Цель изобретения
Как указано в заголовке данного описания, настоящее изобретение относится к форме для изготовления дверных каркасов (рам), которая включает в себя значительные преимущественные характеристики для такой системы изготовления дверей и, прежде всего, если двери должны содержать пустоты (проемы) для отделки филенками или остекления известной формы, количества и расположения.
Дверные каркасы формируют с помощью прессования слоя из конгломерата частиц дерева и клея, выходящего из формующей машины, в портальном прессе с нагревательными плитами до достижения стандартной конечной толщины дверей. Затем происходит обработка их кромок, и после процесса шлифовки наклеивают тонкие слои декоративного дерева, которые определяют визуальные поверхности двери.
Конгломерат частиц дерева и клея, из которых формируют дверные филенки, не является равномерной и обычно представляет собой сандвич-структуру, состоящую из центрального слоя с большим размером частиц, низкой плотностью и большей толщины, чем два внешних слоя с более мелкими частицами, большей плотности и меньшей толщины, чем центральный слой. Если в используемый материал является DM, применяют единую формующую машину.
Целью настоящего изобретения является обеспечение возможности автоматического изготовления дверных каркасов с различной стандартной толщиной, а также изменения размера, количества и расположения проемов для отделки филенками или вставки стекол.
Целью настоящего изобретения также является обеспечение получения периферией формы большего количества смеси дерева и клея, чем остального, что обеспечивает возможность достижения в этой зоне периметра большей плотности при уплотнении или прессовании, что даже означало бы отсутствие необходимости в согласовании толстых склеенных краев при последующем действии, которое обычно добавляется для обеспечения жесткости периферийной зоны, в частности, в горизонтальных или вертикальных полотнах, в которые должна быть вставлена фурнитура для петель и замочного комплекта. В противоположность этому, и благодаря получаемой этой системой формования весьма компактной периферийной зоне дверного каркаса выполнение обработки края является необходимым лишь для корректировки качества видимых материалов из декоративного дерева с эстетической точки зрения для того, чтобы дверь создавала впечатление выполненной из цельного дерева такого же сорта, что и слоистый материал. Если структура является сандвич-структурой, для среднего слоя используется большее количество материала.
Уровень техники изобретения
В настоящее время древесно-стружечные плиты производят непрерывным процессом в формовочных машинах, которые на ленту ленточного конвейера наливают первый слой продукта большей плотности и древесными частицами малого размера, смешанных с клеем и прочими активными продуктами. К этому слою добавляют второй слой большей толщины, меньшей плотности и частицами меньшего размера и затем добавляют еще один слой, аналогичный первому, наливаемый другой формовочной машиной, создавая сандвич-структуру. Этот слой из частиц дерева и клея может состоять из частиц одного размера с однородным составом, включая известные материалы, такие как DM.
Вне зависимости от структуры и состава слоя, который будет сформирован после прессования плиты до требуемой толщины двери, исходно он имеет толщину порядка 90-170 мм, которая наливается на ленту конвейера, и после прессования в прессе с нагревательными плитами получает толщину в 25-40 мм для стандартных дверей.
Затем он разрезается изготовителем плит в соответствии с размерами, задаваемыми производителем дверей, с целью упрощения перемещения и транспортировки, которая затруднена из-за больших размеров получаемых полотен.
Изготовитель дверей разрезает эти плиты и обрабатывает их для изготовления дверей заданных размеров, исключая участки, соответствующие проемам, которые должны быть отделаны филенками или в которые должны быть вставлены стекла.
В патенте на изобретение Р-200501869 заявлена система изготовления древесно-стружечных плит для дверей с одновременным образованием проемов для отделки филенками или вставки стекол, в которой поступающий от одной или трех формовочных машин слой, в зависимости от того, обладает ли он неизменной плотностью или состоит из трех слоев различной плотности с сандвич-структурой, принимают на лотки или формы, ширина которых предпочтительно соответствует длине подлежащих изготовлению дверей и длина которых равна нескольким ширинам последних, с особым признаком, заключающимся в том, что дно лотков оснащено отверстиями равного размера, соответствующими внутренним поверхностям проемам, которые должны быть отделаны филенками или стеклами.
Форма или лоток включают в себя некую телескопическую опалубку по контуру каждого отверстия, которая обеспечивает такую втягиваемую (отводимую назад) характеристику так, что слой из конгломерированных частиц дерева и клея может быть принят на исходной высоте перед прессованием, и которая допускает разницу в подлежащей поглощению толщине до толщины, которой он должен обладать после сжатия двух нагревательных плит портального пресса, в котором традиционно выполняют уплотнение или сжатие.
Участки слоя или смешанные с клеем частицы, которые заполняют эти проемы, просачиваются сквозь отверстия и собираются нижней лентой конвейера для повторного использования, так как они направляются непосредственно к соответствующим бункерам формовочных машин.
При монтаже в соответствии с этим цитируемым патентом на изобретение существует устройство элеваторной подачи для лотков, которое выдвигается на ленту конвейера и непрерывно проходит под формующими машинами, которые разгружают продукт на эти лотки. Затем они продвигаются к посту предпрессования, где толщина слоя приблизительно уменьшается до половины и удаляется воздух. С помощью другого элеватора лотки загружают в промежуток между нагревательными плитами пресса, а затем другой элеватор собирает их, направляя их к посту извлечения изделия из формы.
В первом дополнительном патенте (Patent of Addition) этого основного патента на изобретение, который цитируется в данном документе, конструкция лотка и его направляющая система были улучшены и упрощены. Втягиваемая опалубка была выполнена в виде простой треугольной детали и эластичного отклоняющего слоя, которые ранее предлагались в этом главном патенте на изобретение, идеально поглощая толщину слоя из конгломерированных частиц и клея перед и после прессования.
Во втором дополнительном патенте (Patent of Addition) этого основного патента изобретения, который цитируется в данном документе, были выполнены некоторые усовершенствования, заключающиеся в оснащении передних краев лотков несколькими опорами, при этом эти опоры оснащены выступающей деталью в виде крюка, который соединен при помощи зубца, предусмотренного в тяговых цепях для группового погрузчика и разгрузчика пресса на различных уровнях, которые имеются у нагревательных пластин этого пресса. На задней опоре лотка также смонтированы другие опоры с выступающей опорой, где соответствующий передней части крюк сцепляется со смежным задним лотком. Новые лотки загружают в пресс одновременно с выходом уже подвергшихся прессованию. Предусмотрен загрузчик тележек, который принимает их по одной из предпрессования и поднимет по мере приема тележек до тех пор, пока загрузка не завершена. И загрузчик, и разгрузчик включают в себя пару конвейерных цепей, на которых лежат лотки для каждого уровня пресса и поддерживаются на мостовой структуре, которая скользит по рольгангу с гидравлическим приводом, для соединения лотков загрузчика с лотками пресса и для соединения лотков разгрузчика с лотками предперссования соответственно.
Описание изобретения
В общем, форма для изготовления дверных каркасов, являющаяся целью изобретения, имеет особое применение при производстве дверных каркасов, которые должны иметь проемы заданной формы, количества и расположения для отделки филенками или остекления. Она обладает особой характеристикой, заключающейся в том, что при производстве отсутствуют отходы материала, или, по меньшей мере, отсутствует необходимость ее повторного направления к бункерам формовочных машин для повторного использования, так как дверь идеально выполнена и обработана, отсутствует только финишное ламинирование без необходимости какой-либо машинной обработки. При получении различных слоев подлежащей формированию сандвич-структуры или одного слоя в случае использования DM материала в форму, в которой он также прессуются, периферия (внешние участки) дверного каркаса также получает большее количество конгломерата для его среднего слоя, чем для остальных. Поэтому при уплотнении или прессовании получают большую плотность, что означает отсутствие необходимости выполнения последующей операции по приклеиванию толстых краев, которую обычно добавляют для обеспечения жесткости периферийной зоны (прежде всего, по горизонтальным или вертикальным границам, на которые должна быть навешена фурнитура для сборки петель и замка). Все это необходимо для выполнения обработки краев для выравнивания качества видимых материалов, выполненных из ценных пород дерева с эстетической точки зрения для того, чтобы дверь создавала впечатление выполненной из массивного дерева.
Согласно изобретению производственная линия включает в себя две формующие машины, в которых размещен конгломерат частиц дерева и клея с двумя плотностями и с двумя размерами частиц, которые требуются для формирования сандвич-структуры или структуры дверного каркаса, как указано ранее.
Формующие машины разгружают продукцию в отдельные дозирующие устройства шестереночного (зубчатого) или аналогичного типа, в которых принимаемый материал взвешивается и/или измеряется с определенной высотой уровня и распределением.
Дозирующие устройства включают в себя отдельные резервуары для продукта и выполнены с возможностью линейного перемещения на рабочем столе для их заполнения продуктом, с возможностью продвижения вперед до расположения над формой, которая постоянно находится в неподвижном положении, с определенными последовательностями продвижения вперед и отведения назад в сочетании с перемещением опускания днища формы для реализации предусмотренной цели, как будет прокомментировано ниже.
Форма образована из неподвижной периметрической рамы, которая повторяет контур дверного каркаса или нескольких поверхностей последней для получения нескольких дверных каркасов во время одной фазы формования и их последующего разделения посредством разрезания. Высота такой периметрической рамы больше толщины дверного каркаса перед уплотнением, иными словами, она превышает высоту каркаса до уплотнения.
На горизонтальную платформу, расположенную в нижней части упомянутой периметрической рамы и выполненную с возможностью вертикального перемещения при помощи нескольких гидравлических цилиндров, опирается первый прямоугольный каркас, выполненный с ней за единое целое, и размеры которого соответствуют размерам проема периметрической рамы, и выполненный с возможностью скольжения в его внутренней части наподобие плунжера, поверхности которого включают в себя столько отверстий, сколько дверных каркасов может изготовляться в форме одновременно. Размеры этих отверстий естественно меньше размеров дверных каркасов, хотя их границы заглублены относительно границ последних, при этом эти проемы остаются в концентрическом расположении относительно прямоугольного контура и скользят из нижнего положения, в котором продукт принимается из формовочных машин с толщиной неуплотненного состояния для заполнения формы, до другого поднятого положения для уплотнения продукта, так что он получает толщину, соответствующую толщине стандартных дверей, при гидравлическом приведении в движение пресса.
Предусмотрен один или более вторых прямоугольных каркасов, взаимно независимых, однако выполненных с возможностью телескопического перемещения внутри каждого проема первого прямоугольного каркаса и представляющих форму поверхности, оставшуюся от дверных каркасов, включающую в себя соответствующие проемы, если они необходимы для отделки филенками или остекления, при этом эти вторые прямоугольные каркасы также выполнены с приводом от гидравлических цилиндров и имеют ту же высоту, что и первый каркас.
Наконец, предусмотрена верхняя плита с возможностью вертикального перемещения, которая образует нагревательную плиту пресса, выполненную с гидравлическим приводом для закрывания формы при введении в контакт с неподвижной периметрической рамой.
Когда дверная филенка должна включать в себя проемы для отделки филенками или остекления, занимаемую ими поверхность заполняют соответствующими блоками, которые остаются неподвижными на одном уровне (заподлицо) с неподвижной периметрической рамой и выполнены и той же высоты, что и рама, и той же формы, что вторые прямоугольные каркасы, телескопически направленные в ее стенах.
Первые прямоугольные каркасы или второй прямоугольный каркас или каркасы выполнены с гидравлическим приводом и образуют нижнюю нагревательную плиту пресса в соответствии с прессованием, которое можно назвать традиционным, так как после уплотнения слоя он прессуется между двух нагревательных плит: верхней и нижней.
Эта нижняя плита имеет форму поверхности, которая принимает продукт, с размерами и геометрическим расположением для формирования дверного каркаса или каркасов в соответствии с несколькими поверхностями первой, которые будут затем, после удаления с формы, разрезаны, как указано выше.
В случае особого использования изобретения, который имеет место, когда дверь включает в себя проемы для отделки филенками или остекления, второй прямоугольный каркас или каркасы включают в себя упомянутые проемы и, так как они выполнены с возможностью вертикального перемещения, их поверхность необходимо поддерживать постоянно закрытой с помощью соответственно закрепленного, вышеупомянутого блока. Если дверь является сплошной, иными словами не содержит проемов для отделки филенками или остекления, второй каркас является сплошным и вся его поверхность принимает слои конгломерата и клея.
Благодаря тому что прямоугольные каркасы выполнены с возможностью нечеткого перемещения, они могут выполнять это с различным шагом. Первый каркас расположен ступенчато относительно второго прямоугольного каркаса, снижаясь в большей степени для приема большего количества продукта и так, что при уплотнении в прессе в этой периметрической зоне получают большую плотность, как было упомянуто ранее.
Верхняя нагревательная пластина пресса и телескопический каркас, который образует его нижнюю нагревательную пластину, на которых расположен конгломерат частиц дерева и клея, может также включают в себя традиционную систему нагрева для плавки мочевино-формальдегидных клеев, которые смешивают с частицами дерева, помимо этого дополнительно включают в себя выпускные сопла для горячего воздуха или пара, которые способствуют улучшению качества сандвич-структуры, а также уменьшают время усадки. На этом же конце периметрическая рама и неподвижные блоки, расположенные в местах проемов для отделки филенками или остекления, также включают в себя систему нагрева, аналогичную системе нагрева нагревательных пластин пресса.
Верхняя нагревательная пластина, которая на всем протяжении процесса загрузки формы разными продуктами для формирования сандвич-структуры оставалась в поднятом положении для обеспечения ввода и вывода дозирующих тележек, которые ранее были нагружены соответствующим продуктом с помощью двух дозирующих устройств, затем опускается для закрытия сверху формы. Загрузка продукта была выполнена на трех фазах, как будет понятно далее со ссылкой на чертежи, что обеспечивает возможность формирования трех слоев сандвич-структуры. Начиная с момента, когда форму закрывают сверху, первый и второй прямоугольные телескопические каркасы подняты, когда поднимается нижняя горизонтальная платформа, однако с той особенностью, что они продвигаются вперед для воздействия на прессование, при этом их ступенчатость уменьшается до тех пор, пока они не достигают одного уровня, и продолжают свое движение до его окончания для получения сандвич-структуры равномерной толщины, однако большей плотности на краю каждой из дверей, получаемых при однократном прессовании, несмотря на то, что затем плита разрезается при помощи пилы, так что разные дверные филенки отделены друг от друга.
Освобождение формы легко выполняется по завершении времени усадки путем поднятия верхней нагревательной плиты, а затем продолжением продвижения вперед нижней платформы до выхода спрессованной плиты из формы.
Для достижения указанных выше целей, обеспечения автоматизации и универсальности при производстве дверей различных видов и моделей для этой конструкции предлагаются определенные усовершенствования.
Форма имеет прямоугольную раму или периметрическую стенку, в которых выполнены различные выемки или проемы с контуром подлежащего изготовлению дверного каркаса для одновременного изготовления нескольких полностью законченных блоков, определяющих составную форму, хотя это также могла бы быть обычная форма для их выполнения на единичной основе. Тем не менее, предыдущая конструкция является намного более рентабельной.
Первый прямоугольный каркас с контуром двери выполнен с возможностью вертикального скольжения в каждой из этих независимых выемок или проемов. Второй прямоугольный каркас выполнен с возможностью телескопического перемещения внутрь первого прямоугольного каркаса, и его внутреннюю выемку, в свою очередь, занимает серия блоков, которые могут перемещаться независимо и которые могут иметь один размер или разные размеры. Эти блоки выполнены с возможностью перемещения одновременно со вторым прямоугольным каркасом, оставаясь на одном уровне с ним, для получения сплошных (массивных) дверных каркасов. Если какой-либо из них удерживается в поднятом положении во время процесса загрузки и уплотнения каркаса, то будут сформированы проемы для отделки филенками или остекления.
Полезная площадь первого прямоугольного каркаса ограничивает зону, в которую будет принято наибольшее количество продукта, а полезная площадь второго прямоугольного каркаса ограничивает оставшуюся зону двери, которая простирается до скользящих блоков или пластин, которые не были подняты, и на которой также размещается слой из конгломерата частиц и клея.
Прямоугольный каркас или периметрическая стенка формы опираются на прочную периметрическую структуру, которая включает в себя колеса для упрощения ее перемещения по паре расположенных на земле рельс, и предназначенных для обеспечения возможности удаления всей формы с ее рабочего места, на котором она расположена в прессе, так что она затем может быть легко отремонтирована и технически обслужена. По ее возращению в исходное положение агрегат немного приподнимают, чтобы осуществить ее снятие с колес для его идеальной посадки на рельсы.
Как первый прямоугольный каркас, так и второй прямоугольный каркас вместе с независимыми промежуточными пластинами, с помощью которых могут быть выполнены проемы для отделки филенками или остекления, опираются на вертикальные стержни, проходящие через верхнюю горизонтальную опорную платформу, приводимую в движение посредством гидравлических цилиндров, для осуществления прессования, как это станет понятным далее. Нижние концы этих стержней опираются на перемещаемый каркас регулируемой высоты, при помощи которого возможно изменять высоту загрузки, так как снизу он оснащен несколькими колесами, которые скользят в нескольких клиньях каркаса, который выполнен с возможностью смещения в горизонтальном направлении, опираясь на другие колеса, соединенные с нижней частью периметрической структуры, при этом это движение выполняется при помощи ротора и сцепленной с рейкой шестерней.
Длина опорных стержней для первого прямоугольного каркаса меньше их длины для второго прямоугольного каркаса, при этом длина последних равна опорным стержням для пластин, так как они находятся на одном уровне с последним прямоугольным каркасом. Взаимное ступенчатое расположение прямоугольных каркасов определяет большую толщину загрузки в периметрической зоне двери. Эта разница в уровнях может быть легко изменена путем расположения нескольких клиньев в поддерживающей опоре для вертикальных стержней, увеличивая или уменьшая их количество.
Для обеспечения возможности поднятия соответствующих пластин для формирования проемов для отделки филенками или остекления все они, в свою очередь, опираются на стержень соответствующего гидравлического цилиндра на продольной металлической полосе, которая расположена по центру относительно поверхности каждой двери. Эти опорные балки гидравлических цилиндров выполнены в соответствующих стойках, которые опираются на горизонтальные балки, неподвижно закрепленные на земле.
Стержни этих цилиндров соединены с каждым блоком или пластиной для обеспечения возможности его поднятия или опускания в соответствии с типом, формой и расположением проема или проемов для отделки филенками или остекления, при этом эти стержни проходят через верхнюю опорную платформу, как и вертикальные стержни.
Первый и второй каркасы поддерживаются лишь четырьмя стержнями, расположенными в угловых зонах, так как они должны удерживать фактический вес только каркаса и загруженного продукта, при условии, что давление уплотнения создает верхняя платформа через несколько опорных пластин, закрепленных на ее активной поверхности, при этом все они выполнены одной высоты и обращены к каждому из первого и второго прямоугольного каркаса. Эти опорные пластины также сформированы в связи с участками или пластинами, формирующими проемы для отделки филенками или остекления. Верхняя платформа давления не находится в прямом контакте с каркасами и пластинами, вместо этого опорные пластины расположены с возможностью формирования под ними проемов для чистки и удаления остатков, которые могут затвердевать.
При поднятии верхней опорной платформы для начала уплотнения сначала поднимается первый каркас или точнее первые каркасы, которые включают в себя составную форму (в количестве восьми для оптимизации изготовления), до тех пор, пока не сравняется (установится заподлицо) со вторым каркасом или каркасами, в этот момент соответствующие опорные пластины входят в контакт со вторыми прямоугольными каркасами, после чего они одновременно поднимаются. Во время этого незначительного перемещения ступенчатости происходит уплотнение или прессование периметрической зоны дверного каркаса в каждом из проемов составной формы и тем самым достигается большая плотность, что и было желательно. Естественно, после удаления дозирующих устройств, используемых для загрузки формы, в процессе уплотнения форма должна оставаться покрытой нагревательной плитой пресса.
Образующие проемы пластины для отделки филенками или остекления удерживаются на верхнем уровне заподлицо с формой формы, в то время как остальные постоянно сопровождают второй, или внутренний прямоугольный, каркас телескопического блока.
Определенные усовершенствования усматриваются как в неподвижной части формы, так и в поднимающейся и опускающейся конструкции первого и второго каркасов, которые заключаются в упрощении для изменения шага перемещения в зависимости от разных толщин дверных каркасов.
Во-первых, можно упомянуть, что прямоугольный каркас, с помощью которого в одном цикле прессования изготавливают несколько блоков, вместо того, чтобы являться неподвижным для изготовления стандартных дверных каркасов, разделен на две части: неподвижную наружную часть, периметрическую к каждому отдельному блоку, и другую перемещаемую внутреннюю часть, которая выполнена с возможностью телескопического смещения внутри этого блока и расположения в двух положениях: верхнем, в котором она расположена заподлицо с наружной периметрической частью для изготовления стандартных дверных каркасов, и в другом нижнем положении для изготовления дверных каркасов больших длины и ширины, путем опускания на некоторую величину аналогично первому прямоугольному каркасу для получения большего объема материала для прессования.
Кроме того, наружная неподвижная часть каждого независимого блока имеет продольные стенки, оснащенные отдельными перемещаемыми металлическими полосами, которые могут быть опущены на большую или меньшую величину аналогично внутренней подвижной части для изготовления дверных каркасов на треть больше по ширине, принимая также большее количество загружаемого для прессования материала. Эти последние двери широко применяются в качестве дверей в больничных коридорах.
Как перемещаемые металлические полосы, так и внутренняя периметрическая часть опираются на вертикальные стержни, которые, в свою очередь, поддерживаются на поперечинах отдельных каркасов, которые являются независимыми для различных блоков формы и поддерживаются посредством нескольких первых гидравлических цилиндров и нескольких вторых гидравлических цилиндров для связанного с загрузкой продукта независимого перемещения, в зависимости от положения, занимаемого дозирующими устройствами для продуктов, формирующих сандвич-структуру.
Металлические полосы и перемещаемая внутренняя периметрическая часть могут занимать самое нижнее положение и, в свою очередь, ступенчатое положение первого и второго каркасов для получения большей загрузки продукта для формирования каркасов для дверей большого размера просто с помощью гидравлических цилиндров, помогая им выдвигаться или втягиваться на заданное расстояние в зависимости от команды, полученной от автоматического блока с компьютерным управлением. Движения наполнения (опускание) выполняются последовательно во время продвижения дозирующих устройств вперед, как это будет понятно далее, так как при их перемещении к одной стороне происходит разгрузка продукта для двух слоев сандвич-структуры. Когда подвижный каркас, на котором расположены дозирующие устройства, выходит из пресса, затем выполняется прессование и, следовательно, при его возвращении обратно на другую сторону происходит одновременное извлечение дверных каркасов, как только поднимается верхняя плита пресса и выдвинулись его нижние цилиндры для удаления дверного каркаса из формы.
Во время обратного перемещения формы последовательно наполняются образом, аналогичным описанному выше, затем переходят к прессованию и удалению дверных каркасов для нового цикла.
Еще одно из приводимых улучшений, составляющее сущность данного изобретения, состоит в упрощении механизмов поднятия и опускания первого и второго каркасов более раннего вида выполнения для изготовления стандартных дверных каркасов, или которые перемещаются вместе с перемещаемой частью периметрического каркаса в случае изготовления дверей большей ширины или высоты без необходимости предоставления подвижных каркасов на колесах, приводимых в движение посредством наклонных плоскостей перемещаемого вбок каркаса, так как обеспечено перемещение гидравлических цилиндров при помощи автоматического управления, при котором шаг очень точен.
Еще одно усовершенствование, рассматриваемое изобретением, заключается в новой конструкции дозирующего устройства, которое выполняет перемещение вперед (загружая все элементы формы в прессе), затем останавливается вне пресса, обеспечивая возможность выполнения прессования, возвращается на другую сторону с одновременным наполнением форм, останавливается на этой стороне, обеспечивая возможность выполнения прессования, и так далее в этой последовательности.
Дозирующее устройство включает в себя большой центральный бункер с продуктом, который образует центральную часть сандвич-структуры, и еще два боковых бункера меньшего размера, содержащих продукт для ее наружных слоев.
На дне бункеров находятся вращающиеся ролики с лопатками, на которых расположен конгломерат частиц дерева и клея для заполнения формы в соответствии с запрограммированной последовательностью операций. Так как центральный бункер содержит намного большее количество продукта для разгрузки в форму, чем боковые бункеры, днище занято двумя лентами конвейера, которые продвигаются к центру, где расположены три лопастных ролика. Кроме того, предусмотрены два конвейера, расположенные под прямым углом к перемещению вперед лент этих перемещающих продукт боковых конвейеров, что помогает добиться его равномерного распределения в форме.
В передней и задней частях транспортировочного каркаса для дозирующих устройств расположены несколько двойных чистящих роликов. Внутренние ролики расположены наклонно для лучшего сметания и разравнивания наливаемого в форму слоя, как будет понятно в дальнейшем в связи с чертежами.
Для лучшего понимания характеристик изобретения и формирования внутренней части этого описания прилагаются листы планов, на которых в качестве иллюстрации, не ограничивающей сущность изобретения, представлено следующее.
Краткое описание чертежей
Фиг.1 - схематичный вид установки для изготовления дверных каркасов в системе, являющейся объектом изобретения.
Фиг.2 - вид сбоку в разрезе того же пресса 1, используемого в показанной на фиг.1 установке.
Фиг.3 - схематичный вид в продольном разрезе формы, в которой в ходе одной операции одновременно изготавливаются несколько дверных каркасов, включающей в себя верхнюю нагревательную пластину пресса в поднятом положении для обеспечения возможности загрузки формы, вместе с нижней платформой, соединенной с телескопическими прямоугольными каркасами, также соответствующий разрезу вдоль линии разреза А-А фиг.4.
Фиг.4 - частичный вид сверху формы для одновременного изготовления нескольких дверных каркасов согласно фиг.3 с двумя проемами различных размеров для вставки панелей или остекления.
Фиг.5 - последовательность движений для заполнения формы продуктом для прессования, поступающим из двух формовочных машин, включая заключительное положение (d) верхней нагревательной плиты пресса, которая закрывает форму для обеспечения прессования.
Фиг.6 - вид сверху формы, изображающий при помощи примеров различные модели дверей, которые могут быть изготовлены, исходя из соответствующих дверных каркасов, формируемых в форме согласно изобретению, соответствующих позициям а, b, с, d, е и f.
Фиг.7 - вид сверху различных дверных каркасов, соответствующих позициям а, b, с, d, е и f на фиг.6.
Фиг.8 - частичный вид сверху формы для изготовления дверных каркасов согласно изобретению, подготовленной для изготовления дверных каркасов формы, соответствующей показанной.
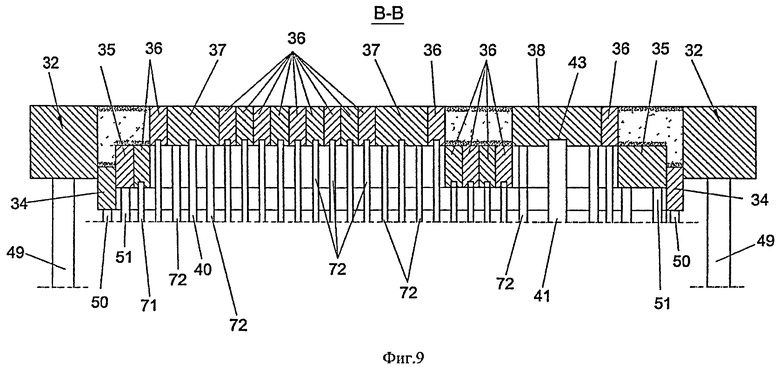
Фиг.9 - участок вдоль линии разреза В-В на фиг.8.
Фиг.10 - последовательность перемещений в четырех фазах а), b), с), и d) для заполнения формы и прессования продукта до получения окончательной толщины дверного каркаса.
Фиг.11 - вид в продольном разрезе формы согласно изобретению, на котором в качестве примера одновременно формируют три сплошные филенки двери, расположенные под портальным прессом, и справа от него показано положение извлечения формы из пресса для ее ремонта или технического обслуживания.
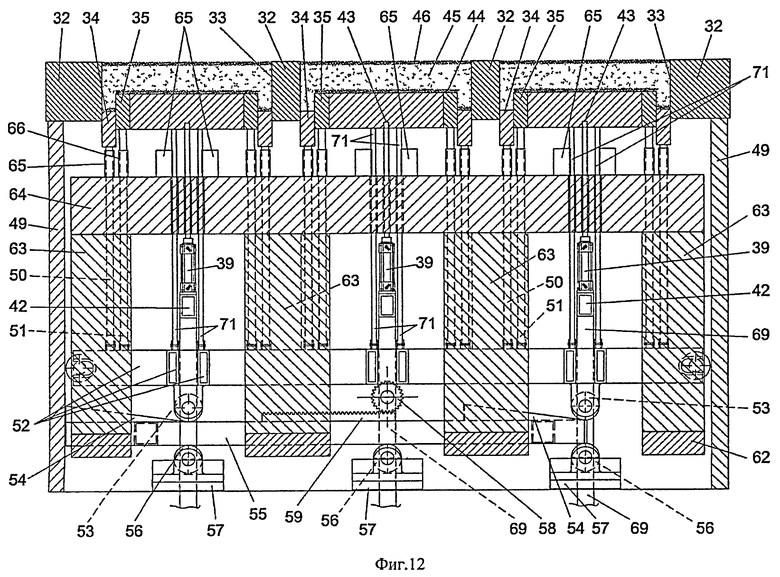
Фиг.12 - вид большего размера фактической формы, представленной на фиг.11.
Фиг.13 - вид сверху верхней опорной платформы и расположения опорных пластин для первого и второго прямоугольных каркасов вместе с пластинами или блоками, обеспечивающими формирование проемов для отделки филенками или остекления.
Фиг.14 - увеличенный вид детали С, представленной на фиг.13.
Фиг.15 - вид в поперечном разрезе той же формы, представленной на фиг.11, расположенной под портальным прессом.
Фиг.16 - вид большего размера фактической формы, представленной на фиг.15.
Фиг.17 - частичный вид в поперечном разрезе портального пресса для изготовления дверных каркасов, который содержит некоторые усовершенствования, являющиеся объектом настоящего изобретения, подготовленного для получения в данном случае сплошных дверных каркасов большего размера по высоте и ширине, чем стандартные дверные каркасы.
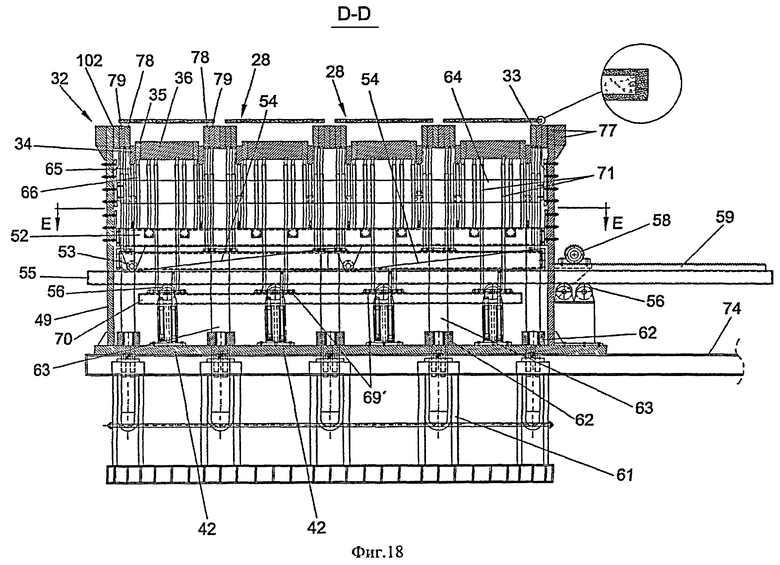
Фиг.18 - частичный вид в продольном разрезе той же формы, представленной на фиг.17, соответствующий изображенному на фиг.17 участку D-D и конкретному случаю одновременного изготовления четырех дверных каркасов.
Фиг.19 - секционный вид сверху того, что показано на фиг.18, и соответствующий изображенному на фиг.18 участку вдоль линии Е-Е.
Фиг.20 - вид сверху той же формы, что и на фиг.18.
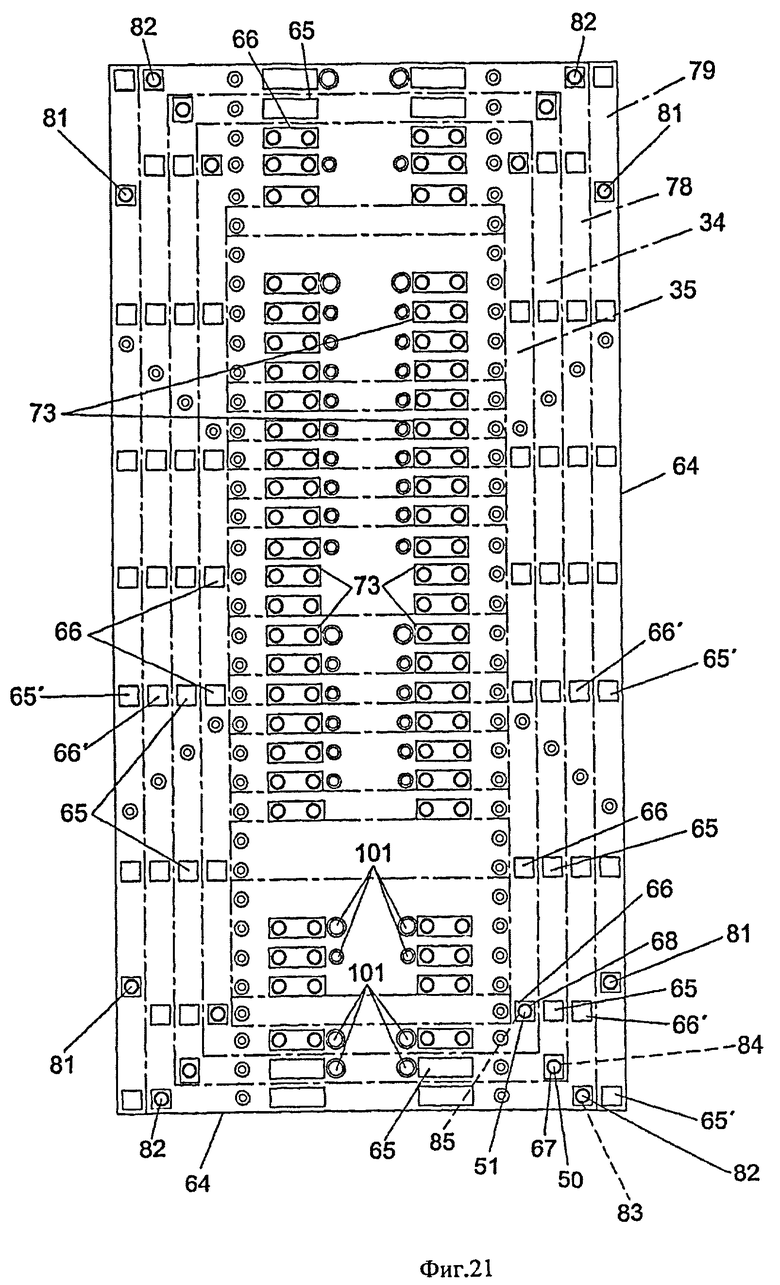
Фиг.21 - вид сверху всей подвижной части блока формы, то есть всех элементов внутри контура наружной неподвижной периметрической части каждого отдельного блока.
Фиг.22 - частичный вид в поперечном разрезе формы для четырех блоков его неподвижной части.
Фиг.23 - частичный вид в продольном разрезе той же формы, представленной на фиг.22.
Фиг.24 - частичный вид в продольном разрезе той же формы, иллюстрирующий систему нагрева и охлаждения.
Фиг.25 - частичный вид в продольном разрезе, аналогичный показанному на фиг.18, однако внутренняя конструкция формы более упрощена в соответствии с третьим вариантом осуществления настоящего изобретения, иными словами, не включающая подвижные каркасы с наклонными поверхностями для подъема или опускания, так как используются только гидравлические цилиндры.
Фиг.26 - вид в секционном поперечном разрезе, аналогичный виду на фиг.5, однако также исключающий подвижные каркасы с наклонными поверхностями, как указано для предыдущей фигуры.
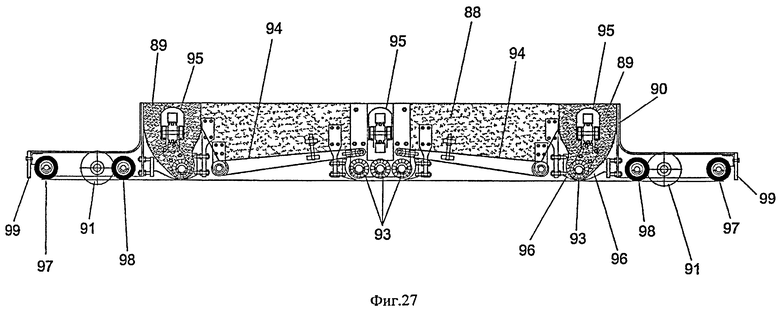
Фиг.27 - вид в частичном продольном разрезе транспортировочного каркаса дозирующих устройств для наполнения формы, которые скользят вдоль ее верхней части, что показано на фиг.25.
Фиг.28 - вид сверху ниже вида, проиллюстрированного на фиг.17.
Фиг.29 - вид сверху вида, проиллюстрированного на фиг.27.
Фиг.30 - вид в боковом разрезе вида, проиллюстрированного на фиг.29.
Подробное описание предпочтительного варианта осуществления изобретения
Со ссылкой на нумерацию, принятую для фиг.1-5 и, прежде всего, в отношении фиг.1, представлена форма для изготовления дверных каркасов согласно изобретению, начиная с использования двух формующих машин 1 и 2, в которых находится конгломерат частиц дерева и клея, в соответствии с двумя плотностями и размерами частиц, смешиваемыми с мочевино-формальдегидными клеями. В формующей машине 1 находится компонент большей плотности, который займет наружные слои сандвич-структуры плиты для дверного каркаса, а в формующей машине 2 находится компонент меньшей плотности, который останется в центральной части плиты.
Формующие машины 1 и 2 расположены в неподвижных точках, и загрузка соответствующих дозирующих устройств 3 и 4 выполняется при помощи смещения последних, так как они могут продвигаться вперед на рабочем столе. Оба дозирующих устройства 3 и 4 линейно соединены и могут быть размещены внутри пресса 6 на форме, которая подлежит заполнению, сначала частью продукта, подаваемого дозирующим устройством 3, затем она принимает содержимое дозирующего устройства 4 и наконец в форму разгружается остаток продукта дозирующего устройства 3, формируя таким образом сандвич-структуру, при этом эти движения согласованы с запрограммированными опусканиями подвижной базы формы.
Пресс 6 включает в себя верхнюю нагревательную плиту 7, выполненную с возможностью вертикального перемещения при помощи гидравлических цилиндров 8, закрывающую форму 9, которая последовательно принимает продукт из дозирующих устройств 3 и 4.
На фиг.2 проиллюстрирован вид сбоку пресса 6 с верхней нагревательной плитой 7, расположенной на расстоянии от формы 2, как показано на фиг.1.
Форма 9 схематично представлена на фиг.3 в разрезе и в виде сверху на фиг.4. Внешний каркас 10 является неподвижным и определяет стенки формы 9 (см. фиг.4). В его внутреннем периметре скользит первый прямоугольный каркас 11, который точно повторяет его контур, и может в нем скользить по типу плунжера. Он имеет ту же поверхность, что и подлежащие формованию двери (по меньшей мере три из них показаны на фиг.4, так как это частичный вид сверху), и представляет собой поверхность с проемами 12 в количестве, соответствующем количеству формируемых дверных каркасов. Линия соединения двух смежных дверей показана штрихпунктирными линиями 13, которые позже, в конце процесса, станут линиями разрезания плиты для отделения разных дверных каркасов, сформированных в ходе одного прессования.
Соответствующий прямоугольный каркас 14, скользящий в каждом отверстии 12, имеет проемы 15 и 16 для отделки филенками или остекления, которые в примере показанного варианта осуществления имеют различные размеры.
Первый прямоугольный каркас 11 задан перекладинами 17, концевыми поперечинами 18 (левая из которых видна на фиг.4) и центральными поперечинами 19, при этом последние выполнены в двойном размере так, как это будет видно непосредственно ниже, они должны обеспечить, чтобы конечные полосы следующих друг за другом дверных каркасов, которые они ограничивают, оставались уплотненными так же, как в зонах по периметру.
Все эти части подвижного каркаса 11 отчетливо видны на фиг.3.
Каждый из вторых каркасов 14 имеет несколько секций, расположенных в поперечном направлении, параллельных и скользящих в обозначенных позициями 18 и 19 участках первого прямоугольного каркаса 11, обозначенного в этом случае позицией 20.
Ссылочные позиции 21 и 22 обозначают неподвижные блоки, занимающие положения проемов 15 и 16 для отделки филенками или остекления.
Прямоугольный каркас 11 выполнен за единое целое с нижней платформой 23.
С такой конструкцией и со специальной ссылкой на фиг.5, на которой проиллюстрированы различные последовательные фазы изготовления этого продукта, заполнение формы и окончательное прессование выполняется следующим образом. Подаваемый от первой формующей машины 1, измеренный и взвешенный продукт поступает к дозирующему устройству 3 и от него в форму 9, при расположении прямоугольных каркасов 11 и 14 на одном уровне (на фиг.5 видны только соответствующие участки 18 и 20 в различных положениях или фазах), и удаляется относительно края периферийного каркаса 10.
В показанной на фиг.1 увеличенной части видна конструкция зубчатого дозирующего устройства, выполненного очень точным, так как в форму должна быть разгружена половина продукта, содержащегося в дозирующем устройстве 1. Выливаемый в форму первый слой соответствует нижнему слою сандвич-структуры и обозначен в положении а) ссылочной позицией 24.
После этого это дозирующее устройство 3 осуществляет боковое смещение вправо на фиг.1, а дозирующее устройство 4 в положении разгрузки в форму 9 остается неразрывным и выполненным с ним за единое целое. При этом смещении одновременно происходит подметание или разравнивание формы так, что нижний слой 24 становится однородным и поверхность формы остается чистой.
Затем как только оба прямоугольных каркаса 11 и 14 опустились и заняли положение b), как показано на фиг.5, происходит полная разгрузка второго дозирующего устройства 4 с более плотным продуктом или центральной частью сандвич-структуры (на этих фигурах видны только поперечные участки рам, соответствующие ссылочным позициям 18 и 20 соответственно). Это перемещение достигается посредством управления гидравлическими цилиндрами до заданного уровня, которые подают команду на смещение телескопического прямоугольного каркаса 14, расположенного на нижней платформе 23. Благодаря ступенчатому расположению в этом положении разгрузки и тому факту, что соответствующий участку 18 прямоугольный каркас прошел большее расстояние, чем участок 20 прямоугольного каркаса 14, во внешний участок формы поступает большее количество материала. Этот промежуточный слой, распространяемый таким образом, обозначен ссылочной позицией 25.
Затем происходит возврат первого дозирующего устройства 3 для повторного расположения над формой 9 одновременно с ее подметанием и выравниванием и происходит одновременное опускание обоих телескопических каркасов 11 и 14 (участки 18 и 20 соответственно) в соответствии с шагом опускания, соответствующим толщине оставшегося наружного слоя сандвич-структуры, с разгрузкой более мелкого продукта до наполнения формы согласно слою, указанному ссылочной позицией 26 в положении с), как показано на фиг.5. Как отчетливо видно, центральный слой 25 в левой зоне, как и требовалось, толще, чем в правой зоне, так что по завершении уплотнения плотность внешнего участка может быть больше, чем плотность центральной зоны. На внешних участках проемов 15 и 16 для отделки филенками или остекления отсутствует необходимость в большей плотности, так как здесь будут расположены формы для установки панелей или стекла.
Как только форма 9 заполнена, дозирующие устройства 3 и 4 возвращаются в исходное положение вне формы 9 для обеспечения опускания верхней нагревательной плиты 7 до вхождения с ней в контакт, что соответствует положению d) на фиг.5.
Наконец, когда нижняя платформа 23 поднимается на высоту, соответствующую конечной толщине дверного каркаса, два прямоугольных каркаса 11 и 14 располагаются на одном уровне (заподлицо) и продолжают подниматься таким образом до тех пор, пока не займут положение d), показанное на фиг.5.
Как понятно из фиг.5, по завершении времени усадки верхняя нагревательная плита 7 поднимается и происходит раскрытие формы, в то время как нижняя платформа 23 продолжает подниматься. Когда спрессованная плита покидает форму, ее удаляют для совершения нового цикла.
В этом положении d), показанном на фиг.5, внешняя часть среднего слоя 25 сандвич-структуры, которая получила большее количество продукта и более сильно уплотнена до желаемой величины, обозначена позицией 27.
Ссылаясь на фиг.6-16, можно видеть определенные усовершенствования формы для изготовления дверных каркасов согласно другому варианту осуществления изобретения. Как показано на фиг.6, обеспечено производство дверных каркасов, которые являются оба сплошными 28а (положение а) и с одним или более проемом для отделки филенками или остекления, просто при помощи быстрого воздействия на определенные элементы ее конструкции, в зависимости от расположения, количества и/или распределения этих проемов. В положении b) показана дверь 28b с одним проемом 29а прямоугольной формы. В положении с) показана дверь 28с с двумя проемами 29, 29с с прямым или изогнутыми нащельниками или накладками 30, при этом прямые детали указаны ссылочным обозначением 30а, а изогнутые - ссылочным обозначением 30b. В положении d) показана дверь 28d с тремя проемами 29с, которые сочетают в себе прямые накладки 30а с изогнутыми накладками 30b, а в положении е) показана дверь 28d с тремя проемами 29с только с прямыми накладками 30а. Наконец, в положении f) показана дверь 28f с четырьмя проемами 29d, при этом нижний имеет большую высоту, чем остальные. Для упрощения обозначения этих элементов двери, проемы и накладки будут соответственно обозначаться ссылочными позициями 29 (двери), 29 (проемы), 30 (накладки), даже несмотря на то, что они могут геометрически отличаться.
На фиг.7 показаны различные дверные каркасы, соответствующие показанным на фиг.6 (положения с, d, е и f) дверям, которые должны быть просто заламинированы, обработаны по краям и оснащены прямыми или изогнутыми нащельниками 30, обозначенные позициями 31с, 31d, 31e и 31f соответственно, а в целом они обозначены здесь позицией 31.
Например, видно, что дверной каркас 31d и дверной каркас 31e имеют три проема разной высоты, так как первые должны быть обработаны на горизонтальных границах, которые должны быть оснащены изогнутыми нащельниками.
Показанная на фиг.6 дверь 28а соответствовала бы не показанному на фиг.7 дверному каркасу 31а, и которую мы назовем сплошной, иными словами, без проемов для отделки филенками или остекления.
На фиг 8 и 9 частично показана в виде сверху форма для изготовления дверных каркасов в соответствии со вторым вариантом осуществления изобретения, определенная жесткой рамой 32, которая является неподвижной и задает входное отверстие формы для одновременного изготовления трех, в этом случае, дверных каркасов 31, имеющих три соответствующих отверстия 33, которые обладают контуром и размерами подлежащих изготовлению «дверных каркасов» 31 (все показанные и те, которые могут быть выполнены в этой форме, имеют одинаковые стандартные размеры по контуру).
Вставками в эти отверстия 33 являются соответственно первые независимые прямоугольные каркасы 34 или наружные каркасы 34 телескопического блока, которые выполнены за единое целое с внутренними прямоугольными каркасами или вторыми прямоугольными каркасами 35, при этом и те и другие выполнены с возможностью независимых и различных перемещений на определенных фазах загрузки и прессования продукта, как будет видно в дальнейшем в основном в связи с фиг.10.
Внутреннюю поверхность второго прямоугольного каркаса 35 занимают поперечные пластины или блоки, расположенные группами, некоторые небольшого размера (обозначенные ссылочной позицией 36), другие, обозначенные ссылочной позицией 37, среднего размера, и еще одни большего, чем остальные, размера, обозначенные ссылочной позицией 38.
Эти пластины 36, 37 и 38 приводятся в движение соответствующими гидравлическими цилиндрами 39, 40 и 41 пропорциональных им размеров, каждый из которых опирается на поперечные брусья 42, которые повторяют средние линии отверстий 33. На фиг.8 видны стержни этих цилиндров, соединенные с выемками 43 основания соответствующих пластин (фиг.12).
На фиг.10 проиллюстрированы различные последовательные фазы изготовления дверных каркасов: заполнение формы и окончательное прессование, которое выполняется следующим образом.
Подаваемый от первой формующей машины, измеренный и взвешенный продукт поступает к дозирующему устройству и от него в форму при расположении прямоугольных каркасов 34 и 35 на одном уровне относительно границы периметрической рамы 32 или входного отверстия формы.
Для разгрузки используется зубчатое дозирующее устройство, конструкция которого выполнена очень точно, так как в форму должна быть разгружена половина продукта, содержащегося в дозирующем устройстве. Этот выливаемый в форму слой соответствует нижнему слою сандвич-структуры и обозначен ссылочной позицией 44 в положении а).
Затем происходит боковое смещение первого дозирующего устройства, при этом второе дозирующее устройство (закреплено в прилегающем положении) остается в положении разгрузки над формой. При этом смещении одновременно происходит подметание или разравнивание формы так, что нижний слой 44 становится однородным и поверхность формы остается чистой. Затем как только оба прямоугольных каркаса 34 и 35 опустились и заняли показанное на фиг.10 положение b), происходит полная разгрузка второго дозирующего устройства с более плотным продуктом или центральным продуктом сандвич-структуры (на этих фигурах видны только поперечные участки прямоугольных каркасов). Этого добиваются, управляя до заданного уровня гидравлическими цилиндрами, которым дают команду на смещение расположенных в нижней части телескопических прямоугольных каркасов 14, как будет понятно далее. Благодаря ступенчатому расположению в этом положении разгрузки и тому факту, что прямоугольный слой 34 прошел большее расстояние, чем прямоугольный слой 35, во внешний участок формы поступает большее количество материала. Этот распространяемый таким образом промежуточный слой обозначен ссылочной позицией 45 на фиг.10.
Затем происходит возврат первого дозирующего устройства для повторного расположения над формой, одновременно с выполнением ее подметания и выравнивания, и происходит одновременное опускание обоих телескопических каркасов 34 и 35 в соответствии с шагом опускания для получения оставшегося наружного слоя сандвич-структуры (положение с) с более мелким продуктом до наполнения формы согласно верхнему слою, указанному ссылочной позицией 26 в положении с) на фиг.10. Как отчетливо видно, промежуточный слой 45, как и требовалось, толще на внешнем участке, так что по завершении уплотнения (положение d) плотность внешней зоны будет больше, чем плотность центральной зоны. Боковое уплотнение относительно неподвижной рамы 32 означает, что край каркаса имеет большую плотность. На внешних участках проемов для отделки филенками или остекления необходимость в большей плотности отсутствует, так как именно здесь будут расположены формы для установки панелей или стекла.
Перед выполнением уплотнения дозирующие устройства возвращаются в исходное положение вне формы для обеспечения опускания верхней нагревательной плиты 47 (наиболее отчетливо видна на фиг.11) до введения с ней в контакт, что соответствует положению d) на фиг.10. Когда начинается уплотнение, два прямоугольных каркаса 34 и 35, которые расположены ступенчато, начинают стремиться к расположению на одном уровне и продолжают подниматься таким образом до тех пор, пока не займут показанное на фиг.10 положение d) на высоте, соответствующей конечной толщине дверного каркаса. По завершении времени схватывания верхняя нагревательная плита 47 поднимается и происходит освобождение формы, так как нижние цилиндры продолжают гидравлически выдвигаться. Когда спрессованная плита покидает форму, ее удаляют для начала нового цикла.
В показанном на фиг.10 положении d) под ссылочной позицией 45 обозначена внешняя часть промежуточного слоя 45 сандвич-структуры, которая получила большее количество продукта и более сильно уплотнена.
На фиг.11 и 15 и более крупно на фиг.12 и 16 видно, что пластины 36, 37, 38 находятся на одном уровне со вторым каркасом 35 и вместе перемещаются, как будет понятно далее. В этом случае формируется сплошной дверной каркас 28, так как поступающий от дозирующих устройств продукт заполнял бы всю поверхность показанной на фиг.12 формы (в трех проемах 33).
Опорная конструкция каркасов и их смещение представляет следующую конструкцию.
Неподвижная рама 32, выполненная с отверстиями 33 или загрузочными входными отверстиями продукта, опирается на внешнюю стенку 49. Первый прямоугольный каркас 34 каждого отверстия опирается на несколько вертикальных стержней 50, а вторые прямоугольные каркасы опираются на несколько вертикальных стержней 51 большей длины для поддержания положения в виде ступенек, которое позволяет большую загрузку. Высота этой ступеньки может быть преимущественно изменяемой путем выставления большего или меньшего количества клиньев в основание вертикальных стержней. В свою очередь, все вертикальные стержни опираются на каркас 52 колес 53, которые способны продвигаться на наклонной поверхности 54, закрепленной наверху перемещаемого каркаса 55, который способен выполнять это благодаря опоре на колеса 56. Эти колеса 56 установлены на опорах 57, неподвижно закрепленных на продольных стенках 49 опоры для неподвижной рамы 32 (см. фиг.16).
На фиг.12 можно видеть шестерню 58, которая вводится в зацепление с зубчатой рейкой 59, выполненной за единое целое с подвижным каркасом 55, несущим наклонные плоскости 54. Когда приводной двигатель 60 поворачивается (см. правую часть фиг.6), колеса 53 перемещаемого каркаса перемещаются посредством наклонных поверхностей 54 и рама 52 поднимается. Таким образом, обеспечена заданная разница в высоте между прямоугольными каркасами 34 и 35 и подвижными пластинами 36, которые не занимают положения проемов для отделки филенками или остекления, что определяет средства регулировки окончательной толщины дверного каркаса 28, подлежащего изготовлению с различными стандартными размерами.
После установления положения наклонных плоскостей 54 они приводятся в движение гидравлическими цилиндрами 61 пресса: опускаются для загрузки продукта и поднимаются для уплотнения. Цилиндры 61 воздействуют на нижние металлические полоски 62 через стойки 63, таким образом прижимая верхнюю платформу 64, которая оснащена упорными пластинами 65 и 66, воздействующими непосредственно на первый и второй каркасы. Таким образом, под ними образуются проемы для обеспечения подлежащей выполнению корректной очистки.
Верхняя платформа 64 оснащена отверстиями 67 и 68 для прохождения всех стержней 50 и 51, на которых поддерживаются прямоугольный первый, или внешний, каркас 34 и второй, или внутренний прямоугольный, каркас 35 соответственно. Вертикальные стержни 50 расположены только в угловых зонах, так как они должны удерживать вес только каркаса и загруженного в него продукта, состоящего из конгломерата частиц дерева и клея. Вертикальные опорные стержни 51 для каждого второго прямоугольного каркаса 35 также расположены в угловых зонах по той же причине.
Небольшие гидравлические цилиндры 39, 40 и 41, которые поднимают пластины (36, 37, 38) для образования проходов, также проходят через отверстия, выполненные в соответствии с верхней платформой 64.
Поперечные металлические полосы 42, на которых поддерживаются все цилиндры 39, 40 и 41, опираются на другие стержни 69, которые начинаются от горизонтальных трубчатых балок 70, опирающихся на землю.
Как первый и второй прямоугольный каркасы 34 и 35 опираются на стержни 50 и 51, так и все пластины 36, 37 и 38, способные формировать проемы для отделки филенками или остекления (на фиг.15 отверстия не показаны, так как формируются сплошные двери), опираются на пары стержней 71 или двойные пары 72 (в зависимости от размера), которые также проходят через отверстия в верхней опорной платформе 64 и которые опираются ниже на тот же каркас 52 колес 53, как это делали стержни 50 и 51, поддерживающие вес пластин и лежащей на них загрузки, как было описано ранее, так как сжимающие силы создаются только опорными пластинами 65 (для первого прямоугольного каркаса 34), опорными пластинами 66 (для вторых прямоугольных каркасов 35) и посредством опорных пластин 73, которые могут быть одинарными или двойными аналогичным образом в зависимости от размера. Их распределение показано на фиг.13 и 14 для пластин 36, 37 и 38, формирующих проемы для отделки филенками или остекления.
Ссылочная позиция 74 обозначает рельсы, на которые опирается форма посредством колес 75, закрепленных на опорах 76, прикрепленных к продольным стенкам для опоры неподвижной рамы 32. Когда необходимо выполнить операцию ремонта или технического обслуживания, устанавливают колеса, слегка приподнимая весь блок с помощью нижних подъемных цилиндров 61, обеспечивая возможность снятия всего блока с рельсов 74. По возвращении формы на место в пресс эти колеса 75 снимают.
Первый и второй каркасы 34 и 35, вместе с пластинами 36, 37 и 38, формирующими проемы для отделки филенками или остекления, оснащены системой нагрева, аналогичной нагревательной пластине 47 пресса, так как сами они образуют нижнюю нагревательную пластину.
Со ссылками на фиг.17-30, является очевидным, что дверные каркасы могут быть выполнены стандартного размера, а также другие дверные каркасы с особыми размерами: с большей длиной и шириной и другие виды дверей большего размера с большей шириной, чем предыдущие.
Эти пластины 36, 37 и 38 приводятся в движение соответствующими гидравлическими цилиндрами 39, 40 и 41, которые опираются на неподвижные поперечные балки, которые следуют средним линиям отверстий 33 и которые в показанном на фиг.17-30 случае опираются на нижние плиты 42 (фиг.18).
Первый прямоугольный каркас 34 каждого отверстия 33 опирается на вертикальные стержни 50, а вторые прямоугольные каркасы 35 опираются на вертикальные стержни 51 большей длины для удержания положения в виде ступенек, которое позволяет обеспечивать большую загрузку. Вместо изменения высоты этой ступеньки при помощи вставки большего или меньшего количества прокладок в основание вертикальных стержней, как было рассмотрено в описании предыдущего варианта осуществления изобретения (фиг.6-16), как будет понятно далее, разницы в высоте добиваются только при помощи управления выдвижением и отводом гидравлических цилиндров, которое выполняется при помощи компьютера и абсолютно точным образом.
Кроме того, на фиг.18 показана шестеренка 58, которая вводится в зацепление с наружной зубчатой рейкой 59, прикрепленной к подвижному каркасу 55. На фиг.19 показаны две зубчатые рейки 59, по одной на каждой стороне для большей стабильности функционирования, в которые входят в зацепление соответствующие шестеренки 58, вставленные в выходной вал приводного двигателя 60. Когда двигатель поворачивается, колеса 53 подвижного каркаса 52 при помощи наклонных плоскостей 54 смещаются и рама 52 поднимается.
На нижние поперечные металлические полосы 42 опираются цилиндры 39, 40 и 41, распределенные попарно, которые в этом случае взаимно одинаковы, так как когда подлежащий поднятию блок имеет больший размер, он поднимается при помощи двух пар, как показано на фиг.17. Ссылочная позиция 39 обозначает цилиндры, соответствующие меньшим пластинам или поперечным частям, позиция 40 обозначает пластины промежуточного размера, а позиция 41 обозначает цилиндры, используемые для поддержки больших пластин. Другое решение заключается в использовании пары цилиндров 40 и усилении опорных стержней, как будет видно далее.
Цилиндры 39, 40 и 41 воздействуют непосредственно на металлические полосы или трубчатые балки 70, общие для четырех работающих одновременно блоков. К этим металлическим полосам 70 прикреплены несколько фиксирующих пластинок 69' для пар стержней 71 или двойных пар 72 (в зависимости от размера), которые также проходят через отверстие в верхней опорной платформе 64 и которые в показанном на фиг.17 случае опираются ниже на тот же каркас 52 колес 53, как это делали стержни 50 и 51.
Таким образом, начиная с этой конструкции, настоящее изобретение направлено на определенные усовершенствования в так называемой неподвижной раме 32 или стенках формы, обеспечивая возможность получения стандартных дверей (их получают при помощи компонентов, которые уже объяснены в разделе описания предпочтительного варианта осуществления изобретения) наряду с другими дверями большей длины и высоты, а также дверей еще большего размера относительно больших дверей и которые используются в качестве дверей в больничных коридорах, что было упомянуто выше.
Для достижения этого предлагается неподвижная рама 32 (ее часть схематически представлена на фиг.9, 10 при помощи квадрата), выполненная при помощи периметрической внешней части 77 и другой перемещаемой внутри части 78, также периметрической, как это было разъяснено в начале этого описания.
Элементы 77 и 78 представлены в виде сверху на фиг.20 и в разрезе на фиг.17 и 18.
Ссылочная позиция 79 обозначает металлические полосы, которые расположены на задней стороне каждого независимого блока и которые также могут быть опущены в особых случаях изготовления дверей большего размера, как упомянуто выше и как будет видно из дальнейшего описания.
На фиг.18 можно видеть профиль двух металлических полос 79 (по одной на каждой стороне блока формы), а на фиг.17 видна нижняя часть. Обе соединены с первыми вертикальными стержнями 80, приводимыми в действие от пары первых гидравлических цилиндров 81 (см. фиг.25).
Кроме того, подвижная периметрическая внутренняя часть 78 соединена с некоторыми вторыми вертикальными стержнями 82, которые поднимаются или опускаются посредством вторых гидравлических цилиндров 83.
Настоящее изобретение также предусматривает, что первый и второй каркасы (обозначенные ссылочными позициями 34 и 35 соответственно) могут быть приведены в действие с помощью высокоточных гидравлических цилиндров 84 и 85, аналогичных цилиндрам, используемым для металлических полос 79 и подвижной периметрической части 78, также компьютерно управляемым для расположения на желаемых точных высотах. В этом случае отсутствует необходимость в подвижном каркасе 52 с колесами 53, приводимыми в действие наклонными поверхностями 54 каркаса 55, так как одновременное расположение достигают с помощью цифрового программного управления, которое в соответствующий момент выдает команду на точное выдвижение или отведение цилиндров, таким образом существенно упрощая конструкцию.
Более того, гидравлические цилиндры 39, 40 и 41 для подъема пластин или поперечных участков 36, 37 и 38, которые будут образовывать проемы для отделки филенками или остекления, если они имеются, опираются на пары стержней 71 или двойные пары 72, опирающиеся на поперечины 86 Т-образной формы опор 87, на которых закреплены поднимающие гидравлические цилиндры 39 (все одинаковы и поддерживаются одинаковым образом, как цилиндры 81 и 83 для направления металлических полос 79 и подвижной периферийной части 78), а также поднимающиеся и опускающиеся стержни 50, 51 для первого и второго каркасов 34 и 35.
При изготовлении дверных каркасов большого размера осевое давление нижних цилиндров пресса передается на внутреннюю периметрическую часть 78 и/или к металлическим полосам 79 через верхнюю платформу 64, на которой расположены другие опорные пластины, обозначенные ссылочными позициями 65' и 66', которые имеют меньшую высоту, чем опорные пластины 65 и 66, которые давят на первый и второй каркасы, так как последние имеют меньшую высоту, чем первые (металлические полосы 79 и внутренняя периметрическая часть 78).
Кроме того, для наполнения форм используются дозирующие устройства, которые представляют собой представленные на фиг.27-30 конструкции, заданные большим центральным бункером 88 и двумя другими боковыми бункерами 89, которые загружаются материалом центрального слоя сандвич-структуры и ее внешних слоев соответственно, при этом весь блок смонтирован на скользящем каркасе или корпусах 90 с колесами 91, которые циркулируют по путям 92 в продольной верхней части всех блоков формы (фиг.26).
Содержащийся в бункерах 88 и 89 продукт выпускается в форму посредством вращающихся роликов 93 с лопастями, при этом три из них расположены в центральном бункере 88 и по одному в боковых бункерах. Центральный бункер 88 оснащен двумя конвейерными полками 94, которые перемещают материал к прессу на лопастных роликах 93. Материал распределяется, а также предохраняется от образования комков с помощью двух скребковых конвейеров 95 (см. фиг.30), которые перемещаются в направлении, поперечном продвижению конвейерных лент 94. Ссылочная позиция 96 обозначает несколько отклоняющих листов для создания потока или направления продукта к выходу из бункеров 88 и 89.
Как отчетливо видно на фиг.27, скользящий каркас 90 дозирующих устройств включает в себя два чистящих валика 97 и 98, на его концах в его передней и задней частях. Внутренние чистящие ролики 98 расположены наклонно для лучшего распределения и разравнивания налитого в форму слоя. Наружные чистящие ролики 97 длиннее и разравнивают горизонтальную поверхность, которая будет введена в контакт с верхней нагревательной плитой 47 пресса, предотвращая образование нежелательных корок.
Подвижный каркас 90 включает в себя несколько расположенных спереди толкателей 99, которые извлекают дверные каркасы 28 после выполнения прессования и подняты выше входного отверстия формы под воздействием нижних цилиндров 61 пресса. В это же время, когда они извлекаются, другие блоки формы загружаются в соответствии с последовательностью перемещений вместе с действием цилиндров, которые управляют получением продукта, как видно ниже.
Допустим, что на фиг.25 скользящий каркас 90 с загрузочными бункерами 88 и 89 расположен слева (без введения в форму) и прессование в данном случае четырех дверных каркасов завершено, и верхняя пластина 47 отведена от пресса путем поднятия нижних цилиндров 61 пресса, опустошение формы выполнено. В этот момент, когда каретка каркаса 90 продвигается вправо, дверные каркасы 28 отводятся при помощи толкателя 99 вправо. Одновременно происходит разгрузка продукта для нижнего слоя сандвич-структуры с помощью бункера 89 над первым блоком составной формы. Затем этот блок заполняется материалом бункера 88 после опускания каркасов и металлических полос (как могло бы быть) для впуска среднего слоя сандвич-структуры, в то время как второй блок наполнен ее нижним слоем. На последующей фазе продвижения цилиндры опускаются так, что верхний слой первого блока формы может быть наполнен продуктом из бункера 89 слева от каретки или каркаса 90; второй и третий блоки наполнены промежуточным слоем; четвертый блок наполняется нижним слоем сандвич-структуры материала из первого бункера 89. Таким образом, происходит необходимое заполнение всех блоков. Когда скользящий каркас 90 выходит из формы и расположен справа от нее, верхняя нагревательная плита пресса опускается и осуществляется прессование. Во время обратного перемещения каретки (которое не является таковым, так как это активное перемещение) различные блоки формы наполняются аналогичным описанному выше образом, однако в обратном порядке, и спрессованные плиты одновременно удаляются, и так далее в соответствии с последовательностью операций.
На фиг.21 и 24 представлены контуры нагрева для металлических полос 79, внутренняя периметрическая часть 78, первый и второй прямоугольные каркасы 34 и 35 и пластины или поперечные участки (36, 37, 38) для плавки клеев, которые смешивают с конгломератом частиц дерева. Благодаря опускающимся и поднимающимся движениям входные каналы 100 являются жесткими и вертикальными, так что они могут просто пройти через отверстия 101 в опорной платформе 64, а затем продолжаются в гибких участках 102. Прочие каналы, например, обозначенные ссылочной позицией 103, также соответствуют системам нагрева посредством пара или горячего воздуха для поперечных частей или пластин (36, 37, 38) для формирования проемов для отделки филенками или остекления.
Внешняя неподвижная периметрическая часть 77 прямоугольной рамы 32 определяет замкнутый каркас, который отделен от внешней стенки 49 для опоры посредством изолирующей тонкой пластины 104.
При необходимости выполнения ремонта или очистки формы существуют средства поднятия всей формы и установки на нее нескольких колес для помещения на рельсы 74, обеспечивая тем самым возможность снятия ее с пресса, как было рассмотрено в предыдущем варианте осуществления изобретения. В рассматриваемом случае, предлагаются несколько нижних защелок 105 для подъема опор 106 в силу их соединения с нижними стержнями 107, вводя в контакт при помощи поднятия нижних цилиндров 61 пресса на большое расстояние, как становится понятным из рассмотрения фиг.26.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дверное полотно из волокнистой массы и устройство для его изготовления | 1999 |
|
RU2224864C2 |
| Дверное полотно | 2019 |
|
RU2726098C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВНУТРЕННЕЙ ОТДЕЛКИ ПОМЕЩЕНИЙ И БЛОКИ ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2011 |
|
RU2505649C2 |
| ОГНЕСТОЙКАЯ ДВЕРЬ, СПОСОБ ИЗГОТОВЛЕНИЯ КРАЕВОГО ПРОФИЛЯ, УСИЛИВАЮЩАЯ НАКЛАДКА И ПРОФИЛЬ ДЛЯ ОСТЕКЛЕНИЯ ТАКОЙ ДВЕРИ | 2007 |
|
RU2412322C2 |
| РАМОЧНАЯ ДВЕРЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2268140C2 |
| ОГНЕСТОЙКИЙ ДВЕРНОЙ БЛОК | 2010 |
|
RU2467144C2 |
| КАБИНА ОПЕРАТОРА, РАБОТАЮЩЕГО В УСЛОВИЯХ ПОВЫШЕННОЙ ЗАПЫЛЕННОСТИ И ВЫСОКИХ УРОВНЕЙ ШУМА | 2016 |
|
RU2643207C1 |
| КОНСТРУКЦИЯ ДВЕРИ И СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРИ | 1994 |
|
RU2037622C1 |
| АКУСТИЧЕСКАЯ КАБИНА КОЧЕТОВА | 2013 |
|
RU2551148C2 |
| АКУСТИЧЕСКАЯ КАБИНА КОЧЕТОВА | 2016 |
|
RU2615189C1 |
























Изобретение относится к форме для изготовления дверных каркасов, содержащих проемы для отделки филенками или остекления. Каркасы выполнены из конгломерата частиц дерева и клея с различными слоями, образующими сандвич-структуру, наружные слои которой выполнены из более мелких частиц и с большей плотностью по отношению к внутреннему слою, который имеет большую толщину и выполнен из частиц большего размера. Материал подается из формующих машин для наполнения формы и затем сжимается между нагревательными плитами пресса. Форма включает неподвижную периметрическую раму, которая повторяет контур дверного каркаса или нескольких его поверхностей для одновременного получения нескольких дверных каркасов и их последующего разделения при помощи резки, при этом высота периметрической рамы больше толщины дверного каркаса перед уплотнением. Нижняя горизонтальная платформа формы выполнена с возможностью вертикального перемещения и приводится в движение гидравлически. На платформу опирается выполненный с ней за единое целое первый прямоугольный каркас, размеры которого соответствуют размерам проема периметрической рамы и который выполнен с возможностью скольжения в ее внутренней части наподобие плунжера. Поверхность первого прямоугольного каркаса формы включает столько отверстий, сколько дверных каркасов может быть одновременно получено, меньшего размера и в концентрическом относительно них положении, со смещением из нижнего положения, в котором он принимает продукт из формующих машин с неуплотненной толщиной для заполнения формы до поднятого положения для уплотнения продукта; так что он получает толщину, соответствующую толщине стандартных дверей, с гидравлическим приводом. Кроме того, форма определена одним или более независимыми вторыми прямоугольными каркасами, выполненными с возможностью телескопического перемещения внутри каждого отверстия первого прямоугольного каркаса и представляющими остающуюся поверхность дверного каркаса с его соответствующими проемами, если они необходимы для отделки филенками или остекления, при этом они выполнены с приводом от гидравлических цилиндров и имеют ту же высоту, что и первый прямоугольный каркас. Верхняя плита формы выполнена с возможностью вертикального перемещения, которая образует нагревательную плиту пресса и которая также приводится в движение гидравлическим приводом для закрывания формы при введении в контакт с неподвижной периферийной рамой. Применение данной формы позволяет сократить отходы материала, исключить операции машинной обработки полученного изделия и увеличения жесткости периферийной зоны. 27 з.п. ф-лы, 30 ил.
1. Форма для изготовления дверных каркасов, в особенности, когда необходимо обеспечить проемы для отделки филенками или вставки стекол, и выполненных из конгломерата частиц дерева и клея с различными слоями, образующими сандвич-структуру, наружные слои которой выполнены из более мелких частиц и с большей плотностью по отношению к внутреннему слою, который имеет большую толщину и выполнен из частиц большего размера, при этом материал подается из соответствующих формующих машин для наполнения формы и затем сжимается между нагревательными плитами пресса,
отличающаяся тем, что она определена:
- неподвижной периметрической рамой (10, 32), которая повторяет контур дверного каркаса или нескольких его поверхностей для одновременного получения нескольких дверных каркасов и их последующего разделения при помощи резки, при этом высота периметрической рамы (10, 32) больше толщины дверного каркаса перед уплотнением,
- нижней горизонтальной платформой (23, 64), выполненной с возможностью вертикального перемещения и приводимой в движение гидравлически, на которую опирается выполненный с ней за единое целое первый прямоугольный каркас (11, 34), размеры которого соответствуют размерам проема периметрической рамы (10, 32), и который выполнен с возможностью скольжения в ее внутренней части наподобие плунжера,
- первым прямоугольным каркасом (11, 34), поверхность которого включает в себя столько отверстий (12, 39), сколько дверных каркасов может быть одновременно получено, меньшего размера и в концентрическом относительно них положении, со смещением из нижнего положения, в котором он принимает продукт из формующих машин (1, 2) с не уплотненной толщиной для заполнения формы (9) до поднятого положения для уплотнения продукта, так что он получает толщину, соответствующую толщине стандартных дверей, с гидравлическим приводом;
- одним или более независимыми вторыми прямоугольными каркасами (14, 35), выполненными с возможностью телескопического перемещения внутри каждого отверстия (12, 39) первого прямоугольного каркаса (11, 34) и представляющими остающуюся поверхность дверного каркаса с его соответствующими проемами (15, 16), если они необходимы для отделки филенками или остекления, при этом они выполнены с приводом от гидравлических цилиндров и имеют ту же высоту, что и первый прямоугольный каркас (11, 34),
- верхней плитой (7, 47), выполненной с возможностью вертикального перемещения, которая образует нагревательную плиту пресса (6), и которая также приводится в движение гидравлическим приводом для закрывания формы (9) при введении в контакт с неподвижной периферийной рамой (10, 32).
2. Форма для изготовления дверных каркасов по п.1, отличающаяся тем, что
первый прямоугольный каркас (11, 34) и второй прямоугольный каркас (14, 35) или вторые прямоугольные каркасы (14, 35) являются телескопическими и образуют нижнюю нагревательную пластину пресса (6) в завершающем действии прессования.
3. Форма для изготовления дверных каркасов по п.1, отличающаяся тем, что проем или проемы (15, 16) дверного каркаса для отделки филенками или остекления выполнены с помощью соответствующих блоков или пластин (21, 22, 36, 37, 38), которые остаются неподвижными в положении заподлицо с неподвижной периметрической рамой (10, 32), на одинаковой с ней высоте и телескопически направленными на ее стенах и являются вторыми прямоугольными каркасами (14, 35).
4. Форма для изготовления дверных каркасов по п.1, отличающаяся тем, что подаваемый от формующих машин (1, 2) продукт, измеренный и/или взвешенный должным образом, поступает в соответствующие призматические прямоугольные каркасы, основания которых покрывают поверхность формы (9), и которые принадлежат отдельным дозирующим устройствам (3, 4) с зубчатыми колесами или аналогичными приспособлениями, которые расположены на рабочем столе (5), сформированные за единое целое друг с другом и выполненные с возможностью линейного смещения под формующими машинами (1,2) для заполнения соответствующим продуктом, с конкретной особенностью, заключающейся в том, что при их перемещении они имеют возможность расположения между формой (9) и верхней нагревательной плитой (7, 47) согласно заданной последовательности перемещений.
5. Форма для изготовления дверных каркасов по п.1, отличающаяся тем, что верхняя нагревательная пластина (7, 47) пресса (6) и телескопические прямоугольные каркасы (11, 14, 34, 35), которые образуют его нижнюю нагревательную пластину, на которой лежит конгломерат частиц дерева и клея, также включают в себя несколько выпускных сопел для горячего воздуха или пара, а также систему нагрева для плавки мочевино-формальдегидных клеев.
6. Форма для изготовления дверных каркасов по п.1, отличающаяся тем, что периметрическая рама (10, 32) и блоки (21, 22, 36, 37, 38), расположенные в местах проемов (15, 16) для отделки филенками или остекления, включают в себя систему нагрева, аналогичную системе нагрева нагревательных пластин (7, 47, 11, 14, 34,35) пресса (6).
7. Форма для изготовления дверных каркасов по п.1, отличающаяся тем, что прямоугольная рама (32) или периметрическая стенка имеет внутреннюю выемку или отверстие (33), размер которого соответствует подлежащему изготовлению дверному каркасу, или несколько независимых выемок или отверстий (33) для одновременного изготовления нескольких блоков на одной фазе прессования, в каждой из которых скользит первый прямоугольный каркас (34), полезная площадь которого ограничивает зону, в которую поступает наибольшее количество продукта, и второй прямоугольный каркас (35) является подвижным внутри первого каркаса, а скользящий блок является подвижным внутри второго каркаса (35), который сформирован из ряда участков или пластин (36, 37, 38) одного размера или разных размеров, имеющих возможность независимого перемещения.
8. Форма для изготовления дверных каркасов по п.7, отличающаяся тем, что прямоугольная рама (32) или периметрическая стенка формы опирается на периферийную конструкцию (49), оснащенную колесами (75), скользящими по рельсам.
9. Форма для изготовления дверных каркасов по п.7, отличающаяся тем, что первый прямоугольный каркас (34) опирается на ряд вертикальных стержней (50), прикрепленных к подвижному каркасу (52) регулируемой высоты, и которые проходят через верхнюю опорную платформу (64), приводимую в движение гидравлическими цилиндрами (61), которые воздействуют на некоторые нижние металлические полосы (62) посредством промежуточных опорных стоек (63).
10. Форма для изготовления дверных каркасов по п.9, отличающаяся тем, что второй прямоугольный каркас (35) опирается на другой ряд вертикальных стержней (51), аналогично прикрепленных к подвижному каркасу (52) регулируемой высоты, и которые проходят через верхнюю опорную платформу (64), длина которой больше длины вертикальных стержней (50) для поддержки первого прямоугольного каркаса (34) для установки разницы в высоте загрузки.
11. Форма для изготовления дверных каркасов по п.10, отличающаяся тем, что разница в высоте загрузки является регулируемой для изменения плотности уплотнения в этой периметрической зоне дверного каркаса.
12. Форма для изготовления дверных каркасов по п.11, отличающаяся тем, что указанную регулировку выполняют посредством клиньев, предусмотренных в основании вертикальных стержней (50, 51).
13. Форма для изготовления дверных каркасов по п.10, отличающаяся тем, что части блока, скользящие внутри второго прямоугольного каркаса (35), представляют собой поперечные участки в виде независимых пластин (36, 37, 38), каждая из которых опирается на вертикальные стержни (71, 72), которые аналогично закреплены на перемещаемом каркасе (52) регулируемой высоты и которые проходят через верхнюю опорную платформу (64), длина которой равна длине вертикальных стержней (51) для поддержки второго прямоугольного каркаса (35) для установки на той же высоте и расположения заподлицо с последней,
при этом каждый поперечный участок или независимая пластина (36, 37, 38) поддерживается соответствующим вертикальным цилиндром (39, 40, 41) независимого приведения в действие, корпусы которых опираются на балки (42), обеспечивающие общую поддержку, и стержни которых пересекают верхнюю опорную платформу (64) и прикреплены к основанию их соответствующих независимых пластин (36, 37, 38),
при этом эти прутья (42) опираются на опорные стойки (69) в неподвижной опоре формы и выполнены с возможностью удержания поднятыми независимых полос (36, 37, 38), выбранных для расположения заподлицо с входным отверстием формы, и удерживаемые во время фазы загрузки и прессования для формирования проема (29) или проемов (29), если они предусмотрены, для отделки филенками или остекления с предварительно заданными расположением и размером.
14. Форма для изготовления дверных каркасов по п.7, отличающаяся тем, что прессование получаемого трехслойного продукта выполняется с помощью поднимающего действия гидравлических цилиндров (61), связанных с нижними металлическими полосами (62), при этом на верхней опорной платформе (64) находятся несколько опорных пластин (65, 66, 73) равной высоты и расположенные в положении, обращенном к первому (34) и второму (35) каркасам и независимым пластинам (36, 37, 38).
15. Форма для изготовления дверных каркасов по п.13, отличающаяся тем, что перемещаемый каркас (52) регулируемой высоты, от которого отходят все вертикальные стержни (50, 51, 71, 72), включает в себя несколько расположенных под ними колес (53), которые опираются на соответствующие наклонные плоскости (54), предусмотренные на подвижном каркасе (55), который, в свою очередь, опирается на несколько колес (56), прикрепленных к опорам (57), закрепленных на нижней части периметрической структуры (49) опоры для неподвижной рамы (32) формы, и чьи штанги оснащены прикрепленным к ним участком (59) зубчатой рейки, которая соединена с соответствующей шестерней (58), приводимой в движение двигателем (60) для скольжения перемещаемого каркаса (55) к одной стороне или другой стороне и, тем самым, изменения расстояния для впуска и уплотнения продукта.
16. Форма для изготовления дверных каркасов по п.1, отличающаяся тем, что прямоугольный каркас (32) с большей высотой, чем первый (34) и второй (35) прямоугольные каркасы, состоит из наружной неподвижной части (77), периметрической относительно каждого независимого блока, и другой перемещаемой, также периметрической, внутренней части (78) и выполнен с возможностью расположения в двух положениях: верхнем, в котором он расположен заподлицо с периметрической наружной частью (77) для изготовления стандартных дверных каркасов, и в другом нижнем положении для изготовления дверных каркасов, больших длины и ширины, когда он опускается на то же расстояние, что и первый прямоугольный каркас (34), для получения большего объема материала для прессования.
17. Форма для изготовления дверных каркасов по п.16, отличающаяся тем, что периметрическая наружная неподвижная часть (77) каждого независимого блока имеет свои продольные стенки, покрытые отдельными перемещаемыми металлическими полосами (79), которые могут быть опущены на большую или равную величину по сравнению с перемещаемой внутренней частью (78) для изготовления дверных каркасов, которые на треть больше по ширине, и приемки большего количества загружаемого для прессования материала.
18. Форма для изготовления дверных каркасов по п.17, отличающаяся тем, что каждая из перемещаемых металлических полос (79) опирается на два вертикальных стержня (80), которые, в свою очередь, опираются на поперечины каркаса, общие для всех блоков и опирающиеся на первые гидравлические цилиндры (81), неподвижно установленные на опорной плите (42).
19. Форма для изготовления дверных каркасов по п.18, отличающаяся тем, что перемещаемая внутренняя часть (78) каждого отдельного блока опирается на другие вертикальные стержни (82), которые, в свою очередь, опираются на поперечины каркаса, общие для всех блоков и опирающиеся на вторые гидравлические цилиндры (83), установленные на опорной плите (42).
20. Форма для изготовления дверных каркасов по п.19, отличающаяся тем, что вертикальные стержни (80) для поддержки металлических полос (79) и стержни перемещаемой внутренней части (78) проходят через опорную платформу (64), приводимую в движение гидравлическими цилиндрами (61) пресса, и на которой могут быть расположены опорные пластины (65, 66) первого или внутреннего каркаса (34), а также второго или наружного каркаса (35), при этом дополнительно предусмотрены другие опорные пластины (65', 66') меньшей высоты, соответствующей большей высоте металлических полос (79) и перемещаемой внутренней части (78) прямоугольной рамы (32), которые оказывают давление на них, когда те находятся в низком положении для наполнения продукта.
21. Форма для изготовления дверных каркасов по п.16, отличающаяся тем, что участки или пластины (36, 37, 38) одинакового или различного размера для формирования проемов для отделки филенками или остекления в требуемых местах каждого из блоков опираются на пары вертикальных стержней (71), которые пересекают опорную платформу (64) и опираются на поперечины (86) независимо от различных блоков, с которыми соединены поднимающие цилиндры (39), которые опираются на опорную плиту (42).
22. Форма для изготовления дверных каркасов по п.16, отличающаяся тем, что наружная часть (77) или часть больших, чем прямоугольный каркас (34), размеров или периметрическая стенка формы создает замкнутый каркас, который отделен от периферийных опорных стенок (49) для прямоугольного каркаса (34) формы посредством изолирующей тонкой пластины (104).
23. Форма для изготовления дверных каркасов по п.16, отличающаяся тем, что все перемещаемые элементы, на которых может быть расположен продукт, включают в себя циркуляционные петли для нагревательной жидкости, каналы (100, 103) которой свободно проходят через отверстия (101), предусмотренные в опорной платформе (64).
24. Форма для изготовления дверных каркасов по п.16, отличающаяся тем, что поднятие цилиндров (61) пресса является большим, чем рабочее расстояние, приводящее к подъему формы при помощи нескольких нижних защелок (105), соединенных с нижними цилиндрами (61) пресса, которые приводят ее к отделению по отношению к ее опоре на рельсах (74), позволяя установить несколько колес для ее удаления из пресса для ее ремонта и технического обслуживания.
25. Форма для изготовления дверных каркасов по п.16, отличающаяся тем, что на скользящем каркасе (90) смонтированы загрузочные бункеры (88, 89) с двумя типами материала сандвич-структуры, при этом наружные или боковые бункеры (89) содержат тип продукта для внешних слоев сандвич-структуры, в то время как продукт для его центрального слоя расположен в центральном бункере (88) большего размера, чем боковые бункеры (89), при этом указанный продукт разгружается в форму при помощи вращающихся роликов (93) с лопатками, при этом ролики (93) расположены в нижней части загрузочных бункеров (88, 89), а также предусмотрены два чистящих ролика (97, 98) на передней и задней частях скользящего каркаса (90).
26. Форма для изготовления дверных каркасов по п.25, отличающаяся тем, что чистящие ролики (97, 98) являются двойными, внутренние из них расположены наклонно и имеют меньшую длину для лучшего сметания и разравнивания слоя залитого продукта, а наружные чистящие ролики (97) выполнены более длинными для очистки опоры или поверхности для периметрического контакта с верхней нагревательной плитой (47) пресса.
27. Форма для изготовления дверных каркасов по п.25, отличающаяся тем, что предусмотрены три вращающихся валика (93) центрального бункера (88): центральный и два наружных, которые распределяют продукт среднего слоя сандвич-структуры, который лежит на них, перемещаемый боковыми лентами (94) конвейера, которые продвигаются продольно к центру, и верхнее устройство для равномерного распределения.
28. Форма для изготовления дверных каркасов по п.27, отличающаяся тем, что верхнее устройство равномерного распределения включает в себя два скребковых конвейера (95), которые перемещаются в поперечном направлении.
| WO 2005046950 A1, 26.05.2005 | |||
| US 2003196396 A1, 23.10.2003 | |||
| JP 11062414 A, 05.03.1999 | |||
| ТРЕХСЛОЙНАЯ ПРЕССОВАННАЯ ПАНЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПАНЕЛЕЙ, МЕТОДОМ СУХОГО ПРЕССОВАНИЯ | 1993 |
|
RU2032536C1 |

