Изобретение относится к отражательной рентгеновской оптике, а более конкретно, к технологии изготовления рентгенооптических осесимметричных фокусирующих элементов.
Для решения ряда задач необходимо получение на мишени (объекте) достаточно большой плотности потока рентгеновского излучения. В частности, это связано с задачей регистрации процессов, происходящих в лазерной плазме. Обеспечить концентрацию мягкого рентгеновского излучения на исследуемом объекте возможно с помощью осесимметричных зеркал (концентраторов) с внутренней изогнутой отражающей поверхностью, представляющей собой, например, тороид, эллипсоид либо параболоид вращения. Выбор формы внутренней поверхности, как правило, связан с необходимостью увеличения числа отражений для лучшей концентрации излучения на мишени либо для избавления от ряда аберраций.
Однако изготовление таких концентраторов является сложной задачей. Обусловлено это необходимостью создания отражающей поверхности с высокой точностью формы и малой шероховатостью, а также трудностью обеспечения большой величины отношения длины концентратора к максимальному диаметру зеркала. Так как для наиболее эффективного сбора излучения источника требуется изготовить значительно вытянутую поверхность вращения, а отношение диаметров входной и выходной апертур должно быть более чем в 2 раза. При этом отклонение формы отражающей поверхности от заданной не должно превышать 1 мкм. На эффективность отражения большое влияние оказывает и шероховатость отражающей (внутренней) поверхности зеркала, она должна быть менее 50 нм.
Известны следующие способы изготовления концентраторов (осесимметричных рентгеновских зеркал) разного применения.
В частности, известен способ вытачивания зеркал алмазным резцом на станке с программным управлением с последующей доводкой рабочей поверхности (книга «Металлические зеркала», авторы Цеснек Л.С, Сорокин О.В., Золотухин А.А., М.: Машиностроение, 1983 г.).
Способ трудоемкий и применяется, в основном, для использования в телескопах.
Известен способ изготовления рентгеновских концентраторов, согласно которому цилиндрическую трубку из молибденового стекла помещают в вертикальную колонну вытяжки с четырьмя направляющими стержнями, нагревают до температуры размягчения молибденового стекла и растягивают вдоль оси, при этом скорость перемещения нагревателя и скорость перемещения заготовки изменяют по строго определенному закону (Осташев В. И. Применение эффекта шепчущей галереи в экспериментах с пучками мягкого рентгеновского излучения. Под ред. Лукина А.В., Снежинок, изд-во РФЯЦ - ВНИИТФ, 2006 г.)
Однако этот способ не позволяет изготавливать образцы с точно заданной формой и имеет очень большой процесс отбраковки.
В качестве прототипа выбран способ изготовления осесимметричного концентратора мягкого рентгеновского излучения, согласно которому изготавливают металлический шаблон с криволинейной поверхностью вращения, вводят его в стеклянную трубчатую заготовку, которую после герметизации с обеих сторон и откачки воздуха нагревают до температуры термопластической деформации стекла, и извлекают шаблон после охлаждения шаблона и стеклянной трубчатой заготовки, получая реплику (Sakayanagi Y., Aoki S. Soft X-Ray imaging with toroidal mirrors, Applied Optics, Vol.17, No4, p.601-603). Точность формы и качество поверхности реплики полностью повторяют эти же параметры шаблона.
Недостатком этого способа является невозможность изготовления концентратора (зеркал) с большой разницей входной и выходной апертур. Малое различие апертур, обеспечиваемое данным способом, вызвано тем, что для обеспечения полной повторяемости формой и поверхностью зеркала формы и поверхности шаблона зазор между шаблоном диаметром порядка 10 мм и стеклянной трубкой не должен превышать 1 мм, т.е. разность поперечных сечений по длине концентратора находится в пределах 1 мм. При увеличении зазора происходит образование складок и деформация поверхности реплики. Это приводит к ограничению используемых форм шаблонов, а следовательно, к ограничению форм отражающей поверхности изготавливаемых данным способом зеркал. Кроме того, недостатком является дополнительная обработка (полировка) как оправки, так и отражающей поверхности зеркала.
Задачей настоящего изобретения является разработка способа, позволяющего получать концентраторы мягкого рентгеновского излучения (осесимметричные зеркала) любой заданной формы с большой разностью поперечных сечений и с малой шероховатостью поверхности.
Плавное натягивание разогретой стеклянной трубки на металлический шаблон, осуществляемое в определенном направлении от широкой части заготовки к суженной, приводит к постепенному исчезновению зазора между внутренней поверхностью стеклянной заготовки и наружной поверхностью шаблона по всей его длине. При этом осуществляется плотное прилегание заготовки как к широкой, так и к суженной части шаблона. В каком-то смысле это напоминает процесс постепенного схлапывания заготовки при производстве оптического волокна. Однако в данном случае этот процесс позволяет получить новый технический результат: существенное снижение требования к ограничению зазора между заготовкой и шаблоном по сравнению с прототипом, исключив дополнительную обработку (полировку) отражательной поверхности зеркала.
Поставленная задача решается тем, что в способе изготовления концентратора мягкого рентгеновского излучения, согласно которому изготавливают металлический шаблон с криволинейной поверхностью вращения, вводят его в стеклянную трубчатую заготовку, которую после герметизации с обеих сторон и откачки воздуха нагревают до температуры термопластической деформации стекла, и извлекают шаблон после охлаждения шаблона и стеклянной трубчатой заготовки, согласно изобретению дополнительно в процессе нагрева осуществляют вертикальное растяжение стеклянной заготовки под воздействием заданного механического усилия, приложенного к ее нижнему концу, а нагрев осуществляют плавным перемещением кольцевого нагревательного элемента вдоль рабочей поверхности шаблона по направлению к его сужению.
Кроме того, для удобства шаблон вводят в стеклянную трубчатую заготовку и извлекают из нее с помощью штока, механически объединенного с его торцевой поверхностью.
Кроме того, вытягивающее усилие, прикладываемое к нижнему концу заготовки, может быть осуществлено с помощью экспериментально подобранного груза или с помощью перемещаемой нижней каретки, в которой закрепляют нижний конец заготовки.
Кроме того, нижний конец штока после введения его в трубчатую стеклянную заготовку фиксируют с помощью пробки, герметично перекрывающей нижнее отверстие трубчатой заготовки. При этом обеспечиваются как удержание шаблона в вертикальном положении при наличии зазора в исходном положении, так и условие для обеспечения герметичности внутреннего объема с нижнего конца заготовки.
Кроме того, откачку воздуха производят через отверстие в герметичной пробке, закрывающей верхнее отверстие стеклянной трубчатой заготовки.
Наличие в заявляемом изобретении признаков, отличающих его от прототипа, позволяет считать его соответствующим условию «новизна».
Новые признаки (дополнительно в процессе нагрева осуществляют вертикальное растяжение стеклянной заготовки под воздействием заданного механического усилия, приложенного к ее нижнему концу, а нагрев осуществляют плавным перемещением кольцевого нагревательного элемента вдоль рабочей поверхности шаблона по направлению к его сужению) не выявлены в технических решениях аналогичного назначения. На этом основании можно сделать вывод о соответствии заявляемого изобретения условию «изобретательский уровень».
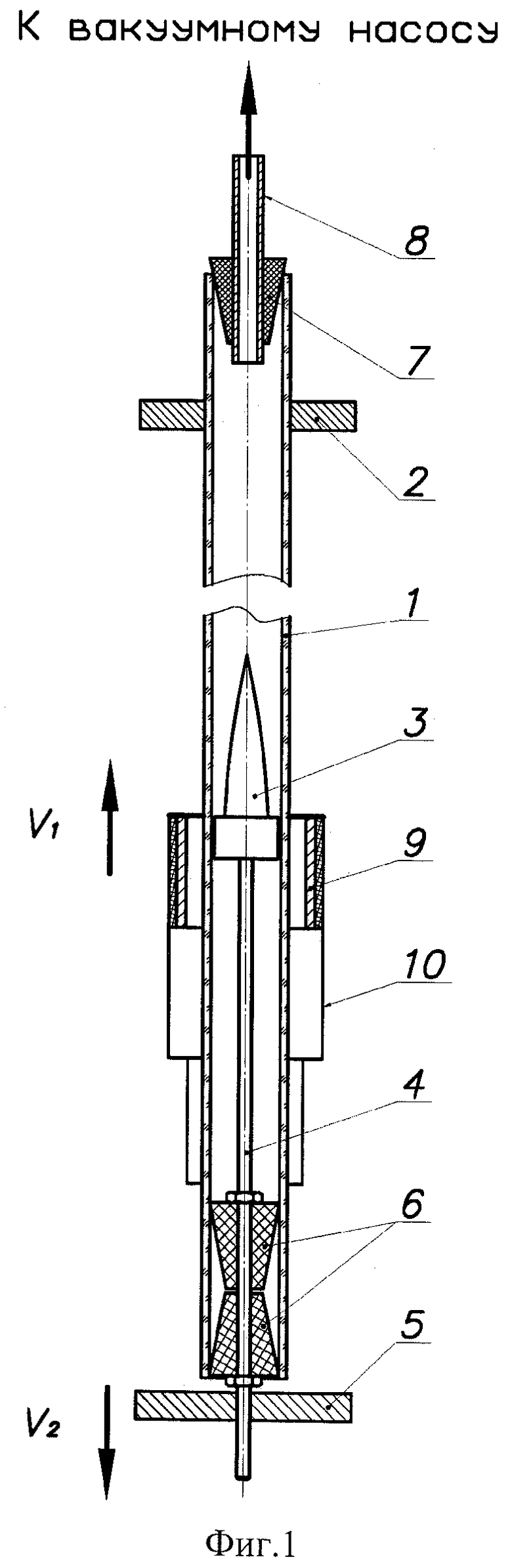
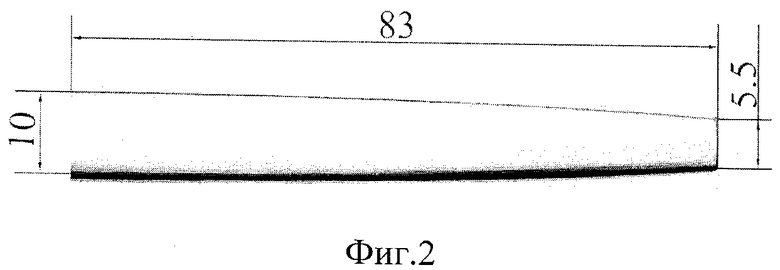
На фиг.1 показана схема изготовления концентратора заявляемым способом, на фиг.2 - фотография полученного концентратора.
На схеме изготовления концентратора (фиг.1) показаны: заготовка 1 в форме стеклянной цилиндрической трубки, верхняя часть которой зафиксирована кареткой 2, шаблон 3 со штоком 4, груз 5, нижняя пробка 6, верхняя пробка 7, патрубок 8 вакуумного насоса (не показан), электрическая печь 9 с термоэкраном 10. В качестве материала заготовки было выбрано стекло С52-1, внутренний диаметр цилиндрической трубки составлял 10 мм при наружном диаметре 14 мм. В качестве материала шаблона была выбрана медь.
Способ реализуют следующим образом.
Шаблон 3 с помощью штока 4 вставляют в нижний конец заготовки 1 и фиксируют его с помощью герметичной пробки 6. Верхний конец заготовки 1 также герметично закрывают пробкой 7 с патрубком 8 вакуумного насоса. Внутри герметично закрытого с обоих концов участка заготовки с шаблоном создают разрежение порядка 10-2 мм рт.ст. Затем с помощью электрической печи 9 начинают нагревать заготовку со стороны широкого торца шаблона 3 и с со скоростью VI медленно продвигают печь 9 по направлению к суженной части шаблона 3. При разогреве стекла заготовки 1 до пластичного состояния начинается процесс ее растяжения со скоростью V2 под воздействием груза 5, подвешенного к свободно висящему нижнему концу заготовки. В процессе растяжения за счет уменьшения сечения заготовки происходит ее натягивание на шаблон. По завершении процесса выбора зазора между заготовкой и шаблоном нагрев прекращают и охлаждают заготовку вместе с шаблоном при комнатной температуре. Материалы заготовки и шаблона выбирают таким образом, чтобы коэффициент линейного расширения материала шаблона был много большим коэффициента расширения материала заготовки. Благодаря этому при нагреве происходит уменьшение зазора между внутренней поверхностью заготовки и шаблона. При остывании же после достижения температуры затвердевания стекла и дальнейшем охлаждении размеры шаблона сокращаются пропорционально своему коэффициенту линейного расширения, в результате чего между внутренней поверхностью изделия и шаблоном появляется зазор. В результате шаблон легко вынимается с помощью штока, не нарушая качества поверхности изготовленного концентратора. На фиг.2 приведена фотография образца изготовленного концентратора с эллипсоидальной отражающей поверхностью в реальных размерах. Как видно, при длине 83 мм отношение между входной и выходной апертурой составляет примерно 2. Проведенные измерения внутренних параметров концентратора на двухкоординатном измерительном приборе ДИП-1 показали, что отклонения внутренней поверхности концентратора от профиля поверхности шаблона составляет не более 2 мкм, т.е. лежит в пределах погрешности измерительного прибора. Проведенные сравнительные измерения шероховатости внутренней поверхности стеклянной заготовки, оправки и отражательной поверхности изготовленного концентратора показали, что качество последней выше качества поверхности заготовки и оправки.
Заявляемый способ позволяет изготавливать концентраторы мягкого рентгеновского излучения с различной формой отражающей поверхности. Это может быть эллипсоид, параболоид, тороид и т.д. При этом при использовании одного и того же шаблона обеспечиваются хорошая повторяемость формы и малая шероховатость рабочей поверхности без дополнительной обработки (полировки) отражательной поверхности зеркала.
Для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность осуществления способа изготовления концентратора мягкого рентгеновского излучения и способность обеспечения достижения усматриваемого заявителем технического результата. Следовательно, заявленное изобретение соответствует условию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ОПТИЧЕСКИХ РЕЗОНАНСНЫХ ЯЧЕЕК С ПАРАМИ АТОМОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578890C1 |
| ВЫСОКОСТАБИЛЬНЫЙ ВОЛНОВОДНО-РЕЗОНАНСНЫЙ ФОРМИРОВАТЕЛЬ ПОТОКА РЕНТГЕНОВСКОГО КВАЗИМОНОХРОМАТИЧЕСКОГО ИЗЛУЧЕНИЯ | 2010 |
|
RU2528561C2 |
| Способ изготовления зонных пластин | 2022 |
|
RU2793078C1 |
| СПОСОБ ФОКУСИРОВКИ ВОЛНОВОГО ПОЛЯ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ УПОРЯДОЧЕННОГО НАБОРА ФОКУСИРУЮЩИХ ЭЛЕМЕНТОВ ДЛЯ УСТРОЙСТВА ФОКУСИРОВКИ | 2007 |
|
RU2352970C1 |
| МАТЕРИАЛ ПОДЛОЖКИ ДЛЯ РЕНТГЕНООПТИЧЕСКИХ КОМПОНЕНТОВ | 2002 |
|
RU2264995C2 |
| КОНЦЕНТРАТОР СОЛНЕЧНОЙ ЭНЕРГИИ | 2000 |
|
RU2178127C2 |
| Способ удаления материала с поверхности оптических деталей для формирования оптических элементов с формой поверхности в виде внеосевого сегмента эллипсоида вращения | 2024 |
|
RU2838647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ АТОМНЫХ ЯЧЕЕК С ПАРАМИ АТОМОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2554358C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЛНЕЧНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ С КОНЦЕНТРАТОРОМ (ВАРИАНТЫ) | 2006 |
|
RU2310140C1 |
| Способ изготовления отражателя | 1990 |
|
SU1749880A1 |
Изобретение используется в отражательной рентгеновской оптике, а более конкретно, в технологии изготовления рентгенооптических осесимметричных фокусирующих элементов. Для получения концентратора мягкого рентгеновского излучения изготавливают металлический шаблон с криволинейной поверхностью вращения, вводят его в стеклянную трубчатую заготовку, которую герметизируют и нагревают до температуры термопластической деформации стекла, затем извлекают шаблон. После охлаждения шаблона и стеклянной трубчатой заготовки дополнительно в процессе нагрева осуществляют вертикальное растяжение стеклянной заготовки механическим усилием, приложенным к ее нижнему концу. Нагрев осуществляют плавным перемещением кольцевого нагревательного элемента вдоль рабочей поверхности шаблона по направлению к его сужению. Технический результат изобретения - получение концентратора любой заданной формы с большой разностью поперечных сечений и с малой шероховатостью поверхности. 5 з.п. ф-лы, 2 ил.
1. Способ изготовления концентратора мягкого рентгеновского излучения, согласно которому изготавливают металлический шаблон с криволинейной поверхностью вращения, вводят его в стеклянную трубчатую заготовку, которую после герметизации с обеих сторон и откачки воздуха нагревают до температуры термопластической деформации стекла, и извлекают шаблон после охлаждения шаблона и стеклянной трубчатой заготовки, отличающийся тем, что дополнительно в процессе нагрева осуществляют вертикальное растяжение стеклянной заготовки под воздействием заданного механического усилия, приложенного к ее нижнему концу, а нагрев осуществляют плавным перемещением кольцевого нагревательного элемента вдоль рабочей поверхности шаблона по направлению к его сужению.
2. Способ по п.1, отличающийся тем, что шаблон вводят в стеклянную трубчатую заготовку и извлекают из нее с помощью штока, механически объединенного с его торцевой поверхностью.
3. Способ по п.2, отличающийся тем, что вытягивающее усилие, прикладываемое к нижнему концу заготовки, осуществляют с помощью экспериментально подобранного груза, подвешенного к нижнему концу заготовки.
4. Способ по п.2, отличающийся тем, что вытягивающее усилие, прикладываемое к нижнему концу заготовки, осуществляют с помощью перемещаемой каретки, зафиксированной на нижнем конце заготовки.
5. Способ по п.2, отличающийся тем, что нижний конец штока после введения его в трубчатую стеклянную заготовку фиксируют с помощью пробки, герметично перекрывающей нижнее отверстие трубчатой заготовки.
6. Способ по п.5, отличающийся тем, что откачку воздуха производят через отверстие в герметичной пробке, закрывающей верхнее отверстие стеклянной трубчатой заготовки.
| SAKAYANAGI Y., AOKI S | |||
| Soft X-Ray imaging with toroidal mirrors, Applied Optics, Vol.17, №4, p.601-603 | |||
| RU 2001455 C1, 15.10.1993 | |||
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 1994 |
|
RU2080669C1 |
| Дефлектор света | 1990 |
|
SU1778738A1 |
| СПОСОБ ЛЕЧЕНИЯ ХРОНИЧЕСКОГО ГЕПАТИТА И ЦИРРОЗА ПЕЧЕНИ | 1992 |
|
RU2014842C1 |

