Изобретение относится к способу и устройству для упаковывания группы товаров в соответствии с ограничительной частью представленного здесь пункта 1 формулы изобретения (на устройство) и соответственно пункта 5 формулы изобретения (на способ).
Упаковочные устройства общего типа действуют либо посредством использования способа усадки покрытия из пленки, либо в соответствии с так называемым способом натягивания покрытия. В обоих случаях - покрытие из пленки тянут поверх упаковываемых предметов (как правило, вниз). В случае способа усадки покрытия из пленки в дальнейшем обеспечивают термоусадку этого покрытия. Соответственно, оно крепко сжимает и удерживает группу товаров месте друг с другом. В случае способа натягивания покрытия из пленки это покрытие эластично растягивают до и, возможно, во время его протягивания поверх группы товаров по горизонтали и/или по вертикали. Соответственно, его подвергают предварительному натяжению на упаковываемой группе и таким образом воедино удерживают эту группу.
Устройство, действующее согласно так называемому способу общего типа для усадки покрытия из пленки, описано, например, в публикации DE 3242677 С2. Известное устройство имеет горизонтальную усадочную раму, способную перемещаться по вертикали вдоль станины. Усадочную раму конструируют таким образом, чтобы она могла быть применена для упаковывания в основном коробчатой или имеющей форму куба группы товаров. Пленка принимает форму трубы и проходит с рулона для бесконечной подачи находящегося на задней стороне устройства. Отсюда труба перемещается поверх валков или, соответственно, рельсов вверх над устройством и к раме, которая заканчивается над усадочной рамой. В раме обычно находятся средства для резания усадочной пленки и ее сваривания. Как правило, рама также содержит пару валков, поверх которых средство подачи пленки перемещают к машине, при этом валки задают скорость, с которой трубу стягивают с подающего рулона. Устройство содержит всасывающие карманы для раскрытия трубы. Если ближайшая последующая труба должна быть раскрыта, то всасывающие карманы смещают к пленке трубы. Две последовательно идущих части пленки соответствующим образом подвергают всасыванию с помощью всасывающего кармана, связанного с ними, и соответственно будут раскрыты. Далее покрытие из пленки сваривают в верхней части и обрезают, после чего тянут поверх группы товаров или соответствующим образом завершают это действие. Затем обеспечивают усадку пленки.
Труба из пленки, применяемая в этом устройстве для создания оберточных покрытий, представляет собой трубу с боковыми складками, предварительно производимую изготовителем и затем наматываемую на накопительный барабан, то есть пленку, согнутую в плоском состоянии, которая в ее согнутом виде с двух ее боковых сторон имеет V-образные складки, так что два полотна из пленки, формирующие основные стороны трубы из пленки, лежат не непосредственно друг на друге у наружных сторон трубы, а скорее с введением или с промежуточным расположением V-образной складки пленки, проходящей у вершины к середине трубы.
Труба с боковыми складками имеет относительно высокую стоимость вследствие ее специальной предварительной обработки, выполняемой изготовителем трубы. Кроме того, труба с боковыми складками имеет значительную сравнительную толщину на подающем барабане, так что барабан с максимальным диаметром, который определен только машиной, несет на себе меньшую длину (примерно на 50%) по сравнению с длиной плоской трубы, навиваемой на барабан, то есть плоской трубы, которая состоит из двух полотен пленки, соединенных друг с другом как одно целое, которые лишь согнуты через 180 градусов у их краев и соответственно лежат в плоском виде друг на друге по полной ширине.
Соответственно также сконструированы машины, которые вместо обработки полностью предварительно изготавливаемой трубы с боковыми складками могут обрабатывать так называемую плоскую трубу. Без принятия специальных мер при обработке плоской трубы, формирующей покрытия из пленки, возникает проблема, которая заключается в том, что при последующем натягивании покрытия из пленки поверх группы товаров с ее верхней стороны будут оставаться два хвоста, выступающих от ее верхней стороны. Такая проблема формирования хвостов хорошо представлена в публикации WO 02/068268 А1 (см. фиг.1). Это известно почти 40 лет (см. публикацию DE 1586456).
Эти хвостообразные части уродуют внешний вид. Они также технически ухудшают выполнение упаковочной операции. Хвостообразные части покрытия из пленки могут привести к защемлению или вызвать повреждение, поскольку они высовываются в течение транспортирования товаров и манипулирования ими (например, при совместном укладывании в штабель отдельных пачек) . Это означает, что обертка не будет защищать товары от влаги. Если такое усадочное покрытие изготавливают из усадочной пленки, то в некоторых случаях выступающие хвосты в ходе нагревания для выполнения усадки могут стать чрезвычайно мягкими. При определенных обстоятельствах вследствие своего выступания они могут слишком приблизиться к нагревательным средствам, применяемым для выполнения усадки, и будут перегреты. Если это происходит, они будут, по меньшей мере, иметь склонность к провисанию в липком, тестообразном состоянии и войдут в соприкосновение с окружающими частями пленки. При определенных обстоятельствах может оказаться, что несколько слоев пленки будут сплавлены друг с другом. В тот момент, когда различные слои пленки будут расплавлены и прилипнут друг к другу, получаемый в результате этого более толстый слой пленки приведет к развитию чрезмерных сил усадки. В дальнейшем может оказаться, что пленка будет чрезмерно тонкой в месте перехода между обычным слоем и слоями, которые слиплись, то есть в конце будет иметь место чрезвычайно тонкая зона, и временами будет происходить разрыв вследствие сил перемещения.
В случае использования такого покрытия из пленки с натягиваемой пленкой также имеются определенные недостатки. При некоторых обстоятельствах пленка у хвостов может оказаться чрезвычайно ослабленной.
Для того чтобы избежать таких хвостов и их влияния, создающего помехи, согласно публикации WO 02/068268 предложена «последующая обработка» обертки на товарах. С этой целью первоначально выступающие хвосты должны быть собраны в складки между товарами и надлежащим образом расположенной пленкой посредством специальных подгибающих элементов. Такое подгибание при работе требует выполнения перемещения с относительно «длинным ходом» и приводит к расточительному расходованию дорогостоящего времени выполнения цикла. Следовательно, оно уменьшает скорость работы установки. Кроме того, оно создает источник возможных условий возникновения неисправностей, особенно в случае высоких скоростей хода. Это можно объяснить тем, что (быстрое) расширение части пленки и подгибание другой части пленки должно происходить тогда, когда пленка уже протянута поверх товаров и, следовательно, уже более или менее плотно натянута. В результате имеется значительная опасность разрыва пленки в расширенной части. Однако, чтобы вообще избежать разрывов в пленке, требуются большие затраты. По существу, это приводит к созданию установки, обнаруживающей состояние неисправности при определенных обстоятельствах и в этом случае обеспечивающей автоматическое отключение.
В свете указанного одна из целей изобретения заключается в создании способа упаковывания и, соответственно, в создании устройства для упаковывания, которое при изготовлении покрытий из плоской трубы листового материала позволяет избежать образования типичных хвостовых частей, создающих помехи, на готовом покрытии из пленки и делает это без нежелательной последующей обработки покрытия из листового материала, протягиваемого поверх группы товаров, чтобы избавиться от таких хвостов.
Эта цель достигается за счет того, что устройство для упаковывания изделий, в частности стопок на поддонах, в покрытие из листового материала, имеющее средство для стягивания с источника подачи гибкой плоской трубы, выполненной из упаковочного листового материала, и для ее подачи с источника подачи, захватное устройство, которое образовано из захватов для листового материала и предназначено для открывания уложенной в ряд гибкой трубы, устройство закрывания листового материала для, по меньшей мере, частичного закрывания гибкой трубы приблизительно поперек ее продольной оси, режущее устройство для разделения гибкой трубы на отдельные участки и покрывающее устройство для протягивания заданного отрезка гибкой трубы поверх пакуемых изделий, причем устройство содержит средства, с помощью которых плоская гибкая труба после окончательного стягивания с источника подачи и до закрывания складывается V-образно с наружных боковых сторон таким образом, что два полона листового материала, сначала сложенные плоско для образования плоской гибкой трубы, больше не лежат непосредственно одно на другом в области наружных боковых сторон гибкой трубы и вровень с местоположением закрытия при закрывании, а лежат одно над другим с включением V-образной складки листового материала, у которой ее вершина направлена в середину гибкой трубы, и устройство дополнительно содержит средство, которое закрывает гибкую трубу таким образом, что V-образная складка и те области полотен гибкого материала, которые непосредственно ее окружают, зафиксированы одно относительно другого в местоположении закрытия, при этом согласно изобретению средства для образования складок гибкой трубы расположены после валиков для стягивания плоской гибкой трубы, если смотреть в направлении стягивания гибкой трубы, и содержат захваты, которые захватывают листовой материал плоской гибкой трубы и открывают плоскую гибкую трубу для образования приблизительно четырехугольного поперечного сечения, и механизмы образования складок, которые направляют две противоположные боковые стороны приблизительно четырехугольного поперечного сечения V-образно внутрь к середине поперечного сечения гибкой трубы, причем захваты листового материала выполнены с возможностью местного захвата листового материала, по меньшей мере, в четырех местах, и при этом захваты листового материала выполнены с возможностью смещения один относительно другого по двум осям, так что позиционно заданные отрезки продольного и поперечного краев четырехугольника, в который они открывают листовой материал при создании складки, изменяются один относительно другого, чтобы таким образом установить размер V-образных складок.
Предпочтительно, механизмы образования складок выполнены в виде сгибающих стержней или сгибающих пластин, которые для создания складок перемещаются к середине поперечного сечения листового материала и синхронизируются с приблизительно одновременным перемещением захватов листового материала таким образом, что последний складывает две боковые стороны листового материала определенным образом без перегрузки листового материала.
Предпочтительно, захваты листового материала после создания складок перемещаются вместе до тех пор, пока не упрутся в сгибающие стержни или сгибающие пластины, с введением листового материала со складками.
Предпочтительно, при фиксировании V-образных складок и тех областей, которые непосредственно их окружают, сгибающие стержни или сгибающие пластины направлены таким образом, что они остаются между захватами листового материала и втягиваются обратно только после осуществления фиксирования.
Кроме того, указанная цель достигается за счет того, что способ упаковывания изделий, в частности стопок на поддонах, в покрытие из листового материала, согласно которому стягивают с источника подачи участок плоской гибкой трубы, состоящей из двух полотен цельного листового материала, каждое из которых имеет складку, направленную наружу, и таким образом лежит плоско и непосредственно одно на другом по всей ширине, открывают передний конец гибкой трубы, если смотреть в направлении стягивания, по меньшей мере, частично закрывают отрезок, стянутый с источника подачи листового материала, в направлении, по существу перпендикулярном направлению стягивания, в местоположении закрытия, находящемся на удалении от переднего конца гибкой трубы; отделяют гибкую трубу от остающейся на источнике подачи гибкой трубы в местоположении до местоположения закрытия, если смотреть в направлении стягивания, натягивают гибкую трубу поверх пакуемых изделий, причем предпочтительно предварительно покрытие или участок гибкой трубы, которые образуются, по существу, в последующий момент времени, закрепляют на закрепляющем устройстве, при этом плоскую гибкую трубу после окончательного стягивания с источника и до закрытия складывают V-образно с ее наружных боковых сторон таким образом, что два полотна листового материала больше не лежат непосредственно один на другом в каждом случае в области наружных боковых сторон гибкой трубы и уровня местоположения закрытия при закрывании, а лежат один на другом с включением V-образной складки листового материала, у которой вершина проходит к середине гибкой трубы, и при этом закрывание осуществляют таким образом, что V-образные складки и те области полотен листового материала, которые их непосредственно окружают, зафиксированы друг относительно друга в области закрытия, согласно изобретению осуществляется с использованием описанного устройства.
Предпочтительно, поперечное сечение трубы открывают для создания V-образной складки и затем с двух противоположно расположенных боковых сторон часть листового материала, ограничивающую поперечное сечение гибкой трубы, локально направляют внутрь к середине поперечного сечения гибкой трубы, после чего поперечное сечение гибкой трубы, по существу, вновь закрывают.
Предпочтительно, до образования складки трубу открывают в месте последующего образования складки таким образом, что она имеет там в основном четырехугольное поперечное сечение, после чего с помощью механизмов образования складок листовой материал на двух противоположно расположенных сторонах поперечного сечения гибкой трубы направляют V-образно к середине гибкой трубы и далее размер поперечного сечения трубы уменьшают таким образом, что боковые стороны, которые направлены внутрь, оказываются в любом случае V-образной складкой, у которой ее вершина направлена к середине поперечного сечения гибкой трубы между двумя другими боковыми сторонами, образующими поперечное сечение гибкой трубы.
Предпочтительно, размер поперечного сечения трубы уменьшают за счет того, что смещают по направлению друг к другу стороны поперечного сечения гибкой трубы, которые не направлены вовнутрь для формирования V-образной складки.
Предпочтительно, участки боковых сторон поперечного сечения гибкой трубы, которые смещают друг к другу, сохраняют, по существу, постоянными.
Предпочтительно, задают размер V-образных складок, при этом участки двух боковых сторон поперечного сечения гибкой трубы, которые смещают друг к другу при создании V-образной складки, выбираются соответственно в начале операции создания складок.
Одно из преимуществ заявленного изобретения, имеющих решающее значение, заключается в том, что при выполнении способа для создания покрытия из листового материала используют плоскую гибкую трубу. Гладкая плоская труба значительно более практична, чем предварительно изготовленная труба с боковыми складками, и кроме того, она может быть легче приспособлена к возможным случаям ее применения, поскольку область использования предварительно изготавливаемой трубы с боковыми складками ограничена выбранным размером боковых складок. Несмотря на использование плоской трубы, это происходит без ущерба в отношении качества готовой упаковки.
Кроме того, что касается количества единиц груза, обертываемых за час, то в любом случае будут обеспечены преимущества. Поскольку на барабан, максимальные размеры которого точно заданы, наматывают значительно большую длину пленки, интервалы, в течение которых упаковочный процесс прекращают с целью замены барабана с пленкой, будут короче приблизительно на 50%. Если теперь требуемые V-образные складки непрерывно проходят по всей длине трубы (обычно без необходимости какого-либо дополнительного перемещения), будет обеспечено очевидное преимущество в отношении времени. То же самое может быть отнесено к тому случаю, когда складки создают лишь локально, а дополнительное локальное нагревание трубы не выполняют. Даже если выполняют дополнительное перемещение при «локальном натяжении и выполнении складок в трубе», чтобы получить особенно точные складки, в результате будет обеспечен определенный выигрыш во времени.
Согласно предложенному способу будет обеспечена весьма простая возможность более детального создания V-образных складок точно в форме простой буквы «V» без каких-либо помех, при этом термин «V-образная» следует понимать в его функциональном смысле и как описывающий принцип выполнения складки. V-образная складка также может, например, быть выполнена в форме двойного «V», подобно концертино. Однако предпочтительно иметь V-образную складку в форме простой буквы V. Такая складка может быть создана значительно проще и надежнее. Понятно, что форма V в V-образной складке будет иметь ветви, по существу выдавливаемые в плоском виде, как только гибкая труба после создания складок вновь будет уложена в плоском виде, возможно для временного завершения, например, с целью подачи поверх дополнительных приводных или изгибающих валков к той части машины, в которой происходит закрытие, разделение или что-либо подобное.
Дополнительные отличительные признаки, обеспечивающие преимущества, а также детали изобретения будут понятны из последующего подробного описания рабочего примера со ссылками на прилагаемые чертежи, которые являются лишь схематическими. На чертежах:
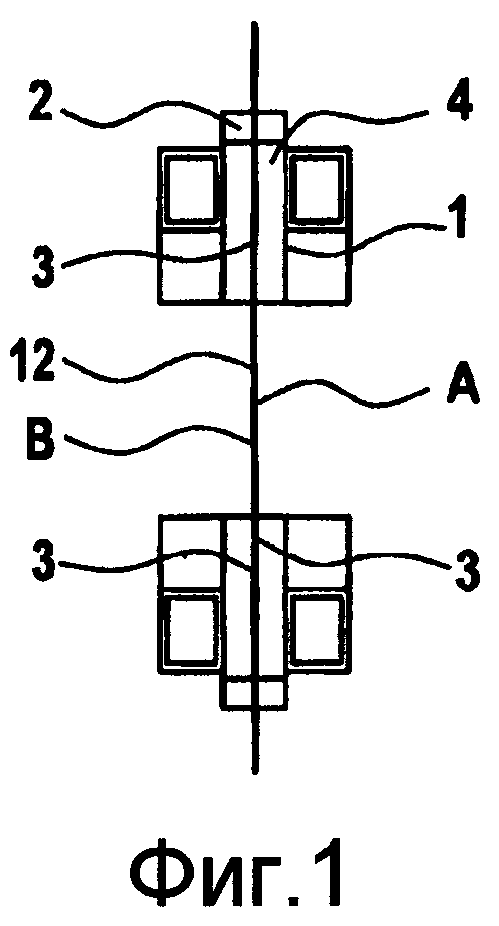
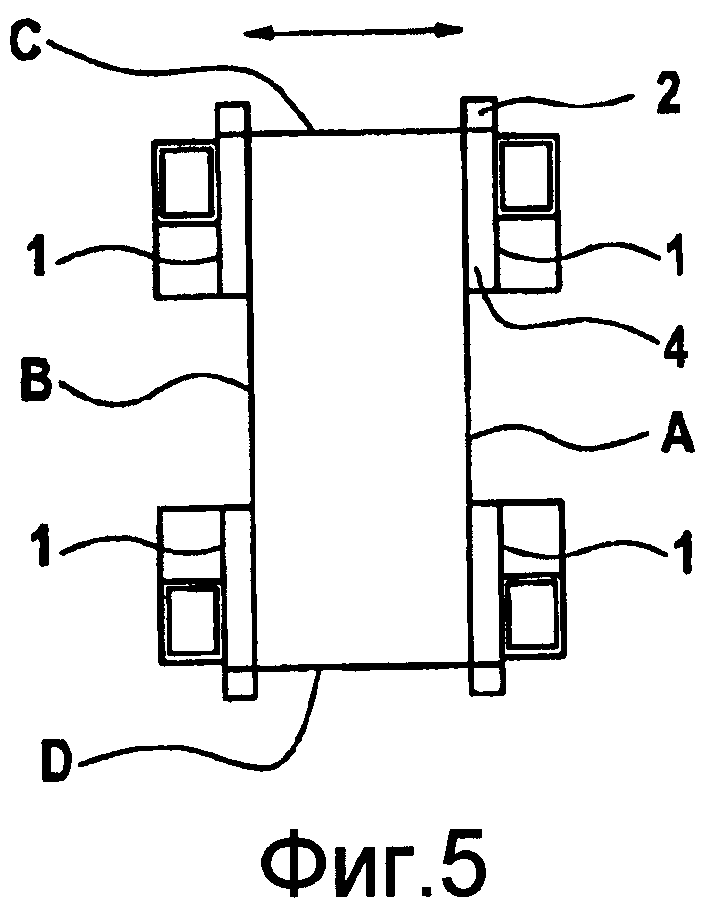
Фиг.1-5 - виды известных средств для раскрывания трубы из пленки, используя ширильные рамы для пленки;
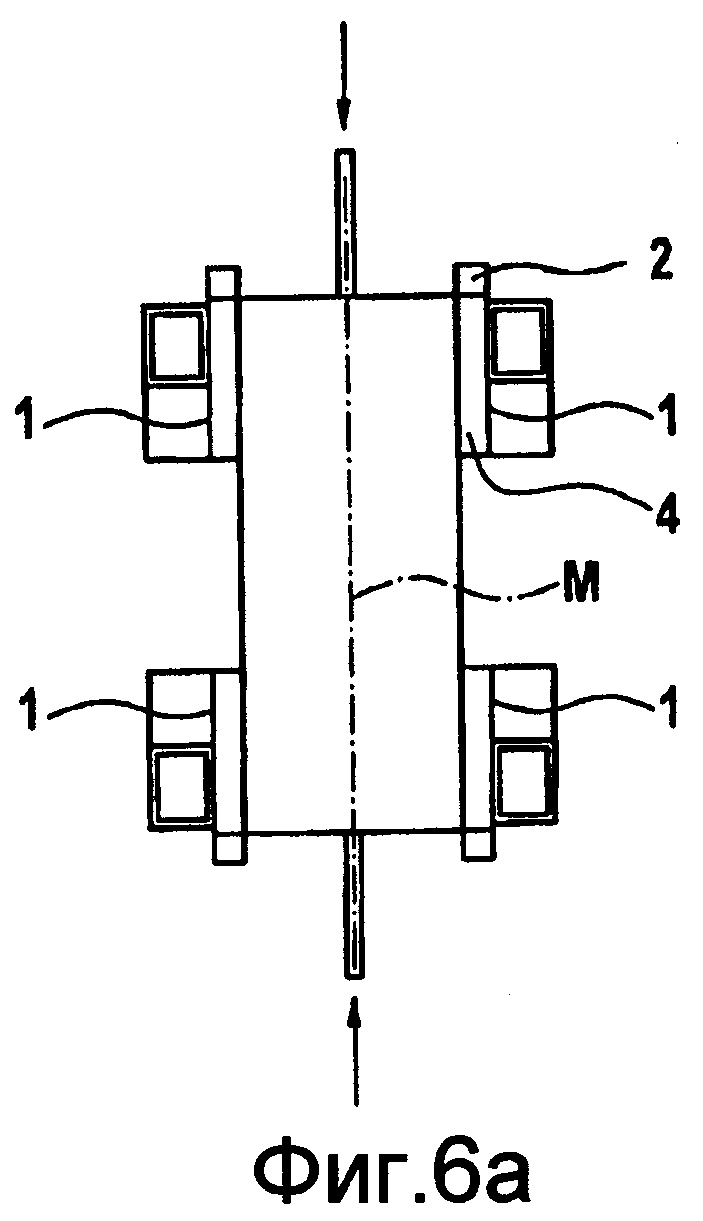
Фиг.6а - вид сверху такого, по существу, известного средства для раскрывания покрытия из пленки как раз в тот момент, когда ширильные рамы для пленки начинают действовать в соответствии с первым рабочим примером;
Фиг.6b - вид сбоку компоновки согласно Фиг.6а;
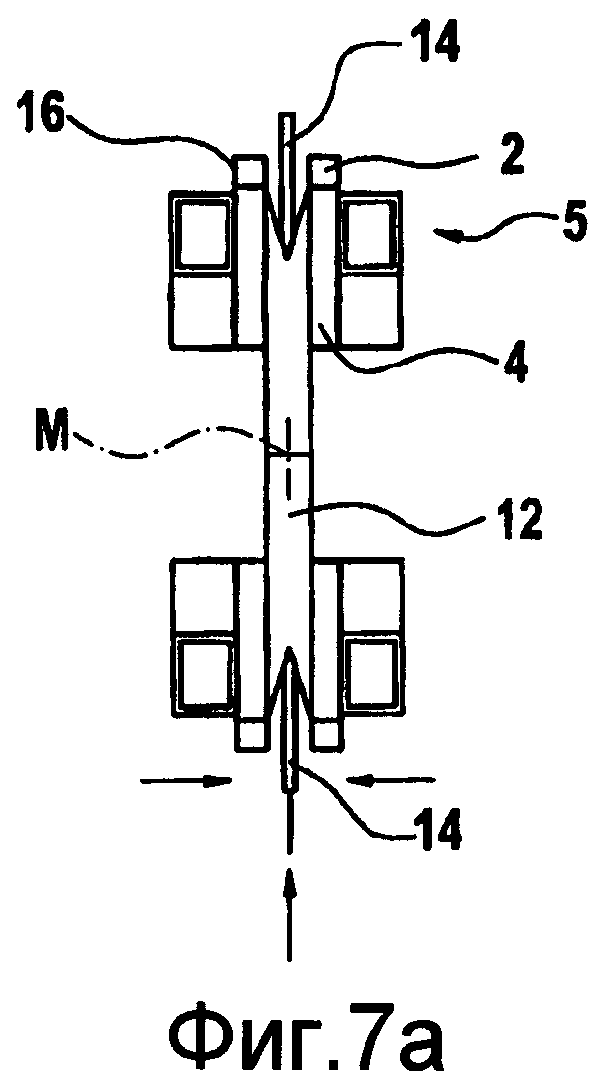
Фиг.7а - иллюстрация взаимодействия ширильных рам для листового материала и сгибающих элементов согласно Фиг.6а и 6b при выполнении усовершенствованной стадии образования складок с двух сторон трубы из пленки;
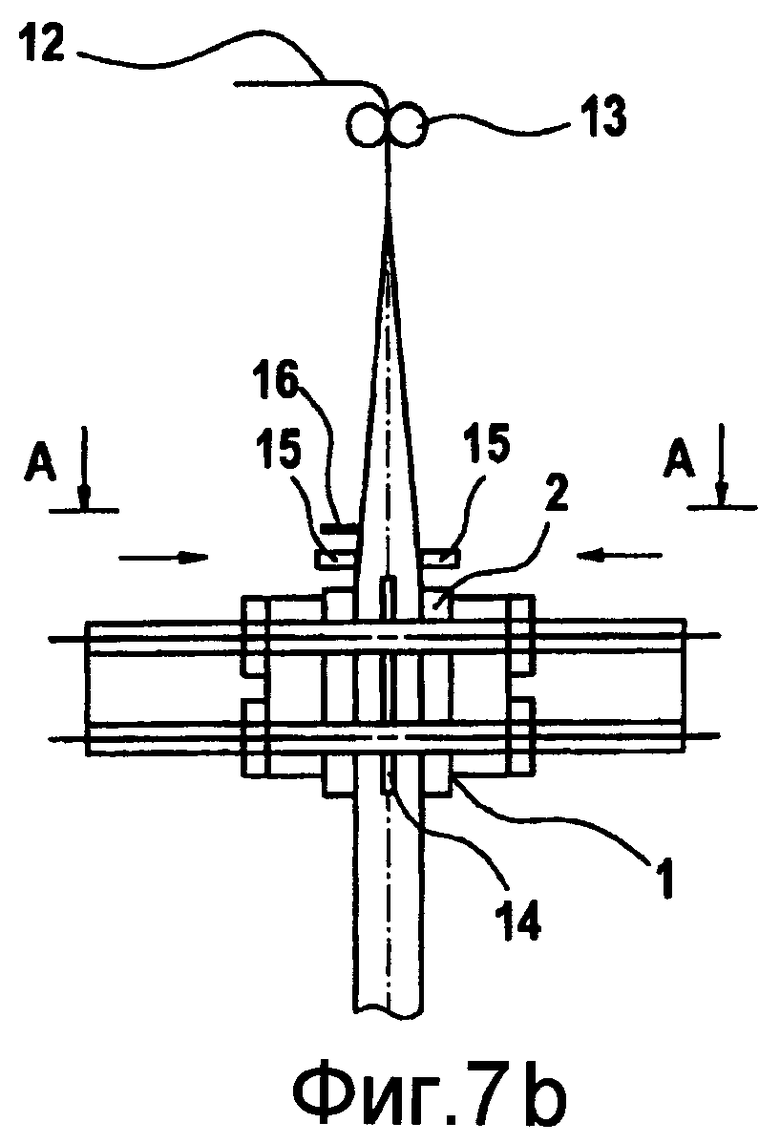
Фиг.7b - боковой вид компоновки согласно Фиг.7а;
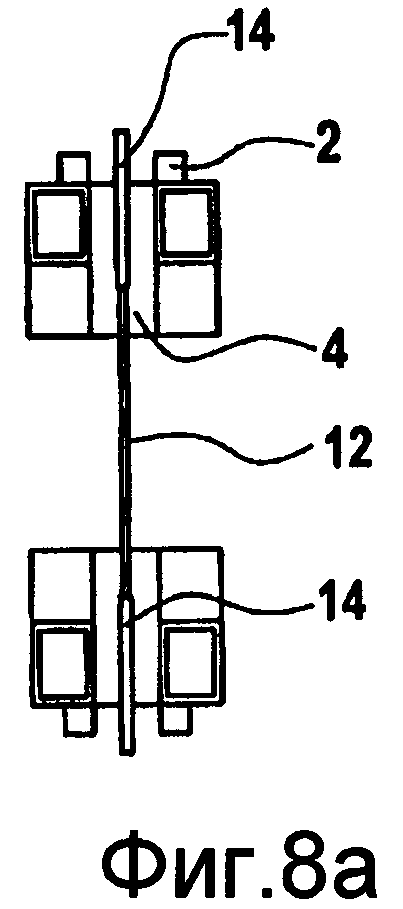
Фиг.8а - взаимодействие ширильных рам и сгибающих элементов (показанных на Фиг. 6а и 6b) после завершения образования складок, при этом покрытие из листового материала, если смотреть в направлении стягивания, предшествующее (находящееся выше) ширильным рамам и сгибающим элементам, сваривают и разрезают;
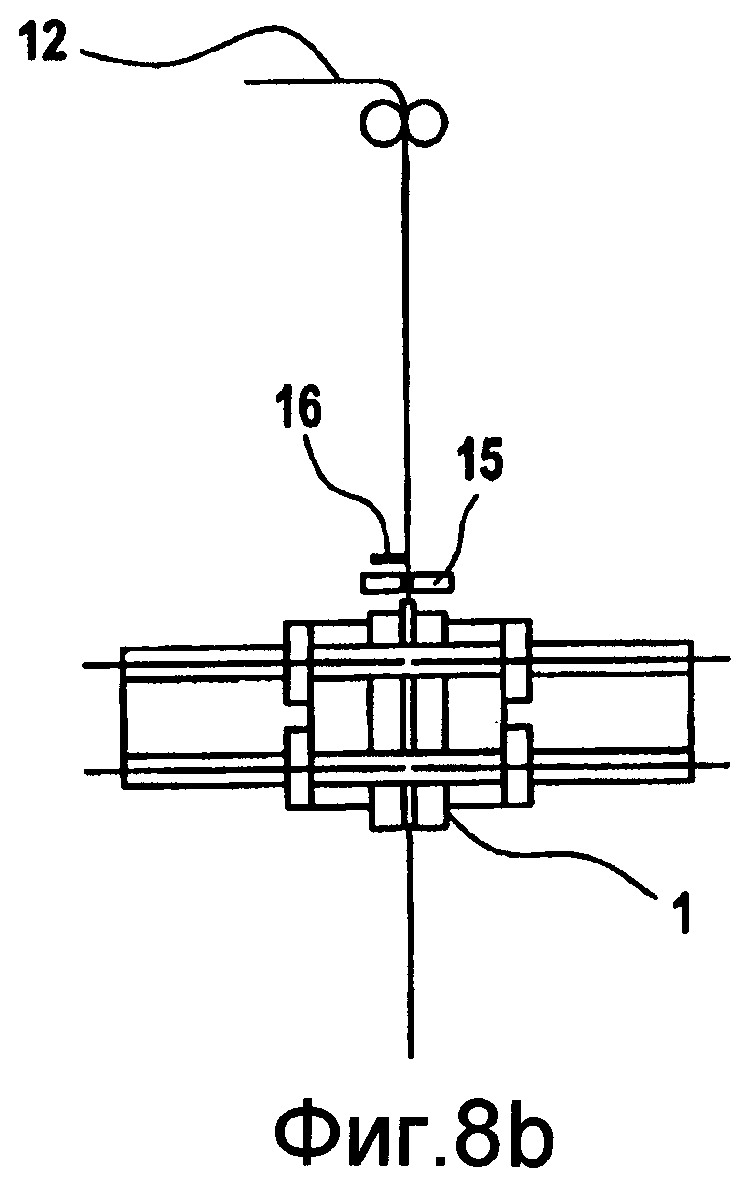
Фиг.3b - вид сбоку компоновки согласно Фиг.8а;
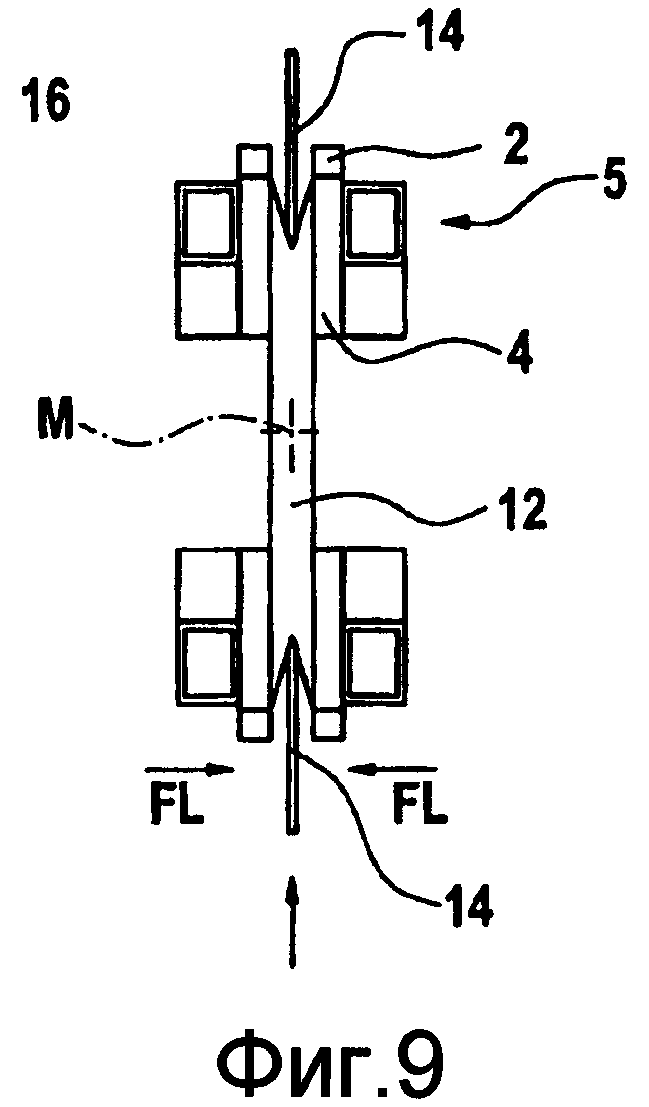
Фиг.9 - ширильные рамы для листового материала и сгибающие элементы первого рабочего примера в модификации, в которой ширильные рамы перемещают вокруг двух осей в горизонтальной плоскости, чтобы задать размер V-образных складок, причем в этом случае с таким перемещением, чтобы создавать только небольшие V-образные складки;
Фиг.10 - ширильные рамы и сгибающие элементы согласно Фиг.9, причем в этом случае ширильные рамы для листового материала расположены таким образом, чтобы создавать большие V-образные складки;
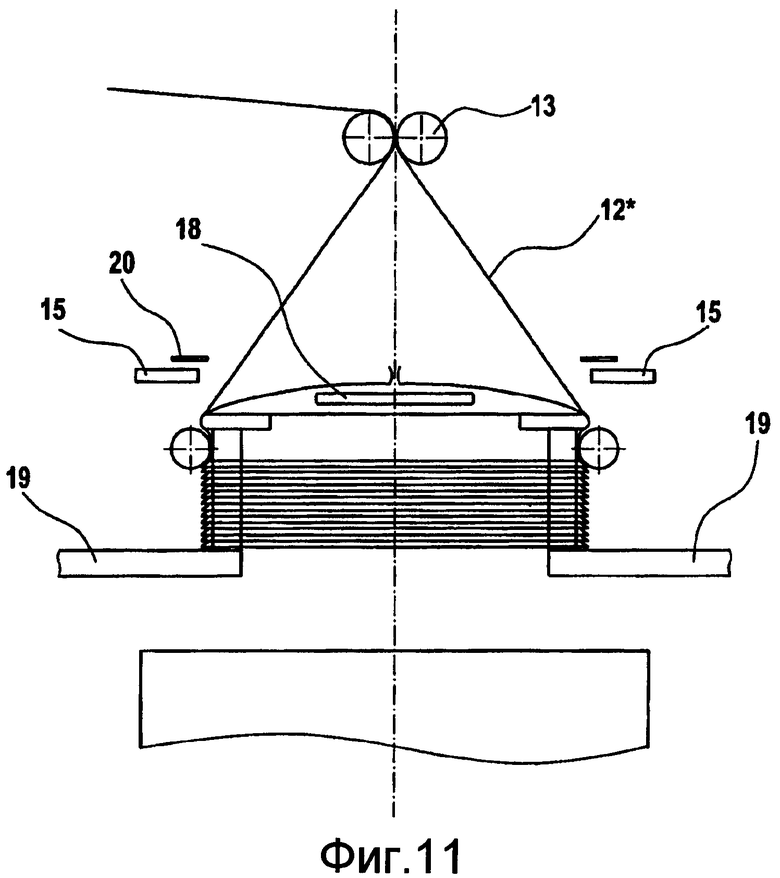
Фиг.11 - второй рабочий вариант, в случае которого складки создают в верхней части для обеспечения быстрых циклов;
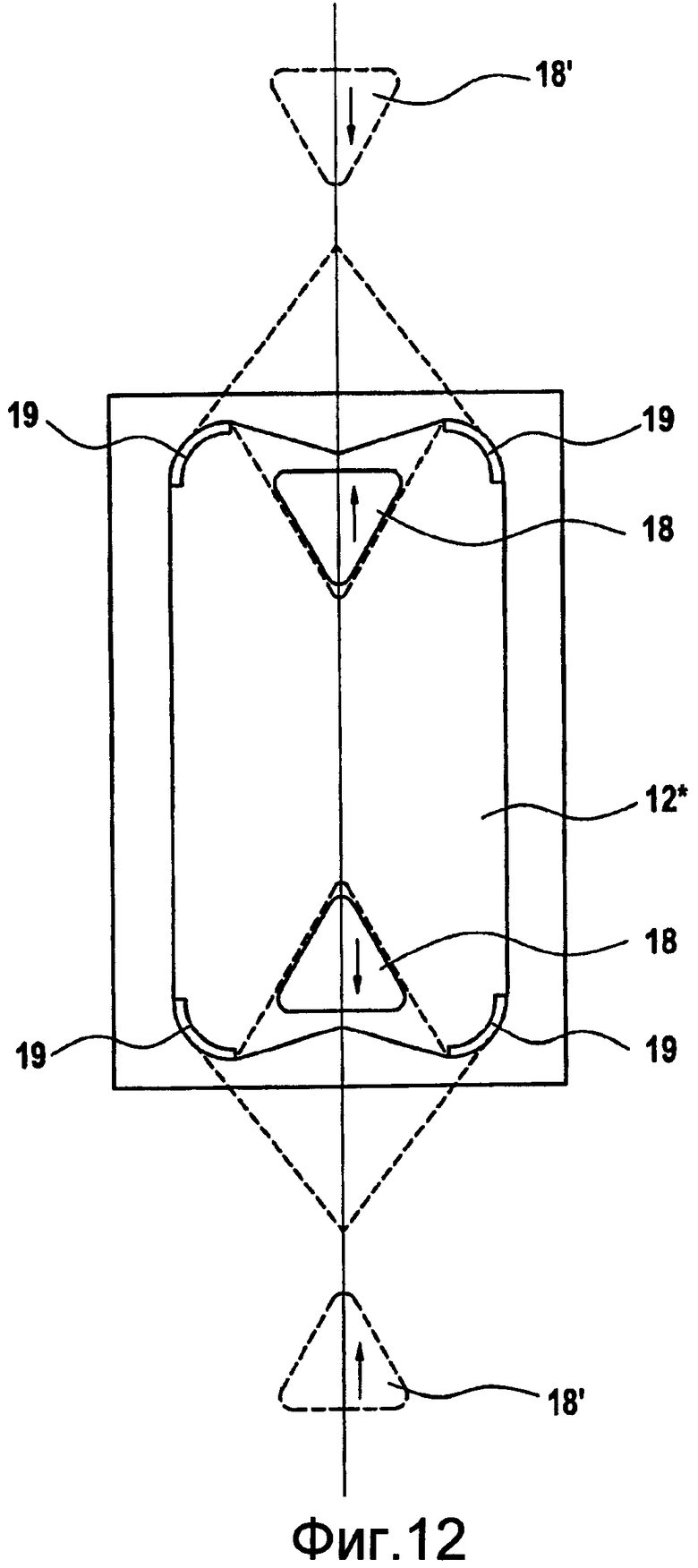
Фиг.12 - вид сверху частично в сечении второго рабочего примера;
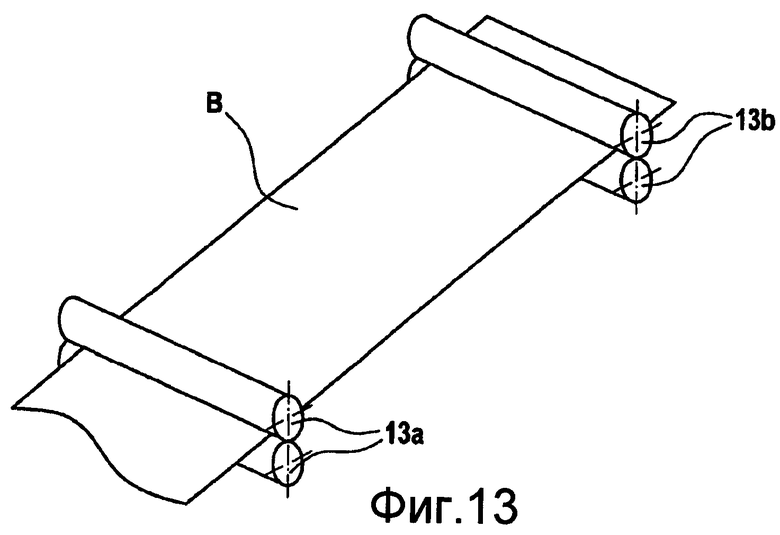
Фиг.13 - третий рабочий вариант, обеспечивающий возможность образования складок непрерывным способом и показанный в положении перед зацеплением сгибающих пластин, чтобы воздействовать на трубу;
Фиг.14 - третий вариант в начале изменения или замены барабана для подачи трубы из листового материала; и
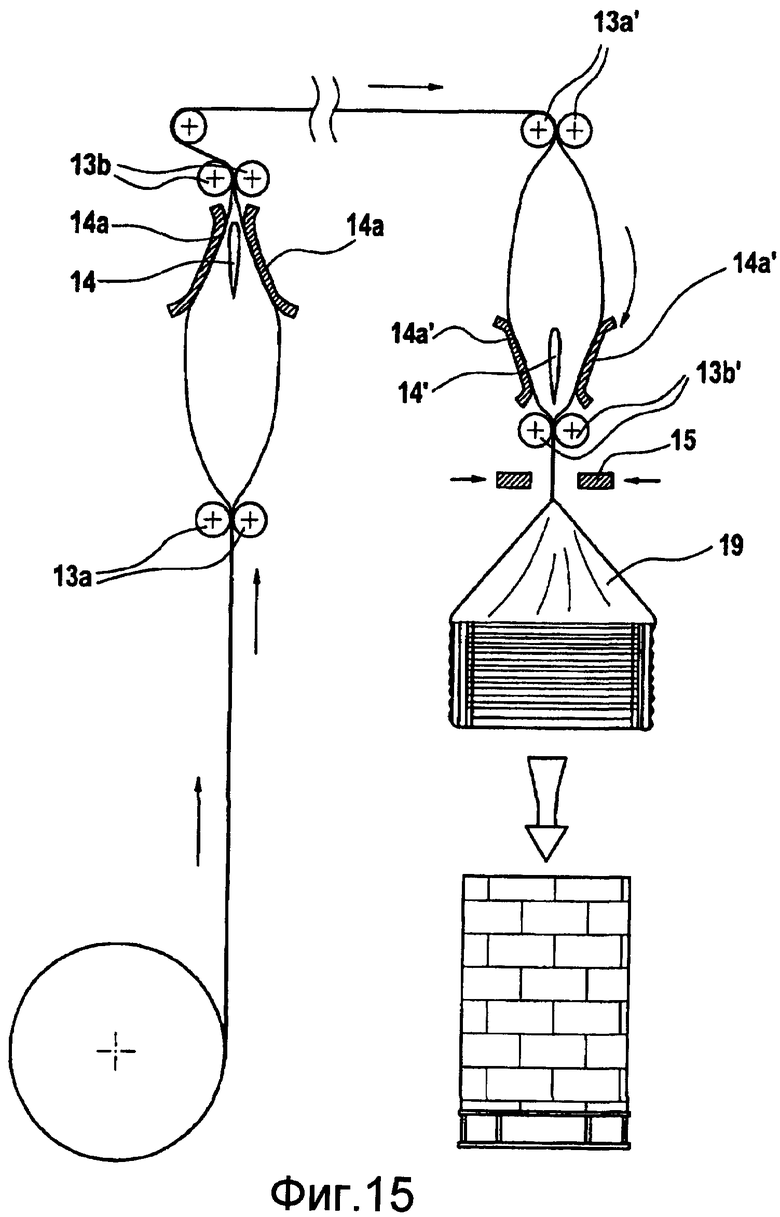
Фиг.15 - схема установки в случае третьего рабочего варианта.
Общий отличительный признак для всех рабочих вариантов осуществления изобретения, которое будет описано, заключается в том, что упаковочное устройство и его основные компоненты в основном могут быть установлены так, как показано на Фиг.1 публикации DE 3242677 С2, содержание которой целиком включено в настоящее изобретение посредством ссылки. Когда упаковочное устройство конструируют в виде системы с усадочной пленкой, оно будет иметь усадочную раму, представленную в упомянутой публикации. В ином случае оно будет иметь, например, закрепляющую раму для закрепления, поперечного растяжения и растяжения по вертикали покрытия из листового материала (вертикальное растяжение происходит в течение протягивания поверх товаров, в течение которого стягивание пленки «затормаживают» контролируемым способом).
Средства для создания V-образных складок, в данном случае содержащие ширильные рамы для пленки, которые будут описаны, и сгибающие элементы, связанные с ними, в первых двух рабочих примерах располагают в направлении стягивания трубы из пленки позади подающих валков 13 (которые согласно публикации DE 3242677 С2 объединены с рамой 5) и выше уровня наибольшей пачки товаров, которые должны быть обернуты. В третьем рабочем примере средства для создания V-образных складок устанавливают по направлению стягивания гибкой трубы, перед (последними) подающими валками. На Фиг.6b и на других чертежах, соответствующим образом характеризующих два первых рабочих варианта, подающие валки обозначены позицией 13.
В это время (исходя из чертежей) гибкая труба листового материала открыта и, по меньшей мере, частично натянута поверх товаров. Как вариант, трубу, например тогда, когда установку конструируют для выполнения способа натягивания покрытия, закрепляют на элементах закрепления. В любом случае верхний конец гибкой трубы в рассматриваемый момент времени все еще соединен с имеющейся в запасе плоской трубой.
Теперь ширильные рамы для листового материала смещают в горизонтальном направлении так, что они (по направлению стягивания) находятся как раз позади части, закрываемой для формирования покрытия из гибкой трубы листового материала. Гибкая труба в этот момент, по меньшей мере, частично, по существу, полностью закрыта, то есть два полотна, образующие плоскую трубу из пленки, наложены друг на друга в плоском виде.
Ширильные рамы для листового материала, в принципе, сконструированы так, как описано в публикации DE 4326827 Al, содержание которой включено в настоящее описание посредством ссылки.
Каждая из ширильных рам 2, 4 состоит из всасывающего кармана 4, имеющего всасывающий/ширильный элемент 2. Каждый всасывающий карман имеет поверхность всасывания 3 с его стороны, обращенной к пленке. Карман имеет соответствующее отверстие, которое покрыто решеткой. Всасывающий ширильный элемент 2 устанавливают так, чтобы он мог поворачиваться на всасывающем кармане 4.
Как только четыре всасывающих кармана 4 ширильных рам для пленки смещены в контакт с пленкой, посредством включения соответствующего всасывающего вентилятора будет создан вакуум, так что полотна А и В будут последовательно подвергнуты надавливанию в тех их частях, которые противолежат поверхностям всасывания 3. На Фиг.1 представлено изображение этой ситуации.
После этого ширильные рамы для листового материала попарно смещают друг от друга в горизонтальном направлении. Каждая из ширильных рам обеспечивает надавливание пленки на поверхность всасывания 3 своего всасывающего кармана 4, так что гибкая труба будет раскрыта первоначально в виде небольшого поперечного сечения между полотнами А и В пленки, что, по существу, представлено на Фиг.2.
После этого всасывающие элементы 2 ширильных рам, которые устанавливают для выполнения поворотного движения на всасывающих карманах 4, наклоняют назад на угол, предпочтительно составляющий менее 90 градусов, в сторону от пленки. Соответственно, они раскрывают всасывающее отверстие на соответствующей, повернутой наружу торцевой стороне соответствующего всасывающего кармана 4. Части, выступающие наружу из поперечного сечения, ограниченного четырьмя ширильными рамами полотен А и В из пленки, соответствующим образом будут всасываться посредством незакрытых торцевых сторон карманов 4. Таким образом, листовой материал заходит в зазор, который теперь открыт вследствие поворота назад всасывающих и ширильных элементов 2 между теми же самыми и торцевыми сторонами всасывающих карманов 4 (см. фиг.3). Теперь всасывающие и ширильные элементы 2 поворачивают назад в их первоначальное положение и, следовательно, они входят в зацепление с торцевыми сторонами всасывающих карманов 4. Это означает, что соответствующая часть листового материала, лежащая на повернутой наружу торцевой стороне кармана, будет зажата. Гибкая труба, которая до сих пор была скошена до небольшого поперечного сечения, более не будет удержана посредством всасывающего действия и теперь, главным образом, механически «будет уширена», поскольку она зажата в четырех местах, как, по существу, показано на Фиг.4.
После этого ширильные рамы для пленки попарно смещают далее в горизонтальном направлении в сторону друг от друга, так что плоская гибкая труба теперь будет раскрыта, чтобы она имела в основном четырехугольное поперечное сечение, как показано на Фиг.5.
Таким образом, манипулирование гибкой трубой, в принципе, такое же, что и манипулирование, предложенное в публикации DE 4326877 A1, но с той разницей, что здесь открывают не предварительно изготавливаемую трубу с боковыми складками, а простую и более экономичную плоскую трубу, которую, по существу, можно лучше приспособить для ведения производства.
С тех сторон С и D, на которых, по существу, отсутствует направленное действие ширильных рам для пленки, зацепление элементов, служащих для сгибания, обеспечивают посредством подачи в основном в горизонтальном направлении. Элементы для сгибания в этом случае конструируют в форме узких сгибающих пластин 14, проходящих в удлиненном виде перпендикулярно плоскости тянущего действия. На Фиг.6b это показано сбоку, а на Фиг. 6а сверху вдоль секущей плоскости А-А, которая обозначена на Фиг.6b.
Теперь сгибающие пластины 14 смещены далее по горизонтали к середине гибкой трубы, которая расширена в основном в виде четырехугольника. При этом они сгибают гибкую трубу, раскрытую в основном в виде четырехугольника, с двух ее наружных V-образно сторон С и D к середине покрытия. В течение такого сгибания вовнутрь ширильные рамы попарно смещают друг к другу в горизонтальном направлении, так что натяжение V-образно сгибаемой по боковым сторонам (что обеспечивают сгибающие пластины 14) гибкой трубы сохраняют контролируемым образом, или, соответственно, в любом случае излишнего растяжения пленки можно будет избежать. Эта операция показана на Фиг.7b, если смотреть сбоку, в то время как на Фиг.7а она показана сверху в секущей плоскости, обозначенной А-А на Фиг.7b.
Наконец, на фиг.8а и 8b показано положение (которое представлено ранее с той же точки наблюдения в уже разъясненных Фиг.6а и 6b и, соответственно, 7а и 7b) в котором две V-образных складки полностью сформированы. Теперь ситуация такова, что плоская гибкая труба, ранее раскрытая в виде четырехугольника, согнута вовнутрь V-образным способом с ее наружных сторон С и D (которые имели сгиб через 180 градусов). Два широких полотна А и В из пленки, удерживаемые посредством всасывающих карманов 4 или, соответственно, посредством всасывающих/ширильных средств 2, и противоположные друг другу, теперь лежат не непосредственно поверх друг друга, а с введением между ними соответствующей V-образной складки из пленки, проходящей к середине пленки.
В данном случае V-образная складка не только находится у ширильных средств 2 и 4, но также проходит вверх, по меньшей мере, к той части, которая теперь должна быть закрыта, то есть на уровне, на котором в итоге должно быть выполнено закрывание.
Теперь, как показано на Фиг.8b, приводят в действие устройство 15 закрывания. В принципе, закрывание можно выполнять многими различными способами, например огибанием и/или прошиванием скобками. Однако в идеале выполняют сварной шов, который надлежащим образом проходит по всей ширине гибкой трубы, хотя это совсем необязательно. Какой бы способ закрывания не был применен, операцию всегда выполняют таким образом, что V-образные складки и непосредственно окружающие их части полотен А и В гибкой трубы фиксируют друг относительно друга. Соответственно, можно избежать повторного раскрывания V-образных складок в закрытой части гибкой трубы.
Затем часть гибкой трубы отрезают от остальной части запаса трубы до устройства закрывания по направлению стягивания. Например, резание трубы может выполнять нож 16, перемещающийся по горизонтали. Как вариант, может быть применена горячая проволока.
Теперь можно натягивать готовое покрытие из пленки поверх товаров либо, соответственно, завершить уже начатое действие натягивания поверх товаров.
Предпочтительно, если ширильные рамы 2 и 4 сконструированы с возможностью их смещения таким образом, чтобы обе они могли быть применены для открывания наружного конца трубы по направлению стягивания и обеспечивали возможность натяжения поверх товаров, а также открывания полотна на уровне окончательного закрывания (непосредственно после него) и, следовательно, создания складок при взаимодействии со сгибающими элементами 14.
Также следует подчеркнуть, что в случае описанного здесь первого варианта V-образные складки выполняют только локально в конечном месте уплотнения. Это позволяет избежать повреждения пленки и обеспечивает защиту пленки от ненужных разрывов, которые приводят к задержке всего процесса. При этом нет необходимости в создании V-образных складок по всей длине получаемого в итоге покрытия из пленки. Это можно объяснить тем, что последние, по существу, вновь будут вытянуты открытыми с наружной стороны в непосредственной близости от уплотнения в течение натягивания полотна поверх товаров. Причина этого очевидно состоит в том, что для обертывания товаров используют пространство, находящееся в непосредственной близости с полным поперечным сечением пленки.
Если ширильные средства 2 и 4 сконструированы таким образом, что они могут быть попарно смещены друг к другу и друг от друга в первом горизонтальном направлении, и так, что они могут попарно перемещаться (но с разными партнерами, то есть разными парами) во втором горизонтальном направлении друг к другу и друг от друга, то будет обеспечен чрезвычайно простой способ задания желаемого размера V-образных складок при их создании. Таким образом, можно создать V-образные складки с оптимальным размером и с индивидуальным приспосабливанием к поперечному сечению соответствующих товаров, которые должны быть упакованы, так что покрытие из листового материала, создаваемое для пакуемых товаров, будет прилегать оптимальным образом.
Это показано на Фиг.9 и 10. При этом на Фиг.9 показано, как создают относительно небольшие V-образные складки, а на Фиг.10 показано формирование относительно больших V-образных складок.
С этой целью ширильные рамы смещают из положения, которое было допущено ранее для создания складок в раме, показанной на Фиг.9, перед созданием складки в последующем покрытии по стрелкам Е (см. фиг.10). Стороны А и В покрытия из листового материала, захватываемые и удерживаемые посредством карманов 4 и, соответственно, всасывающих/захватывающих средств 2, теперь короче. Соответственно, V-образные складки могут быть втянуты из более длинных сторон С и D далее внутрь к середине гибкой трубы, поскольку сгибающие пластины 14 смещаются далее внутрь к середине М покрытия.
Таким же образом и посредством соответствующего протягивания в сторону от ширильных рам вдоль осей, обозначенных стрелками Е, могут быть созданы покрытия листового материала, имеющие меньшие V-образные складки.
В любом случае натяжение листового материала контролируют так, как описано выше, посредством податливости в направлении стрелок F.
Кроме того, такая конструкция ширильных рам 2 и 4 обеспечивает возможность обработки труб листового материала, которые имеют разную ширину с самого начала. Это гарантирует высокую степень гибкости. Не во всех случаях возможно использование единообразной плоской гибкой трубы для получения оптимальных результатов и использование одной и той же ширины просто посредством изменения размера складки.
Возможность изменения размера V-образных складок предполагает получение существенных преимуществ. Если раньше было необходимо либо изменить барабан с пленкой, либо были необходимы машины, удерживающие в готовности барабаны с разной пленкой, то теперь достаточно иметь машину с одним барабанным накопителем. Соответственно, не только может быть использовано менее сложное машинное оборудование и получено более высокое качество оберток, но также можно быстрее выполнять производственные циклы. Это справедливо даже в том случае, если пакуемые товары имеют значительные изменения их размеров. Кроме того, в переоборудовании машины (даже если это было бы возможно) в любом случае нет необходимости. Как только датчики товаров определяют поперечное сечение пакуемых товаров, они посылают соответствующие сигналы к контроллеру машины, часть которого рассчитывает обязательный размер V-образных складок и затем принимает необходимые меры, например перемещение пар ширильных рам по стрелкам «Е» и «FL» в требуемое положение. Результирующее перемещение происходит по двум осям с проектированием на воображаемую двухосную систему координат, располагаемую в пространстве по горизонтали. Сгибающими элементами соответствующим образом управляют.
Второй рабочий пример с выполнением действий подобно первому примеру изображен на Фиг.11 и 12. Этот рабочий пример предполагает его выполнение без открывания гибкой трубы для выполнения складки в месте, отличающемся от места на конце его трубы, и выполнение здесь.
В этом рабочем варианте гибкую трубу раскрывают после прохождения валков 13 для подачи пленки и известным способом трубу закрепляют на покрывающем устройстве 19 для обтягивания формируемым покрытием. После этого в основном будет образована форма поперечного сечения в виде крыши (часть 12* в виде крыши). При этом в любом случае в открытой части гибкой трубы также будут выполнены складки. Для этой цели непосредственно над покрывающим устройством 19, предназначенным для обтягивания, с обеих сторон клинообразные механизмы 18 образования складок прилагают толкающее усилие к части 12* в виде крыши, принудительно сгибая ее вовнутрь в виде V-образной складки. Положение механизмов 18 образования складок и согнутая часть пленки показаны на Фиг.12 пунктирными линиями. После этого устройство 15 закрывания, которое в данном случае выполнено в форме сварочных брусьев, предназначенных для закрывания листового материала, перемещают совместно друг с другом. Они увлекают за собой часть 12* в виде крыши, толкают ее вовнутрь и при этом также захватывают два V-образных, направленных внутрь сгиба пленки, которые соответствующим образом загибают вовнутрь, чтобы создать V-образную складку. После этого V-образные складки приваривают к пленке, находящейся в контакте с ними, и соответствующим образом крепят в определенном положении. Далее покрытие из листового материала обрезают с помощью ножа 20, перемещающегося вдоль сварочного бруса. Готовое покрытие из листового материала теперь можно как обычно растянуть, натянуть поверх товаров и обеспечить ее усадку. Механизмы 18 образования складок в этом случае выполнены клинообразными, и их вершины направлены вовнутрь к середине трубы листового материала. Это благоприятствует сгибанию материала вовнутрь. В идеале острый угол «W» составляет от 55 до 85 градусов и его можно регулировать, то есть его можно устанавливать повторно, например, в соответствии с толщиной и прочностью листового материала. Это означает, что будет обеспечено удовлетворительное сгибание вовнутрь, по существу, без перегрузки пленки ввиду слишком большого размера заострения.
Третий рабочий пример представлен на Фиг.13 и 14. В этом примере согласно изобретению имеется такое обеспечение, что в ходе стягивания со средства подачи плоская гибкая труба будет непрерывно (то есть при непрерывном ведении процесса) согнута в боковом направлении внутрь, так что она будет обеспечена боковыми V-образными складками «FV» рассматриваемого здесь типа по всей длине, перед тем как она войдет в машину, в которой происходит закрывание трубы из листового материала и обрезание покрытия, а также покрытие товаров. Операция сгибания происходит посредством использования устройства для растягивания покрытия или усадки покрытия, которое выполнено таким же, что и в ранее описанном примере согласно изобретению при отсутствии какого либо указания, которое противоположно сказанному. В любом случае устройство включает в себя две пары валков 13а и 13b. Предпочтительно, чтобы один соответствующий валок из пары валков 13а и 13b нес на себе мягкий, податливый и соответственно в достаточной мере уплотняющий рабочий слой, в то время как другой валок имеет гладкую периферию и, как правило, представляет собой шлифованный металл. Они воздействуют на листовой материал, расположенный между ними, с каждой стороны и с требуемым усилием.
После каждой замены барабана с листовым материалом начальную часть новой гибкой трубы укладывают между парами валков 13а и 13b. Затем валки каждой пары смещают друг к другу таким образом, что часть трубы, расположенная между парами 13а и 13b валков, по существу будет полностью замкнута. Теперь оператор машины вдувает воздух (например, посредством введения струи 22а, прошивающей пленку) в определенном количестве в замкнутую часть трубы, так что теперь гибкая труба будет надута. Отверстие, используемое для подачи воздуха под давлением, уплотняют, например, посредством использования клейкой пленки. Первоначальное надувание части гибкой трубы, которое должно быть осуществлено, может происходить автоматически, хотя, как правило, в целях упрощения устройства эту операцию будет выполнять квалифицированный оператор машины. При соответствующем выборе покрытия пар валков 13а и 13b, а также их нажимной силы, утечки воздуха будут уменьшены, по существу, до нуля. Только часть В трубы должна быть надута после того, как будет закончена каждая замена барабана, которая иногда может быть выполнена вручную без каких-либо затруднений.
Точнее, в случае устройства, которое может действовать в течение продолжительных периодов между заменами барабанов благодаря его большим барабанам, может оказаться предпочтительным наличие трех валков 13b вместо двух валков. Решающее значение имеет усиление контакта между валками и пленкой в месте уплотнения посредством изгиба и, следовательно, в более совершенном замыкающем действии и в возможности избежать необходимости время от времени останавливать устройство с целью обновления баллона с воздухом. На Фиг.15 вверху слева показана такая группа из трех валков. Для других пар валков (например, 13b) справедливы те же самые соображения. Также возможны группы из четырех валков.
С каждой боковой стороны теперь перемещают сгибающие клинья или мечеобразные рычаги, которые будут оказывать толкающее действие на надуваемую часть гибкой трубы во внутреннем направлении, по меньшей мере, в ее частях для формирования V-образных складок и с этой целью предпочтительно образуют воронкообразную часть В, через которую надуваемая часть трубы проходит к паре валков 13b. Предпочтительно (в данном случае в плоскости, расположенной приблизительно перпендикулярно), чтобы, кроме того, направляющие поверхности 14а были смещены к баллону из пленки. Эти направляющие 14а не приводят к какому-либо формированию складок, а вместо этого препятствуют смещению баллона посредством образующих складки клиньев 14 либо нежелательной деформации. Направляющие также предпочтительно определяют между собой границы воронкообразной конфигурации, через которую надуваемая трубчатая часть перемещается к паре 13b валков. Затем начинают подачу гибкой трубы таким образом, что труба из пленки будет перемещена в направлении стрелок V. При этом боковые стороны трубы скользят вдоль задействованных сгибающих клиньев 14 и будут непрерывно подвергнуты «предварительному сгибанию» по V-образной форме (детально не показано). Как только трубу, предварительно обработанную указанным способом, начнут тянуть между валками пары 13b, ее предварительно согнутые части будут аккуратно сгибаться по V-образной форме. Следовательно, труба из листового материала, заходящая в часть между парами 13а и 13b валков, будет покидать часть между парами 13а и 13b валков в виде согнутой в боковом направлении трубы из пленки, то есть она будет иметь V-образные складки «VF», которые, однако, лежат несколько далее, чем в иллюстративных целях указано на Фиг.14, поскольку труба вследствие сгибания в основном становится уже. Когда в данном случае упомянуто движение подачи механизмов 14 образования складок, этим лишь указан необязательный отличительный признак, содействующий замене листового материала. Вместо этого направляющие средства и механизмы образования складок могут быть установлены неподвижно или таким образом, чтобы обеспечивать возможность их смещения только в целях регулирования.
Хотя валки в парах (с пленкой между ними) катятся друг по другу, не будут происходить утечки захваченного сжатого воздуха. Вместо таких утечек можно сказать, что воздух «выкачивают» из части гибкой трубы, и, собираясь покинуть часть трубы между валками пары 13а и 13b и войти в часть трубы, этот воздух движется через валки пары 13а и первоначально заходит в часть между парами валков 13а и 13b.
Также следует заметить, что пары валков 13а и 13b в отличие от примера с Фиг.13 и 14, как правило, не будут заключать между собой горизонтальную плоскость. Как показано на Фиг.15, они расположены в машине таким образом, что заключают между собой в основном вертикальную плоскость, а именно в проходящей вверх наклонной части, в которой плоскую гибкую трубу после стягивания с накопителя направляют в машине вверх для последующего стягивания вниз в виде покрытия, которое должно быть размещено на товарах, подлежащих обертыванию, или вместо этого направляют в нисходящей части вниз к товарам, подлежащим обертыванию, при этом труба проходит сверху. На Фиг.15 два этих альтернативных варианта представлены в виде одной иллюстрации. В левосторонней половине чертежа показано, как средства, изображенные на Фиг.13 и 14 и предназначенные для сгибания (13а, 13b, 14 и 14а), размещены в восходящей части машины. Когда они размещены здесь, машина может быть сконструирована чрезвычайно компактно, поскольку используют общее пространство, которое в ином случае было бы использовано в меньшей степени, и поскольку (что иногда важно в случае машин с усадкой покрытия) надутую и соответственно легко повреждаемую часть пленки удерживают снаружи зоны нагревания. В качестве альтернативы средства для сгибания (13а', 13b', 14 и 14а') также могут быть расположены в нисходящей части машины вблизи от товаров, подлежащих обертыванию.






Устройство для упаковывания изделий, в частности стопок на поддонах, в покрытие из листового материала содержит средство для стягивания с источника подачи гибкой плоской трубы из листового материала, захватное устройство для захвата материала и для открывания трубы, устройство закрывания материала для, по меньшей мере, частичного закрывания трубы приблизительно поперек ее продольной оси. Устройство также содержит режущее устройство для разделения трубы на отдельные участки и покрывающее устройство для протягивания заданного отрезка трубы поверх пакуемых изделий. Кроме того, устройство содержит средства, посредством которых труба после окончательного стягивания с источника подачи и до закрывания складывается V-образно с наружных боковых сторон так, что два полотна материала не лежат одно на другом в области наружных боковых сторон трубы, а лежат одно над другим с включением V-образной складки листового материала, вершина которой направлена в середину трубы. Устройство дополнительно содержит средство для закрывания трубы так, что V-образная складка и области полотен материала, окружающие ее, зафиксированы одно относительно другого в положении закрытия, средства для образования складок, расположенные после валиков для ее стягивания, захваты для захвата материала трубы и открывания трубы с образованием приблизительно четырехугольного поперечного сечения и механизмы образования складок и захваты листового материала. Захваты выполнены с возможностью захвата материала, по меньшей мере, в четырех местах и с возможностью смещения один относительно другого по двум осям так, что позиционно заданные отрезки продольного и поперечного краев четырехугольника при создании складки изменяются один относительно другого, чтобы таким образом установить размер складок. Способ упаковывания изделий осуществляется с использованием устройства согласно изобретению. Изобретение обеспечивает повышение производительности и расширение функциональных возможностей. 2 н. и 8 з.п. ф-лы, 18 ил.
1. Устройство для упаковывания изделий, в частности стопок на поддонах, в покрытие из листового материала, имеющее
средство (13, 13a, 13b) для стягивания с источника подачи гибкой плоской трубы, выполненной из упаковочного листового материала, и для ее подачи с источника подачи,
захватное устройство (2 и 4), которое образовано из захватов для листового материала и предназначено для открывания плоской гибкой трубы,
устройство (15) закрывания листового материала для, по меньшей мере, частичного закрывания гибкой трубы приблизительно поперек ее продольной оси,
режущее устройство (16) для разделения гибкой трубы на отдельные участки, и
покрывающее устройство (19) для протягивания заданного отрезка гибкой трубы поверх пакуемых изделий, причем устройство содержит средства (2, 4, 14, 18), с помощью которых плоская гибкая труба после окончательного стягивания с источника подачи и до закрывания складывается V-образно с наружных боковых сторон таким образом, что два полотна (А, В) листового материала, сначала сложенные плоско для образования плоской гибкой трубы, больше не лежат непосредственно одно на другом в области наружных боковых сторон гибкой трубы и вровень с местоположением закрытия при закрывании, а лежат одно на другом с включением V-образной складки листового материала, у которой ее вершина направлена в середину гибкой трубы, и
устройство дополнительно содержит средство, которое закрывает гибкую трубу таким образом, что V-образная складка и те области полотен гибкого материала, которые непосредственно ее окружают, зафиксированы одно относительно другого в местоположении закрытия, отличающееся тем, что средства для образования складок гибкой трубы расположены после валиков (13) для стягивания плоской гибкой трубы, если смотреть в направлении стягивания гибкой трубы, и содержат захваты (2, 4), которые захватывают листовой материал плоской гибкой трубы и открывают плоскую гибкую трубу для образования приблизительно четырехугольного поперечного сечения, и механизмы (14, 18) образования складок, которые направляют две противоположные боковые стороны (С, D) приблизительно четырехугольного поперечного сечения V-образно внутрь к середине (М) поперечного сечения гибкой трубы, причем захваты (2, 4) листового материала выполнены с возможностью местного захвата листового материала, по меньшей мере, в четырех местах, и при этом захваты (2, 4) листового материала выполнены с возможностью смещения один относительно другого по двум осям так, что позиционно заданные отрезки продольного и поперечного краев четырехугольника, в который они открывают листовой материал при создании складки, изменяются один относительно другого, чтобы таким образом установить размер V-образных складок.
2. Устройство по п.1, отличающееся тем, что механизмы образования складок выполнены в виде сгибающих стержней или сгибающих пластин (14 и 18), которые для создания складок перемещаются к середине (М) поперечного сечения листового материала и синхронизируются с приблизительно одновременным перемещением захватов листового материала таким образом, что последний складывает две боковые стороны (С, D) листового материала определенным образом без перегрузки листового материала.
3. Устройство по п.1 или 2, отличающееся тем, что захваты (2, 4) листового материала при создании складок перемещаются вместе до тех пор, пока не упрутся в сгибающие стержни или сгибающие пластины (14), с размещением листового материала со складками между ними.
4. Устройство по п.3, отличающееся тем, что при фиксировании V-образных складок и тех областей, которые непосредственно их окружают, сгибающие стержни или сгибающие пластины (14) направлены таким образом, что они остаются между захватами (2, 4) листового материала и втягиваются обратно только после осуществления фиксирования.
5. Способ упаковывания изделий, в частности стопок на поддонах, в покрытие из листового материала, согласно которому:
стягивают с источника подачи участок плоской гибкой трубы, состоящей из двух полотен цельного листового материала, каждое из которых имеет складку, направленную наружу, и таким образом лежит плоско и непосредственно одно на другом по всей ширине,
открывают передний конец гибкой трубы, если смотреть в направлении стягивания,
по меньшей мере, частично закрывают отрезок, стянутый с источника подачи листового материала, в направлении, по существу, перпендикулярном направлению стягивания, в местоположении закрытия, находящемся на удалении от переднего конца гибкой трубы;
отделяют гибкую трубу от остающейся на источнике подачи гибкой трубы в местоположении до местоположения закрытия, если смотреть в направлении стягивания,
натягивают гибкую трубу поверх пакуемых изделий, причем предпочтительно предварительно покрытие или участок гибкой трубы, которые образуются, по существу, в последующий момент времени, закрепляют на закрепляющем устройстве, при этом плоскую гибкую трубу после окончательного стягивания с источника и до закрытия складывают V-образно с ее наружных боковых сторон таким образом, что два полотна (А, В) листового материала больше не лежат непосредственно один на другом в каждом случае в области наружных боковых сторон гибкой трубы и уровня местоположения закрытия при закрывании, а лежат один на другом с включением V-образной складки листового материала, у которой вершина проходит к середине (М) гибкой трубы, и
при этом закрывание осуществляют таким образом, что V-образные складки и те области полотен листового материала, которые их непосредственно окружают, зафиксированы относительно друг друга в области закрытия, отличающийся тем, что он осуществляется с использованием устройства по любому из пп.1-4.
6. Способ по п.5, отличающийся тем, что поперечное сечение трубы открывают для создания V-образной складки и затем с двух противоположно расположенных боковых сторон (С и D) часть листового материала, ограничивающую поперечное сечение гибкой трубы, локально направляют внутрь к середине (М) поперечного сечения гибкой трубы, после чего поперечное сечение гибкой трубы, по существу, вновь закрывают.
7. Способ по п.6, отличающийся тем, что до образования складки трубу открывают в месте последующего образования складки таким образом, что она имеет там в основном четырехугольное поперечное сечение, после чего с помощью механизмов (14) образования складок листовой материал на двух противоположно расположенных сторонах поперечного сечения гибкой трубы направляют V-образно к середине (М) гибкой трубы и далее размер поперечного сечения трубы уменьшают таким образом, что боковые стороны (С и D), которые направлены внутрь, оказываются в любом случае V-образной складкой, у которой ее вершина направлена к середине (М) поперечного сечения гибкой трубы между двумя другими боковыми сторонами (А, В), образующими поперечное сечение гибкой трубы.
8. Способ по любому из пп.5-7, отличающийся тем, что размер поперечного сечения трубы уменьшают за счет того, что смещают по направлению друг к другу стороны (А и В) поперечного сечения гибкой трубы, которые не направлены вовнутрь для формирования V-образной складки.
9. Способ по п.8, отличающийся тем, что участки боковых сторон (А и В) поперечного сечения гибкой трубы, которые смещают друг к другу, сохраняют, по существу, постоянными.
10. Способ по п.5, отличающийся тем, что задают размер V-образных складок, при этом участки двух боковых сторон (А, В) поперечного сечения гибкой трубы, которые смещают друг к другу при создании V-образной складки, выбираются соответственно в начале операции создания складок.
| JP 53065191 А, 10.06.1978 | |||
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |
| DE 4326827 A1, 16.02.1995. | |||

