Предшествующий уровень техники
Изобретение относится к изоляционным войлокам из полимерного волокна. Термоизоляционные войлочные материалы широко используются для различных применений, среди которых различаются ткани и теплоизоляция. Поскольку применение таких войлочных материалов очень широко, для удовлетворения конкретных потребностей рынка разработано множество изоляционных войлочных материалов. Это можно проиллюстрировать ссылкой на два главных рынка термоизоляционных материалов - с одной стороны, тканей, и, с другой стороны, теплоизоляции.
В течение десятилетий наилучшим материалом для применения в текстильной промышленности был пух. Пух дает очень хорошие теплоизоляционные свойства и хорошо известен своей мягкостью и хорошими амортизирующими свойствами. Главной проблемой, связанной с пухом, является его высокая стоимость. В настоящее время высокая стоимость пуха ограничивает его применение практически исключительно применением для элитного текстиля.
Поэтому прилагались большие усилия в области разработки менее дорогих альтернатив пуху для применения в текстильной промышленности. Задача состояла в том, чтобы разработать материалы, обеспечивающие сравнимые термоизоляционные свойства, легкие по весу и имеющие приемлемые тактильные свойства. Тактильные свойства достаточно важны для применения в текстильной промышленности, поскольку они влияют как на комфорт, так и на внешний вид. Одежда должна хорошо "сидеть", чтобы выглядеть привлекательной, и быть удобной в носке. Материалы подстилки (одеяла, подушки матрасов, стеганые одеяла, подушки для спанья, например) также должны быть удобными в использовании. Эти отличительные свойства иногда обозначают как "драпировка" ткани или "ощущение" от ткани.
Изоляционный войлок на основе органического полимерного волокна был разработан для удовлетворения потребностей текстильной промышленности. Данные войлочные материалы в общих чертах могут быть описаны как нетканые материалы, изготовленные из смеси волокон, включающей одно или более вьющихся штапельных волокон и связующего волокна. В большинстве случаев нетканый материал подвергают термофиксации для того, чтобы связать волокна друг с другом в более связанную массу. Примеры таких войлочных материалов описаны во множестве ссылок, включая, например, патенты США №№4118531, 4129675, 4304817, 4588635, 4992327, 5437909, 5437922, 5443893, 5582905, 5597427 и 5698298, а также ЕР 0217484 В1. Было показано, что толщина волокна играет роль как в термических свойствах, так и в тактильных свойствах войлока. По этой причине в данных войлочных материалах используются главным образом волокна диаметром в диапазоне 3-12 микрон, хотя иногда они используются в смеси с более крупными волокнами.
Требования, предъявляемые к теплоизоляционным материалам, во многом отличаются от требований, предъявляемых к материалам для применения в текстильной промышленности. Тактильные качества имеют минимальную важность для теплоизоляционных материалов, таким образом, для этих материалов внимание сосредоточено на их изоляционных свойствах и легкости применения. Стоимость также является превалирующим соображением при применении теплоизоляции в гораздо большей степени, чем в текстильной промышленности. В текстильной промышленности стоимость сырья, такого как волокно или пух, представляет собой лишь малую часть общей стоимости готового изделия. По этой причине различие в стоимости между альтернативными материалами во многих случаях не будет определяющим для выбора одного материала по сравнению с другим, если в результате приходится жертвовать важными свойствами. Это не так в случае строительных материалов, где стоимость часто является превалирующим соображением при выборе материалов для применения в строительстве.
Из-за уникальных требований, предъявляемых к применению теплоизоляции, и сосредоточении внимания на низкой себестоимости материалы для применения в качестве теплоизоляции находились под преобладанием изоляции из пенопластовых плит, с одной стороны, и стекловолокном или войлоком из минеральной ваты, с другой стороны. И стекловолокно, и минеральная вата относительно недороги и могут обеспечивать хорошую термоизоляцию. Однако эти материалы являются раздражителями и способны вызывать повреждение кожи, глаз и легких (обычно при вдыхании). При работе со стекловолокном или изоляцией из минеральной ваты следует носить средства защиты кожи, глаз и органов дыхания.
С изоляцией из стекловолокна зачастую трудно работать, поскольку она является очень гибкой при плотностях, применяемых для термоизоляции. В результате секции из стекловолоконной изоляции той толщины и длины, которые применяются в большинстве случаев применения для изоляции полостей, не могут поддерживать собственный вес. Изоляционный войлок из стекловолокна имеет дополнительный недостаток, заключающийся в том, что его трудно разделить на более или менее прямые полосы. Когда изоляцию из стекловолокна устанавливают вертикально или в подвесном варианте, ее необходимо вручную удерживать на месте до тех пор, пока не будут установлены крепежные средства (обычно скрепки, когда к изделию прилагается паронепроницаемый слой). Это делает установку трудной для выполнения одним человеком. Дополнительный труд увеличивает затраты на установку. Более жесткое изделие в некоторых случаях легче устанавливать, особенно при вертикальной установке, поскольку его можно удерживать на месте и "ставить" до закрепления (если закрепление необходимо) с малой поддержкой или без поддержки.
Другое важное соображение в строительной промышленности - это то, насколько хорошо конкретный войлочный материал восстанавливает форму после сжимающего усилия. Войлоки из волокна для применения в строительстве почти всегда хранят и транспортируют в сжатом виде, для того чтобы уменьшить затраты на хранение и транспортировку. Изоляцию из стекловолокна, например, обычно продают в виде рулонного изделия, в котором войлок сжат до одной четвертой или менее от его толщины в полностью расправленном состоянии. В некоторых местах изоляционные войлоки продают в предварительно нарезанном по длине и ширине виде, соответствующем стандартной высоте стен и промежутков между деталями каркаса. В таких случаях войлоки часто складывают друг на друга в пачки и сжимают, чтобы уменьшить их толщину. Когда изоляционный войлок распакован и сила сжатия устранена, важно, чтобы он восстановил свою номинальную толщину. Если он не может этого сделать, он не будет обеспечивать желаемую термоустойчивость.
По причине недостатков стекловолокна и войлоков из минеральной ваты желательно альтернативное изделие. Синтетические полимерные волокна, такие как полиэфиры, являются меньшими раздражителями, следовательно, их применение для данного назначения по этой причине было бы желательно, если бы удалось получить войлок, отвечающий остальным требованиям. Одной из главных проблем является стоимость волокна. Большинство синтетических полимерных волокон являются дорогими по сравнению со стекловолокном или минеральной ватой. Удачное войлочное изделие, сделанное из синтетического полимерного волокна, должно быть очень легким по массе, для того чтобы компенсировать высокую стоимость волокна. Однако потребность в изделии с низкой плотностью должна быть сбалансирована с другими необходимыми характеристиками, как упоминалось выше.
Уже были попытки получить войлок из синтетического волокна для применения в качестве термоизоляции, но до сих пор эти изделия не были удачными в смысле того, чтобы отвечать ожиданиям как относительно свойств, так и стоимости. Такое изделие описано в патенте США 5723209. Данное изделие описано как изоляционный материал, который можно сматывать в рулоны, изготовленный из полиэфирного волокна. В патенте США 5723209 описан войлок, демонстрирующий теплопроводность (значение лямбда) 35-40 мВт/м-К и имеющий плотность 27 кг/м3. В патенте США 2004/0132375 описан войлок, имеющий плотность около 19 кг/м3 или выше, который имеет значения лямбда-плотность более 870. Кроме того, для применения в строительстве в продаже имеется несколько войлочных изделий из волокна поли(этилентерефталата). В их число входят изделия, продающиеся под маркой QUIETSTUF ABB, Autex (Новая Зеландия), изделия EDILFIBER, продаваемые ORV Manufacturing SPA, Италия, а также изделия, продаваемые Caruso GmbH, Германия. Эти изделия имеют плотности в интервале 16-30 кг/м3 и имеют значения лямбда в интервале от примерно 35 до 45 мВт/м-К. Одно из изделий QUIETSTUF ABB имеет плотность только 11,6 кг/м3, однако демонстрирует значение лямбда 53 мВт/м-К. Из-за высоких плотностей большинства из данных изделий их стоимость является слишком высокой для того, чтобы конкурировать со стекловолокном или войлоками из минеральной ваты. Как показывают материалы QUIETSTUF ABB, уменьшение плотности повышает теплопроводность, таким образом, в этих материалах не достигается сочетания низкой плотности и хорошей теплопроводности.
Кроме того, в DE 19840050 описан флисовый материал из войлока из полимерного волокна, изготовленный из смеси штапельных и двухкомпонентных волокон. Данный флис, как описано, применим для звукоизоляции.
Следовательно, было бы желательно создать изоляционный войлок, подходящий для применения в жилищном и промышленном строительстве, который обеспечивает хорошие термоизоляционный свойства, имеет низкую стоимость, хорошо восстанавливает форму после приложения сжимающих усилий и, предпочтительно, представляет собой нечто жесткое, которое, следовательно, может быть легко установлено в вертикальном или в подвесном положении.
Краткое изложение сущности изобретения
В одном аспекте, настоящее изобретение представляет собой термоизоляционный войлок из сжимаемого полимерного волокна, образованный из спутанных и сплавленных полимерных волокон, полимерные волокна включают от 55-80 масс.% по меньшей мере одного штапельного волокна и от 20-45 масс.% по меньшей мере одного связующего волокна, где средний диаметр волокна составляет от 12,0 до 20,5 микрон и по меньшей мере 55 масс.% волокон являются завитыми, где изоляционный войлок А) имеет объемную плотность в несжатом состоянии от 6 до 14 кг/м3, В) демонстрирует значение лямбда от 35-50 мВт/м-К, С) демонстрирует значение лямбда*плотность от 250-550, когда лямбда выражена в единицах мВт/м-К и плотность выражена в единицах кг/м3, и D) имеет толщину в несжатом состоянии от 25-300 мм. Изоляционный войлок, предпочтительно, восстанавливает форму по меньшей мере на 70%, предпочтительно, по меньшей мере на 85%, от своей начальной толщины в течение 30 минут после того, как он был сжат до 25% своей исходной толщины в течение периода времени 11 дней.
Во втором аспекте, настоящее изобретение представляет собой термоизоляционный войлок из полимерного волокна в виде плиты, имеющей толщину в несжатом состоянии от 25 до 300 мм, войлок демонстрирует значение прогиба 240 мм или менее, где войлок образован из спутанных и сплавленных полимерных волокон, полимерные волокна включают от 55-80 масс.% по меньшей мере одного штапельного волокна и от 20-45 масс.% по меньшей мере одного связующего волокна, где средний диаметр волокна составляет от 12,0 до 20,5 микрон и по меньшей мере 55 масс.% волокон являются завитыми, где изоляционный войлок А) имеет объемную плотность в несжатом состоянии от 6 до 14 кг/м3, В) демонстрирует значение лямбда от 35-50 мВт/м-К.
В другом аспекте, данное изобретение представляет собой рулонный термоизоляционный войлок из полимерного волокна, войлок имеет толщину в несжатом состоянии от 25 до 300 мм и объемную плотность в несжатом состоянии от 6 до 14 кг/м3, указанный войлок сжат в рулон до 25% или менее от него толщины в несжатом состоянии, где полимерный войлок образован из спутанных и сплавленных полимерных волокон, полимерные волокна включают от 55-80 масс.% по меньшей мере одного штапельного волокна и от 20-45 масс.% по меньшей мере одного связующего волокна, где средний диаметр волокна составляет от 12,0 до 20,5 микрон и по меньшей мере 55 масс.% волокон являются завитыми и, дополнительно, где изоляционный войлок после разворачивания из рулона и обратного расширения демонстрирует значение лямбда от 35-50 мВт/м-К.
Настоящее изобретение представляет собой конструкцию для стены, потолка, крыши или пола, содержащую по меньшей мере одну главную поверхность, соединенную с каркасной конструкцией, которая включает по меньшей мере две обычно параллельных детали каркаса, детали каркаса и указанная по меньшей мере одна главная поверхность образуют по меньшей мере одну полость, где полость в значительной степени заполнена термоизоляционным войлоком из полимерного волокна, согласно настоящему изобретению.
Данное изобретение также представляет собой способ получения изоляционной конструкции для стены, потолка, крыши или пола, имеющей по меньшей мере одну полость, образованную по меньшей мере одной главной поверхностью, которая соединена с каркасной конструкцией, которая включает по меньшей мере две обычно параллельных детали каркаса, предусматривающий заполнение по меньшей мере одной такой полости термоизоляционным войлоком из полимерного волокна, согласно настоящему изобретению.
Данное изобретение также представляет собой способ получения изоляционного войлока, предусматривающий:
A) образование нетканого материала из спутанных полимерных волокон посредством пневматического кардования, полимерные волокна включают от 55-80 масс.% по меньшей мере одного штапельного волокна и от 20-45 масс.% по меньшей мере одного связующего волокна, где средний диаметр волокна составляет от 12,0 до 20,5 микрон и по меньшей мере 55 масс.% волокон являются завитыми;
B) калибровку и термофиксацию указанного нетканого материала с образованием изоляционного войлока, содержащего спутанные и термически связанные полимерные волокна.
Данное изобретение также представляет собой способ получения изоляционного войлока, предусматривающий:
A) получение нескольких кусков нетканого материала из спутанных полимерных волокон, полимерные волокна включают от 55-80 масс.% по меньшей мере одного штапельного волокна и от 20-45 масс.% по меньшей мере одного связующего волокна, где средний диаметр волокна составляет от 12,0 до 20,5 микрон и по меньшей мере 55 масс.% волокон являются завитыми;
B) калибровку и термофиксацию указанного нетканого материала с образованием изоляционного войлока, содержащего спутанные и термически связанные полимерные волокна.
Данное изобретение также представляет собой способ получения изоляционного войлока, предусматривающий:
А) получение множества кусков нетканого материала из спутанных полимерных волокон, полимерные волокна включают от 55-80 масс.% по меньшей мере одного штапельного волокна и от 20-45 масс.% по меньшей мере одного связующего волокна, где средний диаметр волокна составляет от 12,0 до 20,5 микрон и по меньшей мере 55 масс.% волокон являются завитыми, нетканый материал из спутанных волокон имеет массу от около 5 до 60 г/м2;
B) получение стопки указанных многих кусков нетканого материала;
C) калибровку и термофиксацию указанной стопки кусков нетканого материала с образованием изоляционного войлока, содержащего множество индивидуальных слоев спутанных и термически соединенных полимерных волокон, каждый индивидуальный слой имеет толщину от 0,36 до 10,0 мм.
Подробное описание изобретения
Войлок из полимерного волокна, согласно настоящему изобретению, изготовлен из смеси синтетических полимерных жестких волокон и связующих волокон. По меньшей мере часть волокон является завитыми. Волокна спутаны и сплавлены.
Штапельные волокна характеризуются тем, что имеют длину (при полном выпрямлении, если они вьющиеся, как описано ниже) примерно от 25 мм до примерно 300 мм, предпочтительно, примерно от 25 мм до примерно 150 мм, особенно предпочтительно, от 30 до 75 мм. Штапельные волокна могут быть полыми или сплошными. Они могут иметь круглое сечение или более сложную форму сечения (такую как эллиптическая, с большим количеством выступов или подобная).
Связующие волокна обеспечивают функцию сплавления. Связующее волокно или часть его поверхности имеет температуру размягчения, которая ниже, чем температура размягчения волокна (волокон) штапеля. "Температура размягчения" в данном контексте означает температуру, при которой волокно (или часть волокна) становится достаточно мягким для того, чтобы стать липким или способным к адгезии к другому волокну в войлоке из волокна. Температура размягчения связующих волокон (или по меньшей мере участка поверхности связующего волокна) ниже, чем температура размягчения штапельных волокон. Различия между точками размягчения является достаточно большими для того, чтобы процесс термофиксации можно было легко контролировать таким образом, чтобы размягчалось только связующее волокно (или его часть с более низкой температурой размягчения) без размягчения штапельного волокна (волокон). Различие между температурами размягчения по меньшей мере 5°C, предпочтительно, по меньшей мере 10°C, и особенно предпочтительно, по меньшей мере 30°C обычно является подходящим. Предпочтительные связующие волокна представляют собой так называемые "многокомпонентные" (иногда называемые "двухкомпонентными" или "конъюгированными") волокна, изготовленные из по меньшей мере двух частей. По меньшей мере одна из частей представляет собой материал с более низкой температурой размягчения, как уже описано. Такая часть составляет по меньшей мере участок поверхности многокомпонентного волокна. По меньшей мере одна другая часть представляет собой материал с более высокой температурой размягчения, который размягчается при несколько более высокой температуре, что позволяет во время процесса термофиксации размягчать материал с более низкой температурой размягчения без размягчения участка волокна с более высокой температурой размягчения. Как сказано выше, различие между температурами размягчения по меньшей мере 5°C и, предпочтительно, по меньшей мере 10°C, обычно даст возможность легко контролировать процесс. Части многокомпонентного волокна могут быть организованы в конфигурацию бок о бок, в конфигурацию оболочка с ядром или иметь другие конфигурации, которых существует довольно много, предоставляя при этом возможность для материала с более низкой температурой размягчения образовывать по меньшей мере участок поверхности волокна.
Многокомпонентное волокно является предпочтительным типом связующего волокна, поскольку на этапе сплавления становится размягченной только часть (части) волокна, имеющая более низкую температуру размягчения, в то время как части с более высокой температурой размягчения сохраняют свою форму. Поэтому после сплавления части многокомпонентных волокон с более высокой температурой размягчения вносят вклад в пышность войлока и в его способность восстанавливать форму после сжатия.
Пригодность связующего волокна такая же, как описано для штапельных волокон. Связующе волокно может быть полым или сплошным и иметь круглое сечение или другие виды сечения, как описано для штапельных волокон.
Массовое соотношение штапельных волокон и связующих волокон является приемлемым в диапазоне от 55:45 до 80:20. Предпочтительное соотношение штапельных волокон и связующих волокон составляет от 65:35 до 80:20. В этих пределах получается хороший баланс восстановления формы после сжатия, термоизоляционных свойств (выраженных как значение лямбда, согласно описанному ниже способу испытания) и значений лямбда*плотность. В рамках настоящего изобретения находится применение для изготовления войлока комбинации двух или более штапельных волокон и/или двух или более связующих волокон.
По меньшей мере 55 масс.% волокон, применяемых для изготовления войлока, являются завитыми. Завивка улучшает способность волокон образовывать войлок с низкой плотностью, а также повышает способность войлока восстанавливать форму после сжимающих усилий. Завивка может представлять собой механическую завивку, спиральную завивку или другой тип завивки. Волокно может иметь комбинацию двух или более типов завивки. Подходящими являются механически завитые волокна, имеющие густоту витков от 2 до 30 на 25 мм, особенно от 4 до 20 на 25 мм. Предпочтительно, когда по меньшей мере 70 масс.% волокон являются завитыми, и до 100 масс.% волокон могут быть завиты. По меньшей мере часть штапельных волокон является завитой, предпочтительно, когда по меньшей мере 50 масс.%, особенно предпочтительно, по меньшей мере 75 масс.%, и наиболее предпочтительно, по меньшей мере 95 масс.% штапельных волокон являются завитыми. Могут быть завитыми все штапельные волокна. Связующе волокна могут быть завитыми или не завитыми, но предпочтительно, чтобы была завитой по меньшей мере часть связующих волокон, если не все.
Штапельные волокна представляют собой один или более термопластичных органических полимеров, имеющих такую температуру размягчения, которая по меньшей мере на 5°C, предпочтительно, по меньшей мере на 10°C выше, чем температура размягчения части связующего волокна, имеющей более низкую температуру размягчения. Предпочтительным органическим полимером является сложный полиэфир, особенно сложный полиэфир, соответствующий продукту реакции ароматической дикислоты, сложного эфира ароматической дикислоты или ангидрида ароматической кислоты с алифатическим диолом или полимолочной кислотой. Особенно предпочтительным полиэфиром является полиэтлентерефталат (PET).
Подобным образом, связующее волокно состоит из одного или более термопластичных органических полимеров, предоставляя возможность для того, чтобы по меньшей мере часть связующих волокон состояла из материала с более низкой температурой размягчения, как описано выше. Для изготовления связующего волокна может применяться большое разнообразие комбинаций материалов с более низкой и более высокой температурой размягчения. Например, в качестве компонента с боле высокой температурой размягчения можно применять сложный полиэфир (особенно PET), а в качестве компонента с более низкой температурой размягчения можно применять сложный полиэфир с более низкой температурой размягчения, полиолефин или полиамид. Материал с более низкой температурой размягчения также предпочтительно представляет собой сложный полиэфир, соответствующий продукту реакции ароматической или алифатической дикислоты, сложного эфира ароматической или алифатической дикислоты или ангидрида ароматической или алифатической кислоты с алифатическим диолом или полимолочной кислотой. В качестве компонентов связующего волокна могут применяться аморфные или полукристаллические сложные полиэфиры. Например, сложный полиэфир с низкой точкой плавления может быть сложным эфиром - продуктом сополимеризации, содержащим любую из алифатических дикарбоновых кислот, таких как адипиновая кислота или себациновая кислота, любую из ароматических дикарбоновых кислот, таких как фталевая кислота, изофталевая кислота, нафталиндикарбоновая кислота и/или любую из алициклических дикарбоновых кислот, таких как гексагидротерефталевая кислота и гексагидроизофталевая кислота, и любую из алифатических групп и алициклических диолов, таких как диэтиленгликоль, полиэтиленгликоль, пропиленгликоль и п-ксилиленглколь, с любой из оксикилот, таких как п-гидроксибензойная кислота, добавленных согласно нормам. Например, сложный полиэфир с низкой точкой плавления может быть получен путем сополмеризации терефталевой кислоты и этиленгликоля с добавленными изофталевой кислотой и 1,6-гександиолом. Особенно предпочтительным сложным полиэфиром является PET.
Примеры применимых многокомпонентных волокон описаны в патентах США 2004/0132375 и 4950541.
Предпочтительный войлок, согласно настоящему изобретению, включает штапельные волокна из PET и связующие волокна из PET, где смола PET в связующем волокне представляет собой смолу с более низкой температурой размягчения, как описано выше. Более предпочтительный войлок, согласно настоящему изобретению, включает штапельные волокна из PET и многокомпонентные связующие волокна, имеющие по меньшей мере одну часть из PET с более высокой температурой размягчения и по меньшей мере одну часть из органического полимера с более низкой температурой размягчения. Особенно предпочтительным органическим полимером с более низкой температурой размягчения также является полимер PET. Температуры размягчения для смол PET определенным образом зависят от молекулярной массы смолы, смола PET с более низкой молекулярной массой имеет более низкую точку размягчения, чем смолы PET с несколько более высокой молекулярной массой. Таким образом, смолу PET с относительно низкой молекулярной массой применяют в особенно предпочтительных вариантах реализации в качестве части многокомпонентного волокна, имеющей низкую температуру размягчения, а смолу PET с более высокой молекулярной массой применяют для получения штапельного волокна и частей многокомпонентных связующих волокон, имеющих более высокие температуры размягчения.
Органический полимер (полимеры), применяемый для получения штапельных и/или связующих волокон, может содержать дополнительные ингредиенты. Примеры таких дополнительных ингредиентов включают, например, пластификаторы, красители, пигменты, рентгеноконтрастные средства, антиоксиданты, биоцидные средства и средства, поглощающие инфракрасное излучение.
Волокна, содержащие средства, поглощающие инфракрасное излучение, представляют особенный интерес для настоящего изобретения, поскольку присутствие поглощающих инфракрасное излучение средств может дополнительно улучшить термоизоляционные характеристики войлока. Подходящие средства, поглощающие инфракрасное излучение, представляют собой материалы, которые поглощают инфракрасное излучение и могут рассеивать поглощенную энергию в другой форме (такой как тепло). Средство, поглощающее инфракрасное излучение, может быть растворимо в полимерном компоненте смолы. Альтернативным образом, оно может быть твердым, имеющим размер частиц, достаточно малый для того, чтобы смесь данного средства с полимером могла быть сформована в виде волокон малого диаметра, применяемых в настоящем изобретении (как более детально описано ниже). Поглощающие инфракрасное излучение средства, представляющие особенный интерес, включают газовую сажу и карбонат кальция, каждое из этих веществ должно иметь размер частиц, предпочтительно меньший чем 1/4 диаметра волокна, более предпочтительно, меньший чем одна десятая диаметра волокна. Газовая сажа является менее предпочтительной в том случае, когда требуется белый или светлоокрашенный войлок, однако она является предпочтительной, когда цвет не важен или когда он не мешает получению желаемого цвета. Волокно, содержащее такое поглощающее инфракрасное излучение средство, может содержать его в любом эффективном количестве, при этом количество от 1 до 10 масс.%, особенно от 1,8 до 10 масс.%, в пересчете на массу волока, является особенно подходящим. Волокна, применяемые для изготовления войлока, могут содержать поглощающее инфракрасное излучение средство в количестве от 1 до 100 масс.%, предпочтительно, от 50 до 100 масс.% в пересчете на массу волокна. Средство, поглощающее инфракрасное излучение, может присутствовать в штапельных волокнах, в связующих волокнах или и в тех, и в других.
В качестве средства, поглощающего инфракрасное излучение, может также применяться диоксид титана в малых количествах, и также он может применяться в несколько более высоких количествах в качестве красителя или матирующего средства.
Диаметры штапельных волокон и связующих волокон выбирают совместно, так чтобы средний диаметр волокна находился в интервале от 12,0 до 20,5 микрон. Предпочтительным является средний диаметр волокна от 13 до 18 микрон. Обычно волокна характеризуют в единицах "денье", которые определяют как массу в граммах 9000 метров волокна. Следовательно, денье является функцией площади сечения и плотности материала. Для волокна из PET со сплошным круглым сечением диаметр волокна от 12,0 до 20,5 микрон соответствует приблизительно от 1,5 до 4 денье.
В целях настоящего изобретения средний диаметр определяют согласно соотношению
где xn представляет массу фракции волокна n, Dn представляет диаметр волокна, a dn представляет собой плотность волокна n. Этот средний диаметр представляет собой средневесовой диаметр.
Поскольку средний диаметр волокна возрастает выше ранее указанных границ, становится трудным достичь значения лямбда 50 мВт/м-К при плотности войлока 14 кг/м3 или ниже. Низкие плотности войлока важны с точки зрения затрат, поскольку стоимость сырья для получения войлока уменьшается с уменьшением массы войлока. Применимым показателем эффективности затрат для войлока является значение лямбда*плотность, которое получают в целях настоящего изобретения путем умножения значения лямбда для войлока на плотность войлока. Путем сравнения значений лямбда*плотность для войлоков, имеющих близкие значения лямбда, можно получить приблизительную оценку относительных затрат на получение различных войлоков, которые дают близкие значения коэффициента теплоизоляции. Войлоки, согласно настоящему изобретению, преимущественно имеют следующее сочетание свойств: А) плотность в несжатом состоянии от 6 до 14 кг/м3, В) значение лямбда 35-50 мВт/м-К и С) значение лямбда*плотность в интервале 250-550, предпочтительно, 275-500, и особенно предпочтительно, 300-450, когда лямбда выражена в единицах мВт/м-К и плотность выражена в единицах кг/м3. Войлоки, изготовленные из волокна с большей средней толщиной, могут демонстрировать значения лямбда в интервале 35-50 мВт/м-К, однако обычно только при боле высоких плотностях войлока, и следовательно, при боле высоких значениях лямбда*плотность и более высокой стоимости сырья. Войлоки, изготовленные из волокна с меньшей средней толщиной, склонны демонстрировать более низкую пышность и худшее восстановление формы после сжатия. Стоимость волокна также имеет склонность к возрастанию при применении волокон меньшего диаметра в значительном количестве.
Отдельные волокна в войлоке могут иметь диаметры выше, внутри или ниже вышеупомянутых пределов. Таким образом, часть волокон может иметь такие малые диаметры, как 5 микрон, и до 25 или 30 микрон или даже больше, обеспечивая при этом, чтобы средний диаметр оставался таким, как указано в настоящей заявке. Предпочтительно, чтобы по меньшей мере 80%, особенно предпочтительно, по меньшей мере 90%, и даже еще более предпочтительно, по меньшей мере 95% отдельных волокон имели диаметр от 12 до 20,5 микрон, особенно предпочтительно, от 13 до 18 микрон.
Для волокон, не являющихся в сечении круглыми, за диаметр волокна в целях настоящего изобретения принимают диаметр окружности, имеющей такую же площадь, что и площадь сечения волокна.
Полимерный войлок обычно изготавливают путем формирования спутанной смеси составляющих волокон с образованием нетканого материала, сжатия ("калибровки") нетканого материала до желаемой плотности и затем термофиксации нетканого материала с образованием полимерного войлока.
Нетканый материал из спутанных волокон обычно получают посредством технологических процессов "кардования" или "разволокнения", каждый из которых является хорошо известным и применяется в промышленности для получения разнообразных типов нетканых материалов из волокна. Кардование может осуществляться механически или посредством пневматического кардования, известного также как технологический процесс воздушной укладки. Может быть получен нетканый материал любой подходящей толщины (с учетом ограничений, накладываемых оборудованием) и взят непосредственно на калибровку и этап термофиксации для получения войлока желаемой плотности. Подходящее оборудование для пневматического кардования включает оборудование, продаваемое под торговым наименованием AirWeb компанией Thibeau Corporation France, а также устройства для пневматического кардования, производимые или продаваемые Rando Webber, Chicopee, Fehrer, Hergeth, Laroche, Schirp и Massias. Способы применения такого оборудования для получения нетканых материалов из волокна также описаны в "Clemson University Dry Laid Nonwowen Laboratory Facilities", Fall 2004. Когда применяются технологические процессы кардования или разволокнения, войлок получают путем формирования ряда слоев, которые складывают друг с другом перед калибровкой и термофиксацией в качестве структурного элемента. Формирование слоев может быть сделано в продольном направлении или перекрещиванием (иногда этот способ называют преобразованием прочеса). Оба технологических процесса являются хорошо известными и применяются для изготовления войлоков обычных типов.
Обнаружено, что в некоторых случаях войлоки, полученные с применением более большого числа слоев, имеют более низкие теплопроводности и имеют большие жесткости. В предпочтительном технологическом процессе формируют отдельные слои с массой от приблизительно 5 до 60, особенно предпочтительно от приблизительно 8 до 50, и наиболее предпочтительно, от приблизительно 10 до 40 г/м2. Во время этапа калибровки и термофиксации слои с массой в данных пределах сжимают до такого состояния, при котором толщина отдельного слоя находится в интервале от 0,36 до приблизительно 10,0, особенно предпочтительно, от приблизительно 0,57 до приблизительно 5,0, и более предпочтительно, от приблизительно, 0,71 до приблизительно 4,0. Требующееся число слоев определяется поэтому толщиной войлока и толщиной отдельных слоев в сжатом состоянии.
Затем нетканый материал (представляющий собой один слой или стопку множества слоев) калибруют до плотности 6-14 кг/м3 и подвергают термофиксации при сжатии. Предпочтительная плотность калиброванного материала составляет от 7-13 кг/м3. Термофиксацию выполняют путем нагревания калиброванного нетканого материала до температуры, при которой поверхность связующего волокна, имеющая более низкую температуру размягчения, становится размягченной, но при которой штапельное волокно (и участок (участки) связующего волокна, имеющие более высокую температуру размягчения, в случае многокомпонентного волокна) не размягчаются. Размягченное связующее волокно при размягчении становится липким и склеивает связующее волокно со смежными волокнами в нетканом материале. Затем нетканый материал окрашивают, выдерживают при сжатии до тех пор, пока размягченное связующее волокно не становится опять твердым и не формируется адгезивная связь между смежными волокнами. После того как связующее волокно снова затвердевает, сжатие можно убрать, и полученный войлок будет сохранять толщину, до которой он был сжат при термофиксации.
Толщину калиброванного и прошедшего термофиксацию войлока, полученного таким образом, обозначают здесь как его "толщину в несжатом состоянии", поскольку данная толщина представляет собой толщину войлока при его полном расширении. Войлоки, согласно настоящему изобретению, имеют толщину в несжатом состоянии от 25 до 300 мм (приблизительно 1-12 дюймов). Предпочтительными являются войлоки, имеющие толщину в несжатом состоянии от 25 до 250 мм (приблизительно 1-10 дюймов). Еще более предпочтительными являются войлоки, имеющие толщину в несжатом состоянии от 75 до 200 мм (приблизительно 3-8 дюймов).
Несколько большие толщины войлоков, согласно настоящему изобретению, делают данные войлоки особенно подходящими в качестве термоизоляционных материалов для применения в строительстве. Войлоки данного назначения часто упаковывают для транспортировки и продают в любой из двух форм - плиты и катаного материала.
Название плита относится к войлокам, которые производят в предварительно нарезанном по длине и ширине виде, соответствующем полостям в стене, потолке, крыше, полу или другой конструкции. Данные полости образованы деталями каркаса (в стеновых конструкциях их обычно называют "стойками" или "балками-перемычками"), которые образуют несущую структуру для данных конструкций. Длина и ширина таких плит обычно находится в интервале от 150 до 600 мм, и их обычно выбирают так, чтобы они соответствовали пространству между стойками в каркасной конструкции. Таким образом, в Соединенных Штатах обычно расстояние между стойками составляет 16 дюймов (~406 мм) (от центра до центра) для стен каркасной конструкции или 24 дюйма (~610 мм) для промежутка между балками стропил. Войлоки в виде плиты должны иметь соответствующую длину приблизительно 14-1/2 дюймов (~370 мм) или 22-1/2 дюйма (~570 мм) соответственно, для того чтобы помещаться внутри и заполнять пространство между соседними деталями каркаса в таких стене или потолке. Похожим образом, толщина войлока часто соответствует приблизительной толщине стоек (часто 3-1/2 дюйма (~89 мм) в стеновых конструкциях в Соединенных Штатах и несколько толще в конструкциях для крыши, потолка и пола), таким образом, войлок будет заполнять полости, образуемые деталями каркаса. Таким образом, для плиты является подходящей толщина в несжатом состоянии от 25-300 мм, особенно от 75-190 мм. Подходящие длины плит выбирают таким образом, чтобы они помещались внутри деталей каркаса с длинами от 150 до 350 см, особенно от 230-300 см, являющимися общепринятыми в каркасных конструкциях в Соединенных Штатах. Данные значения длины и ширины являются типичными, но не рассматриваются как ограничивающие, поскольку размеры плиты могут широко варьироваться с тем, чтобы подходить к конкретным конструкциям. Альтернативным образом, размеры плиты могут быть выбраны из соображений обращения с плитой, для того чтобы создать изделие, имеющее размеры и массу, с которыми во время установки может легко справляться один рабочий.
Плита может быть или не быть жестким материалом, хотя, предпочтительно, чтобы войлок, согласно настоящему изобретению, представлял собой нечто жесткое, поскольку данное качество намного облегчает обращение с ним и установку. Жесткость войлока выражают в терминах, насколько войлок будет прогибаться под действием силы тяжести. Подходящим способом оценки жесткости войлока является испытание свисающей части на прогиб. Часть войлока, имеющего размеры 100×500 мм, кладут на горизонтальную поверхность, так чтобы 300 мм его длины свисало с края поверхности и 200 мм его длины оставалось на поверхности. Сверху на войлок помещают пластину из пенопласта размером 100×100 мм и помещают на нее груз массой 770 г, для того чтобы удерживать войлок от движения. Пенопластовую пластину располагают на конце испытываемого образца таким образом, чтобы от края поверхности-подложки 100 мм длины войлока было непокрытым и могло двигаться и следующие 100 мм длины войлока тянули вниз пластина и груз. Не поддерживаемый край войлока начнет прогибаться, или обвисать, под действием силы тяжести. Величина прогиба (от плоскости поддерживающей поверхности) является выраженным в миллиметрах показателем жесткости войлока. Затем войлок переворачивают и измеряют прогиб в противоположном направлении. В данном испытании подходящий войлок толщиной 40 мм демонстрирует прогиб менее 230 мм, предпочтительно, менее 180 мм, и более предпочтительно, менее 120 мм. Значение прогиба может быть нулевым, но практически оно чаще составляет около 30 мм или более.
Поскольку плиты получают и продают относительно короткими, предварительно заданных длин, их обычно не сматывают в рулоны, вместо этого их складывают стопкой, которые затем сжимают в пачки для упаковки и транспортировки. Пачка обычно содержит от 5 до 20 отдельных войлоков. Сжатые войлоки в пачке обычно сжаты до одной четверти - одной десятой своей исходной толщины.
Катаный материал обычно упаковывают и продают гораздо большей длины, но ширина изделия и толщина в несжатом состоянии обычно определяются теми же соображениями, что и в случае плиты - чтобы они соответствовали полостям, образуемым деталями каркаса стандартизированных каркасных конструкций. Из-за большой длины для хранения и транспортировки изделие скатывают в рулоны. Как и в случае плиты, изделие сжимают до толщины, обычно составляющей одну четвертую - одну десятую от его толщины в несжатом состоянии. Катаный материал также предпочтительно представляет собой нечто жесткое, но не настолько жесткое, чтобы его нельзя было свернуть в рулон без причинения остаточной деформации или разрывов. При испытании на обвисание, описанном ранее, подходящий катаный материал, согласно настоящему изобретению, демонстрирует прогиб менее 230 мм, особенно предпочтительно, менее 180 мм. Войлок, используемый как катаный материал, должен быть достаточно гибким для того, чтобы его можно было сматывать в рулоны, где он постоянно деформирован (кроме, может быть, небольшого сжатия).
Если необходимо, на одну или обе стороны войлока можно нанести один или более слоев облицовочного материала. Примеры таких облицовочных материалов включают бумагу (особенно крафт-бумагу), пластиковую пленку, металлическую фольгу (такую как алюминиевая фольга) или их комбинации. Облицовочные материалы могут служить для придания дополнительной жесткости, для создания отражающей поверхности, для обеспечения непроницаемости для влаги или воздуха или в качестве средства прикрепления войлока на месте установки.
Войлок, согласно настоящему изобретению, удобно устанавливать в качестве термоизоляции при строительстве зданий и сооружений, согласно способу, аналогичному для существующих изоляционных изделий, таких как плита и катаный материал. Когда упакованный войлок освобождают от сжатия, он расширяется до восстановления своей заданной толщины. Для установки не является необходимым ждать до того, как войлок полностью расправится. Полость, которую следует изолировать, во многих случаях применения для зданий, задается по меньшей мере одной главной поверхностью, которая соединена с каркасной конструкцией. Каркасная конструкция включает по меньшей мере две обычно параллельных детали каркаса. Ширина полости определяется промежутком между деталями каркаса. Глубина полости определяется толщиной деталей каркаса. Каркасная конструкция может включать балки-перемычки наверху и/или внизу, а также на промежуточных высотах. Расстояние между балками-перемычками определяет высоту полости. После того как войлок, согласно настоящему изобретению, установлен в полости, полость может быть закрыта путем прикрепления к каркасной конструкции второй главной поверхности. Конструкции, которые полностью собраны таким образом, включают стены, полы, потолки и крыши (которые могут быть имеющими уклон, или плоскими, или горизонтальными), особенно в зданиях из каркасных конструкций. Они могут быть внутренними или наружными конструкциями.
Сжатый войлок, согласно настоящему изобретению, восстанавливается на большую или всю свою толщину в несжатом состоянии в течение короткого периода времени после снятия силы сжатия. Удобным измерением способности войлока восстанавливать форму после сжатия является его сжатие до 25% от исходной толщины в течение 11 дней. Это моделирует условия упаковки и условия складирования, являющиеся общепринятыми в строительной промышленности. Войлок, согласно настоящему изобретению, обычно восстановится по меньшей мере на 70% от своей толщины в несжатом состоянии в течение 30 минут. Он предпочтительно будет восстанавливаться по меньшей мере на 85% от своей толщины в несжатом состоянии в течение 30 минут. Войлок предпочтительно восстановится по меньшей мере на 90%, более предпочтительно, по меньшей мере на 95% от своей толщины в несжатом состоянии в течение 24 часов. Обычно производят изделие с расчетной или с номинальной толщиной, которая составляет 90-99%, более часто 95-99%, от ранее описанной толщины в несжатом состоянии. Это дает небольшое постоянное сжатие, присутствующее в изделиях, которые сжимают для хранения и отгрузки, как описано ранее.
Кроме того, было обнаружено, что войлоки, согласно настоящему изобретению, которые получены при помощи способа преобразования прочеса, часто являются более легко разрываемыми и что, когда их рвут при помощи способа разрывания "в плоскости", часто рвутся аккуратно и приблизительно по прямой линии. Способность быть легко разрываемыми и по прямой линии является огромным преимуществом во время установки, во время которой является удобным просто разрывать изделие для того, чтобы подогнать его к неправильностям в полости (таким как кабели, трубопроводы, распределительные коробки и тому подобные). "Плоскостное" разрывание относится к способу, при помощи которого две стороны легко отделяются посредством защемления или сжатия толщины войлока из волокон и разделения двух сторон посредством линейного движения. Линия разделения может затем быть продолжена по мере действительного разделения материала.
Войлоки, согласно настоящему изобретению, также имеют тенденцию обладать хорошими прочностными свойствами при растяжении. Предел прочности на разрыв у войлоков имеет тенденцию быть в некоторой степени анизотропным, в продольном направлении наблюдаются более высокие значения предела прочности на разрыв и более низкие относительного удлинения по сравнению с поперечным направлением. Войлок, согласно настоящему изобретению, должен иметь предел прочности на разрыв по меньшей мере 4 кПа в любом направлении, продольном или поперечном. Обычно он имеет предел прочности на разрыв в продольном направлении по меньшей мере 25 кПа. Относительное удлинение может составлять от 25-125% в каждом направлении.
Следующие примеры приведены для того, чтобы иллюстрировать настоящее изобретение, но не имеют намерения ограничить его рамки. Все части и процентные величины являются массовыми, если не указано обратное.
Примеры 1-5
Для изготовления войлоков в примерах 1-3 применяли следующий технологический процесс получения войлока в лабораторном масштабе.
Волокна получили в больших кипах. Волокна каждого типа взвешивали и смешивали вручную в соотношениях, указанных ниже. Перемешанные вручную волокна бросали на транспортер, который перемещает волокно к устройству для кардования, которое захватывает, взбивает и спутывает волокна с образованием кардованного нетканого материала шириной 400 мм. Таким образом, полученный нетканый материал имеет массу около 10 г/м3. Получаемый кардованный нетканый материал наматывали на барабан с длиной окружности более 600 мм. Затем намотанный нетканый материал разрезали, для того чтобы снять с барабана, на куски ~600 мм длины.
Для примера 1 сложили в стопку 85 полученных данным образом кусков размером 400×~600 мм. Затем стопку сжали до толщины 100 мм и подвергли термофиксации путем нагревания стопки до 170°C в течение 60-90 секунд. Толщина отдельного слоя в калиброванном и подвергнутом термофиксации войлоке составляет приблизительно 1,18 мм. Затем войлок разрезали на конечные куски размером 400×600 мм.
Войлок в примере 2 получили тем же путем, используя около 110 кусков нетканого материала. Толщина отдельного слоя в готовом войлоке составляет приблизительно 0,91 мм. Войлок в примере 3 также изготовили тем же путем, используя около 125 кусков нетканого материала. Толщина отдельного слоя в готовом войлоке составляет приблизительно 0,8 мм.
В примерах 1-3 волокна, используемые для изготовления войлока, представляют собой двухкомпонентное волокно в 2 денье, РЕР/РЕТ, структуры оболочка/ядро, и пилообразно завитое штапельное волокно в 3 денье, из PET. Волокна используют в массовом соотношении 40/60, для того чтобы средний диаметр волокна составлял около 16,0 микрон. Кардованные нетканые материалы имеют плотности, указанные ниже в таблице 1.
Войлок в примере 4 был получен из двух частей войлока из примера 1 и сложен в стопку для образования 200-миллиметрового толстого образца. Толщина отдельного слоя для войлока примера 4 составляет приблизительно 1,16 мм.
Войлок в примере 5 получили путем складывания в стопку двух 100-миллиметровых войлоков для образования 200-миллиметрового толстого образца. 100-миллиметровые войлоки получили, в общих чертах, способом, описанным в примерах 1-3, в каждом случае складывали в стопку приблизительно 100 слоев кусков нетканого материала. Толщина отдельного слоя составляет приблизительно 0,99 мм.
Теплопроводность готовых войлоков измеряли согласно EN ISO 8301-91 при 10°C. Плотность измеряли путем взвешивания войлока, расчета объема войлока и деления массы на объем. Значение лямбда*плотность определяли путем умножения значения лямбда, выраженного в мВт/м-К, на плотность, выраженную в кг/м3. Результаты представлены ниже в таблице 2.
Примеры 6, 7
Для изготовления войлоков в примерах 6, 7 применяли следующий крупномасштабный технологический процесс получения войлока.
Кипы волокна обрабатывали при помощи кипоразрыхлителя и смесителя, где волокна были перемешаны в соотношениях, указанных ниже. Затем смесь волокон поступает в кардочесальную машину, которая спутывает волокна с образованием нетканого материала толщиной 10-20 мм и шириной 4000 мм. Нетканый материал посредством транспортера подавали в преобразователь прочеса, который собирает в стопку 72 слоя (в случае примера 6) или 64 слоя (в случае примера 7) нетканого материала. Затем стопку обработали в печи для термического соединения, в которой стопку сжали до желаемой высоты и плотности и подвергли термофиксации. После калибровки и термофиксации толщина отдельных слоев войлока составляет приблизительно 2,5 мм.
В примерах 6, 7 волокна и их относительные соотношения те же, что и в примерах 1-5, что снова дает средний диаметр волокна 16,0 микрон.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
Примеры 8-10
Для получения войлока в примерах 8-10 применяли технологический процесс получения войлока в лабораторном масштабе, описанный в примере 5, со следующими изменениями. Волокна являются теми же, что и в примерах 1-3, за исключением того, что смесь волокон содержит только 30 масс.% двухкомпонентного волокна и 70% штапельного волокна. Средний диаметр волокна составляет 16,3 микрон. В примере 8 получили два 100-миллиметровых толстых войлока путем складывания в стопку ~95 слоев нетканого материала, калибровки и термофиксации. Затем два 100-миллиметровых калиброванных и прошедших термофиксацию войлока сложили с образованием 200-миллиметрового войлока. Толщина отдельного слоя в войлоке в примере 8 составляет около 1,05 мм. В примере 9 100 слоев нетканого материала сложили в стопку и получили 100-миллиметровые калиброванные и прошедшие термофиксацию войлоки, два из которых снова сложили в стопку для получения 200-миллиметрового материала. В данном случае толщина отдельного слоя составляет около 1 мм. В примере 10 для получения каждого 100-миллиметрового войлока использовали ~122 слоев. Толщина отдельного слоя составляет около 0,82 мм.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
Примеры 11-13
Для получения войлока в примерах 11-13 применяли технологический процесс получения войлока в лабораторном масштабе, описанный в примере 5, со следующими изменениями. Волокна представляют собой смесь 30 масс.% двухкомпонентного волокна, описанного в примерах 1-5, и 70 масс.% полого спиралевидного штапельного волокна, имеющего величину денье, равную 3. Средний диаметр волокна составляет 16,3 микрон.
В случае примера 11 для получения каждого 100-миллиметрового войлока сложили в стопку около 100 слоев нетканого материала, толщина отдельного слоя в войлоке в примере 11 составляет около 1 мм. В случае примера 12 для получения каждого 100-миллиметрового войлока сложили в стопку около 120 слоев нетканого материала, толщина отдельного слоя в войлоке в примере 12 составляет около 0,83 мм. В случае примера 13 для получения каждого 100-миллиметрового войлока сложили в стопку около 83 слоев нетканого материала, толщина отдельного слоя в войлоке в примере 13 составляет около 1,22 мм.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
Пример 14
Войлок в примере 14 получали тем же способом, что и в примерах 1-3. Волокна в данном случае представляют собой смесь 40/60 по массе двухкомпонентного волокна и штапельного волокна, описанного в примерах 11-13. Средний диаметр волокна составляет 16,0 микрон. 100 слоев нетканого материала сложили в стопку, подвергли калибровке и термофиксации с образованием 100-миллиметрового войлока. Толщина отдельного слоя в калиброванном и прошедшем термофиксацию войлоке составляет 1,0 мм.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
Примеры 15-19
Войлок в примерах 15-19 получали, в общих чертах, тем же способом, что и войлок в примерах 1-3. В этих примерах использовали разное штапельное волокно в 3 денье. В примере 15 штапельное волокно изготовлено из PET, содержащего 0,87 масс.% TiO2. В примере 16 штапельное волокно изготовлено из PET, содержащего 0,87 масс.% TiO2 и синий краситель. В примерах 17-19 штапельное волокно содержит черный краситель. Средний диаметр волокна в примерах 15-19 составляет 16,0 микрон.
В примерах 15 и 16 100 слоев нетканого материала сложили в стопку, подвергли калибровке и термофиксации с образованием 76-миллиметрового войлока, в котором толщина отдельного слоя составляет около 0,75 мм.
В примерах 17-19 200-миллиметровые войлоки получили путем складывания в стопку двух 100-миллиметровых войлоков способом, описанным в примерах 11-13. В примере 17 для получения каждого 100-миллиметрового войлока использовали ~105 слоев нетканого материала, толщина отдельного слоя в войлоке составляет около 0,95 мм. В примере 18 для получения каждого 100-миллиметрового войлока использовали ~125 слоев нетканого материала, толщина отдельного слоя в войлоке составляет около 0,8 мм. В примере 19 для получения каждого 100-миллиметрового войлока использовали ~85 слоев нетканого материала, толщина отдельного слоя в войлоке составляет около 1,18 мм.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
Примеры 20-21
Войлок в примерах 20-21 получали, в общих чертах, тем же способом, что и войлок в примерах 1-3, используя смесь 30 масс.% двухкомпонентного волокна в 2 денье, РЕР/РЕТ, структуры оболочка/ядро, 35 масс.% спирально завитого штапельного волокна в 3 денье, из PET, и 35% спирально завитого штапельного волокна из PET, в 6 денье. Средний диаметр волокна составляет 17,4 микрон. 200-миллиметровые войлоки получили способом, описанным в примерах 11-13.
В примере 20 для получения каждого 100-миллиметрового войлока использовали ~100 слоев нетканого материала, толщина отдельного слоя в войлоке составляет около 0,77 мм.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
Примеры 22-25
Войлок в примерах 22-25 получали, в общих чертах, тем же способом, что и войлок в примерах 11-13, используя смесь 40 масс.% двухкомпонентного волокна в 4 денье, РЕР/РЕТ, структуры оболочка/ядро, 60 масс.% спирально завитого штапельного волокна в 3 денье, из PET, окрашенного в черный цвет. Средний диаметр волокна составляет 18,5 микрон.
В примере 22 для получения каждого 100-миллиметрового войлока использовали ~75 слоев нетканого материала, толщина отдельного слоя в войлоке составляет около 1,33 мм. В примере 23 для получения каждого 100-миллиметрового войлока использовали ~100 слоев нетканого материала, толщина отдельного слоя в войлоке составляет около 1,0 мм. В примере 24 для получения каждого 100-миллиметрового войлока использовали ~125 слоев нетканого материала, толщина отдельного слоя в войлоке составляет около 0,8 мм. В примере 25 для получения каждого 100-миллиметрового войлока использовали ~130 слоев нетканого материала, толщина отдельного слоя в войлоке составляет около 0,77 мм.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
Примеры 26-28
Войлок в примерах 26-28 получали, в общих чертах, тем же способом, что и войлок в примерах 1-3, используя смесь 40 масс.% двухкомпонентного волокна, 30 масс.% спирально завитого штапельного волокна в 3 денье, и 30% спирально завитого штапельного волокна из PET, в 1,5 денье. Средний диаметр волокна составляет 14,3 микрон.
Пример 26 получили путем формирования 60-миллиметровых толстых войлоков посредством складывания в стопку, калибровки и термофиксации ~50 слоев нетканого материала. Затем два 60-миллиметровых калиброванных и прошедших термофиксацию войлока сложили в стопку с образованием 120-миллиметрового войлока. В примере 26 толщина отдельного слоя составляет около 1,2 мм. Пример 27 получили путем формирования 80-миллиметровых толстых войлоков посредством складывания в стопку, калибровки и термофиксации 85 слоев нетканого материала. Затем два 80-миллиметровых калиброванных и прошедших термофиксацию войлока сложили в стопку с образованием 160-миллиметрового войлока. В примере 27 толщина отдельного слоя составляет около 0,94 мм. Пример 28 получили путем формирования 100-миллиметровых толстых войлоков посредством складывания в стопку, калибровки и термофиксации 120 слоев нетканого материала. Затем два 100-миллиметровых калиброванных и прошедших термофиксацию войлока сложили в стопку с образованием 200-миллиметрового войлока. В примере 28 толщина отдельного слоя составляет около 0,83 мм.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
Пример 29
Для получения войлока в примере 29 применяли технологический процесс получения войлока в лабораторном масштабе, описанный для войлока в примерах 11-13. Смесь волокон является той же, что описана в примерах 6, 7, за исключением того, что соотношение составляет 20% двухкомпонентного волокна и 80% штапельного волокна. Средний диаметр волокна составляет 16,7 микрон. Пример 29 получили путем формирования 80-миллиметровых толстых войлоков посредством складывания в стопку, калибровки и термофиксации ~87 слоев нетканого материала. Затем два 80-миллиметровых калиброванных и прошедших термофиксацию войлока сложили в стопку с образованием 160-миллиметрового войлока. В примере 29 толщина отдельного слоя составляет около 0,92 мм.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
Сравнительные Образцы А-F
Сравнительные Образцы А-F получали посредством технологического процесса получения войлока в лабораторном масштабе, описанного для войлока в примерах 1-3. Смесь волокна представляет собой 40 масс.% двухкомпонентного волокна в 4 денье того же типа, что и в примерах 1-3, и 60 масс.% штапельного волокна из PET, в 6 денье, содержащего 0,3 масс.% TiO2. Средний диаметр волокна составляет 22,5 микрон.
Для Сравнительного Образца А 105 слоев нетканого материала сложили в стопку, подвергли калибровке и термофиксации с образованием толщины 90 мм; толщина отдельного слоя составляет около 0,86 мм. Для Сравнительного Образца В 100 слоев нетканого материала сложили в стопку, подвергли калибровке и термофиксации с образованием толщины 100 мм; толщина отдельного слоя составляет около 1,0 мм. Плотность калиброванного войлока составляет 12,2 кг/м3 для Сравнительного Образца А и 10,1 кг/м3 для Сравнительного Образца В.
Сравнительные Образцы С-G представляют собой имеющиеся в продаже войлоки из PET, обозначенные следующим образом:
Сравнительный Образец С Quietstuf ABB, плотность 21 кг/м3, Autex Industries,
Сравнительный Образец D Quietstuf ABB, плотность 16 кг/м3, Autex Industries,
Сравнительный Образец Е EMFA, плотность 16 кг/м3, Emfa-Dammsysteme,
Сравнительный Образец F Caruso Iso-Bond, плотность 20 кг/м3, Caruso GmbH,
Сравнительный Образец G Edilfiber, плотность 30 кг/м3, ORV Manufacturing SPA.
Лямбда, плотность и лямбда*плотность для каждого Сравнительного Образца определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 1.
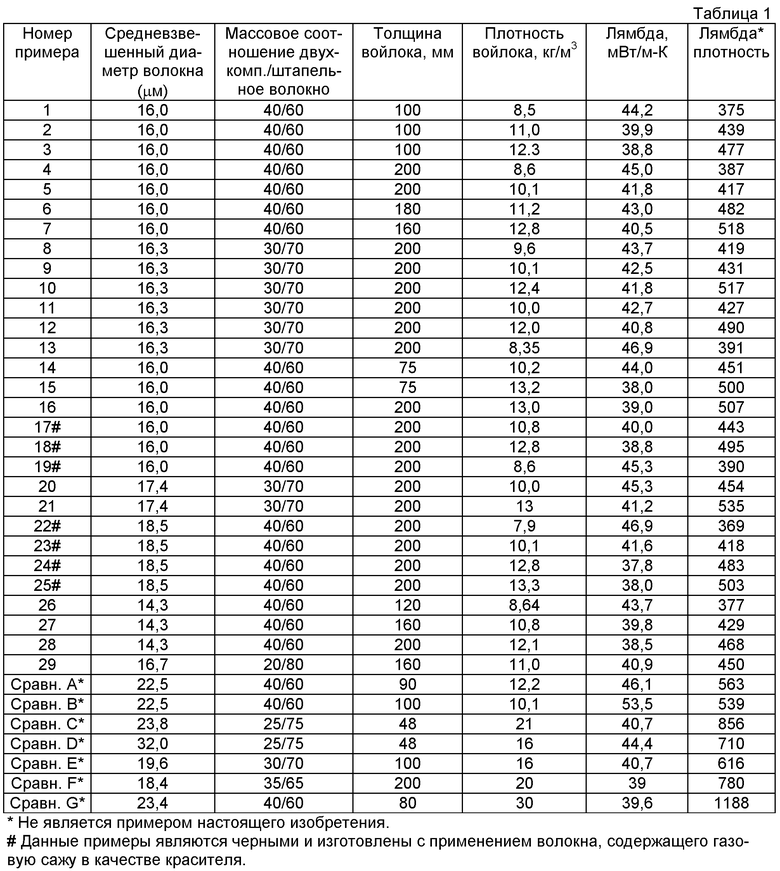
Примеры 1-29 иллюстрируют, что войлоки, имеющие низкие теплопроводности (на что указывают низкие значения лямбда), могут быть получены при низких плотностях войлока (что отражено низкими значениями лямбда*плотность), согласно настоящему изобретению.
Влияние диаметра волокна видно по Сравнительным Образцам А-D. Все они имеют бóльшие средние диаметры волокна по сравнению с войлоками настоящего изобретения. В общем, войлоки, имеющие больший средний диаметр волокна, могут достигать низких значений лямбда только за счет повышения плотности войлока, что приводит к более высокой стоимости. Таким образом, например, войлок примера 1 и Сравнительный Образец D имеют близкие значения лямбда, однако значение лямбда*плотность для Сравнительного Образца D намного выше из-за его большей плотности. Аналогичные тенденции можно видеть из сравнения Сравнительного Образца А с примером 13 и Сравнительного Образца с примером 12.
Сравнительный Образец В иллюстрирует то, как ухудшается значение лямбда с уменьшением плотности войлока в том случае, когда средний диаметр волокна большой. Значение лямбда возрастает до 50 мВт/м-К при понижении плотности от приблизительно 12 кг/м3 (как у Сравнительного Образца А) до приблизительно 10 кг/м3 (как у Сравнительного Образца В). Эти данные показывают, что для получения значения лямбда 50 мВт/м-К или менее при среднем диаметре волокна около 23 микрон необходима плотность войлока по меньшей мере 11 кг/м3. Данные примеров 1-29 показывают, что, в рамках настоящего изобретения, значения лямбда, намного меньшие 50, получены при такой низкой плотности войлока, как 7,9 кг/м3.
Сравнительные Образцы Е-G показывают, как возрастают значения лямбда*плотность с возрастанием плотности. В данных образцах для получения желаемых значений лямбда требуются более высокие плотности, что приводит к более высокой стоимости сырья для этих материалов.
Примеры 30-42
Для получения войлока в примерах 30-42 применяли технологический процесс получения войлока в лабораторном масштабе, описанный для войлока в примерах 11-13. Смесь волокон для каждого случая указана ниже в таблице 2. Толщина слоя для каждого из данных образцов варьируется от 0,82 до 1 мм. Толщины войлоков варьируются от 160 до 200 мм. Количество слоев варьируется некоторым образом в зависимости от толщины и средней толщины слоя.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 3.
Примеры 43-45
Для получения войлока в примерах 43-45 применяли общий крупномасштабный технологический процесс получения войлока, описанный для войлока в примерах 6, 7. В каждом случае смесь волокон составляла 30 масс.% двухкомпонентного волокна в 2 денье, как в примерах 1-5, 40 масс.% сплошного штапельного волокна из PET (1,5 денье) и 30 масс.% сплошного штапельного волокна из PET (3,0 денье). Средний диаметр волокна составляет 14,0 микрон. Для получения войлока в примере 43 изготовили два войлока толщиной 100 мм с использованием 56 слоев нетканого материала. Толщина отдельного слоя для войлока в примере 43 составляет 1,78 мм. Для получения войлока в примере 44 изготовили два войлока толщиной 100 мм с использованием 60 слоев нетканого материала. Толщина отдельного слоя для войлока в примере 44 составляет 1,67 мм. Для получения войлока в примере 45 изготовили два войлока толщиной 100 мм с использованием ~63 слоев нетканого материала. Толщина отдельного слоя для войлока в примере 45 составляет 1,48 мм.
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 3.
Пример 46
Войлок в примере 46 получили тем же способом, что и войлок в примере 43, но слегка меньшей плотности. Состав волокна является таким же, что и для примера 32 (см. таблицу 2 ниже).
Лямбда, плотность и лямбда*плотность определяли способом, описанным для примеров 1-5, результаты представлены ниже в таблице 3.

Результаты, приведенные в таблице 3, показывают, что, согласно изобретению, хорошие значения лямбда*плотность могут быть получены при использовании различных комбинаций типов волокна. В частности, присутствие некоторого количества волокон большего диаметра все же позволяет добиться хороших результатов, если средний диаметр волокна находится в интервале от 12 до 20,5.
Сравнительные Образцы H и I
Сравнительный Образец H получили тем же, в общих чертах, способом, что и пример 1, за исключением того, что использовали массовое соотношение двухкомпонентного и штапельного волокон 50/50. Средний диаметр волокна составляет 15,7 микрон. Плотность войлока составляет 10,7 кг/м3. Толщина отдельного слоя в калиброванном и прошедшем термофиксацию войлоке составляет около 0,85 мм.
Сравнительный Образец I получили тем же, в общих чертах, способом, что и пример 1, за исключением того, что использовали массовое соотношение двухкомпонентного и штапельного волокон 10/90. Средний диаметр волокна составляет 17,1 микрон. Плотность войлока составляет 10,2 кг/м3. Толщина отдельного слоя в калиброванном и прошедшем термофиксацию войлоке составляет около 0,98 мм.
Оценка физических свойств примеров 5, 6, 8, 29, 43, 44 и 46
Для войлоков примеров 5, 6, 8, 29, 43, 44 и 46, а также для Сравнительных Образцов H и I были измерены различные дополнительные свойства. Результаты представлены в таблице 4.
Прогиб измеряли согласно описанному выше испытанию, приводится прогиб в мм для обоих направлений.
Восстановление формы после сжатия определяли посредством отрезания образца размером 150×150 мм и измерения исходной толщины образца. Затем войлок сжимали до 25% его исходной толщины в течение 11 дней. Условия во время периода сжатия составляли ~20-25°C и относительная влажность окружающей среды. Затем измеряли толщину образца спустя 30 минут после снятия силы сжатия. % восстановления рассчитывали следующим образом:
[1 - (исходная толщина - конечная толщина)]* 100/начальная толщина.
Второе измерение проводили через 24 часа.
Предел прочности на разрыв и относительное удлинение измеряли согласно EN 12311-1-1999 для образца размером 50×50 мм.
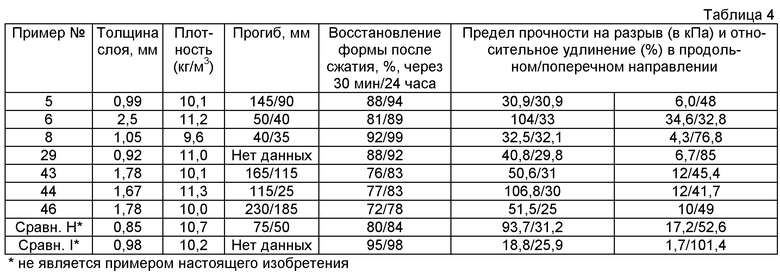
Данные для Сравнительного Образца Н демонстрируют влияние высокого содержания двухкомпонентных волокон. Восстановление формы после сжатия значительно снижается по сравнению с войлоком примеров 5, 8 и 20, имеющих сравнимую толщину отдельного слоя. Данные для Сравнительного Образца I демонстрируют влияние очень низкого содержания двухкомпонентных волокон. Механические свойства при растяжении стремительно падают и становятся такими низкими, что войлок трудно использовать.
Примеры 6, 43, 44 и 46 иллюстрируют влияние толщины отдельного слоя на способность войлока восстанавливать форму после сжатия. Данные войлоки в меньшей степени восстанавливают свою исходную толщину, чем войлоки, имеющие более тонкие отдельные слои.
Пример 47
Войлок получили путем технологического процесса пневматического кардования (воздушной укладки) следующим образом. Волокна были получены в больших кипах, взвешены и смешаны в требуемых соотношениях, как описано в предыдущих примерах. Состав волокна составляет 30% двухкомпонентного волокна в 2 денье, структуры ядро-оболочка, 30% завитого штапельного волокна в 3 денье и 40% завитого штапельного волокна в 1,5 денье. Средний диаметр волокна для смеси волокон составляет 14 микрон.
Смешанные волокна бросали на транспортер, который подает волокно в машину для воздушной укладки производства Laroche, которая захватывает и взбивает волокна. Кардованные волокна подают затем в поток воздуха и собирают на конвейер, где они образуют нетканый материал со статистическим распределением волокон, толщиной 120 мм и плотностью 8 кг/м3. Два слоя данного нетканого материала складывают в стопку, сжимают и подвергают термофиксации, как описано в предыдущих примерах, с образованием войлока с плотностью 10,1 кг/м3 и толщиной 190 мм. Теплопроводность полученного войлока составляет 43,5 мВт/м-К. Значение лямбда-плотность составляет 434. Предел прочности на разрыв и относительное удлинение измеряли согласно EN 12311-1-1999 на образце размером 50×300×40 мм. Предел прочности на разрыв составляет 3 кПа при относительном удлинении 58% и 8 кПа при относительном удлинении 27% соответственно в продольном и поперечном направлении. Прогиб измеряли согласно описанному выше испытанию, значения прогиба в каждом направлении составили 280 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАССАСЫВАЮЩЕЕСЯ ЛАПАРОСКОПИЧЕСКИ РАЗВЕРТЫВАЕМОЕ КРОВООСТАНАВЛИВАЮЩЕЕ СРЕДСТВО | 2011 |
|
RU2581356C2 |
| ЗВУКОПОГЛОЩАЮЩИЙ МАТЕРИАЛ | 2004 |
|
RU2358246C2 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2016 |
|
RU2673762C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ПОВЫШЕННОЙ МЯГКОСТЬЮ | 2008 |
|
RU2443403C2 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2668755C2 |
| ЦЕЛЛЮЛОЗНАЯ МАССА И СУПЕРАБСОРБИРУЮЩИЙ КОМПОЗИТ ДЛЯ УЛУЧШЕНИЯ ВПИТЫВАНИЯ | 1998 |
|
RU2214205C2 |
| Гидроспутанные волокнистые структуры | 2014 |
|
RU2655241C2 |
| ОГНЕЗАЩИТНАЯ ПОДКЛАДКА ДЛЯ МЯГКОЙ МЕБЕЛИ | 2015 |
|
RU2691293C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРА, СОДЕРЖАЩЕГО НЕТКАНЫЙ МАТЕРИАЛ И/ИЛИ ФИЛЬТРУЮЩИЕ ИНЖЕКТИРОВАННЫЕ СТРУКТУРЫ ИЛИ ЛИСТЫ, ПОЛУЧЕННЫЕ С ИСПОЛЬЗОВАНИЕМ УКАЗАННОГО СПОСОБА И ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ФИЛЬТРАЦИИ И УСТРАНЕНИЯ LEGIONELLA PNEUMOFILLA, И ФИЛЬТР, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2005 |
|
RU2350376C2 |
| ВСПЕНЕННЫЕ ВОЛОКНИСТЫЕ ЛИСТЫ С ИЗВИТЫМИ ШТАПЕЛЬНЫМИ ВОЛОКНАМИ | 2017 |
|
RU2735609C1 |
Предложен способ получения изоляционных войлоков из волокна, пригодных для применения в качестве термоизоляции в зданиях, с использованием полимерных волокон. Способ получения изоляционного войлока предусматривает образование нетканого материала из спутанных полимерных волокон посредством технологического процесса кардования или разволокнения, полимерные волокна включают от 55-80 масс.% по меньшей мере одного штапельного волокна и от 20-45 масс.% по меньшей мере одного связующего волокна, где средний диаметр волокна составляет от 12,0 до 20,5 микрон и по меньшей мере 55 масс.% волокон являются завитыми. Также способ включает калибровку и термофиксацию указанного нетканого материала с образованием изоляционного войлока, содержащего спутанные и термически связанные полимерные волокна. Технический результат заявленного изобретения заключается в том, что полученный войлок обоспечивает хорошие термоизоляционные свойства, имеет низкую стоимость, хорошо восстанавливает форму после приложения сжимающих усилий и может быть легко установлен в вертикальном или подвесном положении. 2 н. и 2 з.п. ф-лы, 4 табл.
1. Способ получения изоляционного войлока, предусматривающий:
образование нетканого материала из спутанных полимерных волокон посредством технологического процесса кардования или разволокнения, полимерные волокна включают от 55-80 мас.% по меньшей мере одного штапельного волокна и от 20-45 мас.% по меньшей мере одного связующего волокна, где средний диаметр волокна составляет от 12,0 до 20,5 мкм, и по меньшей мере 55 мас.% волокон являются завитыми; и калибровку и термофиксацию указанного нетканого материала с образованием изоляционного войлока, содержащего спутанные и термически связанные полимерные волокна.
2. Способ по п.1, в котором нетканый материал из спутанных полимерных волокон получен посредством пневматического кардования.
3. Способ получения изоляционного войлока, предусматривающий: формирование множества кусков нетканого материала из спутанных полимерных волокон, полимерные волокна включают от 55-80 мас.% по меньшей мере одного штапельного волокна и от 20-45 мас.% по меньшей мере одного связующего волокна, где средний диаметр волокна составляет от 12,0 до 20,5 мкм, и по меньшей мере 55 мас.% волокон являются завитыми, нетканый материал из спутанных полимерных волокон имеет массу от примерно 5 до 60 г/м2;
получение стопки указанных многих кусков нетканого материала; и калибровку и термофиксацию указанной стопки кусков нетканого материала с образованием изоляционного войлока, содержащего множество индивидуальных слоев спутанных и термически соединенных полимерных волокон, каждый индивидуальный слой имеет толщину от 0,36 до 10,0 мм, в котором изоляционный войлок:
a) имеет объемную плотность в несжатом состоянии от 6 до 14 кг/м3,
b) демонстрирует значение лямбда от 35-50 мВт/м·К,
c) демонстрирует значение лямбда·плотность 250-550, когда лямбда выражена в единицах мВт/м·К, и плотность выражена в единицах кг/м3; и
d) имеет толщину в несжатом состоянии от 25-300 мм.
4. Способ по п.3, в котором на этапе 1 каждый отдельный слой имеет массу от 8 до 50 г/м2, и отдельные слои изоляционного войлока имеют толщину от 0,57 до 5,0 мм.
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1981 |
|
SU1074653A1 |
| ДИФФЕРЕНЦИАЛЬНЫЙ СОВМЕЩЕННЫЙ ДВИГАТЕЛЬ- СЕЛЬСИН | 0 |
|
SU217484A1 |
| Композиция на основе этиленпропиленового каучука | 1974 |
|
SU600843A1 |
| Зажим к приборам для испытания резины на разрыв | 1925 |
|
SU2213A1 |

