Изобретение относится к технологии получения изделий цилиндрической формы с помощью энергии взрыва и может быть использовано для изготовления изделий с внутренней полостью, например теплозащитых экранов, термического, химического оборудования и т.п.
Известен способ получения изделий с внутренними полостями путем взрывного нагружения, при котором берут полостеобразующие элементы в виде труб с удаляемым наполнителем и располагают их пучком в трубчатой оболочке симметрично относительно ее продольной оси, на наружной поверхности стальной трубчатой оболочки располагают кольцевой заряд взрывчатого вещества (ВВ) и производят инициирование процесса детонации ВВ с помощью электродетонатора. Перед сваркой в полости центрального полостеобразующего элемента размещают симметрично его продольной оси удаляемый стальной стержень, зазор между стержнем и полостеобразующим элементом заполняют удаляемым водным наполнителем, располагают на наружной поверхности центрального полостеобразующего элемента из стали вплотную друг к другу наружные медные полостеобразующие элементы в виде труб со слоем из легкоплавкого материала, например из латуни, на их наружных поверхностях и размещают полученный пучок в трубчатой металлической оболочке из стали, удаляемой после взрывного воздействия. Процесс взрывного нагружения ведут при скорости детонации ВВ 3400-4060 м/с и отношении удельной массы ВВ к удельной массе стенки трубчатой оболочки, равном 0,72-0,86, причем после взрывного нагружения проводят термообработку полученной заготовки в течение 5-7 минут при температуре, превышающей на 5-15°C температуру плавления слоев из легкоплавкого материала на наружных полостеобразующих элементах с образованием при этом цельносварных соединений между всеми полостеобразующими элементами (Патент РФ №2373035, МПК B23K 20/08, опубл. 20.11.2009, бюл. №32).
Недостатком данного способа является низкая коррозионная стойкость наружной поверхности изделий, получаемых данным способом, например в хлоридах, недостаточно высокая жаростойкость внутренней поверхности (предельная рабочая температура в окислительных газовых средах в условиях теплосмен не превышает 800°C), что весьма ограничивает применение таких изделий в технике.
Наиболее близким по техническому уровню и достигаемому результату является способ получения композиционных изделий с внутренними полостями сваркой взрывом, при котором берут полостеобразующие элементы в виде труб с удаляемым наполнителем и располагают их пучком в трубчатой оболочке симметрично относительно ее продольной оси, при этом на наружной поверхности трубчатой оболочки располагают кольцевой заряд взрывчатого вещества (ВВ) и производят инициирование процесса детонации ВВ с помощью электродетонатора, центральный полостеобразующий элемент, удаляемый после сварки взрывом, выполняют из хрупкого материала - стекла, дробящегося в процессе взрывного воздействия, с отношением толщины его стенки к толщине стенок смежных с ним полостеобразующих элементов, составляющим (4-10):1, трубчатую оболочку выполняют из коррозионно-стойкого металла с пониженной теплопроводностью - титана, между трубчатой оболочкой и пучком из труб располагают трубчатую промежуточную прослойку из металла с пониженной теплопроводностью - из аустенитной стали, а сварку взрывом осуществляют при скорости детонации ВВ 3270-3820 м/с, при этом отношение удельной массы ВВ к сумме удельных масс стенок трубчатой оболочки и трубчатой промежуточной прослойки, а также сварочные зазоры между трубчатой оболочкой и трубчатой промежуточной прослойкой, между трубчатой промежуточной прослойкой и пучком из труб выбирают из условия получения скорости соударения трубчатой оболочки с трубчатой промежуточной прослойкой в пределах 610-700 м/с, а скорости соударения трубчатой оболочки с полостеобразующими элементами - 480-680 м/с, после сварки полученную заготовку подвергают отжигу при температуре 850-900°C в течение 2-3,5 ч с формированием при этом между трубчатой оболочкой и трубчатой промежуточной прослойкой сплошной теплозащитной интерметаллидной прослойки с пониженной теплопроводностью, с последующим охлаждением полученного изделия на воздухе. (Патент РФ №2425739, МПК B23K 20/08, B23K 101/04, опубл. 10.08.2011, бюл. №22 - прототип).
Достоинством этого способа является возможность получения композиционных изделий с внутренними полостями с высокой коррозионнной стойкостью наружной поверхности, например в хлоридах, а также с высоким термическим сопротивлением при направлении теплопередачи поперек слоев.
Недостатком данного способа является низкая жаростойкость внутренней поверхности получаемых изделий (предельная рабочая температура в окислительных газовых средах в условиях теплосмен не превышает 500°C). Кроме того, в условиях частых теплосмен (термоциклирования) в зоне расположения интерметаллидной прослойки между титаном и сталью возможно образование трещин, что ограничивает применение таких изделий в аппаратуре ответственного назначения.
В связи с этим важнейшей задачей является создание нового способа получения композиционных изделий с внутренней полостью сваркой взрывом по новой технологической схеме взрывного воздействия на свариваемую заготовку в сочетании с отжигом сваренной заготовки, обеспечивающей получение за один технологический цикл качественного цельносварного изделия с осевой симметрией, с повышенной жаростойкостью внутренней поверхности, обладающего высоким термическим сопротивлением его многослойной стенки при теплообмене нагретых газов, подаваемых во внутреннюю полость изделия, с окружающей средой, с полным исключением появления при сварке взрывом в зонах соединения металлических слоев хрупких интерметаллидных фаз, которые могли бы снизить долговечность изделия при эксплуатации в условиях частых теплосмен.
Техническим результатом заявленного способа получения композиционных изделий с внутренней полостью сваркой взрывом является создание новой схемы сварки взрывом, обеспечивающей за один акт взрывного воздействия на свариваемую заготовку с последующим ее отжигом создание изделий с осевой симметрией, с получением качественного сплошного сварного соединения ниобиевого слоя трубчатой биметаллической оболочки с трубчатой промежуточной прослойкой из меди, а также качественного сварного соединения указанной прослойки с никелевым слоем биметаллического полостеобразующего элемента в виде трубы без нарушений герметичности свариваемых металлов, с полным исключением возможности появления в процессе сварки взрывом в зонах соединения металлических слоев хрупких интерметаллидных фаз, снижающих долговечность изделия при эксплуатации в условиях частых теплосмен, с повышенной жаростойкостью его внутренней поверхности, с обеспечением при этом высокой коррозионной стойкости его наружной поверхности, например в хлоридах, а также высокого термического сопротивления его многослойной стенки при теплообмене нагретых газов, подаваемых во внутреннюю полость изделия, с окружающей средой.
Указанный технический результат достигается тем, что в предлагаемом способе получения композиционных изделий с внутренней полостью сваркой взрывом, при котором используют удаляемый после сварки взрывом центральный полостеобразующий элемент из хрупкого материала - стекла с водным наполнителем в его внутренней полости, трубчатую оболочку и трубчатую промежуточную прослойку располагают на наружной поверхности трубчатой оболочки кольцевой заряд взрывчатого вещества (ВВ) и инициируют процесс детонации ВВ с помощью электродетонатора, отжиг сваренной заготовки для формирования интерметаллидной прослойки, берут биметаллический полостеобразующий элемент в виде трубы с наружным слоем толщиной 1,2-1,6 мм из никеля, с внутренним слоем толщиной 1,5-2,5 мм из алюминия и размещают внутри его соосно центральный полостеобразующий элемент из стекла с толщиной стенки 10-15 мм и с наружным диаметром меньшим на 2-4 мм внутреннего диаметра биметаллического полостеобразующего элемента, заполняют промежуток между ними водным наполнителем, после герметизации полученную сборку располагают соосно внутри трубчатой биметаллической оболочки, выполненной с наружным слоем толщиной 4-6 мм из титана, с внутренним слоем толщиной 0,8-1,2 мм из ниобия, в зазоре между ними соосно размещают трубчатую промежуточную прослойку из меди с толщиной стенки 2-4 мм, сварку взрывом ведут при скорости детонации ВВ 2400-3100 м/с, при этом толщину заряда ВВ и сварочные зазоры между свариваемыми металлическими слоями выбирают из условия получения скорости соударения ниобиевого слоя трубчатой биметаллической оболочки с трубчатой промежуточной прослойкой из меди в пределах 500-600 м/с, а скорости соударения трубчатой промежуточной прослойки с никелевым слоем биметаллического трубчатого полостеобразующего элемента в пределах 320-410 м/с, после сварки взрывом полученную заготовку подвергают отжигу для образования сплошной интерметаллидной прослойки между слоями из никеля и алюминия при температуре 600-630°C в течение 1,5-7 ч, затем нагревают ее до температуры 690-710°C, удаляют с ее внутренней поверхности расплавленный алюминий, выдерживают при этой температуре 0,3-1 ч с образованием сплошного жаростойкого покрытия на внутренней поверхности полученного композиционного изделия с внутренней полостью, после чего производят его охлаждение на воздухе.
Предлагаемый способ получения композиционных изделий с внутренней полостью сваркой взрывом имеет существенные отличия по сравнению с прототипом как по построению схемы сварки взрывом, так и по совокупности технологических приемов и режимов при его осуществлении. Так, предложено использовать в схеме сварки взрывом биметаллический полостеобразующий элемент в виде трубы с наружным слоем толщиной 1,2-1,6 мм из никеля, с внутренним слоем толщиной 1,5-2,5 мм - из алюминия. Внутренний алюминиевый слой биметаллического полостеобразующего элемента выполняет вспомогательные функции: он необходим для формирования жаростойкого интерметаллидного покрытия на поверхности никелевого слоя при термообработке (отжиге) сваренной заготовки. Избыточное количество алюминия удаляют с поверхности образовавшегося интерметаллидного слоя при температуре, превышающей его температуру плавления. Предложено наружный слой биметаллического полостеобразующего элемента выполнять из никеля, поскольку в процессе технологической операции отжига при диффузионном взаимодействии с алюминием в зоне их соединения образуется интерметаллидный слой, обладающий повышенной жаростойкостью. Помимо этого, никелевый слой совместно с другими металлическими слоями способствует формированию высокой прочности изделия при поперечных сжимающих нагрузках, а также высокого термического сопротивления стенки изделия при направлении теплопередачи поперек слоев. Кроме того, как при сварке взрывом этого слоя с внутренней поверхностью трубчатой промежуточной прослойки из меди, так и в процессе последующего отжига сваренной заготовки, а также и при последующей эксплуатации полученного изделия в зоне их соединения полностью исключается возникновение хрупких фаз, снижающих его служебные свойства в условиях частых теплосмен и поперечных сжимающих нагрузок. При толщине обоих слоев биметаллического полостеобразующего элемента ниже нижних предлагаемых пределов возможны неконтролируемые деформации при сварке взрывом, что приводит к снижению качества получаемых изделий. Толщина его слоев выше верхних предлагаемых пределов может привести к лишнему расходу металлов в расчете на одно изделие.
Предложено размещать соосно внутри биметаллического полостеобразующего элемента центральный полостеобразующий элемент из стекла с толщиной стенки 10-15 мм и с наружным диаметром меньшим на 2-4 мм внутреннего диаметра биметаллического полостеобразующего элемента и заполнять промежуток между ними водным наполнителем. В процессе сварки взрывом центральный полостеобразующий элемент совместно с водным наполнителем выполняет функции динамической опоры, исключающей недопустимые радиальные по направлению к центру изделия деформации биметаллического полостеобразующего элемента, способствует формированию внутренней полости в изделии требуемого диаметра. При толщине стенки менее 10 мм возможно его преждевременное разрушение в процессе сварки взрывом, приводящее к снижению качества получаемых изделий. Толщина его стенки более 15 мм является избыточной, поскольку это приводит к неоправданно большому расходу материала на изготовление центрального полостеобразующего элемента. Наружный диаметр центрального полостеобразующего элемента предложено выполнять меньшим на 2-4 мм внутреннего диаметра биметаллического полостеобразующего элемента, что обеспечивает необходимый технологический промежуток между ними для заполнения его водным наполнителем, который выполняет функции среды, передающей давление и препятствующей преждевременному разрушению центрального полостеобразующего элемента при сварке взрывом. При диаметре центрального полостеобразующего элемента ниже нижнего предлагаемого предела возможно появление неконтролируемых деформаций слоев биметаллического полостеобразующего элемента, а это снижает качество получаемых изделий. При его диаметре выше верхнего предлагаемого предела затруднено заполнение водным наполнителем промежутка между ним и алюминиевым слоем биметаллического полостеобразующего элемента, что также может привести к появлению неконтролируемых деформаций внутренней поверхности биметаллического полостеобразующего элемента.
Предложено после герметизации полученную сборку располагать соосно внутри трубчатой биметаллической оболочки, выполненной с наружным слоем толщиной 4-6 мм из титана, с внутренним слоем толщиной 0,8-1,2 мм из ниобия, в зазоре между ними соосно размещать трубчатую промежуточную прослойку из меди с толщиной стенки 2-4 мм.
Соблюдение соосности способствует стабильности процесса сварки взрывом всех свариваемых металлических слоев. Наружный титановый слой трубчатой биметаллической оболочки обеспечивает высокую коррозионную стойкость наружной поверхности изделия в условиях агрессивных сред, например в хлоридах. Благодаря низкой теплопроводности титана он способствует существенному повышению термического сопротивления стенки получаемого композиционного изделия при направлении теплопередачи поперек слоев, а также совместно с остальными слоями повышению его прочности при поперечных сжимающих нагрузках. Кроме того, низкая плотность титанового слоя способствует существенному снижению массы получаемого изделия. Толщина наружного титанового слоя трубчатой биметаллической оболочки, равная 4-6 мм, обеспечивает у получаемого изделия необходимое высокое термическое сопротивление, а также высокую прочность при поперечных сжимающих нагрузках. Его толщина менее 4 мм не обеспечивает у изделия необходимого высокого уровня термического сопротивления, а также высоких прочностных свойств при поперечных сжимающих нагрузках, а его толщина более 6 мм является избыточной, поскольку это приводит к неоправданно большому расходу дорогостоящего титана в расчете на одно изделие.
Предложено внутренний слой трубчатой биметаллической оболочки выполнять из ниобия толщиной 0,8-1,2 мм. Этот слой обеспечивает возможность получения качественного сварного соединения с трубчатой промежуточной прослойкой из меди без появления в зоне соединения металлов не-проваров, хрупких интерметаллидов и других дефектов. Совместно с другими металлическими слоями этот слой способствует формированию высокой прочности изделия при поперечных сжимающих нагрузках, а также высокого термического сопротивления стенки изделия при направлении теплопередачи поперек слоев. Его толщина менее 0,8 мм затрудняет получение качественных изделий без неконтролируемых деформаций при сварке взрывом, а его толщина более 1,2 мм является избыточной, поскольку это приводит к неоправданно большому расходу дорогостоящего ниобия в расчете на одно изделие.
Предложено использовать в схеме сварки взрывом трубчатую промежуточную прослойку из меди, поскольку в зонах соединения этого слоя с никелевым и ниобиевым слоями ни при сварке взрывом, ни при последующей эксплуатации не возникает нежелательных хрупких фаз, снижающих служебные свойства изделий, полученных по предлагаемому способу. Кроме того, она способствует выравниванию температуры по длине полученного изделия при воздействии на его внутреннюю либо наружную поверхность концентрированных источников нагрева и тем самым исключает возможность появления в изделии участков с локальным перегревом металлических слоев, снижающих его прочностные свойства. Предложено трубчатую промежуточную прослойку выполнять с толщиной стенки 2-4 мм, поскольку ее толщина менее 2 мм при данной конструкции изделия является недостаточной для эффективного выравнивания температуры по длине полученного изделия при воздействии на его поверхности концентрированных источников нагрева. Кроме того, при слишком малой толщине трубчатой промежуточной прослойки возможны неконтролируемые деформации при сварке взрывом, затрудняющие получение качественных изделий. Ее толщина более 4 мм является избыточной, поскольку это приводит к неоправданно большому расходу меди в расчете на одно изделие, а также это может привести к появлению непроваров в зоне сварки этой прослойки с никелевым слоем биметаллического полостеобразующего элемента.
Использование в схеме сварки взрывом трубчатой биметаллической оболочки, а также биметаллического полостеобразующего элемента позволяет обеспечить высокое качество сварки на всех межслойных границах.
Предложено сварку взрывом вести при скорости детонации ВВ 2400-3100 м/с, при этом толщину заряда ВВ и сварочные зазоры между свариваемыми металлическими слоями выбирать из условия получения скорости соударения никелевого слоя трубчатой биметаллической оболочки с трубчатой промежуточной прослойкой из меди в пределах 500-600 м/с, а скорости соударения трубчатой промежуточной прослойки с ниобиевым слоем биметаллического трубчатого полостеобразующего элемента - в пределах 320-410 м/с, что обеспечивает получение качественных сварных соединений трубчатой промежуточной прослойки из меди с внутренним ниобиевым слоем трубчатой биметаллической оболочки и с наружным никелевым слоем биметаллического полостеобразующего элемента. При скорости детонации ВВ и скорости соударения ниобиевого слоя трубчатой биметаллической оболочки с трубчатой промежуточной прослойкой, а также скорости соударения последней с никелевым слоем биметаллического трубчатого полостеобразующего элемента ниже нижних предлагаемых пределов возможно получение некачественных сварных соединений, что может существенно снизить служебные свойства полученных изделий. При скорости детонации ВВ и скоростях соударения указанных выше составляющих схемы сварки взрывом выше верхних предлагаемых пределов возможны неконтролируемые деформации слоев трубчатой биметаллической оболочки, трубчатой промежуточной прослойки и трубчатого биметаллического полостеобразующих элемента, что может привести к нарушению герметичности металлических слоев, снижению качества получаемых изделий.
После сварки взрывом полученную заготовку предложено подвергать отжигу для образования сплошной интерметаллидной прослойки между слоями из алюминия и никеля при температуре 600-630°C в течение 1,5-7 ч, что за сравнительно короткое время отжига позволяет получить сплошную жаростойкую интерметаллидную прослойку на межслойной границе необходимой толщины и высокого качества. При температуре и времени отжига ниже нижних предлагаемых пределов толщина получаемой интерметаллидной диффузионной прослойки оказывается недостаточной, что снижает способность получаемого покрытия длительно сопротивляться газовой коррозии при высоких температурах. Температура и время отжига выше верхнего предлагаемого предела являются избыточными, поскольку толщина интерметаллидной прослойки становится чрезмерной, при этом повышается вероятность появления трещин в жаростойком покрытии при его дальнейшей эксплуатации в условиях частых теплосмен.
Предложено после завершения отжига (первой его стадии) нагревать заготовку до температуры 690-710°C, удалять с ее наружной поверхности расплавленный алюминий, выдерживать при этой температуре 0,3-1 ч (вторая стадия отжига), что способствует окончательному формированию состава и свойств жаростойкого покрытия на внутренней поверхности получаемого изделия, при этом значительно облегчается удаление избыточного алюминия с поверхности покрытия, снижающего служебные свойства получаемых изделий. Нагрев заготовки до температуры ниже нижнего предлагаемого предела приводит к существенным затруднениям при удалении избыточного алюминия. Температура нагрева выше верхнего предлагаемого предела является избыточной, поскольку при этом неоправданно возрастают энергетические затраты на получение изделия. Выдержка менее 0,3 ч является недостаточной для перехода остатков алюминия в интерметаллидный слой, а это может привести к появлению локальных участков с пониженной жаростойкостью на внутренней поверхности получаемых изделий. Выдержка более 1 ч является избыточной, поскольку это не способствует улучшению качества изделий, но неоправданно увеличивает энергетические затраты. Последующее охлаждение предложено производить на воздухе, поскольку это наиболее дешевая технологическая операция, обеспечивающая высокое качество полученных изделий.
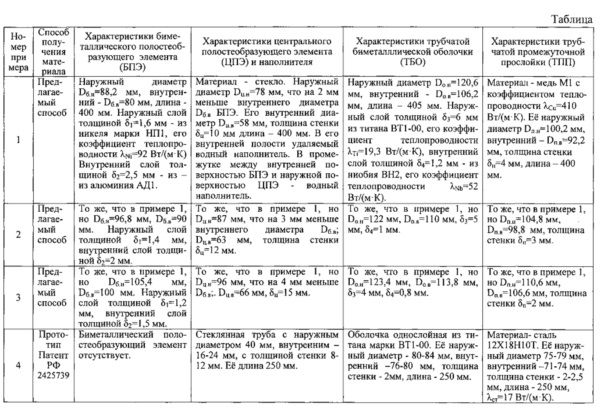
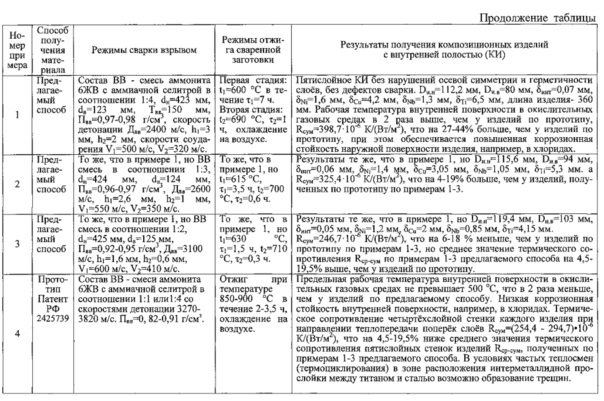
На фиг. 1 изображена схема сварки взрывом, ее продольный осевой разрез, на фиг. 2 - поперечное сечение А-А схемы сварки взрывом, на фиг. 3 - поперечное сечение сваренного композиционного изделия с внутренней полостью, где позиция 23 - сдеформированный титановый слой трубчатой биметаллической оболочки; 24 - сдеформированный ниобиевый слой трубчатой биметаллической оболочки; 25 - сдеформированная трубчатая промежуточная прослойка из меди; 26 - никелевый слой биметаллического полостеобразующего элемента; 27 - жаростойкое покрытие из интерметаллидов системы алюминий-никель; 28 - внутренняя полость изделия; 29, 30 - зоны сварки, полученные при осуществлении способа.
Предлагаемый способ получения композиционных изделий с внутренней полостью сваркой взрывом осуществляется в следующей последовательности. Берут предварительно изготовленный, например с помощью сварки взрывом, биметаллический полостеобразующий элемент в виде трубы с наружным слоем 1 толщиной 1,2-1,6 мм из никеля, с внутренним слоем 2 толщиной 1,5-2,5 мм из алюминия и размещают внутри его соосно удаляемый центральный полостеобразующий элемент 3 из стекла с толщиной стенки 10-15 мм, с наружным диаметром меньшим на 2-4 мм внутреннего диаметра биметаллического полостеобразующего элемента. Предварительно его внутреннюю полость заполняют водным наполнителем 4, а герметизацию с двух его сторон производят заглушками 5, 6, например, из резины.
Заполняют промежуток между внутренней поверхностью биметаллического полостеобразующего элемента и наружной поверхностью центрального полостеобразующего элемента водным наполнителем 7, герметизацию и соосность обеспечивают с помощью металлических втулок 8, 9, покрытых герметиком. Полученную сборку располагают соосно внутри трубчатой биметаллической оболочки, выполненной с наружным слоем 10 толщиной 4-6 мм из титана, с внутренним слоем 11 толщиной 0,8-1,2 мм - из ниобия, в зазоре между ними соосно размещают трубчатую промежуточную прослойку 12 из меди с толщиной стенки 2-4 мм, их соосность обеспечивают с помощью металлических втулок 13, 14, 15 и 16. Устанавливают направляющий конус 17, например из стали, с углом при вершине 90°, на наружной поверхности трубчатой оболочки размещают защитную прослойку, например, из резины (на чертеже не показана), защищающую наружную поверхность трубчатой оболочки от повреждений продуктами детонации ВВ, а на ее поверхности располагают контейнер 18 с основным кольцевым зарядом ВВ 19 и расположенным над ним вспомогательным зарядом ВВ 20 с повышенной скоростью детонации. Этот заряд способствует выравниванию фронта детонации в основном заряде ВВ. Размещают данную сборку на песчаном грунте 21 и инициируют процесс детонации в зарядах ВВ с помощью электродетонатора 22.
При осуществлении процесса сварки взрывом используют основной заряд ВВ со скоростью детонации 2400-3100 м/с, при этом толщину заряда ВВ и сварочные зазоры между свариваемыми металлическими слоями выбирают из условия получения скорости соударения ниобиевого слоя трубчатой биметаллической оболочки с трубчатой промежуточной прослойкой из меди в пределах 500-600 м/с, а скорости соударения трубчатой промежуточной прослойки из меди с никелевым слоем биметаллического трубчатого полостеобразующего элемента в пределах 320-410 м/с.
При взрывном воздействии происходит высокоскоростная радиальная деформация трубчатой биметаллической оболочки, при соударении ее ниобиевого слоя с трубчатой промежуточной прослойкой ниобий сваривается с медью, затем происходит совместное деформирование образовавшегося трехслойного композита (КМ) и при его соударении с наружной поверхностью биметаллического полостеобразующего элемента медный слой КМ сваривается с никелевым слоем биметаллического полостеобразующего элемента. Извлекают из внутренней полости сваренной заготовки материал раздробленного центрального полостеобразующего элемента, при этом водный наполнитель удаляется из полостей после взрывного нагружения самопроизвольно при разгрузке сжатой системы.
После сварки взрывом полученную заготовку подвергают отжигу для образования сплошной интерметаллидной прослойки между слоями из алюминия и никеля при температуре 600-630°C в течение 1,5-7 ч (первая стадия отжига), затем нагревают ее до температуры 690-710°C, удаляют с ее наружной поверхности расплавленный алюминий, выдерживают при этой температуре 0,3-1 ч (вторая стадия отжига) с образованием сплошного жаростойкого покрытия на поверхности никелевого слоя, после чего производят охлаждение на воздухе и удаление у полученной заготовки торцевых частей с краевыми эффектами.
В результате за один акт взрывного воздействия с последующим отжигом сваренной заготовки получают цельносварное композиционное изделие с внутренней полостью с осевой симметрией, с качественным сплошным сварным соединением ниобиевого слоя трубчатой биметаллической оболочки с трубчатой промежуточной прослойкой из меди, а также качественного сварного соединения указанной прослойки с никелевым слоем биметаллического полостеобразующего элемента в виде трубы без нарушений герметичности свариваемых металлов, с полным исключением возможности появления в процессе сварки взрывом в зонах соединения металлических слоев хрупких интерметаллидных фаз, снижающих долговечность изделия при эксплуатации в условиях частых теплосмен, с повышенной жаростойкостью его внутренней поверхности в окислительных газовых средах, с обеспечением при этом высокой коррозионной стойкости его наружной поверхности, например в хлоридах, и высокого термического сопротивления его многослойной стенки при теплообмене нагретых газов, подаваемых во внутреннюю полость изделия, с окружающей средой.
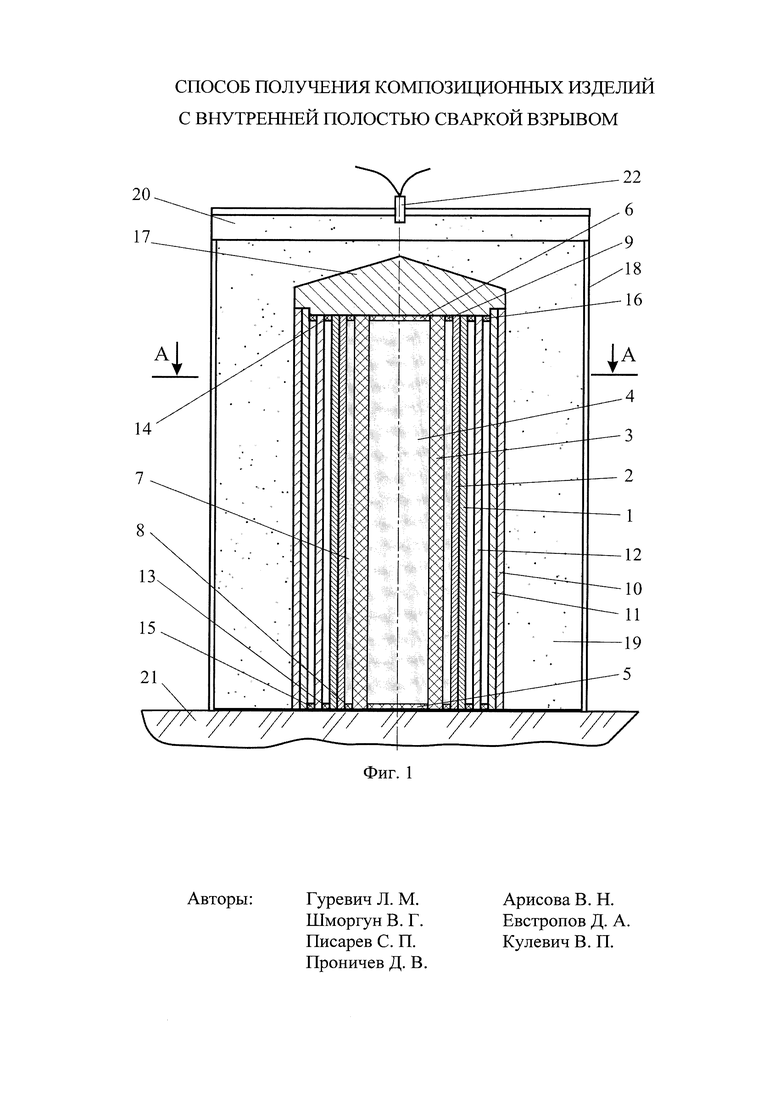
Пример 1 (см. также таблицу)
Биметаллический полостеобразующий элемент (БПЭ) в виде трубы изготавливают, например, с помощью сварки взрывом, с наружным диаметром Dб.н=88,2 мм, внутренним - Dб.в=80 мм, длиной 400 мм с наружным слоем толщиной δ1=l,6 мм - из никеля марки марки НП1 (ГОСТ 623591), его коэффициент теплопроводности λNi=92 Вт/(м⋅К). Его внутренний слой толщиной δ2=2,5 мм изготавливают из алюминия АД1 (ГОСТ 21631-76).
Центральный полостеобразующий элемент (ЦПЭ), удаляемый после сварки взрывом, изготавливают из стекла (ГОСТ 15130-79) с наружным диаметром Dц.н=78 мм, что на 2 мм меньше внутреннего диаметра Dб.н биметаллического полостеобразующего элемента. Его внутренний диаметр Dц.в=58 мм, толщина стенки δц=10 мм. Заполняют его внутреннюю полость удаляемым после сварки взрывом водным наполнителем, а герметизацию осуществляют с помощью резиновых заглушек. Полученную при этом сборку №1 размещают соосно внутри БПЭ. Заполняют промежуток между внутренней поверхностью БПЭ и наружной поверхностью ЦПЭ водным наполнителем, герметизацию и соосность обеспечивают с помощью металлических втулок, покрытых герметиком. Полученную при этом сборку №2 располагают соосно внутри трубчатой биметаллической оболочки (ТБО), а в зазоре между ними соосно размещают трубчатую промежуточную прослойку (ТПП). Наружный диаметр ТБО Dо.н=120,6 мм, внутренний - Dо.в=106,2 мм, длина - 405 мм. Наружный слой ТБО толщиной δ3=6 мм из коррозионно-стойкого металла с пониженной теплопроводностью - титана ВТ 1-00 (ГОСТ 19807-91) с коэффициентом теплопроводности λTi=19,3 Вт/(м⋅К), ее внутренний слой толщиной δ4=1,2 мм - из ниобия марки ВН2 (ОСТ 190023-71) с коэффициентом теплопроводности λNb=52 Вт/(м⋅К).
Трубчатую промежуточную прослойку (ТПП) изготавливают из меди M1 (ГОСТ 859-78), имеющей коэффициент теплопроводности λCu=410 Вт/(м⋅К). Ее наружный диаметр Dп.н=100,2 мм, внутренний - Dп.в=92,2 мм, толщина стенки δц=4 мм, длина - 400 мм. Соосность ТБО, ТПП, а также сборки №2 обеспечивают с помощью металлических втулок, например из алюминия. При выбранных диаметрах ТБО, ТПП и БПЭ необходимый сварочный зазор между внутренней поверхностью ТБО и наружной поверхностью ТИП h1=3 мм, а сварочный зазор между внутренней поверхностью ТПП и наружной поверхностью БПЭ h2=2 мм. Устанавливают направляющий конус из стали Ст3, с углом при вершине 90°, на наружной поверхности ТБО размещают защитную прослойку из резины толщиной около 1 мм, защищающую наружную поверхность ТБО от повреждений продуктами детонации ВВ, а на ее поверхности располагают контейнер из электрокартона с основным кольцевым зарядом ВВ и расположенным над ним вспомогательным зарядом ВВ с повышенной скоростью детонации (аммонит 6ЖВ). Этот заряд способствует выравниванию фронта детонации в основном заряде ВВ. Размещают данную сборку на песчаном грунте и инициируют процесс детонации в зарядах ВВ с помощью электродетонатора.
При осуществлении процесса сварки взрывом используют основной заряд ВВ, в качестве которого использовали смесь аммонита 6ЖВ с аммиачной селитрой в соотношении 1:4. Его наружный диаметр dн=423 мм, внутренний - dв=123 мм, толщина в районе расположения трубчатой оболочки - Твв=150 мм, плотность Пвв=0,97-0,98 г/см3, скорость детонации Двв=2400 м/с, общая длина - 510 мм вместе с вспомогательным зарядом ВВ, имеющим толщину 20 мм. При выбранных параметрах схемы сварки взрывом скорость соударения ниобиевого слоя ТБО с ТПП из меди оставляет V1=500 м/с, а ТПП с никелевым слоем БПЭ V2=320 м/с. Скорости соударения V1 и V2 определяются расчетным путем с помощью компьютерной технологии. Извлекают из внутренней полости сваренной заготовки материал раздробленного центрального полостеобразующего элемента. Водный наполнитель удаляется из полостей после взрывного нагружения самопроизвольно при разгрузке сжатой системы.
После сварки взрывом полученную заготовку подвергают отжигу для образования сплошной интерметаллидной прослойки между слоями из алюминия и никеля, например в электропечи при температуре t1=600°C в течение τ1=7 ч (первая стадия отжига), затем нагревают ее до температуры t2=690°C, удаляют с ее внутренней поверхности расплавленный алюминий, например, металлической щеткой с электроприводом, выдерживают при этой температуре τ2=1 ч для перехода остатков алюминия в интерметаллидный слой, с образованием при этом сплошного жаростойкого покрытия на внутренней поверхности никелевого слоя (вторая стадия отжига). После охлаждения на воздухе удаляют механической обработкой торцевые части полученной заготовки с краевыми эффектами по 20 мм с каждой стороны.
В результате за один акт взрывного воздействия с последующим отжигом сваренной заготовки получают цельносварное композиционное пятислойное изделие (КИ) с центральной внутренней полостью цилиндрической формы, без нарушений осевой симметрии и герметичности металлических слоев, без появления в процессе сварки взрывом в зонах сварки металлических слоев хрупких интерметаллидных фаз, которые могли бы снизить долговечность изделия при эксплуатации в условиях частых теплосмен и динамических нагрузок. Наружный диаметр полученного изделия - Dи.н=112,2 мм, внутренний - Dи.в=85 мм, толщина внутреннего интерметаллидного покрытия - δинт=0,07 мм, смежного с ним никелевого слоя - δNi=1,6 мм, смежного с ним медного - δCu=4,2 мм, смежного с ним ниобиевого - δNb=1,3 мм, наружного титанового - δTi=6,5 мм, длина изделия- 360 мм.
Предельная рабочая температура внутренней поверхности такого изделия в окислительных газовых средах достигает 1000°C, что в 2 раза больше, чем у изделий, изготовленных по прототипу, при этом обеспечивается высокая коррозионная стойкость его наружной поверхности в агрессивных средах, например в хлоридах. Термическое сопротивление его пятислойной стенки (Rсум) при направлении теплопередачи поперек слоев, определяемое как сумма термических сопротивлений каждого из слоев (отношение толщины слоя к коэффициенту его теплопроводности), равно: Rсум=398,7⋅10-6 К/(Вт/м2), что на 27-44% больше, чем у изделий, полученных по прототипу.
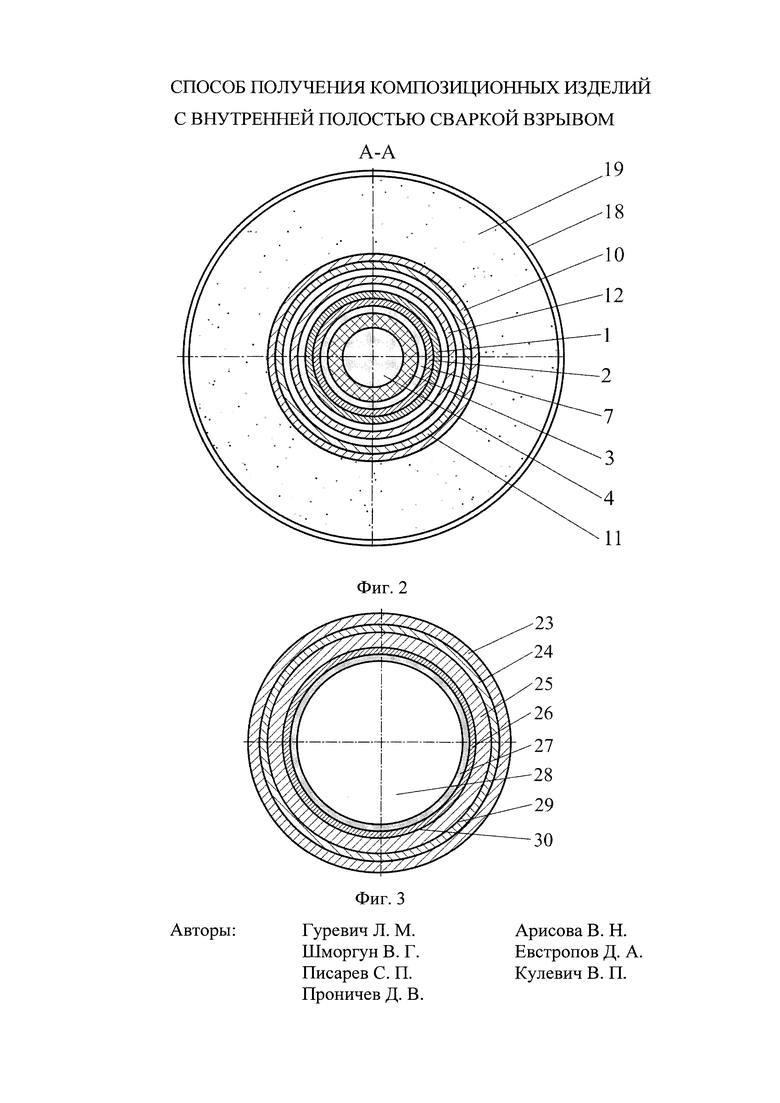
Пример 2 (см. также таблицу)
То же, что в примере 1, но внесены следующие изменения.
БПЭ в виде трубы изготавливают с наружным диаметром Dб.н=96,8 мм, внутренним - Dб.в=90 мм, с наружным слоем толщиной δ1=1,4 мм, с внутренним - δ2=2 мм.
ЦПЭ изготавливают с наружным диаметром Dц.н=87 мм, что на 3 мм меньше внутреннего диаметра Dб.в биметаллического полостеобразующего элемента. Его внутренний диаметр Dц.в=63 мм, толщина стенки δц=12 мм.
ТБО изготавливают с наружным диаметром Dо.н=122 мм, внутренним - Dо.в=110 мм. Наружный слой ТБО выполняют толщиной δ3=5 мм, у внутреннего слоя толщина δ4=1 мм. ТПП изготавливают с наружным диаметром Dп.н=104,8 мм, внутренним - Dп.в=98,8 мм, толщина ее стенки δп=3 мм.
При выбранных диаметрах ТБО, ТПП и БПЭ необходимый сварочный зазор между внутренней поверхностью ТБО и наружной поверхностью ТПП h1=2,6 мм, а сварочный зазор между внутренней поверхностью ТПП и наружной поверхностью БПЭ h2=1 мм. При осуществлении процесса сварки взрывом в качестве основного заряда ВВ использовали смесь аммонита 6ЖВ с аммиачной селитрой в соотношении 1:3. Его наружный диаметр dн=424 мм, внутренний - dв=124 мм, толщина Твв=150 мм, плотность Пвв=0,96-0,97 г/см3, скорость детонации Двв=2600 м/с. При выбранных параметрах схемы сварки взрывом скорость соударения ниобиевого слоя ТБО с ТПП из меди оставляет V1=550 м/с, а ТПП с никелевым слоем БПЭ V2=350 м/с.
Отжиг сваренной заготовки для образования сплошной интерметаллидной прослойки между слоями из алюминия и никеля проводят при температуре t1=615°C в течение τ1=3,5 ч, затем нагревают ее до температуры t2=700°C и выдерживают при этой температуре после удаления избыточного алюминия в течение τ2=0,6 ч.
Результаты те же, что в примере 1, но получают цельносварное композиционное изделие с наружным диаметром - Dи.н=115,6 мм, внутренним - Dи.в=94 мм, толщина внутреннего интерметаллидного покрытия - δинт=0,06 мм, смежного с ним никелевого слоя - δNi=1,4 мм, смежного с ним медного - δCu=3,05 мм, смежного с ним ниобиевого - δNb=1,05 мм, наружного титанового - δTi=5,3 мм. Термическое сопротивление его пятислойной стенки при направлении теплопередачи поперек слоев Rсум=325,4⋅10-6 К/(Вт/м2), что на 4-19% больше, чем у изделий, полученных по прототипу по примерам 1-3
Пример 3 (см. также таблицу)
То же, что в примере 1, но внесены следующие изменения.
БПЭ в виде трубы изготавливают с наружным диаметром Dб.н=105,4 мм, внутренним - Dб.в=100 мм, с наружным слоем толщиной δ1=1,2 мм, с внутренним - δ2=1,5 мм.
ЦПЭ изготавливают с наружным диаметром Dц.н=96 мм, что на 4 мм меньше внутреннего диаметра Dб.в биметаллического полостеобразующего элемента. Его внутренний диаметр Dц.в=66 мм, толщина стенки δц=15 мм.
ТБО изготавливают с наружным диаметром Dо.н=123,4 мм, внутренним - Dо.в=113,8 мм. Наружный слой ТБО выполняют толщиной δ3=4 мм, у внутреннего слоя толщина δ4=0,8 мм. ТПП изготавливают с наружным диаметром Dп.н=110,6 мм, внутренним - Dп.в=106,6 мм, толщина ее стенки δп=2 мм.
При выбранных диаметрах ТБО, ТПП и БПЭ необходимый сварочный зазор между внутренней поверхностью ТБО и наружной поверхностью ТПП h1=1,6 мм, а сварочный зазор между внутренней поверхностью ТПП и наружной поверхностью БПЭ h2=0,6 мм. При осуществлении процесса сварки взрывом в качестве основного заряда ВВ использовали смесь аммонита 6ЖВ с аммиачной селитрой в соотношении 1:2. Его наружный диаметр dн=425 мм, внутренний - dв=125 мм, толщина Твв=150 мм, плотность Пвв=0,92-0,95 г/см3, скорость детонации Двв=3100 м/с. При выбранных параметрах схемы сварки взрывом скорость соударения ниобиевого слоя ТБО с ТПП из меди оставляет V1=600 м/с, а ТПП с никелевым слоем БПЭ V2=410 м/с.
Отжиг сваренной заготовки для образования сплошной интерметаллидной прослойки между слоями из алюминия и никеля проводят при температуре t1=630°C в течение τ1=1,5 ч, затем нагревают ее до температуры t2=710°C и выдерживают при этой температуре после удаления избыточного алюминия в течение τ2=0,3 ч.
Результаты те же, что в примере 1, но получают цельносварное композиционное изделие с наружным диаметром - Dи.н=119,4 мм, внутренним - Dи.в=103 мм, толщина внутреннего интерметаллидного покрытия - δинт=0,05 мм, смежного с ним никелевого слоя - δNi=1,2 мм, смежного с ним медного - δCu=2 мм, смежного с ним ниобиевого - δNb=0,85 мм, наружного титанового - δTi=4,15 мм. Термическое сопротивление его пятислойной стенки при направлении теплопередачи поперек слоев Rcyм=255,6⋅10-6 К/(Вт/м2), что на 6-18% меньше, чем у изделий, полученных по прототипу по примерам 1-3, однако среднее значение термического сопротивления пятислойных стенок изделий, полученных по примерам 1-3 предлагаемого способа Rср⋅сум=326,6⋅10-6 К/(Вт/м2, что на 4,5-19,5% выше, чем у изделий по прототипу. Таким образом, при необходимости, по предлагаемому способу можно изготавливать изделия как с большим, так и с меньшим термическим сопротивлением многослойной стенки, чем у прототипа.
По прототипу (см. таблицу, пример 4) получают цельносварные изделия с центральной внутренней полостью цилиндрической формы и с двенадцатью полостями, имеющими в поперечных сечениях форму криволинейного четырехугольника. Их наружная оболочка выполнена из коррозионно-стойкого металла с пониженной теплопроводностью - титана ВТ1-00, промежуточная прослойка - из стали 12Х18Н10Т, а полостеобразующие элементы- из меди Ml. Между титановым и стальным слоями располагается теплозащитная интерметаллидная прослойка из стали и титана толщиной 0,07-0,08 мм (70-80 мкм).
Предельная рабочая температура внутренней поверхности изделий по прототипу в окислительных газовых средах не превышает 500°C, что в 2 раза меньше, чем у изделий по предлагаемому способу. Термическое сопротивление четырехслойной стенки из меди, стали, интерметаллидного слоя и титана у каждого такого изделия при направлении теплопередачи поперек слоев Rcyм=(272,4-312,5)⋅10-6 К/(Вт/м2), что на 4,5-19,5% ниже среднего значения термического сопротивления пятислойных стенок изделий Rср⋅сум, полученных по примерам 1-3 предлагаемого способа. В условиях частых теплосмен (термоциклирования) в зоне расположения интерметаллидной прослойки между титаном и сталью возможно образование трещин, приводящих к невозможности дальнейшего использования таких изделий в аппаратуре ответственного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2613511C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2632502C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2618262C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2618263C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2632503C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526646C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526355C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526357C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2425739C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2424883C1 |
Изобретение может быть использовано для изготовления изделий цилиндрической формы с внутренней полостью с помощью энергии взрыва. Внутри биметаллического полостеобразующего элемента в виде трубы с наружным слоем из никеля и внутренним слоем из алюминия размещают соосно центральный полостеобразующий элемент из стекла. Заполняют промежуток между ними водным наполнителем. После герметизации полученную сборку располагают соосно внутри трубчатой биметаллической оболочки, наружный слой которой выполнен из титана и внутренний из ниобия. В зазоре между ними соосно размещают трубчатую промежуточную прослойку из меди и осуществляют сварку взрывом с последующим отжигом сваренной заготовки. Полученное цельносварное композиционное изделие с внутренней полостью с осевой симметрией имеет высокое качество сварных соединений, обладает высокой жаростойкостью его внутренней поверхности в окислительных газовых средах и коррозионной стойкостью его наружной поверхности при теплообмене с окружающей средой нагретых газов, подаваемых во внутреннюю полость изделия. 3 ил., 1 табл., 4 пр.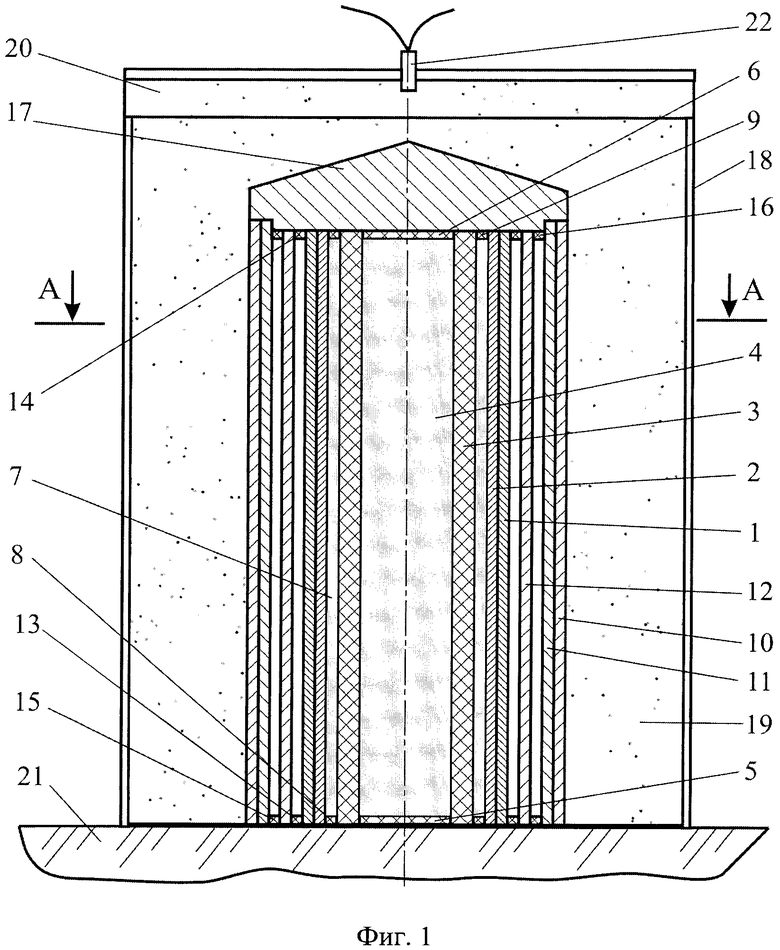
Способ получения композиционного изделия с внутренней полостью сваркой взрывом, включающий использование удаляемого после сварки взрывом центрального полостеобразующего элемента из стекла с водным наполнителем в его внутренней полости, трубчатой оболочки и промежуточной прослойки, при этом на наружной поверхности трубчатой оболочки располагают кольцевой заряд взрывчатого вещества (ВВ) и инициируют процесс детонации ВВ с помощью электродетонатора, после чего проводят отжиг сваренной заготовки для формирования интерметаллидной прослойки, отличающийся тем, что центральный полостеобразующий элемент размещают соосно внутри полостеобразующего элемента в виде биметаллический трубы с наружным слоем из никеля толщиной 1,2-1,6 мм и внутренним слоем из алюминия толщиной 1,5-2,5 мм, при этом используют центральный полостеобразующий элемент из стекла с толщиной стенки 10-15 мм и с наружным диаметром меньшим на 2-4 мм внутреннего диаметра биметаллического полостеобразующего элемента, после чего заполняют промежуток между ними водным наполнителем, а после герметизации полученной сборки располагают ее соосно внутри трубчатой биметаллической оболочки, выполненной с наружным слоем из титана толщиной 4-6 мм и внутренним слоем из ниобия толщиной 0,8-1,2 мм, в зазоре между ними соосно размещают трубчатую промежуточную прослойку из меди с толщиной стенки 2-4 мм, при этом сварку взрывом ведут при скорости детонации ВВ 2400-3100 м/с, а толщину заряда ВВ и сварочные зазоры между свариваемыми металлическими слоями выбирают из условия получения скорости соударения ниобиевого слоя трубчатой биметаллической оболочки с трубчатой промежуточной прослойкой из меди в пределах 500-600 м/с и скорости соударения трубчатой промежуточной прослойки с никелевым слоем биметаллического трубчатого полостеобразующего элемента в пределах 320-410 м/с, причем отжиг полученной заготовки после сварки взрывом проводят для формирования сплошной интерметаллидной прослойки между слоями из никеля и алюминия при температуре 600-630°C в течение 1,5-7 ч, затем нагревают ее до температуры 690-710°C, удаляют с ее внутренней поверхности расплавленный алюминий, выдерживают при этой температуре 0,3-1 ч с образованием сплошного жаростойкого покрытия на внутренней поверхности полученного композиционного изделия с внутренней полостью, после чего производят его охлаждение на воздухе.
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2425739C1 |
| SU 1827089 А3, 20.02.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1998 |
|
RU2141889C1 |
| Способ получения изделий с внутренними полостями сваркой взрывом | 1984 |
|
SU1210330A1 |
| Способ лечения пародонтоза | 1982 |
|
SU1168265A1 |

