Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления армированного волокном пластмассового композитного полуфабриката. В частности, настоящее изобретение относится к способу, в котором пластмассы, образующие связующее вещество полуфабриката, используются в виде порошка.
Термин «пластмасса» обозначает любой синтетический материал на основе макромолекул и трансформируемый при прессовании, формовании или литье, в основном при использовании тепла и давления.
Предшествующий уровень техники
В известных способах изготовления композитных полуфабрикатов, таких как способ, описанный в патентном документе US 4487647, связующее вещество полуфабриката может быть смешано с армирующими волокнами или нитями в порошкообразном виде. Нити осаждают первыми на конвейер, главным образом, за счет действия силы тяжести, таким образом, образуя вид подушки, и затем на них разбрызгивают частицы связующего пластмассового порошка, сопровождая нагреванием, чтобы расплавить связующую пластмассу. Затем соединение охлаждают, чтобы получить армированный штампованный композитный полуфабрикат.
Подобный полуфабрикат называют «композит», поскольку его получают в результате смеси нитей или волокон данного материала с пластмассовым связующим из другого материала. Нити придают композитному полуфабрикату армированный характер, поскольку известным образом они оказывают влияние на механические свойства композита.
Кроме того, продукт, получаемый с помощью способа, который является предметом настоящего изобретения, назван «полуфабрикат», поскольку он находится в необработанном виде, который может и должен быть обработан для получения конечных композитных элементов, которые удовлетворяют заданным механическим и/или химическим характеристикам, например ударной вязкости или химической инертности. Вот почему эти полуфабрикаты относятся к армированным штампованным термопластикам (или «Glass Mat Thermoplastics» (GMT)).
Кроме того, полуфабрикат называют «штампованный», поскольку обычно он находится в виде пластин различной формы, которые могут быть затем отштампованы в соответствующих пресс-формах. Таким образом, есть возможность формовать детали различной и сложной геометрии, чтобы удовлетворить требованиям определенных функций.
Однако в известных способах смешивание частиц порошка с волокнами или нитями не выполняется удовлетворительно, при этом требуется выполнение соответствующих трудоемких операций. Таким образом, операции смешивания могут быть осуществлены с использованием таких методик, как иглопробивание (перфорирование иглами) и циклонирование.
Перфорирование иглами заключается в пробивании иглами несколько раз смеси волоконной подушки и порошка, чтобы связать волокна вместе путем «переплетения» и таким образом гомогенизировать распределение частиц внутри волокон.
Однако такой процесс иглопробивания относительно сложно осуществить. Потому что этот процесс может вызвать загрязнение окружающей среды из-за наличия примесей, чтобы свойства используемого пластика поменять таким образом, чтобы создать различные композитные полуфабрикаты. Таким образом, подобный способ требует герметизации порошков и волокон или проведения очистки промышленного производства перед изготовлением нового полуфабриката. Кроме того, чтобы получить удовлетворительную гомогенную смесь, необходимо, чтобы частицы порошка были относительно мелкими, что повышает стоимость используемого сырья.
Кроме того, возможно смешать путем циклонирования заранее нарубленные волокна с частицами порошка. Затем смесь наносится слоем путем пневматического распыления, сопровождаемого пропусканием соединения через печь, чтобы размягчить и закрепить порошок, который может затем выполнить свою функцию связывания резины.
Однако циклонирование является способом, который используется для больших промышленных объемов, поскольку он требует дорогого и объемного оборудования, включая циклоны. Кроме того, этот способ требует, чтобы плотность волокон и порошкообразных составляющих была одинаковой, чтобы правильно гомогенизировать смесь. В частности, известным образом циклон отделяет легкие частицы от тяжелых частиц. Поэтому невозможно приготовить смесь стекловолокон относительно высокой плотности с частицами порошка на основе пластмассы. Кроме того, некоторые из самых легких частиц необратимым образом отводятся через воздушный канал эвакуации циклона и поэтому не могут быть введены в смесь. Наконец, циклонирование позволяет смешивать с порошком только относительно короткие волокна.
Чтобы приготовить гомогенную смесь из нитей и порошка и одновременно избежать указанных выше проблем, в документе US 4487647 предложено использовать относительно долгий и сложный способ, поскольку он включает три этапа нагревания, три этапа нанесения порошка и три этапа сжатия. Подобный способ, таким образом, требует использования длинной и дорогой производственной линии, которая соответственно увеличивает стоимость композитного полуфабриката, получаемого в результате такого способа.
Кроме того, хотя за счет сложных операций достигается хорошая гомогенность смеси из порошкообразных материалов и волокон, способы по предшествующему уровню техники тем не менее ограничены определенным размером частиц порошка и армирующих волокон. Таким образом, для определенного размера волокон необходимо использовать порошок, частицы которого выбраны такими, что максимальный диаметр этих частиц ограничен 500 мкм или даже 200 мкм, как в случае, описанном в документе US 4487647. Однако использование порошка с малым размером частиц влияет на цену композитного полуфабриката.
Наоборот, если выбран очень грубый порошок, смесь частиц с волокнами рискует быть слишком гетерогенной до такой степени, что композитный полуфабрикат рискует иметь ослабленные или даже дефектные механические свойства.
Краткое изложение существа изобретения
Задачей настоящего изобретения является создание способа изготовления армированного штампованного полуфабриката, осуществление которого не требует чрезмерно трудоемкой последовательности смешивания или перемешивания, излишне строгого отбора размера частиц порошка связывающей пластмассы.
Настоящее изобретение таким образом направлено на создание способа для простого, относительно быстрого и экономичного изготовления композитного полуфабриката. Способ согласно изобретению направлен на изготовление армированного штампованного композитного полуфабриката, содержащего одну или более пластмасс и нарезанных волокон или непрерывных нитей, предпочтительно выполненных из одного или более неэлектропроводных материалов, точка размягчения которых выше, чем самая высокая точка размягчения указанных материалов.
Способ, который является предметом настоящего изобретения, содержит следующие этапы, заключающиеся в том, что:
осаждают волокна или нити, в частности, под действием силы тяжести на конвейер;
разбрызгивают частицы порошка указанных пластмасс на волокна или нити в пропорции от 5% до 90% от общего веса;
смешивают частицы с волокнами или нитями;
доводят смесь до температуры выше точек размягчения материалов, чтобы сформировать полуфабрикат.
Согласно изобретению этап смешивания включает в себя воздействие на смесь, по меньшей мере, одним электрическим полем, по существу перпендикулярным направлению движения конвейера и обладающим возможностью передвигать частицы и волокна или нити таким образом, чтобы гомогенизировать смесь.
Другими словами, смешивание или перемешивание частиц порошка с волокнами или нитями осуществляют посредством, по меньшей мере, одного электрического поля, которое перемещает и перемешивает частицы порошка, и в меньшей степени волокна, в направлении толщины подушки из волокон или нитей, осажденных на конвейер. Таким образом, может быть получена достаточно гомогенная смесь с помощью электростатических сил, которые воздействуют на частицы и на волокна или нити, эти силы улучают проникновение частиц между волокнами. Термин «по существу перпендикулярное поле» обозначает поле в поперечном направлении относительно конвейера, способное перемещать частицы порошка по толщине волоконной подушки. Чтобы это выполнить, поле должно иметь составляющую, которая является перпендикулярной конвейеру.
В соответствии с одним вариантом осуществления изобретения электрическое поле может иметь переменное напряжение с частотой от 2 Гц до 500 Гц и амплитудой до 100 кВ/м до 80000 кВ/м.
Такое электрическое поле позволяет осуществить эффективное перемешивание частиц порошка в середине волокон. В частности, переменное поле может вызвать колебательные перемещения частиц, которые имеют тенденцию эффективно гомогенизировать смесь.
Согласно варианту осуществления изобретения этап смешивания может включать в себя обработку смеси множеством электрических полей. В этом варианте осуществления изобретения две матрицы электродов соответственно размещены на каждой стороне конвейера, каждая матрица электродов содержит несколько электродов, размещенных последовательно по направлению движения конвейера. Каждое из электрических полей формируется между двух электродов, принадлежащих соответственно к одной и к другой из двух матриц электродов.
Согласно одной конкретной форме выполнения этого варианта осуществления изобретения электрические поля могут быть выделены из непрерывных напряжений и могут быть ориентированы в противоположных направлениях последовательно в направлении продвижения конвейера. Последовательные поля могут также отличаться одно от другого интенсивностью, получая различные эффекты перемешивания.
Подобный вариант осуществления и подобная форма выполнения позволяют осуществить эффективное перемешивание порошка и волокон или нитей.
На практике поле может быть получено между электродами, которые являются глобально плоскими и взаимно параллельными.
Подобная геометрия электрода дает возможность вырабатывать электрическое поле, подходящее для смешивания порошка и волокон по всей поверхности изготавливаемого композитного полуфабриката.
Согласно одному практическому варианту осуществления изобретения пластмассы могут быть термопластиками, выбранными из группы, содержащей полиэтилен, полипропилен, полиамиды, полиэфиры, например полибутилентерефталат, соединения полимолочной кислоты, поливинил хлорид, полиэфиримиды, сополимеры амидов, сополимеры сложных эфиров.
Согласно альтернативному варианту осуществления изобретения пластмассами могут быть термореактивные материалы, выбранные из группы, состоящей из ненасыщенных полиэфиров, полиэпоксидов, соединений на основе меламина и фенольных соединений.
Подобные термопластики или термореактивные материалы имеют диэлектрические свойства, которые обеспечивают их смешивание обычным электрическим полем согласно изобретению.
На практике, порошок и/или волокна или нити могут содержать добавки и/или наполнители, предназначенные для придания определенных свойств полуфабрикату, например низкой плотности, пламязамедляющих или антибактериальных свойств, или для снижения стоимости порошка.
Фактически можно доказать полезность добавления в некоторых случаях наполнителей, особенно функциональных наполнителей, к полуфабрикату.
Согласно изобретению порошок может иметь размер частицы, находящийся между минимальным диаметром, равным 0,1 мкм, и максимальным диаметром, равным 3000 мкм, предпочтительно между минимальным диаметром 0,1 мкм и максимальным диаметром 1000 мкм.
Подобный размер частицы, который характерен для специально выбранного порошка, позволяет быстро пропитать большими количествами порошка подушку волокон без излишнего повышения стоимости.
На практике волокна могут иметь диаметр в пределах от 1 мкм до 100 мкм и предпочтительно от 10 мкм до 50 мкм и длину от 2 мм до 200 мм и предпочтительно от 10 мм до 70 мм.
Эти размеры волокон также позволяют достичь гомогенного смешивания с частицами порошка.
Согласно изобретению волокна или нити могут состоять из одного или нескольких материалов, выбранных из группы, содержащей стекло, лен, джут, сизаль, высокопрочный полиэтилен, керамические волокна или арамидные волокна.
Такие неэлектропроводные материалы позволяют осуществить способ согласно изобретению.
Согласно варианту осуществления изобретения волокна или нити могут быть осаждены на конвейере в нижний слой, а верхний слой может быть осажден на смесь из волокон и порошка, эти слои содержат один или более пластмасс, точка размягчения которых находится ниже точки размягчения волокон, эти слои (2, 8), каждый имеет также толщину от 5 мкм до 500 мкм.
Добавление таких слоев предохраняет конвейер от загрязнения и повреждений, поскольку он удерживает порошок и волокна, таким образом, очень мало частиц или волокон осаждаются непосредственно на конвейер. Эти нижний и верхний слои также позволяют быстро изменять свойство материалов или вещества, образующих композитный полуфабрикат, поскольку они ограничивают загрязнение составных элементов производственной линии, такой как конвейер. Кроме того, такие слои, которые образуют внешнюю «кожу» полуфабриката, могут придавать определенные свойства композитному полуфабрикату, например химическую стойкость, высокую адгезию или качество внешнего вида полуфабриката.
Согласно другому варианту осуществления изобретения способ может также включать в себя этапы, заключающиеся в наложении дополнительных слоев относительно тех, которые образованы смесью волокон и порошка. Эти слои предназначены для придания различных механических, химических или других свойств полуфабрикату.
Другими словами, композитный полуфабрикат может быть получен из нескольких наложенных друг на друга слоев волокон, покрытых связующим полимером.
Краткое описание чертежей
Способ, посредством которого может быть осуществлено изобретение, и преимущества, которые могут быть получены, поясняются нижеследующим примером воплощения. Этот пример приведен в качестве иллюстрации, не имеет ограничительного характера и сопровождается чертежом, на котором показан схематично разрез устройства для реализации способа согласно изобретению.
Предпочтительный вариант осуществления изобретения
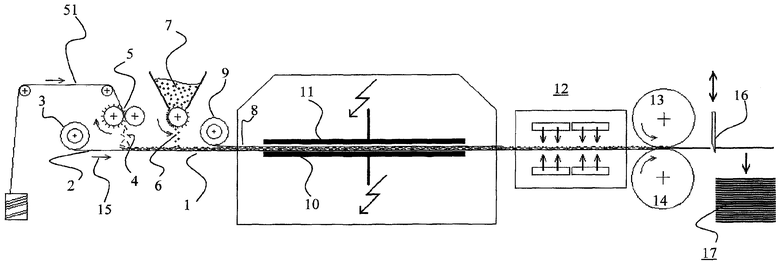
На чертеже показана линия по производству композитного полуфабриката согласно варианту осуществления способа, который является предметом настоящего изобретения. На этой производственной линии транспортирующее устройство 1 состоит из конвейера, ремень которого продвигается в направлении, указанном стрелкой 15.
Во время первого этапа нижний слой 2 наносится на конвейерный ремень 1. Нижний слой 2 в этом случае представляет собой пленку, намотанную на катушку 3, которая разматывается синхронно с продвижением конвейера 1.
Согласно настоящему изобретению нижний слой 2 содержит пластмассу, точка размягчения которой ниже, чем точка размягчения армирующих волокон, из которых "получен полуфабрикат.
Этот второй слой 2 склеивается с остальным полуфабрикатом во время этапа теплового нагрева, описанного ниже.
Второй этап способа заключается в нанесении на ремень конвейера 1 волокон 4, из которых состоит композитный полуфабрикат. В данном случае волокна 4 нанесены на конвейер 1 только под действием силы тяжести. Волокна 4 таким образом образуют что-то вроде несвязанного участка на конвейере 1. Однако может быть использован другой механизм нанесения, не выходя за объем настоящего изобретения.
Согласно изобретению волокна 4 имеют длину 50 мм и диаметр 17 мкм. Возможно использовать смесь волокон различных размеров, в зависимости от свойств, которые необходимо придать полуфабрикату, полученному согласно заявленному способу, исходя из функций конечного применения.
В примере, показанном на чертеже, волокна 4 состоят из неэлектропроводного материала. В этом случае они являются стекловолокнами Е, полученными рубкой ровинга или пучками волокон 51 с линейной плотностью 2400 текс (то есть 2400 г на 1000 м), с использованием измельчителя 5, работающего со скоростью, синхронизированной с продвижением 15 конвейера 1. Кроме того, размер волокон 4 совместим с размером напыляемого материала, используемого, как описано ниже. Установлена скорость продвижения конвейера, равная 2 м/мин.
Можно также предусмотреть предварительное измельчение стекловолокон с использованием отдельного измельчителя, который расположен дистанционно от линии производства, показанной на чертеже. В этом случае предварительно измельченные волокна могут быть просто помещены на конвейер 1 с помощью распределителя, работающего со скоростью подачи, рассчитанной на основе веса, равного 1200 г/мин.
Кроме того, волокна 4 могут также включать один или больше других материалов, которые предпочтительно являются диэлектрическими, например лен, джут, сизаль, высокопрочный полиэтилен, керамические волокна или арамидные волокна. Возможно также использовать волокна полупроводниковых и даже проводящих материалов, учитывая то, что их наличие, в частности их пропорция по отношению к порошку и другим волокнам, доказывает совместимость с электрическим полем, используемым на этапе смешивания, описанном ниже.
Другие неволокнистые продукты также могут быть использованы для осуществления способа согласно изобретению, например слои природного происхождения, способные придать полуфабрикату изолирующие свойства.
Кроме того, возможно использовать смесь волокон различного происхождения и/или размера согласно свойствам, которые должен иметь полуфабрикат, полученный согласно изобретению, и таким образом в зависимости от функций его конечного применения.
Также возможно, не выходя за рамки настоящего изобретения, использовать предварительно сформированный пучок волокон, очень слабо связанных вместе. Этот пучок может быть выполнен заранее или вместо этапа версификации волокон 4.
Подобным образом могут быть использованы относительно длинные волокна или даже непрерывные нити или нити в виде однонаправленного пучка. Такой пучок непрерывных нитей может заменить волокна или может быть добавлен к ним до или после этапа нанесения волокон, описанного выше.
В ходе следующего этапа способа, который является предметом настоящего изобретения, «подушку» из волокон опрыскивают частицами 6 порошка, состоящего из одной или нескольких пластмасс, предназначенных выступать в роли связующего между волокнами 4 для конечного композитного полуфабриката. В данном случае используемым материалом является полипропилен.
Частицы 6 наносят на стекловолокна 4 и на нижний слой 2 просто за счет действия силы тяжести. Разбрызгивающее устройство 7 замеряет скорость подачи этих частиц 6 порошка синхронно с продвижением 15 конвейера 1. Разбрызгивающее устройство 7 работает со скоростью, которая позволяет получить желаемую пропорцию между волокнами 4 и порошком 6, в данном случае при скорости подачи, равной 800 г/мин.
В примере, представленном на чертеже, соотношение массы порошка 6 по отношению к общему весу волокон 4 вместе с порошком 6 составляет 60%. Это весовое соотношение определено в зависимости от веса на единицу площади или основного веса, который желательно получить для конечного композитного полуфабриката. Вес на единицу площади полуфабриката, полученного согласно заявленному способу, может находиться в пределах от 50 г/м2 до 10000 г/м2.
Согласно изобретению пластмассы, из которых получен порошок 6, каждая имеет точку размягчения значительно ниже, чем точка размягчения волокон 4. Это достаточно просто предотвращает волокна 4 от плавления со связующим пластмассами во время этапа тепловой обработки, описанной ниже. Причина заключается в том, что для волокон важно оставаться неповрежденными в конечном композитном полуфабрикате, чтобы придать ему необходимые механические прочностные свойства.
Многие другие термопластмассы пригодны для использования в качестве порошка 6, среди которых можно назвать полиэтилен, полипропилен, полиамиды, полиэфиры, например полибутилентерефталат, соединения полимолочной кислоты, поливинил хлорид, полиэфиримиды, сополимеры амидов, сополимеры сложных эфиров.
Подобным образом могут быть пригодны многие затвердевающие при нагревании материалы, выбранные из группы, включающей ненасыщенные полиэфиры, полиэпоксиды, соединения на основе меламина и фенольные соединения.
Можно также рассмотреть вариант добавления наполнителей органического или неорганического происхождения к распыляемому /распыляемым материалу/материалам, чтобы придать конечному полуфабрикату конкретные свойства, например низкую плотность, пламязадерживающие или антибактериальные свойства, или чтобы можно было снизить общую стоимость порошка и т.д. Эти наполнители могут быть смешаны с порошками, используемыми в качестве связующего, или могут быть введены во время следующего этапа.
Следующий этап способа заключается, как и первый этап, в нанесении верхнего слоя 8 на компоненты, уже присутствующие на конвейере 1. Также как и нижний слой 2 и по тем же причинам, верхний слой 8 состоит из пластмасс, точки размягчения которых ниже, чем точки размягчения волокон 4. Это может быть материал на основе полиолефинов, который является химически инертным.
Аналогично, верхний слой 8 также наносят в виде пленки при скорости, которая синхронна со скоростью 15 конвейера 1. Верхний слой 8 также хранится в виде рулона, намотанного на распределитель 9.
Размеры и составляющие материалы слоев 2 и 8 выбраны в зависимости от использования. Преимущественно нижний слой 2 может иметь ширину, равную ширине конечного композитного полуфабриката, чтобы предотвратить загрязнение транспортирующего ремня конвейера 1, когда на него наносят волокна 4 и порошок 6. Эта характеристика позволяет быстро переходить от одного полуфабриката к другому.
Поскольку слои 2 и 8 образуют внешнюю «кожу» конечного композитного полуфабриката, они также могут выполнять «поверхностные» функции, связанные с внешним видом композита, его адгезионностью или химической стойкостью. Каждый из этих слоев может иметь толщину, находящуюся в пределах от 5 мкм до 500 мкм. В данном случае толщина слоя 2 и толщина слоя 8 составляет около 50 мкм.
Дополнительно, один и/или другой из слоев 2 и 8 может состоять из двухслойной или многослойной пленки, выполненной из различных соэкструзионных материалов, например полипропилена с сополиамидным компаундом. Роль таких многослойных материалов заключается в обеспечении, во-первых, слипания с сердечником полуфабриката, содержащего волокна и порошок связующей смолы, и, во-вторых, в обеспечении поверхностных функций, которые были упомянуты выше.
Кроме того, один и/или другой из этих слоев может быть также образован другими составными элементами, таким как решетки или текстильные изделия нетканого типа. Поскольку функции этих составляющих элементов определены конечным применением полуфабриката, многие составляющие элементы могут быть включены в состав слоев 2 и 8.
Следующий этап состоит в тщательном смешивании волокон с порошком 6 таким образом, чтобы пропитать подушку из волокон гомогенным образом частицами 6 порошка, образующего связующее вещество. Для выполнения этого и согласно изобретению смесь волокон 4 с порошком 6 подвергают воздействию электрического поля, генерируемого между электродами 10 и 11, которые обычно являются плоскими и взаимно параллельными в направлении, перпендикулярном плоскости чертежа. Частицы порошка 6 и волокна 4 затем приводят в движение главным образом вдоль линий поля.
В частности, известным образом в поле электростатического напыления электрическое поле ионизирует молекулы дикислорода воздуха, которые становятся связанными с частицами порошка, заряд которых, образованный таким образом, зависит от диэлектрической проницаемости составляющего их материала. Вот почему предпочтительно использовать пластмассы с низкой проводимостью, чтобы удовлетворительным образом разместить порошок в движении. Однако проводящие наполнители могут быть использованы в смеси или во время последующего разбрызгивания.
В зависимости от веса на единицу площади или основного веса, который необходимо получить для конечного композитного полуфабриката, электроды 10 и 11 должны быть размещены на расстоянии друг от друга, составляющем от 0,5 мм до 70 мм. Может быть рассмотрен вариант установки, по меньшей мере, одного из электродов 10 и 11 на подвижной опоре, чтобы адаптировать его размещение в зависимости от толщины полуфабриката, которая должна быть получена.
Во избежание пробивного напряжения между электродами, находящимися под напряжением, можно рассмотреть вариант покрытия электродов изоляционным материалом, диэлектрическая проницаемость которого достаточно высока и достаточно устойчива к воздействию электрического поля. По очевидным причинам желательно, чтобы электрическая дуга не формировалась между электродами.
Для получения гомогенной смеси из волокон 4 и частиц порошка 6 используют электрическое поле переменного напряжения синусоидального типа, частота которого составляет 50 Гц. Кроме того, электрическое поле в описываемом варианте имеет амплитуду 10000 кВ/м.
Подобные характеристики электрического поля позволяют передвигать частицы 6 и волокна 4. Когда используют такое электрическое поле между электродами 10 и 11, не только частицы 6, но и в меньшей степени, волокна 4 приводятся в движение. Причина заключается в том, что волокна 4, которые измельчены или находятся в виде непрерывных нитей, еще не связаны вместе, и поэтому они способны передвигаться под действием электрического поля, формируемого между электродами 10 и 11.
Согласно другим вариантам осуществления изобретения переменное напряжение электрического поля может иметь треугольную, квадратную или пульсирующую форму или более сложный вид. Форма волны очевидным образом влияет на гомогенность смеси между порошком и волокнами, до такой степени, что она может быть определена в зависимости от составляющих компонентов полуфабриката и от свойств, которые необходимо придать полуфабрикату.
В качестве альтернативы можно рассмотреть вариант установки нескольких электродов, размещенных последовательно в направлении продвижения 15 конвейера 1. Таким образом, возможно приготовить смесь путем генерирования последовательности электрических полей между электродами, размещенными на каждой стороне конвейера 1, и относительно узких в направлении продвижения 15. Затем необходимо сориентировать поля в последовательных парах в одном направлении и в другом, то есть вверх и вниз, создавая таким образом «антипараллельные» поля. Это дает возможность эффективно гомогенизировать смесь из волокон 4 и порошка 6, поскольку движение частиц 6 и волокон 4 осуществляется постепенно по мере продвижения конвейера 1, попеременно в одном направлении, затем в противоположном направлении. В зависимости от требуемых свойств и/или используемых материалов и вещества, последовательные электрические поля могут быть получены от постоянного или переменного напряжения и могут иметь разнообразные амплитуды и/или ориентацию, так что они имеют составной компонент, перпендикулярный конвейеру 1.
Возможно также установить электроды, имеющие различную форму, то есть неплоские. Могут быть использованы трубчатые электроды, как описано в заявке WO 2005/038123, размещенные последовательно в направлении продвижения 15 конвейера 1 и подвергнутые воздействую переменного напряжения. Геометрия и размещение этих электродов должны в любом случае благоприятствовать составным компонентам электрического поля, перпендикулярным конвейеру 1, чтобы эффективно гомогенизировать смесь волокон 4 и частиц порошка 6.
В зависимости от количества порошка, нанесенного на волокнистое вещество и длительности, а также амплитуды обработки электрическим полем, порошок может двигаться, и в некоторых условиях, накапливая излишки порошка на внешней поверхности слоев 2 и 8. Таким образом создается состояние поверхности, пригодное для связывания во время использования полуфабриката.
В любом случае разность потенциалов между электродами 10 и 11 может быть выровнена между этими минимальными и максимальными значениями в зависимости от свойств композитного полуфабриката, в частности его толщины и происхождения материалов, из которых он выполнен.
Следующим этапом является этап тепловой обработки, который является стандартным в способах изготовления композитных полуфабрикатов. В общем случае, подобная тепловая обработка сопровождается или за ней следует штамповка полуфабриката. Комбинация этапов тепловой обработки и штамповки часто называют «каландрование».
В описываемом примере нагревание полуфабриката осуществляют с помощью термической конвекционной печи 12, а штамповку осуществляют между двумя сжимающими роликами 13 и 14.
Последовательность этапов нагревания, штамповки и выборочного охлаждения должна быть определена в зависимости от полуфабриката, который требуется получить. Во всех случаях согласно изобретению важно приложить к смеси температуру выше точек размягчения пластмасс, составляющих связующий порошок 6, а также нижний 2 и верхний 8 слои полуфабриката. Это позволяет эффективно перевести эти материалы в вязкое состояние и таким образом обеспечить их распределение и связывание с волокнами 4. Затем полуфабрикат охлаждают при комнатной температуре.
Кроме того, в случае использования материала, затвердевающего при нагревании, температура нагревания должна быть ниже температуры образования поперечных связей, чтобы можно было получить конечный продукт во время последующего этапа (не показан). Это возможно, поскольку большая часть материалов, затвердевающих при нагревании, проходит во время своего нагревания через псевдопластичное состояние, характеризующееся обратным размягчением при температуре, значительно ниже, чем температуры образования поперечных связей.
Обычно температура нагревания во время этапа каландрования может изменяться от 100°С до 400°С в зависимости от природы используемых материалов. Например, нагревание выше 160°С должно быть осуществлено, чтобы достичь точки размягчения полипропилена, и ниже 180°С, чтобы достичь точки размягчения полимолочной кислоты, или около 220°С, чтобы достичь точки размягчения полиамида 6.
Этот возможный этап штамповки с помощью сжимающих роликов 13 и 14 также служит для придания продуктам необходимой конечной толщины полуфабриката.
Кроме того, транспортирующий ремень конвейера 1 должен иметь механические свойства, которые обеспечивают его захват и сопротивление давлению полуфабриката, а также химическую стойкость к окислению озоном, получающимся в результате ионизации воздуха под воздействием электрического поля. В примере, представленном на чертеже, транспортирующий ремень состоит из тканой основы, покрытой с обеих сторон политетрафторэтиленом, но также может быть использован состав из полиуретана на стекле или полиэфира.
Как в известных способах производства, скорость продвижения 15 конвейера 1 устанавливается в зависимости от параметров, таких как основной вес полуфабриката, точка размягчения связывающих материалов и материалов слоев 2 и 8, или альтернативно размеров станка и времени, которое требуется для обработки электрическим полем.
Кроме того, заявленный способ может быть осуществлен для получения композитного полуфабриката, содержащего несколько наложенных друг на друга слоев. Для этого можно рассмотреть вариант, в котором заменяют одну из катушек, образующих слои 2 и 8, катушкой, уже содержащей армированный волокном композитный полуфабрикат. Таким образом, получают композитный полуфабрикат, имеющий несколько слоев, наложенных друг на друга волокон.
Кроме того, в зависимости от требуемого применения и, не выходя за рамки настоящего изобретения, возможен вариант, в котором накладывают еще слой, соответствующий тому, который был образован из смеси волокон 4 и порошка 6. Это может быть в случае пористых структур, например муссов, или структур, повторяющих пчелиные соты, но также и текстильных структур, например нетканого, трикотажного переплетения, или однонаправленной структуры. Такие слои могут таким образом придавать полуфабрикату различные механические, химические или другие свойства.
Могут быть рассмотрены многие другие варианты наложения слоев, относящихся к смеси волокон и порошка. Таким образом, полуфабрикат, состоящий из волокон и порошка, полученный с помощью способа согласно изобретению, может составлять один из слоев 2 или 8, чтобы таким образом образовать структуру по принципу сэндвича.
Все эти наложения и вставки имеют во всех случаях общий этап смешивания, который является признаком изобретения, с использованием электрического поля. Для получения двух смесей, упомянутых выше, очевидно необходимо повторить этапы изменения напыления волокон и разбрызгивания.
Таким образом, композитный полуфабрикат, полученный из пластмассы, армированной волокном, и изготовленный способом согласно изобретению, представляет собой пластины 17, нарезанные согласно откалиброванному размеру, с помощью инструмента 16 и затем собранные на конце производственной линии. В зависимости от свойств используемых материалов, полуфабрикат может быть также свернут, что может облегчить его транспортировку, перенос и/или использование.
Полуфабрикат, в виде плиты или рулона, затем последовательно преобразуют с помощью вытяжки или штамповки, то есть обработкой, которая обычно сочетает нагревание и прессование в пресс-форме. Композитный полуфабрикат, отштампованный таким образом, имеет хорошо известные свойства, такие как легкость, прочность, ударопрочность и т.п. Такой композитный продукт может использоваться в качестве поглощающей полосы для бампера автомобиля.
Характерные параметры способа, который является предметом настоящего изобретения, такие как скорость подачи наносимых волокон, скорость подачи разбрызгиваемых частиц, скорость продвижения конвейера и т.п., определяют в зависимости от соответствующих смешиваемых пропорций и масс на единицу объема составных элементов материалов волокон и составных элементов материалов порошка, чтобы получить основной вес, требуемый для указанного продукта, обычно находящийся в пределах от 50 г/м2 и 5000 г/м2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токопроводящее порошковое связующее на основе эпоксидной композиции и способ получения препрега и армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2820925C1 |
| Способ получения армированного углекомпозита на основе порошкового связующего, содержащего твердую эпоксидную смолу и бифункциональный бензоксазин (варианты) | 2023 |
|
RU2813113C1 |
| СТРЕНГИ, ПОКРЫТЫЕ ПОРОШКОМ ЭЛЕКТРОСТАТИЧЕСКИМ СПОСОБОМ | 2015 |
|
RU2703213C2 |
| НОВЫЕ КОМПОЗИТНЫЕ МАТЕРИАЛЫ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2008 |
|
RU2471632C2 |
| СПОСОБ ПРОИЗВОДСТВА МАТОВ ИЗ СТЕКЛОВОЛОКНА И ИЗДЕЛИЙ, ПОЛУЧАЕМЫХ НА ИХ ОСНОВЕ | 1996 |
|
RU2171322C2 |
| ЭЛЕКТРОПРОВОДЯЩИЕ ЗАМАСЛЕННЫЕ СТЕКЛОВОЛОКНА | 2005 |
|
RU2403214C2 |
| ПРОКЛАДКА ДЛЯ ИЗОЛЯЦИИ УДАРНЫХ ШУМОВ НА ОСНОВЕ ДРЕВЕСНО-СИНТЕТИЧЕСКОГО КОМПОЗИТНОГО МАТЕРИАЛА | 2015 |
|
RU2709844C2 |
| АРМИРУЮЩИЙ МАТЕРИАЛ С ВОЛОКНАМИ УВЕЛИЧЕННОГО ОБЪЕМА | 2002 |
|
RU2295447C2 |
| ГИБРИДНЫЙ КОМПОНЕНТ НА ОСНОВЕ МЕТАЛЛА И ПЛАСТМАССЫ | 2015 |
|
RU2636720C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТИЛЬНОГО ПОЛУФАБРИКАТА С УЛУЧШЕННОЙ ПРОЧНОСТЬЮ И ТЕКСТИЛЬНЫЙ ПОЛУФАБРИКАТ | 2010 |
|
RU2532576C2 |
Изобретение относится к способу изготовления армированного штампованного композитного полуфабриката, содержащего один или более пластический материал и измельченные волокна или непрерывные нити. Причем волокна или нити предпочтительно выполнены из одного или более неэлектропроводных материалов, точка размягчения которых выше, чем самые высокие точки размягчения указанных пластических материалов. Способ заключается в том, что наносят указанные волокна или указанные нити на конвейер в основном под действием силы тяжести и рассеивают частицы порошка указанных пластических материалов на волокна или нити в пропорции от 5% до 90% от общего веса. Затем смешивают указанные частицы с волокнами или нитями и доводят смесь до температуры выше точек размягчения указанных материалов для формирования указанного полуфабриката. При этом этап смешивания включает в себя воздействие на смесь по меньшей мере одним электрическим полем, по существу перпендикулярным направлению продвижения указанного конвейера. Причем поле способно передвигать указанные частицы и волокна или нити так, чтобы гомогенизировать указанную смесь. Достигаемый при этом технический результат заключается в уменьшении трудоемкости и повышении экономичности способа. 12 з.п. ф-лы, 1 ил.
1. Способ изготовления армированного штампованного композитного полуфабриката, содержащего один или более пластический материал и измельченные волокна или непрерывные нити (4), предпочтительно выполненные из одного или более неэлектропроводных материалов, точка размягчения которых выше, чем самые высокие точки размягчения указанных пластических материалов, содержащий следующие шаги:
наносят указанные волокна или указанные нити (4) на конвейер (1) в основном под действием силы тяжести;
рассеивают частицы (6) порошка указанных пластических материалов на волокна или нити (4) в пропорции от 5 до 90% от общего веса;
смешивают указанные частицы (6) с волокнами или нитями (4);
доводят смесь до температуры выше точек размягчения указанных материалов для формирования указанного полуфабриката;
отличающийся тем, что этап смешивания включает в себя воздействие на смесь (4, 6), по меньшей мере, одним электрическим полем, по существу перпендикулярным направлению продвижения (15) указанного конвейера (1), причем поле способно передвигать указанные частицы (6) и волокна или нити (4) так, чтобы гомогенизировать указанную смесь (4, 6).
2. Способ по п.1, отличающийся тем, что электрическое поле имеет переменное напряжение с частотой в пределах от 2 до 500 Гц и амплитудой в пределах от 100 до 80000 кВ/м.
3. Способ по любому из пп.1 или 2, отличающийся тем, что этап смешивания включает в себя воздействие на смесь (4, 6) множеством электрических полей, для чего две матрицы электродов размещают соответственно на каждой стороне конвейера (1), каждая из указанных матриц электродов содержит множество электродов, размещенных последовательно в направлении продвижения (15) конвейера (1), при этом каждое из указанных электрических полей формируют между двумя электродами, принадлежащими соответственно к одной и другой из указанных двух матриц электродов.
4. Способ по п.3, отличающийся тем, что указанные электрические поля получают из постоянного напряжения, причем они ориентированы в противоположенных направлениях последовательно в направлении продвижения (15) конвейера (1).
5. Способ по п.1, отличающийся тем, что электрическое поле формируют между электродами (10, 11), которые в основном являются плоскими и взаимно параллельными.
6. Способ по п.1, отличающийся тем, что указанные пластмассы являются термопластичными и выбраны из группы, содержащей полиэтилен, полипропилен, полиамиды, полиэфиры, например, полибутилентерефталат, соединения полимолочной кислоты, поливинилхлорид, полиэфиримиды, сополимеры амидов, сополимеры сложных эфиров.
7. Способ по п.1, отличающийся тем, что указанные пластмассы являются термореактивными материалами, выбранными из группы, содержащей ненасыщенные полиэфиры, полиэпоксиды, соединения на основе меламина и фенольные соединения.
8. Способ по п.1, отличающийся тем, что указанный порошок содержит добавки и/или наполнители, предназначенные для придания специфических свойств полуфабрикату, например, низкой плотности, пламезадерживающего или антибактериального свойства, или обеспечивают снижение общей стоимости порошка.
9. Способ по п.1, отличающийся тем, что порошок (6) содержит частицы, размер которых находится между минимальным диаметром 0,1 мкм и максимальным диаметром 3000 мкм, предпочтительно между минимальным диаметром, равным 0,1 мкм, и максимальным диаметром, равным 1000 мкм.
10. Способ по п.1, отличающийся тем, что волокна (4) имеют диаметр от 1 до 100 мкм, и предпочтительно от 10 до 50 мкм, а длина составляет от 2 до 200 мм и, предпочтительно от 10 до 70 мм.
11. Способ по п.1, отличающийся тем, что указанные волокна или нити (4) состоят из одного или более материалов, выбранных из группы, содержащей стекло, лен, джут, сизаль - лубяное волокно, высокопрочный полиэтилен, керамические волокна или арамидные волокна.
12. Способ по п.1, отличающийся тем, что указанные волокна или нити (4) наносят на поверхность конвейера (1) путем осаждения на нижний слой (2), а верхний слой (8) наносят на указанную смесь (4, 6), при этом нижний слой (2) и верхний слой (8) содержат одну или больше пластических материалов, точка размягчения которых ниже точки размягчения волокон (4).
13. Способ по п.1, отличающийся тем, что также содержит этапы, на которых наносят дополнительные слои на уже образованные смесью волокон (4) и порошка (6), указанные слои предназначены для придания полуфабрикату различных механических, химических и других свойств.
| Освобождающийся шлипс | 1949 |
|
SU86687A1 |
| ЕР 1526214 А1, 27.04.2005 | |||
| ЕР 1525969 А1, 27.04.2005 | |||
| RU 94041837 А1, 10.08.1996 | |||
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ПОЛОТЕН ИЗ ХОЛСТОВ, ОРИЕНТИРОВАННЫХ В РАЗЛИЧНЫХ НАПРАВЛЕНИЯХ | 1998 |
|
RU2200777C2 |

