Группа изобретений относится к способам получения малогабаритных атомных ячеек с парами атомов щелочных металлов и устройствам для их изготовления и может быть использована при изготовлении квантовых приборов различного применения.
Стеклянные ячейки, наполненные парами атомов щелочных металлов, применяют в малогабаритных атомных часах, стандартах частоты СВЧ диапазона, ядерных гироскопах и квантовых магнитометрах с оптической накачкой. Для создания компактных приборов необходимы малогабаритные атомные ячейки.
Наиболее близким аналогом предлагаемому является способ получения стеклянной ячейки, наполненной парами атомов щелочных металлов, представляющей собой изготовленную традиционным стеклодувным способом малогабаритную колбу цилиндрической или сферической формы с приваренным отростком (штенгелем), через который осуществляется заполнение ячейки парами щелочного металла и буферным газом и последующая герметизация ячейки путем отпайки (заваривания) штенгеля [Knappe S, Velichansky V, Robinson H G, Kitching J, Hollberg L, "Compact atomic vapor cells fabricated by laser induced heating of hollow-core glass fibers." Rev. Sci. Instrum. 74, 3142-5(2003)]. Способ изготовления таких ячеек включает приварку штенгеля из тонкостенной трубки к корпусу ячейки (колбы), представляющей собой тонкостенный стеклянный стаканчик, предварительный нагрев торца ячейки и окна, приварку окна к торцу ячейки и их совместный отжиг излучением CO2-лазера, подключение ячейки через штенгель к откачному посту, откачку ячейки и ее предварительную термообработку, заполнение термообработанной ячейки рубидием, заполнение смесью рабочих газов и герметизацию путем отпайки штенгеля, для чего штенгель нагревается как можно ближе к колбе до температуры размягчения стекла и заваривается, благодаря разнице давления снаружи колбы (атмосферное давление) и внутри колбы (давление рабочих газов). Однако использование при стеклодувном изготовлении ячеек газовых горелок не позволяет изготовить ячейки с характерными размерами порядка нескольких миллиметров и оптически однородными по всему сечению окнами. В частности, при таком способе невозможно уменьшить длину штенгеля при отпайке от откачного поста до миллиметровых размеров, поскольку при этом колба и окна ячейки подвергаются размягчению и деформации. Из-за этого ухудшаются оптические свойства и эксплуатационные характеристики ячейки. Чтобы избежать ухудшения оптических свойств и эксплуатационных характеристик ячейки, приходится увеличивать ее габариты, что приводит к ухудшению весогабаритных характеристик и повышению энергопотребления аппаратуры.
Наиболее близким аналогом к предлагаемому является устройство для изготовления ячеек, наполненных парами атомов щелочных металлов, включающее вакуумную камеру, ампулу, устройство для вскрытия ампулы, расположенной в отдельном вакуумированном отсеке, отделенном от вакуумной камеры затвором, и устройство для перемещения ампулы из отсека в вакуумную камеру [Заявка на патент US 2012321433, опубл. 20.12.2012].
Недостатками известного устройства являются неэкономичное использование, невозможность дозированного заполнения ячейки дорогостоящим изотопом щелочных металлов и невозможность их герметизации.
В изобретении решается задача улучшения эксплуатационных характеристик ячеек и аппаратуры, в которой они используются.
Техническим результатом предлагаемой группы изобретений является миниатюризация стеклянной ячейки без ухудшения ее оптических свойств, а также экономия дорогостоящего изотопа щелочного металла и рабочего газа.
Указанный технический результат достигается тем, что в способе изготовления малогабаритных оптических резонансных ячеек с парами атомов щелочных металлов, включающем изготовление стеклянного корпуса ячейки, вакуумирование ячеек, их предварительную термообработку и последующую загрузку ячеек парами щелочного металла и смесью рабочих газов и герметизацию, предварительно в одной из нерабочих стенок каждой из ячеек выполняют сквозное осесимметричное отверстие, диаметр которого возрастает по направлению от внутренней поверхности ячейки к наружной, затем располагают ячейки в вакуумной камере в гнездах карусели отверстием кверху и проводят откачку камеры, термообработку и обезгаживание ячеек, загрузку термообработанных ячеек щелочным металлом проводят после отключения нагрева и охлаждения ячеек до комнатной температуры, для чего вскрывают ампулу, подводят дозатор с подогретой до 230-250°C ампулой со щелочным металлом к ячейке таким образом, чтобы сопло ампулы дозатора было направлено в отверстие ячейки, одновременно охлаждая ячейки, после чего поворачивают карусель ячеек таким образом, чтобы сопло ампулы дозатора было направлено в отверстие следующей ячейки, после заполнения всех ячеек нагрев ампулы отключают и загружают все ячейки, находящиеся в камере, смесью рабочих газов, а затем герметизацию ячеек осуществляют путем установки в отверстие каждой стеклянного шарика, диаметр которого больше меньшего диаметра отверстия, но меньше толщины стенки ячейки, и облучают шарик направленным на его центр пучком излучения CO2-лазера с диаметром, превышающим диаметр шарика, до оплавления шарика и его сварки со стенкой ячейки.
Указанный технический результат достигается также тем, что шарики выполняют из такого же стекла, из которого выполнена ячейка.
Указанный технический результат достигается также тем, что в качестве щелочного металла используют рубидий, или цезий, или калий.
Указанный технический результат достигается также тем, что в качестве рабочих газов используют изотопы ксенона и азота.
Указанный технический результат достигается тем, что устройство для изготовления малогабаритных оптических резонансных ячеек с парами атомов щелочных металлов, включающее вакуумную камеру, дозатор, содержащий стеклянную ампулу и механизм подачи дозатора, устройство для вскрытия ампулы, вакуумные насосы, дополнительно содержит лазерную систему для облучения шарика при герметизации ячейки, нагреватель ампулы, а вакуумная камера содержит карусель с гнездами для ячеек, включающую охладитель ячеек, нагреватель ячеек, карусель с гнездами для шариков, окно, прозрачное для лазерного излучения, приводы поворота карусели ячеек и вращения карусели шариков, натекатели для ввода в вакуумную камеру рабочих газов и расположенные вне вакуумной камеры резервуары рабочих газов.
Указанный технический результат достигается также тем, что дозатор размещен на механизме подачи и снабжен корректирующим штырем и нагревателем.
Указанный технический результат достигается также тем, что дозатор выполнен из материала с высокой теплопроводностью, например из меди.
Указанный технический результат достигается также тем, что устройство для вскрытия ампулы выполнено в виде упора.
Указанный технический результат достигается также тем, что карусель для ячеек дополнительно снабжена направляющими с фиксаторами.
Указанный технический результат достигается также тем, что карусель для шариков выполнена в виде двух расположенных друг над другом соосных дисков с отверстиями-гнездами для шариков, при этом верхний диск может поворачиваться относительно нижнего, в нижнем диске содержится одно отверстие, а в верхнем диске количество отверстий равно числу закладываемых в основную карусель ячеек.
Указанный технический результат достигается также тем, что устройство дополнительно содержит смотровые окна.
Сущность предлагаемого изобретения поясняется фиг. 1-4.
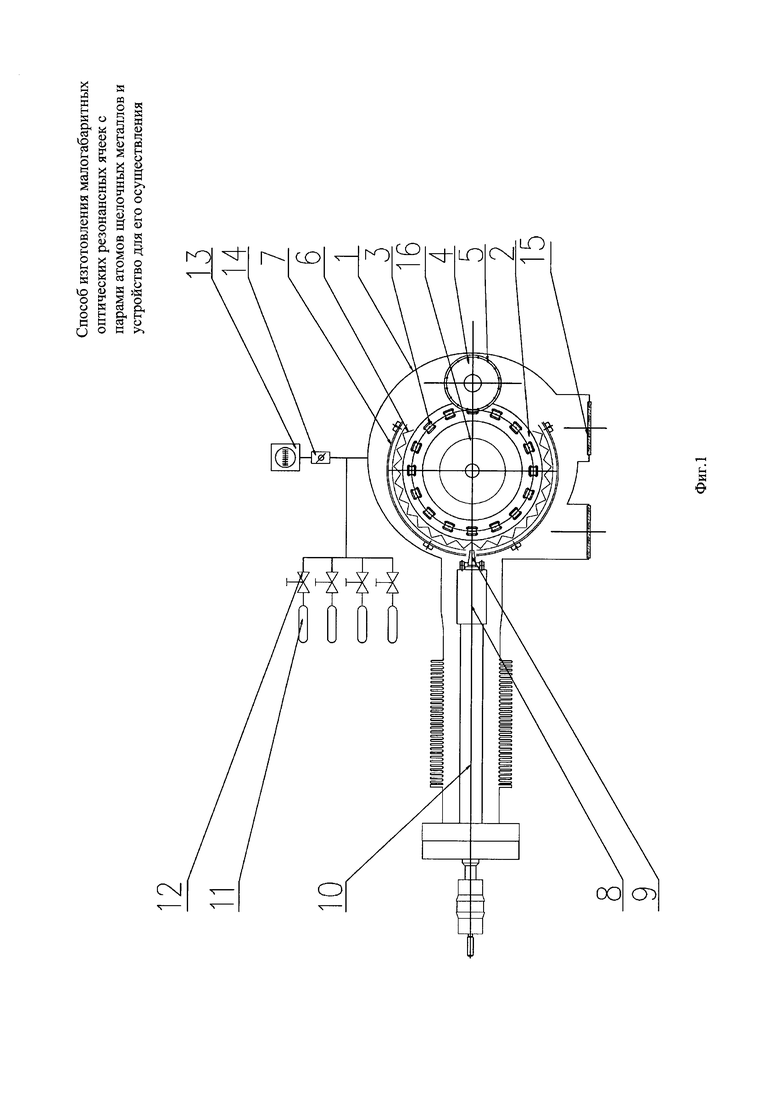
На фиг. 1 схематически показано предлагаемое устройство (вид сверху), где 1 - вакуумная камера, 2 - карусель с гнездами для ячеек 3, 4 - карусель с гнездами для шариков 5, 6 - нагреватель ячеек с экраном 7, 8 - дозатор со штырем 9, содержащий стеклянную ампулу со щелочным металлом, 10 - механизм подачи дозатора, 11 - резервуары с рабочими газами, 12 - натекатели для подачи газов, 13 - вакуумная система откачки, 14 - шиберный затвор, 15 - боковое смотровое окно, 16 - фиксатор положения карусели ячеек.
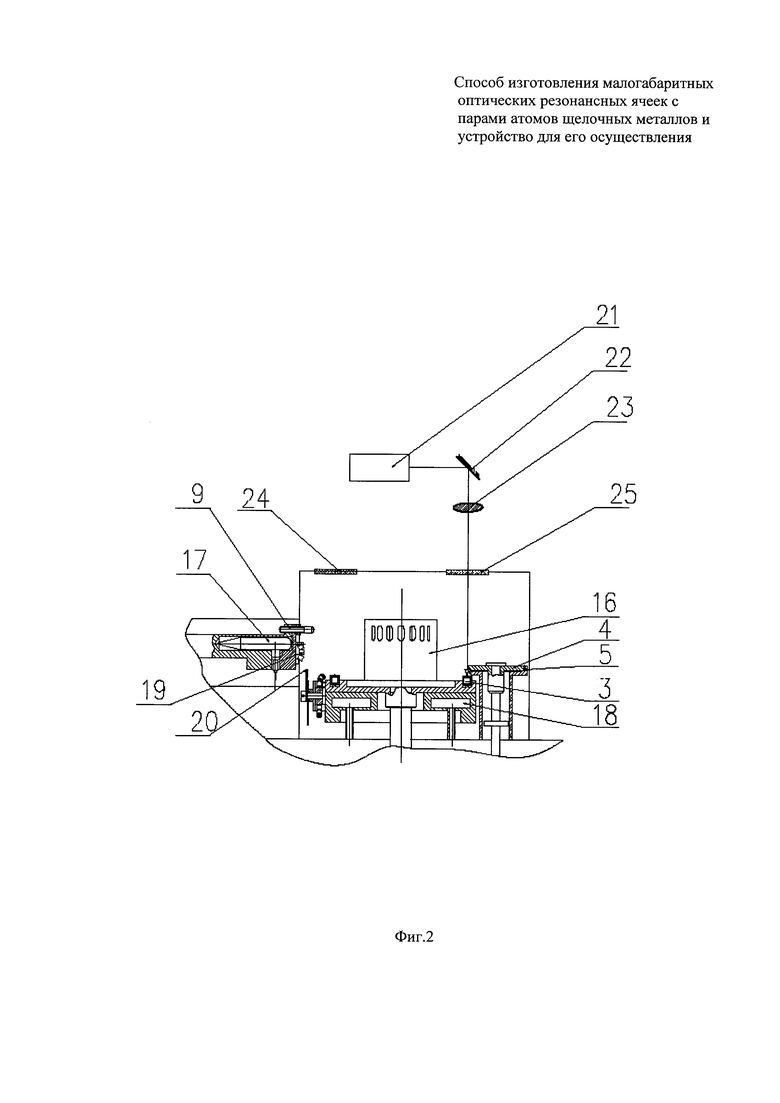
На фиг. 2 схематически показано предлагаемое устройство до начала процесса, где 3 - ячейка, 4 - карусель с шариками 5, 9 - штырь дозатора, 16 - фиксатор положения карусели ячеек, 17 - ампула со щелочным металлом, 18 - охладитель ячеек, 19 - нагреватель ампулы, 20 - устройство для вскрытия ампулы, 21 - CO2-лазер, 22 - отражающее зеркало, 23 - фокусирующая линза, 24 - верхнее смотровое окно, 25 - окно, прозрачное для лазерного излучения.
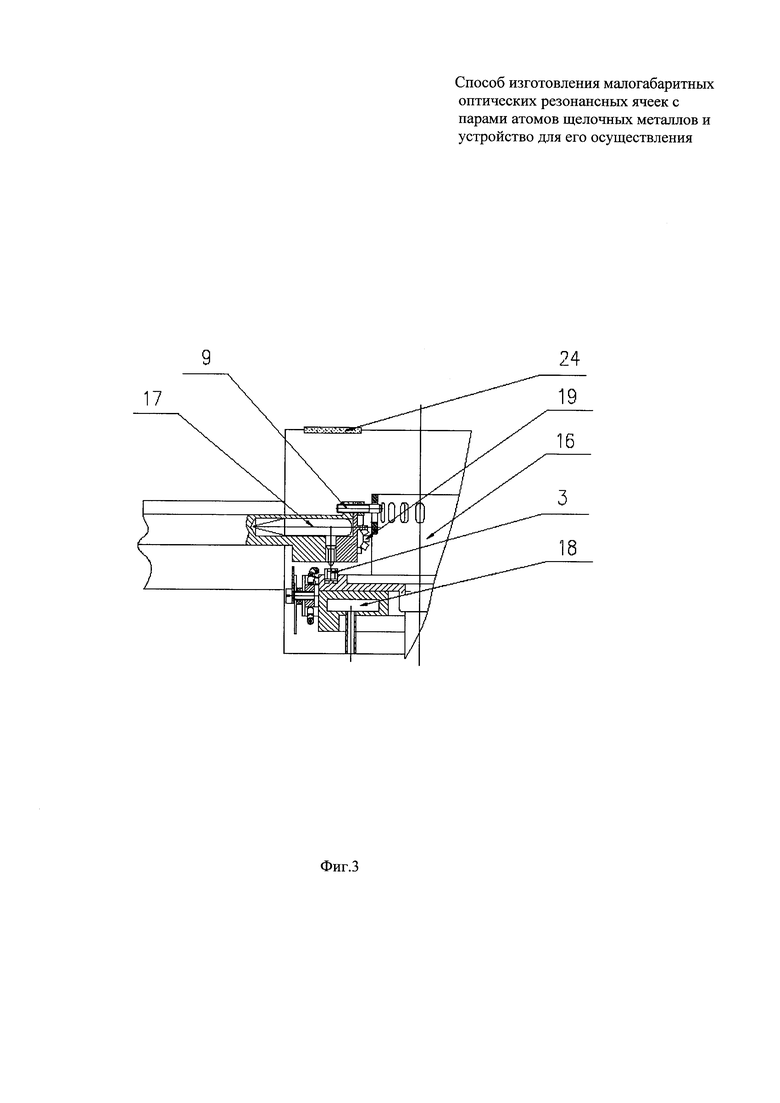
На фиг. 3 схематически показан фрагмент предлагаемого устройства во время загрузки ячейки щелочным металлом, где 3 - ячейка, 9 - штырь дозатора, 16 - фиксатор положения карусели ячеек, 17 - ампула со щелочным металлом, 18 - охладитель ячеек, 19 - нагреватель ампулы, 24 - верхнее смотровое окно.
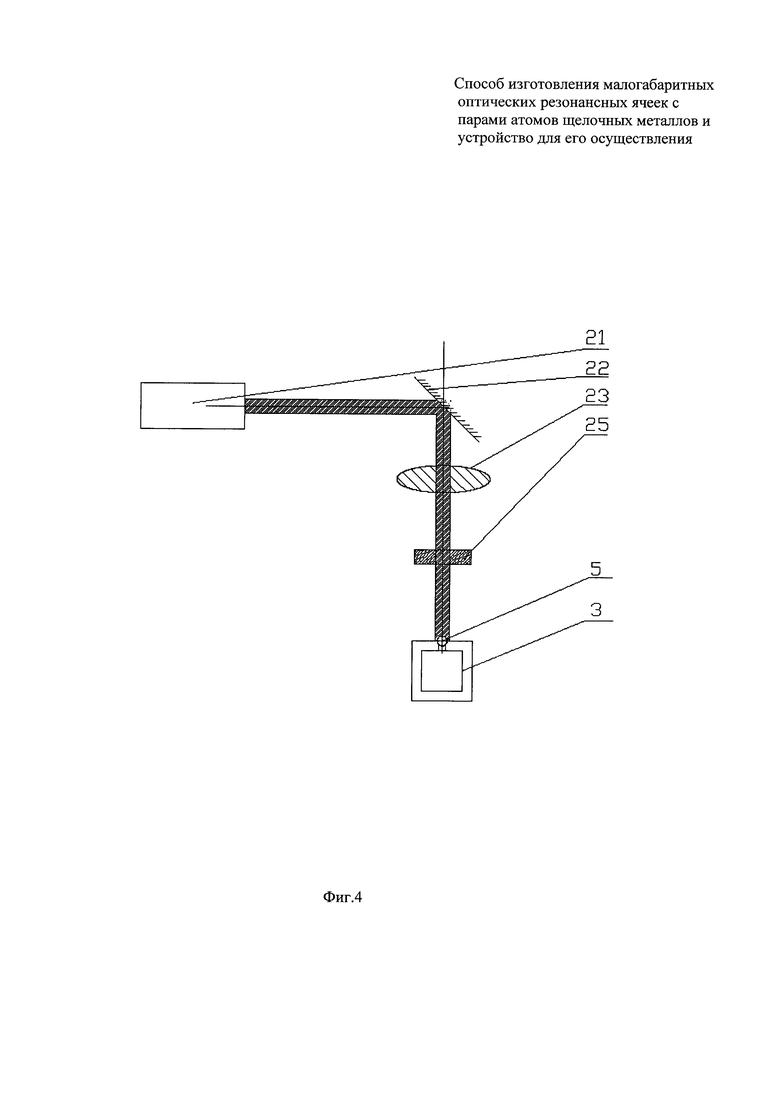
На фиг. 4 схематически показан процесс герметизации ячейки с помощью CO2-лазера, где 3 - ячейка, 5 - шарик, 21 - CO2-лазер, 22 - отражающее зеркало, 23 - фокусирующая линза, 25 - окно, прозрачное для лазерного излучения.
Предлагаемое устройство содержит вакуумную камеру 1 со смотровыми окнами 15 и 24 и окном 25, прозрачным для лазерного излучения. Вакуумная камера 1, к которой подсоединена вакуумная система 13 с шиберным затвором 14, оснащена каруселью 2 с гнездами для ячеек 3, каруселью 4 с гнездами для шариков 5, приводом поворота карусели ячеек и приводом вращения карусели шариков (на чертежах не показаны), нагревателем ячеек 6 с экраном 7, охладителем ячеек 18, дозатором 8 со стеклянной ампулой 17 со щелочным металлом, размещенным на механизме подачи 10, который снабжен нагревателем 19 ампулы 17, и устройством 20 для вскрытия ампулы, выполненным в виде упора. Дозатор 8, выполненный из теплопроводящего материала, снабжен специальным штырем 9, корректирующим положение дозатора 8 относительно отверстия в заготовке ячейки 3. Карусель 4 для укладки шариков 5 в заготовки ячеек 3 выполнена в виде двух соосных дисков, верхний из которых может поворачиваться относительно нижнего. На нижнем диске карусели 4 выполнено одно отверстие для шарика 5, а на верхнем диске количество отверстий-гнезд для шариков соответствует количеству гнезд для ячеек в карусели 2 для ячеек 3. Карусель 2 лежит на охладителе 18 ячеек, выполненном в виде камеры, в которую подается жидкий азот. Предлагаемое устройство содержит вне вакуумной камеры 1 лазерную систему для герметизации ячеек, включающую CO2-лазер 21, отражающее зеркало 22 и фокусирующую линзу 23, а также систему для напуска в вакуумную камеру 1 рабочих газов, включающую резервуары 11 и натекатели для подачи газов 12.
Предлагаемый способ осуществляют следующим образом.
При предварительном изготовлении корпусов ячеек длинную трубку из боросиликатного стекла с круглым или квадратным сечением нарезают с использованием лазера или специального станка с автоматической регулировкой подачи на заготовки равной длины.
Затем, в случае цилиндрической заготовки, на образующей цилиндра с помощью импульсного лазера выполняют сквозное осесимметричное отверстие, диаметр которого возрастает по направлению от внутренней поверхности заготовки к наружной. При изготовлении кубической или шестигранной ячейки такое отверстие формируют в центре плоского стекла, которое имеет размеры поперечного сечения ячейки и которое после сварки становится одним из донышек ячейки соответствующей формы.
Затем изготавливают заготовки ячеек, осуществляя сварку отрезков трубок цилиндрического, квадратного или шестиугольного сечения с окошками (донышками) и последующий отжиг стекла излучением CO2-лазера для снятия остаточных механических напряжений, которые могут приводить к нежелательному изменению поляризации лазерного излучения из-за наведенного двулучепреломления. Сварку и отжиг производят при вращении свариваемых деталей вокруг их оси симметрии со скоростью несколько оборотов в секунду.
Полученные заготовки ячеек 3 при открытой крышке вакуумной камеры 1 размещают на карусели 2 отверстием вверх. В отверстиях верхнего диска карусели 4 для шариков размещают стеклянные шарики 5, изготовленные из того же стекла, из которого изготовлены ячейки 3.
Затем крышку вакуумной камеры 1 герметично закрывают и производят откачку атмосферного воздуха вакуумной системой 13 до давления не выше 5*10-6 Торр. Далее ячейки 3 обезгаживают при температуре 300°C в течение 6 часов с помощью нагревателя 6. Для концентрации теплового потока на ячейках 3 служит экран 7.
Затем нагрев отключают и после остывания ячеек до комнатной температуры с помощью механизма 10 перемещают дозатор со стеклянной ампулой 17 с капиллярным выходом и круговой насечкой в месте вскрытия. При перемещении механизмом 10 дозатора 8 с ампулой 17 кончик ее сопла наталкивается на устройство для вскрытия ампулы (упор) 20 и происходит разлом сопла по насечке. В результате сопло, являющееся капиллярным выходом паров металла, оказывается открытым.
Дозатор 8 с ампулой 17 со щелочным металлом поочередно подводят к отверстиям каждой из ячеек 3 механизмом 10 и производят загрузку ячейки необходимым количеством щелочного металла. Контроль ведут через смотровые окна 15 и 24. С целью точного совпадения отверстия в ячейке и кончика сопла ампулы на карусели 2 установлен регулируемый фиксатор положения карусели 16. Штырь 9 дозатора 8 входит в отверстие предварительно отрегулированного фиксатора 16, карусель 2 доворачивается, и отверстие ячейки 3 совпадает с отверстием ампулы 17.
Для обеспечения потока атомов щелочного металла из ампулы 17 в ячейки 3 ампулу нагревают с помощью нагревателя 19, встроенного в дозатор 8. Температура ампулы подбирается в пределах 230-250°C.
В конце интервала загрузки на дне стакана и частично на его боковых стенках осаждается тонкий слой металла. Не изменяя режима нагрева ампулы 17, карусель 2 с ячейками 3 поворачивают на определенный угол и подводят следующую ячейку 3 под поток атомов щелочного металла из сопла ампулы 17. Процедуру повторяют столько раз, сколько ячеек размещено в карусели 2, чтобы щелочной металл оказался во всех ячейках. Для лучшего удержания щелочного металла ячейки охлаждают с помощью охладителя 18.
После заполнения всех ячеек нагрев дозатора выключают и его возвращают в исходное положение.
Далее вакуумную камеру 1 заполняют смесью газов изотопов ксенона и азота с необходимыми парциальными давлениями (в пределах 5-100 Торр). Для этого перекрывают шиберный затвор 14, отсекающий систему откачки 13, открывают вентиль напуска одного из рабочих газов и через натекатель 12 производят напуск газа в вакуумную камеру 1 до необходимого давления в камере.
Аналогичным образом производят напуск других газов из других баллонов через соответствующие вентили и натекатели 12. При этом в камере 1 и в ячейках 3 устанавливается определенное процентное соотношение этих газов, влияющее на качество получаемых ячеек.
Затем ячейки, заполненные парами щелочного металла, герметизируют, используя карусель 4 для укладки шариков 5 в отверстия ячеек 3. Для этого ячейку 3 поворотом карусели 2 с помощью привода поворота устанавливают под отверстие нижнего неподвижного диска карусели 4 для укладки шариков 5, затем с помощью привода вращения карусели поворачивают верхний подвижный диск карусели 4. Специальные направляющие на диске карусели 2 и фиксатор 16 положения карусели 2 позволяют точно поворачивать карусель и устанавливать ячейки под загрузку. Когда отверстие верхнего диска карусели 4 с заранее уложенным в него шариком 5 совпадает с отверстием в нижнем диске карусели 4, шарик 5 падает в углубление в ячейке 3. Процедуру повторяют столько раз, сколько ячеек размещено в карусели 2.
Затем производят приварку стеклянных шариков 5 к стенке ячеек 3, которую осуществляют лучом CO2-лазера 21, для чего фокусируют луч лазера линзой 23 на шарик 5 таким образом, чтобы центр луча лазера был направлен на центр шарика 5. Диаметр луча лазера больше диаметра шарика. Шарик расплавляется и герметизирует отверстие в ячейке.
После окончания герметизации ячейки карусель 2 с ячейками 3 поворачивают, и в зоне сварки поочередно оказывается следующая ячейка.
После герметизации всех ячеек подачу жидкого азота в охладитель 18 прекращают, и в вакуумную камеру напускают атмосферный воздух, открывают крышку камеры и извлекают из нее готовые ячейки.
Ниже приведен конкретный пример использования предлагаемого способа.
Из трубок заводского изготовления длиной более 300 мм и квадратного поперечного сечения (внешнее сечение 6,5×6,5 мм, внутреннее сечение 5,2×5,2 мм) нарезают отрезки длиной 5,2 мм, из листового стекла толщиной 0,7 мм нарезаются крышки квадратного сечения со стороной квадрата 6,5 мм. В одной из крышек будущей ячейки с помощью импульсного CO2 лазера делают аксиально симметричное углубление с поверхностью в форме эллипсоида с круглым сквозным отверстием диаметром 0,5-0,7 мм в его дне. Аксиальная симметрия достигается при вращении крышки вокруг оси лазерного пучка. Затем в атмосферных условиях осуществляют предварительный их нагрев, сварку отрезка трубки и донышек, отжиг стекла излучением CO2-лазера для снятия остаточных механических напряжений в окне заготовки ячейки. Нагрев, сварку и отжиг производят при вращении свариваемых деталей вокруг их оси симметрии со скоростью несколько оборотов в секунду. При сварке лазерным излучением управление лазерным пучком осуществляют фокусирующей линзой, а держатель вращают дополнительным приводом.
Полученную ячейку размещают в вакуумной камере. Камеру герметично закрывают и откачивают до давления 5*10-6 Торр. Далее ячейки обезгаживают при давлении не выше 10-5 Торр при температуре 300°C в течение 6 часов. Выключают подогрев ячеек, в камеру вводят дозатор, содержащий стеклянную ампулу с капиллярным выходом и круговой насечкой в месте вскрытия, и производят вскрытие сопла ампулы по насечке. Открытый конец сопла ампулы размещают непосредственно над отверстием в ячейке. Корпус дозатора с ампулой нагревают своим нагревателем до температуры 230-250°C. В течение 2-х минут происходит загрузка изотопа рубидия 87Rb с визуальным контролем. После этого поворачивают карусель и под сопло подводят следующую ячейку. После заполнения всех ячеек нагрев дозатора выключают и отодвигают его в положение, не мешающее сварке, с помощью механизма подачи. Далее в камеру (и ячейки) напускают газы 129 и 131 изотопов ксенона до необходимых давлений, контролируя его образцовым манометром. После этого на ячейки накладываются шарики, выполненные из того же стекла, что и сами ячейки. После этого осуществляют сварку шарика и стаканчика. Первые 10 секунд (прогрев) мощность лазера составляет 3 Вт, затем в течение 3 сек происходит собственно сварка при мощности лазера 8 Вт, и завершает процесс отжига при мощности лазера 3 Вт в течение 10 сек. Регулировка длительности и мощности каждого этапа производится программируемым контроллером, сигнал с которого поступает на блок управления CO2-лазера.
Процедуру герметизации повторяют столько раз, сколько ячеек размещено в карусели.
В камеру напускается атмосфера, снимается крышка, извлекаются готовые ячейки. Производится их визуальный осмотр, оптический и метрологический контроль.
Предлагаемая группа изобретений позволяет получать миниатюрные цилиндрические, кубические и шестигранные ячейки со следующими размерами: цилиндрические: длина ячейки 6 мм, диаметр 3,4-5 мм, толщина стенки 0,7 мм; кубические с внешней стороной куба 6,5 мм толщина стенки 0,65 мм, обеспечивающие высокие эксплуатационные свойства аппаратуры, а также достигается экономия дорогостоящих изотопа щелочного металла и рабочих газов за счет дозированного заполнения ими ячейки и уменьшения объема рабочей камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ АТОМНЫХ ЯЧЕЕК С ПАРАМИ АТОМОВ ЩЕЛОЧНЫХ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2554358C1 |
| Способ изготовления малогабаритных атомных ячеек с парами атомов щелочных металлов | 2018 |
|
RU2676296C1 |
| Способ изготовления малогабаритных атомных ячеек с парами атомов щелочных металлов | 2018 |
|
RU2677154C1 |
| Малогабаритная атомная ячейка | 2018 |
|
RU2683455C1 |
| Способ изготовления малогабаритных оптических резонансных ячеек с парами атомов щелочных металлов | 2024 |
|
RU2825555C1 |
| Устройство для изготовления фотоэлектронных приборов | 1980 |
|
SU900343A1 |
| Способ герметизации микрокорпусов | 2018 |
|
RU2677250C1 |
| Машина для откачки трубчатых газоразрядных ламп | 1974 |
|
SU528634A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОКАТОДА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОТОКАТОДА | 2012 |
|
RU2502151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО ПРИБОРА, КОРПУС ВАКУУМНОГО ПРИБОРА И ВАКУУМНАЯ КАМЕРА | 2014 |
|
RU2558380C1 |
Группа изобретений относится к способу и устройству для изготовления малогабаритных атомных ячеек с парами атомов щелочных металлов и может быть использована при изготовлении квантовых приборов различного применения. Изготавливают стеклянный корпус ячейки. В одной из нерабочих стенок каждой из ячеек выполняют сквозное осесимметричное отверстие с диаметром, увеличивающимся в направлении от внутренней поверхности ячейки к наружной. Располагают ячейки в вакуумной камере в гнездах карусели отверстием кверху и проводят откачку камеры, термообработку и обезгаживание ячеек. После отключения нагрева и охлаждения ячеек до комнатной температуры вскрывают ампулу со щелочным металлом, подводят дозатор с подогретой до 230-250°C ампулой к ячейке, сопло ампулы дозатора в отверстие ячейки, одновременно охлаждая ячейки. Поворачивают карусель ячеек, направляя сопло ампулы дозатора в отверстие следующей ячейки. После заполнения всех ячеек нагрев ампулы отключают и загружают все ячейки, находящиеся в камере, смесью рабочих газов. Герметизацию ячеек осуществляют путем установки в отверстие каждой стеклянного шарика, диаметр которого больше меньшего диаметра отверстия, но меньше толщины стенки ячейки, и облучают шарик направленным на его центр пучком излучения CO2-лазера с диаметром, превышающим диаметр шарика, до оплавления шарика и его сварки со стенкой ячейки. Изобретение позволяет получать миниатюрные ячейки, которые обеспечивают высокие эксплуатационные свойства аппаратуры, а также достигается экономия дорогостоящих изотопа щелочного металла и рабочих газов за счет дозированного заполнения ими ячейки и уменьшения объема рабочей камеры. 2 н. и 9 з.п. ф-лы, 4 ил.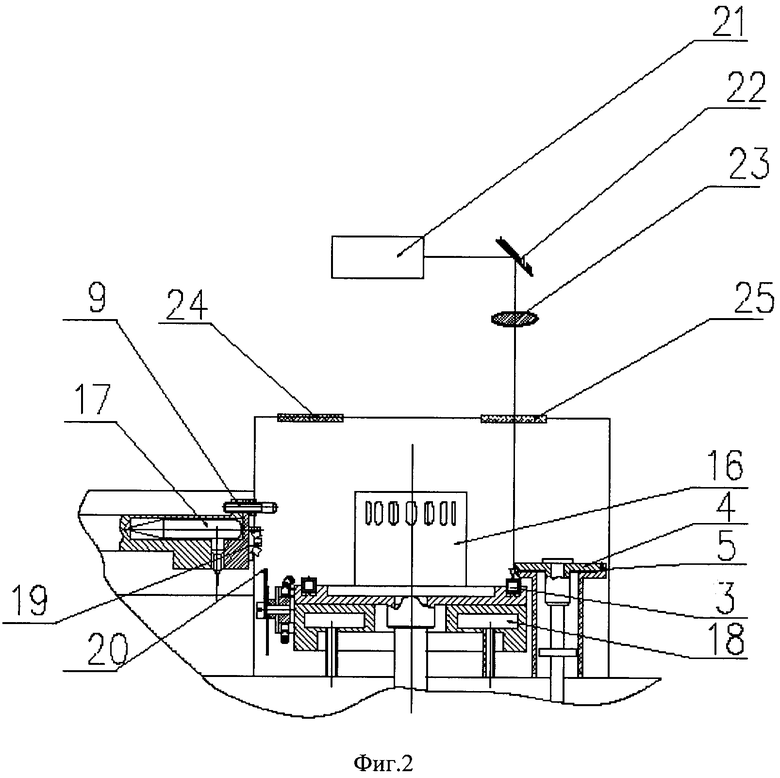
1. Способ изготовления малогабаритных оптических резонансных ячеек с парами атомов щелочных металлов, включающий изготовление стеклянного корпуса ячейки, вакуумирование ячеек, их предварительную термообработку и последующую загрузку ячеек парами щелочного металла и смесью рабочих газов и герметизацию, отличающийся тем, что предварительно в одной из нерабочих стенок каждой из ячеек выполняют сквозное осесимметричное отверстие с диаметром, увеличивающимся в направлении от внутренней поверхности ячейки к наружной, затем располагают ячейки в вакуумной камере в гнездах карусели отверстием кверху и проводят откачку камеры, термообработку и обезгаживание ячеек, а загрузку термообработанных ячеек щелочным металлом проводят после отключения нагрева и охлаждения ячеек до комнатной температуры, при этом используют дозатор со стеклянной ампулой, содержащей щелочной металл, вскрывают стеклянную ампулу со щелочным металлом, подводят дозатор с подогретой до 230-250°C упомянутой ампулой к ячейке, направляют сопло ампулы в отверстие ячейки с одновременным охлаждением ячейки, после чего поворачивают карусель ячеек и направляют сопло ампулы в отверстие следующей ячейки, после заполнения всех ячеек нагрев ампулы отключают и загружают все ячейки, находящиеся в камере, смесью рабочих газов, а затем осуществляют герметизацию ячеек путем установки в сквозное осесимметричное отверстие каждой ячейки стеклянного шарика с диаметром, большим диаметра отверстия на внутренней поверхности стенки ячейки и меньшим толщины стенки ячейки, облучения шарика направленным на его центр пучком излучения СО2-лазера с диаметром, превышающим диаметр шарика, оплавления шарика и его сварки со стенкой ячейки.
2. Способ по п. 1, отличающийся тем, что шарики выполняют из такого же стекла, из которого выполнена ячейка.
3. Способ по п. 1, отличающийся тем, что в качестве щелочного металла используют рубидий, или цезий, или калий.
4. Способ по п. 1, отличающийся тем, что в качестве рабочих газов используют изотопы ксенона и азот.
5. Устройство для изготовления малогабаритных оптических резонансных ячеек с парами атомов щелочных металлов, содержащее вакуумную камеру, дозатор со стеклянной ампулой, содержащей щелочной металл, и механизмом подачи дозатора, устройство для вскрытия ампулы и вакуумные насосы, отличающееся тем, что оно снабжено каруселью с гнездами для расположения в них ячеек, выполненных с возможностью охлаждения ячеек, каруселью для укладки в ячейки для их герметизации стеклянных шариков, нагревателем ячеек, приводами поворота карусели с гнездами для ячеек и вращения карусели для укладки шариков в ячейки, натекателями для ввода в вакуумную камеру рабочих газов, установленными в вакуумной камере, резервуарами рабочих газов, расположенными вне вакуумной камеры, лазерной системой для облучения стеклянных шариков, размещаемых в ячейках при их герметизации, и нагревателем стеклянной ампулы, при этом камера выполнена с окном, прозрачным для лазерного излучения.
6. Устройство по п. 5, отличающееся тем, что дозатор размещен на механизме подачи и снабжен корректирующим штырем и нагревателем.
7. Устройство по п. 6, отличающееся тем, что дозатор выполнен из материала с высокой теплопроводностью, например из меди.
8. Устройство по п. 5, отличающееся тем, что устройство для вскрытия ампулы выполнено в виде упора.
9. Устройство по п. 5, отличающееся тем, что карусель для ячеек дополнительно снабжена направляющими с фиксаторами.
10. Устройство по п. 5, отличающееся тем, что карусель для укладки шариков в ячейки выполнена в виде двух расположенных друг над другом соосных дисков с гнездами для шариков в виде отверстий, при этом верхний диск выполнен с возможностью поворота относительно нижнего диска, при этом в нижнем диске содержится одно отверстие, а в верхнем диске количество отверстий равно числу закладываемых в основную карусель ячеек.
11. Устройство по п. 5, отличающееся тем, что оно дополнительно содержит смотровые окна.
| Knappe S, Velichansky V, Robinson H G, Kitching J, Hollberg L, "Compact atomic vapor cells fabricated by laser induced heating of hollow-core glass fibers." Rev | |||
| Sci | |||
| Instrum | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| US2012321433A, 20.12.2012 | |||
| Способ холодной сварки капсул | 1987 |
|
SU1481010A1 |
| RU2060074C1, 20.05.1996 | |||
| Ампула уровня с компенсационной камерой | 1932 |
|
SU31102A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1988 |
|
SU1600174A1 |

