Перекрестная ссылка на родственную заявку
Настоящая заявка заявляет преимущество и включает ее в качестве ссылки во всей ее полноте, следующую ожидающую совместного решения заявку заявителя: временная заявка на патент № 60/732461, зарегистрированная 31 октября 2005 года, озаглавленная "Methods and Systems for controlling Temperature Bushing".
Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к направляющим втулкам и к способам и системам контроля температуры направляющей втулки и в частности к способам и системам контроля температуры направляющей втулки для стеклянного волокна.
Уровень техники
Стекловолокна получают посредством волочения множества потоков расплавленного стекла при заданной скорости через отверстия или сопла, расположенные в нагреваемом контейнере, известном в промышленности стеклянного волокна как направляющая втулка. Направляющие втулки, содержащие расплавленное стекло, электрически нагреваются и поддерживаются при заданных температурах для получения расплавленного стекла в отверстиях или соплах при желаемой вязкости. Волокна, вытягиваемые из отверстий или сопел, собираются после их отверждения в одну или несколько нитей и навиваются в одной или нескольких упаковках.
Направляющие втулки, имеющие 800-4000 или более отверстий или сопел, являются распространенными в промышленности, хотя и направляющие втулки, имеющие меньшее количество отверстий или сопел, также используются. Также распространенной практикой является получение более одной нити из одной направляющей втулки. Например, из одной направляющей втулки иногда получают две нити, четыре нити или другое количество нитей. Такая система, как правило, упоминается как разрезная направляющая втулка. Как правило, это достигается посредством разделения направляющей втулки на секции или сегменты, при этом каждая секция или сегмент дает одну нить. Разделение таким образом направляющей втулки для получения более чем одной нити может потребовать точного контроля температур секций направляющей втулки с тем, чтобы нити, производимые и навиваемые в упаковке, имели одинаковый ярдаж, то есть одинаковое количество ярдов на фунт стекла или, если смотреть с другой стороны, одинаковую массу стеклянной нити на упаковку, собранную в течение заданного периода времени.
Развитие технологии для регулирования профиля распределения температур в направляющей втулке и контроля формирования индивидуальных нитей и в частности коэффициента разброса диаметров нитей развивалось от перемещения вручную ребристых охладителей, которые обеспечивают большие, но несколько неточные регулировки направляющей втулки, до контроллеров с тремя и четырьмя выходами, которые регулируют электрический ток в каждой секции направляющей втулки посредством шунтирования контролируемого тока в обход секций направляющей втулки для получения изменяющегося нагрева. Также разработаны контроллеры баланса направляющей втулки, которые активно отслеживают и контролируют температуру каждой направляющей втулки посредством шунтирования тока. Примеры контроллеров баланса направляющей втулки описаны в патентах США № 5,051,121 и 5,071,459, которые тем самым включаются сюда посредством ссылки. При шунтировании тока в обход секций направляющей втулки с использованием выводов выводы обычно располагаются на одной стороне направляющей втулки.
Раскрытие изобретения
Настоящее изобретение в целом относится к способам и системам управления температурой направляющей втулки. Некоторые варианты осуществления способов и систем по настоящему изобретению могут быть эффективными при улучшении промышленного способа производства волокон, таких как стеклянные волокна.
Некоторые варианты осуществления настоящего изобретения относятся к способам управления температурой направляющей втулки, имеющей множество сегментов. В одном из вариантов осуществления способ контроля температуры направляющей втулки, имеющей множество сегментов, включает в себя формирование множества нитей из направляющей втулки, содержащей, по меньшей мере, два сегмента, собирание нити, по меньшей мере, в два пучка, измерение размера каждого, по меньшей мере, из двух пучков, сравнение измеренного размера, по меньшей мере, двух пучков с желаемым размером пучка, регулировку величины тока, проходящего, по меньшей мере, через один из сегментов направляющей втулки, в ответ на сравнение размеров пучков. Размеры, которые могут сравниваться в различных вариантах осуществления настоящего изобретения, могут включать в себя массы упаковки, диаметры упаковки, диаметры пучков и/или другие параметры размера. Дополнительные варианты осуществления и другие способы описываются ниже в разделе «Осуществление изобретения».
Некоторые варианты осуществления настоящего изобретения относятся к системам управления температурой направляющих втулок, имеющих множество сегментов. В одном из вариантов осуществления система управления температурой направляющей втулки, имеющей множество сегментов, содержит направляющую втулку для формирования стеклянных волокон, содержащую концевую диафрагму, имеющую отверстия, выполненные с возможностью прохождения стекла для формирования нитей, две расположенные друг напротив друга боковые стенки, простирающиеся вверх от периферии концевой диафрагмы, и две расположенные друг напротив друга торцевые стенки, проходящие вверх от периферии концевой диафрагмы и соединенные с двумя боковыми стенками с образованием резервуара для расплавленного стекла; источник тока, соединенный с выводом на первой торцевой стенке и соединенный с выводом на второй торцевой стенке; средство регулирования тока, проходящего через каждый сегмент направляющей втулки, соединенное с выводом на первой боковой стенке; средство измерения размера стеклянного волокна, формируемого из направляющей втулки; и контроллер, связанный со средством измерения и средством регулирования, причем в некоторых вариантах осуществления средство регулирования содержит регулируемое устройство для прохождения тока. Дополнительные варианты осуществления и другие системы описываются ниже в разделе «Осуществление изобретение».
Некоторые варианты осуществления настоящего изобретения относятся к направляющим втулкам для формирования стеклянного волокна. В одном из вариантов осуществления направляющая втулка для формирования стеклянного волокна содержит концевую диафрагму, содержащую отверстия, выполненные с возможностью прохождения стекла с формированием нитей, две расположенные друг напротив друга боковые стенки, проходящие вверх от периферии концевой диафрагмы, две расположенные друг напротив друга торцевые стенки, проходящие вверх от периферии концевой диафрагмы и соединенные с двумя боковыми стенками, с образованием резервуара для расплавленного стекла, вывод, соединенный с первой боковой стенкой, вывод, соединенный со второй боковой стенкой, вывод, соединенный с первой торцевой стенкой, и вывод, соединенный со второй торцевой стенкой. Дополнительные варианты осуществления и другие системы описываются ниже в подробном описании.
Эти и другие варианты осуществления настоящего изобретения описываются более подробно в разделе «Осуществление изобретение», которое следует далее.
Краткое описание чертежей
Фиг.1 представляет собой схему неограничивающего примера устройства для формирования волокон.
Фиг.2 представляет собой вид спереди с вырывом неограничивающего примера направляющей втулки.
Фиг.3 представляет собой вид с торца направляющей втулки на Фиг.2, взятый вдоль линии 3-3 на Фиг.2.
Фиг.4 представляет собой схематический вид снизу неограничивающего варианта осуществления направляющей втулки (отверстия не показаны), иллюстрирующий соединение направляющей втулки с выводами.
Фиг.5 представляет собой блок-схему примера направляющей втулки с множеством сегментов и систему контроля температуры направляющей втулки.
Осуществление изобретения
Для целей настоящего описания, если не указано иного, все числа, используемые в описании, должны пониматься как модифицируемые во всех случаях с помощью термина "приблизительно". Соответственно, если не указывается иного, численные параметры, приведенные в следующем далее описании, представляют собой приближенные значения, которые могут изменяться в зависимости от желаемых свойств, которые предполагаются для получения с помощью настоящего изобретения. И наконец, но не в качестве попытки ограничения применения доктрины эквивалентов объема формулы изобретения, каждый численный параметр должен рассматриваться, по меньшей мере, в свете ряда сообщаемых значимых цифр и с применением обычных методик округления.
Несмотря на то, что численные диапазоны и параметры, приведенные в широком объеме настоящего изобретения, представляют собой приближенные значения, численные значения, приведенные в конкретных примерах, сообщаются настолько точно, насколько это возможно. Однако любое численное значение изначально содержит определенные ошибки, с необходимостью возникающие из стандартного разброса, обнаруживаемого при их соответствующих исследовательских измерениях. Кроме того, все диапазоны, описанные здесь, должны пониматься как охватывающие все и любые поддиапазоны, предполагаемые здесь. Например, формулируемый диапазон "1-10" должен рассматриваться как включающий в себя все и любые поддиапазоны между минимальным значением 1 и максимальным значением 10 (и включая их); то есть все поддиапазоны, начинающиеся с минимального значения 1 или более, например от 1 до 6,1, и заканчивающиеся максимальным значением 10 или менее, например от 5,5 до 10. В дополнение к этому любая ссылка, упоминаемая как "включаемая сюда", должна пониматься как включаемая во всей ее полноте.
Отметим далее, что, как используется в настоящем описании, формы единственного числа включают в себя ссылки на множественное число, если только явно и однозначно не ограничиваются одним упоминаемым параметром.
Разброс температуры и скорости потока в расплавленном материале, из которого формируются волокна в концевой диафрагме направляющей втулки, используемой при производстве непрерывных волокон, может быть вредным как для качества производимых волокон, так и для эффективности производственного процесса. Некоторые варианты осуществления настоящего изобретения могут улучшить однородность температуры и скоростей потока расплавленного материала, из которого формируются волокна, в концевой диафрагме направляющей втулки. Некоторые варианты осуществления настоящего изобретения, как предполагается, помогают улучшить однородность диаметра волокон, которые производятся и/или при уменьшении количества разрывов волокон в течение процесса вытягивания, и/или при улучшении эффективности процесса.
Как будет подробно обсуждаться ниже, улучшения однородности температуры и скоростей потока на концевой диафрагме направляющей втулки могут быть достигнуты в некоторых вариантах осуществления посредством увеличения и/или шунтирования электрического тока в сегменте (сегментах) направляющей втулки.
Как объясняется ниже, направляющие втулки обычно конструируются из проводящих материалов. Ток протекает через направляющую втулку для ее нагрева и поддержания потока расплавленного материала, из которого через направляющую втулку формируются волокна. При производстве направляющая втулка может иметь "горячие" пятна или "холодные" пятна, где температура в конкретном положении выше или ниже, чем температура в других положениях, или выше или ниже, чем средняя температура по направляющей втулке. Такие отклонения температуры могут происходить по ряду причин. Например, направляющая втулка может быть холоднее в положениях вблизи ее периферии, чем в ее центре.
В прошлом ток шунтировался от направляющей втулки для контроля температуры направляющей втулки. Как используется здесь, термин "шунт", когда используется в связи с шунтированием тока, означает отвод от направляющей втулки, по меньшей мере, части общего тока, подводимого к направляющей втулке. Ток может шунтироваться через шунтирующую цепь. В некоторых вариантах осуществления ток может возвращаться в направляющую втулку в другом положении. В некоторых вариантах осуществления ток может не возвращаться в направляющую втулку. Шунтирование тока приводит к понижению температуры в сегментах направляющей втулки, из которой отводится ток.
Хотя здесь используется термин "сегменты", специалисту в данной области должно быть понятно, что направляющая втулка необязательно делится на сегменты физически. Если здесь не утверждается иного, термин "сегмент" относится к различным зонам направляющей втулки, из которых собирают множество нитей с формированием пучка, при этом один пучок ассоциируется с каждым сегментом. Термин "пучок", как здесь используется, означает множество волокон, сгруппированных вместе.
В одном из вариантов осуществления способ контроля температуры направляющей втулки, имеющей множество сегментов, включает в себя формирование множества нитей из направляющей втулки, содержащей, по меньшей мере, два сегмента, собирание нити, по меньшей мере, в два пучка, измерение размера каждого, по меньшей мере, из двух пучков, сравнение измеренного размера, по меньшей мере, двух пучков с желаемым размером пучка и регулировку величины тока, проходящего, по меньшей мере, через один из сегментов направляющей втулки в ответ на сравнения размеров пучков. В некоторых вариантах осуществления каждый пучок может формироваться из отдельного сегмента направляющей втулки. В некоторых вариантах осуществления направляющая втулка может содержать два или более вывода, по меньшей мере, два вывода соединяются с расположенными друг напротив друга боковыми стенками направляющей втулки. Некоторые варианты осуществления способов согласно настоящему изобретению могут дополнительно включать в себя намотку пучков в форме одной или нескольких комплектов. В некоторых вариантах осуществления каждый пучок может навиваться в форме отдельного комплекта.
Размеры, которые могут сравниваться в различных вариантах осуществления настоящего изобретения, могут включать в себя массы формируемых комплектов, диаметры формируемых комплектов, диаметры пучков и/или другие параметры размеров. В некоторых вариантах осуществления может измеряться один отдельный параметр размера, в то время как в других вариантах осуществления могут измеряться два или более параметров размеров. Например, в некоторых вариантах осуществления, где измеряются два или более параметров размеров, могут измеряться масса и диаметр формируемых комплектов.
В некоторых вариантах осуществления, где каждый пучок навивается в виде отдельного комплекта, измерение размера каждого, по меньшей мере, из двух пучков включает в себя взвешивание каждого комплекта. В некоторых из этих вариантов осуществления сравнение измеренного размера, по меньшей мере, двух пучков с желаемым размером пучка включает в себя сравнение массы каждого комплекта с желаемой массой комплекта.
Когда масса комплекта, сформированного из сегмента направляющей втулки, меньше, чем желаемая масса комплекта, регулировка величины тока, проходящего через сегмент направляющей втулки, включает в себя увеличение величины тока, проходящего через сегмент направляющей втулки в некоторых вариантах осуществления. Увеличение величины тока, проходящего через сегмент направляющей втулки, может включать в себя увеличение тока на выводе вблизи сегмента направляющей втулки в некоторых вариантах осуществления.
В других вариантах осуществления, когда масса упаковки сформированной из сегмента направляющей втулки меньше, чем желаемая масса комплекта, регулировка величины тока, проходящего через сегмент направляющей втулки, включает в себя шунтирование меньшего тока в обход сегмента направляющей втулки. Шунтирование меньшего тока в обход сегмента направляющей втулки может включать в себя в некоторых вариантах осуществления уменьшение тока, удаляемого из направляющей втулки на выводе вблизи сегмента направляющей втулки.
В некоторых вариантах осуществления, когда масса комплекта, сформированного из сегмента направляющей втулки, больше, чем желаемая масса комплекта, регулировка величины тока, проходящего через сегмент направляющей втулки, может включать в себя шунтирование тока в обход сегмента направляющей втулки.
Хотя некоторые варианты осуществления включают в себя измерение массы каждого комплекта, диаметр каждого комплекта может измеряться в некоторых вариантах осуществления. В таких вариантах осуществления измерение размера каждого, по меньшей мере, из двух пучков включает в себя измерение диаметра каждого комплекта. В вариантах осуществления, где измеряются диаметры комплекта, сравнение измеренного размера, по меньшей мере, двух пучков может включать в себя сравнение диаметра каждого комплекта с желаемым диаметром комплекта. Когда диаметр комплекта, сформированного из сегмента направляющей втулки, меньше, чем желаемый диаметр комплекта, в некоторых вариантах осуществления регулирование величины тока, проходящего через сегмент направляющей втулки, может включать в себя увеличение величины тока, проходящего через сегмент направляющей втулки. В других вариантах осуществления увеличение величины тока, проходящего через сегмент направляющей втулки, может включать в себя введение тока на выводе вблизи сегмента направляющей втулки.
Когда диаметр комплекта, сформированного из сегмента направляющей втулки, меньше, чем желаемый диаметр комплекта, в некоторых вариантах осуществления регулировка величины тока, проходящего через сегмент направляющей втулки, может включать в себя шунтирование меньшего тока в обход сегмента направляющей втулки в некоторых вариантах осуществления. Шунтирование меньшего тока в обход сегмента направляющей втулки в некоторых вариантах осуществления включает в себя уменьшение тока, удаляемого из направляющей втулки на выводе вблизи сегмента направляющей втулки.
Когда диаметр комплекта, сформированного из сегмента направляющей втулки, больше, чем желаемый диаметр комплекта, регулировка величины тока, проходящего через сегмент направляющей втулки, может включать в себя в некоторых вариантах осуществления шунтирование тока в обход сегмента направляющей втулки. Шунтирование тока в обход сегмента направляющей втулки в некоторых вариантах осуществления может включать в себя удаление тока из направляющей втулки на выводе вблизи сегмента направляющей втулки.
В некоторых вариантах осуществления навиваются ли пучки в комплекте или нет, измерение размера каждого, по меньшей мере, из двух пучков может включать в себя измерение диаметра каждого пучка. В некоторых вариантах осуществления, где измеряется диаметр каждого пучка, сравнение измеренного размера, по меньшей мере, двух пучков включает в себя сравнение диаметра каждого пучка с желаемым диаметром пучка.
Когда диаметр пучка, сформированного из сегмента направляющей втулки, меньше, чем желаемый диаметр пучка, регулировка величины тока, проходящего через сегмент направляющей втулки, может включать в себя увеличение величины тока, проходящего через сегмент направляющей втулки. Увеличение величины тока, проходящего через сегмент направляющей втулки в некоторых вариантах осуществления может включать в себя введение тока на выводе вблизи сегмента направляющей втулки. Когда диаметр пучка, сформированного из сегмента направляющей втулки, меньше, чем желаемый диаметр пучка, в других вариантах осуществления регулировка величины тока, проходящего через сегмент направляющей втулки, может включать в себя шунтирование меньшего тока в обход сегмента направляющей втулки. Шунтирование меньшего тока в обход сегмента направляющей втулки в некоторых вариантах осуществления может включать в себя уменьшение тока, удаляемого из направляющей втулки на выводе вблизи сегмента направляющей втулки.
Когда диаметр пучка, сформированного из сегмента направляющей втулки, больше, чем желаемый диаметр пучка, регулирование величины тока, проходящего через сегмент направляющей втулки, может включать в себя шунтирование тока в обход сегмента направляющей втулки в некоторых вариантах осуществления. Шунтирование тока в обход сегмента направляющей втулки в некоторых вариантах осуществления может включать в себя удаление тока из направляющей втулки на выводе вблизи сегмента направляющей втулки.
Некоторые варианты осуществления настоящего изобретения относятся к системам контроля температуры направляющих втулок, имеющих множество сегментов. В одном из вариантов осуществления система контроля температуры направляющей втулки, имеющей множество сегментов, включает в себя направляющую втулку для формирования стекловолокна, источник тока, соединенный с выводом на первой торцевой стенке направляющей втулки и соединенный с выводом на второй торцевой стенке направляющей втулки, средство регулирования тока, проходящего через каждый сегмент направляющей втулки, соединенные с выводом на первой боковой стенке направляющей втулки, средство измерения размера стекловолокна, сформированного из направляющей втулки, и контроллер, связанный со средством измерения и средством регулирования. В некоторых вариантах осуществления средство регулирования включают в себя регулируемое устройство прохождения тока.
В некоторых вариантах осуществления средство регулирования может быть связано с выводом на первой торцевой стенке и с выводом на второй торцевой стенке. Средство регулирование в некоторых вариантах осуществления может также быть связано с выводами на одной или нескольких боковых стенках. Например, в некоторых вариантах осуществления средство регулирования может быть связано с выводом на первой боковой стенке и выводом на второй боковой стенке.
Средство измерения в некоторых вариантах осуществления может включать в себя средство взвешивания стекловолокна, сформированного из направляющей втулки. В некоторых вариантах осуществления средство измерения может включать в себя средство измерения диаметра, по меньшей мере, одного пучка стекловолокна, сформированного из направляющей втулки. Средство измерения в некоторых вариантах осуществления, где стекловолокно, сформированное из направляющей втулки, содержит, по меньшей мере, два комплекта стекловолокна, может включать в себя средство измерения диаметра каждого комплекта, сформированного из сегмента направляющей втулки. В некоторых вариантах осуществления, где стекловолокно, сформированное из направляющей втулки, содержит, по меньшей мере, два комплекта стекловолокна, средство измерения включает в себя средство измерения диаметров, по меньшей мере, двух комплектов стеклянного волокна.
Некоторые варианты осуществления настоящего изобретения относятся к направляющим втулкам для формирования стекловолокна. В одном из вариантов осуществления направляющая втулка для формирования стекловолокна содержит концевую диафрагму, содержащую отверстия, адаптированные для прохождения стекла с формированием нитей, две расположенные друг напротив друга боковые стенки, проходящие вверх от периферии концевой диафрагмы, две расположенные друг напротив друга торцевые стенки, проходящие вверх от периферии концевой диафрагмы и соединенные с двумя боковыми стенками с образованием резервуара для расплавленного стекла, вывод, соединенный с первой боковой стенкой, вывод, соединенный со второй боковой стенкой, вывод, соединенный с первой торцевой стенкой, и вывод, соединенный со второй торцевой стенкой. В некоторых вариантах осуществления дополнительные выводы могут быть связаны с боковыми стенками. Например, в некоторых вариантах осуществления второй вывод может быть связан с первой боковой стенкой и/или второй вывод может быть связан со второй боковой стенкой. Три или более выводов могут быть связаны с одной или обеими стенками в некоторых вариантах осуществления.
Настоящее изобретение будет обсуждаться в целом в контексте его использования при производстве, сборке и применении стекловолокна, хотя специалист в данной области понял бы, что варианты осуществления настоящего изобретения могут быть пригодными для формирования волокон из других материалов, из которых формируются волокна, таких как неорганические вещества, которые могут вытягиваться в волокна посредством вытягивания через сопло. Смотри Энциклопедию Науки и Технологии Полимеров, Vol. 6 at 506-507. Как здесь используется, термин "из которых формируются волокна" означает материал, который можно сформировать в непрерывную в целом нить.
Специалисты в данной области заметят, что настоящее изобретение может осуществляться при производстве, сборке и применении ряда стеклянных волокон. Неограничивающие примеры стеклянных волокон, пригодных для использования в настоящем изобретении, могут включать в себя волокна, полученные из композиций стекла, из которых формируются волокна, таких как "E-стекло", "A-стекло", "C-стекло", "S-стекло", "ECR-стекло" (корозионно-стойкое стекло), и их фторированные и/или не содержащие бора производные. Композиция стекла, из которого должны формироваться волокна, как правило, не является важной для настоящего изобретения, и варианты осуществления настоящего изобретения как таковые могут осуществляться в способах производства для любого количества композиций стекла, из которых формируются волокна.
Стеклянные волокна могут формироваться из расплавленного стекла, как будет обсуждаться более подробно ниже. Например, стеклянные волокна могут формироваться в операции прямого формирования волокна из расплава или в операции опосредованного формирования волокна из расплава стеклянных шариков для получения стеклоткани. В операции прямого формирования волокна из расплава исходные материалы объединяются, плавятся и гомогенизируются в стекло в плавильной печи. Расплавленное стекло перемещается из печи в выработочную часть и в устройства для формирования волокна, такие как направляющие втулки, где расплавленное стекло вытягивается в непрерывные стеклянные волокна. В операции формирования волокна из расплава стеклянных шариков для получения стеклоткани куски стекла или стеклянные шарики, имеющие конечную композицию желаемого стекла, приготавливаются и вводятся в направляющую втулку, где они плавятся и вытягиваются в непрерывные стеклянные волокна. Если используется устройство для предварительного плавления, шарики вводятся сначала в устройство для предварительного плавления, плавятся, и затем расплавленное стекло вводится в устройство для формирования волокон, такое как направляющая втулка, где стекло вытягивается с формированием непрерывных волокон. Относительно дополнительной информации, относящейся к композициям стекла и способам формирования стеклянных волокон, смотри K. Лоуэнштейн. Технология производства непрерывных стекловолокон, (3d Ed. 1993), на страницах 30-44, 47-103 и 115-165, которые конкретно включаются сюда в качестве ссылок.
В типичной операции прямого формирования волокна из расплава стеклоплавильная печь и выработочная часть переносят поток расплавленного материала, из которого формируются волокна, к выходу, соединенному с металлической направляющей втулкой, присоединенной к днищу выработочной части. Варианты осуществления настоящего изобретения направлены на способы и системы контроля температуры направляющих втулок. Конструкция плавильной печи и выработочной части, как правило, известна в промышленности, и описание их деталей не является необходимым для понимания вариантов осуществления настоящего изобретения. Дополнительная информация относительно конструкции выработочной части доступна, например, в K. Лоуэнштейн. Технология производства непрерывных стекловолокон, (3rd. Ed. 1993), на страницах 85-101.
Расплавленное стекло протекает из нижней части направляющей втулки через большое количество отверстий или "мундштуков" в концевой диафрагме, где они могут вытягиваться посредством устройства для намотки с формированием стеклянных нитей желаемого размера. Затем нити могут приводиться в контакт с аппликатором для нанесения клеящей композиции, собираться посредством направляющей с формированием пряди или нити и навиваться вокруг гильзы устройства для намотки. Примеры соответствующих клеящих композиций и устройства для намотки приведены в публикации Лоуэнштейна (см. выше) на страницах 186-194 и 237-287. Поскольку клеящие композиции, как правило, наносятся после формирования стеклянных нитей, варианты осуществления настоящего изобретения, как правило, могут осуществляться в производственных процессах, где любое количество клеящих композиций наносится на стеклянные нити (или никаких клеящих композиций не наносится), и настоящее изобретение, как предполагается, не ограничивается какой-либо конкретной клеящей композицией. Подобным же образом настоящее изобретение, как предполагается, не является ограниченным производственными процессами, где используется какое-либо конкретное устройство для намотки. Как известно специалистам в данной области, устройства для намотки не требуются во всех способах формирования продуктов из стеклянных волокон, поскольку стеклянные волокна могут доставляться непосредственно к другому технологическому оборудованию.
Фиг.1 иллюстрирует неограничивающий пример типичного устройства для формирования стеклянных волокон. Специалисты в данной области заметят, что варианты осуществления настоящего изобретения могут, как правило, осуществляться в большинстве операций формирования волокон, где расплавленный материал формируется в волокнах посредством прохождения расплавленного материала через множество отверстий или сопел в направляющей втулке. В показанном примере устройство для формирования волокон 10 содержит стеклоплавильную печь или выработочную часть 14, содержащую подачу расплавленного материала, из которого формируются волокна или стекла 16, имеющую металлическую направляющую втулку 18, соединенную с днищем выработочной части 14.
Электрические проводники 19 соединяются с источником электрической энергии 20 и с направляющей втулкой 18 на проводниках 22 для нагрева направляющей втулки 18 и расплавленного стекла 16, содержащегося в ней. Расплавленное стекло 16 вытягивается из нижней части направляющей втулки 18 через множество сопел или отверстий 24 в концевой диафрагме 26 посредством устройства для намотки 28 с формированием стеклянных волокон 12. Как правило, стеклянные волокна 12 приводятся в контакт с аппликатором 30 для нанесения на них клеящей композиции и собираются посредством направляющей 32. В показанном варианте осуществления используется устройство для намотки, и собранные стеклянные волокна навиваются в обход вращающейся гильзы 34 устройства для намотки 28 с формированием формирующего комплекта 36.
Обращаясь теперь к Фиг. 2 и 3, направляющая втулка 18 содержит в целом плоскую концевую диафрагму 26. Длина 48 и ширина 50 концевой диафрагмы 26 могут изменяться. В некоторых вариантах осуществления длина 48 концевой диафрагмы 26 может, как правило, изменяться в пределах примерно от двадцати пяти примерно до ста двадцати семи сантиметров (см) (примерно от десяти примерно до пятидесяти дюймов) и ширина 50 может, как правило, изменяться в пределах примерно от шести примерно до двадцати пяти см (примерно от 2,5 примерно до 10 дюймов). В некоторых вариантах осуществления концевые диафрагмы могут, как правило, иметь толщину примерно от одного примерно до трех миллиметров (мм) (примерно 0,04 примерно до 0,12 дюйма), часто примерно от одного примерно до 2,5 мм (примерно от 0,04 примерно до 0,1 дюйма). Специалист в данной области поймет, что размеры концевой диафрагмы 26 могут изменяться по желанию. Некоторые варианты осуществления настоящего изобретения могут осуществляться в существующих производственных процессах, где размеры концевых пластинок, как правило, уже определены, и настоящее изобретение, как предполагается, не ограничивается концевыми диафрагмами, имеющими конкретные размеры.
Как показано на Фиг.2, концевая диафрагма 26 имеет область 38 отверстий, содержащую множество отверстий 24, через которые расплавленное стекло 16 вытягивается в форме индивидуальных волокон 12 или нитей с высокой скоростью. Может быть желательным поддержание отверстий при однородной в целом температуре во время вытягивания расплавленного стекла 16 через них с тем, чтобы помочь производить волокна 12, имеющие в целом однородный диаметр. Как показано здесь более подробно, некоторые варианты осуществления настоящего изобретения относятся к способам и системам для контроля температуры направляющих втулок, что может помочь производить волокна, имеющие в целом однородный диаметр.
Область 38 отверстий в показанном неограничивающем варианте осуществления содержит центральную область 40, которая окружена периферийной областью 42. Центральная область 40, как правило, составляет в пределах примерно от 25 примерно до 85 процентов от общей площади поверхности области 38 отверстий в некоторых вариантах осуществления и примерно от 50 примерно до 65 процентов в других вариантах осуществления. Длина и ширина центральной области 40 может изменяться в зависимости от размеров концевой диафрагмы 26. Периферийная область 42 содержит части области 38 отверстий, которые находятся рядом с боковыми стенками 44 и торцевыми стенками 46 направляющей втулки 18. В обычных направляющих втулках расплавленное стекло вблизи этой периферийной области 42 имеет тенденцию быть холоднее, чем расплавленное стекло вблизи центральной области 40, что приводит к разрыву волокон и неоднородности диаметров нитей.
Обращаясь теперь к Фиг. 2 и 3, направляющая втулка 18 содержит, по меньшей мере, одну боковую стенку, простирающуюся в целом вверх от периферии 27 концевой диафрагмы 26, с формированием хранилища или резервуара 37 для удерживания расплавленного стекла 16. В показанном варианте осуществления и в типичных вариантах осуществления направляющих втулок направляющая втулка 18 содержит пару расположенных друг напротив друга боковых стенок 44 и пару расположенных друг напротив друга торцевых стенок 46, простирающихся вверх от периферии 27. Боковые стенки 44 и торцевые стенки 46 могут в целом быть плоскими или искривленными по желанию. В неограничивающем варианте осуществления, показанном на Фиг.2, каждая из боковых стенок 44 и торцевых стенок 46 может содержать в целом планарную нижнюю часть 54, 56 вблизи концевой диафрагмы 26 и верхнюю часть 58, 60. Верхние части 58, 60 боковых стенок 44 могут быть наклонены под углом 62 по отношению к соответствующим нижним частям 54, 56. Угол 62 в некоторых неограничивающих вариантах осуществления может находиться в пределах примерно от 45° примерно до 90°. Угловые части 59 верхних частей 58, 60 торцевых стенок 46 могут также быть наклонены под углом 64 по отношению к соответствующим нижним частям 56 торцевых стенок 46. Угол 64 в некоторых неограничивающих вариантах осуществления может находиться в пределах от 0° примерно до 45°. Некоторые варианты осуществления настоящего изобретения могут осуществляться в существующих производственных процессах, где размеры и углы, как правило, уже определены, и настоящее изобретение, как подразумевается, не является ограниченным конкретными размерами и углами.
Форма резервуара 37 может быть в целом цилиндрической, в виде короба с квадратным сечением или прямоугольного короба, сформированного посредством расположенных друг напротив друга боковых стенок 44 и расположенных друг напротив друга торцевых стенок 46 в некоторых неограничивающих вариантах осуществления или он может иметь другие формы.
Компоненты направляющей втулки 18, такие как боковые стенки 44, торцевые стенки 46 и концевая диафрагма 26, могут формироваться из металлического материала или сплавов металлов посредством обычных технологий металлообработки и переработки, хорошо известных специалистам в данной области. Металлический материал может иметь ряд свойств, известных специалистам в данной области, включая, без ограничения стойкость к коррозии под действием стекла, отсутствие ухудшения, связанного с загрязнением стекла, стойкость к окислению, обладание постоянным электрическим сопротивлением и стойкостью к ползучести (деформация под нагрузкой, которая является функцией напряжения) и их сочетания. Смотри, например, публикацию Лоуэнштейна (см. выше) на страницах 122-126, которые тем самым включается сюда в качестве ссылки.
Неограничивающие примеры соответствующих металлических материалов для формирования компонентов направляющей втулки 16 включают в себя платину, родий и их сплавы. В некоторых вариантах осуществления металлический материал может представлять собой сплав родий-платина примерно от 10% примерно до 20%, а в некоторых вариантах осуществления сплав родий-платина примерно 10%. Металлические материалы могут дисперсионно упрочняться или подвергаться стабилизации зерен для уменьшения ползучести по желанию. Если необходимо больше информации относительно пригодных для использования дисперсионно-упрочненных или имеющих стабилизированные зерна металлических материалов, смотри публикацию Лоуэнштейна (см. выше) на странице 124. Неограничивающие примеры дисперсионно-упрочненных металлом металлических пластин являются коммерчески доступными как продукты ZGS от Johnson, Matthey & Co. Ltd. of Malvern, Pa.
Направляющие втулки могут формироваться с использованием технологий, известных специалистам в данной области. Например, показанная направляющая втулка 18 может формироваться посредством соединения пары расположенных друг напротив друга боковых стенок 44 и пары расположенных друг напротив друга торцевых стенок 46 с концевой диафрагмой 26 посредством сварки, с формированием направляющей втулки 18. Пример соответствующей технологии сварки представляет собой сварка вольфрама в инертном газе, технология сварки, которая хорошо известна специалистам в данной области. Неограничивающий пример соответствующей направляющей втулки описан в патенте США № 5147431, который тем самым включается сюда в качестве ссылки. Относительно дополнительной информации об устройствах для формирования волокон и направляющих втулках смотри также патенты США №№ 5,857,253; 5,879,427; 5,935,291 и 6,044,666, которые тем самым включаются в качестве ссылок. Лоуэнштейн (см. выше) также широко обсуждает направляющие втулки на страницах 119-165.
Направляющие втулки могут фиксироваться с возможностью разборки на нижней стороне выработочной части для использования в операции формирования волокон с использованием технологий, известных специалистам в данной области. Дополнительная информация относительно фиксирования направляющей втулки на выработочной части может быть найдена в патентах США №№ 5,879,427; 5,935,291 и 6,044,666 и в публикации Лоуэнштейна (см. выше) на страницах 137-141.
Во время формирования стеклянных волокон направляющая втулка нагревается для поддержания потока расплавленного материала, из которого формируются волокна, через направляющую втулку. Направляющие втулки, как правило, нагреваются посредством прохождения через них тока. В качестве примера и как показано выше в связи с Фиг.1, электрические проводники 19 могут соединяться с источником электрической энергии 20 и с направляющей втулкой 18 на проводниках 22 для нагрева направляющей втулки 18 и расплавленного стекла 16, содержащегося в ней.
Направляющая втулка может иметь "горячие" пятна или "холодные" пятна, где температура в конкретном положении выше или ниже, чем температура в других положениях, или выше или ниже, чем средняя температура по направляющей втулке. Такие отклонения температуры могут возникать по ряду причин. Например, направляющая втулка может быть холоднее в положениях вблизи ее периферии, чем в ее центре.
В прошлом ток шунтировался от направляющей втулки для уменьшения температуры направляющей втулки. Как здесь используется, термин "шунт", когда он используется в связи с шунтированием тока, означает отвод от направляющей втулки, по меньшей мере, части общего тока, который проходит через направляющую втулку. Ток может шунтироваться посредством шунтирующей цепи. Ток в некоторых случаях возвращается в направляющую втулку в другом сегменте, а в других случаях может и не возвращаться в направляющую втулку. Шунтируемый ток приводит к уменьшению температуры сегментов направляющей втулки, от которых отводится ток.
Контроллеры баланса направляющей втулки, которые активно отслеживают и контролируют температуру каждой направляющей втулки посредством шунтирования тока, разработаны. Примеры контроллеров баланса направляющей втулки описаны в патентах США №№ 5,051,121 и 5,071,459, которые тем самым включаются в качестве ссылки.
Некоторые варианты осуществления настоящего изобретения относятся к направляющим втулкам для формирования стеклянных волокон, которые могут иметь улучшенную однородность температурного профиля. В некоторых вариантах осуществления такие направляющие втулки для формирования стеклянных волокон адаптированы для облегчения использования увеличения тока и/или шунтирования тока с целью контроля температуры направляющей втулки.
Фиг.4 представляет собой схематический вид снизу с вырывом примера направляющей втулки для формирования стеклянных волокон 100 в соответствии с одним из вариантов осуществления настоящего изобретения. Направляющая втулка 100 содержит расположенные друг напротив друга торцевые стенки 102, 104 и расположенные друг напротив друга боковые стенки 106, 108 на периферии концевой диафрагмы 110. Концевая диафрагма может содержать множество отверстий (не показаны на Фиг.4), через которые расплавленное стекло может вытягиваться в форме индивидуальных волокон или нитей. Расположенные друг напротив друга боковые стенки 106, 108 и расположенные друг напротив друга торцевые стенки 102, 104 соединяются с формированием резервуара. Когда направляющая втулка 100 устанавливается под выработочной частью или другим источником расплавленного стекла, часть концевой диафрагмы 110, показанной на Фиг.4, смотрит вниз, и торцевые стенки 102, 104 и боковые стенки 106, 108 простираются вверх с образованием резервуара для расплавленного стекла.
Направляющая втулка 100 дополнительно содержит множество выводов, соединенных с различными стенками направляющей втулки 100. Выводы представляют собой электрические соединения, которые, когда соединяются с электрическими линиями, могут сделать возможным увеличение и/или удаление тока из направляющей втулки 100. В неограничивающем варианте осуществления, показанном на Фиг.4, вывод 112 соединяется с первой торцевой стенкой 102, вывод 114 соединяется со второй торцевой стенкой 104, вывод 116 соединяется с первой боковой стенкой 106 и два вывода 118, 120 соединяются со второй боковой стенкой 108. Каждый из выводов иллюстрируется с частью электрической линии, простирающейся из него. Электрические линии могут соединяться с различными устройствами, которые дают возможность для увеличения и/или удаления тока из направляющей втулки 100.
Для объяснения других вариантов осуществления каждое общее положение на направляющей втулке, где соединяется вывод, может упоминаться как место вывода. В некоторых вариантах осуществления, один или несколько выводов могут присоединяться к месту вывода. Например, в некоторых вариантах осуществления два вывода могут соединяться с направляющей втулкой в месте вывода. В некоторых вариантах осуществления, имеющих два вывода, соединенных с местом вывода, первый вывод может соединяться с электрической линией, чтобы дать возможность для увеличения тока к направляющей втулке, а второй вывод может присоединяться к электрической линии, чтобы дать возможность для удаления тока из направляющей втулки. В некоторых вариантах осуществления один отдельный вывод может соединяться как с электрической линией, дающей возможность для увеличения тока в направляющей втулке, так и к электрической линии, дающей возможность для удаления тока из направляющей втулки.
В некоторых вариантах осуществления направляющая втулка может содержать одно или несколько мест выводов на первой боковой стенке и одно или несколько мест выводов на второй боковой стенке. В некоторых вариантах осуществления каждое место вывода может содержать, по меньшей мере, два вывода, соединенные с направляющей втулкой. В некоторых вариантах осуществления, по меньшей мере, с двумя выводами, соединенными с направляющей втулкой в месте вывода, первый вывод может соединяться с электрической линией, чтобы дать возможность для увеличения тока в направляющей втулке, а второй вывод может соединяться с электрической линией, чтобы дать возможность для удаления тока из направляющей втулки. В таких вариантах осуществления ток может добавляться в направляющей втулке и/или удаляться из нее в каждом месте вывода. В других вариантах осуществления каждое место вывода может содержать один вывод, соединенный с направляющей втулкой. В таких вариантах осуществления вывод может соединяться с электрической линией, чтобы дать возможность для удаления тока из направляющей втулки, может соединяться с электрической линией, чтобы дать возможность для увеличения тока в направляющей втулке, или может соединяться с первой электрической линией, чтобы дать возможность для удаления тока из направляющей втулки, и со второй электрической линией, чтобы дать возможность для увеличения тока в направляющей втулке.
Присутствие одного или нескольких мест выводов на каждой из боковых стенок (на более длинной из двух) в соответствии с некоторыми вариантами осуществления направляющих втулок по настоящему изобретению может обеспечить улучшенную однородность температуры по направляющей втулке. Например, когда ток шунтируется от направляющей втулки на выводе, область направляющей втулки вблизи вывода имеет тенденцию к охлаждению по сравнению с другими частями направляющей втулки. Посредством позиционирования мест выводов на каждой из боковых стенок такие эффекты охлаждения распределяются более равномерно по направляющей втулке, что может приводить к улучшению контроля температуры.
Хотя варианты осуществления направляющих втулок, показанных на Фиг.4 и 5 (обсуждаются ниже), представляют собой четырехсегментные направляющие втулки, имеющие одно место вывода на первой боковой стенке и два места выводов на второй боковой стенке, другие варианты осуществления настоящего изобретения могут включать в себя различные количества мест выводов на каждой из боковых стенок. Например, в другом варианте осуществления первая боковая стенка может содержать три места выводов, а вторая боковая стенка может содержать два места выводов. В качестве другого примера направляющая втулка может содержать пять мест выводов на каждой боковой стенке. Ряд факторов может быть важным при выборе количества мест выводов на каждой боковой стенке направляющей втулки, включая без ограничения распределение тепла, размер направляющей втулки, геометрию направляющей втулки, структуры мундштуков, контроль распределения температуры, положение каждого вывода, экономичность затрат на данное количество выводов, размеры проводников, расположение проводов, с точки зрения системы формирования стеклянных волокон в целом, и тому подобное.
В вариантах осуществления направляющих втулок, показанных на Фиг.4 и 5, места выводов в целом располагаются равномерно вдоль боковых стенок направляющей втулки (каждое место вывода позиционируется на 1/4, 1/2 и 3/4 длины боковых стенок), совпадая с границами сегментов направляющей втулки. В других вариантах осуществления места выводов не располагаются равномерно. В некоторых вариантах осуществления места выводов могут равномерно располагаться на первой боковой стенке, но не на второй боковой стенке.
В некоторых вариантах осуществления направляющих втулок выводы могут иметь диаметр, который доводит до максимума проводимость, в то же время, сводя к минимуму влияние на протекание тока через направляющую втулку. Выводы оптимального диаметра могут помочь свести к минимуму возможные влияния при действии в качестве областей отвода тепла посредством отвода слишком большого тока от нагрева направляющей втулки. В некоторых вариантах осуществления диаметр вывода может находиться в пределах примерно между 0,090 дюйма и примерно 0,250 дюйма. В некоторых вариантах осуществления размер выводов равен примерно 0,180 дюйма.
В некоторых вариантах осуществления направляющая втулка может также содержать одно или несколько мест выводов на первой торцевой стенке и одно или несколько мест выводов на второй торцевой стенке, каждое место выводов содержит, по меньшей мере, два вывода, соединенные с направляющей втулкой. В некоторых вариантах осуществления, по меньшей мере, с двумя выводами, соединенными с направляющей втулкой в месте вывода, первый вывод может соединяться с электрической линией, чтобы дать возможность для увеличения тока к направляющей втулке, а второй вывод может соединяться с электрической линией, чтобы дать возможность для удаления тока из направляющей втулки. В таких вариантах осуществления ток может добавляться и/или удаляться из направляющей втулки в каждом месте вывода. В некоторых вариантах осуществления только один вывод может присутствовать на торцевой стенке. Например, вторая торцевая стенка 104 (предполагая, что ток протекает в целом от первой торцевой стенке 102 ко второй торцевой стенке 104) может содержать только один вывод в некоторых неограничивающих вариантах осуществления, такой вывод соединяется с электрической линией, чтобы дать возможность для удаления тока из направляющей втулки. В некоторых вариантах осуществления один отдельный вывод может предусматриваться на торцевой стенке, который соединяется с двумя электрическими линиями - одна дает возможность для увеличения тока и одна дает возможность для удаления тока.
Относительно места вывода на первой торцевой стенке 102 (предполагая, что ток протекает в целом от первой торцевой стенке 102 ко второй торцевой стенке 104) один отдельный вывод, соединенный с направляющей втулкой, для увеличения тока в направляющую втулку, может присутствовать в некоторых вариантах осуществления. В некоторых вариантах осуществления второй вывод может предусматриваться на месте вывода для уменьшения величины тока, добавляемого к направляющей втулке. Например, если источник тока обеспечивает ток 150 А, но только 100 А необходимы для нагрева направляющей втулки, пятьдесят ампер могут отводиться от направляющей втулки с использованием электрической линии, соединенной со вторым выводом. Вместо соединения второго вывода с направляющей втулкой на месте вывода ток, подводимый к направляющей втулке через первый вывод, может уменьшаться с использованием других технологий.
Фиг.5 представляет собой блок-схему, иллюстрирующую пример системы контроля температуры направляющей втулки для формирования стеклянных волокон, имеющей множество сегментов, в соответствии с одним из вариантов осуществления настоящего изобретения. Варианты осуществления систем по настоящему изобретению включают в себя источник тока. Источник тока также имеет напряжение, ассоциируемое с ним. В некоторых вариантах осуществления ток и напряжение, подаваемые на направляющую втулку, должны будут регулироваться по отношению к току и напряжению, подаваемым посредством источника питания. Например, в промышленной установке напряжение, подаваемое от главного источника питания, должно будет понижаться. В качестве другого примера достаточный ток должен подаваться на направляющую втулку для нагрева направляющей втулки до температур, желательных для получения стеклянных волокон из композиций стекла. Способы, с помощью которых напряжение и ток от главного источника питания могут регулироваться, не являются критичными для настоящего изобретения, и специалисты в данной области могут использовать известные технологии для регулировки тока и напряжения, получаемых от главного источника питания, для подачи соответствующего тока и напряжения на направляющую втулку.
В варианте осуществления, показанном на Фиг.5, используются блок 150 питания и трансформатор 160. Блок 150 питания в этом неограничивающем варианте осуществления регулирует напряжение от главного источника 155 питания. Например, главный источник 155 питания может подавать трехфазный переменный ток с напряжением 480 В на блок 150 питания, и он преобразовывается в переменный ток 0-125 A/0-480 В. В некоторых вариантах осуществления блок питания 150 может использовать только две линии или одну фазу, подаваемого трехфазного питания. В установках, где главный источник питания подает питание к множеству направляющих втулок, линии, выбираемые посредством различных блоков питания, могут изменяться в некоторых вариантах осуществления, чтобы сбалансировать нагрузку главного источника питания. Неограничивающий пример блока питания, пригодного для использования в некоторых вариантах осуществления настоящего изобретения, представляет собой блок питания Spang Power Electronics Model # K-5349. В альтернативных вариантах осуществления главный источник питания может подавать постоянный ток.
В некоторых вариантах осуществления, включая варианты осуществления, где используется блок питания, и варианты осуществления, где блок питания не используется, ток и напряжение от источника питания должны дополнительно регулироваться перед подачей тока и напряжения на направляющую втулку. Например, в некоторых вариантах осуществления напряжение должно будет понижаться (а ток увеличиваться) перед подачей напряжения и тока на направляющую втулку. Трансформаторы могут использоваться в некоторых неограничивающих вариантах осуществления для регулировки подаваемого тока и напряжения. На Фиг.5 трансформатор 160 используется в соединении с блоком 150 питания для регулировки тока и напряжения от главного источника 155 питания на соответствующих уровнях для формирования волокон из композиций стекла. Например, если блок питания дает однофазный переменный ток 0-125 A/0-480 В, трансформатор может использоваться для преобразования его в переменный ток 0-6000 A/0-10 В. Такой трансформатор может упоминаться как понижающий трансформатор. В качестве другого примера трансформатор может преобразовывать переменный ток 0-125 A/0-480 В в переменный ток 2000 A/50 В в некоторых вариантах осуществления.
Как показано выше, такое оборудование, как блок питания и трансформатор, может использоваться для регулировки величины напряжения и тока, подводимого к направляющей втулке от главного источника питания. В некоторых вариантах осуществления такого оборудования не требуется, поскольку подводимое напряжение и ток могут быть достаточными. В других вариантах осуществления может использоваться другое оборудование для подвода тока к направляющей втулке. Кроме того, должно быть понятно, что варианты осуществления настоящего изобретения могут разрабатываться с использованием переменного тока, с использованием постоянного тока, с преобразованием переменного тока в постоянный ток и тому подобное. Общий ток, подаваемый на направляющую втулку (либо от главного источника, либо блока питания, либо трансформатора или другим образом), может регулироваться в некоторых вариантах осуществления, чтобы также изменять температуру направляющей втулки. Такие регулировки могут осуществляться в некоторых вариантах осуществления в сочетании с общими изменениями температуры по всей направляющей втулке.
Обращаясь к Фиг.5, здесь показаны входные линии 162, 165, подводимые к блоку 150 питания. Электрические проводники 167, 170 от блока питания 150 подают ток в первичную обмотку трансформатора 160. Вторичная обмотка трансформатора 160 соединяется через электрические линии 172, 175. Направляющая втулка 180 также соединяется через линии 172, 175 и параллельно трансформатору 160.
Хотя и не ограничивая настоящее изобретение конкретным вариантом осуществления, показанным на Фиг.5, направляющая втулка 180 разделяется на четыре сегмента - A, B, C и D. Как отмечено выше, хотя используется термин "сегменты", специалисты в данной области должны понять, что направляющая втулка необязательно физически разделяется на сегменты и что термин "сегмент" относится к различным зонам направляющей втулки, из которых собирается множество нитей с формированием пучка, при этом один пучок ассоциируется с каждым сегментом. Термин "пучок", как здесь используется, означает множество волокон, сгруппированных вместе.
В некоторых вариантах осуществления место вывода может позиционироваться на боковой стенке направляющей втулки, как правило, между сегментами направляющей втулки. Как иллюстрируется в неограничивающем варианте осуществления, показанном на Фиг.5, граница каждого сегмента, иллюстрируемого в этом варианте осуществления, в целом определяется посредством воображаемой линии, начинающейся на месте вывода и проходящей через направляющую втулку параллельно торцевым стенкам. В неограничивающем варианте осуществления, показанном на Фиг.5, пучок стеклянных волокон может формироваться из каждого из сегментов направляющей втулки A-D. В некоторых вариантах осуществления, где, по меньшей мере, один пучок формируется из сегмента направляющей втулки, возможность контролировать температуру направляющей втулки в различных сегментах может также приводить к улучшению контроля размеров производимых пучков стеклянных волокон. Таким образом, некоторые варианты осуществления настоящего изобретения относятся к способам и системам контроля температуры направляющей втулки для формирования стеклянных волокон, имеющей множество сегментов. Некоторые варианты осуществления способов и систем по настоящему изобретению, как правило, могут осуществляться на большом разнообразии направляющих втулок, включая, без ограничения, направляющие втулки по настоящему изобретению, имеющие места выводов на каждой боковой стенке.
Варианты осуществления настоящего изобретения могут включать в себя средства для регулировки тока, проходящего через каждый сегмент направляющей втулки. Один из примеров таких средств регулировки представляет собой регулируемое устройство для прохождения тока. Регулируемое устройство для прохождения тока регулирует величину тока, проходящего через направляющую втулку и сегменты направляющей втулки. Термин "регулируемое устройство для прохождения тока" используется здесь для упоминания устройства, которое может контролировать величину общего тока, подводимого к направляющей втулке и/или удаляемого из нее, и которое может регулировать величину тока, подводимого к сегментам направляющей втулки и/или удаляемого из них. Пример регулируемого устройства для прохождения тока, пригодного для использования в некоторых вариантах осуществления настоящего изобретения, представляет собой модель # Rev. 1 BBC, регулируемое устройство для прохождения тока коммерчески доступное от Wizardry Inc. Другие регулируемые устройства для прохождения тока могут выбираться в зависимости от параметров конкретной установки для производства стеклянных волокон, включая, без ограничения питание, подводимое к месту производства, размер направляющей втулки, количество мест выводов, величину тока, подводимого к направляющей втулке, производительность направляющей втулки и другие факторы.
В варианте осуществления, показанном на Фиг.5, регулируемое устройство 185 для прохождения тока соединяется через линии 172, 175 и параллельно трансформатору 160 и направляющей втулке 180 посредством линий 187, 190. Регулируемое устройство для прохождения тока находится в такой же фазе, как и ток, поступающий от блока питания в этом варианте осуществления. В дополнение к этому каждый индивидуальный сегмент направляющей втулки соединяется с регулируемым устройством 185 для прохождения тока через линии 192a, 192b, 195a, 195b, 197a, 197b. Эти линии 187, 190, 192a, 192b, 195a, 195b, 197a, 197b могут использоваться для удаления тока из направляющей втулки 180 или для увеличения тока к направляющей втулке 180 с использованием регулируемого устройства 185 для прохождения тока. Каждая пара линий (192a и 192b; 195a и 195b; 197a и 197b) соединяется с направляющей втулкой с использованием одного отдельного вывода, в варианте осуществления, показанном на Фиг.5, хотя в других вариантах осуществления в зависимости от напряжения и тока каждая линия может соединяться с направляющей втулкой с помощью своего собственного вывода (то есть по два вывода на каждое место выводов).
Регулируемое устройство 185 для прохождения тока может контролировать величину тока, проходящего от трансформатора 160 к направляющей втулке 180, и величину тока, проходящего через каждый сегмент направляющей втулки. Поскольку величина тока, проходящего через каждый сегмент направляющей втулки, влияет на температуру сегмента направляющей втулки, регулируемое устройство для прохождения тока 185 может использоваться для регулировки температуры сегментов направляющей втулки посредством шунтирования тока от сегмента и/или посредством увеличения тока в сегменте. В некоторых неограничивающих вариантах осуществления сенсоры температуры могут использоваться для измерения температуры направляющей втулки и сегментов направляющей втулки.
В варианте осуществления, показанном на Фиг.5, регулируемое устройство 185 для прохождения тока контролирует температуру каждого отдельного сегмента направляющей втулки 180 посредством регулировки величины тока, подводимого к направляющей втулке 180 от трансформатора 160, и посредством индивидуальной регулировки величины тока, шунтируемого от сегмента направляющей втулки. Как показано выше, регулируемое устройство для прохождения тока в других неограничивающих вариантах осуществления может контролировать общий ток, подводимый к направляющей втулке, независимо от источника тока (например, от трансформатора, батареи или других источников тока, известных специалистам в данной области).
Регулируемое устройство для прохождения тока может быть связано с контроллером. Контроллер может включать в себя коммуникационный программируемый логический контроллер или COMM PLC в некоторых неограничивающих вариантах осуществления, хотя специалисты в данной области могут идентифицировать другие контроллеры для контроля протекания тока в направляющей втулке в соответствии с вариантами осуществления настоящего изобретения. Например, в других вариантах осуществления регулируемое устройство для прохождения тока может быть связано с программируемым логическим контроллером или PLC или с обычной компьютерной системой. Пример COMM PLC может включать в себя устройство, которое манипулирует сообщениями от измерительных устройств, контроллерами балансировки направляющей втулки и другими устройствами. COMM PLC может манипулировать входными сигналами от одного измерительного устройства и одного контроллера балансировки направляющей втулки или может манипулировать входными сигналами от многочисленных измерительных устройств и контроллерами балансировки направляющей втулки. В одном из вариантов осуществления COMM PLC может использоваться для одного бака или установки в целом. COMM PLC может находиться в электронном сообщении с компьютерной системой, содержащей программное обеспечение или программы, которые осуществляют различные варианты осуществления настоящего изобретения. Например, инструкции, относящиеся к контролю тока в направляющей втулке, могут быть написаны на языке программирования Visual Basic и исполняться в компьютерной системе на основе данных, получаемых компьютерной системой. Конкретное аппаратное обеспечение, аппаратно-программное обеспечение и/или программное обеспечение, используемое в системе не должно соответствовать какому-либо конкретному типу, но может представлять собой любые такие обычно доступные продукты, созданные для осуществления способа или функций настоящего изобретения. COMM PLC может также соединяться с устройством ввода/вывода, таким как монитор и клавиатура, мышь, сенсорный экран и тому подобное.
Хотя контроллер описывается выше как представляющий собой COMM PLC в некоторых вариантах осуществления в других вариантах осуществления контроллер может представлять собой другие устройства, известные специалистам в данной области, для обеспечения инструкций, связанных с контролем тока. Пример другого такого устройства представляет собой компьютерную систему. Компьютерная система может содержать узел центрального процессора (CPU) в электронном сообщении с устройством для хранения данных, таким как жесткий диск, оптический диск и тому подобное для хранения данных. CPU может также быть электронно связан с одним или несколькими постоянными запоминающими устройствами (ROM), которое хранит программные инструкции для CPU, с оперативной памятью (RAM) для временного хранения данных и с часами для подачи сигналов времени CPU. Устройство ввода/вывода может соединяться с CPU и может представлять собой любой обычный тип, такой как монитор и клавиатура, мышь, сенсорный экран, принтер, голосовая связь и тому подобное. Компьютерная система может использовать соответствующее оригинальное или обычное программное обеспечение для осуществления различных вариантов осуществления настоящего изобретения. Например, инструкции, относящиеся к контролю тока в направляющей втулке, могут быть записаны на языке программирования Visual Basic и выполняться в компьютерной системе на основе данных, получаемой компьютерной системой. Конкретное аппаратное обеспечение, аппаратно-программное обеспечение и/или программное обеспечение, используемое в системе, не должно относиться к конкретному типу, но может представлять собой любые такие обычно доступные продукты, созданные для осуществления способа или функций по настоящему изобретению. Описанная компьютерная система представляет собой пример одной из соответствующих компьютерных систем для осуществления настоящего изобретения. Такие компьютерные системы хорошо известны специалистам в данной области, и примеры описываются, например, в патентах США №№ 5,794,207; 5,884,272; 5,797,127; 5,504,674; 5,862,223; и 5,432,904, которые включаются сюда в качестве ссылок.
Пример другого такого устройства представляет собой программируемый логический контроллер или PLC. В некоторых вариантах осуществления как компьютерная система, так и программируемый логический контроллер могут использоваться для контроля тока. Компьютерные системы и программируемые логические контроллеры могут обеспечивать различные преимущества, которые могут преимущественно объединяться в некоторых вариантах осуществления настоящего изобретения. Таким образом, в некоторых вариантах осуществления контроллер может включать в себя компьютерную систему, программируемый логический контроллер или как компьютерную систему, так и программируемый логический контроллер.
Контроллер может посылать инструкции регулируемому устройству для прохождения тока относительно величины тока для подвода или для шунтирования различных сегментов направляющей втулки. В некоторых вариантах осуществления контроллер может принимать данные от регулируемого устройства для прохождения тока. Например, контроллер может принимать данные относительно величины тока, который подводится к сегментам направляющей втулки или шунтируется от них. Таким образом, контроллер может находиться в сообщении с регулируемым устройством для прохождения тока.
В варианте осуществления, показанном на Фиг.5, контроллер показан как COMM PLC 215. В показанном варианте осуществления электрические линии 202, 204 соединяют COMM PLC 215 с регулируемым устройством для прохождения тока 185. В показанном варианте осуществления две электрические линии 202, 204 показаны для индикации того, что информация подводится к регулируемому устройству для прохождения тока 185 от COMM PLC 215 и наоборот. COMM PLC 215 на Фиг.5, как показано в этом примерно варианте осуществления, связан с измерительным устройством 210 посредством линии 212 и связан с компьютером посредством линии 213.
В этом варианте осуществления PLC 205 является частью контроллера. В этом варианте осуществления PLC 205 ассоциируется с конкретным положением формирования, положение формирования включает в себя, например, направляющую втулку, устройства для намотки и другие устройства, используемые для преобразования расплавленного стекла в продукт стеклянных волокон. PLC 205 может сообщать инструкции от различных источников (например, операторов-людей, контроллера 200, других контроллеров и тому подобное) различному оборудованию в положении формирования для регулировки различных параметров процесса. Например, относительно направляющей втулки PLC 205 может сообщать об изменении общей величины тока, подаваемого на направляющую втулку 180 через линию 172. PLC 205 в показанном варианте осуществления находится в сообщении с блоком питания 150 посредством линии 209 и может сообщать инструкции от компьютера 200 для увеличения или уменьшения величины тока, подводимого к направляющей втулке 180. В некоторых вариантах осуществления PLC 205 может управлять температурой в точках главной установки.
COMM PLC 215, показанный на Фиг.5, может быть связан с другими положениями формирования и направляющими втулками (не показано). В некоторых вариантах осуществления каждая из направляющих втулок может содержать такие же компоненты, как показано на Фиг.5, за исключением того, что каждая из направляющих втулок может разделять с другими общий контроллер в некоторых вариантах осуществления.
В некоторых вариантах осуществления COMM PLC 215 может увеличивать общую величину тока, подаваемого посредством блока питания 150 с использованием PLC 205, посредством компьютера 200, если, например, общая температура направляющей втулки является слишком низкой (подобным же образом, COMM PLC 215 может также уменьшать общую величину тока по необходимости). Хотя электрические линии показывают соединение COMM PLC 215 с регулируемым устройством для прохождения тока 185, измерительным устройством 210 и компьютером 200 на Фиг.5, другие средства связи (например, беспроводные) могут использоваться в других неограничивающих вариантах осуществления.
Контроллер, используемый в некоторых вариантах осуществления настоящего изобретения, может также находиться в сообщении с другими компонентами. Например, в некоторых вариантах осуществления контроллер регулирует величину тока, проходящего через сегменты направляющей втулки, в ответ на данные, которые контроллер принимает от других компонентов. Контроллер может устанавливать величину тока, проходящего через сегменты направляющей втулки, на основе измерения температур направляющей втулки.
В некоторых вариантах осуществления контроллер находится в сообщении со средством измерения размера стеклянного волокна, сформированного из направляющей втулки. Средство измерения могут включать в себя, например, средство взвешивания стекловолокна, сформированного из направляющей втулки, средство измерения диаметра, по меньшей мере, одного пучка стеклянных волокон, сформированных из направляющей втулки, средство взвешивания упаковки стеклянного волокна, сформированного из направляющей втулки, и/или средства для измерения диаметра, по меньшей мере, одного комплекта стекловолокна, сформированного из направляющей втулки. В некоторых вариантах осуществления измеряется один отдельный параметр относительно размера стекловолокна. В других вариантах осуществления измеряется множество параметров размеров (например, диаметр пучка, диаметр упаковка, масса и тому подобное).
Для направляющих втулок, используемых для формирования двух или более пучков стеклянных волокон, размер каждого пучка стеклянных волокон измеряется в некоторых вариантах осуществления. Например, в некоторых вариантах осуществления, где направляющая втулка содержит множество сегментов направляющей втулки, каждый из которых производит пучок, измеряются данные по размерам, относящиеся к каждому пучку. Хотя может быть желательным измерение размера каждого пучка, другие варианты осуществления могут измерять размер подмножества общего количества пучков. Одно из преимуществ измерения размера пучка от каждого сегмента направляющей втулки заключается в том, что такие данные могут быть пригодными для использования при анализе свойств каждого сегмента направляющей втулки и направляющей втулки в целом. Размер пучка может относиться к размеру пучка перед навивкой, резкой или другой дальнейшей обработкой, и может также относиться к размеру комплекта после того, как пучок навивается в комплект, в тех вариантах осуществления, где пучок навивается в комплект.
Параметры, относящиеся к размеру стекловолокна, производимого из направляющей втулки, могут быть показателями температуры направляющей втулки. Например, сегменты направляющей втулки, имеющие высокие температуры, как ожидается, как правило, будут производить пучки большего диаметра, комплекты большего диаметра и более тяжелые комплекты, чем сегменты направляющей втулки, имеющие более низкие температуры. Посредством измерения одного или нескольких этих параметров размеров данные по размерам могут использоваться для осуществления регулировок тока, проходящего через сегменты направляющей втулки, при необходимости, с использованием контроллера и других компонентов различных вариантов осуществления настоящего изобретения. Например, если комплект стеклянных волокон из конкретного сегмента направляющей втулки весит слишком много, контроллер может проинструктировать устройство для прохождения переменного тока для шунтирования тока от этого сегмента направляющей втулки.
Различные параметры размера могут измеряться для определения того, регулировать ли величину тока, проходящего через направляющую втулку или сегмент направляющей втулки. Как отмечено выше, такие параметры могут включать в себя, например, массу пучка, диаметр пучка, массу комплекта, навитого из пучка, диаметр комплекта, навитого из пучка, и другие. Как правило, большие диаметры пучка, большие массы пучка, большие диаметры комплекта и большие массы упаковки могут указывать на более высокую температуру направляющей втулки. Таким образом, если является желательным уменьшение размера пучка или размера комплекта, температура направляющей втулки или сегмента направляющей втулки может быть понижена. Температура направляющей втулки или сегмента направляющей втулки понижается посредством шунтирования тока в обход направляющей втулки или сегмента направляющей втулки в некоторых вариантах осуществления. В вариантах осуществления, где является желательным увеличение размера пучка или размера комплекта посредством увеличения температуры направляющей втулки или сегмента направляющей втулки, температура увеличивается посредством увеличения или введения тока в направляющую втулку или сегмент направляющей втулки.
При определении того регулировать ли величину тока, проходящего через направляющую втулку или сегмент направляющей втулки, некоторые варианты осуществления настоящего изобретения включают в себя сравнение измеренного размера пучка с желаемым размером пучка. Желаемый размер пучка может быть разработан для любого количества продуктов из стеклянного волокна на основе технологий, известных специалистам в данной области. Такие желаемые размеры пучков могут уже существовать для нескольких параметров размеров. Например, производители стеклянного волокна могут уже иметь установленные желаемые размеры для параметров, такие как диаметр пучка, диаметр упаковки, масса упаковки и тому подобное. Такие желаемые размеры могут основываться, например, на свойствах производимого стеклянного волокна (например, диаметр нити, количество нитей, тип стекла, TEX продукта (грамм на 1000 метров) и тому подобное). Необходимо также понять, что термин «желаемые размеры» может также включать в себя их диапазоны. Другими словами, желаемый размер пучка может представлять собой диапазон. В некоторых вариантах осуществления, если измеренный размер пучка попадает в диапазон, никакой регулировки температуры направляющей втулки или сегмента направляющей втулки может не потребоваться. В некоторых вариантах осуществления, где желаемый размер представляет собой конкретное значение, измеренный размер пучка может сравниваться с желаемым размером для определения того, может ли потребоваться регулировка температуры направляющей втулки или сегмента направляющей втулки. Как обсуждается ниже, может быть разработан алгоритм для контроллера для определения того, регулировать ли величину тока, подводимого к сегменту направляющей втулки.
Некоторые варианты осуществления настоящего изобретения включают в себя измерительное устройство для определения размера пучка. Различные примеры таких устройств рассматриваются ниже, хотя необходимо понять, что различные устройства для измерения таких параметров размеров могут выбираться специалистами в данной области для использования в вариантах осуществления настоящего изобретения.
Для облегчения автоматизации определенных вариантов осуществления настоящего изобретения измерительные устройства, которые способны сообщаться с контроллером, выбираются в некоторых вариантах осуществления. В некоторых вариантах осуществления измерительное устройство может электронно связан с контроллером (например, посредством прямого соединения с помощью кабеля, через Интернет, через беспроводную сеть и тому подобное). Например, способность измерительного устройства переносить данные его измерения на контроллер, может упростить автоматизацию. Такой перенос данных может снабжать контроллер информацией в реальном времени и может помочь контроллеру в определении того, регулировать ли ток, подводимый к направляющей втулке или сегменту направляющей втулки. Некоторые измерительные устройства могут не производиться с возможностью сообщения с контроллером, но могут адаптироваться для сообщения с контроллером при использовании технологий, известных специалистам в данной области. В варианте осуществления, показанном на Фиг.5, измерительное устройство 210 находится в электронном сообщении с COMM PLC 215. В этом варианте осуществления измерительное устройство и контроллер связаны через кабель 212 или электрическую линию.
В некоторых вариантах осуществления, где измерительное устройство не способно к переносу электронных данных к контроллеру, операторы-люди могут использоваться для обеспечения данными измерений контроллера. Например, оператор-человек может осуществлять измерения пучка и регистрировать их. Зарегистрированное измерение может затем доставляться в контроллер разными путями, известными специалистам в данной области включая, без ограничения, ввод в контроллер вручную, сохранение данных на считываемой компьютером среде и загрузку данных в контроллер и тому подобное.
Ряд измерительных устройств может выбираться для использования в различных вариантах осуществления настоящего изобретения в зависимости от свойства пучка, которое должно измеряться. Как отмечено выше, некоторые варианты осуществления могут включать в себя измерение множества свойств, в то время как некоторые варианты осуществления могут измерять одно свойство. Данные измерений могут электронным образом и автоматически сообщаться контроллеру непосредственно и/или вводиться вручную в контроллер в различных вариантах осуществления. В некоторых вариантах осуществления измерения могут осуществляться через периодические интервалы, например каждые четыре часа.
В вариантах осуществления, где измеряется диаметр комплекта, лазерный сенсор может использоваться для измерения диаметра. Неограничивающие примеры таких устройств являются коммерчески доступными от WayCon Positionsmesstechnik GmbH. В таких вариантах осуществления количество времени, необходимого для навивания комплекта, может быть важным, поскольку диаметр навитого комплекта будет увеличиваться тем больше, чем дольше его навивают. Измерения диаметра в сочетании с временем навивания могут быть соотнесены с температурой направляющей втулки, поскольку диаметр навитого комплекта через определенный период времени будет больше, если температура направляющей втулки выше (больше стекла проходит через направляющую втулку). Таким образом, в некоторых вариантах осуществления средство измерения диаметра комплекта могут дополнительно включать в себя средство измерения времени навивания. Время навивания может измеряться с использованием технологий, известных специалистам в данной области. В некоторых вариантах осуществления, где измеряется время навивания, время навивания также может сообщаться контроллеру и также могут использоваться контроллером для определения того, регулировать ли ток через направляющую втулку или сегмент направляющей втулки.
В вариантах осуществления, где измеряется масса комплекта, датчик нагрузки может использоваться для взвешивания комплекта. Неограничивающий пример датчика нагрузки, который может использоваться в некоторых вариантах осуществления настоящего изобретения, представляет собой модель номер 9363-B10-500-20TI от Revere Transducers. В некоторых вариантах осуществления количество времени, необходимое для навивки комплекта, может быть важным, поскольку масса навитого комплекта будет увеличиваться вместе с продолжительностью навивания. Измерения массы в сочетании с временем навивания могут соотноситься с температурой направляющей втулки, поскольку масса навитого комплекта через определенный период времени будет больше, если температура направляющей втулки выше (больше стекла проходит через направляющую втулку). Таким образом, в некоторых вариантах осуществления средство измерения массы комплекта может дополнительно включать в себя средство измерения времени навивания. Времена навивания могут измеряться с использованием технологий, известных специалистам в данной области. В некоторых вариантах осуществления, где измеряется время навивания, время навивания может также сообщаться с контроллером и может также использоваться контроллером для определения того, регулировать ли ток через направляющую втулку или сегмент направляющей втулки.
В вариантах осуществления, где измеряется диаметр пучка или диаметр нитей в пучке, такое устройство, как оптическое бесконтактное устройство, может использоваться для измерения диаметра нитей. Измерение диаметра пучка может быть полезным в некоторых вариантах осуществления, где пучок не навивается в упаковку, хотя диаметр может, как правило, измеряться, в большинстве вариантов осуществления, навивается ли этот пучок в упаковку или нет. Неограничивающие примеры таких устройств являются коммерчески доступными от Keyence Corporation. Измерения диаметра могут быть соотнесены с температурой направляющей втулки, поскольку диаметр пучка будет больше, если температура направляющей втулки выше (больше стекла проходит через направляющую втулку).
В вариантах осуществления, где измеряется масса пучка, могут использоваться разнообразные устройства в зависимости от того, где взвешивается пучок. Измерение массы пучка может быть полезным в вариантах осуществления, где пучок не навивается в упаковку, хотя масса пучка может также измеряться перед намоткой в вариантах осуществления, где пучок навивается в упаковку. В некоторых вариантах осуществления образец пучка может быть получен и взвешен. В таких вариантах осуществления количество времени, в течение которого собирается образец, может также измеряться. Например, образец пучка может собираться в течение тридцати секунд, а затем взвешиваться. В некоторых вариантах осуществления образец пучка может взвешиваться каждый час или с другими периодами. В некоторых вариантах осуществления, включающих в себя отбор образца пучка, пучок может разрезаться (например, продукт резаной нити) и взвешиваться могут разрезанные нити. Например, для измерения массы пучка могут использоваться обычные весы. Неограничивающие примеры таких устройств являются коммерчески доступными от A&D Company. Массы могут электронно и автоматически сообщаться контроллеру и/или вводиться в контроллер вручную. Измерения массы могут соотноситься с температурой направляющей втулки, поскольку масса пучка будет больше, если температура направляющей втулки выше (больше стекла проходит через направляющую втулку).
В некоторых вариантах осуществления количество времени, необходимое для отбора образца пучка, может быть важным, поскольку масса пучка будет увеличиваться с увеличением продолжительности отбора образца. Измерения массы в сочетании со временем отбора могут быть соотнесены с температурой направляющей втулки, поскольку масса образца пучка через определенный период времени будет больше, если температура направляющей втулки выше (больше стекла проходит через направляющую втулку). Таким образом, в некоторых вариантах осуществления средство измерения массы пучка может дополнительно включать в себя средство измерения времени отбора. Время отбора может измеряться с использованием технологий, известных специалистам в данной области. В некоторых вариантах осуществления, где измеряется время отбора, время отбора может также сообщаться контроллеру и также может использоваться контроллером для определения того, регулировать ли ток через направляющую втулку или сегмент направляющей втулки.
В некоторых вариантах осуществления, где измеряется масса пучка, длина пучка, который взвешивается, также может измеряться. Измерения массы в сочетании с измерениями длины могут соотноситься с температурой направляющей втулки, поскольку масса образца пучка, имеющего определенную длину, будет больше, если температура направляющей втулки выше (больше стекла проходит через направляющую втулку). Таким образом, в некоторых вариантах осуществления средство измерения массы пучка может дополнительно включать в себя средство измерения длины взвешиваемого пучка. Примеры устройств, перечисленных выше, которые также измеряют длину пучка, может включать в себя измерительные устройства с намоткой. В некоторых вариантах осуществления длины пучков могут также сообщаться контроллеру и могут также использоваться контроллером для определения того, регулировать ли ток через направляющую втулку или сегмент направляющей втулки.
Как описано выше, ряд устройств может использоваться для измерения размеров пучков в соответствии с вариантами осуществления настоящего изобретения. Одно или несколько свойств размеров (например, диаметр, масса, длина, время измерения/отбора) может измеряться в различных вариантах осуществления настоящего изобретения. В некоторых вариантах осуществления может измеряться одно свойство размера, в то время как в других вариантах осуществления, могут измеряться два или более свойств размеров. Ряд факторов могут быть важными при выборе количества свойств размеров для измерения, включая, без ограничения, стоимость измерительного оборудования, компьютера и других электронных ресурсов, необходимых для анализа собранных данных, затраты труда, необходимые для сбора данных измерений, полезность получения данных, относящихся к множеству свойств размеров, при кореллировании размера пучка с температурой направляющей втулки или сегмента направляющей втулки, и другие.
В некоторых вариантах осуществления измерение размера пучка может включать в себя многократное измерение размера пучка для сбора множества данных. Сбор данных может использоваться для разработки более значимого статистического измерения, для идентификации трендов, чтобы сделать возможным наблюдение в реальном времени данных по размерам пучка и тому подобное. В некоторых вариантах осуществления, где собирают множество данных относительно свойств размеров пучков, измерительное устройство может компилировать данные и манипулировать данными (например, усреднять данные) перед сообщением данных (или сводки данных) контроллеру. В других вариантах осуществления исходные данные могут сообщаться контроллеру, когда измеряется свойство размера. После того как данные (или сводки данных) получаются контроллером, контроллер может анализировать данные в некоторых вариантах осуществления. Контроллер может сравнивать измеренные размеры пучков с желаемым размером пучка и определять, регулировать ли величину тока, проходящего через сегменты направляющей втулки в ответ на сравнения размеров пучков.
В различных неограничивающих вариантах осуществления контроллер может представлять собой пропорциональный контроллер, интегральный контроллер, дифференцирующий контроллер, пропорциональный-интегральный-дифференцирующий (PID) контроллер или другой тип контроллера. В некоторых вариантах осуществления может быть разработан алгоритм для контроллера для определения того, регулировать ли величину тока, подводимого к сегменту направляющей втулки. В некоторых неограничивающих вариантах осуществления контроллер может включать в себя компьютерную систему, запрограммированную с помощью алгоритма. В других неограничивающих вариантах осуществления контроллер может содержать программируемый логический контроллер, запрограммированный с помощью алгоритма. В других неограничивающих вариантах осуществления контроллер может содержать компьютерную систему в сообщении с программируемым логическим контроллером, запрограммированным с помощью алгоритма.
Алгоритм может представлять собой разнообразные алгоритмы для анализа измеренных размеров пучков и для определения того, регулировать ли величину тока, подводимого к сегменту направляющей втулки. Специалисты в данной области могут разработать алгоритм для корреляции измеряемых размеров пучков с температурами сегментов направляющей втулки и для определения того, как регулировать ток, подводимый к сегментам направляющей втулки. Параметры и константы, используемые в алгоритме, будут, как правило, уникальными для используемого производственного процесса, производимого продукта и положения производственного процесса. Отдельный алгоритм может разрабатываться для каждого производимого продукта в конкретном расположении производства. Факторы, которые могут быть важными при разработке алгоритма, включают в себя, без ограничения, производимый продукт, типичные уровни разрывов для продукта, размер направляющей втулки, количество мундштуков в направляющей втулке, диаметр нити, ярдаж продукта, количество комплектов, которые должны навиваться из направляющей втулки, требования потребителей (например, требования к однородности продукта), параметр размера или параметры размеров, которые измеряются, количество измерений, которые должны быть проделаны во время производства, и другие.
Алгоритм может программироваться на контроллере, компьютере (например, на компьютере 200, показанном на Фиг.5) или на сервере. Когда она программируется с помощью этого алгоритма, компьютерная система может действовать в качестве контрольной системы PID в некоторых неограничивающих вариантах осуществления на основе обратной связи и изменчивости процесса. Контрольная система может также сравнивать предполагаемые значения заданных точек с величинами обратной связи и осуществлять регулирование соответствующим образом.
Как отмечено выше, множество алгоритмов может быть разработано для использования в различных вариантах осуществления настоящего изобретения. Могут потребоваться различные алгоритмы, когда измеряются различные свойства размеров. Специалисты в данной области могут разработать алгоритмы для корреляции измеренного свойства или свойств размеров с величиной тока, подводимого к направляющей втулке или шунтируемого от нее в различных производственных процессах и системах.
Желаемые характеристики, которые могут проявляться вариантами осуществления настоящего изобретения, могут включать в себя, но не ограничиваясь этим, создание направляющей втулки для формирования стеклянных волокон; создание способов и систем контроля температуры направляющей втулки, имеющей множество сегментов; создание способов и систем, которые могут улучшить однородность температуры в концевой диафрагме направляющей втулки; создание способов и систем, которые могут улучшить однородность скоростей потока расплавленного материала, из которого формируются волокна, на концевой диафрагме направляющей втулки; создание способов и систем, которые могут улучшить однородность диаметров волокон, производимых из направляющей втулки; создание способов и систем, которые могут уменьшить количество разрывов волокон во время вытягивания; создание способов и систем, которые могут повысить эффективность способа производства стеклянных волокон; создание способов и систем, которые могут улучшить однородность продуктов стеклянных волокон; и/или другие.
Различные варианты осуществления настоящего изобретения описаны в связи с выполнением различных задач настоящего изобретения. Нужно заметить, что эти варианты осуществления представляют собой только лишь иллюстрации принципов настоящего изобретения. Многочисленные его модификации и адаптации будут очевидными специалистам в данной области без отклонения от духа и рамок настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УКЛАДКИ ПАКЕТА СВЕТОВОДОВ | 2005 |
|
RU2294550C1 |
| ПОЛОВОЛОКОННЫЙ КАРТРИДЖ, ЕГО КОМПОНЕНТЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2641127C2 |
| Способы и системы обнаружения на основе лидара (LiDAR) с FBG-фильтром | 2019 |
|
RU2790129C2 |
| ЛИДАРНАЯ (LiDAR) СИСТЕМА ДЛЯ ОБНАРУЖЕНИЯ ОБЪЕКТОВ В ИНТЕРЕСУЮЩЕЙ ОБЛАСТИ И СПОСОБ НА ЕЕ ОСНОВЕ | 2019 |
|
RU2762618C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРВИЧНОЙ ЗАГОТОВКИ ДЛЯ ОПТИЧЕСКИХ ВОЛОКОН, ПЕРВИЧНАЯ ЗАГОТОВКА, ОКОНЧАТЕЛЬНАЯ ЗАГОТОВКА, ОПТИЧЕСКОЕ СТЕКЛО | 2012 |
|
RU2595030C2 |
| СПОСОБ УКЛАДКИ ПАКЕТА СВЕТОВОДОВ | 2024 |
|
RU2834222C1 |
| НАКОНЕЧНИК, УЗЕЛ В СБОРЕ И СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВЫРАВНИВАНИЯ ВОЛОКНА, НАКОНЕЧНИКА И ЗАЖИМА | 2018 |
|
RU2780341C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ПРОХОДКИ СТВОЛА СКВАЖИНЫ С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРА БОЛЬШОЙ МОЩНОСТИ | 2009 |
|
RU2522016C2 |
| ПОРТАТИВНОЕ УСТРОЙСТВО ДЛЯ ПРИКРЕПЛЕНИЯ РАЗЪЕМА К ОПТИЧЕСКОМУ ВОЛОКНУ | 2012 |
|
RU2640096C2 |
| МЕТОДЫ ЛАЗЕРНОЙ АБЛЯЦИИ/ЛАЗЕРНОГО СКРАЙБИРОВАНИЯ ПОКРЫТИЙ СЛОИСТЫХ СТРУКТУР, ПОЛУЧЕННЫХ ПУТЕМ ПРЕДВАРИТЕЛЬНОГО И ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ СЛОЕВ, И/ИЛИ СВЯЗАННЫЕ СПОСОБЫ | 2018 |
|
RU2759823C2 |
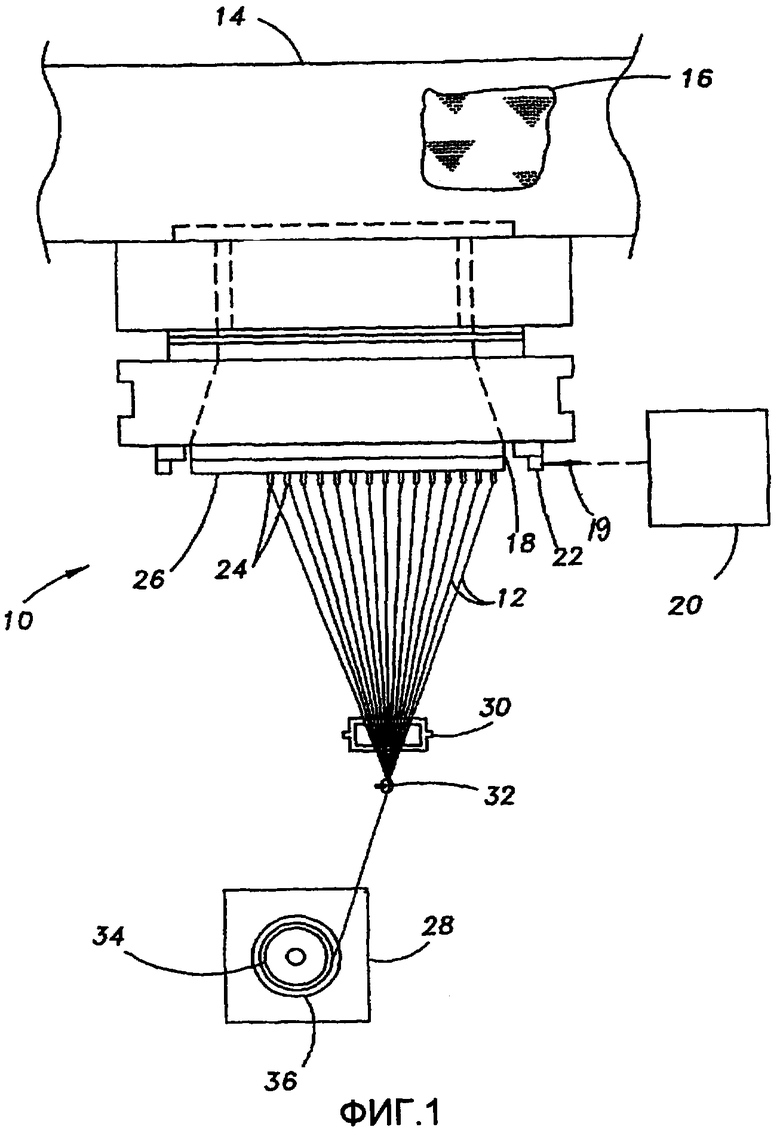
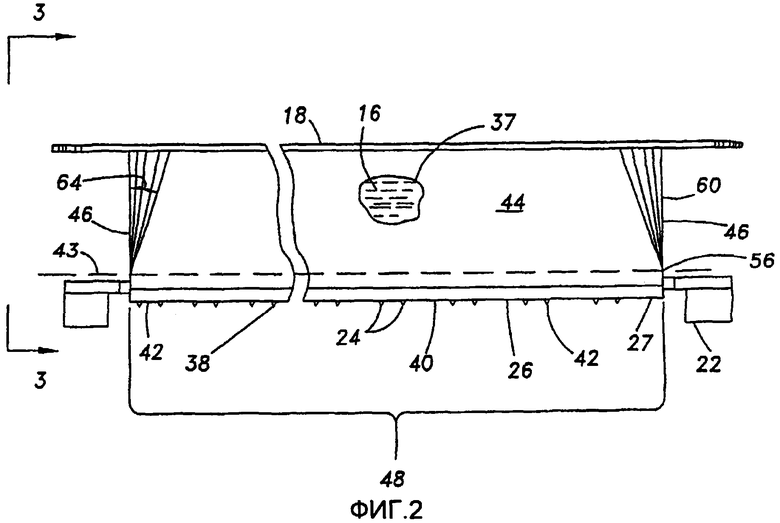
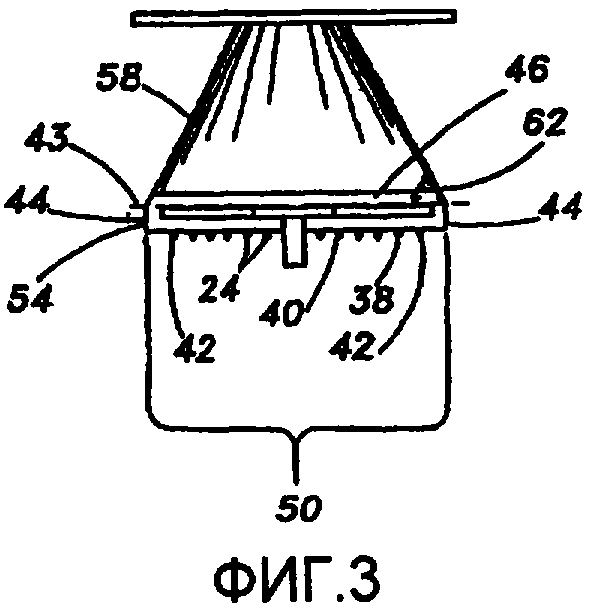
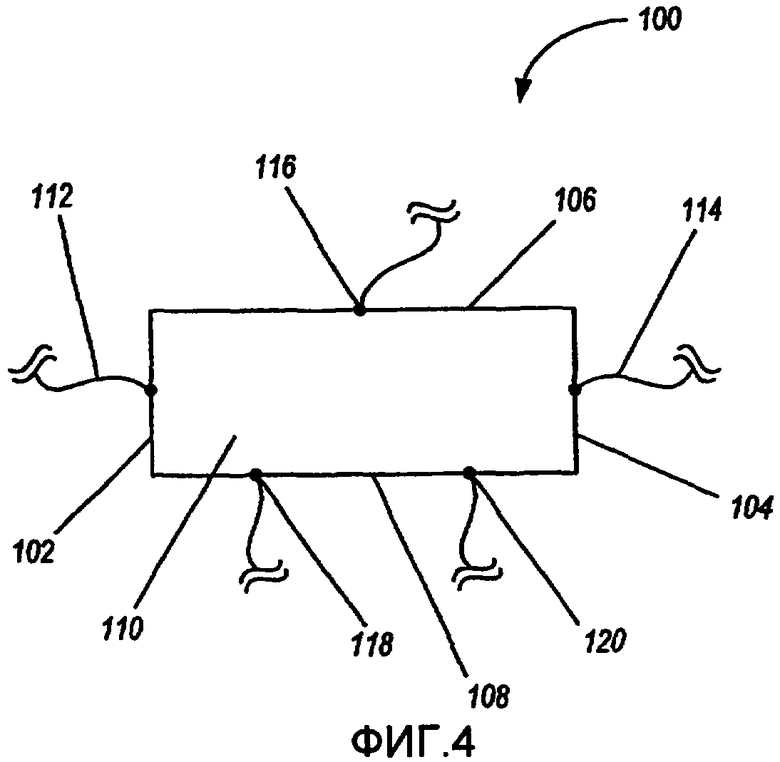
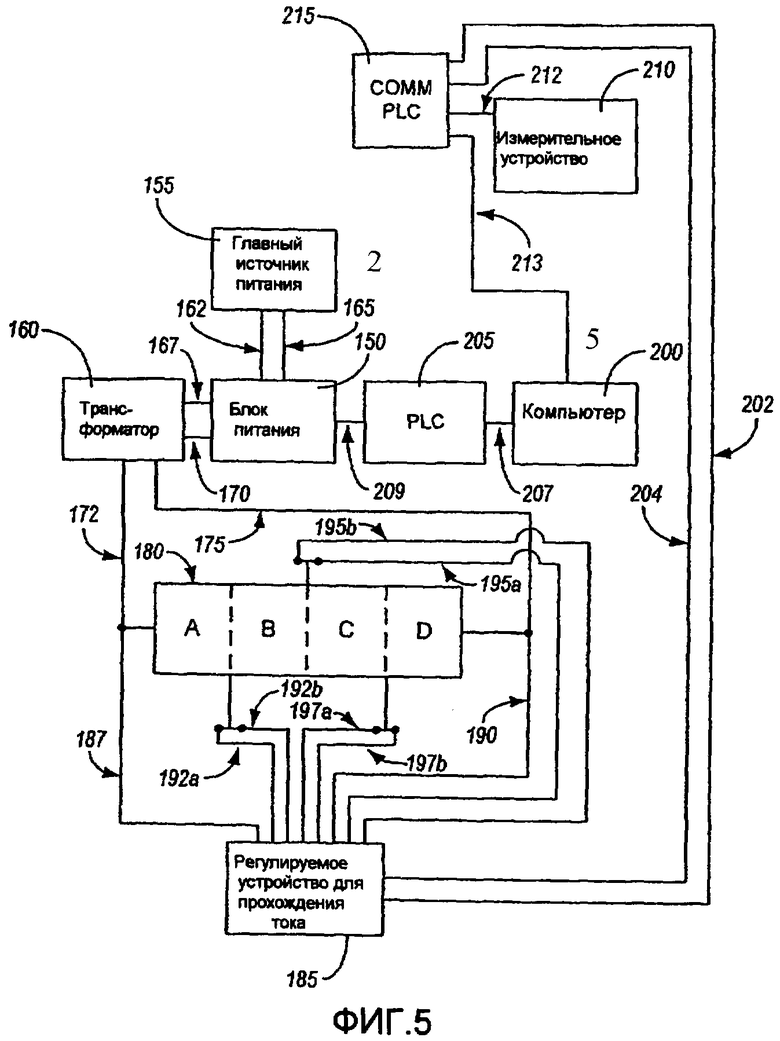
Изобретение относится к направляющим втулкам для вытягивания волокна, а также к системе и способу контроля температуры направляющей втулки. Техническим результатом изобретения является улучшение процесса регулирования температуры направляющей втулки. Способ управления температурой направляющей втулки, имеющей множество сегментов, включает формирование множества нитей из направляющей втулки; собирание нити, по меньшей мере, в два пучка; измерение размера каждого, по меньшей мере, из двух пучков; сравнение измеренного размера, по меньшей мере, двух пучков с требуемым размером пучка; регулирование величины тока, проходящего, по меньшей мере, через два сегмента направляющей втулки, в ответ на сравнения размеров пучков. Причем направляющая втулка содержит, по меньшей мере, два сегмента и четыре или более выводов для увеличения и/или удаления тока, причем, по меньшей мере, один из выводов соединен с первой боковой стенкой, по меньшей мере, один из выводов соединен со второй боковой стенкой, по меньшей мере, один из выводов соединен с первой торцевой стенкой, и, по меньшей мере, один из выводов соединен со второй торцевой стенкой. 3 н. и 34 з.п. ф-лы, 5 ил.
1. Способ управления температурой направляющей втулки, имеющей множество сегментов, включающий в себя:
формирование множества нитей из направляющей втулки, причем направляющая втулка содержит, по меньшей мере, два сегмента и четыре или более выводов для увеличения и/или удаления тока, причем, по меньшей мере, один из выводов соединен с первой боковой стенкой, по меньшей мере, один из выводов соединен со второй боковой стенкой, по меньшей мере, один из выводов соединен с первой торцевой стенкой, и, по меньшей мере, один из выводов соединен со второй торцевой стенкой;
собирание нити, по меньшей мере, в два пучка;
измерение размера каждого, по меньшей мере, из двух пучков;
сравнение измеренного размера, по меньшей мере, двух пучков с требуемым размером пучка; и
регулирование величины тока, проходящего, по меньшей мере, через два сегмента направляющей втулки, в ответ на сравнения размеров пучков.
2. Способ по п.1, в котором каждый пучок сформирован из отдельного сегмента направляющей втулки.
3. Способ по любому из пп.1 и 2, в котором измерение размера каждого из, по меньшей мере, двух пучков включает в себя измерение диаметра каждого пучка.
4. Способ по любому из пп.1-3, в котором сравнение измеренного размера, по меньшей мере, двух пучков с требуемым размером пучка включает в себя сравнение диаметра каждого пучка с требуемым диаметром пучка.
5. Способ по п.4, в котором регулирование величины тока включает в себя увеличение величины тока, проходящего через сегмент направляющей втулки, когда диаметр пучка, сформированного из сегмента направляющей втулки, меньше, чем требуемый диаметр пучка.
6. Способ по п.5, в котором увеличение величины тока, проходящего через сегмент направляющей втулки, включает в себя введение тока в вывод вблизи сегмента направляющей втулки.
7. Способ по п.4, в котором регулирование величины тока включает в себя шунтирование меньшего тока в обход сегмента направляющей втулки, когда диаметр пучка, сформированного из сегмента направляющей втулки, меньше, чем требуемый диаметр пучка.
8. Способ по п.7, в котором шунтирование меньшего тока в обход сегмента направляющей втулки включает в себя уменьшение тока, отводимого от направляющей втулки на выводе вблизи сегмента направляющей втулки.
9. Способ по п.4, в котором регулирование величины тока включает в себя шунтирование тока в обход сегмента направляющей втулки, когда диаметр пучка, сформированного из сегмента направляющей втулки, больше, чем требуемый диаметр пучка.
10. Способ по любому из пп.1 и 2, дополнительно включающий в себя намотку каждого пучка в виде отдельной связки.
11. Способ по п.10, в котором измерение размера каждого из, по меньшей мере, двух пучков включает в себя взвешивание каждой связки.
12. Способ по п.11, в котором сравнение измеренного размера, по меньшей мере, для двух пучков с требуемым размером пучка включает в себя сравнение веса каждой связки с требуемым весом связки.
13. Способ по п.12, в котором регулирование величины тока включает в себя увеличение величины тока, проходящего через сегмент направляющей втулки, когда вес связки, сформированной из сегмента направляющей втулки, меньше, чем требуемый вес связки.
14. Способ по п.13, в котором увеличение величины тока, проходящего через сегмент направляющей втулки, включает в себя увеличение тока в выводе вблизи сегмента направляющей втулки.
15. Способ по п.12, в котором регулирование величины тока включает в себя шунтирование меньшего тока в обход сегмента направляющей втулки, когда вес связки, сформированной из сегмента направляющей втулки, меньше, чем требуемый вес связки.
16. Способ по п.15, в котором шунтирование меньшего тока в обход сегмента направляющей втулки включает в себя уменьшение тока, отводимого от направляющей втулки в выводе вблизи сегмента направляющей втулки.
17. Способ по п.12, в котором регулирование величины тока включает в себя шунтирование тока в обход сегмента направляющей втулки, когда вес связки, сформированной из сегмента направляющей втулки, больше, чем требуемый вес связки.
18. Способ по п.10, в котором измерение размера каждого, по меньшей мере, из двух пучков включает в себя измерение диаметра каждой связки.
19. Способ по п.18, в котором сравнение измеренного размера, по меньшей мере, двух пучков с требуемым размером пучка включает в себя сравнение диаметра каждой связки с требуемым диаметром связки.
20. Способ по п.19, в котором регулирование величины тока включает в себя увеличение величины тока, проходящего через сегмент направляющей втулки, когда диаметр связки, сформированной из сегмента направляющей втулки, меньше, чем требуемый диаметр связки.
21. Способ по п.20, в котором увеличение величины тока, проходящего через сегмент направляющей втулки, включает в себя введение тока в вывод вблизи сегмента направляющей втулки.
22. Способ по п.19, в котором регулирование величины тока включает в себя шунтирование меньшего тока в обход сегмента направляющей втулки, когда диаметр связки, сформированной из сегмента направляющей втулки, меньше, чем требуемый диаметр связки.
23. Способ по п.22, в котором шунтирование меньшего тока в обход сегмента направляющей втулки включает в себя уменьшение тока, отводимого от направляющей втулки в выводе вблизи сегмента направляющей втулки.
24. Способ по п.19, в котором регулирование величины тока включает в себя шунтирование тока в обход сегмента направляющей втулки, когда диаметр связки, сформированной из сегмента направляющей втулки, больше, чем требуемый диаметр связки.
25. Система управления температурой направляющей втулки для формирования стеклянных волокон, имеющей множество сегментов, содержащая:
(a) направляющую втулку для формирования стеклянных волокон, содержащую:
концевую диафрагму, содержащую отверстия, адаптированные для прохождения стекла с формированием нитей;
две расположенные напротив друг друга боковые стенки, продолжающиеся вверх от периферии концевой диафрагмы; и
две расположенные напротив друг друга торцевые стенки, продолжающиеся вверх от периферии концевой диафрагмы и соединенные с двумя боковыми стенками с образованием резервуара для расплавленного стекла;
b) источник тока, соединенный с четырьмя или более выводами для увеличения и/или удаления тока, соединенными с направляющей втулкой, при этом один из указанных выводов соединен с первой боковой стенкой, при этом по меньшей мере один из указанных выводов соединен со второй боковой стенкой, по меньшей мере, один из указанных выводов соединен с первой торцевой стенкой, и по меньшей мере один из указанных выводов соединен со второй торцевой стенкой;
c) средство регулирования тока, проходящего через каждый сегмент направляющей втулки, средства регулировки, соединенные с выводом на первой боковой стенке;
(d) средство измерения размера стеклянного волокна, сформированного из направляющей втулки; и
(e) контроллер, связанный со средством измерения и средством регулирования.
26. Система по п.25, в которой средство регулирования соединено с выводом на второй боковой стенке.
27. Система по п.25, в которой средство регулирования соединено с выводом на первой торцевой стенке и соединено с выводом на второй торцевой стенке.
28. Система по п.27, в которой средство регулирования соединено с выводом на второй боковой стенке.
29. Система по одному из пп.25-27, в которой средство регулирования включает в себя регулируемое устройство для прохождения тока.
30. Система по любому из пп.25-27, в которой средство измерения включает в себя средство взвешивания стеклянных волокон, сформированных из направляющей втулки.
31. Система по любому из пп.25-27, в которой средство измерения включает в себя средство измерения диаметра, по меньшей мере, одного пучка стеклянных волокон, сформированных из направляющей втулки.
32. Система по любому из пп.25-27, в которой средство измерения включает в себя средство измерения диаметра каждой связки.
33. Система по любому из пп.25-27, в которой стеклянные волокна, сформированные из направляющей втулки, включают в себя, по меньшей мере, две связки стеклянных волокон, причем средство измерения включает в себя средство измерения диаметров, по меньшей мере, двух связок стеклянных волокон.
34. Направляющая втулка для формирования стеклянных волокон, содержащая:
концевую диафрагму, содержащую отверстия, выполненные с возможностью прохождения стекла с формированием нитей;
две расположенные напротив друг друга боковые стенки, проходящие вверх от периферии концевой диафрагмы;
две расположенные напротив друг друга торцевые стенки, проходящие вверх от периферии концевой диафрагмы и соединенные с двумя боковыми стенками, с образованием резервуара для расплавленного стекла;
вывод для увеличения и/или удаления тока, соединенный с первой боковой стенкой;
вывод для увеличения и/или удаления тока, соединенный со второй боковой стенкой;
вывод для увеличения и/или удаления тока, соединенный с первой торцевой стенкой; и
вывод для увеличения и/или удаления тока, соединенный со второй торцевой стенкой.
35. Направляющая втулка для формирования стеклянных волокон по п.34, дополнительно содержащая второй вывод, соединенный с первой боковой стенкой.
36. Направляющая втулка для формирования стеклянных волокон по п.35, дополнительно содержащая третий вывод, соединенный с первой боковой стенкой.
37. Направляющая втулка для формирования стеклянных волокон по любому из пп.34-36, дополнительно содержащая второй вывод, соединенный со второй боковой стенкой.
| US 4775400 А, 04.10.1988 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| US 4123242 А, 31.10.1978 | |||
| Устройство для отбора образцов пород из стенок скважины | 1981 |
|
SU947414A1 |
| US 5051121 А, 24.09.1991 | |||
| Устройство для вытягивания стеклянного волокна | 1981 |
|
SU1033457A1 |

