 4б, на которых имеются три (3) полоски S1, S2, S3 и на которых планки A1 и C1 образуют концы полоски S1, планки A2 и C2 образуют концы полоски S2, и планки A3 и С3 образуют концы полоски S3. Планки A1, A2, A3, C1, C2 и С3 присоединены к боковым панелям пачек P1, P2. Например, планка A1 присоединена к боковой панели первой пачки Р1 и C1 зафиксирована на противоположной боковой панели второй пачки P2. Остальные полоски S2 и S3 прилегают к первой полоске S1 и расположены таким образом, что планки A2 и A3 присоединены ко второй пачке P2 на боковой панели, которая расположена напротив боковой панели с присоединенной к ней планкой C1. Планки C2 и С3 зафиксированы на первой пачке Р1 и на боковой панели, которая расположена напротив боковой панели с присоединенной к ней планкой A1.
При фиксации планок A1, A2, A3 и C1, C2, С3 на пачках Р1, P2 две пачки соединены вместе и перемещаются относительно друг друга посредством вращения относительно двух различных ребер.
На фиг.1, 2a и 3a показана упаковка Р, в которой система полосок S присоединена к двум пачкам Р1 и P2, которые закрываются, когда пачки прижаты друг к другу, посредством одиночной шарнирной крышки L.
На фиг.4a показана упаковка Р, в которой система полосок S присоединена к двум пачкам Р1, P2, каждая из которых закрывается посредством отдельной шарнирной крышки L1, L2.
На фиг.5, 6 и 7 схематически показаны компоненты, образующие упаковочный аппарат и путь, по которому образующие упаковку Р компоненты следуют во время изготовления. В показанном примере в качестве упаковочного аппарата используются три отдельные упаковочные машины МС1, МС2 и МС3. Эта конфигурация особенно подходит для изготовления упаковки Р, показанной на фиг.1 и 2, в которой элемент наружной заготовки, несущий участок одиночной крышки L, которая закрывает обе пачки Р1 и P2, добавляется к комбинации первой пачки Р1, второй пачки P2 и системы полосок S на третьей упаковочной машине МС3. Наружная заготовка зафиксирована на одной или обеих первой и второй пачках Р1, P2, и участок одиночной крышки L согнут так, чтобы обе пачки Р1, P2 были закрыты (см. фиг.1).
Последующее описание относится к упаковочному аппарату, показанному на фиг.5, 6 и 7, причем на всех этих чертежах используются три отдельные упаковочные машины МС1, МС2, МС3 и устройство для наложения полосок МС4.
На фиг.5 дано упрощенное схематическое представление упаковочного аппарата.
Каждая из упаковочных машин МС1 и МС2 принимает сигареты и комплектует их, соответственно, в пучки по семь и тринадцать сигарет и помещает их в обертку для создания первой и второй пачек P1, P2, чтобы из их комбинации получить комбинированную пачку Р. Для создания пачек могут быть использованы другие количества и комбинации количеств сигарет. Например, одна пачка, содержащая пучок из семи, и одна пачка, содержащая пучок из десяти сигарет, пригодны для использования при продаже пачек через торговые автоматы.
В показанной ориентации вторая упаковочная машина МС2 расположена параллельно с первой упаковочной машиной МС1. Поэтому ориентация пачки P2 на выходе со второй упаковочной машины МС2 отличается от ориентации первой пачки Р1 на выходе с первой упаковочной машины МС1.
Переворачивающий блок TU составляет часть конвейерной системы на выходе со второй упаковочной машины МС2 и позволяет перевернуть/повернуть вторую пачку P2 на угол 180 градусов на выходе со второй упаковочной машины МС2. При перевороте/повороте второй собранной пачки P2 переднее ребро второй собранной пачки P2 на выходе со второй упаковочной машины МС2 становится задним ребром пачки P2 на входе в устройство МС4 для наложения полосок. Следовательно, обе пачки Р1 и P2 входят в устройство МС4 для наложения полосок верхом (крышкой) пачки вперед.
Устройство МС4 для наложения полосок позволяет наложить систему полосок S между первой и второй пачками Р1, P2 и зафиксировать концевые области (планки) Al, A2, A3, C1, C2, С3 полоски на первой и второй собранных пачках Р1, P2, так что они в комбинации образуют упаковку Р, в которой две пачки Р1, P2 перемещаются относительно друг друга посредством вращения относительно двух различных ребер.
Передающие конвейеры ТС переносят пачки/упаковки Р1, P2, Р на и с упаковочных машин МС1, МС2, МС3 и устройства МС4 для наложения полосок на каждом этапе процесса упаковки.
В описанных и проиллюстрированных вариантах осуществления третья упаковочная машина МС3 принимает комбинированную упаковку Р с устройства МС4 для наложения полосок и позволяет выполнить все заключительные этапы упаковки до выпуска конечной пачки для розничной продажи, например, если используется одиночная крышка L (см. фиг.1 и 2а), третью упаковочную машину МС3 можно использовать для комбинированной упаковки Р, чтобы наложить заготовку наружного каркаса (не показана) с присоединенным к ней участком крышки L. Третья упаковочная машина МС3 также может быть использована для сгибания участка крышки L. В альтернативном варианте одиночная крышка L может быть составляющей частью одной из первой или второй собранных пачек P1, P2, причем третья упаковочная машина МС3 должна использоваться для сгибания участка крышки L, чтобы можно было закрыть пачку Р.
Первая и вторая собранные пачки Р1 и P2 могут иметь отдельные крышки L1, L2 (см. фиг.4а), и при этом первая и вторая собранные пачки P1, P2 закрываются по отдельности соответствующей крышкой. В этом примере первая и вторая упаковочные машины МС1, МС2 могут выполнять завершающую сборку комбинированной пачки посредством сгибания участков крышки до того, как пачки будут скомбинированы для создания упаковки Р. Поэтому можно обойтись без третьей упаковочной машины МС3.
При соответствующей переделке конвейерной системы можно использовать одну машину в комбинации с устройством МС4 для наложения полосок для создания отдельных пачек Р1 и P2 и, в заключение, комбинированной упаковки Р.
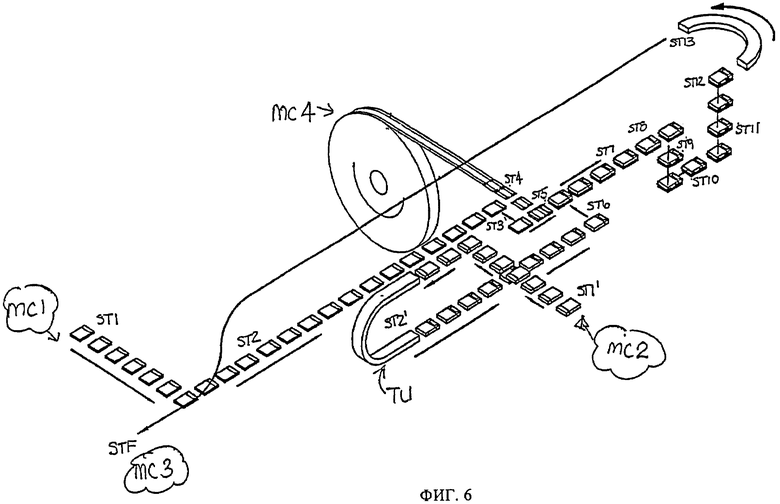
Способ упаковки сигарет в комбинированную упаковку Р показан на фиг.6 и 7.
Со ссылкой на фиг.6 и 7 первые этапы ST1 и ST1' процесса упаковки состоят в одновременной упаковке первого пучка, например, семи (7) сигарет, в первой упаковочной машине МС1 и упаковке второго пучка, например, тринадцати (13) сигарет, во второй упаковочной машине МС2. На выходе с обеих машин МС1, МС2 соответствующие пачки Р1, P2 передаются посредством системы передающих конвейеров ТС, которая работает параллельно с первой и второй машинами МС1, МС2, на следующие этапы изготовления с ST4 по ST8; а именно наложения системы полосок S для соединения первой и второй собранных пачек Р1, P2 вместе.
Перед попаданием в устройство МС4 для наложения полосок вторая собранная пачка Р2 будет перевернута ST2' на угол 180 градусов, чтобы скорректировать ориентацию пачки таким образом, чтобы и первая, и вторая собранные пачки Р1, Р2 входили в устройство МС4 для наложения полосок концом с крышкой вперед.
Первая собранная пачка Р1, содержащая семь (7) сигарет, подается ST3 в устройство МС4 для наложения полосок, и полоска или полоски, которые образуют систему полосок S, выводится ST4 из устройства МС4 для наложения полосок и будет расположена ST5 вверху первой пачки Р1. Вторая пачка Р2 передается ST6 на устройство МС4 для наложения полосок, так что система полосок S расположена в промежутке между первой и второй собранными пачками Р1, Р2. Комбинация Р первой и второй собранных пачек Р1, Р2 и системы полосок S передается ST7 посредством конвейера на первую приклеивающую станцию, на которой участки клея могут быть нанесены на первый набор планок C1, A2 и A3 или соответствующие области на боковых панелях первой и второй собранных пачек Р1, Р2.
Со ссылкой на фиг.6 и 7 процесс комбинирования первой и второй собранных пачек Р1, Р2 и наложения полоски(ок) S тот же самый вплоть до этапа ST8. Далее каждая из фиг.6 и 7 иллюстрирует различные процессы фиксации планок А1, A2, A3, C1, C2, С3 на первой и второй собранных пачках Р1, Р2. Процесс соединения первой и второй собранных пачек Р1, Р2 путем фиксации полоски(ок) S1, S2, S3 на пачках Р1, Р2 указан этапами процесса ST9 и далее.
Со ссылкой на фиг.6 после нанесения адгезива ST8 на планки или боковые панели пачек Р1, Р2 сборка комбинированной упаковки Р и полосок направляется вниз между сгибающими направляющими, так что планки C1, A2 и A3 отгибаются вверх. Комбинация Р передается ST10 на другую приклеивающую станцию, на которой клей наносится на планки А1, C2 и С3 или на соответствующие области на боковых панелях пачек Р1, Р2 перед тем, как сборка комбинированной упаковки Р и полосок проходит вверх между сгибающими направляющими, так что планки А1, C2 и С3 отгибаются вниз и соприкасаются с боковыми панелями пачек Р1 и Р2. Сгибающие направляющие могут быть нагреты, чтобы повысить эффективность склеивания.
Сгибающие направляющие могут быть обеспечены, например, роликами или нажимными пластинами. Устройство охлаждения также может быть использовано для обеспечения этапа охлаждения (не показан), за счет которого можно ускорить затвердевание адгезива.
В показанном примере на фиг.7 после этапа ST8 нанесения адгезива сборка комбинированной упаковки Р и полосок проходит на барабан ID1 с периодической круговой подачей, который вращается против часовой стрелки ST10, чтобы отогнуть вверх ST11 планки C1, A2 и A3, чтобы они были зафиксированы на боковых панелях пачек Р1 и Р2. Комбинированная упаковка Р передается ST13 из первого барабана ID1 с периодической круговой подачей на приклеивающую станцию, на которой клей наносится на планки A1, C2 и С3 или соответствующие области на боковых панелях пачек Р1 и Р2 перед тем, как комбинированная упаковка Р передается на второй барабан ID2 с периодической круговой подачей, который вращается против часовой стрелки для отгибания вверх ST17 планок A1, C2 и С3 до соприкосновения с боковыми панелями пачек Р1 и Р2. Первый и второй барабаны ID1, ID2 с периодической круговой подачей могут быть нагреты для повышения эффективности склеивания. Устройство охлаждения (не показано) также может быть использовано для обеспечения этапа охлаждения (не показан), за счет которого можно ускорить затвердевание адгезива.
Одиночный барабан с периодической круговой подачей (не показан) может выполнять комбинированный процесс первого и второго барабанов ID1, ID2 с периодической круговой подачей. Барабан или барабаны могут быть расположены для вращения по часовой стрелке или против часовой стрелки или направление вращения можно изменить в процессе фиксации. На фиг.7 барабаны ID1, ID2 с периодической круговой подачей показаны в вертикальной ориентации. Однако барабан или барабаны могут быть расположены в наклонной плоскости или горизонтально.
На выходе со станций приклеивания и фиксации в обоих описанных выше примерах комбинированная упаковка Р передается ST13, ST19 на переворачивающий блок для изменения ориентации комбинированной упаковки Р перед тем, как направить ее ниже по потоку на третью упаковочную машину МС3 для этапа заключительной упаковки STF. Этап заключительной упаковки STF может включать наложение заготовки наружного каркаса и крышки на комбинированную упаковку Р и сгибание участка крышки. В альтернативном варианте этап заключительной упаковки STF может включать сгибание участка крышки L для создания крышки, когда участок крышки L держится на одной из первой или второй собранных пачек P1, P2.
Полоска (и)
В варианте осуществления, показанном на фиг.6 и 7, полоска S подается бобиной на первую собранную пачку Р1 в виде непрерывной полоски. Эта компоновка требует отрезания/отделения одной укомплектованной системы полосок S, содержащей полоски S1, S2, S3 от следующей укомплектованной системы полосок S. Поэтому подаваемая бобиной полоска может содержать перфорированные области для отделения одной полоски S1, S2, S3 от следующей. Поэтому для аппарата требуется станция отрезания, тем самым в способ изготовления вводится этап отрезания перед наложением полоски S на первую собранную пачку Р1. На подаваемые бобиной полоски S заранее могут быть нанесены печатные знаки. Поэтому аппарат предпочтительно должен включать систему регистрации печати для обеспечения эффективного расположения и отрезания полосок в правильном месте. В альтернативном варианте полоски могут быть предусмотрены отдельно в пакетируемой форме. Отдельные полоски могут подаваться из магазина на первую собранную пачку Р1 на этапе ST5 процесса упаковки.
Отдельные полоски S1, S2, S3 могут быть наложены по отдельности на первую собранную пачку Р1 либо одиночным устройством МС4 для наложения полосок, либо отдельными устройствами для наложения полосок (не показаны).
Компоновка машин
В показанных вариантах осуществления первая и вторая упаковочные машины МС1, МС2 расположены параллельно, что требует, как описано выше, переворачивающего/поворачивающего блока TU, чтобы ориентация одной пачки была скорректирована относительно другой пачки. В альтернативном варианте первая и вторая машины МС1, МС2 могут быть расположены последовательно со второй машиной МС2, находящейся выше по потоку относительно первой упаковочной машины МС1. Следует понимать, что система передающих конвейеров ТС требует модификации для обеспечения того, что передача второй пачки Р2 на устройство МС4 для наложения полосок синхронизирована таким образом, чтобы полоска(и) была расположена в промежутке между первой и второй собранными пачками P1, P2.
В описанных и проиллюстрированных вариантах осуществления используются по меньшей мере две упаковочные машины. Однако следует понимать, что каждая машина выполняет большое число процессов, и действительно возможно, чтобы одна упаковочная машина выполняла процессы соединения двух или более пачек вместе.
Одиночная машина (не показана) также может обладать свойствами устройства МС4 для наложения полосок и заключительной упаковочной машины МС3, так что одиночный блок начинает и завершает процесс соединения двух или более пачек вместе.
В каждом из описанных выше примеров осуществляется комбинирование двух собранных пачек вместе. Однако тот же самый аппарат и процесс могут быть использованы для комбинирования двух пачек вместе, причем система полосок S накладывается на одну лицевую поверхность всех, кроме одной из соединяемых вместе пачек.
Компоненты первой и второй упаковочных машин (не показаны)
Сигареты первоначально подают на упаковочную машину на принимающей станции. Далее сигареты выравнивают и размещают на конвейере для создания пучков соответствующих количеств, таких как пучки по семь или тринадцать, готовые для упаковки. После того как сигареты сгруппированы, они могут пройти через станцию обертывания, на которой сигареты плотно упаковывают в бумагу с фольгой. Фольга может подаваться бобиной, так что фольга обертывает нужный пучок сигарет, кроме того, вдоль верхней секции наносятся необходимые перфорации для простого удаления потребителем при открывании пачки. Обернутый в фольгу пучок затем передается на отдельную станцию сгибания в конвейере заготовок внутреннего каркаса. Кроме того, механизм подачи заготовок, который передает элемент заготовки внутреннего каркаса на отдельную станцию сгибания в конвейере заготовок внутреннего каркаса, также может быть частью упаковочной машины.
Отдельная станция сгибания может содержать закругленную выемку, квадратную выемку или скошенную выемку, чтобы форма выемки была пригодна для элемента заготовок внутреннего каркаса с соответствующими скругленными, квадратными или скошенными продольными краями.
Элементы заготовки внутреннего каркаса могут быть согнуты вокруг обернутых в фольгу пучков сигарет внутри упаковочной машины, образуя, тем самым, собранные пачки P1, P2.
Сборка пачек перед вставкой сигарет
Каждый из описанных выше примеров относится к собранным пачкам Р1, P2, каждая из которых содержит сигареты на выходе из упаковочных машин МС1, МС2. Однако первая и вторая собранные пачки P1, P2 могут быть скомпонованы без сигарет внутри, и сигареты могут быть вставлены ниже по потоку в процессе соединения пачек вместе. Сигареты могут быть вставлены в пачки P1, P2 перед заключительным этапом STF процесса, на котором будет согнут участок крышки L, и пачки/упаковка P1, P2, Р будут закрыты.
Хотя в настоящем документе описаны разнообразные варианты осуществления, они представлены только в качестве примера, и для специалистов в этой области будут очевидны многочисленные изменения и модификации таких вариантов осуществления, которые охватываются объемом настоящего изобретения, определяемым прилагаемой формулой изобретения и соответствующими эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА И ЗАГОТОВКА ДЛЯ ЕЕ ФОРМИРОВАНИЯ | 2009 |
|
RU2459754C1 |
| УПАКОВКА | 2006 |
|
RU2422341C1 |
| УПАКОВКА | 2006 |
|
RU2383478C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 2008 |
|
RU2455208C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МАРКИРОВКИ НА ЭЛЕМЕНТЫ УПАКОВКИ | 2001 |
|
RU2279379C2 |
| УПАКОВКА ПАЧКИ, ОДНОГО ИЛИ НЕСКОЛЬКИХ ИЗДЕЛИЙ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ), БЛОК ИЗ НЕСКОЛЬКИХ ПАЧЕК ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ И ПАЧКА ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 1999 |
|
RU2191726C2 |
| ПАЧКА ДЛЯ СИГАРЕТ | 2006 |
|
RU2383482C2 |
| ЖЕСТКАЯ УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2276050C2 |
| СПОСОБ УПАКОВКИ СИГАРЕТ В МЯГКИЕ ПАЧКИ И МЯГКАЯ ПАЧКА | 2000 |
|
RU2235667C2 |
| УПАКОВКА ДЛЯ БЛОКА СИГАРЕТ (ВАРИАНТЫ) И ЗАГОТОВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2246434C2 |
Упаковочный аппарат включает одну или несколько упаковочных машин, позволяющих скомпоновать вместе несколько собранных пачек. Упаковочный аппарат также включает устройство, позволяющее наложить полоску на одну лицевую поверхность всех, кроме одной из указанных нескольких собранных пачек. Упаковочный аппарат также включает конвейерное устройство, позволяющее направить собранные пачки так, чтобы лицевая поверхность каждой собранной пачки с присоединенной к ней полоской примыкала к лицевой поверхности другой из указанных нескольких собранных пачек и чтобы полоска находилась между примыкающими лицевыми поверхностями. Аппарат также содержит фиксирующее устройство, позволяющее зафиксировать полоску вокруг смежных пачек так, чтобы эти пачки были соединены вместе и при этом могли перемещаться относительно друг друга посредством вращения относительно по меньшей мере одного ребра. Заявленное изобретение обеспечивает создание аппарата, обеспечивающего простой процесс формирования пачек вышеописанного типа, содержащих курительные изделия. 2 н. и 27 з.п. ф-лы, 10 ил.
1. Упаковочный аппарат, включающий одну или несколько упаковочных машин, позволяющих скомпоновать вместе несколько собранных пачек; устройство для наложения полосок, позволяющее наложить полоску на одну лицевую поверхность всех, кроме одной из указанных нескольких собранных пачек; конвейерное устройство, позволяющее направить собранные пачки так, чтобы лицевая поверхность каждой собранной пачки с присоединенной к ней полоской примыкала к лицевой поверхности другой из указанных нескольких собранных пачек и чтобы полоска находилась между примыкающими лицевыми поверхностями; фиксирующее устройство, позволяющее зафиксировать полоску вокруг смежных пачек так, чтобы эти пачки были соединены вместе и при этом могли перемещаться относительно друг друга посредством вращения относительно по меньшей мере одного ребра.
2. Аппарат по п.1, дополнительно содержащий устройство нанесения адгезива, позволяющее нанести адгезив на полоску или соответствующую область смежных пачек.
3. Аппарат по п.1, дополнительно содержащий устройство для активации адгезива, причем полоска или области пачек обработаны активируемым адгезивом.
4. Аппарат по пп.1, 2 или 3, дополнительно содержащий устройство присоединения, позволяющее присоединить полоску вокруг смежных пачек так, чтобы эти пачки могли перемещаться относительно друг друга вокруг по меньшей мере одного ребра.
5. Аппарат по п.4, в котором устройство присоединения позволяет присоединить часть полоски к пачке с наложенной на нее полоской и присоединить другую часть полоски к смежной пачке, которая примыкает к указанной пачке с наложенной полоской.
6. Аппарат по п.5, в котором устройство присоединения содержит систему направляющих, позволяющую принимать комплект из нескольких пачек и полосок, и через которую проходит комбинация пачек и полосок в одном направлении, так что концевые области полоски принудительно отгибаются в противоположном направлении, причем часть каждой полоски присоединяется к соответствующей одной из двух лицевых поверхностей смежных пачек, являющихся иными лицевыми поверхностями, чем упомянутые примыкающие лицевые поверхности.
7. Аппарат по п.5, в котором устройство присоединения содержит один или несколько поворотных барабанов с периодической подачей, способных принимать комплект из нескольких пачек и полоски, так что комплект нескольких пачек и полоски вращается вместе с барабаном в одном направлении с отклонением концевой области полоски в направлении к пачкам так, чтобы каждая концевая область полоски была присоединена к соответствующей одной из двух лицевых поверхностей смежных пачек, являющихся иными лицевыми поверхностями, чем упомянутые примыкающие лицевые поверхности.
8. Аппарат по п.1, в котором фиксирующее устройство дополнительно содержит нагреватель.
9. Аппарат по п.1, в котором фиксирующее устройство дополнительно содержит охладитель.
10. Аппарат по п.1, дополнительно содержащий регулирующее устройство, позволяющее отрегулировать ориентацию по меньшей мере одной из нескольких пачек, так что все из указанных нескольких пачек расположены в одной и той же ориентации.
11. Аппарат по п.1, в котором устройство для наложения полосок содержит средство распределения полосок, позволяющее распределить непрерывную полоску, включающую множество систем полосок, соединенных вместе.
12. Аппарат по п.7, в котором средство распределения дополнительно содержит устройство отрезания, позволяющее отрезать отдельные системы полосок от непрерывной полоски, от которой они распределены.
13. Аппарат по п.1, в котором устройство для наложения полосок содержит средство распределения, позволяющее подавать системы полосок по одной.
14. Аппарат по п.п.11, в котором система полосок включает одну или несколько полосок.
15. Аппарат по п.1, дополнительно содержащий устройство регистрации, позволяющее контролировать размещение системы полосок относительно принимающей поверхности всех, кроме одной из указанных нескольких собранных пачек.
16. Способ изготовления упаковки, включающий этапы компоновки вместе нескольких собранных пачек; наложения полоски на одну лицевую поверхность всех, кроме одной из указанных нескольких собранных пачек; направление этих нескольких собранных пачек так, чтобы лицевая поверхность каждой собранной пачки с наложенной на нее полоской примыкала к соответствующей лицевой поверхности другой из указанных нескольких собранных пачек и при этом полоска находилась между примыкающими лицевыми поверхностями; фиксации полоски вокруг смежных пачек так, чтобы они были соединены вместе и могли перемещаться относительно друг друга посредством вращения относительно по меньшей мере одного ребра.
17. Способ по п.16, дополнительно содержащий этап регулировки ориентации по меньшей мере одной из нескольких пачек так, чтобы все эти несколько пачек были расположены в одной и той же ориентации.
18. Способ по п.16 или 17, в котором этап наложения полоски включает выделение полоски из непрерывной полоски или наложение отдельных полосок по одной.
19. Способ по п.16 или 17, дополнительно включающий нанесение адгезива на полоску или соответствующую область на смежных пачках.
20. Способ по п.16 или 17, дополнительно включающий активацию адгезива, который заранее нанесен на полоску или соответствующую область на смежных пачках.
21. Способ по п.19, в котором адгезив наносится на одну лицевую поверхность каждой смежной пачки, которая является иной поверхностью, чем упомянутые примыкающие лицевые поверхности смежных пачек.
22. Способ по п.21, дополнительно включающий сопряжение соответствующих областей полоски и лицевых поверхностей смежной пачки так, чтобы смежные пачки были соединены вместе и перемещались относительно друг друга посредством вращения относительно по меньшей мере одного ребра.
23. Способ по п.16 или 17, в котором этап фиксации содержит перемещение комбинации нескольких пачек и полоски в одном направлении так, чтобы вызвать отгибание концевых областей полоски в противоположном направлении.
24. Способ по п.16 или 17, в котором этап фиксации включает поворот комбинации нескольких пачек и полоски так, чтобы вызвать отгибание концевых областей полоски в таком направлении, чтобы концевые области полосок были зафиксированы на соответствующих лицевых поверхностях смежных пачек.
25. Способ по п.16 или 17, дополнительно включающий этап присоединения элемента наружного каркаса, который включает участок крышки, к комбинации нескольких пачек и полоски и этап сгибания наружной заготовки и участка крышки относительно комбинации нескольких пачек и полоски.
26. Способ по п.16 или 17, в котором одна из нескольких пачек содержит присоединенный к ней участок крышки, и дополнительно включающий этап сгибания этого участка крышки относительно комбинации нескольких пачек и полоски.
27. Способ по п.16 или 17, дополнительно включающий этап наложения наружной целлофановой обертки на комбинацию нескольких пачек и полоски.
28. Способ по п.16 или 17, включающий сборку соответствующих собранных пачек вокруг соответствующих пучков курительных изделий перед соединением вместе нескольких пачек и полоски.
29. Способ по п.16 или 17, включающий вложение соответствующего пучка курительных изделий соответственно в одну из указанных нескольких собранных пачек.
| WO 2005054056 A1, 16.06.2005 | |||
| US 5588281 A, 31.12.1996 | |||
| DE 10256370 A1, 09.06.2004 | |||
| DE 4404278 A1, 17.08.1995. |

