Изобретение касается валка, в частности рабочего или опорного валка, для прокатного стана, такого как толстолистовой прокатный стан, прокатный стан для производства плоских заготовок или тому подобное; с гильзой, левой полуцапфой и правой полуцапфой.
Из EP 1056553 B1 известен прокатный стан с рабочими валками и составными опорными валками, состоящими из основного тела с несколькими расположенными на нем последовательно в его продольном направлении подшипниками качения, наружные кольца которых служат опорой для охватывающей подшипники качения гильзы. Гильза всей своей внутренней поверхностью прилегает к наружной поверхности наружных колец подшипников качения. Наружная поверхность образует бочку опорного валка, причем на длине основного тела корпуса предусмотрены три подшипника качения, средний из которых выполнен в виде конического роликоподшипника. Два внешних подшипника качения выполнены в виде роликоподшипников с цилиндрическими роликами, и между двумя роликоподшипниками с цилиндрическими роликами и основным телом расположено по одной эксцентриковой втулке, которая может приводиться двигателем во вращение вокруг продольной оси основного тела, причем в области нагрузки основного тела между ним и эксцентриковой втулкой предусмотрено по одному самоустанавливающемуся сегменту, допускающему перекос роликоподшипника с цилиндрическими роликами.
Составной валок описан также в US 4407151.
В WO 2007/006467 A1 в качестве ближайшего уровня техники описан опорный валок для прокатного стана, такого как толстолистовой прокатный стан, прокатный стан для производства плоских заготовок или тому подобного, состоящий из гильзы и вала или, соответственно, оси валка, причем вал или, соответственно, ось валка выполняется составной, в частности вал или, соответственно, ось валка выполняется из левой полуцапфы и правой полуцапфы. Способ изготовления валка такого рода предусматривает, что гильза нагревается изнутри и таким образом расширяется. Затем в гильзу вставляются полуцапфы и смещаются к правой и левой торцевой стенке гильзы. Для точного позиционирования полуцапфы имеют, например, по меньшей мере, одну упорную кромку, расположенную по их периферии. Опорный валок, состоящий из гильзы, правой полуцапфы и левой полуцапфы, после охлаждения гильзы соединяется горячим прессовым соединением. Получается жесткий на изгиб опорный валок.
При таком способе изготовления после охлаждения могут оставаться усадочные напряжения в соединении, которое может разъединиться еще во время процесса прокатки. Это может привести к тому, что валок после первой прокатки необратимо деформируется. Возникающее при этом торцевое биение может составлять до одного миллиметра. Появившееся торцевое биение устраняется, например, путем шлифования. Благодаря высокому усилию прокатки, действующему на валок при другом расположении фаз, происходит другая деформация в новом направлении.
Поэтому в основу изобретения положена задача предложить валок и способ изготовления валка, у которого или, соответственно, в котором предотвращаются усадочные напряжения.
Эта задача решается в соответствии с изобретением с помощью валка, в частности рабочего или опорного валка, для прокатного стана, такого как толстолистовой прокатный стан, прокатный стан для производства плоских заготовок или тому подобное; с
- гильзой;
- левой полуцапфой и
- правой полуцапфой;
- причем полуцапфы в области, охваченной гильзой, выполнены в форме усеченного конуса и образуют на левой полуцапфе левую поверхность, а на правой полуцапфе правую поверхность, левая полуцапфа и правая полуцапфа выполнены с отверстиями и сообщающимися с ними пазами, причем пазы выполнены на упомянутых поверхностях.
Один из вариантов осуществления изобретения предусматривает, что пазы выполнены окружными. Благодаря этому по всей периферии достигается равномерное давление, расширяющее гильзу во всех направлениях.
Другие варианты осуществления валка следуют из зависимых пунктов формулы.
Изобретение касается, кроме того, способа изготовления валка, в частности рабочего или опорного валка, причем
- левая полуцапфа и правая полуцапфа вставляются в гильзу;
- правая полуцапфа и левая полуцапфа стягиваются друг с другом, по меньшей мере, одним стяжным болтом;
- напорное масло направляется в отверстия и пазы соответственно левой полуцапфы и правой полуцапфы;
- напорное масло оказывает на гильзу давление, благодаря которому гильза расширяется; и при этом
- упорные поверхности при расширенной гильзе посредством стяжного болта прижимаются к торцевым сторонам гильзы.
Благодаря расширению гильзы с помощью напорного масла становится возможной деформация, не вызывающая усадочных напряжений, как это происходит при нагреве. В результате расширения, происходящего в упругой области гильзы, гильза после снятия избыточного давления возвращается в свою исходную форму.
Другие варианты осуществления следуют из соответствующих зависимых пунктов формулы.
Валок с гильзой, левой полуцапфой и правой полуцапфой снабжен уплотнениями, препятствующими проникновению, например, частиц грязи и жидкостей, таких как вода, охлаждающего средства, смазочного материала и тем самым предотвращающими коррозию (трибокоррозию).
Пример осуществления изобретения описывается более подробно с помощью очень схематичных чертежей.
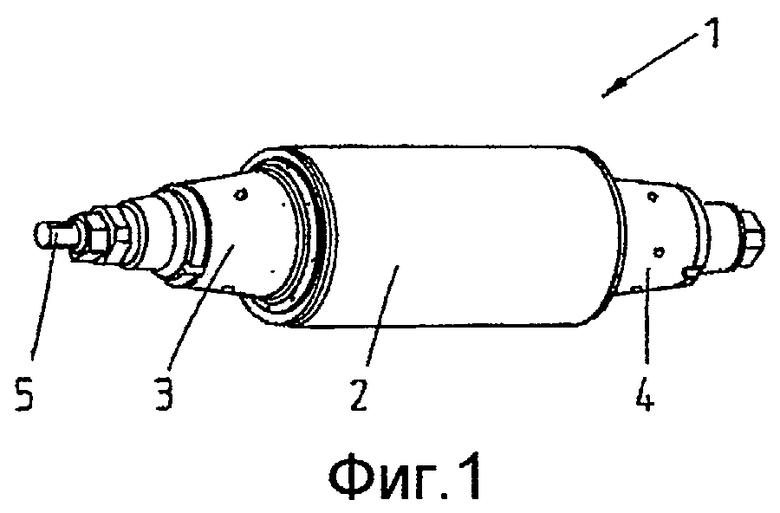
Фиг.1 - в пространственном изображении валок в сборе с гильзой, левой полуцапфой и правой полуцапфой;
фиг.2 - подетальное представление валка, показанного на фиг.1;
фиг.3 - вид сбоку и в разрезе валка, показанного на фиг.1;
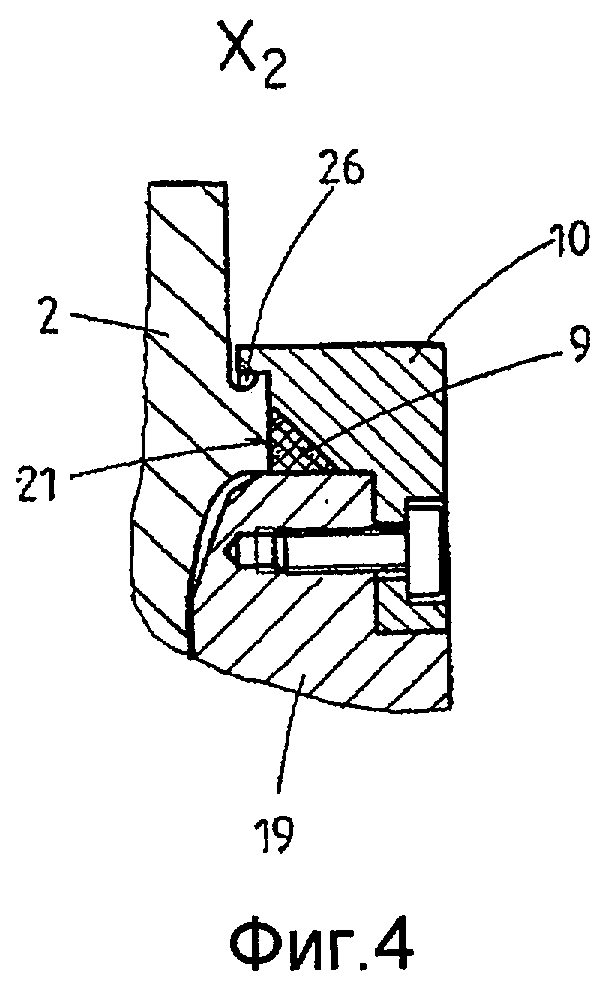
фиг.4 - в деталях позиция Y;
фиг.5 - в деталях позиция X.
На фиг.1 представлен в пространственном изображении валок 1 в сборе с гильзой 2, левой полуцапфой 3 и правой полуцапфой 4, которые стянуты стяжным болтом 5.
На фиг.2 подетально представлен валок 1, показанный на фиг.1, с другими элементами. На показанном изображении левая полуцапфа 3 выполнена со сквозным отверстием 6 (см. фиг.3), через которое проходит стяжной болт 5, который затем ввинчивается в резьбовое отверстие 7 (см. фиг.3) правой полуцапфы 4. На стяжном болте 5 необязательно выполнено местное утолщение 8, чтобы стяжной болт 5, введенный в сквозное отверстие 6, не испытывал биения. Утолщение 8 может также надеваться в виде отдельной детали или, соответственно, отдельных деталей. Утолщение 8 может также использоваться для того, чтобы установить в него уплотнение. Это позволяет при демонтаже получить внутри разжимающее усилие. Стяжной болт 5 имеет на одной стороне резьбу, соответствующую резьбовому отверстию 7, а на другой стороне резьбу с гайкой и необязательно подкладной шайбой. Альтернативно вместо гайки может быть выполнена стяжная штанга 5 в виде винта. Валок 1 выполнен также с уплотнениями 9 и держателями 10 уплотнений, которые предотвращают попадание и выход наружу грязи и жидкостей.
Левая полуцапфа 3 и правая полуцапфа 4 имеют на поверхностях 12 и 13, соприкасающихся с внутренней поверхностью 14 гильзы 2, по меньшей мере, по одному пазу 11, через который направляется напорное масло. Подвод напорного масла в левую полуцапфу 3 и в правую полуцапфу 4 происходит через соответствующие подключения (см. фиг.3).
Противоположные торцевые поверхности 15 левой полуцапфы 3 и правой полуцапфы 4 имеют в одной из форм осуществления выемки 16 для заглушек (см. фиг.3) и/или противоположные отверстия 17, через которые вводятся болты (не показаны), с помощью которых обеспечивается фиксация двух полуцапф 3 и 4 от проворачивания.
На виде сбоку в разрезе на фиг.3 представлен валок 1. Как левая полуцапфа 3, так и правая полуцапфа 4 имеют упорные поверхности 18 и 19, соприкасающиеся с левой торцевой поверхностью 20 и правой торцевой поверхностью 21 гильзы 2. Упорные поверхности 18 и 19 необязательно выполнены с держателями 10 уплотнений и уплотнениями 9, которые предотвращают попадание в валок или, соответственно, выход из него грязи и жидкостей. Соответствующие детали представлены на фиг.4 и 5.
Для сборки валка 1 левая полуцапфа 3 и правая полуцапфа 4 вдвигаются в гильзу 2 и стягиваются стяжным болтом 5. На стяжной болт 5 надевается гидравлическое устройство для предварительного натяжения (не показано), с помощью которого левая полуцапфа 3 и правая полуцапфа 4 подтягиваются друг к другу внутри гильзы 2. Процесс стыковки, тем самым, улучшается, при этом гильза 2 расширяется при помощи напорного масла до тех пор, пока торцевая поверхность 20 не соприкоснется с упорной поверхностью 18, а торцевая поверхность 21 с упорной поверхностью 19. После снятия давления напорного масла гильза 2 будет соединена с левой полуцапфой 3 и правой полуцапфой 4 посадкой с натягом.
Для замены или для отдельной переточки гильзы 2 валок 1 демонтируется. Для этого гильза 2 также расширяется с помощью напорного масла, и левая полуцапфа 3 и правая полуцапфа 4 вынимаются из гильзы 2 или, соответственно, устраняется посадка с натягом. Чтобы расширить гильзу 2, напорное масло направляется через отверстия 22 в полуцапфах 3, 4 в пазы 11. Напорное масло набирается в предпочтительно окружные пазы 11. Если напорное масло с помощью подходящих приспособлений нагнетается в отверстия 22 и пазы 11, то давление передается на внутреннюю поверхность 14 гильзы 2, и гильза 2 расширяется. При монтаже с помощью стяжного болта 5 и/или устройства для предварительного натяжения левая полуцапфа 3 и правая полуцапфа 4 подтягиваются друг к другу до тех пор, пока гильза 2 не будет точно позиционирована посредством упорных поверхностей 18, 19.
Для стыковки левая полуцапфа 3 и правая полуцапфа 4 выполнены коническими. Гильза 2 имеет внутри соответствующий ответный конус. Для этого в деталях учитывается пологий конус с конусностью от 1:15 до 1:100. Конус может быть одноступенчатым или многоступенчатым (лесенкой или в виде лестницы) и иметь коническую или цилиндрическую форму.
Для подвода напорного масла в полуцапфах 3, 4 выполнено, по меньшей мере, по одному отверстию 22. Отверстия 22, расположенные осепараллельно, на одном конце в области торцевых поверхностей 15 закрываются заглушками 23. На другом конце находится подключение 24 для устройства подачи напорного масла (не показано), с помощью которого напорное масло попадает в отверстие 22 и пазы 11, а также создается давление. Альтернативно подключение 24 выполняется на наружной торцевой стороне 25 полуцапфы 3, 4 и/или на цилиндрических наружных поверхностях упорных поверхностей 18 и 19.
Левая полуцапфа 3 и правая полуцапфа 4 в области торцевых поверхностей 15 выполнены с окружным уплотнительным пазом 28 и введенным в него уплотнением 29. Благодаря этому в случае расширенной только с одной стороны гильзы 2 кромочное давление поддерживается таким образом, что напорное масло не может вытечь при введении только одной полуцапфы 3 или 4.
Специальные варианты осуществления валка 1 в деталях представлены на фиг.4 (позиция X2), на фиг.5 (позиция X1), на фиг.6 (позиция X3).
На фиг.4 в увеличенном виде представлен держатель 10 уплотнения с уплотнением 9. Держатель 10 уплотнения крепится с помощью винтов к упорной поверхности 19, при этом уплотнение 9 прижимается к правой торцевой поверхности 21 гильзы 2. Правая торцевая поверхность 21 гильзы 2 выполнена также с пазом 26 для стекания воды.
На фиг.5 в увеличенном виде представлена выточка 27 в переходе от упорной поверхности 19 к конусу правой полуцапфы 4. При этом внутренняя поверхность 14 гильзы 2 выполнена таким образом, что внутренняя поверхность 14 заканчивается в выточке 27. Входящий в выточку 27 выступ уменьшает относительное перемещение в этой области.
На фиг.6 в увеличенном виде представлена левая полуцапфа 3 и правая полуцапфа 4 с соответствующими торцевыми поверхностями 15. В области торцевой поверхности 15 левая полуцапфа 3 и/или правая полуцапфа 4 выполнена с пазом 28 для установки уплотнения 29. Форма паза 28 для установки уплотнения зависит от формы уплотнения 29. В качестве уплотнения 29 могут применяться любые известные уплотнения. Подобное выполнение применяется тогда, когда, во избежание вытекания напорного масла, сначала монтируется только одна полуцапфа 3 или 4.
Перечень позиций
1. Валок
2. Гильза
3. Левая полуцапфа
4. Правая полуцапфа
5. Стяжной болт
6. Сквозное отверстие
7. Резьбовое отверстие
8. Утолщение
9. Уплотнение
10. Держатель уплотнения
11. Паз
12. Левая поверхность
13. Правая поверхность
14. Поверхность
15. Торцевые поверхности
16. Выемка
17. Отверстие
18. Упорная поверхность
19. Упорная поверхность
20. Левая торцевая поверхность
21. Правая торцевая поверхность
22. Отверстие
23. Заглушка
24. Подключение
25. Торцевая поверхность
26. Паз для стекания воды
27. Выточка
28. Паз для установки уплотнения
29. Уплотнение
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ШПИНДЕЛЬ ПРИВОДА ВЕРТИКАЛЬНЫХ ВАЛКОВ | 2002 |
|
RU2222391C2 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПРУТКОВОГО ИЛИ ТРУБЧАТОГО МАТЕРИАЛА | 2005 |
|
RU2373004C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2006 |
|
RU2343023C2 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ БАНДАЖИРОВАННЫХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2356664C1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ ТЯЖЕЛОНАГРУЖЕННЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2137951C1 |
| ЗУБЧАТАЯ МУФТА ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 2006 |
|
RU2336963C1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| Предварительно напряженный составной прокатный валок | 1978 |
|
SU663456A1 |



Изобретение предназначено для исключения возможности деформации валка при прокатке. Валок (1), в частности рабочий или опорный, для прокатного стана, такого как толстолистовой прокатный стан, прокатный стан для производства плоских заготовок, имеет гильзу (2), левую полуцапфу (3) и правую полуцапфу (4), причем полуцапфы (3, 4) в области, охваченной гильзой (2), выполнены в форме усеченного конуса и образуют на левой полуцапфе (3) левую поверхность (12), а на правой полуцапфе (4) правую поверхность (13). Предотвращение образования усадочных напряжений на валке обеспечивается за счет того, что левая полуцапфа (3) и правая полуцапфа (4) выполнены с отверстиями (24) и сообщающимися с ними пазами (11), причем пазы (11) выполнены на упомянутых поверхностях (12, 13). Способ изготовления валка (1) характеризуется тем, что левую полуцапфу (3) и правую полуцапфу (4) вставляют в гильзу (2), стягивают друг с другом, по меньшей мере, одним стяжным болтом (5), напорное масло направляется в отверстия (22) и пазы (11) соответственно левой полуцапфы и правой полуцапфы; напорное масло оказывает на гильзу (2) давление, благодаря которому гильза (2) расширяется; и упорные поверхности (18, 19) при расширенной гильзе (2) стяжным болтом (5) прижимаются к торцевым сторонам (20, 21) гильзы (2). 2 н. и 10 з.п. ф-лы, 6 ил.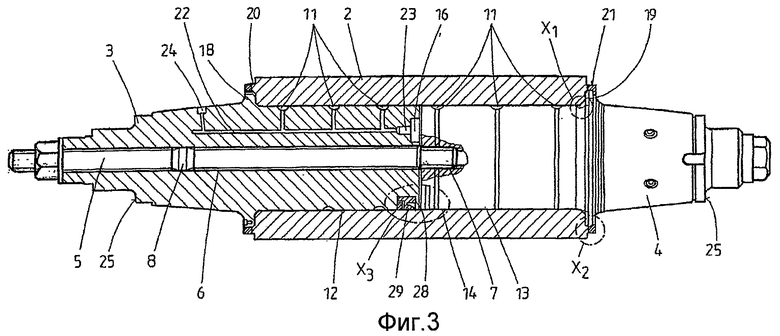
1. Валок (1), в частности рабочий или опорный валок, для прокатного стана, такого как толстолистовой прокатный стан или прокатный стан для производства плоских заготовок, с гильзой (2), левой полуцапфой (3) и правой полуцапфой (4), причем полуцапфы (3, 4) в области, охваченной гильзой (2), выполнены в форме усеченного конуса и образуют на левой полуцапфе (3) левую поверхность (12), а на правой полуцапфе (4) - правую поверхность (13), отличающийся тем, что левая полуцапфа (3) и правая полуцапфа (4) выполнены с отверстиями (24) и сообщающимися с ними пазами (11), причем пазы (11) выполнены на упомянутых левой и правой поверхностях (12, 13).
2. Валок (1) по п.1, отличающийся тем, что пазы (11) выполнены окружными или спирально окружными.
3. Валок (1) по п.2, отличающийся тем, что левая полуцапфа (3) и/или правая полуцапфа (4) выполнена, по меньшей мере, с одним осепараллельным сквозным отверстием (6).
4. Валок (1) по п.2 или 3, отличающийся тем, что левая полуцапфа (3) и/или правая полуцапфа (4) выполнена с резьбовым отверстием (7).
5. Валок (1) по п.2 или 3, отличающийся тем, что левая полуцапфа (3) и/или правая полуцапфа (4) выполнена с пазом (28) для установки уплотнения (29).
6. Валок (1) по п.1, отличающийся тем, что гильза (2) имеет торцевые стороны (20, 21), которые выполнены с пазом (26) для стекания воды.
7. Валок (1) по п.1, отличающийся тем, что гильза (2) внутри выполнена в виде усеченного конуса.
8. Валок (1) по п.1, отличающийся тем, что гильза (2) выполнена из высококачественной, литой и/или кованой термически улучшенной стали.
9. Валок (1) по п.1, отличающийся тем, что на наружной окружной поверхности гильзы (2) выполнена износостойкая наплавка.
10. Способ изготовления валка (1), в частности рабочего или опорного валка, по одному из пп.1-9, характеризующийся тем, что левую полуцапфу (3) и правую полуцапфу (4) вставляют в гильзу (2), правую полуцапфу (4) и левую полуцапфу (3) стягивают друг с другом, по меньшей мере, одним стяжным болтом (5), напорное масло направляют в отверстия (22) и пазы (11) соответственно левой полуцапфы и правой полуцапфы, напорным маслом оказывают на гильзу (2) давление, благодаря которому гильза (2) расширяется, и при этом упорные поверхности (18, 19) при расширенной гильзе (2) посредством стяжного болта (5) прижимают к торцевым сторонам (20, 21) гильзы (2).
11. Способ по п.10, отличающийся тем, что стяжной болт (5) ввинчивают в резьбовое отверстие (7), которое находится в одной из двух полуцапф (3, 4).
12. Способ по п.10, отличающийся тем, что наружную поверхность гильзы (2) снабжают износостойкой наплавкой.
| WO 2007006467 А, 18.01.2007 | |||
| ПРИВОДНОЙ ВАЛОК | 0 |
|
SU398297A1 |
| Способ управления межвалковым давлением в валковом комплекте со сплошным и составным валками и валок для его осуществления | 1980 |
|
SU1119601A3 |
| JP 60115308 А, 21.06.1985. | |||

