Изобретение относится к области металлургии, в частности к производству листового проката на реверсивном толстолистовом стане, и может быть использовано для обеспечения плоскостности толстых листов из высокопрочных низколегированных штрипсовых сталей, полученных с применением контролируемой прокатки.
Известен способ правки стальных листов, в соответствии с которым лист подвергают знакопеременному упругопластическому изгибу между роликами с растяжением за счет разности окружных скоростей роликов входной и выходной секций, выбираемых по определенным соотношениям [1].
Однако, при правке толстолистового проката, усилия трения, создаваемого роликами при проскальзывании их поверхности относительно поверхности листа, недостаточно для получения пластических деформаций растяжения в металле этого листа. Поэтому данный способ не всегда может быть использован для производства толстолистового высокопрочного штрипса, потребность в котором в нефтегазовой отрасли постоянно возрастает.
Наиболее близким по своей технической сущности к предлагаемому изобретению является способ правки толстолистового проката, включающий деформирование листов многократным знакопеременным изгибом между двумя рядами роликов при регламентированной температуре. Деформирование листов производят при температуре не выше 700°C, диаметре роликов не более 500 мм и числе изгибов не менее 3. В соответствии с данным способом листы из углеродистых марок стали правят за два этапа. Правку листов на первом этапе производят со степенью деформации 10…15% при температуре 600÷700°C и с диаметром роликов не более 300 мм, а правку на втором этапе ведут со степенью деформации 1,0÷3,0% при температуре 300÷600°C и с диаметром роликов не более 400 мм [2].
К недостаткам данного способа можно отнести то, что слишком большая степень деформации изгиба на первом этапе правки (при 600÷700°C) при производстве высокопрочного толстолистового проката из низкоуглеродистой стали негативно сказывается на механических характеристиках готовой продукции, особенно на величине предела текучести и относительного удлинения. Соответственно при использовании данного способа для правки листов категории прочности К70(Х90)-Х100 толщиной 12÷30 мм, не всегда удается обеспечить требуемый уровень механических свойств. Кроме того, в соответствии с данным способом второй этап правки реализуют при слишком высокой температуре (300÷600°C), поэтому возможно коробление готового листа при его последующем остывании до температуры окружающей среды. Это обуславливает необходимость оптимизации температурно-деформационного режима правки высокопрочного штрипса в указанном диапазоне толщин. Кроме того, на практике при использовании одной листоправильной машины в потоке прокатного стана невозможно менять диаметр роликов для разных этапов правки каждого листа, что существенно сужает возможности реализации способа.
Технический результат изобретения состоит в повышении механических свойств толстолистового проката из высокопрочной низколегированной штрипсовой стали до стабильного уровня К70(Х90)-Х100 при обеспечении требований по плоскостности готовой продукции.
Требуемый результат достигается тем, что в известном способе правки толстолистового проката из высокопрочной низколегированной штрипсовой стали, включающем знакопеременный упругопластический изгиб проката в листоправильной машине между двумя рядами роликов при регламентированной температуре, согласно предложенному техническому решению правку производят непосредственно после ускоренного охлаждения не более чем за три рабочих прохода при температуре металла не менее 350°C и в каждом проходе осуществляют не менее пяти последовательных знакопеременных изгибов, при этом на входе в листоправильную машину первую пару изгибов задают с максимальной величиной амплитуды, которую определяют из соотношения
Δ1=K'·(BP/h) мм,
где BP - расстояние между соседними нижним и верхним роликами, мм; h - толщина проката, мм; К1 - эмпирический коэффициент, равный 0,35÷0,60 мм, а величину амплитуды для каждой из последующих пар изгибов уменьшают в соответствии с соотношением ΔN=K''·ΔN-1 мм, где K'' - эмпирический коэффициент, равный 0,3÷0,6.
Повышения эффективности рассмотренного способа достигают, за счет того, что после охлаждения проката до температуры не выше 150°C производят его дополнительную правку не более чем за два рабочих прохода, при этом величину амплитуды каждой пары изгибов устанавливают в зависимости от величины амплитуды соответствующей пары изгибов, имевшей место при правке после ускоренного охлаждения, из соотношения

где Kдп - эмпирический коэффициент, равный 1,1÷1,7.
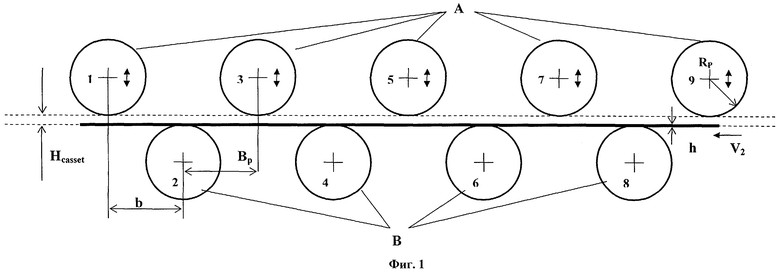
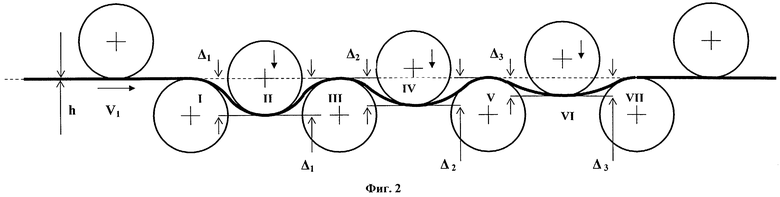
На фиг.1 представлена схема расположения роликов листоправильной машины перед их настройкой для правки проката, например, во время холостого хода. На фиг.2 представлен характер распределения амплитуды изгибов во время рабочего хода при правке толстолистового проката из высокопрочной низколегированной штрипсовой стали согласно предложенному способу.
Для реализации способа используют листоправильную машину, содержащую два ряда роликов, входящих в верхнюю «А» и нижнюю «В» кассету. Ролики нижней кассеты «В» имеют четную нумерацию, а ролики верхней «А» - нечетную. При этом четные ролики, расположенные в нижней кассете «5», постоянно находятся на одном уровне, тогда как каждый нечетный ролик верхней кассеты «А» имеет индивидуальную настройку с возможностью смещения в вертикальном направлении в зависимости от геометрических размеров и прочностных свойств листа. В исходном состоянии холостого хода между роликами обоих кассет имеется зазор Hcasset. Степень деформации для каждого изгиба в процессе правки определяется амплитудой вертикального смещения соседних верхних и нижних роликов относительно друг друга ΔN и расстоянием между соседними роликами BP (шаг роликов).
Сущность изобретения состоит в следующем. Прокатанный в линии толстолистового стана толстый лист из высокопрочной низколегированной штрипсовой стали поступает на ускоренное охлаждение. После ускоренного охлаждения лист приобретает коробоватость, и его плоскостность нарушается ввиду неравномерного остывания металла по ширине и длине. Искажение формы листа тем больше, чем он тоньше и чем больше его габаритные размеры. Для выполнения поставленной задачи обеспечения плоскостности листа при одновременном повышении прочностных свойств проката до уровня К70(Х90)-Х100, непосредственно после ускоренного охлаждения производят правку этого листа. Она включает его деформирование между двумя рядами роликов (кассетами «А» и «B») многократным знакопеременным упругопластическим изгибом не более чем за три рабочих прохода в направлении V1 (три пропуска листа через листоправильную машину, при которых производится его гибка с перегибами) (фиг.2). После каждого рабочего прохода лист возвращают в исходное положение холостым проходом в обратном направлении V2, при разведенных кассетах (Hcasset > h) и без деформации (фиг.1). При этом температура листа составляет не менее 350°C. В ходе каждого рабочего прохода последовательно осуществляют не менее пяти знакопеременных изгибов листа. В процессе правки головную часть листа задают в зазор между верхним 1 и нижним 2 роликами правильной машины. Затем следующим верхним роликом 3 его отгибают вниз с величиной амплитуды в зонах II и III, равной Δ1=K'·(BP/h) мм, где BP - расстояние между соседними нижним и верхним роликами, мм; h - толщина листа, мм; K'=0,35÷0,60 мм. При этом в зоне II возникают сжимающие напряжения в верхних поверхностных слоях листа и растягивающие - в нижних. Затем следующим нижним роликом 4 лист отгибают вверх. При огибании металлом нижнего ролика 4 (зона III) знак напряжения в поверхностных слоях листа меняется на противоположный. При этом растягивающие напряжения действуют по верхней поверхности листа, и сжимающие - по нижней. При прохождении листа через последующие ролики характер деформации листа чередуют аналогичным образом. Амплитуду каждой последующей пары изгибов уменьшают, определяя ее из приведенного ранее соотношения. Например, величина амплитуды изгиба в зонах IV и V составляет
Δ2=K′′·Δl, где К′′=0,3÷0,6. Поскольку К′′<1, амплитуду каждой последующей пары изгибов устанавливают меньше, чем для предыдущей, и величина поверхностных напряжений снижается по мере перемещения подвергаемого правке участка листа к выходу из листоправильной машины. Таким образом, амплитуда Δ1 на входе в листоправильную машину является максимальной для данного прохода. При указанном режиме распределения деформаций по ходу правки амплитуда последнего изгиба в каждом рабочем проходе имеет минимальную величину. Рассмотренная схема правки позволяет за счет накопленной пластической деформации в поверхностных слоях листа постепенно устранить внутренние напряжения, приводящие к его короблению. При относительно высокой температуре правки (выше 350°C) низколегированная сталь находится в достаточно пластичном состоянии, чтобы за 1-3 рабочих прохода через листоправильную машину получить толстолистовой прокат с минимальными отклонениями по плоскостности. При этом величина накопленной пластической деформации в материале листа обеспечивает получение значений предела текучести и относительного удлинения, соответствующих требованиям к высокопрочным штрипсовым сталям категории прочности К70(Х90)-Х100 для изготовления магистральных труб.
После остывания прошедшего правку листа из высокопрочной низколегированной штрипсовой стали до температуры, близкой к температуре окружающей среды, возможно его повторное коробление. Особенно это характерно для широкоформатных листов малой толщины. Это явление связано с возникновением внутренних напряжений в материале листа при его неравномерном охлаждении на краях и в центре. В ряде случаев для получения требуемой плоскостности проката и устранения возникших дефектов целесообразно проведение дополнительной холодной правки листа при температуре металла не выше 150°C. Для получения плоскостности при дополнительной правке листа также необходима определенная величина накопленной пластической деформации. Однако эту правку осуществляют в низкотемпературной области, для которой пластическая составляющая деформации меньше, чем упругая. Поэтому для получения достаточных значений накопленной пластической деформации здесь необходимо использовать более интенсивные изгибы, чем при предыдущей правке, проводившейся при более высокой температуре. Соответственно дополнительную правку листа производят с величиной амплитуды каждой пары изгибов, определяемой из соотношения

где Kдп=1,1÷1,7, a ΔN - величина амплитуды соответствующей пары изгибов, имевшей место при предыдущей правке после ускоренного охлаждения. Использование при дополнительной правке одного-двух рабочих проходов позволяет получить требуемую плоскостность листа при регламентированном для данного сортамента уровне его механических свойств.
Таким образом, полное использование ресурса механических свойств, соответствующего низколегированной стали данной категории прочности, обеспечивается предлагаемым деформационно-термическим режимом правки проката в листоправильной машине. Технология правки направлена на получение требуемой плоскостности при сохранении заданного уровня механических свойств толстого листа из высокопрочной низколегированной штрипсовой стали.
Применение способа поясняется примером его реализации при производстве листа толщиной h=23,2 мм, из высокопрочной низколегированной штрипсовой стали категории прочности К70. Прокатку непрерывнолитых заготовок на стане 5000 осуществляют в два этапа (черновая и чистовая прокатка) с промежуточным подстуживанием. После чистовой прокатки на размер готового листа производят ускоренное водяное охлаждение полученного проката в специальной установке (УКО). Эта операция приводит к повышению дисперсности структурных составляющих стали. Непосредственно после выхода листа из УКО его подают в листоправильную машину с шагом роликов BP=450 мм, где осуществляют его правку за 2 рабочих прохода. При этом в каждом проходе лист подвергают пяти изгибам со следующим распределением амплитуд по парам изгибов:
Δ1=0,6·(450/23,2)=11,6 мм;
Δ2=11,6·0,4 мм;
Δ3=4,6·0,3=1,4 мм.
Последующее охлаждение металла осуществляют путем выдержки на воздухе штабелированной стопы горячекатаных штрипсов. После остывания проката до температуры окружающей среды на ряде листов опытной партии было отмечено коробление поверхности вследствие появления внутренних напряжений при неравномерном охлаждении различных поверхностных зон. С целью устранения этого дефекта провели дополнительную правку за один или два рабочих прохода при пяти последовательных изгибах с амплитудами 

 в каждом проходе. Полученные листы соответствуют предъявляемым требованиям по плоскостности, т.е. стрела прогиба поверхности листа не превышает 6 мм на базе 1 п.м. Отмечено незначительное снижение относительного удлинения и повышение предела текучести после дополнительной правки.
в каждом проходе. Полученные листы соответствуют предъявляемым требованиям по плоскостности, т.е. стрела прогиба поверхности листа не превышает 6 мм на базе 1 п.м. Отмечено незначительное снижение относительного удлинения и повышение предела текучести после дополнительной правки.
Механические свойства определяли на поперечных образцах. Температурно-деформационный режим прокатки и правки обеспечил получение мелкозернистой феррито-бейнитной структуры с заметной поперечной и продольной анизотропией зерен, характеризующейся высокой прочностью проката без снижения низкотемпературной вязкости. Испытания на статическое растяжение осуществляли на плоских пропорциональных полнотолщинных образцах по ГОСТ 1497, а на работу удара на образцах с V-образным надрезом по ГОСТ 9454 при температуре -40°C. Получены следующие механические свойства для поперечных образцов: временное сопротивление σв=750÷775 Н/мм2; предел текучести σт=620÷665 H/мм2; относительное удлинение δ5=18÷20,5%; работа удара KV-40=265÷295 Дж. Указанный уровень свойств полностью соответствует требованиям, предъявляемым к штрипсу категории прочности К70. Аналогичные данные получены и для штрипса Х90-Х100 рассматриваемого сортамента.
Таким образом, применение предложенного способа правки обеспечивает достижение требуемого результата - повышение механических свойств прокатанных листов из высокопрочной низколегированной штрипсовой стали толщиной 12÷30 мм до стабильного уровня К70(Х90)-Х100 при обеспечении требований по плоскостности готовой продукции.
Оптимальные параметры реализации способа были определены эмпирическим путем. Экспериментально установлено, что если при правке, производимой после ускоренного охлаждения, используют более трех рабочих проходов, то поверхностные слои листа успевают слишком сильно остыть за счет теплоотдачи в ролики листоправильной машины. Поэтому деформация этих слоев в ходе правки может сопровождаться наклепом, который негативно сказывается на механических свойствах готового листа.
Из опыта установлено, что при правке наиболее целесообразно осуществлять не менее пяти последовательных знакопеременных изгибов за каждый рабочий проход. Такого количества изгибов достаточно для получения требуемой плоскостности листа. В то же время при дальнейшем увеличении числа изгибов плоскостность листа повышается слишком незначительно, однако существенно повышаются затраты на производство и усложняется технологический процесс. Иначе говоря, имеет место неоправданное повышение производственных расходов.
Эксперименты показывают, что температура листа из высокопрочной низколегированной штрипсовой стали при правке после его выхода из УКО не должна быть ниже 350°C. В противном случае пластичность подвергаемого правке проката сильно снижается, что негативно сказывается на качестве продукции, т.к. приводит к необходимости увеличения числа рабочих проходов правки для обеспечения требуемой плоскостности, и соответственно к появлению наклепа в поверхностных слоях металла.
Опытным путем установлено, что если на начальной стадии деформации задают максимальный изгиб листа, амплитуда которого превышает допустимое значение Δ1, определяемое из предложенного ранее соотношения при K′=0,60 мм, то это может привести к существенному повышению рабочей нагрузки на опорные ролики листоправильной машины. При этом возрастает опасность поломки оборудования и может возникнуть аварийная ситуация. В то же время, если амплитуда изгиба на начальной стадии деформации меньше допустимого значения Δ1 при K′=0,35 мм, она может быть недостаточной для снятия внутренних напряжений в материале листа и требуемое качество правки не будет обеспечиваться.
Экспериментально определено, что если в одном из рабочих проходов величина амплитуды для каждой из последующих пар изгибов превышает допустимый диапазон ΔN, определяемый из приведенного соотношения при К′′=0,6, то в последних изгибах на выходе из листоправильной машины амплитуда изгиба будет слишком большой. Это может привести к появлению продольной кривизны на листах из высокопрочного штрипса, т.е. к снижению качества готовой продукции. В то же время, если величина амплитуды для каждой из последующих пар изгибов выходит за нижние границы допустимого диапазона ΔN при К′′=0,3, то в большинстве случаев деформация будет недостаточной для эффективной правки листа и получение требуемой плоскостности готовой продукции не будет обеспечиваться.
Опыт показывает, что при температуре дополнительной правки выше 150°C достигается требуемая плоскостность листа. Однако при последующем остывании до температуры окружающей среды он может вновь получить коробление, которое приводит к снижению качества готовой продукции и увеличению отсортировки по плоскостности. Соответственно дополнительную правку следует проводить при температуре не выше 150°C.
Экспериментально определено, что если дополнительную правку листа рассматриваемого сортамента производят более чем за два рабочих прохода, возможно слишком большое снижение пластичности металла в результате наклепа при холодной деформации (повышение прочностных свойств металла при снижении пластических). При этом механические свойства продукции могут не соответствовать требованиям, предъявляемым к листовому прокату из высокопрочной штрипсовой стали. Ограничение числа проходов позволяет избежать негативного влияния дополнительной правки на механические свойства высокопрочного проката.
Если величина каждой следующей пары изгибов при дополнительной правке, осуществляемой после охлаждения металла до температуры окружающей среды, составляет менее 1,1 от величины соответствующей пары изгибов при предыдущей правке, осуществляемой после выхода из УКО, то получаемая металлом деформация будет недостаточна для устранения неплоскостности листа и других дефектов его формы. Это связано с тем, что с понижением температуры для получения пластической деформации необходима большая величина изгиба. Иначе говоря, для одного и того же изгиба при высокой температуре может преобладать пластическая деформация (когда лист сохраняет полученную форму), а при низкой - упругая деформация (когда лист в результате пружинения возвращается к исходной форме и правки не происходит). В то же время, если величина амплитуды изгиба листа при дополнительной правке будет превышать 1,7 от величины амплитуды соответствующего изгиба при предыдущей высокотемпературной правке, то усилия деформации на роликах правильной машины могут превысить допустимый предел, т.е. возникнет предпосылка к аварийной ситуации (поломка или заклинивание роликов).
Как следует из вышеизложенного, при реализации предложенного технического решения требуемый уровень механических свойств штрипсового проката для труб большого диаметра достигается за счет выбора наиболее рациональных температурно-деформационных режимов правки, обеспечивающих одновременно необходимую плоскостность. Однако в случае выхода варьируемых технологических параметров за установленные границы не всегда удается обеспечить заданные показатели качества для полученных листов. Таким образом, приведенные данные подтверждают правильность рекомендаций по выбору допустимых значений технологических параметров предложенного способа правки толстого листа из высокопрочной низколегированной штрипсовой стали.
Технико-экономические преимущества рассматриваемого изобретения состоят в том, что предложенные температурно-деформационные режимы правки позволяют получать оптимальное сочетание прочностных и пластических свойств готовой продукции, обеспечивая одновременно высокое качество правки, т.е. достаточную плоскостность получаемого штрипса. Использование предложенного способа для производства толстолистового проката категории прочности К70(Х90)-Х100, толщиной 12÷30 мм из высокопрочной низколегированной штрипсовой стали позволит повысить выход годного на данном сортаменте на 3÷5%.
Литературные источники, использованные при составлении описания изобретения
1. Авторское свидетельство СССР №1690887, МКИ B21D 1/02, 1991.
2. Патент РФ №2294806, МПК B21D 1/06, 2007.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2015 |
|
RU2581697C1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2004 |
|
RU2294806C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2011 |
|
RU2463359C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2010 |
|
RU2418866C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2010 |
|
RU2445379C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2011 |
|
RU2463360C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2403105C1 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
Изобретение относится к области металлургии, в частности к производству листового проката на реверсивном толстолистовом стане, и может быть использовано для обеспечения плоскостности толстых листов из высокопрочных низколегированных штрипсовых сталей, полученных с применением контролируемой прокатки. Правку производят непосредственно после ускоренного охлаждения проката не более чем за три рабочих прохода при соответствующей температуре металла. Причем в каждом проходе осуществляют не менее пяти последовательных знакопеременных изгибов. На входе в листоправильную машину первую пару изгибов задают с максимальной величиной амплитуды, которую определяют из соотношения, указанного в формуле, а величину амплитуды для каждой из последующих пар изгибов уменьшают в соответствии с соотношением, приведенным в формуле изобретения. Повышаются механические свойства толстолистового проката при обеспечении требований по плоскостности готовой продукции. 1 з.п. ф-лы, 2 ил.
1. Способ правки толстолистового проката из высокопрочной низколегированной штрипсовой стали, включающий знакопеременный упругопластический изгиб проката в листоправильной машине между двумя рядами роликов при регламентированной температуре, отличающийся тем, что правку производят непосредственно после ускоренного охлаждения проката не более чем за три рабочих прохода при температуре металла не менее 350°С и в каждом проходе осуществляют не менее пяти последовательных знакопеременных изгибов, при этом на входе в листоправильную машину первую пару изгибов задают с максимальной величиной амплитуды Δ1, которую определяют из соотношения
Δ1=K′·(Вр/h), мм,
где Bp - расстояние между соседними нижним и верхним роликами, мм;
h - толщина проката, мм;
K′ - эмпирический коэффициент, равный 0,35-0,60, мм,
а величину амплитуды ΔN для каждой из последующих пар изгибов уменьшают в соответствии с соотношением
ΔN=K′′·ΔN-1, мм,
где K′′ - эмпирический коэффициент, равный 0,3÷0,6.
2. Способ правки толстолистового проката по п.1, отличающийся тем, что после охлаждения проката до температуры не выше 150°С производят его дополнительную правку не более чем за два рабочих прохода, при этом величину амплитуды каждой пары изгибов устанавливают в зависимости от величины амплитуды соответствующей пары изгибов, имевшей место при правке после ускоренного охлаждения, из соотношения

где Kдп - эмпирический коэффициент, равный 1,1÷1,7.
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2004 |
|
RU2294806C2 |
| Способ правки листового проката | 1989 |
|
SU1690887A1 |
| Способ правки длинномерных заготовок | 1990 |
|
SU1782686A1 |
| US 2007044531 А, 01.03.2007 | |||
| GB 1540280 А1, 07.02.1979. | |||

