Изобретение относится к технологии получения изделий цилиндрической формы с помощью энергии взрыва и может быть использовано для изготовления изделий с внутренними полостями, например, теплообменников, химического оборудования и т.п.
Известен способ получения изделий с внутренними полостями сваркой взрывом, при котором полостеобразующие элементы в виде труб, например из меди, с водным наполнителем в их внутренних полостях, располагают пучком в стальной трубчатой оболочке симметрично относительно ее продольной оси, между трубами помещают соединительные стержни из более легкоплавкого металла, чем медь, сварку взрывом осуществляют с помощью заряда взрывчатого вещества, расположенного на поверхности плакирующей заготовки. После взрывного воздействия с целью увеличения площади сварных соединений проводят термообработку изделия при температуре на 5-20°С выше температуры ликвидуса металла соединительных стержней (авторское свидетельство СССР №1541913, М.кл. B23K 20/08, опубл. в БИ №17-97).
Данный способ имеет невысокий технический уровень, что обусловлено наличием в его схеме сварки взрывом центрального трубчатого полостеобразующего элемента, который остается в сваренном изделии и при его эксплуатации создает дополнительное термическое сопротивление при теплообмене теплоносителя, прокачиваемого через центральную полость изделия с веществами, находящимися в смежных полостях. Из-за отсутствия сплошных сварных соединений между стенками полостеобразующих элементов создаются дополнительные препятствия для передачи тепла между теплоносителями, находящимися в смежных каналах изделия. Все это ограничивает возможные области применения изделий, полученных данным способом, в теплообменной аппаратуре.
Наиболее близким по техническому уровню и достигаемому результату является способ получения изделий с внутренними полостями путем взрывного нагружения, при котором берут полостеобразующие элементы в виде труб с удаляемым наполнителем и располагают их пучком в трубчатой оболочке симметрично относительно ее продольной оси, на наружной поверхности стальной трубчатой оболочки располагают кольцевой заряд взрывчатого вещества (ВВ) и производят инициирование процесса детонации ВВ с помощью электродетонатора. Перед сваркой в полости центрального полостеобразующего элемента размещают симметрично его продольной оси удаляемый стальной стержень, зазор между стержнем и полостеобразующим элементом заполняют удаляемым водным наполнителем, располагают на наружной поверхности центрального полостеобразующего элемента из стали вплотную друг к другу наружные медные полостеобразующие элементы в виде труб со слоем из легкоплавкого материала, например из латуни, на их наружных поверхностях и размещают полученный пучок в трубчатой металлической оболочке, удаляемой после взрывного воздействия. Процесс взрывного нагружения ведут при скорости детонации ВВ 3400-4060 м/с и отношении удельной массы ВВ к удельной массе стенки трубчатой оболочки, равном 0,72-0,86, причем после взрывного нагружения проводят термообработку полученной заготовки в течение 5-7 минут при температуре, превышающей на 5-15°С температуру плавления слоев из легкоплавкого материала на наружных полостеобразующих элементах с образованием при этом цельносварных соединений между всеми полостеобразующими элементами (патент РФ №2373035, МПК В23К 20/08, опубл. 20.11.2009, бюл. №32 - прототип).
Данный способ имеет невысокий технический уровень, что обусловлено наличием в его схеме сварки взрывом стального центрального трубчатого полостеобразующего элемента, который остается в сваренном изделии и при его эксплуатации создает значительное термическое сопротивление при теплообмене теплоносителя, прокачиваемого через центральную полость изделия с веществами, находящимися в смежных полостях.
Кроме того, изделия с такой конструкцией нельзя использовать в аппаратуре, где требуется пониженный теплообмен веществ-теплоносителей, находящихся во внутренних полостях изделия, с окружающей средой, а также в агрессивных средах из-за недостаточно высокой коррозионной стойкости материала наружных полостеобразующих элементов. Все это ограничивает возможные области применения изделий, полученных данным способом, в теплообменной аппаратуре.
В связи с этим важнейшей задачей является создание нового способа получения изделий с внутренними полостями сваркой взрывом по новой технологической схеме взрывного воздействия на свариваемую заготовку, обеспечивающей получение за один технологический цикл цельносварных изделий с пониженным термическим сопротивлением стенок металлических полостеобразующих элементов при теплообмене вещества, находящегося в центральной внутренней полости с веществами, находящимися в смежных с ней внутренних полостях, с одновременным снижением теплообмена этих веществ с окружающей средой, с обеспечением высокой герметичности металла полостеобразующих элементов, повышенной стойкости изделия в агрессивных окружающих средах, с сохранением при этом их осевой симметрии.
Техническим результатом заявленного способа является создание новой схемы сварки взрывом, обеспечивающей за один акт взрывного воздействия получение качественных сплошных сварных соединений между всеми полостеобразующими элементами и стальной оболочкой без нарушений герметичности свариваемых металлов, обеспечение осевой симметрии изделия, снижение теплообмена веществ, находящихся во внутренних полостях изделия с окружающей средой, получение пониженного термического сопротивления стенок металлических полостеобразующих элементов при теплообмене вещества, находящегося в центральной внутренней полости, с веществами в смежных с ней внутренних полостях, с обеспечением при этом повышенной стойкости изделия в агрессивных окружающих средах.
Указанный технический результат достигается тем, что в предлагаемом способе получения изделий с внутренними полостями сваркой взрывом, при котором берут полостеобразующие элементы в виде труб с удаляемым наполнителем и располагают их пучком в трубчатой оболочке симметрично относительно ее продольной оси, на наружной поверхности трубчатой оболочки располагают кольцевой заряд взрывчатого вещества (ВВ) и производят инициирование процесса детонации ВВ с помощью электродетонатора, центральный полостеобразующий элемент, удаляемый после сварки взрывом, выполняют из хрупкого материала, дробящегося в процессе взрывного воздействия, отношение толщины его стенки к толщине стенок смежных с ним полостеобразующих элементов составляет (4-10):1, сварку взрывом осуществляют при скорости детонации ВВ 2280-3600 м/с, при этом сварочный зазор между пучком из труб и трубчатой оболочкой из коррозионно-стойкого металла с пониженной теплопроводностью, а также отношение удельной массы ВВ к удельной массе стенки трубчатой оболочки выбирают из условия получения скорости соударения трубчатой оболочки с полостеобразующими элементами в пределах 480-680 м/с. При осуществлении способа в качестве хрупкого материала используют стекло, а в качестве коррозионно-стойкого металла с пониженной теплопроводностью для изготовления трубчатой оболочки используют аустенитную нержавеющую сталь.
Новый способ получения изделий с внутренними полостями имеет существенные отличия по сравнению с прототипом, как по построению схемы сварки взрывом, совокупности технологических приемов и режимов при осуществлении способа, так и по физическим механизмам формирования центральной внутренней полости в изделии, а также сплошных сварных соединений металлических полостеобразующих элементов между собой и с внутренней поверхностью трубчатой оболочки, с сохранением при этом герметичности металла тонкостенных полостеобразующих элементов в процессе их высокоскоростного формоизменения.
Так предложено центральный полостеобразующий элемент выполнять удаляемым после сварки взрывом, что позволяет существенно снизить термическое сопротивление металлических слоев при теплообмене вещества, находящегося в центральной внутренней полости, с веществами в смежных с ней внутренних полостях.
Предложено центральный полостеобразующий элемент выполнять из хрупкого материала, дробящегося в процессе взрывного воздействия, что позволяет без особых затруднений удалять его из сваренной заготовки. В качестве хрупкого материала центрального полостеобразующего элемента предложено использовать стекло, поскольку этот материал является достаточно твердым, способным выдерживать высокие динамические нагрузки, возникающие в нем при сварке взрывом, и в то же время дешевым, что делает применение этого материала экономически выгодным при получении изделий. В процессе взрывного воздействия центральный полостеобразующий элемент выполняет функции опоры, исключающей недопустимые радиальные по направлению к центру изделия деформации металлических полостеобразующих элементов, способствует формированию центральной внутренней полости в изделии требуемого диаметра с гладкой цилиндрической поверхностью контактирующего с ней металла.
Предложено отношение толщины стенки центрального полостеобразующего элемента к толщине стенок смежных с ним металлических полостеобразующих элементов составляет (4-10):1, что, совместно с водным наполнителем в его внутренней полости, обеспечивает сохранность его формы и размеров от неконтролируемых деформаций в процессе формирования сварных соединений, тем самым обеспечивается получение изделий заданной формы и размеров. При величине этого отношения толщин стенок ниже нижнего предлагаемого предела возможны неконтролируемые деформации полостеобразующих элементов при сварке взрывом, что может приводить к снижению качества получаемых изделий. Величина отношения толщин стенок полостеобразующих элементов выше верхнего предлагаемого предела является избыточной, поскольку это приводит к неоправданно большому расходу материала на изготовление центрального полостеобразующего элемента, возможно также возникновение затруднений при извлечении раздробленного материала из центральной внутренней полости после сварки взрывом.
Предложено сварку взрывом осуществлять при скорости детонации ВВ 2280-3600 м/с, при этом сварочный зазор между пучком из труб и трубчатой оболочкой из коррозионно-стойкого металла с пониженной теплопроводностью, а также отношение удельной массы ВВ к удельной массе стенки трубчатой оболочки выбирают из условия получения скорости соударения трубчатой оболочки с полостеобразующими элементами в пределах 480-680 м/с, что обеспечивает необходимые условия для получения качественных сварных соединений полостеобразующих элементов между собой и с трубчатой оболочкой, при этом одновременно происходит радиальная деформация трубчатой оболочки, приобретаемая ею от продуктов детонации ВВ кинетическая энергия осуществляет ее разгон в направлении пучка из труб до необходимой скорости, при соударении оболочки с металлическими полостеобразующими элементами происходит их высокоскоростное деформирование, вследствие чего они приобретают в поперечных сечениях форму криволинейного четырехугольника, промежутки между ними и центральным полостеобразующим элементом из стекла исчезают, и, вместе с этим, формируются сплошные сварные соединения между всеми металлическими составляющими композиционной заготовки.
При скорости детонации ВВ и скорости соударения трубчатой оболочки с металлическими полостеобразующими элементами ниже нижнего предлагаемого предела возможно получение некачественных сварных соединений, что может существенно снизить прочностные свойства полученных изделий.
При скорости детонации ВВ и скорости соударения трубчатой оболочки с металлическими полостеобразующими элементами выше верхнего предлагаемого предела возможны неконтролируемые деформации трубчатой оболочки и полостеобразующих элементов, что может привести к нарушению герметичности металлических слоев, снижению качества получаемых изделий.
Трубчатую оболочку предложено выполнять из коррозионно-стойкого металла с пониженной теплопроводностью, в качестве которого предложено использовать аустенитную нержавеющую сталь, что обеспечивает существенное снижение теплообмена веществ-теплоносителей, находящихся во внутренних полостях изделия, с окружающей средой, позволяет использовать полученные изделия в условиях агрессивных окружающих сред.
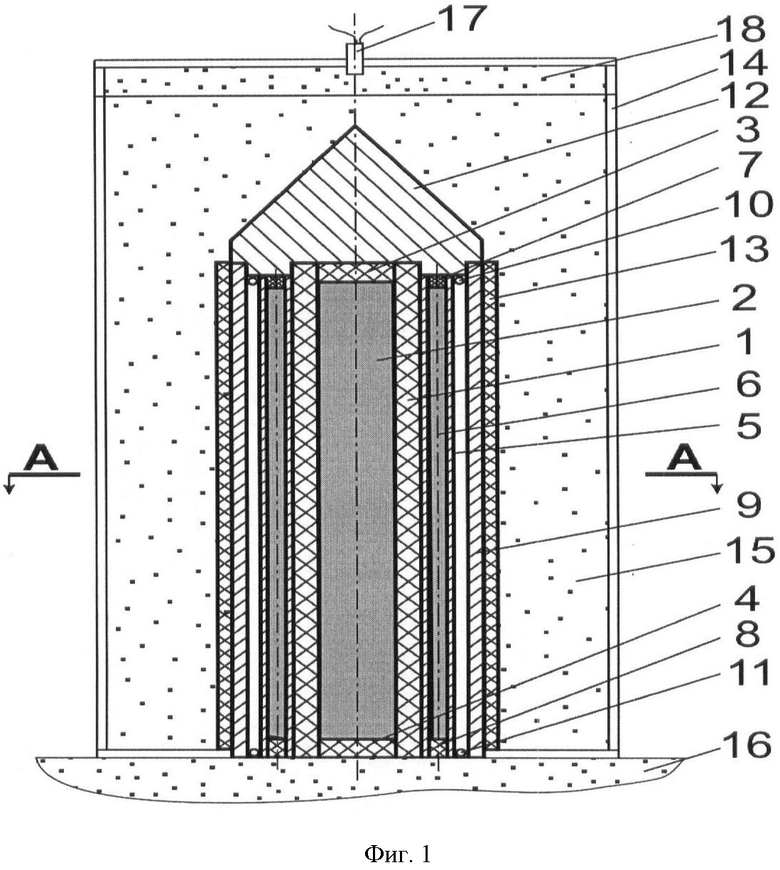
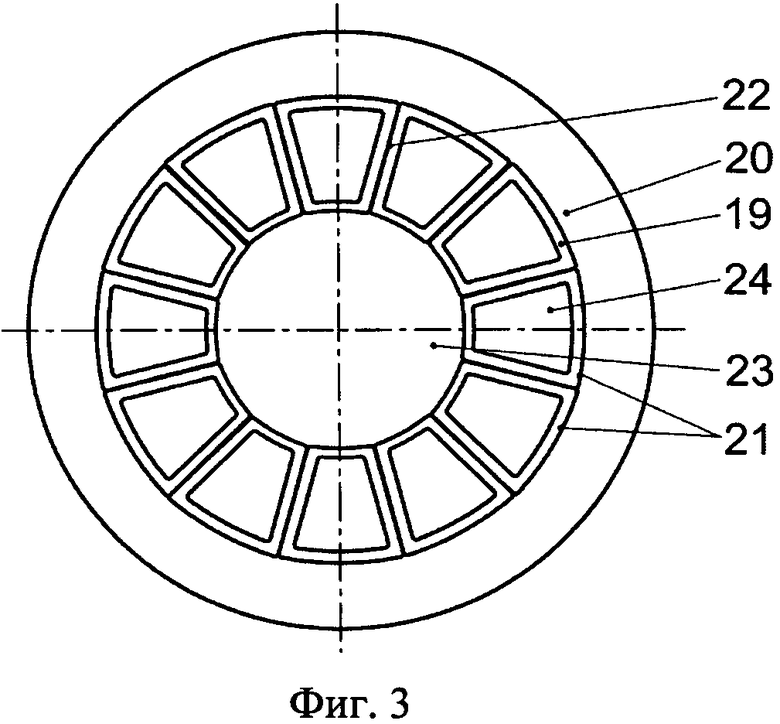
На фиг.1 изображена схема сварки взрывом, ее продольный осевой разрез, на фиг.2 - поперечное сечение А-А схемы взрывного нагружения, на фиг.3 - поперечное сечение сваренного изделия с внутренними полостями, где позиция 19 - сдеформированные металлические полостеобразующие элементы; 20 - сдеформированная трубчатая оболочка; 21 - зоны сварки полостеобразующих элементов с трубчатой оболочкой; 22 - зоны сварки полостеобразующих элементов между собой; 23, 24 - внутренние полости изделия.
Предлагаемый способ получения изделий с внутренними полостями сваркой взрывом осуществляется в следующей последовательности. Изготавливают удаляемый после сварки взрывом центральный полостеобразующий элемент в виде стеклянной трубы 1 и заполняют его полость удаляемым водным наполнителем 2. Герметизацию осуществляют с помощью втулок 3, 4, например, из резины. Берут полостеобразующие элементы в виде труб 5, заполняют их полости водным наполнителем 6 и герметизируют по концам заглушками 7, 8, например из резины. Отношение толщины стенки центрального полостеобразующего элемента к толщине стенок смежных с ним металлических полостеобразующих элементов должно составлять (4-10):1. Полученные сборки располагают вплотную друг к другу на наружной поверхности центрального полостеобразующего элемента. Полученный пучок размещают соосно внутри трубчатой оболочки 9 из коррозионно-стойкого металла с пониженной теплопроводностью, в качестве которого предложено использовать аустенитную нержавеющую сталь, центровку осуществляют с помощью металлических колец 10, 11. Устанавливают направляющий конус 12, например из стали, с углом при вершине 90°. На наружной поверхности трубчатой оболочки размещают защитную прослойку 13, например, из резины, защищающую наружную поверхность трубчатой оболочки от повреждений продуктами детонации ВВ, а на ее поверхности располагают контейнер 14 с кольцевым зарядом ВВ 15. Для осуществления процесса сварки взрывом используют заряд ВВ со скоростью детонации 2280-3600 м/с, при этом сварочный зазор между пучком из труб и трубчатой оболочкой, а также отношение удельной массы ВВ к удельной массе стенки трубчатой оболочки выбирают из условия получения скорости соударения трубчатой оболочки с полостеобразующими элементами в пределах 480-680 м/с. Размещают полученную сборку на песчаном грунте 16 и производят инициирование процесса детонации в заряде ВВ 15 с помощью электродетонатора 17 и вспомогательного заряда ВВ 18 с повышенной скоростью детонации. Этот заряд способствует выравниванию фронта детонации в основном заряде ВВ. При взрывном воздействии происходит высокоскоростная радиальная деформация трубчатой оболочки, металлические полостеобразующие элементы деформируются, приобретая при этом в поперечных сечениях форму криволинейного четырехугольника, ликвидируются воздушные промежутки между всеми полостеобразующими элементами и оболочкой, при этом одновременно происходит сварка взрывом всех контактирующих между собой металлических слоев. Извлекают из центральной внутренней полости сваренной заготовки материал раздробленного центрального полостеобразующего элемента, например, с помощью электровибратора. Водный наполнитель удаляется из всех полостей после взрывного нагружения самопроизвольно при разгрузке сжатой системы. После этого удаляют механической обработкой торцевые части полученной заготовки с краевыми эффектами.
В результате получают цельносварное изделие с центральной внутренней полостью цилиндрической формы, с двенадцатью полостями, имеющими в поперечных сечениях форму криволинейного четырехугольника, без нарушений осевой симметрии и герметичности, с пониженным термическим сопротивлением металлических слоев при теплообмене вещества, находящегося в центральной внутренней полости, с веществами в смежных с ней внутренних полостях, при этом обеспечивается существенное снижение теплообмена веществ, находящихся во внутренних полостях изделия, с окружающей средой и повышенная стойкость изделия в агрессивных окружающих средах.
Пример 1 (см. также таблицу).
Металлические полостеобразующие элементы в виде труб в количестве 12 штук изготавливают из меди M1 (ГОСТ 859-78) длиной 250 мм с наружным диаметром Dп.н=14 мм, внутренним - Dп.в=11,6 мм, с толщиной стенок Тп=1,2 мм. Коэффициент теплопроводности меди M1 λСu=410 Вт/(м·К).
Центральный полостеобразующий элемент изготавливают из стекла (ГОСТ 15130-79) с наружным диаметром Dц.н=40 мм, внутренним Dц.в=16 мм, длиной 250 мм, толщина его стенки Тц=12 мм. Его внутреннюю полость заполняют водным наполнителем, а герметизацию осуществляют с помощью резиновых втулок. Заполняют полости медных полостеобразующих элементов водным наполнителем и герметизируют по концам заглушками из резины. Полученные сборки располагают вплотную друг к другу на наружной поверхности центрального полостеобразующего элемента. В этих сборках отношение толщины стенки центрального полостеобразующего элемента к толщине стенок смежных с ним металлических полостеобразующих элементов составляет 10:1. Полученный пучок из труб размещают соосно внутри трубчатой оболочки из коррозионно-стойкой аустенитной стали 12Х18Н10Т (ГОСТ 5632-72), обладающей пониженной теплопроводностью. Ее коэффициент теплопроводности λст=17 Вт/(м·К), что примерно в 4 раза ниже, чем у обычных углеродистых сталей. Центровка пучка из труб относительно оболочки и фиксацию медных полостеобразующих элементов относительно центрального элемента осуществляют с помощью металлических колец из стали Ст 3. Наружный диаметр оболочки Dо.н=76 мм, внутренний - Do.в=70 мм, толщина стенки То=3 мм, плотность стали 12Х18Н10Т По=7,8 г/см3. Удельная масса стенки трубчатой оболочки Мо=То·По=0,3·7,8=2,34 г/см2. Сварочный зазор между пучком из труб и внутренней поверхностью трубчатой оболочки h=(Dов.-Dц.н-2Dп.н):2=(70-40-2·14)=1 мм.
Устанавливают направляющий конус из стали Ст 3 с углом при вершине 90°, на наружной поверхности трубчатой оболочки размещают защитную прослойку из резины толщиной 2 мм, а на ее поверхности располагают цилиндрический контейнер, например из электрокартона, с зарядом ВВ, в качестве которого использовали смесь аммонита 6ЖВ с аммиачной селитрой в соотношении 1:2. Толщина заряда Твв=4 см, его плотность Пвв=0,93 г/см3, удельная масса Mвв=Tвв·Пвв=4·0,93=3,72 г/см2. При выбранных параметрах заряда скорость детонации ВВ Dвв=2280 м/с.Отношение удельной массы заряда ВВ к удельной массе стенки трубчатой оболочки равно: Мвв:Мо=3,72:2,34=1,59. Устанавливают в верхней части заряда ВВ вспомогательный заряд ВВ толщиной 15 мм, в качестве которого использовали аммонит 6ЖВ. В центре вспомогательного заряда устанавливают электродетонатор. Размещают полученную сборку на песчаном грунте и производят инициирование процесса детонации в заряде ВВ с помощью электродетонатора. При выбранных параметрах схемы сварки взрывом скорость соударения трубчатой оболочки с полостеобразующими элементами Vc=480 м/с. Скорость соударения Vc определяется расчетным путем с помощью компьютерной технологии. В процессе сварки взрывом происходит дробление материала центрального полостеобразующего элемента, но он сохраняется в виде слоя из слабо связанных между собой тонкодисперсных частиц стекла. Специальным вибрационным инструментом этот слой легко удаляют с внутренней поверхности сваренной заготовки. Водный наполнитель удаляется из полостей самопроизвольно. Затем механической обработкой удаляют у заготовки концевые части с краевыми эффектами. В результате получают цельносварное изделие с тринадцатью внутренними полостями без нарушения герметичности металлических слоев и осевой симметрии. Его внутренний диаметр Dи.в=40 мм, наружный Dи.н=69,5 мм, толщина стенки сдеформированной трубчатой оболочки - 3,3 мм. В полученном изделии в процессе его эксплуатации теплообмен между веществом-теплоносителем, находящимся в центральной внутренней полости, и веществами внутри медных полостеобразующих элементов происходит только через их медные стенки с такой же толщиной, как до деформирования (Тп=1,2 мм) с термическим сопротивлением Rп=Tп:λСu=0,0012:410=2.9·10-6 К/(Вт/м2), что в 45 раз меньше, чем у изделий, полученных по прототипу. Теплообмен между теплоносителем, находящимся внутри медных полостеобразующих элементов, и окружающей средой происходит через их медные стенки с термическим сопротивлением Rп=2.9·10-6 К/(Вт/м2) и через сдеформированную стальную оболочку с толщиной То.д=3,3 мм с термическим сопротивлением Rо.д=То.д:λCu=0,0033:17=194,1·10-6 К/(Вт/м2). Суммарное термическое сопротивление такой двухслойной биметаллической стенки Rсум=(2,9+194,1)·10-6=197·10-6 К/(Вт/м2), что в 50 раз больше, чем у изделий, полученных по прототипу, при этом также обеспечивается повышенная стойкость изделия в агрессивных, например, в кислотных окружающих средах.
Пример 2 (см. также таблицу).
То же, что в примере 1, но внесены следующие изменения. Металлические. полостеобразующие элементы в виде труб изготавливают с внутренним диаметром Dп.в=10,8 мм, с толщиной стенок Тп=1,6 мм. Центральный полостеобразующий элемент изготавливают с внутренним диаметром Dц.в=20 мм, с толщиной стенки Тц=10 мм. Отношение толщины стенки центрального полостеобразующего элемента к толщине стенок смежных с ним металлических полостеобразующих элементов равно 6,25:1.
Наружный диаметр оболочки Dо.н=77 мм, внутренний Do.в=70 мм, толщина стенки То=3,5 мм. Удельная масса стенки трубчатой оболочки Mо=Tо·По=0,35·7,8=2,73 г/см2. Сварочный зазор h=1 мм. В качестве заряда ВВ использовали смесь аммонита 6ЖВ с аммиачной селитрой в соотношении 1:1. Толщина заряда Твв=6 см, его плотность Пвв=0,9 г/см3, удельная масса Мвв=Твв·Пвв=6·0,9=5,4 г/см2. При выбранных параметрах заряда его скорость детонации Dвв=3060 м/с. Отношение удельной массы заряда ВВ к удельной массе стенки трубчатой оболочки равно: Мвв:Мо=5,4:2,73=1,98. Скорость соударения трубчатой оболочки с полостеобразующими элементами Vс=590 м/с. Результат тот же, что в примере 1, но у полученного изделия наружный диаметр Dи.н=70,6 мм, толщина стенки сдеформированной трубчатой оболочки - 3,85 мм. Теплообмен между веществом-теплоносителем, находящимся в центральной внутренней полости, и веществами внутри медных полостеобразующих элементов происходит через их медные стенки толщиной Тп=1,6 мм с термическим сопротивлением Rп=Tп:λCu=0,0016:410=3.9·10-6 К/(Вт/м2), что в 34 раза меньше, чем у изделия, полученного по прототипу. Теплообмен между веществом-теплоносителем, находящимся внутри медных полостеобразующих элементов, и окружающей средой происходит через их медные стенки и через сдеформированную стальную оболочку с толщиной То.д=3,85 мм с термическим сопротивлением Rо.д=0,00385:17=226,4·10-6 К/(Вт/м2). Суммарное термическое сопротивление такой двухслойной биметаллической стенки Ксум=(3,9+226,4)·10-6=230,3·10-6 К/(Вт/м2), что в 59 раз больше, чем у изделий, полученных по прототипу.
Пример 3 (см. также таблицу).
То же, что в примере 1, но внесены следующие изменения. Металлические полостеобразующие элементы в виде труб изготавливают с внутренним диаметром Dп.в=10 мм, с толщиной стенок Тп=2 мм. Центральный полостеобразующий элемент изготавливают с внутренним диаметром Dц.в=24 мм, с толщиной стенки Тц=8 мм. Отношение толщины стенки центрального полостеобразующего элемента к толщине стенок смежных с ним металлических полостеобразующих элементов равно 4:1. Наружный диаметр оболочки Do.н=79 мм, внутренний Dо.в=71 мм, толщина стенки То=4 мм. Удельная масса стенки трубчатой оболочки Мо=То·По=0,4·7,8=3,12 г/см2. Сварочный зазор h=1,5 мм. В качестве заряда ВВ использовали смесь аммонита 6ЖВ с аммиачной селитрой в соотношении 3:1. Толщина заряда Твв=6 см, его плотность Пвв=0,82 г/см3, удельная масса Мвв=Твв·Пвв=6·0,82=4,92 г/см2. При выбранных параметрах заряда его скорость детонации Dвв=3600 м/с.Отношение удельной массы заряда ВВ к удельной массе стенки трубчатой оболочки равно: Мвв:Мо=4,92:3,12=1,58. Скорость соударения трубчатой оболочки с полостеобразующими элементами Vc=680 м/с. Результат тот же, что в примере 1, но у полученного изделия наружный диаметр Dи.н=71,8 мм, толщина стенки сдеформированной трубчатой оболочки То.д=4,5 мм. Теплообмен между веществом-теплоносителем, находящимся в центральной внутренней полости, и веществами внутри медных полостеобразующих элементов происходит через их медные стенки толщиной Тп=2 мм с термическим сопротивлением Rп=Тп:λCu=0,002:410=4,8·10-6 К/(Вт/м2), что в 27 раз меньше, чем у изделия, полученного по прототипу. Теплообмен между веществом-теплоносителем, находящимся внутри медных полостеобразующих элементов, и окружающей средой происходит через их медные стенки и через сдеформированную стальную оболочку с толщиной стенки То.д=4,5 мм с термическим сопротивлением Rо.д=0,0045:17=264,7·10-6 К/(Вт/м2). Суммарное термическое сопротивление такой двухслойной стенки Rсум=(4,8+264,7)·10-6=269,5·10-6 К/(Вт/м2), что в 69 раз больше, чем у изделий, полученных по прототипу.
В изделии, полученном по прототипу (см. таблицу, пример 4), теплообмен между веществом-теплоносителем, находящимся в центральной внутренней полости, и веществами внутри металлических полостеобразующих элементов происходит через их медные стенки 0,8-1,5 мм, латунное покрытие и через стенку центрального полостеобразующего элемента из стали 12Х18Н10Т толщиной Тц=2,2 мм. Термическое сопротивление такого стального слоя Rcт=0,0022:17=129,4·10-6 К/(Вт/м2). При толщине стенки медного полостеобразующего элемента 0.8 мм ее термическое сопротивление RCu=0,0008:410=1,95·10-6 К/(Вт/м2). Коэффициент теплопроводности латуни Л63 λлат=108 Вт/(м·К). Термическое сопротивление каждого латунного покрытия на медных полостеобразующих элементах при их толщине Тлат=10 мкм Rлат=Тлат:λлат=0,00001:108=0,092·10-6 К/(Вт/м2). Суммарное минимальное термическое сопротивление такой биметаллической стенки Rком=(1,95+129,4+0,092)·10-6=131,44 К/(Вт/м2), что в 27-45 раз больше, чем у изделия, полученного по предлагаемому способу. Теплообмен между веществами-теплоносителями, находящимися внутри медных полостеобразующих элементов, и окружающей средой происходит через их медные стенки и через тонкое покрытие из латуни. При толщине медного слоя 1,5 мм и латунного - 30 мкм максимальное термическое сопротивление таких медно-латунных наружных слоев Rсум=(0,00003:108+0,0015:410)=3,9·10-6 К/(Вт/м2), что в 50-69 раз меньше, чему изделий, полученных по предлагаемому способу. Кроме того, у изделий, полученных по прототипу, значительно меньшая стойкость в агрессивных, например, в кислотных окружающих средах, чем у изделий, полученных по предлагаемому способу.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2424883C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2425739C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2618263C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2632503C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ ПУТЕМ ВЗРЫВНОГО НАГРУЖЕНИЯ | 2008 |
|
RU2373035C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526646C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2618262C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526355C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2613511C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2632501C1 |

Изобретение может быть использовано для изготовления изделий с внутренними полостями, например, теплообменников, химического оборудования и т.п. Центральный полостеобразующий элемент, удаляемый после сварки взрывом, выполняют из хрупкого материала, дробящегося в процессе взрывного воздействия. Отношение толщины его стенки к толщине стенок смежных с ним полостеобразующих элементов составляет (4-10):1. Сварку взрывом осуществляют при заданных скорости детонации взрывчатого вещества и скорости соударения трубчатой оболочки с полостеобразующими элементами. В качестве хрупкого материала используют стекло. В качестве коррозионно-стойкого металла с пониженной теплопроводностью для изготовления трубчатой оболочки используют аустенитную нержавеющую сталь. Способ обеспечивает получение цельносварного изделия с внутренними полостями без нарушений осевой симметрии и герметичности, с пониженным термическим сопротивлением металлических слоев, при этом обеспечивается снижение теплообмена веществ, находящихся во внутренних каналах изделия, с окружающей средой и высокая стойкость в агрессивных окружающих средах. 2 з.п. ф-лы, 3 ил., 1 табл.
1. Способ получения изделий с внутренними полостями сваркой взрывом, при котором берут полостеобразующие элементы в виде труб с удаляемым наполнителем и располагают их пучком в трубчатой оболочке симметрично относительно ее продольной оси, при этом на наружной поверхности трубчатой оболочки располагают кольцевой заряд взрывчатого вещества (ВВ) и производят инициирование процесса детонации ВВ с помощью электродетонатора, отличающийся тем, что центральный полостеобразующий элемент, удаляемый после сварки взрывом, выполняют из хрупкого материала, дробящегося в процессе взрывного воздействия с отношением толщины его стенки к толщине стенок смежных с ним полостеобразующих элементов, составляющим (4-10):1, а сварку взрывом осуществляют при скорости детонации ВВ 2280-3600 м/с, при этом сварочный зазор между пучком из труб и трубчатой оболочкой из коррозионно-стойкого металла с пониженной теплопроводностью, а также отношение удельной массы ВВ к удельной массе стенки трубчатой оболочки выбирают из условия получения скорости соударения трубчатой оболочки с полостеобразующими элементами в пределах 480-680 м/с.
2. Способ по п.1, отличающийся тем, что в качестве хрупкого материала используют стекло.
3. Способ по п.1, отличающийся тем, что в качестве коррозионно-стойкого металла с пониженной теплопроводностью для изготовления трубчатой оболочки используют аустенитную нержавеющую сталь.
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ ПУТЕМ ВЗРЫВНОГО НАГРУЖЕНИЯ | 2008 |
|
RU2373035C1 |
| Способ получения изделий с внутренними полостями сваркой взрывом | 1984 |
|
SU1210330A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 1999 |
|
RU2152859C1 |
| GB 988113 A, 07.04.1965. | |||

