Изобретение относится к области ремонта и может быть использовано для продления ресурса ответственных деталей и узлов газотурбинных двигателей преимущественно рабочих лопаток турбины.
Для оценки состояния лопаток газотурбинного двигателя с целью продления его работы первоначально с использованием эндоскопа осматривают проточную часть двигателя, включающую компрессор, жаровые трубы, сопловые и рабочие лопатки турбины. Затем снимают вибрационные характеристики двигателя и оценивают работу его подшипников. При получении положительных результатов составляют акт на продление работы двигателя на определенный срок. Данная методика не предусматривает оценку состояния жаропрочных литейных сплавов, из которых изготавливают лопатки турбины. Как показывает практика, при длительной эксплуатации двигателя, а также в случае его работы при нерасчетных режимах возможны структурные изменения в материалах лопаток, связанные с состоянием упрочняющих фаз (γ γ'), так и образование в них топологически плотноупакованной фазы "σ". Вышеизложенное снижает эксплуатационные характеристики турбинных лопаток. Поэтому при ремонте газотурбинных двигателей проводят исследования структуры сплавов с использованием электронно-микроскопических исследований, для чего изготавливают шлифы. Для этого обязательным условием является разрезка одной или двух лопаток, что приводит при этом к значительным ремонтным затратам, в которые входят разборка ротора турбины с извлечением лопаток из дисков, разрезка их, подбор новых лопаток вместо разрезанных, оснащение ротора турбины недостающими лопатками и его балансировка.
Известно техническое решение (а.с. №1691041, кл. В23Р 6/00, 1989), при котором продление ресурса деталей ГТД осуществляют путем периодического контроля деталей неразрушающими методами с зачисткой поврежденных участков, выявлением, устранением их дефектов и восстановлением поврежденных участков. Способ заключается в том, что периодически осуществляют контроль зон на корпусе турбины с повышенной возможностью образования трещин как с минимальной, так и с максимальной их глубиной.
Контроль за развитием трещинообразовательных дефектов в корпусах машин и ремонтом поврежденных такими дефектами корпусов осуществляют следующим образом. После вывода машины в ремонт, снятия с корпуса тепловой изоляции, зачистки поверхности корпуса в зонах наибольшей нагруженности производят неразрушающими методами (магнитопорошковым, цветной дефектоскопией вихретоковым, электропотенциальным) контроль выходящих на поверхность дефектов. Неглубокие дефекты, имеющие наибольшую протяженность, выбирают механическим путем и допускают к работе без заварки. Глубокие трещины разделывают по специальной схеме с последующей их заваркой с использованием специальных электродов или аргонодуговой сваркой с предварительным подогревом или без него, в зависимости от применяемых материалов при изготовлении корпуса турбины.
Таким способом продлевают ресурс деталей только обнаружением трещин, разделкой их с последующей заваркой.
Известен взятый за прототип способ контроля рабочего состояния лопаток ротора турбин ГТД из литейных жаропрочных никелевых сплавов в процессе их эксплуатации, включающий периодическое исследование зон лопаток с повышенной склонностью к разрушению и определение возможности их дальнейшей эксплуатации (ЕР 2107370 за 2008 г, кл. 29/04).
Задачей изобретения является повышение эффективности продления ресурса рабочих лопаток турбины без разборки ротора путем контроля и сравнительного анализа упрочняющих фаз (γ γ'), состояние которых в значительной степени определяют эксплуатационные характеристики (жаропрочность, жаростойкость, длительная и усталостная прочность, а также термоциклическая прочность), литейных сплавов типа ЖС6У и ЧС70, из которых, как правило, изготавливают рабочие лопатки турбины.
В известном способе не устанавливают сравнительным анализом размера частиц γ'-фазы и топологически плотноупакованной фазы (ТПУ) σ-фазы по сравнению с их оптимальными значениями в структуре сплава: для γ'-фазы и для σ-фазы.
Техническим результатом заявляемого способа является повышение эффективности контроля рабочего состояния и продление срока службы лопаток турбины
Технический результат достигается тем, что в способе контроля рабочего состояния лопаток ротора турбин ГТД из литейных жаропрочных никелевых сплавов в процессе их эксплуатации, включающем периодическое исследование зон лопаток с повышенной склонностью к разрушению и определение возможности их дальнейшей эксплуатации, при этом исследование зон лопаток с повышенной склонностью к разрушению проводят путем удаления с поверхности жаростойкого покрытия зачисткой, снятия реплики сплава и анализа в ней структуры, а возможность дальнейшей эксплуатации лопаток устанавливают сравнительным анализом в лопатке размера частиц γ'-фазы и соответственно топологически плотноупакованной фазы (ТПУ) σ-фазы по сравнению с их оптимальными значениями в структуре сплава: для γ'-фазы до 0,9 мкм и для σ-фазы до 3-4%.
Предлагаемый способ отличается от прототипа тем, что он позволяет дать оценку основного материала лопатки с использованием неразрушающего метода контроля и без разборки ротора турбины за счет сравнительного анализа (топологии и морфологии) упрочняющих фаз (γ γ'), а также обнаружения и анализа содержания топологически плотноупакованной фазы "σ," которые в сумме в значительной степени влияют на эксплуатационные характеристики жаропрочных высоколегированных сталей и сплавов, из которых изготовлены рабочие лопатки турбины.
Пример осуществления способа
После остановки двигателя снимают по горизонтальному разъему часть корпуса турбины для свободного доступа к рабочим лопаткам, которые изготавливаются из ЖС6У и ЧС70. Далее отмечают на рабочей лопатке участок площадью ~20÷25 кв. мм (на расстоянии 10÷15 мм от торца пера со стороны выходной кромки) с последующей его шлифовкой и полировкой специальными инструментами для снятия реплики. Исследование лопаток как непосредственно после литья и термообработки, так и после их работы в составе изделия проводили по следующей схеме:
- подготовка участка, включая снятие жаростойкого покрытия и шлифовку;
- снятие реплики с подготовленного участка;
- проведение электронно-микроскопических исследований.
Метод получения реплики
Протирают подготовленный участок х/б ватой, смоченной в ацетоне ~3 раза, а затем просушивают его чистым инертным газом или сухим, обезжиренным сжатым воздухом. Одновременно с этим вырезают пластиковую пленку по размерам поверхности, которая должна быть исследована. Затем вырезанную пленку берут пинцетами и погружают на несколько секунд в ацетон для ее размягчения. Ацетоном спрыскивают подлежащую проверке поверхность лопатки, затем немедленно прикладывают пластиковую пленку к этой поверхности, не допуская образования воздушных пузырьков. Оставляют пластиковую пленку сохнуть приблизительно на тридцать минут, затем с помощью пинцетов осторожно снимают ее с поверхности лопатки и проверяют реплику визуально или помощью бинокулярного микроскопа на отсутствие пузырьков воздуха или других дефектов.
Подготовка реплики для исследования
Под электронным микроскопом устанавливают реплику на жесткую немагнитную опору, используя двухстороннюю липкую ленту. На самом верху опоры располагают сторону реплики, находившуюся в контакте с деталью. При необходимости прижимают ее толстой пластиной из стекла для получения оптимальной плоскостности.
Исследование реплики
Реплику подвергают визуальному контролю с помощью вторичной электронной визуализации для получения изображения, соответствующего действительной топографии проверяемой поверхности. Для этого реплику рассматривают под подходящим углом для того, чтобы выявить изменения в рельефе. Угол должен быть между 15 и 30°. Высокое напряжение и скорость потока луча должны быть оптимизированы для получения адекватного рельефа на изображении, но без нагревания реплики. Кроме того, используют проводящее лаковое покрытие для обеспечения надежного электрического контакта между репликой и установочной опорой.
Полученные результаты электронно-металлографических исследований анализируют размеры частицы γ', присутствие (ТПУ) σ-фазы и ее содержание.
На основании полученных данных делают вывод о возможности дальнейшей эксплуатации исследуемых лопаток в составе изделия.
Результаты исследования приведены в таблице.
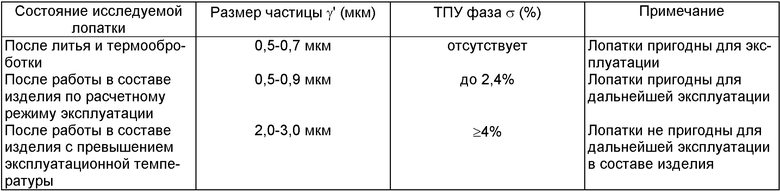
Лопатки, на которых отсутствует видимые признаки оплавления наружной поверхности пера, однако признанные по результатам исследования не пригодными для дальнейшей эксплуатации направляют на восстановительную термообработку.
Для этого полированный участок, где снималась реплика, подготавливают для нанесения жаростойкого покрытия. Технология локального нанесения жаростойкого покрытия предусматривает следующие операции: На полированную поверхность наносят кистью специальную эмульсию. Заданную глубину жаростойкого покрытия (после диффузионного отжига) обеспечивают толщиной слоя наносимой эмульсии и термическим циклом отжига. После окраски в течение 40-50 мин нанесенную эмульсию высушивают. При температуре 900-950°С производят лаковый диффузионный отжиг части пера лопатки с нанесенной эмульсией с выдержкой 30 мин на воздухе с получением минимальных термических напряжений в пере турбинной лопатки. Локальный высокотемпературный нагрев осуществляют специальной объемной горелкой, которую фиксируют на торцевой части пера лопатки. Контроль температуры при диффузионном отжиге осуществляют пирометром. После выдержки и демонтажа горелки производят контроль формирования жаростойкого покрытия на ремонтируемом участке. При отсутствии дефектов в зоне восстановленного жаростойкого покрытия лопатку признают годной для ее дальнейшей эксплуатации в составе изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2004 |
|
RU2280096C1 |
| Жаропрочный литейный сплав на никелевой основе и изделие, выполненное из него | 2022 |
|
RU2802841C1 |
| СОСТАВ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА (ВАРИАНТЫ) | 2007 |
|
RU2353691C2 |
| Жаропрочный сплав на основе никеля, изделие, выполненное из него, и способ термической обработки изделия | 2024 |
|
RU2832270C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2004 |
|
RU2283365C2 |
| ЛИТЕЙНЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2013 |
|
RU2530932C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2610379C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2006 |
|
RU2318030C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ МОНОКРИСТАЛЛИЧЕСКОГО ЛИТЬЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2008 |
|
RU2369652C1 |
| ЖАРОПРОЧНЫЙ ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 2010 |
|
RU2439185C1 |
Изобретение относится к области металлургии и машиностроения, в частности к ремонту лопаток ротора турбин ГТД, и может быть использовано для продления ресурса ответственных деталей и узлов газотурбинных двигателей. Технический результат - повышение эффективности продления ресурса рабочих лопаток турбины без разборки ротора путем контроля и сравнительного анализа упрочняющих фаз (γ γ'), состояние которых в значительной степени определяют эксплуатационные характеристики (жаропрочность, жаростойкость, длительная и усталостная прочность, а также термоциклическая прочность), литейных сплавов типа ЖС6У и ЧС70, из которых, как правило, изготавливают рабочие лопатки турбины. Способ контроля рабочего состояния лопаток ротора турбин ГТД из литейных жаропрочных никелевых сплавов в процессе их эксплуатации включает периодическое исследование зон лопаток с повышенной склонностью к разрушению и определение возможности их дальнейшей эксплуатации. Исследование зон лопаток с повышенной склонностью к разрушению проводят путем удаления с поверхности жаростойкого покрытия зачисткой, снятия реплики сплава и анализа в ней структуры. Возможность дальнейшей эксплуатации лопаток устанавливают сравнительным анализом в лопатке размера частиц γ'-фазы и соответственно топологически плотноупакованной фазы (ТПУ) σ-фазы по сравнению с их оптимальными значениями в структуре сплава: для γ'-фазы до 0,9 мкм и для σ-фазы до 3-4%. 1 табл.
Способ контроля рабочего состояния лопаток ротора турбин ГТД из литейных жаропрочных никелевых сплавов в процессе их эксплуатации, включающий периодическое исследование зон лопаток с повышенной склонностью к разрушению и определение возможности их дальнейшей эксплуатации, отличающийся тем, что исследование зон лопаток с повышенной склонностью к разрушению проводят путем удаления с поверхности жаростойкого покрытия зачисткой, снятия реплики сплава и анализа в ней структуры, а возможность дальнейшей эксплуатации лопаток устанавливают сравнительным анализом в лопатке размера частиц γ'-фазы и содержания топологически плотноупакованной фазы (ТПУ) σ-фазы по сравнению соответственно с их оптимальными значениями в структуре сплава: для γ'- фазы до 0,9 мкм и для σ-фазы - до 3-4%.
| КОМПЛЕКТНОЕ РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1994 |
|
RU2107370C1 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДЕТАЛЕЙ, УЗЛОВ И ПРИВОДНЫХ АГРЕГАТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2379645C2 |
| Способ продления ресурса деталей машин | 1989 |
|
SU1691041A1 |
| US 2004217289 A1, 04.11.2004. | |||

