Изобретение относится к измерительной технике и может быть использовано для высокоточного контроля двугранных углов зеркально-призменных элементов (ЗПЭ).
Известен способ и устройство, реализующее этот способ [авт.свид. СССР №693110, бюл. №39 от 25.10.79] для определения погрешностей изготовления двугранных углов ЗПЭ.
Способ заключается в том, что одну часть пучка параллельных лучей из автоколлиматора перекрывают, а вторую часть пучка параллельных лучей направляют на ЗПЭ, возвращают отраженное от него изображение автоколлимационной марки и по ее положению снимают один отсчет, затем перекрывают вторую часть пучка параллельных лучей, а первую часть пучка параллельных лучей направляют на ЗПЭ, возвращают отраженное от него изображение автоколлимационной марки и по ее положению снимают второй отсчет, по разности отсчетов определяют погрешность изготовления ЗПЭ.
Устройство, реализующее описанный способ, состоит из автоколлиматора, неподвижного столика, ЗПЭ, расположенного на столике перед автоколлиматором, шторки, размещенной перед автоколлиматором, и основания, на котором расположены автоколлиматор, столик и шторка.
Однако известные способ и устройство не позволяют измерять двугранные углы ЗПЭ, отличные от прямых, или прямые углы с наружными отражающими гранями, когда угол между гранями равен 270°; они не дают возможность определять погрешности правильных многогранных призм.
Наиболее близким заявляемому способу определения погрешностей изготовления двугранных углов зеркально-призменных элементов и устройству для его осуществления являются способ и устройство для его осуществления [Электронный учебник по дисциплине: «Прикладная оптика». Теоретические и физические основы устройства ОП. Автор: Митрофанов С.С. (СПбГУ ИТМО) раздел «Гониометры», http://de. ifmo. ru/bk_netrd]. Способ заключается в том, что пучок параллельных лучей из автоколлиматора направляют на грань контролируемой правильной многогранной призмы и по автоколлимационному изображению марки определяют угловое положение грани, последовательно поворачивают призму вокруг своей оси на величину рабочего угла призмы, вновь направляют пучок параллельных лучей на последующую грань контролируемой многогранной призмы и по автоколлимационному изображению марки определяют угловое положение последующей грани, операцию повторяют для всех граней призмы и получают значения угловых положений автоколлимационных изображений марки от всех граней призмы.
Устройство для осуществления этого способа содержит поворотный столик с круговым отсчетным устройством, автоколлиматор, ось которого ориентирована перпендикулярно к оси поворота столика, основание, на котором они расположены, и контролируемую правильную многогранную призму, размещенную на поворотном столике, с возможностью поворота со столиком вместе так, что ее ось сосна с осью поворота столика, а одна из граней ориентирована перпендикулярно к оси автоколлиматора перед его входным окном.
Однако реализация этого способа требует дорогостоящего высокоточного гониометра или эталонной правильной многогранной призмы. При этом точность метода ограничивается в первую очередь точностью кругового отсчетного устройства (лимба, кругового датчика угла, или точностью эталона). Например, если имеется установка типа ГС-5, то является проблемой определить погрешность изготовления ЗПЭ с точностью до 1" и т.д.
В связи с этим, задачей изобретения является создание способа определения погрешностей изготовления ЗПЭ повышенной точности с упрощением оборудования для его реализации.
Технический результат - получение способа измерений двугранных углов ЗПЭ с повышенной точностью при использовании сравнительно простого устройства, точность измерений которых не ограничивается точностью гониометра или эталонной призмы.
Это достигается тем, что в первом варианте в способе определения погрешностей изготовления двугранных углов зеркально-призменных элементов, при котором пучок параллельных лучей из автоколлиматора направляют на грань контролируемой правильной многогранной призмы и по автоколлимационному изображению марки определяют угловое положение грани, последовательно поворачивают призму вокруг своей оси на величину рабочего угла призмы, вновь направляют пучок параллельных лучей на последующую грань контролируемой многогранной призмы и по автоколлимационному изображению марки определяют угловое положение последующей грани, операцию повторяют для всех граней призмы и определяют угловые положения всех остальных граней призмы, в отличие от известного, пучок параллельных лучей из второго автоколлиматора направляют на смежную грань, относительно грани, на которую направляют пучок лучей из первого автоколлиматора, и по автоколлимационному изображению марки второго автоколлиматора определяют угловое положение смежной грани, погрешность изготовления произвольного i-то двугранного угла Δαi(i+1), между произвольными смежными гранями i и (f+1), находят по формуле

где i=1,2,… n - последовательные номера граней правильной многогранной (n-гранной) призмы и рабочих углов между ними, причем при i=n принимается i+1=1;
Аi - отсчет по первому автоколлиматору при наведении на грань с номером i;
Вi+1 - отсчет по второму автоколлиматору при наведении на смежную грань с номером (i+1).
Это достигается также тем, что в устройстве для определения погрешностей изготовления двугранных углов зеркально-призменных элементов, для осуществления способа по первому варианту, содержащем поворотный столик, автоколлиматор, визирная ось которого ориентирована перпендикулярно к оси поворота столика, основание, на котором они расположены, и контролируемую правильную многогранную призму, размещенную на поворотном столике, с возможностью поворота со столиком вместе так, что ее ось сосна с осью поворота столика, а одна из граней контролируемой многогранной призмы, размещенная перед входным окном автоколлиматора, ориентирована перпендикулярно к его визирной оси, в отличие от известного, устройство снабжено вторым автоколлиматором, установленным на основании, при этом его визирная ось пересекается с осью поворота столика и ориентирована перпендикулярно к смежной грани многогранной призмы, относительно ее грани, к которой ориентирована перпендикулярно визирная ось первого автоколлиматора.
Это достигается также тем, что во втором варианте способа определения погрешностей изготовления двугранных углов зеркально-призменных элементов, при котором пучок или часть пучка параллельных лучей из автоколлиматора направляют на грань контролируемой правильной многогранной призмы и по автоколлимационному изображению марки определяют угловое положение грани, последовательно поворачивают призму вокруг своей оси на величину рабочего угла призмы, вновь направляют пучок или часть пучка параллельных лучей на последующую грань контролируемой многогранной призмы и по автоколлимационному изображению марки определяют угловое положение последующей грани, операцию повторяют для всех граней призмы и определяют угловые положения всех остальных граней призмы, в отличие от известного пучок или часть пучка параллельных лучей из второго автоколлиматора направляют на смежную грань, относительно грани, на которую направляют пучок или часть пучка лучей из первого автоколлиматора, и по автоколлимационному изображению марки второго автоколлиматора определяют угловое положение смежной грани, дополнительно пучок или часть пучка параллельных лучей из первого автоколлиматора направляют на первую грань углового зеркала и по автоколлимационному изображению марки от этой грани определяют угловое положение этой грани, пучок или часть пучка параллельных лучей из второго автоколлиматора направляют на вторую грань углового зеркала, с углом, равным рабочему углу контролируемой правильной многогранной призмы, и по автоколлимационному изображению марки второго автоколлиматора определяют угловое положение второй грани углового зеркала, а погрешности изготовления углов вычисляют по формулам:
погрешность δ угла углового зеркала,

где
Аi - отсчет по первому автоколиматору при наведении на г-ю грань правильной многогранной призмы;
 - отсчет по первому автоколиматору при наведении на первую грань углового зеркала, при наличии отсчета А, от i-й грани правильной многогранной призмы;
- отсчет по первому автоколиматору при наведении на первую грань углового зеркала, при наличии отсчета А, от i-й грани правильной многогранной призмы;
Вi+1 - отсчет по второму автоколиматору при наведении на смежную, (i+1) грань, правильной многогранной призмы;
 - отсчет по второму автоколлиматору при наведении на вторую грань углового зеркала при наличии отсчета Вi+1 от (i+1) грани правильной многогранной призмы;
- отсчет по второму автоколлиматору при наведении на вторую грань углового зеркала при наличии отсчета Вi+1 от (i+1) грани правильной многогранной призмы;
погрешность Δαi(i+1) изготовления произвольного i-то двугранного угла многогранной призмы между i-й и (i+1) ее гранями,

Кроме того, в способе определения погрешностей изготовления двугранных углов зеркально-призменных элементов по второму варианту можно дополнительно перекрывать часть пучка параллельных лучей из первого автоколлиматора, направленных на первую грань углового зеркала, при этом по первому автоколлиматору определяют раздельно угловое положение грани многогранной призмы, затем перекрывают часть пучка лучей, направленных на грань многогранной призмы, и по первому автоколлиматору определяется раздельное угловое положение первой грани углового зеркала, перекрывают часть пучка параллельных лучей из второго автоколлиматора, направленных на вторую грань углового зеркала, и, по второму автоколлиматору, определяют раздельно угловое положение смежной грани многогранной призмы, затем перекрывается часть пучка параллельных лучей из второго автоколлиматора, направленных на смежную грань многогранной призмы, и по второму автоколлиматору определяется раздельно угловое положение второй грани углового зеркала.
Кроме того, в способе определения погрешностей изготовления двугранных углов зеркально-призменных элементов по второму варианту дополнительно часть пучка параллельных лучей из первого автоколлиматора перекрывают в зоне прохождения лучей к первой грани углового зеркала, а другую часть пучка параллельных лучей, в зоне прохождения этой части пучка к грани многогранной призмы, направляют на плоское зеркало и по автоколлимационному изображению марки первого автоколлиматора определяют раздельно угловое положение плоского зеркала, затем перекрывают часть пучка лучей в зоне прохождения лучей к грани многогранной призмы, а первую часть пучка параллельных лучей направляют на плоское зеркало в зоне прохождения этой части пучка к первой грани углового зеркала и по автоколлимационному изображению марки первого автоколлиматора определяется раздельно угловое положение плоского зеркала для этой части зоны, при этом часть пучка параллельных лучей из второго автоколлиматора перекрывают в зоне прохождения лучей ко второй грани углового зеркала, а другую часть пучка параллельных лучей, в зоне прохождения этой части пучка к смежной грани многогранной призмы, направляют на плоское зеркало и по автоколлимационному изображению марки второго автоколлиматора определяется раздельно угловое положение второго плоского зеркала, затем перекрывают часть пучка лучей в зоне прохождения лучей направляемых на смежную грань многогранной призмы, при этом первую часть пучка параллельных лучей направляют на второе плоское зеркало через зону прохождения этой части пучка ко второй грани углового зеркала и по автоколлимационному изображению марки второго автоколлиматора определяется раздельно угловое положение второго плоского зеркала для этой части зоны, выражение для определения погрешности изготовления угла δ углового зеркала дополняется слагаемым

так, что

где А - отсчет по первому автоколиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей к грани многогранной призмы;
А' - отсчет по первому автоколиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей к первой грани углового зеркала;
В - отсчет по второму автоколиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей к грани многогранной призмы;
В' - отсчет по второму автоколиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей ко второй грани углового зеркала;
а выражение для погрешности Δαi(i+1) изготовления произвольного i-то двугранного угла многогранной призмы между i-й и fi+1) ее гранями дополняется слагаемым

так, что

Это достигается также тем, что в устройстве для определения погрешностей изготовления двугранных углов зеркально-призменных элементов для осуществления способа по второму варианту, содержащем поворотный столик, автоколлиматор, визирная ось которого ориентирована перпендикулярно к оси поворота столика, основание, на котором они расположены, и контролируемую правильную многогранную призму, размещенную на поворотном столике, с возможностью поворота со столиком вместе, так, что ее ось сосна с осью поворота столика, а одна из граней контролируемой многогранной призмы, размещенная перед входным окном автоколлиматора, ориентирована перпендикулярно к его визирной оси, в отличие от известного устройство снабжено вторым автоколлиматором, установленным на основании, при этом его визирная ось пересекается с осью поворота столика и ориентирована перпендикулярно к смежной грани многогранной призмы, относительно ее грани, к которой ориентирована перпендикулярно визирная ось первого автоколлиматора, и, кроме того, оно снабжено неподвижным столиком, размещенным на основании, и угловым зеркалом, установленным на неподвижном столике так, что первая грань углового зеркала ориентирована перпендикулярно к визирной оси первого автоколлиматора и находится перед его входным окном, вторая грань углового зеркала перпендикулярна к визирной оси второго автоколлиматора и расположена перед его входным окном.
Кроме того, устройство для определения погрешностей изготовления двугранных углов зеркально-призменных элементов для осуществления способа по второму варианту, в отличие от предыдущего устройства, может быть дополнено первой и второй шторками, первая шторка расположена перед входным окном первого автоколиматора, а вторая шторка перед входным окном второго автоколлматора, при этом каждая из шторок обеспечивает возможность перекрытия части пучка параллельных лучей, выходящих из соответствующего автоколлиматора.
Также это устройство может быть дополнено первым и вторым плоскими съемными зеркалами, первое зеркало установлено перед первым автоколлиматором, между первой шторкой и контролируемыми гранями углового зеркала и многогранной призмы, при этом зеркало ориентировано перпендикулярно к визирной оси первого автоколлиматора, второе зеркало установлено перед вторым автоколлиматором, между второй шторкой и контролируемыми гранями углового зеркала и многогранной призмы, при этом второе зеркало ориентировано перпендикулярно к визирной оси второго автоколлиматора.
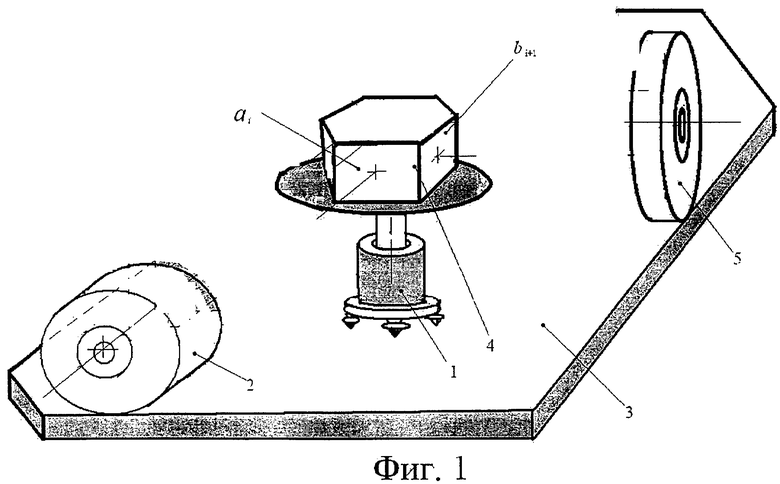
На фиг. 1 изображено устройство для определения погрешностей изготовления: двугранных углов зеркально-призменных элементов для осуществления способа по первому варианту, а на фиг. 2 изображено устройство для определения погрешностей изготовления двугранных углов зеркально-призменных элементов для осуществления способа по второму варианту.
Предлагаемый способ по первому варианту осуществляют в следующей последовательности. Сначала пучок параллельных лучей из первого автоколлиматора направляют на грань контролируемой правильной многогранной призмы и по автоколлимационному изображению марки определяют угловое положение грани. Затем пучок параллельных лучей из второго автоколлиматора направляют на смежную грань призмы, относительно грани, на которую направляют пучок лучей из первого автоколлиматора, и по автоколлимационному изображению марки второго автоколлиматора определяют угловое положение смежной грани. Далее последовательно поворачивают призму вокруг своей оси на величину рабочего угла призмы, вновь направляют пучок параллельных лучей от первого и второго автоколлиматоров на последующие грани контролируемой многогранной призмы и по автоколлимационному изображению марки определяют угловое положение последующей грани и, соответственно, смежных граней операцию повторяют для всех граней призмы и определяют угловые положения всех остальных граней призмы.
Устройство для определения погрешностей изготовления двугранных углов зеркально-призменных элементов для осуществления способа по первому варианту (фиг.1) содержит поворотный столик 1, первый автоколлиматор 2, визирная ось которого ориентирована перпендикулярно к оси поворота столика, основание 3, на котором они расположены, и контролируемую правильную многогранную призму 4, размещенную на поворотном столике 1, с возможностью поворота со столиком вместе, так, что ее ось сосна с осью поворота столика, а одна из граней аi ориентирована перпендикулярно к визирной оси первого автоколлиматора 2 перед его входным окном, второй автоколлиматор 5 установлен на основании 3, при этом его визирная ось пересекается с осью поворота столика и ориентирована перпендикулярно к смежной bi+1 грани относительно а, грани многогранной призмы 4, к которой ориентирована перпендикулярно визирная ось первого автоколлиматора 2.
Данное устройство работает следующим образом. Пучок параллельных лучей из первого автоколлиматора 2 направляют на грань а, контролируемой правильной многогранной (игранной) призмы 4, имеющей номер i (i=1,2,… n - номера граней) и по автоколлимационному изображению марки в первом автоколлиматре 2 определяют угловое положение грани a i т.е. снимают отсчет Аi. Пучок параллельных лучей из второго автоколлиматора 5 направляют на смежную, с номером (i+1), грань bi+1 (относительно грани a i с номером i) и по автоколлимационному изображению марки второго автоколлиматора 5 определяют угловое положение смежной грани bi+1, т.е. снимают отсчет Bi+1. Последовательно поворачивают призму 4 вокруг своей оси на величину рабочего угла призмы α0, вновь повторяют описанные операции. Операции повторяют для всех последующих (до n) граней призмы.
Погрешность изготовления произвольного i-то двугранного угла Δαi(i+1), между произвольными смежными гранями i и (i+1), находят по формуле

где i=1,2,… n - последовательные номера граней правильной многогранной (n-гранной) призмы и рабочих углов между ними, причем при i=n принимается i+1=1;
Аi - отсчет по первому автоколлиматору при наведении на грань с номером i;
Вi+1 - отсчет по второму автоколлиматору при наведении на смежную грань с номером (i+1).
Этот способ и устройство для его реализации при повышенной точности измерений требует высокой стабильности взаимного углового положения автоколлиматоров во время всего цикла измерений. Особенно это сложно выдержать, если в автоколлиматорах имеются подвижные части, а в работе принимает участие оператор. Кроме того, при таком способе и устройстве невозможно определять с повышенной точностью погрешности двугранных углов одновременно двух ЗПЭ - многогранника и углового зеркала. Например, когда требуется с повышенной точностью измерить прямые углы куба и углового зеркала с прямым углом между гранями. Эти недостатки исправлены во втором варианте.
Предлагаемый способ по второму варианту осуществляют в следующей последовательности. Сначала пучок или часть пучка параллельных лучей из первого автоколлиматора направляют на грань контролируемой правильной многогранной призмы и по автоколлимационному изображению марки определяют угловое положение грани. Затем пучок или часть пучка параллельных лучей из первого автоколлиматора направляют на первую грань углового зеркала и по автоколлимационному изображению марки от этой грани определяют угловое положение этой грани. Далее пучок или часть пучка параллельных лучей из второго автоколлиматора направляют на смежную грань призмы, относительно грани, на которую направляют пучок или часть пучка лучей из первого автоколлиматора, и по автоколлимационному изображению марки второго автоколлиматора определяют угловое положение смежной грани. Кроме того, пучок или часть пучка параллельных лучей из второго автоколлиматора направляют на вторую грань углового зеркала, с углом, равным рабочему углу контролируемой правильной многогранной призмы, и по автоколлимационному изображению марки второго автоколлиматора определяют угловое положение второй грани углового зеркала. Далее последовательно поворачивают призму вокруг своей оси на величину рабочего угла призмы, и повторяют все измерения. Операцию повторяют для всех граней призмы и определяют угловые положения всех остальных граней призмы. Погрешности изготовления углов вычисляют по формуле (2) - для углового зеркала и по формуле (3) -- для двугранных углов многогранной призмы.
Кроме того, в данном способе можно дополнительно перекрывать часть пучка параллельных лучей из первого автоколлиматора, направленных на первую грань углового зеркала, при этом по первому автоколлиматору определяют раздельно угловое положение грани многогранной призмы, затем перекрывают часть пучка лучей, направленных на грань многогранной призмы, и по первому автоколлиматору определяется раздельно угловое положение первой грани углового зеркала, перекрывают часть пучка параллельных лучей из второго автоколлиматора, направленных на вторую грань углового зеркала, и, по второму автоколлиматору, определяют раздельно угловое положение смежной грани многогранной призмы, затем перекрывается часть пучка параллельных лучей из второго автоколлиматора, направленных на смежную грань многогранной призмы, и по второму автоколлиматору определяется раздельно угловое положение второй грани углового зеркала. При этом формулы для определения погрешностей изготовления углов остается прежними, вычисления погрешностей выполняются по формуле (2) - для углового зеркала и по формуле (3) - для двугранных углов многогранной призмы.
Кроме того, в данном способе дополнительно часть пучка параллельных лучей из первого автоколлиматора перекрывают в зоне прохождения лучей к первой грани углового зеркала, а другую часть пучка параллельных лучей, в зоне прохождения этой части пучка к грани многогранной призмы, направляют на плоское зеркало и по автоколлимационному изображению марки первого автоколлиматора определяют раздельно угловое положение плоского зеркала, затем перекрывают часть пучка лучей в зоне прохождения лучей к грани многогранной призмы, а первую часть пучка параллельных лучей направляют на плоское зеркало в зоне прохождения этой части пучка к первой грани углового зеркала и по автоколлимационному изображению марки первого автоколлиматора определяется раздельно угловое положение плоского зеркала для этой части зоны, при этом часть пучка параллельных лучей из второго автоколлиматора перекрывают в зоне прохождения лучей ко второй грани углового зеркала, а другую часть пучка параллельных лучей, в зоне прохождения этой части пучка к смежной грани многогранной призмы, направляют на плоское зеркало и по автоколлимационному изображению марки второго автоколлиматора определяется раздельно угловое положение второго плоского зеркала, затем перекрывают часть пучка лучей в зоне прохождения лучей направляемых на смежную грань многогранной призмы, при этом первую часть пучка параллельных лучей направляют на второе плоское зеркало через зону прохождения этой части пучка ко второй грани углового зеркала и по автоколлимационному изображению марки второго автоколлиматора определяется раздельно угловое положение второго плоского зеркала для этой части зоны, при этом выражение для определения погрешности изготовления угла δ углового зеркала дополняют слагаемым

и вычисляют по формуле
где А - отсчет по первому автоколиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей к грани многогранной призмы;
А' - отсчет по первому автоколиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей к первой грани углового зеркала;
В - отсчет по второму автоколиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей к грани многогранной призмы;
В' - отсчет по второму автоколиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей ко второй грани углового зеркала;
а выражение для погрешности Δαi(i+1) изготовления произвольного i-то двугранного угла многогранной призмы между i-й и (i+1) ее гранями дополняют слагаем

и вычисляют по формуле

Устройство для определения погрешностей изготовления двугранных углов зеркально-призменных элементов для осуществления способа по второму варианту (фиг.2) содержит поворотный столик 1, первый автоколлиматор 2, визирная ось которого ориентирована перпендикулярно к оси поворота столика, основание 3, на котором они расположены, и контролируемую правильную многогранную призму 4, размещенную на поворотном столике 1, с возможностью поворота со столиком вместе, так, что ее ось сосна с осью поворота столика, а одна из граней аi ориентирована перпендикулярно к визирной оси автоколлиматора 2 перед его входным окном, второй автоколлиматор 5 установлен на основании 3, при этом его визирная ось пересекается с осью поворота столика и ориентирована перпендикулярно к смежной bi+1 грани относительно a i грани многогранной призмы 4, к которой ориентирована перпендикулярно визирная ось первого автоколлиматора 2. Кроме того, устройство дополнено неподвижным столиком 6, размещенным на основании 3, и угловым зеркалом 7, установленным на неподвижном столике 6 так, что первая грань a' углового зеркала 7 ориентирована перпендикулярно к визирной оси первого автоколлиматора 2 и находится перед его входным окном, вторая грань b' углового зеркала 7 перпендикулярна к визирной оси второго автоколлиматора 5 и расположена перед его входным окном.
Однако при таком способе и устройстве автоколлимационные изображения марки от двух контролируемых граней должны быть разведены, для исключения их наложений при измерении, т.е. грани призмы и углового зеркала должны быть развернуты друг относительно друга на небольшой угол. При этом точность измерений уменьшается из-за невозможности работы автоколлиматора в зоне, близкой центральной, где автоколлиматор имеет наивысшую точность измерений.
Для этого устройство может быть дополнено первой 8 и второй 9 шторками, первая шторка 8 расположена перед входным окном первого автоколиматора 2, а вторая шторка 9 - перед входным окном второго автоколлматора 5, при этом каждая из шторок обеспечивает возможность перекрытия части пучка параллельных лучей, выходящих из соответствующего автоколлиматора.
Но и при этом способе и устройстве может появиться возможность появления систематической ошибки у каждого автоколлиматора из-за необходимости работы различными зонами выходного зрачка при частичных его перекрытиях, при последовательном наведении на грань углового зеркала и многогранной призмы.
Для исключения этого устройство может быть дополнено первым 10 и вторым 11 плоскими съемными зеркалами. Первое зеркало 10 установлено перед первым автоколлиматором 2, между первой шторкой 8 и контролируемыми гранями а' и а i, углового зеркала 7 и многогранной призмы 4, соответственно. При этом зеркало 10 ориентировано перпендикулярно к визирной оси первого автоколлиматора 2 и перекрывает зоны окна, формируемые первой гранью а' углового зеркала и одной гранью а i многогранной призмы 4. Второе зеркало 11 установлено перед вторым автоколлиматором 5, между второй шторкой 9 и контролируемыми гранями b' и bi+1 углового зеркала 7 и многогранной призмы 4, соответственно. При этом зеркало 11 ориентировано перпендикулярно к визирной оси второго автоколлиматора 5 и перекрывает зоны окна, b' и bi+1, формируемые второй гранью углового зеркала 7 и смежной к ней гранью многогранной призмы 4, соответственно.
Устройство для определения погрешностей изготовления двугранных углов зеркально-призменных элементов для осуществления способа по второму варианту (фиг.2) работает следующим образом.
Пучок параллельных лучей из первого автоколлиматора 2 направляют на грань аi контролируемой правильной многогранной (n-гранной) призмы 4, имеющей номер i (i=1,2,….n - номера граней) и по автоколлимационному изображению марки в первом автоколлиматре 2 определяют угловое положение грани аi т.е. снимают отсчет Аi. Пучок параллельных лучей из второго автоколлиматора 5 направляют на смежную, с номером (i+1), грань bi+1 (относительно грани а
i с номером i) и по автоколлимационному изображению марки второго автоколлиматора 5 определяют угловое положение смежной грани bi+1, т.е. снимают отсчет Bi+1. Последовательно поворачивают призму 4 вокруг своей оси на величину рабочего угла α0, вновь повторяют описанные операции. Операции повторяют для всех последующих (до n ) граней призмы. Дополнительно, после измерения, каждой граны многогранной призмы, пучок параллельных лучей из первого автоколлиматора 2 направляют на первую грань а' углового зеркала 7 и по автоколлимационному изображению марки от этой грани определяют угловое положение этой грани, снимают отсчет  . Пучок параллельных лучей из второго автоколлиматора 5 направляется на вторую грань b' углового зеркала, с углом, равным рабочему углу α0 правильной многогранной призмы 4, и по автоколлимационному изображению марки второго автоколлиматора 5 определяют угловое положение второй грани b' углового зеркала, снимают отсчет
. Пучок параллельных лучей из второго автоколлиматора 5 направляется на вторую грань b' углового зеркала, с углом, равным рабочему углу α0 правильной многогранной призмы 4, и по автоколлимационному изображению марки второго автоколлиматора 5 определяют угловое положение второй грани b' углового зеркала, снимают отсчет  . Погрешности изготовления углов вычисляют по формулам (2) и (3):
. Погрешности изготовления углов вычисляют по формулам (2) и (3):
погрешность δ угла углового зеркала,
где
Аi - отсчет по первому автоколиматору при наведении на i-ю грань правильной многогранной призмы;
- отсчет по первому автоколиматору при наведении на первую грань углового зеркала, при наличии отсчета Ai от i-й грани правильной многогранной призмы;
Bi+1 - отсчет по второму автоколиматору при наведении на смежную, (i+1) грань, правильной многогранной призмы;
- отсчет по второму автоколлиматору при наведении на вторую грань углового зеркала при наличии отсчета Вi+1 от (i+1) грани правильной многогранной призмы;
погрешность Δαi(i+1) изготовления произвольного i-то двугранного угла многогранной призмы между i-й и (i+1) ее гранями,

Кроме того, возможно дополнительно перекрывать шторкой 8 часть пучка параллельных лучей из первого автоколлиматора 2, направленных на первую грань а' углового зеркала 7. При этом по первому автоколлиматору 2 определяют раздельно угловое положение грани аi многогранной призмы 4, снимают отсчет Аi. Затем шторкой 8 перекрывают часть пучка лучей, направленных на грань аi многогранной призмы 4, и по первому автоколлиматору 2 определяется раздельное угловое положение первой грани а' углового зеркала 7, снимают отсчет  . Перекрывают шторкой 9 часть пучка параллельных лучей из второго автоколлиматора 5, направленных на вторую грань b' углового зеркала 7, и, по второму автоколлиматору 5, определяют раздельно угловое положение смежной грани bi+1 многогранной призмы 4, снимают отсчет Вi+1. Затем перекрывают шторкой 9 часть пучка параллельных лучей из второго автоколлиматора 5, направленных на смежную грань bi+1 многогранной призмы 4, и по второму автоколлиматору 5 определяется раздельно угловое положение второй грани b' углового зеркала 7, снимают отсчет . Погрешности изготовления углов определяют по формулам (2) и (3).
. Перекрывают шторкой 9 часть пучка параллельных лучей из второго автоколлиматора 5, направленных на вторую грань b' углового зеркала 7, и, по второму автоколлиматору 5, определяют раздельно угловое положение смежной грани bi+1 многогранной призмы 4, снимают отсчет Вi+1. Затем перекрывают шторкой 9 часть пучка параллельных лучей из второго автоколлиматора 5, направленных на смежную грань bi+1 многогранной призмы 4, и по второму автоколлиматору 5 определяется раздельно угловое положение второй грани b' углового зеркала 7, снимают отсчет . Погрешности изготовления углов определяют по формулам (2) и (3).
Также дополнительно часть пучка параллельных лучей из первого автоколлиматора 2 перекрывают в зоне прохождения лучей к первой грани а' углового зеркала 7, а другую часть пучка параллельных лучей, в зоне прохождения этой части пучка к грани аi многогранной призмы 4, направляют на плоское зеркало 10 и по автоколлимационному изображению марки первого автоколлиматора 2 определяют раздельно угловое положение плоского зеркала, отсчет A'. Затем перекрывают часть пучка лучей в зоне прохождения лучей к грани ai многогранной призмы 4, а первую часть пучка параллельных лучей направляют на плоское зеркало 10 в зоне прохождения этой части пучка к первой грани а' углового зеркала 7 и по автоколлимационному изображению марки первого автоколлиматора 2 определяется раздельно угловое положение плоского зеркала 10 для этой части зоны, отсчет А'. При этом часть пучка параллельных лучей из второго автоколлиматора 5 перекрывают в зоне прохождения лучей ко второй грани b' углового зеркала 7, а другую часть пучка параллельных лучей, в зоне прохождения этой части пучка к смежной грани bi+1 многогранной призмы 7, направляют на плоское зеркало 11 и по автоколлимационному изображению марки второго автоколлиматора определяется раздельно угловое положение второго плоского зеркала 11, отсчет В. Затем перекрывают часть пучка лучей в зоне прохождения лучей, направляемых на смежную грань bi+1 многогранной призмы 4. При этом первую часть пучка параллельных лучей направляют на второе плоское зеркало 11 через зону прохождения этой части пучка ко второй грани b' углового зеркала 7 и по автоколлимационному изображению марки второго автоколлиматора 5 определяется раздельно угловое положение второго плоского зеркала 11 для этой части зоны, отсчет В'. При этом выражение (2) для определения погрешности изготовления угла δ углового зеркала дополняют слагаемым

и вычисляют по формуле
а выражение (3) для погрешности Δαi(i+1) изготовления произвольного i-то двугранного угла многогранной призмы между i-й и (i+1) ее гранями дополняют слагаемым

и вычисляют по формуле

Предлагаемый способ и устройство являются более эффективными по сравнению с известными и позволяют существенно повышать точность определений погрешностей изготовления зеркально-призменных элементов. Они базируются на наличии внутреннего идеального эталона, определяемого тем, что сумма углов правильной многогранной призмы равна 360°, а также относительностью измерений двугранных углов многогранной призмы и углового зеркала, при которых влияние на точность нестабильностей положений автоколлиматоров существенно уменьшается. Точность способа не зависит от наличия круговых отсчетных устройств, т.е. не ограничивается точностью их изготовления. Также, при большом количестве повторных измерений и повышении точности автоколлиматоров, точность определений может повышаться неограниченно. При этом возможно одновременное измерение нескольких зеркально-призменных элементов.
Изобретение может быть использовано для высокоточного контроля двугранных углов зеркально-призменных элементов (ЗПЭ). Способ по первому варианту реализуется с помощью устройства, содержащего поворотный столик с контролируемой правильной многогранной призмой и два автоколлиматора, визирные оси которых перпендикулярны двум смежным граням. Определяют угловые положения граней призмы по автоколлимационным изображениям марок соответствующих автоколлиматоров и вычисляют погрешности изготовления двугранных углов. Способ по второму варианту реализуется с помощью устройства, которое дополнительно снабжено неподвижным столиком с угловым зеркалом, первая и вторая грани которого перпендикулярны к визирным осям первого и второго автоколлиматоров. Дополнительно по автоколлимационным изображениям марок автоколлиматоров определяют угловые положения первой и второй граней углового зеркала и вычисляют погрешности изготовления двугранных углов. Технический результат - повышение точности измерений двугранных углов ЗПЭ. 4 н. и 4 з.п. ф-лы, 2 ил.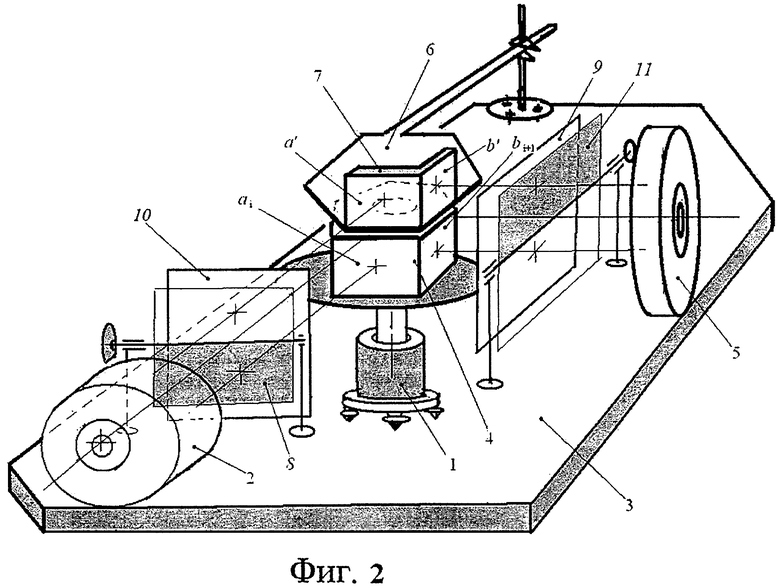
1. Способ определения погрешностей изготовления двугранных углов зеркально-призменных элементов, при котором пучок параллельных лучей из автоколлиматора направляют на грань контролируемой правильной многогранной призмы и по автоколлимационному изображению марки определяют угловое положение грани, последовательно поворачивают призму вокруг своей оси на величину рабочего угла призмы, вновь направляют пучок параллельных лучей на последующую грань контролируемой многогранной призмы и по автоколлимационному изображению марки определяют угловое положение последующей грани, операцию повторяют для всех граней призмы и определяют угловые положения всех остальных граней призмы, отличающийся тем, что пучок параллельных лучей из второго автоколлиматора направляют на смежную грань относительно грани, на которую направляют пучок лучей из первого автоколлиматора, и по автоколлимационному изображению марки второго автоколлиматора определяют угловое положение смежной грани, погрешность изготовления произвольного i-го двугранного угла Δαi(i+1) между произвольными смежными гранями i и (i+1) находят по формуле
где i=1,2,…n - последовательные номера граней правильной многогранной (n-гранной) призмы и рабочих углов между ними, причем при i=n принимается i+1=1;
Аi - отсчет по первому автоколлиматору при наведении на грань с номером i;
Bi+1 - отсчет по второму автоколлиматору при наведении на смежную грань с номером (i+1).
2. Устройство для определения погрешностей изготовления двугранных углов зеркально-призменных элементов для осуществления способа по п.1, содержащее поворотный столик, автоколлиматор, визирная ось которого ориентирована перпендикулярно к оси поворота столика, основание, на котором они расположены, и контролируемую правильную многогранную призму, размещенную на поворотном столике с возможностью поворота со столиком вместе так, что ее ось соосна с осью поворота столика, а одна из граней контролируемой многогранной призмы, размещенная перед входным окном автоколлиматора, ориентирована перпендикулярно к его визирной оси, отличающееся тем, что устройство снабжено вторым автоколлиматором, установленным на основании, при этом его визирная ось пересекается с осью поворота столика и ориентирована перпендикулярно к смежной грани многогранной призмы относительно ее грани, к которой ориентирована перпендикулярно визирная ось первого автоколлиматора.
3. Способ определения погрешностей изготовления двугранных углов зеркально-призменных элементов, при котором пучок или часть пучка параллельных лучей из автоколлиматора направляют на грань контролируемой правильной многогранной призмы и по автоколлимационному изображению марки определяют угловое положение грани, последовательно поворачивают призму вокруг своей оси на величину рабочего угла призмы, вновь направляют пучок или часть пучка параллельных лучей на последующую грань контролируемой многогранной призмы и по автоколлимационному изображению марки определяют угловое положение последующей грани, операцию повторяют для всех граней призмы и определяют угловые положения всех остальных граней призмы, отличающийся тем, что пучок или часть пучка параллельных лучей из второго автоколлиматора направляют на смежную грань относительно грани, на которую направляют пучок или часть пучка лучей из первого автоколлиматора, и по автоколлимационному изображению марки второго автоколлиматора определяют угловое положение смежной грани, дополнительно пучок или часть пучка параллельных лучей из первого автоколлиматора направляют на первую грань углового зеркала и по автоколлимационному изображению марки от этой грани определяют угловое положение этой грани, пучок или часть пучка параллельных лучей из второго автоколлиматора направляют на вторую грань углового зеркала с углом, равным рабочему углу контролируемой правильной многогранной призмы, и по автоколлимационному изображению марки второго автоколлиматора определяют угловое положение второй грани углового зеркала, а погрешности изготовления углов вычисляют по формулам:
погрешность δ угла углового зеркала
где Аi - отсчет по первому автоколиматору при наведении на i-ю грань правильной многогранной призмы;
- отсчет по первому автоколиматору при наведении на первую грань углового зеркала, при наличии отсчета Аi от i-й грани правильной многогранной призмы;
Bi+1 - отсчет по второму автоколиматору при наведении на смежную, (i+1), грань правильной многогранной призмы;
 - отсчет по второму автоколлиматору при наведении на вторую грань углового зеркала при наличии отсчета Bi+1 от (i+1) грани правильной многогранной призмы;
- отсчет по второму автоколлиматору при наведении на вторую грань углового зеркала при наличии отсчета Bi+1 от (i+1) грани правильной многогранной призмы;
погрешность Δαi(i+1) изготовления произвольного i-го двугранного угла многогранной призмы между i-й и (i+1) ее гранями

4. Способ по п.3, отличающийся тем, что дополнительно перекрывают часть пучка параллельных лучей из первого автоколлиматора, направленных на первую грань углового зеркала, при этом по первому автоколлиматору определяют раздельно угловое положение грани многогранной призмы, затем перекрывают часть пучка лучей, направленных на грань многогранной призмы, и по первому автоколлиматору определяется раздельное угловое положение первой грани углового зеркала, перекрывают часть пучка параллельных лучей из второго автоколлиматора, направленных на вторую грань углового зеркала, и по второму автоколлиматору определяют раздельно угловое положение смежной грани многогранной призмы, затем перекрывается часть пучка параллельных лучей из второго автоколлиматора, направленных на смежную грань многогранной призмы, и по второму автоколлиматору определяется раздельно угловое положение второй грани углового зеркала.
5. Способ по п.4, отличающийся тем, что дополнительно часть пучка параллельных лучей из первого автоколлиматора перекрывают в зоне прохождения лучей к первой грани углового зеркала, а другую часть пучка параллельных лучей в зоне прохождения этой части пучка к грани многогранной призмы направляют на плоское зеркало и по автоколлимационному изображению марки первого автоколлиматора определяют раздельно угловое положение плоского зеркала, затем перекрывают часть пучка лучей в зоне прохождения лучей к грани многогранной призмы, а первую часть пучка параллельных лучей направляют на плоское зеркало в зоне прохождения этой части пучка к первой грани углового зеркала и по автоколлимационному изображению марки первого автоколлиматора определяется раздельно угловое положение плоского зеркала для этой части зоны, при этом часть пучка параллельных лучей из второго автоколлиматора перекрывают в зоне прохождения лучей ко второй грани углового зеркала, а другую часть пучка параллельных лучей в зоне прохождения этой части пучка к смежной грани многогранной призмы направляют на второе плоское зеркало и по автоколлимационному изображению марки второго автоколлиматора определяется раздельно угловое положение второго плоского зеркала, затем перекрывают другую часть пучка лучей в зоне прохождения лучей, направляемых на смежную грань многогранной призмы, при этом первую часть пучка параллельных лучей направляют на второе плоское зеркало через зону прохождения этой части пучка ко второй грани углового зеркала и по автоколлимационному изображению марки второго автоколлиматора определяется раздельно угловое положение второго плоского зеркала для этой части зоны, при этом выражение для определения погрешности изготовления угла δ углового зеркала дополняют слагаемым

так, что
где А - отсчет по первому автоколлиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей к грани многогранной призмы;
А' - отсчет по первому автоколлиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей к первой грани углового зеркала;
В - отсчет по второму автоколлиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей к грани многогранной призмы;
В' - отсчет по второму автоколлиматору при наведении на плоское зеркало в зоне прохождения части пучка параллельных лучей ко второй грани углового зеркала;
а выражение для погрешности Δαi(i+1) изготовления произвольного i-го двугранного угла многогранной призмы между i-й и (i+1) ее гранями дополняют слагаемым 
так, что

6. Устройство для определения погрешностей изготовления двугранных углов зеркально-призменных элементов для осуществления способа по п.3, содержащее поворотный столик, автоколлиматор, визирная ось которого ориентирована перпендикулярно к оси поворота столика, основание, на котором они расположены, и контролируемую правильную многогранную призму, размещенную на поворотном столике с возможностью поворота со столиком вместе так, что ее ось соосна с осью поворота столика, а одна из граней контролируемой многогранной призмы, размещенная перед входным окном автоколлиматора, ориентирована перпендикулярно к его визирной оси, отличающееся тем, что устройство снабжено вторым автоколлиматором, установленным на основании, при этом его визирная ось пересекается с осью поворота столика и ориентирована перпендикулярно к смежной грани многогранной призмы относительно ее грани, к которой ориентирована перпендикулярно визирная ось первого автоколлиматора, снабжено неподвижным столиком, размещенным на основании, и угловым зеркалом, установленным на неподвижном столике так, что первая грань углового зеркала ориентирована перпендикулярно к визирной оси первого автоколлиматора и находится перед его входным окном, вторая грань углового зеркала перпендикулярна к визирной оси второго автоколлиматора и расположена перед его входным окном.
7. Устройство по п.6, отличающееся тем, что оно дополнено первой и второй шторками, первая шторка расположена перед входным окном первого автоколлиматора, а вторая шторка перед входным окном второго автоколлиматора, при этом каждая из шторок обеспечивает возможность перекрытия части пучка параллельных лучей, выходящих из соответствующего автоколлиматора.
8. Устройство по п.7, отличающееся тем, что оно дополнено первым и вторым плоскими съемными зеркалами, первое зеркало установлено перед первым автоколлиматором между первой шторкой и контролируемыми гранями углового зеркала и многогранной призмы, при этом зеркало ориентировано перпендикулярно к визирной оси первого автоколлиматора, второе зеркало установлено перед вторым автоколлиматором между второй шторкой и контролируемыми гранями углового зеркала и многогранной призмы, при этом второе зеркало ориентировано перпендикулярно к визирной оси второго автоколлиматора.
| JP 2005292103 А, 20.10.2005 | |||
| УСТРОЙСТВО ДЛЯ АТТЕСТАЦИИ ПЕНТАПРИЗМ | 2001 |
|
RU2215990C2 |
| Способ контроля углов призм и двугранных отражателей | 1990 |
|
SU1755044A1 |
| Устройство для аттестации пентагонального блока | 1978 |
|
SU696284A2 |

