Изобретение относится к технологии получения изделий с внутренними полостями с помощью энергии взрыва и может быть использовано при изготовлении, например, деталей термического и химического оборудования, теплорегуляторов и т.п.
Известен способ получения композиционных алюминиево-никелевых изделий с внутренними полостями сваркой взрывом, включающий разметку металлического слоя с помощью трафарета, нанесение противосварочного вещества на участки, где сварка не предусмотрена, составление пакета из металлических слоев, размещение над ним защитной металлической прослойки с зарядом взрывчатого вещества (ВВ), осуществление сварки взрывом, термическую обработку для повышения деформационной способности сваренных металлических слоев, формирование гидравлическим давлением внутренних полостей, отжиг для формирования диффузионных теплозащитных интерметаллидных прослоек, при этом составляют пакет из четырех металлических слоев с размещением между алюминиевыми пластинами одинаковых никелевых пластин, в котором соотношение толщин слоев алюминия и никеля составляет 1:(0,4-0,67) при толщине каждого слоя никеля 0,8-1 мм, предварительно на верхнюю поверхность нижней никелевой пластины наносят слои из противосварочного вещества - сверхвысокомолекулярного полиэтилена, в виде полос с расстоянием между ними не менее 12 мм, сварку взрывом пакета осуществляют при скорости детонации заряда взрывчатого вещества 2200-2770 м/с, отношение удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, алюминиевой и никелевых пластин, а также сварочные зазоры между слоями пакета выбирают из условия получения скорости соударения верхней алюминиевой пластины с никелевой в пределах 370-430 м/с, никелевых пластин - 450-470 м/с, нижней никелевой с нижней алюминиевой - 400-440 м/с, термообработку сваренной заготовки проводят при температуре 400-430°C в течение 0,3-0,5 часов, отжиг для образования сплошных диффузионных теплозащитных интерметаллидных прослоек проводят при температуре 480-520°C в течение 1,5-3 часов с охлаждением на воздухе, с получением цельносварного композиционного изделия с внутренними полостями со сплошными диффузионными теплозащитными интерметаллидными прослойками между слоями алюминия и никеля. Полученные по этому способу изделия обладают высоким термическим сопротивлением стенок при направлении теплопередачи поперек слоев, повышенной стойкостью к разрушению при резких перепадах давления в их внутренних полостях, а также высокой коррозионной стойкостью, благодаря тому, что внутренние полости в таких изделиях контактируют с однородными металлами (патент РФ №2399471, МПК В23К 20/08, В32В 15/01, опубл. 20.09.2010, бюл. №26).
Недостатком данного способа является то, что сплошные теплозащитные слои из интерметаллидов системы никель - алюминий, обладающие помимо высокого термического сопротивления еще и весьма высокой жаростойкостью, располагаются между слоями из алюминия и никеля и отсутствуют на наружных поверхностях получаемых изделий, контактирующих с окружающей средой. Наружные слои в этих изделиях из легкоплавкого металла - алюминия с температурой плавления 660°C, поэтому их предельно допустимая рабочая температура не превышает 400-600°C, малая прочность изделия при изгибающих нагрузках из-за наличия в его конструкции малопрочных алюминиевых слоев и малой толщины перемычек между полостями, что весьма ограничивает возможные области использования таких изделий в теплообменной аппаратуре, предназначенной для длительной эксплуатации в окислительных газовых средах, где требуется повышенная жаростойкость и прочность при изгибающих нагрузках.
Наиболее близким по техническому уровню и достигаемому результату является способ получения цилиндрических композиционных изделий с внутренними полостями, при котором берут полостеобразующие элементы в виде труб с удаляемым наполнителем и располагают их пучком в трубчатой оболочке симметрично относительно ее продольной оси, при этом на наружной поверхности трубчатой оболочки располагают кольцевой заряд ВВ и производят инициирование процесса детонации ВВ с помощью электродетонатора, центральный полостеобразующий элемент, удаляемый после сварки взрывом, выполняют из хрупкого материала, дробящегося в процессе взрывного воздействия, с отношением толщины его стенки к толщине стенок смежных с ним полостеобразующих элементов, составляющим (4-10):1, трубчатую оболочку выполняют из коррозионно-стойкого металла с пониженной теплопроводностью, между трубчатой оболочкой и пучком из труб располагают трубчатую промежуточную прослойку из металла с пониженной теплопроводностью, сварку взрывом осуществляют при скорости детонации ВВ 3270-3820 м/с, при этом отношение удельной массы ВВ к сумме удельных масс стенок трубчатой оболочки и трубчатой промежуточной прослойки, а также сварочные зазоры между трубчатой оболочкой и трубчатой промежуточной прослойкой, между трубчатой промежуточной прослойкой и пучком из труб выбирают из условия получения скорости соударения трубчатой оболочки с трубчатой промежуточной прослойкой в пределах 610-700 м/с, а скорости соударения трубчатой оболочки с полостеобразующими элементами - 480-680 м/с, после сварки полученную заготовку подвергают отжигу при температуре 850-900°C в течение 2-3,5 ч с формированием при этом между трубчатой оболочкой и трубчатой промежуточной прослойкой сплошной теплозащитной интерметаллидной прослойки с пониженной теплопроводностью с последующим охлаждением полученного изделия на воздухе. При осуществлении способа в качестве хрупкого материала используют стекло, в качестве коррозионно-стойкого металла с пониженной теплопроводностью для изготовления трубчатой оболочки используют титан, а трубчатую промежуточную прослойку выполняют из аустенитной стали (патент РФ №2425739, МПК В23К 20/08, В23К 101/04, опубл. 10.08.2011, бюл. №22 - прототип).
Недостатком данного способа является то, что сплошной теплозащитный слой из интерметаллидов системы титан - сталь, обладающий помимо высокого термического сопротивления еще и повышенной жаростойкостью, располагается между слоями из титана и стали и отсутствует на наружной поверхности титанового слоя, контактирующего с окружающей средой, у которого предельно допустимая температура при длительном контакте с окислительной газовой средой не превышает 500-600°C. У теплообменников данной конструкции разное термическое сопротивление слоев при теплообмене веществ-теплоносителей, располагаемых внутри полостеобразующих элементов, с окружающей средой и с веществом-теплоносителем, располагаемым в центральной внутренней полости изделия: весьма высокое термическое сопротивление слоев при теплообмене с окружающей средой, а со стороны центральной внутренней полости низкое, но при этом медные полостеобразующие элементы не защищены от воздействия окислительных газовых сред, которые могут быть в центральной внутренней полости изделия в процессе его эксплуатации. Предельно допустимая температура таких полостеобразующих элементов при длительном контакте с окислительной газовой средой не превышает 225°C. Кроме того, медь, контактирующая с внутренними полостями такого теплообменника, обладает недостаточно высокой коррозионной стойкостью, например, при использовании веществ-теплоносителей, содержащих сероводород. Все это весьма ограничивает возможные области использования таких изделий в теплообменной аппаратуре, предназначенной для длительной эксплуатации в окислительных газовых средах, где требуется повышенная жаростойкость и одинаковое термическое сопротивление слоев при теплообмене с окружающей средой, а также повышенная коррозионная стойкость металла полостеобразующих элементов.
В связи с этим важнейшей задачей является создание нового способа получения композиционных изделий с внутренними полостями сваркой взрывом со сплошными интерметаллидными слоями на его поверхностях, контактирующих в процессе эксплуатации изделия с окружающей средой, обеспечивающих у них повышенную жаростойкость в окислительных газовых средах, с одинаковым термическим сопротивлением слоев в процессе теплообмена с окружающей средой при направлении теплопередачи поперек слоев, с обеспечением при этом высокой герметичности металла, окружающего внутренние полости изделия, и более высокой коррозионной стойкости металла полостеобразующих элементов, контактирующих с веществами-теплоносителями, располагаемыми при эксплуатации изделия в его внутренних полостях.
Техническим результатом заявленного способа является создание новой технологии, обеспечивающей с помощью одновременной сварки взрывом двух предварительно сваренных взрывом трехслойных пакетов из плоских разнородных металлических слоев с пакетом из медных труб, внутри которых располагают полостеобразующие элементы из металла с повышенной коррозионной стойкостью и теплопроводностью, термического воздействия на сваренную заготовку на оптимальных режимах, получение композиционного изделия с внутренними полостями со сплошными интерметаллидными слоями из интерметаллидов системы алюминий - никель на его наружных поверхностях, обеспечивающих у него более высокую, чем у изделий, полученных по прототипу, жаростойкость в окислительных газовых средах, с одинаковым термическим сопротивлением слоев в процессе теплообмена с окружающей средой при направлении теплопередачи поперек слоев, с более высокой, в сравнении с прототипом, коррозионной стойкостью металла полостеобразующих элементов, контактирующего с веществами-теплоносителями в его внутренних полостях.
Указанный технический результат достигается тем, что в предлагаемом способе получения композиционных изделий с внутренними полостями сваркой взрывом, при котором используют полостеобразующие элементы в виде труб с удаляемым наполнителем, приваривают к ним сваркой взрывом наружные металлические слои и формируют сплошную интерметаллидную прослойку между разнородными металлами путем отжига сваренной заготовки с последующим охлаждением на воздухе, составляют два трехслойных пакета с размещением в каждом из них между пластиной из алюминия и меди никелевой пластины с соотношением толщин слоев никеля и алюминия 1:(1-1,5), никеля и меди 1:(1,25-2,5), при толщине слоя никеля, равной 1-1,2 мм, сварку взрывом каждого пакета осуществляют при скорости детонации заряда взрывчатого вещества 1690-2770 м/с, высоту заряда взрывчатого вещества, материал и толщину защитной металлической прослойки, а также сварочные зазоры между слоями пакетов выбирают из условия получения скорости соударения верхней алюминиевой пластины с никелевой в пределах 370-480 м/с, никелевой с нижней медной - 335-480 м/с, размещают полостеобразующие элементы в виде труб из металла с повышенной коррозионной стойкостью и теплопроводностью, в качестве которого предложено использовать латунь ЛО70-1, соосно внутри трубчатых оболочек из меди с толщиной стенок 1,2-2 мм и с внутренним диаметром на 2-4 мм, превышающим наружный диаметр полостеобразующих элементов, составляют из полученных сборок плоский пакет и размещают его симметрично со сварочными зазорами между сваренными трехслойными заготовками, располагают на поверхностях алюминиевых пластин защитные металлические прослойки с зарядами взрывчатого вещества и осуществляют сварку взрывом полученного многослойного пакета путем одновременного инициирования взрыва зарядов взрывчатого вещества, имеющих скорость детонации 2150-2540 м/с, при этом высоту зарядов взрывчатого вещества, материал и толщину защитных металлических прослоек, а также сварочные зазоры между свариваемыми слоями выбирают из условия получения скоростей соударения медных пластин сваренных трехслойных заготовок с медными трубчатыми оболочками плоского пакета в пределах 540-600 м/с, трубчатых оболочек с полостеобразующими элементами -370-450 м/с, отжиг сваренной заготовки для образования сплошных интерметаллидных прослоек между алюминием и никелем проводят при температуре 600-630°C в течение 1,5-7 ч с самопроизвольным разделением алюминиевых и никелевых слоев по интерметаллидным прослойкам в процессе охлаждения на воздухе, с образованием при этом на поверхностях никелевых пластин сплошных жаростойких покрытий в виде слоев из интерметаллидов системы алюминий - никель.
В таких условиях высокоскоростного деформирования свариваемых металлов и последующего теплового воздействия на металлы на первом этапе происходит надежная сварка металлов в трехслойных пакетах, а на втором этапе технологического процесса - надежная сварка их медных слоев с трубчатыми оболочками в виде медных труб, стенок медных труб по всем поверхностям контакта между собой и с наружными поверхностями находящихся внутри их полостеобразующих элементов из металла с повышенной коррозионной стойкостью и теплопроводностью. Отжиг на предложенных режимах обеспечивает за короткое время возникновение и рост сплошных интерметаллидных прослоек необходимой толщины между алюминиевыми и никелевыми слоями, а при последующем охлаждении на воздухе происходит самопроизвольное разделение алюминиевых слоев от никелевых по интерметаллидным прослойкам с образованием при этом на поверхностях никелевых пластин сплошных жаростойких покрытий в виде слоев из интерметаллидов системы алюминий - никель.
Новый способ получения композиционных изделий с внутренними полостями сваркой взрывом имеет существенные отличия по сравнению с прототипом как по построению схем сварки взрывом пакетов из плоских металлических слоев и труб, так и по совокупности технологических приемов и режимов при осуществлении способа.
Так предложено составлять трехслойные пакеты с размещением в каждом из них между пластинами из алюминия и меди никелевой пластины с соотношением толщин слоев никеля и алюминия 1:(1-1,5), никеля и меди 1:(1,25-2,5), при толщине слоя никеля, равной 1-1,2 мм, что создает благоприятные условия для получения качественных сварных соединений на межслойных границах, возможность формирования на наружных поверхностях изделий жаростойких покрытий, обеспечивает экономный расход металлов в расчете на одно изделие.
Толщина каждой никелевой пластины менее 1 мм является недостаточной для обеспечения стабильных сварочных зазоров между металлическими слоями пакетов из-за гибкости никелевых слоев, а это может приводить к снижению качества сварных соединений никеля со слоями из алюминия и меди. Ее толщина более 1,2 мм является избыточной, поскольку это приводит к чрезмерному расходу дорогостоящего никеля в расчете на одно изделие.
Предложенные соотношения толщин слоев никеля и алюминия 1:(1-1,5), никеля и меди 1:(1,25-2,5) являются оптимальными, поскольку при этом создаются благоприятные условия для образования качественных сварных соединений при сварке взрывом при минимальном расходе металлов в расчете на одно изделие. При величине этих соотношений ниже нижних предлагаемых пределов толщина алюминиевых и медных пластин оказывается недостаточной, при сварке взрывом у этих пластин возможны неконтролируемые деформации, что ухудшает качество полученных изделий. Величина этих соотношений толщин слоев выше верхних предлагаемых пределов является избыточной, поскольку это приводит к излишнему расходу металлов в расчете на одно изделие.
Предложено сварку взрывом каждого пакета осуществлять при скорости детонации заряда взрывчатого вещества 1690-2770 м/с, высоту заряда взрывчатого вещества, материал и толщину защитной металлической прослойки, а также сварочные зазоры между слоями пакетов выбирать из условия получения скорости соударения верхней алюминиевой пластины с никелевой в пределах 370-480 м/с, никелевой пластины с нижней медной - 335-480 м/с, что обеспечивает надежную сварку металлических слоев, исключает нарушение их сплошности. При скорости детонации ВВ и скоростях соударения металлических слоев ниже нижних предлагаемых возможно появление непроваров в зонах соединения металлов, что снижает качество получаемых изделий.
При скорости детонации ВВ и скоростях соударения металлических слоев выше верхних предлагаемых пределов возможны неконтролируемые деформации металлических слоев с нарушениями их сплошности, а это может привести к невозможности дальнейшего использования сваренной заготовки для получения изделия.
Предложено размещать полостеобразующие элементы в виде труб из металла с повышенной коррозионной стойкостью и теплопроводностью, в качестве которого предложено использовать латунь ЛО70-1, соосно внутри трубчатых оболочек из меди с толщиной стенок 1,2-2 мм и с внутренним диаметром на 2-4 мм, превышающим наружный диаметр полостеобразующих элементов, что позволяет пропускать через внутренние полости изделия вещества-теплоносители с повышенной химической активностью, создает однородные условия деформирования полостеобразующих элементов и трубчатых оболочек в процессе сварки взрывом, обеспечивает необходимую величину сварочных зазоров между наружными поверхностями полостеобразующих элементов и внутренними поверхностями трубчатых оболочек, устраняет вероятность нарушения сплошности металла трубчатых оболочек и полостеобразующих элементов в процессе их высокоскоростного деформирования.
Предложено полостеобразующие элементы выполнять из металла с повышенной коррозионной стойкостью и теплопроводностью - латуни ЛО70-1, что обеспечивает повышенную коррозионную стойкость изделий при контакте с химически активными веществами-теплоносителями, располагаемыми во внутренних полостях. Кроме того, латунь обладает повышенной теплопроводностью, что способствует снижению термического сопротивления теплопередающих стенок при теплообмене веществ-теплоносителей, проходящих через внутренние полости с окружающей средой, а также при теплообмене веществ, находящихся в смежных полостях в процессе эксплуатации изделия. Трубчатые оболочки предложено выполнять из меди, поскольку она обладает высокой пластичностью, что облегчает их деформирование при сварке взрывом без образования трещин, при этом они легко свариваются между собой, а также с медными и латунными слоями, что придает изделию повышенную прочность при изгибающих нагрузках. Высокая теплопроводность меди способствует интенсивному теплообмену между всеми слоями изделия и с окружающей средой. Толщина стенок трубчатых оболочек 1,2-2 мм обеспечивает необходимую прочность получаемых изделий при изгибающих нагрузках, высокую герметичность и прочность стенок полостеобразующих элементов на разрыв в процессе эксплуатации изделий, а также отсутствие у них неконтролируемых деформаций при сварке взрывом. При толщине стенок менее 1,2 мм возможно нарушение сплошности металла оболочек при сварке взрывом, их толщина более 2 мм является избыточной, поскольку это приводит к нежелательному повышению термического сопротивления теплопередающих стенок получаемых изделий и неоправданно высокому расходу меди на каждое изделие.
Предложено трубчатые оболочки выполнять с внутренним диаметром на 2-4 мм, превышающим наружный диаметр полостеобразующих элементов, что обеспечивает необходимые сварочные зазоры для образования между ними качественных сварных соединений. При величине такого зазора ниже нижнего предлагаемого предела возможно появление непроваров в зонах контакта трубчатых оболочек и полостеобразующих элементов. При величине этих зазоров выше верхнего предлагаемого предела возможны неконтролируемые деформации трубчатых оболочек с нарушением сплошности их стенок, что приводит к снижению качества изделий.
Предложено составлять из сборок, состоящих из медных трубчатых оболочек, и расположенных соосно внутри их полостеобразующих элементов в виде труб с удаляемым наполнителем в их полостях, пакет, размещать его симметрично со сварочными зазорами между сваренными трехслойными заготовками и располагать на поверхностях алюминиевых пластин защитные металлические прослойки с зарядами взрывчатого вещества, что создает необходимые условия для получения качественных сварных соединений между всеми свариваемыми металлами и для получения заготовки с симметричным расположением металлических слоев относительно ее внутренних полостей. Помимо защиты поверхностей алюминиевых пластин от разрушения продуктами детонации ВВ защитные металлические прослойки способствуют благоприятному распределению скоростей полета пластин обоих трехслойных пакетов при сварке взрывом.
Предложено осуществлять сварку взрывом полученного многослойного пакета путем одновременного инициирования взрыва зарядов ВВ, имеющих скорость детонации 2150-2540 м/с, при этом высоту зарядов ВВ, материал и толщину защитных металлических прослоек, а также сварочные зазоры между свариваемыми слоями выбирать из условия получения скоростей соударения медных пластин сваренных трехслойных заготовок с медными трубчатыми оболочками плоского пакета в пределах 540-600 м/с, трубчатых оболочек с полостеобразующими элементами - 370-450 м/с, что обеспечивает надежную сварку всех смежных металлических слоев между собой, исключает нарушение их сплошности. При скорости детонации ВВ и скоростях соударения металлических слоев ниже нижних предлагаемых возможно появление непроваров в зонах соединения металлов, что снижает качество получаемых изделий. При скорости детонации ВВ и скоростях соударения металлических слоев выше верхних предлагаемых пределов возможны неконтролируемые деформации металлических слоев с нарушениями их сплошности, а это может привести к невозможности дальнейшего использования сваренной заготовки для получения изделия.
Предложено отжиг сваренной заготовки для образования сплошных интерметаллидных прослоек между алюминием и никелем проводить при температуре 600-630°C в течение 1,5-7 ч с самопроизвольным разделением алюминиевых и никелевых слоев по интерметаллидным прослойкам в процессе охлаждения на воздухе, с образованием при этом на поверхностях никелевых пластин сплошных жаростойких покрытий в виде слоев из интерметаллидов системы алюминий - никель. Предлагаемая термическая обработка обеспечивает высокую скорость диффузионных процессов между алюминием и никелем и, благодаря этому, способствует получению за короткое время отжига на межслойных границах интерметаллидных диффузионных прослоек необходимой толщины и состава, материал которых обладает высокой жаростойкостью. При температуре и времени термообработки ниже нижних предлагаемых пределов толщина получаемых интерметаллидных диффузионных прослоек оказывается недостаточной, что снижает способность получаемого покрытия сопротивляться длительному окислительному воздействию газов при высоких температурах. Температура и время отжига выше верхнего предлагаемого предела являются избыточными, поскольку толщина интерметаллидной прослойки становится чрезмерной и при этом возникают неоправданно высокие затраты на получение жаростойких покрытий.
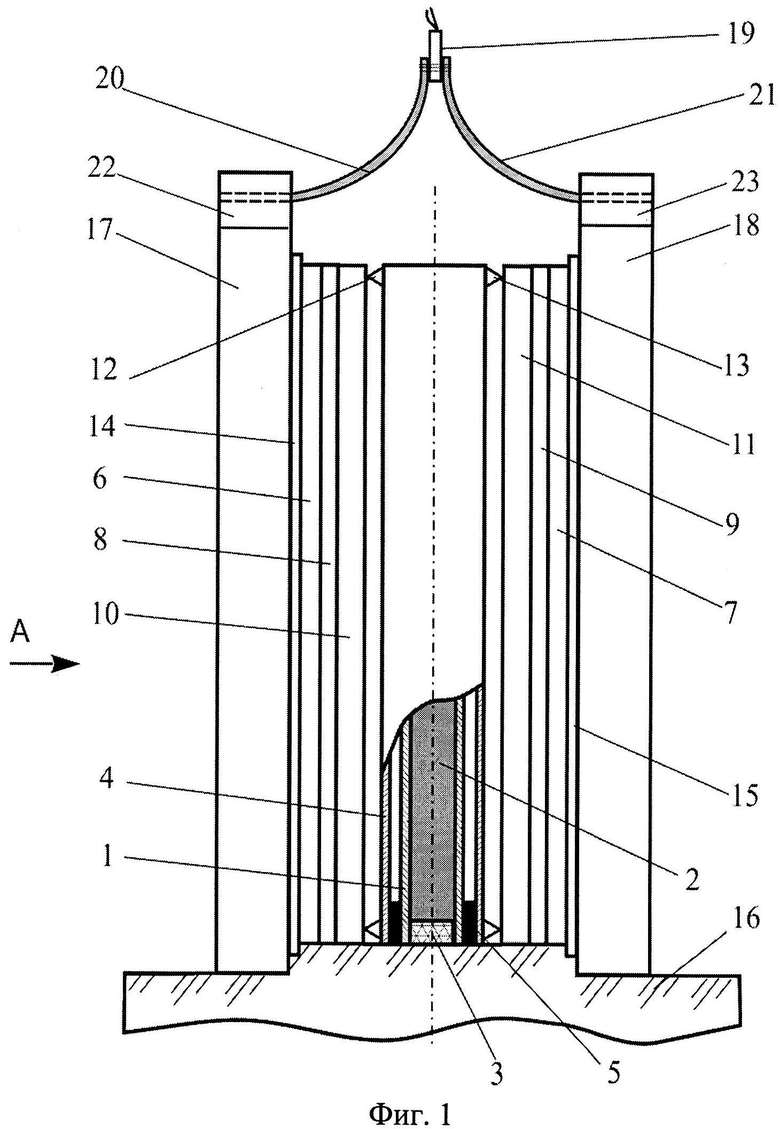
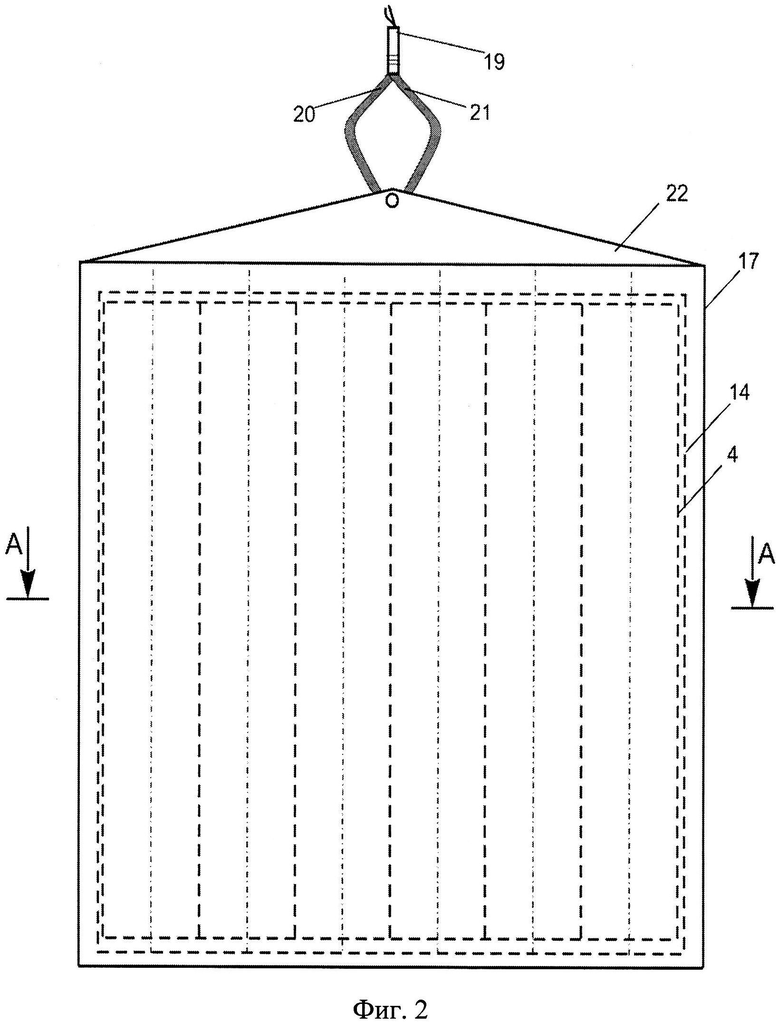
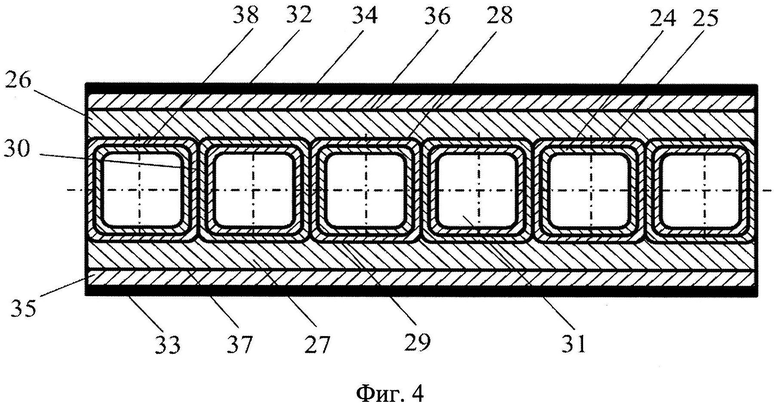
На фиг.1 изображена схема сварки взрывом сваренных трехслойных пакетов с плоским пакетом из труб с частичным продольным осевым разрезом одного из полостеобразующих элементов и трубчатой оболочки, на фиг.2 - вид по стрелке А на фиг.1, на фиг.3 - поперечное сечение А-А схемы сварки взрывом на фиг.2, на фиг.4 - часть поперечного сечения сваренного композиционного изделия с внутренними полостями.
Предлагаемый способ получения композиционных изделий с внутренними полостями сваркой взрывом осуществляется в следующей последовательности. Берут пластины из алюминия, никеля и меди и очищают у них соединяемые поверхности от окислов и загрязнений. Составляют два одинаковых трехслойных пакета с размещением в каждом из них между пластинами из алюминия и меди никелевой пластины. Толщина слоя никеля при этом равна 1-1,2 мм, соотношение толщин слоев никеля и алюминия в каждом пакете равно 1:(1-1,5), а у никеля и меди - 1:(1,25-2,5). Пластины в пакетах размещают параллельно друг другу со сварочными зазорами. На поверхность верхней алюминиевой пластины каждого пакета укладывают защитную металлическую прослойку, защищающую наружную поверхность верхней алюминиевой пластины от повреждений при детонации ВВ. Устанавливают каждый полученный пакет на плоское основание, размещенное на грунте, устанавливают на поверхность каждой защитной металлической прослойки контейнер с зарядом ВВ со скоростью детонации 1690-2770 м/с, с генератором плоской детонационной волны. Высоту каждого заряда ВВ, а также сварочные зазоры между слоями пакетов, определяемые с помощью компьютерных технологий, выбирают из условия получения скорости соударения верхней алюминиевой пластины с никелевой в пределах V1=370-480 м/с, а никелевой пластины с нижней медной - V2=335-480 м/с. Инициирование процесса детонации в зарядах ВВ осуществляют с помощью электродетонаторов. После этого, например на фрезерном станке, обрезают боковые кромки у каждой сваренной трехслойной заготовки с краевыми эффектами, очищают поверхности медных слоев от загрязнений продуктами детонации ВВ, берут медные полостеобразующие элементы в виде труб 1 из металла с повышенной коррозионной стойкостью и теплопроводностью, в качестве которого предложено использовать латунь ЛО70-1, очищают их наружные поверхности от окислов и загрязнений, после чего заполняют их внутренние полости водным наполнителем 2 и герметизируют по концам заглушками 3, например из резины, размещают их соосно внутри трубчатых оболочек из меди 4 с толщиной стенок 1,2-2 мм и с внутренним диаметром на 2-4 мм, превышающим наружный диаметр полостеобразующих элементов, при этом соосность труб обеспечивают с помощью центрирующих втулок 5, например из полиэтилена. Из полученных сборок составляют плоский пакет, скрепляя концы трубчатых оболочек клеем и размещают его симметрично со сварочными зазорами между сваренными трехслойными заготовками, у которых позиции 6, 7 - алюминиевые слои, 8, 9 - никелевые, 10, 11 - медные. Сварочные зазоры между медными слоями 10, 11 сваренных трехслойных пакетов и трубчатыми оболочками 4 плоского пакета устанавливают с помощью упоров 12-13, например из алюминия. Располагают на поверхностях алюминиевых пластин 6, 7 защитные металлические прослойки 14, 15, например из стали с зарядами взрывчатого вещества, размещают полученную сборку на песчаном грунте 16 и осуществляют сварку взрывом многослойного пакета путем одновременного инициирования взрыва в основных зарядах ВВ 17, 18 с помощью электродетонатора 19, двух отрезков детонирующих шнуров равной длины 20, 21 и генераторов плоской детонационной волны (вспомогательные заряды ВВ) 22, 23. Направление детонации в зарядах ВВ осуществляется вдоль полостеобразующих элементов. Скорость детонации каждого основного заряда ВВ должна быть 2150-2540 м/с, ее регулируют путем изменения состава и толщины зарядов. Высоту каждого заряда ВВ, материал и толщину каждой защитной металлической прослойки, а также сварочные зазоры между свариваемыми слоями выбирают с помощью компьютерных технологий из условия получения скоростей соударения медных пластин 10, 11 сваренных трехслойных заготовок с медными трубчатыми оболочками 4 плоского пакета в пределах V3=540-600 м/с, трубчатых оболочек 4 с полостеобразующими элементами 1 - V4=370-450 м/с. После сварки, например на фрезерном станке, обрезают у полученной заготовки боковые кромки с краевыми эффектами. Удаление наполнителя из полостей после сварки взрывом происходит самопроизвольно под воздействием волн разгрузки.
Отжиг сваренной заготовки для образования сплошных интерметаллидных прослоек между алюминием и никелем проводят при температуре 600-630°C в течение 1,5-7 ч с самопроизвольным разделением алюминиевых и никелевых слоев по интерметаллидным прослойкам в процессе охлаждения на воздухе, с образованием при этом на поверхностях никелевых пластин сплошных жаростойких покрытий в виде слоев из интерметаллидов системы алюминий - никель.
В полученном изделии позиция 24 - сдеформированные трубчатые полостеобразующие элементы из металла с повышенной коррозионной стойкостью и теплопроводностью из латуни ЛО70-1, 25 - сдеформированные трубчатые оболочки из меди, 26, 27 - медные слои, 28, 29 - зоны сварки взрывом трубчатых оболочек из меди с медными слоями, 30 - зоны сварки взрывом трубчатых оболочек между собой, 31 - внутренние полости изделия, 32-33 - жаростойкие интерметаллидные слои, 34, 35 - никелевые слои, 36, 37 - зоны сварки взрывом медных слоев с никелевыми, 38 - зоны сварки взрывом трубчатых оболочек из меди с полостеобразующими элементами из латуни.
Сущность способа поясняется примерами. Все примеры, в том числе и пример по прототипу, сведены в таблице с указанием основных технологических режимов получения композиционных изделий с внутренними полостями, состава и толщин свариваемых материалов, а также свойств полученного продукта.
Пример исполнения 1 (см. также таблицу)
Очищают от окислов и загрязнений пластины из алюминия АД1, никеля НП1 и меди M1, из которых составляют два трехслойных пакета под сварку взрывом с размещением в каждом из них между пластинами из алюминия и меди никелевой пластины. Слои в пакетах располагают параллельно друг другу на расстоянии сварочных зазоров, причем метаемую алюминиевую пластину располагают сверху. Длина каждой пластины пакета 290 мм, ширина 215 мм. Толщина никелевых пластин δNi=1 мм, алюминиевых δAl=1,5 мм, соотношение толщин слоев никеля и алюминия δNi:δAl=1:1,5. Толщина медных пластин δCu=2,5 мм, соотношение толщин слоев никеля и меди δNi:δCu=1:2,5. На поверхность алюминиевой пластины каждого пакета укладывают защитную металлическую прослойку из стали Ст3, защищающую наружную поверхность верхней алюминиевой пластины от повреждений при детонации ВВ. Ее длина - 295 мм, ширина - 220 мм, толщина - 1 мм. Устанавливают полученные пакеты на плоское основание из древесно-стружечной плиты длиной 310 мм, шириной 230 мм, толщиной 18 мм, размещенные на грунте. При сборке пакетов предварительно, с помощью компьютерной технологии, определяют величину необходимых сварочных зазоров h1 и h2, где h1 - сварочный зазор между алюминиевой и никелевой пластинами, h2 - между никелевой и медной. Для сварки взрывом каждого пакета выбираем ВВ из рекомендуемого диапазона со скоростью детонации DBB=1690 м/с. Такую скорость обеспечивает ВВ, представляющее собой смесь из 20% порошкообразного аммонита 6ЖВ и 80% аммиачной селитры. ВВ помещают в контейнер с обеспечением высоты заряда ВВ HBB=40 мм, длиной 310 мм, шириной 230 мм и устанавливают его на поверхность защитной металлической прослойки вместе с вспомогательным зарядом ВВ - генератором плоской детонационной волны. Для получения скоростей соударения металлических слоев в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величина сварочных зазоров равна: h1=1,2 мм, h2=4,5 мм, что обеспечивает скорость соударения алюминиевой и никелевой пластин при сварке взрывом V1=370 м/с, никелевой и медной V2=335 м/с. Сварку взрывом осуществляют с инициированием процесса детонации в основном заряде ВВ с помощью электродетонатора и вспомогательного заряда ВВ. После сварки, например на фрезерном станке, обрезают у каждой сваренной трехслойной заготовки боковые кромки с краевыми эффектами. После обрезки длина заготовок - 270 мм, ширина - 195 мм, толщина - 5 мм. Очищают поверхности медных слоев сваренных трехслойных заготовок от загрязнений продуктами детонации ВВ, берут 14 медных полостеобразующих элементов в виде труб из металла с повышенной коррозионной стойкостью и теплопроводностью, в качестве которого используют латунь ЛО70-1, очищают их наружные поверхности от окислов и загрязнений, после чего заполняют их внутренние полости водным наполнителем и герметизируют по концам заглушками, например из резины, после чего размещают их соосно внутри трубчатых оболочек из меди марки M1. Наружный диаметр полостеобразующих элементов - Dн.л=8 мм, внутренний - Dв.л=6 мм, длина - 270 мм. Наружный диаметр трубчатых оболочек из меди Dн.м=14 мм, внутренний - Dв.м=10 мм, что на 2 мм превышает наружный диаметр полостеобразующих элементов, толщина стенки каждой оболочки Тст.м=2 мм, их длина - 270 мм. Соосность труб обеспечивают с помощью центрирующих втулок, например из полиэтилена. Из полученных сборок составляют плоский пакет, скрепляя концы трубчатых оболочек, например эпоксидным клеем, и размещают его симметрично со сварочными зазорами между медными слоями сваренных трехслойных заготовок. Ширина плоского пакета - 192 мм, длина - 270 мм. Сварочные зазоры между медными слоями сваренных трехслойных заготовок и трубчатыми оболочками плоского пакета устанавливают с помощью упоров, например из алюминия. Располагают на поверхностях алюминиевых пластин защитные металлические прослойки из стали Ст3, защищающие наружные поверхности алюминиевых пластин от повреждений при детонации ВВ с зарядами ВВ. Длина каждой прослойки - 280 мм, ширина - 200 мм, толщина - 2 мм.
При сборке данного многослойного пакета предварительно, с помощью компьютерной технологии, определяют величину необходимых сварочных зазоров h3 и h4, где h3 - сварочные зазоры между медными слоями сваренных трехслойных заготовок и плоским пакетом из медных и латунных труб, h4 - сварочный зазор между наружной поверхностью каждого полостеобразующего элемента и внутренней поверхностью каждой трубчатой оболочки и определяется как (Dв.м-Dн.л):2. В данном примере h4=1 мм.
Для одновременной сварки взрывом многослойного пакета выбираем ВВ из рекомендуемого диапазона со скоростью детонации DBB=2150 м/с. Такую скорость обеспечивает ВВ, представляющее собой смесь из 20% порошкообразного аммонита 6ЖВ и 80% аммиачной селитры. Взрывчатое вещество помещают в картонные контейнеры с обеспечением высоты каждого заряда ВВ HBB=100 мм, длиной - 290 мм, шириной - 210 мм, и устанавливают их на поверхности защитных металлических прослоек вместе с вспомогательными зарядами ВВ - генератороми плоской детонационной волны из аммонита 6ЖВ. Для получения скоростей соударения металлических слоев в пределах предлагаемого диапазона, при выбранных параметрах зарядов ВВ, величина сварочных зазоров равна: h3=7 мм, h4=1 мм, что обеспечивает скорости соударения медных пластин сваренных трехслойных заготовок с медными трубчатыми оболочками плоского пакета V3=540 м/с, а трубчатых оболочек с полостеобразующими элементами V4=370 м/с. Сварку взрывом осуществляют с инициированием процесса детонации в основных зарядах ВВ с помощью электродетонатора, двух отрезков детонирующих шнуров равной длины и генераторов плоской детонационной волны (вспомогательные заряды ВВ). Направление детонации в зарядах ВВ осуществляется вдоль полостеобразующих элементов. После сварки, например, на фрезерном станке, обрезают у полученной заготовки боковые кромки с краевыми эффектами. После обрезки длина заготовок - 250 мм, ширина - 170 мм. Удаление наполнителя из полостей после сварки взрывом происходит самопроизвольно под воздействием волн разгрузки.
В результате совмещения операций высокоскоростного формообразования труб энергией взрыва со сваркой взрывом получают цельносварную заготовку, которую затем нагревают, выдерживают в электропечи при температуре to=600°C в течение τ=7 ч, при этом между слоями алюминия и никеля происходит образование сплошных интерметаллидных прослоек, а затем осуществляют охлаждение на воздухе, которое из-за возникающих термических напряжений на межслойных границах никелевых и алюминиевых слоев приводит к самопроизвольному их разделению по интерметаллидным слоям с образованием при этом на поверхностях никелевых пластин сплошных жаростойких покрытий в виде слоев из интерметаллидов системы алюминий - никель. После отделения тонкие алюминиевые слои направляют на вторичную переработку.
В результате получают цельносварное композиционное изделие (теплообменник) с внутренними полостями длиной 250 мм, шириной 170 мм, толщиной около 17 мм, с жаростойкими слоями из интерметаллидов системы алюминий - никель толщиной δинт=65 мкм на поверхностях никелевых слоев, имеющих толщину каждого из них 1 мм, с промежуточными медными слоями толщиной 2,5 мм, с 12 внутренними полостями, каждая из которых окружена двумя сплошными герметичными металлическими слоями: внутренний слой из металла с повышенной коррозионной стойкостью и теплопроводностью - латуни ЛО70-1, обладающего в 20-24 раза большей коррозионной стойкостью, чем медь при контакте с веществами, содержащими сероводород, наружная медная оболочка полостеобразующего элемента обладает высокой теплопроводностью и, кроме этого, придает изделию дополнительную прочность и возможность создания повышенных давлений во внутренних полостях. Рабочая температура полученного изделия в окислительных газовых средах со стороны обоих интерметаллидных слоев достигает 1000°C, что в 1,6-2 раза выше, чем у наружного титанового слоя изделия по прототипу. В полученном композиционном изделии теплообмен теплоносителей, располагаемых во внутренних полостях изделия в процессе его эксплуатации, с окружающей внешней окислительной средой с обеих сторон осуществляется через латунные стенки сдеформированных в процессе сварки взрывом полостеобразующих элементов толщиной 1 мм, медные стенки сдеформированных трубчатых оболочек толщиной 2,3 мм, медные слои толщиной 2,5 мм, никелевые слои толщиной 1 мм, и жаростойкие слои из интерметаллидов системы алюминий - никель толщиной 65 мкм, располагаемых на поверхностях никелевых слоев. При коэффициенте теплопроводности меди M1 λCu=370 Вт/(м·К), никеля λNi=92 Вт/(м·К), интерметаллидного слоя λинт=7,5 Вт/(м·К) суммарное термическое сопротивление этих слоев с каждой стороны изделия одинаковое и равно Rпредл=3,8·10-5К/(Вт/м2).
В изделии, полученном по прототипу, теплообмен теплоносителей, располагаемых во внутренних полостях, с окислительной газовой средой, в случае ее расположения в центральной внутренней полости может происходить лишь через медные стенки полостеобразующих элементов с толщиной 1,2-2 мм, с малым термическим сопротивлением (0,32-0,54)·10-5К/(Вт/м2) но, ввиду отсутствия на их наружных поверхностях жаростойкого покрытия, предельная рабочая температура меди в таких условиях не превышает 225°C, что в 4,4 раза меньше, чем у изделий по предлагаемому способу. У изделия по прототипу теплообмен теплоносителей, находящихся во внутренних полостях, с внешней окружающей средой происходит через медные стенки полостеобразующих элементов с толщиной 1,2-2 мм, через стенку трубчатой промежуточной прослойки из стали 12Х18Н10Т толщиной 2,3-2,9 мм, через интерметаллидную прослойку толщиной 70-80 мкм и стенку трубчатой оболочки из титана ВТ 1-00 толщиной 2,3 мм. При коэффициенте теплопроводности стали 12Х18Н10Т λСт=17 Вт/(м·К), титана ВТ1-00 λTi=19,3 Вт/(м·К), интерметаллидного слоя λинт=4,5 Вт/(м·К), суммарное термическое сопротивление этих слоев Rпрот=27,3-31,25·10-5К/(Вт/м2), при этом Rпрот/Rпредл=7,2-8,2, то есть у предлагаемого композиционного изделия с внутренними полостями, термическое сопротивление слоев при теплообмене теплоносителей, располагаемых во внутренних полостях, с окружающей окислительной газовой средой в 7,2-8,2 раза ниже, чем у изделия, полученного по прототипу.
Пример исполнения 2 (см. также таблицу)
То же, что в примере 1, но внесены следующие изменения. При составлении трехслойных пакетов толщина никелевых пластин δNi=1,1 мм, алюминиевых δAl=1,3 мм, соотношение толщин слоев никеля и алюминия δNi: δAl=1:1,18. Толщина медных пластин δCu=2, мм, соотношение толщин слоев никеля и меди δNi: δCu=1:1,82. Для сварки взрывом каждого трехслойного пакета используют ВВ со скоростью детонации DBB-2280 м/с. Такую скорость обеспечивает ВВ, представляющее собой смесь из 33% порошкообразного аммонита 6ЖВ и 67% аммиачной селитры. Высота каждого заряда ВВ НBB=40 мм, величина сварочных зазоров равна: h1=0,7 мм, h2=3 мм, что обеспечивает скорость соударения алюминиевой и никелевой пластин при сварке взрывом V1=420 м/с, никелевой и медной V2=405 м/с, толщина каждой сваренной трехслойной заготовки δзаг=4,4 мм. При составлении плоского пакета внутренний диаметр трубчатых оболочек из меди - Dв.м=11 мм, что на 3 мм превышает наружный диаметр полостеобразующих элементов, толщина стенки каждой оболочки Тст.м=1,5 мм.
Для одновременной сварки взрывом многослойного пакета используют ВВ со скоростью детонации DBB=2420 м/с. Такую скорость обеспечивает ВВ, представляющее собой смесь из 25% порошкообразного аммонита 6ЖВ и 75% аммиачной селитры, высота каждого заряда ВВ НBB=100 мм. Величина сварочных зазоров равна: h3=4 мм, h4=1,5 мм, что обеспечивает скорости соударения медных пластин сваренных трехслойных заготовок с медными трубчатыми оболочками плоского пакета V3=555 м/с, а трубчатых оболочек с полостеобразующими элементами V4=430 м/с. Цельносварную заготовку нагревают и выдерживают в электропечи при температуре to=615°C в течение τ=3,5 ч. Результаты получения композиционного изделия те же, что в примере 1, но толщина сплошных жаростойких покрытий на поверхностях никелевых пластин в виде слоев из интерметаллидов системы алюминий - никель - δинт=55 мкм, толщина изделия около 15,5 мм, толщина каждого никелевого слоя - 1,1 мм, толщина промежуточных медных слоев, 2 мм.
В композиционном изделии, полученном по предлагаемому способу, теплообмен теплоносителей, располагаемых во внутренних полостях изделия в процессе его эксплуатации, с окружающей внешней окислительной средой с обеих сторон осуществляется через латунные стенки сдеформированных в процессе сварки взрывом полостеобразующих элементов толщиной 1 мм, медные стенки сдеформированных трубчатых оболочек толщиной 1,85 мм, медные слои толщиной 2 мм, никелевые слои толщиной 1,1 мм и жаростойкие слои из интерметаллидов системы алюминий - никель толщиной 55 мкм, располагаемых на поверхностях никелевых слоев. Суммарное термическое сопротивление этих слоев с каждой стороны изделия одинаковое и равно Rпредл=3,7·10-5К/(Вт/м2). При этом соотношение термических сопротивлений Rпром/Rпредл=7,4-8,4, то есть у композиционного изделия с внутренними полостями по предлагаемому способу, термическое сопротивление слоев при теплообмене теплоносителей, располагаемых во внутренних полостях, с окружающей окислительной газовой средой в 7,4-8,4 раза ниже, чем у изделия, полученного по прототипу.
Пример исполнения 3 (см. также таблицу)
То же, что в примере 1, но внесены следующие изменения. При составлении трехслойных пакетов толщина никелевых пластин δNi=1,2 мм, алюминиевых - δAl=1,2 мм, соотношение толщин слоев никеля и алюминия δNi: δAl=1:1. Толщина медных пластин δCu=1,5 мм, соотношение толщин слоев никеля и меди δNi: δCu=1:1,25, ширина каждой пластины трехслойного пакета - 235 мм. Ширина защитной металлическую прослойки - 245 мм, устанавливают перед сваркой взрывом трехслойные пакеты на плоское основание из древесно-стружечной плиты шириной 245 мм. Для сварки взрывом каждого трехслойного пакета используют ВВ со скоростью детонации DBB=2770 м/с. Такую скорость обеспечивает ВВ, представляющее собой смесь из 50% порошкообразного аммонита 6ЖВ и 50% аммиачной селитры. Высота каждого заряда ВВ HBB=40 мм, ширина - 250 мм, величина сварочных зазоров равна: h1=0,6 мм, h2=2 мм, скорость соударения алюминиевой и никелевой пластин при сварке взрывом V1=480 м/с, никелевой и медной V2=480 м/с, толщина каждой сваренной трехслойной заготовки δзаг=3,9 мм, ширина после обрезки боковых кромок - 205 мм. При составлении плоского пакета наружный диаметр трубчатых оболочек из меди Dн.м=14,4 мм, внутренний - Dв.м=12 мм, что на 4 мм превышает наружный диаметр полостеобразующих элементов, толщина стенки каждой оболочки Тст.м=1,2 мм, ширина пакета - 202 мм,
Для одновременной сварки взрывом многослойного пакета используют ВВ со скоростью детонации DBB=2540 м/с. Такую скорость обеспечивает ВВ, представляющее собой смесь из 33% порошкообразного аммонита 6ЖВ и 67% аммиачной селитры, высота каждого заряда ВВ НBB=60 мм, их ширина - 225 мм. Ширина защитной металлической прослойки - 215 мм. Величина сварочных зазоров равна: h3=5 мм, h4=2 мм, что обеспечивает скорости соударения медных пластин сваренных трехслойных заготовок с медными трубчатыми оболочками плоского пакета V3=600 м/с, а трубчатых оболочек с полостеобразующими элементами V4=450 м/с. Цельносварную заготовку нагревают и выдерживают в электропечи при температуре to=630°C в течение τ=1,5 ч. Результаты получения композиционного изделия те же, что в примере 1, но толщина сплошных жаростойких покрытий на поверхностях никелевых пластин - δинт=45 мкм, толщина изделия около 14 мм, ширина - 175 мм, толщина каждого никелевого слоя - 1,2 мм, медного - 1,5 мм.
В композиционном изделии, полученном по предлагаемому способу, теплообмен теплоносителей, располагаемых во внутренних полостях изделия в процессе его эксплуатации, с окружающей внешней окислительной средой с обеих сторон осуществляется через латунные стенки сдеформированных в процессе сварки взрывом полостеобразующих элементов толщиной 1 мм, медные стенки сдеформированных трубчатых оболочек толщиной 1,25 мм, медные слои толщиной 1,5 мм, никелевые слои толщиной 1,2 мм и жаростойкие слои из интерметаллидов системы алюминий - никель толщиной 45 мкм. Суммарное термическое сопротивление этих слоев с каждой стороны изделия одинаковое и равно Rпред=3,35·10-5К/(Вт/м2). При этом соотношение термических сопротивлений Rпрот/Rпредл=8,1-9,3, то есть у предлагаемого композиционного изделия с внутренними полостями термическое сопротивление слоев при теплообмене теплоносителей, располагаемых во внутренних полостях, с окружающей окислительной газовой средой в 8,1-9,3 раза ниже, чем у изделия, полученного по прототипу.
В композиционном изделии, полученном по прототипу (см. таблицу, пример 4), при теплообмене теплоносителей, располагаемых во внутренних полостях, с внешней окружающей средой и с веществами, располагаемыми при эксплуатации изделия в его центральной внутренней полости, разное: со стороны его наружной поверхности суммарное термическое сопротивление теплопередающих стенок в данном направлении находится в пределах Rпрот=27,3-31,25·10-5 К/(Вт/м2), что в 7,2-9,3 раза больше, чем у изделий по предлагаемому способу, а при теплообмене теплоносителей, располагаемых во внутренних полостях, с окислительной газовой средой, в случае ее расположения в центральной внутренней полости термическое сопротивление медных теплопередающих стенок невелико и равно (0,32-0,54)·10-5К/(Вт/м2), но, ввиду отсутствия на их наружных поверхностях жаростойкого покрытия, предельная рабочая температура меди в таких условиях не превышает 225°C, что в 4,4 раза меньше, чем у изделий по предлагаемому способу, а у наружного титанового слоя предельная рабочая температура в 1,6-2 раза ниже, при этом коррозионная стойкость металла полостеобразующих элементов при контакте с веществами-теплоносителями, содержащими сероводород, в 20-24 раза ниже, чем у изделий по предлагаемому способу.
№2425739
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526355C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526357C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2632502C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2488468C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2488469C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2486042C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2486043C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2632501C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2613511C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2012 |
|
RU2486999C1 |
Изобретение может быть использовано при изготовлении с помощью энергии взрыва изделий с внутренними полостями, например деталей термического и химического оборудования, теплорегуляторов и т.п. Составляют два трехслойных пакета с размещением в каждом из них никелевой пластины между пластинами из алюминия и меди и сваривают их взрывом. Размещают полостеобразующие элементы в виде труб из коррозионно-стойкого теплопроводного металла соосно внутри трубчатых оболочек из меди. Составляют из полученных сборок плоский пакет, размещают его симметрично со сварочными зазорами между сваренными трехслойными заготовками и осуществляют сварку взрывом полученного многослойного пакета путем одновременного инициирования взрыва зарядов взрывчатого вещества. Проводят отжиг сваренной заготовки с образованием сплошных интерметаллидных прослоек и самопроизвольным разделением алюминиевых и никелевых слоев в процессе охлаждения на воздухе. На поверхностях никелевых пластин образуются жаростойкое покрытие в виде слоев из интерметаллидов системы алюминий - никель. Полученное заявленным способом изделие обладает высокой рабочей температурой в окислительных газовых средах и низким термическим сопротивлением теплопередающих слоев при теплообмене с окружающей средой. 1 з.п. ф-лы, 4 ил., 1 табл., 4 пр.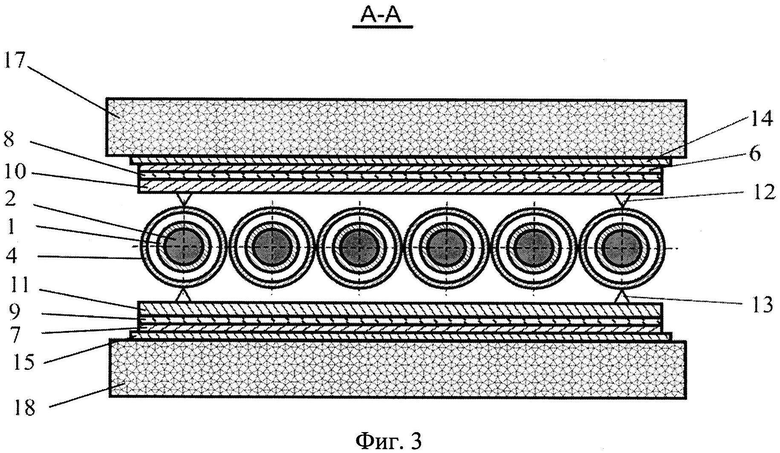
1. Способ получения композиционных изделий с внутренними полостями сваркой взрывом, включающий использование полостеобразующих элементов в виде труб с удаляемым наполнителем, приваривание к ним сваркой взрывом наружных металлических слоев и отжиг сваренной заготовки для образования сплошной интерметаллидной прослойки между разнородными металлами с последующим охлаждением на воздухе, отличающийся тем, что составляют два трехслойных пакета наружных металлических слоев с размещением в каждом из них никелевой пластины между пластиной из алюминия и пластиной из меди с соотношением толщин слоев никеля и алюминия 1:(1-1,5), никеля и меди 1:(1,25-2,5), при толщине слоя никеля, равной 1-1,2 мм, сварку взрывом каждого пакета осуществляют при скорости детонации заряда взрывчатого вещества 1690-2770 м/с, высоту заряда взрывчатого вещества, материал и толщину защитной металлической прослойки, а также сварочные зазоры между слоями пакетов выбирают из условия получения скорости соударения верхней алюминиевой пластины с никелевой в пределах 370-480 м/с, никелевой с нижней медной - 335-480 м/с, в качестве полостеобразующих элементов используют трубы из коррозионно-стойкого теплопроводного металла, которые размещают соосно внутри трубчатых оболочек из меди, имеющих толщину стенок 1,2-2 мм и внутренний диаметр на 2-4 мм, превышающий наружный диаметр полостеобразующих элементов, составляют из полученных сборок плоский пакет и размещают его симметрично со сварочными зазорами между сваренными трехслойными заготовками, располагают на поверхностях алюминиевых пластин защитные металлические прослойки с зарядами взрывчатого вещества и осуществляют сварку взрывом полученного многослойного пакета путем одновременного инициирования взрыва зарядов взрывчатого вещества, имеющих скорость детонации 2150-2540 м/с, при этом высоту зарядов взрывчатого вещества, материал и толщину защитных металлических прослоек, а также сварочные зазоры между свариваемыми слоями выбирают из условия получения скоростей соударения медных пластин сваренных трехслойных заготовок с медными трубчатыми оболочками плоского пакета в пределах 540-600 м/с, трубчатых оболочек с полостеобразующими элементами - 370-450 м/с, а отжиг сваренной заготовки для образования сплошных интерметаллидных прослоек между алюминием и никелем проводят при температуре 600-630°C в течение 1,5-7 ч с самопроизвольным разделением алюминиевых и никелевых слоев по интерметаллидным прослойкам в процессе охлаждения на воздухе и с образованием при этом на поверхностях никелевых пластин сплошного жаростойкого покрытия в виде слоев из интерметаллидов системы алюминий - никель.
2. Способ по п.1, отличающийся тем, что в качестве коррозионно-стойкого теплопроводного металла для полостеобразующих элементов используют латунь ЛО70-1.
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2425739C1 |
| Способ получения изделий с внутренними полостями сваркой взрывом | 1984 |
|
SU1210330A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2353487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343055C1 |
| GB 988113 A, 04.07.1965 | |||

