(54) ПРЕДВАРИТЕЛЬНО; НАПРЯЖЕННЫЙ СОСТАВНОЙ
OPOKAtHblR ВАЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки предварительно напряженного составного прокатного валка | 1985 |
|
SU1266586A1 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| Прокатный валок | 1973 |
|
SU540687A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Составной прокатный валок | 1981 |
|
SU1026861A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| Способ сборки предварительно напряженного прокатного валка нереверсивной клети | 1981 |
|
SU997869A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
I
Изобретение otHocHTCH к обработке металлов давлением, в частности к прокатному производству, и может быть нспользовано при изготовлении валков сортовых стаиов.
Известен составной прокатный валок, содержащий бандаж и полые шейки (цапфы), соединенные между собой с помощью предварительно растянутого стяжного болта и крепежной гайки 1.
Однако в этом устройстве наибольшее усилие сжатия бочки и шеек, от которого зависят допускаемые валком усилие и момент прокатки, ограничивается прочностью стяжного болта, а так как диаметр последнего определяется сравнительно малым отверстием в приводной шейке, ослаблеиной элементами передачи момента прокатки (лысками, трефами, шлицевыми канавками и др.), то практически во многих случаях усилие растяжения стяжного болта оказывается недостаточным для создания предварительного иапряжения, обеспечивающего надежную передачу валком действующего усилия и иомен f та прокатки.
Наибольгиий момент прокатки, который может передавать валок, помимо усилия сжатия, определяется также диаметром контактHbiX поверхностей в силовых цепях передайи момента к каждому торцу бандажа к в связи с малым диаметром стяжного болта он также ограничен.
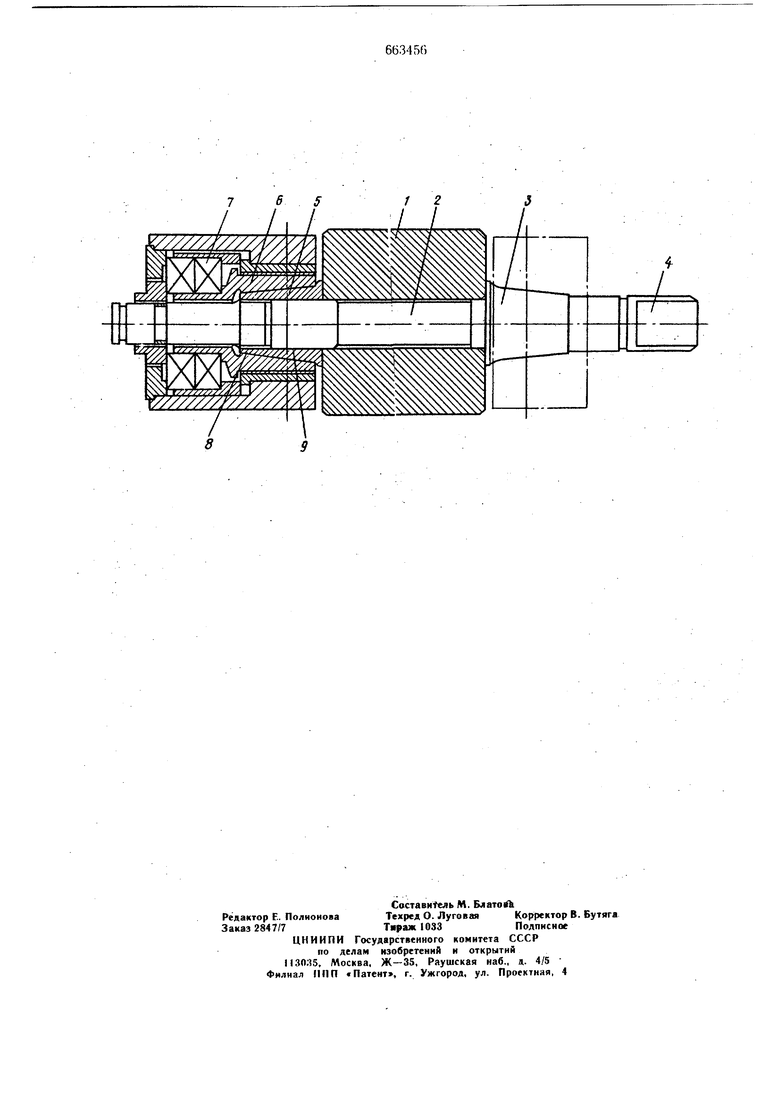
Известен прокатный валок, содержащий бандаж и палую неприводную шейку, соединенные между,, собой крепежной гайкой и СТ.Я9КНЫМ болтом, головка которого выполнена за одно целое с приводным шейкой и хвостовиком 2J.
Недостаток этой конструкции заключается в следу1ощем. Валки современных сортовых станов снабжены расположенными с неприводной стороны упорными подшипниковыми узлами, внутренний диаметр которых меньше, чем у радиальных подшипников. При этом наличие отдельной крепежной гайки требует ее размещения за пределами упорного подшипникового узла, что приводит к уменьщению диаметра стяжного болта и к невозможности съема подшипников при перевалке валков без снятия предварительного напряжения. Следовательно, снижаются допускаемые усилие и момент прокатки и значительно усложняются условия эксплуатации валков. Целью изобретения является увеличение допускаемых усилия и момента прокатки путем повышения осевого усилия предварительного сжатия. Это достигается созданием составного предварительно напряженного прокатного валка, в котором крепежная гайка выполнена за одно целое с полой неприводной шейкой. Такое конструктивное выполнение крепежной гайки позволит увеличить диаметр стяжного болта в опасном сечении по сравнению с прототипом, примернов 1,3-1,5 раза. При этом допускаемое усилие сжатия в:алка, а следовательно, усилие прокатки при прочих равных условиях повышается в 1,7-2,2 раза. Момент прокатки с учетом увеличения усилия сжатия и диаметра контактных поверхностей возрастает в 2,2- 3,3 раза. На чертеже показан предлагаемый валок, разрез. Прокатный валок состоит из бандажа l,j через отверстие которого свободно пропущен стяжной болт 2, его головка выполнена за одно целое с приводными шейкой 3 и хвое . товиком 4. На приводную 3 и неприводиую шейку 5 надеты радиальные подшипники. На черттеже в качестве примера показан подшипник 6 жидкостного трения только на неприводной шейке. С неприводной стороны имеется упорный подшипниковый узел 7, воспринимающий осевую нагрузку при прокатке. Особенность конструкции состоит в том, что неприводная полая шейка выполнена за одно целое с гайкой и поэтому имеет внутреннюю резьбу 8. Гладкая часть 9 отверстия шейки 5 необходима для посадки и центровки шейки на стяжном болте 2. Валок собирается следующим образом. Стяжной болт пропускается через отверстие в бандаже, надевается неприводная шейка и навинчивается до упора в бандаж, затем любым известным способом, например специальным гидроцилиндром, болт растягивается с определенным усилием, шейка довинчивается до выборки появившегося зазора, усилие растяжения снимается и бандаж остается сжатым в осевом направлении. Собранный валок эксплуатируется в обычных условиях как цельный, до полного износа рабочего слоя бандажа, затем валок разбирается и устанавливается новый бандаж. При наличии же отдельной гайки, после каждой установки валка в клеть, необходимо снимать предварительное напряжение и свинчивать гайку, затем снимать подшипник, снова собирать валок, отправлять на переточку и перед установкой в клеть опять частично разбирать, надевать подшипник и предварительно сжимать. Эксплуатация валков предложенной конструкции позволит более, чем вдвое сократить расход валков на станах, снизить стоимость и трудоемкость их изготовления, а также заменить дорогие стальные валки на чугунные, так как усталостная прочность предварительно сжатых валков с чугунным бандажом возрастает примерно вдвое. Формула изобретения Предварительно напряженный составной прокатный валок, содержащий бандаж и полук неприводную шейку, соединенные между собой крепежной гайкой и стяжным болтом, головка которого выполнена за одно целое с приводными шейкой и хвостовиком, оглыадюы ыйся тем, что, с целью увелн чения допускаемых усилия и момента прокатки путем повышения осевого усилия предварительного сжатия, крепежная гайка выполнена за одно целое с полой иеприводной шейкой. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 1441980, кл. В 21 В, опубл. 1975. 2.Авторское свидетельство СССР № 540687, кл. В.21 В 27/02, 1974.
