Изобретение относится к прокатному производству, конкретнее к конструкции рабочего валка, используемого для горячей прокатки стальных сортовых профилей.
Известен составной прокатный валок, содержащий корпус, бандаж из твердосплавного материала, фланец и стяжные элементы. Торцевые поверхности бандажа и обращенные к ним поверхности корпуса и фланца имеют конусность, а вершины образующих конусов расположены на оси вращения валка. Кроме того, валок снабжен телами качения, расположенными равномерно на обеих торцевых поверхностях бандажа, а на торцевых поверхностях корпуса и фланца со стороны бандажа выполнены канавки равного радиуса, в которые установлены указанные тела качения [1].
Недостаток известного валка состоит в низком его ресурсе, т.к. при горячей сортовой прокатке происходит термическое деформирование его элементов и тел качения. Кроме того, разборка и сборка валка такой конструкции сложная и трудоемкая.
Известен также прокатный валок, содержащий ось с буртом, посаженный на ось с натягом твердосплавный бандаж и стяжную гайку, навинченную на резьбовой участок оси, а также промежуточное кольцо. Ось соединена с промежуточным кольцом с помощью круглых штифтов, установленных по прессовой посадке равномерно по окружности бочки валка вдоль по стыку между промежуточным кольцом и буртом. Также в промежуточном кольце выполнен паз, в который помещен выступ прямоугольной формы на бандаже [2].
Недостаток валка такой конструкции состоит в низком ресурсе наработки, так как вследствие разницы коэффициентов термического расширения твердосплавного бандажа и оси в бандаже возникают растягивающие напряжения, являющиеся причиной повышенного износа, трещин и сколов. Разборка-сборка такого валка сложна и трудоемка.
Наиболее близким по своей конструкции к предлагаемому изобретению является составной прокатный валок, содержащий ось с буртом и резьбовым участком, бандаж, посаженный на ось, и стяжную гайку, навернутую на резьбовой участок оси, с элементами фиксации в виде винтов, ввернутых в сквозные резьбовые радиальные отверстия гайки [3].
Недостатки такого составного прокатного валка состоят в малом ресурсе его работы из-за низкой износостойкости, особенно при прокатке сортовых профилей, а также в сложности сборки и разборки.
Техническая задача, решаемая изобретением, состоит в повышении ресурса валка, упрощении его сборки и разборки.
Для решения поставленной технической задачи в известной конструкции составного прокатного валка, содержащего ось с буртом и резьбовым участком, бандаж, посаженный на ось, и стяжную гайку, навернутую на резьбовой участок оси, с элементами фиксации в виде винтов, ввернутых в сквозные резьбовые радиальные отверстия гайки, согласно предложению в стяжной гайке на стороне, обращенной к бандажу, выполнены равномерно распределенные по окружности резьбовые отверстия, параллельные ее оси, в которые ввернуты упорные болты, при этом бандаж выполнен разъемным, состоящим из двух посаженных на ось твердосплавных трубчатых элементов с ручьями на их поверхностях и кольцевыми врезами на концевых участках, а на оси по обе стороны бандажа установлены прокладки.
Составной прокатный валок содержит ось 1 (фиг.1) с буртом 2 и резьбовым участком. На ось 1 надета прокладка 3 и посажен с натягом разъемный бандаж, состоящий из двух твердосплавных трубчатых элементов 4 и 5 с круглыми ручьями на поверхности. За трубчатым элементом 5 на оси помещена вторая прокладка 3. Таким образом, прокладки 3 установлены на оси 1 по обе стороны бандажа.
На резьбовой участок оси 1 навернута стяжная гайка 6, на стороне которой, обращенной к бандажу, выполнены равномерно распределенные по окружности шесть резьбовых отверстий 7 (фиг.2), в которые ввернуты упорные болты 8.
На концевых участках трубчатых элементов 4 и 5 выполнены кольцевые врезы 9 и 10. Кроме того, в стяжной гайке 6 выполнены три сквозные радиальные резьбовые отверстия, в которые ввернуты стопорные винты 11.
Устройство работает следующим образом. Перед началом эксплуатации собранного валка производят фиксацию стяжной гайки 6 относительно оси 1 путем вворачивания трех стопорных винтов 11 до плотного прижатия их заостренных концов к резьбовому участку оси 1. После этого производят выворачивание упорных болтов 8, которые своими головками через прокладку 3 создают предварительное осевое напряжение сжатия в трубчатых элементах 4 и 5, зажимая их между собой и прижимая через прокладку 3 к бурту 2. Таким же образом готовят второй валок пары.
Предварительно напряженные валки устанавливают в подшипниковых опорах, размещенных в подушках, заваливают в клеть и соединяют с приводом их вращения. Горячую прокатку сортовой полосы осуществляют в одном из калибров, образованном круглыми ручьями на поверхности трубчатых элементов 4 и 5 верхнего и нижнего валков.
В процессе горячей прокатки полосы происходит разогрев твердосплавных трубчатых элементов 4 и 5, особенно интенсивный в поверхностном слое, контактирующем с горячей полосой. Благодаря наличию кольцевых врезов 9 и 10 достигается свободное термическое расширение наиболее нагретых поверхностных слоев трубчатых элементов 4 и 5, что исключает вероятность образования трещин, благоприятно сказывается на стойкости валка. Прокладки 3, установленные по обе стороны твердосплавного бандажа, обеспечивают равномерную передачу осевой нагрузки на поверхности торцов твердосплавных трубчатых элементов 4 и 5 и предотвращают образование в них трещин и сколов.
Термическое удлинение оси 1 валка компенсируется противоположно направленным термическим удлинением упорных болтов 8, благодаря чему при нагреве валка благоприятное предварительное напряжения осевого сжатия трубчатых элементов 4 и 5 между буртом 2 и стяжной гайкой 6 не снижается.
При появлении износа калибра, в котором вели прокатку, осуществляют переход на второй, затем на третий и четвертый калибры.
Составной прокатный валок с изношенными калибрами подвергают разборке. Для этого упорные винты 8 вворачивают в стяжную гайку 6, снимая осевое напряжение предварительного сжатия бандажа. Затем выворачивают стопорные винты 11 и свинчивают освободившуюся стяжную гайку 6 с резьбового участка оси 1. После этого с оси 1 последовательно снимают прокладку 3, твердосплавные трубчатые элементы 5 и 4 с изношенными ручьями и прокладку 3, прилегавшую к бурту 2.
Твердосплавные трубчатые элементы 5 и 4 с изношенными ручьями заменяют на новые и производят сборку составного прокатного валка в обратной последовательности.
Технико-экономические преимущества предложенного составного прокатного валка состоят в том, что применение бандажа, состоящего из двух твердосплавных трубчатых элементов, в которых создано предварительное напряжение сжатия, наличие кольцевых врезов на концевых участках трубчатых элементов и прокладок, установленных на оси по обе стороны бандажа, обеспечивают повышение ресурса валка, исключают образование в нем трещин и сколов. Наличие стяжной гайки с ввернутыми в нее упорными болтами позволяет скомпенсировать термическое удлинение оси и сохранить уровень предварительного напряжения при нагреве и охлаждении валка. Разборка и сборка валка предложенной конструкции упрощены, не требуют больших трудозатрат и применения специального оборудования.
В качестве базового объекта принято устройство-прототип. Применение предложенной конструкции обеспечит снижение расходного коэффициента валков на 20-25%.
Литература
1. Авт. свид. СССР № 1233207, МПК В21В 27/02, 1986 г.
2. Заявка Японии № 60-54211, МПК В21В 27/02, 1985 г.
3. Авт. свид. СССР № 2236920, МПК В21В 27/02, 2004 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2236920C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| Предварительно напряженный составной прокатный валок | 1978 |
|
SU663456A1 |
| Составной прокатный валок | 1979 |
|
SU806180A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| Составной прокатный валок | 1981 |
|
SU1026861A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |

Изобретение предназначено для обеспечения возможности повышения ресурса валка, используемого для горячей прокатки стальных сортовых профилей, упрощения его сборки и разборки. Прокатный валок содержит ось с буртом и резьбовым участком, бандаж, посаженный на ось, и стяжную гайку, навернутую на резьбовой участок оси. Задача решается за счет того, что в стяжной гайке на стороне, обращенной к твердосплавному бандажу, выполнены равномерно распределенные по окружности резьбовые отверстия, параллельные ее оси, в которые ввернуты упорные болты, а стяжная гайка снабжена элементами фиксации в виде винтов, ввернутых в сквозные резьбовые радиальные отверстия. Бандаж выполнен разъемным и состоящим из двух посаженных на ось твердосплавных трубчатых элементов, на поверхности которых выполнены ручьи, и снабжен прокладками, установленными на оси по обе стороны бандажа, при этом на концевых участках трубчатых элементов выполнены кольцевые врезы. 2 ил.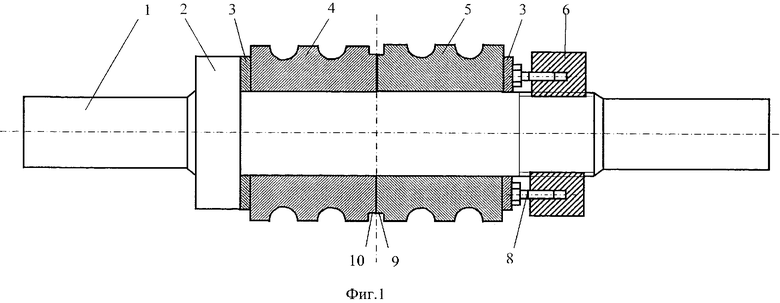
Составной прокатный валок, содержащий ось с буртом и резьбовым участком, бандаж, посаженный на ось, и стяжную гайку, навернутую на резьбовой участок оси, с элементами фиксации в виде винтов, ввернутых в сквозные резьбовые радиальные отверстия гайки, отличающийся тем, что в стяжной гайке на стороне, обращенной к бандажу, выполнены равномерно распределенные по окружности резьбовые отверстия, параллельные ее оси, в которые ввернуты упорные болты, при этом бандаж выполнен разъемным, состоящим из двух посаженных на ось твердосплавных трубчатых элементов с ручьями на их поверхностях и кольцевыми врезами на концевых участках, а на оси по обе стороны бандажа установлены прокладки.
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2236920C1 |
| Прокатный валок | 1981 |
|
SU1085650A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ МОРСКОГО ВОЛНЕНИЯ С ЛЕТАТЕЛЬНОГО АППАРАТА | 1975 |
|
SU692321A1 |

