Изобретение может быть использовано в промышленности, коммунальном хозяйстве, строительстве, ювелирном и зубопротезном деле, а также в бытовых условиях для сварки, резки и наплавки металлов.
Известны способы обработки поверхности металлов нагреванием ее плазменной струей, полученной из паров жидкого рабочего тела, создаваемых в испарителе электродугового плазмотрона, при этом рабочее тело подают из встроенного в плазмотрон накопительного резервуара с влаговпитывающим волокнистым или капиллярно-пористым гидрофильным наполнителем непосредственно в испаритель (RU 2286867 С1) или в него же через влагопроницаемый капиллярно-пористый вкладыш за счет использования капиллярных сил (RU 2008110541 А - прототип). Такая обработка позволяет осуществлять сварку металлов плавлением, наплавку, пайкосварку и резку плазменной струей.
Недостатками указанных способов являются недостаточно управляемые или практически неуправляемые при функционировании плазмотрона такие рабочие параметры, как расход рабочего тела (в виде воды, водных растворов спиртов или кетонов), а также неконтролируемое в достаточной мере изменение величины давления паров рабочего тела в канале плазмотрона. Известные способы (RU 2286868 С1) контроля указанных параметров сложны, неэффективны и требуют дополнительного оборудования, но преимущественно этими параметрами определяются распределение тепловых потоков, скорость струи, температура и состав плазмы в зоне обработки изделия и угол раскрытия плазменного факела, от которых, как известно, зависят качество и технологические возможности обработки поверхности металлов плазменной струей.
Изобретение направлено на повышение качества и расширение технологических возможностей указанной обработки посредством динамического и статического управления расходом и давлением плазмообразующих паров, при котором, например, достигается более высокое по сравнению с аналогами качество сварного шва или большая глубина и меньшая ширина реза при плазменной резке. Известно, что эти критерии качества обработки в значительной мере определяются возможностью управления вышеуказанными параметрами плазменной струи.
Достигается это тем, что обработку поверхности металлов осуществляют плазменной струей, полученной из паров жидкого рабочего тела, создаваемых в испарителе электродугового плазмотрона, при этом рабочее тело за счет капиллярных сил подают из накопительного резервуара с влаговпитывающим наполнителем непосредственно в испаритель через вкладыш из волокнистого пористого материала, отличающийся тем, что управляют расходом рабочего тела и, как следствие, давлением плазмообразующего пара изменением влагопроницаемости материала вкладыша путем регулирования его объема механическим воздействием. Вкладышем, кроме того, осуществляют теплоизоляцию материала наполнителя в резервуаре.
Также достигается это тем, что величину объема вкладыша в зависимости от требуемого расхода рабочего тела устанавливают до процесса обработки или изменяют ее в процессе обработки, регулируя этим параметры плазменной струи.
Также достигается это тем, что используют коаксиальный плазмотрон, вкладыш изготавливают аксиально-симметричным и составным из фасонных деталей в виде колец, выполненных из упруго деформируемого нетканого материала с термохимической стойкостью к парам водорастворимых спиртов или кетонов при температуре не ниже 400 К. Монтаж вкладыша осуществляют последовательным соосным размещением колец внутри плазмотрона, а испаритель изготавливают в виде трубчатого тела с тангенциальными боковыми отверстиями и устанавливают его коаксиально в центральное отверстие вкладыша. При этом обеспечивается завихрение плазмообразующих паров рабочего тела и вихревая стабилизация дуги в канале плазмотрона.
Изменением объема вкладыша механическим воздействием, например, сдавливанием, сжатием или разжатием вдоль оси плазмотрона изменяют его пористость. Так как рабочее тело проникает в нагретый испаритель через поры, то таким образом изменением влагопроницаемости материала вкладыша регулируют расход рабочего тела и, как следствие, устанавливают требуемое давление плазмообразующих паров внутри плазмотрона. Использование вкладыша из термохимически стойкого материала позволяет устранить термохимическую деградацию и последующее разрушение материала вкладыша, обусловленное тепловым контактом с испарителем и перегретым паром рабочего тела, например, в виде спиртов или кетонов (ацетона). При этом наполнитель в резервуаре при наличии вкладыша может быть выполнен из менее термостойкого, доступного и дешевого материала, например марли.
Способ реализуется следующим образом. На чертеже схематично изображено устройство для осуществления способа термической обработки согласно изобретению. Это устройство состоит из электродугового коаксиального плазмотрона, включающего корпус (1), колпачок (2), кольцо (3), трубчатый испаритель (4) с тангенциальными щелевыми отверстиями (5), вставку (6), сопло (7), стержневой электрод (8), размещенный в держателе (9), разрядной камеры (10) и пускорегулирующего устройства, имеющего резьбовое сопряжание с корпусом (1) плазмотрона, включающего механизм осевого перемещения стержневого электрода с предохранительным устройством, состоящим из: корпуса (11) с проточкой под уплотнительное кольцо (12), пружины (13), штока (14) с винтом (15) для фиксации держателя электрода, кнопки (16) с кольцом (17), опирающимся на предохранительное устройство, состоящее из кольца (18) и стопорной шайбы (19), установленной в проточку корпуса (11). Плазмотрон также содержит устройство для парообразования, нормирования и регулирования подачи в разрядную камеру плазмообразующего пара жидкого рабочего тела, включающее резервуар (20) с пробкой (21) и патрубком (22) для подачи рабочего тела, заполненный влаговпитывающим материалом (23), контактирующим по ограниченной поверхности (24) с термостойким капиллярно-пористым вкладышем (25), объем которого может изменяться перемещением корпуса (11). Кроме этого плазмотрон содержит систему вихревой стабилизации дуги, систему центрирования стержневого электрода, токоотводы (26) и (27) для электрического подсоединения к источнику питания и датчик температуры (28). Со стороны сопла торец корпуса плазмотрона выполнен в виде штуцера и снабжен кольцом, которое служит упором соплу, вставке (6) и испарителю, прижимаемым колпачком (2) с возможностью обеспечения теплопередачи от электродов плазмотрона к вкладышу (25) для испарения рабочего тела и перегрева пара.
Пример 1 (Обработка поверхности металлов нагреванием ее плазменной струей, сформированной дугой косвенного действия). Через патрубок (22) в резервуар (20) подают жидкое рабочее тело, пропитывая им влаговпитывающий материал (23), вкладыш (25) и заполняя каналы, соединяющие резервуар с разрядной камерой, до появления капель рабочего тела из сквозного отверстия сопла. Патрубок закрывают пробкой (21). От источника тока на токоотводы подают пусковое напряжение. Нажатием кнопки (16) приближают торец электрода (8) к поверхности сопла до возникновения кратковременного контакта, затем отпускают кнопку. При этом разрыв электрического контакта между электродом и соплом возбуждает электрическую дугу. Выделяемая дугой тепловая энергия передается через теплопроводные вставку и испаритель рабочему телу во вкладыше. Рабочее тело (раствор спирта или ацетона в воде) превращается в пар, создавая избыточное давление, под действием которого пар через отверстия (5) подается, завихряясь, в межэлектродное пространство, стабилизирует дугу в приосевой области разрядной камеры, перегревается и поступает в профилированный канал сопла. В разрядной камере и канале сопла пар под действием энергии дуги, стабилизированной и сжатой стенками канала сопла, переходит в плазменное состояние с формированием на выходе из сопла плазменной струи, которую используют для обработки металлических изделий путем нагревания их поверхности с помощью известных методов и приемов. При этом влаговпитывающий материал за счет капиллярных сил обеспечивает через поверхность (24) равномерную подпитку рабочим телом вкладыша (25), влагопроницаемость которого изменяют в ту или другую сторону и устанавливают заданное условиями обработки количество рабочего тела, подаваемого в испаритель, а также давление паров. Объем и, соответственно, влагопроницаемость вкладыша регулируют продольным перемещением корпуса (11) вручную путем его вращения, который сжимает или разжимает вкладыш. При этом регулируют одновременно расход рабочего тела и давление его паров в канале плазмотрона в зависимости от требуемых параметров плазменной струи в зоне обработки поверхности металлического изделия. Для управления током дуги и контроля с помощью датчика (28) температуры деталей плазмотрона во избежание их перегрева и нарушения режима обработки применяют программируемый блок питания и управления плазмотроном с встроенным регулятором стабилизированного тока.
Таким образом, управляют основными параметрами плазменной струи, включая их стабильность, обеспечивая высокое качество и широту технологических возможностей процесса локального нагревания поверхности металлов в соответствии с изобретением, например, при осуществлении сварки металлов плавлением, пайкосварки или резки.
Пример 2 (Обработка поверхности металлов нагреванием ее плазменной струей, сформированной «дежурной» дугой косвенного действия в разрядной камере и совмещенной с дугой прямого действия, возбуждаемой между плазмотроном и изделием). Выполняют все операции, описанные выше в примере 1. Затем от блока питания и управления плазмотроном на сопло (7) и обрабатываемое электропроводящее изделие известными способами подают напряжение и создают между ними разность потенциалов. Затем уменьшают расстояние между соплом (7) и изделием до возникновения дуги прямого действия, совмещенной с плазменной струей, и производят обработку, например, регулируя, как указано выше, основные параметры плазменной струи и одновременно дуги прямого действия. Нагревая струей поверхность изделия в зоне контакта с плазмой, осуществляют плазменную сварку, применяя известные методы и приемы, описанные в аналогах.
Техническим результатом изобретения является расширение технологических возможностей обработки поверхности металлов нагреванием ее плазменной струей за счет большей по сравнению с аналогами управляемости расходом рабочего тела и давлением плазмообразующего пара.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАРОЖИДКОСТНОЙ ПЛАЗМОТРОН | 2013 |
|
RU2596570C2 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ МЕТАЛЛОВ | 2008 |
|
RU2397848C2 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| СПОСОБ ОСЕВОЙ СТАБИЛИЗАЦИИ ЭЛЕКТРОДУГОВОГО СТОЛБА В ПЛАЗМЕННОЙ ГОРЕЛКЕ С ПОДВИЖНЫМ КАТОДОМ И ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2112635C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ МЕТАЛЛОВ | 1997 |
|
RU2103129C1 |
| ЭЛЕКТРОДУГОВАЯ ПЛАЗМЕННАЯ ГОРЕЛКА | 1994 |
|
RU2072640C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАПИЛЛЯРНО-ПОРИСТОГО ВЛАГОВПИТЫВАЮЩЕГО МАТЕРИАЛА НА ОСНОВЕ МИНЕРАЛЬНОГО ВОЛОКНА, КАПИЛЛЯРНО-ПОРИСТЫЙ ВЛАГОВПИТЫВАЮЩИЙ ВКЛАДЫШ, ПОЛУЧЕННЫЙ ИЗ МАТЕРИАЛА ПО ЭТОМУ СПОСОБУ, И ПЛАЗМЕННАЯ ГОРЕЛКА С ЭТИМ КАПИЛЛЯРНО-ПОРИСТЫМ ВКЛАДЫШЕМ | 2008 |
|
RU2375513C1 |
| ГОРЕЛКА | 2005 |
|
RU2278327C1 |
| ГОРЕЛКА | 2005 |
|
RU2278328C1 |
Изобретение относится к способу обработки поверхности металлов плазменной струей и может быть использовано в машиностроении, коммунальном хозяйстве, строительстве, ювелирном и зубопротезном деле, а также в бытовых условиях для сварки, резки, наплавки и закалки металлов. Способ включает получение плазменной струи из паров жидкого рабочего тела, которые создают в испарителе (4) электродугового плазмотрона. Нагревание поверхности металлов плазменной струей. Рабочее тело подают за счет капиллярных сил из накопительного резервуара (20) с влаговпитывающим наполнителем (23) в испаритель через вкладыш (25). Вкладыш (25) изготавливают аксиальносимметричным и составным из фасонных деталей в виде колец, выполненных из упруго деформируемого влагопроницаемого пористого материала. Монтаж вкладыша осуществляют последовательным соосным размещением колец внутри плазмотрона. Испаритель изготавливают в виде трубчатого тела с тангенциальными боковыми отверстиями и устанавливают его коаксиально в центральное отверстие вкладыша. Управляют расходом рабочего тела и давлением плазмообразующего пара изменением влагопроницаемости вкладыша путем регулирования его объема и одновременно пористости механическим воздействием. Техническим результатом является расширение технологических возможностей и повышение качества обработки нагреванием за счет большей управляемости параметрами плазменной струи. 1 з.п. ф-лы, 1 ил.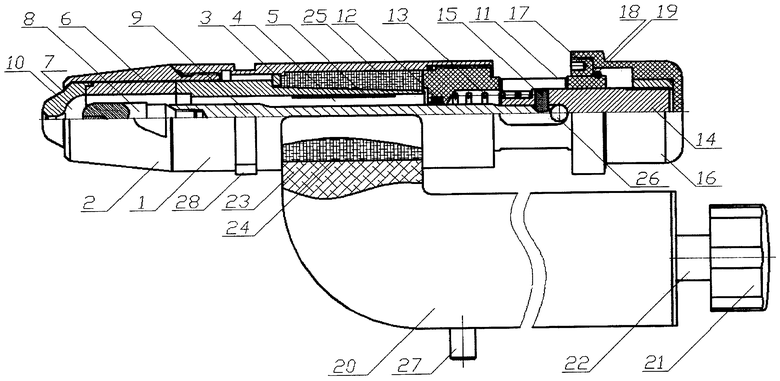
1. Способ обработки поверхности металлов плазменной струей, включающий получение плазменной струи из паров жидкого рабочего тела, которые создают в испарителе электродугового плазмотрона, и нагревание поверхности металлов плазменной струей, при этом рабочее тело подают за счет капиллярных сил из накопительного резервуара с влаговпитывающим наполнителем в испаритель через вкладыш, который изготавливают аксиально-симметричным и составным из фасонных деталей в виде колец, выполненных из упругодеформируемого влагопроницаемого пористого материала, монтаж вкладыша осуществляют последовательным соосным размещением колец внутри плазмотрона, а испаритель изготавливают в виде трубчатого тела с тангенциальными боковыми отверстиями и устанавливают его коаксиально в центральное отверстие вкладыша, отличающийся тем, что управляют расходом рабочего тела и давлением плазмообразующего пара изменением влагопроницаемости вкладыша путем регулирования его объема и одновременно пористости механическим воздействием.
2. Способ по п.1, отличающийся тем, что вкладыш изготавливают из нетканого материала с термохимической стойкостью при температуре не ниже 400 К к парам водорастворимых спиртов или кетонов.
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2286867C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ МЕТАЛЛОВ | 1997 |
|
RU2103129C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1624851A1 |
| СПОСОБ ПРОПИТКИ МАТРИЦЫ-НОСИТЕЛЯ ТВЕРДЫМИ И/ИЛИ ЖИДКИМИ СОЕДИНЕНИЯМИ С ПОМОЩЬЮ СЖАТЫХ ГАЗОВ И ПРОПИТАННЫЕ ТАКИМ СПОСОБОМ МАТЕРИАЛЫ | 2001 |
|
RU2257961C2 |
| DE 10115241 А1, 24.10.2002 | |||
| US 5485721 A, 23.01.1996 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Турбинный блок | 1986 |
|
SU1395746A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

