Краткое описание изобретения
В некоторых вариантах осуществления настоящее изобретение представляет собой теплообменник, включающий в себя корпус трубки, образующий канал для потока и имеющий, по меньшей мере, одну стенку, при этом стенка имеет первый слой, содержащий алюминиевый сплав, второй слой, содержащий алюминиевый сплав, имеющий накопления интерметаллического соединения, включающего в себя кремний, и третий слой, содержащий металлический материал, который является анодным относительно второго слоя и который более устойчив к диффузии кремния, чем второй слой, причем второй слой размещен между первым и третьим слоями, и ребро, припаянное твердым припоем к стенке корпуса трубки посредством четвертого слоя, содержащего материал твердого припоя, причем третий слой размещен между вторым и четвертым слоями, а стенка и слой материала твердого припоя имеют комбинированную толщину не более приблизительно 0,15 мм.
Настоящее изобретение также представляет собой теплообменник, включающий в себя корпус трубки, образующий канал для потока и имеющий, по меньшей мере, одну стенку, при этом стенка имеет первый, второй и третий слои, каждый из которых содержит алюминиевый сплав, при этом второй слой размещен между первым и третьим слоями, алюминиевый сплав третьего слоя является анодным относительно алюминиевого сплава второго слоя, а алюминиевый сплав второго слоя является анодным относительно алюминиевого сплава первого слоя, при этом третий слой является значительно более устойчивым к диффузии кремния, чем второй слой, и объект, припаянный твердым припоем к стенке корпуса трубки посредством четвертого слоя, содержащего материал твердого припоя, причем третий слой размещен между вторым и четвертым слоями, а стенка и слой материала твердого припоя имеют комбинированную толщину не более приблизительно 0,15 мм.
Кроме того, настоящее изобретение представляет собой способ формирования теплообменника, включающий в себя этапы формирования трубки из, по меньшей мере, одного листа алюминиевого сплава, формирования ребра, пайки твердым припоем ребра к листу алюминиевого сплава с помощью материала твердого припоя, причем лист алюминиевого сплава и материал твердого припоя образуют стенку, имеющую толщину не более приблизительно 0,15 мм, осуществления диффузии кремния через первый слой стенки рядом с материалом твердого припоя и в соседнюю сердцевину алюминиевого сплава до глубины сердцевины менее полной толщины сердцевины, при этом первый слой размещают между материалом твердого припоя и соседней сердцевиной, и регулирования, по меньшей мере, одного из времени пайки твердым припоем и температуры пайки твердым припоем, чтобы припаивать твердым припоем ребро при формировании накоплений интерметаллического соединения, содержащего кремний только во втором слое стенки, образованной посредством глубины сердцевины рядом с первым слоем, а не в третьем слое, образованном посредством оставшейся части сердцевины.
Краткое описание чертежей
Фиг.1 - вид сбоку трубки согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.2 - вид в увеличенном масштабе конца трубки, показанной на фиг.1;
Фиг.3 - схематичная иллюстрация примерных этапов изготовления, которые могут быть использованы для того, чтобы сформировать трубку, показанную на фиг.1;
Фиг.4 - вид в увеличенном масштабе узкой боковой стороны трубки, показанной на фиг.1;
Фиг.5 - еще один вид в увеличенном масштабе узкой боковой стороны, показанной на фиг.1;
Фиг.6 - вид в увеличенном масштабе узкой боковой стороны трубки согласно другому варианту осуществления настоящего изобретения;
Фиг.7 - вид в увеличенном масштабе узкой боковой стороны трубки согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.8 - вид в увеличенном масштабе узкой боковой стороны трубки согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.9 - вид в увеличенном масштабе узкой боковой стороны трубки согласно другому варианту осуществления настоящего изобретения;
Фиг.10 - вид в увеличенном масштабе узкой боковой стороны трубки согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.11 - узкая боковая сторона трубки согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.12 - вид в увеличенном масштабе части трубки, включающей в себя внутренние отгибы, согласно другому варианту осуществления настоящего изобретения;
Фиг.13 - вид в увеличенном масштабе части трубки, включающей в себя внутренние отгибы, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.14 - вид в увеличенном масштабе части трубки, включающей в себя вставку, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.15 - вид в увеличенном масштабе части трубки, включающей в себя вставку, согласно другому варианту осуществления настоящего изобретения;
Фиг.16 - схематичная иллюстрация примерных этапов изготовления, которые могут быть использованы для того, чтобы сформировать трубку, включающую в себя первую и вторую части, сформированные из общего фрагмента отгибаемого материала;
Фиг.17 - вид в увеличенном масштабе трубки, включающей в себя первую и вторую части, сформированные из общего фрагмента отгибаемого материала, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.18 - вид в увеличенном масштабе трубки, включающей в себя первую и вторую части, сформированные из общего фрагмента отгибаемого материала, согласно другому варианту осуществления настоящего изобретения;
Фиг.19 - вид сбоку трубки, включающей в себя первую и вторую части, сформированные из общего фрагмента отгибаемого материала, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.20 - вид сбоку трубки, включающей в себя первую и вторую части, сформированные из общего фрагмента отгибаемого материала, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.21 - вид сбоку трубки, включающей в себя первую и вторую части, сформированные из общего фрагмента отгибаемого материала, согласно другому варианту осуществления настоящего изобретения;
Фиг.22 - вид сбоку трубки, включающей в себя первую и вторую части, сформированные из общего фрагмента отгибаемого материала, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.23 - вид сбоку трубки, включающей в себя первую и вторую части, сформированные из общего фрагмента отгибаемого материала, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.24 - вид в увеличенном масштабе трубки, включающей в себя первую и вторую части, сформированные из общего фрагмента отгибаемого материала, согласно другому варианту осуществления настоящего изобретения;
Фиг.25 - вид с разнесением деталей трубки, включающей в себя первую и вторую трубки и вставку, размещенную между первой и второй частью, согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.26 - вид с разнесением деталей трубки, показанной на фиг.25;
Фиг.27 - вид с разнесением деталей трубки, включающей в себя первую и вторую трубки и вставку, размещенную между первой и второй частью, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.28 - вид с разнесением деталей трубки, включающей в себя первую и вторую трубки и вставку, размещенную между первой и второй частью, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.29 - вид с разнесением деталей части трубки, показанной на фиг.28;
Фиг.30 - вид сбоку трубки, включающей в себя первую и вторую части и вставку, размещенную между первой и второй частями, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.31 - вид с разнесением деталей части трубки, показанной на фиг.30;
Фиг.32A - вид сбоку трубки, включающей в себя первую и вторую части и вставку, размещенную между первой и второй частями, согласно еще одному другому варианту осуществления настоящего изобретения;
Фиг.32B - вид с разнесением деталей части трубки, показанной на фиг.32A;
Фиг.33 - вид сбоку части трубки, включающей в себя части и вставку, размещенную между первой и второй частями, согласно другому варианту осуществления настоящего изобретения;
Фиг.34 - иллюстрация десяти вариантов осуществления трубок согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.35 - вид сбоку трубки согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.36 - вид сбоку внутренней вставки для трубки, показанной на фиг.35;
Фиг.37 - вид сверху внутренней вставки, показанной на фиг.36;
Фиг.38 - вид в перспективе части внутренней вставки, показанной на фиг.35;
Фиг.39 - вид сбоку трубки согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.40 - вид в перспективе в увеличенном масштабе внутренней вставки для трубки, показанной на фиг.39;
Фиг.41 - вид в перспективе части внутренней вставки, показанной на фиг.40;
Фиг.42 - вид в перспективе в увеличенном масштабе внутренней вставки, показанной на фиг.40;
Фиг.43 - вид сверху части внутренней вставки для трубки, согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.44 - вид сбоку вставки согласно варианту осуществления настоящего изобретения, показанной внутри пустой оболочки плоской трубки;
Фиг.45 - вид сбоку другой вставки согласно варианту осуществления настоящего изобретения, показанной внутри пустой оболочки плоской трубки;
Фиг.46 - схематичная иллюстрация примерных этапов изготовления, которые могут быть использованы, чтобы формировать трубку согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.47 - частичный вид сбоку с разнесением деталей трубки, показанной на фиг.46;
Фиг.48 - схематичная иллюстрация примерных этапов изготовления, которые могут быть использованы, чтобы формировать трубку согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.49 - производственная линия валиковых прессов, которые могут быть использованы для того, чтобы изготавливать трубки согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.50 - схематичная иллюстрация примерных этапов изготовления, которые могут быть использованы, чтобы формировать трубку согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.51 - схематичная иллюстрация примерных этапов изготовления, которые могут быть использованы, чтобы формировать трубку согласно другим вариантам осуществления настоящего изобретения;
Фиг.52 - схематичная иллюстрация примерных этапов изготовления, которые могут быть использованы, чтобы формировать трубку согласно еще одним другим вариантам осуществления настоящего изобретения;
Фиг.53 - схематичная иллюстрация примерных этапов изготовления, которые могут быть использованы, чтобы формировать трубку согласно еще одним другим вариантам осуществления настоящего изобретения;
Фиг.54 - схематичная иллюстрация примерных этапов изготовления, которые могут быть использованы, чтобы формировать трубку согласно другим вариантам осуществления настоящего изобретения;
Фиг.55 - схематичная иллюстрация производственной линии, которая может быть использована для того, чтобы изготавливать трубки согласно некоторым вариантам осуществления настоящего изобретения;
Фиг.55A - вид в разрезе, показывающий перфорирующую станцию производственной линии, показанной на фиг.55;
Фиг.55B - вид сбоку, показывающий перфорирующую станцию, показанную на фиг.55A;
Фиг.55C - вид в разрезе, показывающий мяльный валик и стержень производственной линии, показанной на фиг.55;
Фиг.55D - вид сбоку мяльного валика и стержня производственной линии, показанной на фиг.55;
Фиг.56 - вид сбоку секции перфорирующей станции, показанной на фиг.55A;
Фиг.57A - вид сбоку, показывающий лист материала, проходящий через секцию перфорирующей станции, показанной на фиг.55A;
Фиг.57B - вид сверху, показывающий лист материала, проходящий через секцию перфорирующей станции, показанной на фиг.55A;
Фиг.58 - вид сбоку мяльного валика и стержня производственной линии, показанной на фиг.55;
Фиг.59 - последовательность схематичных видов с торца производственной линии, показанной на фиг.55, проиллюстрированных на различных стадиях формирования плоской трубки со вставкой;
Фиг.60 - схематичный вид сверху части гибочного валика производственной линии, показанной на фиг.55;
Фиг.60A - вид с торца части гибочного валика, показанного на фиг.60;
Фиг.61 - схематичный вид с торца производственной линии оребренных плоских трубок согласно варианту осуществления настоящего изобретения;
Фиг.62 - вид с разнесением деталей теплообменника, имеющего оребренные плоские трубки, согласно варианту осуществления настоящего изобретения;
Фиг.63A-C - частичные виды наборов ребер согласно различным вариантам осуществления настоящего изобретения;
Фиг.64 - схематичный вид с торца процесса производства оребренных трубок согласно варианту осуществления настоящего изобретения;
Фиг.65 - вид сбоку в перспективе части процесса производства, показанного на фиг.64;
Фиг.66 - подробный вид теплообменника, имеющего оребренные плоские трубки, согласно варианту осуществления настоящего изобретения;
Фиг.67 - подробный вид плоской трубки, которая может быть использована при изготовлении оребренной плоской трубки согласно варианту осуществления настоящего изобретения;
Фиг.68 - подробный вид сбоку теплообменника, имеющего оребренные плоские трубки, согласно другому варианту осуществления настоящего изобретения;
Фиг.69 - подробный вид в перспективе части теплообменника, показанной на фиг.68;
Фиг.70 - вид сбоку сборного резервуара согласно варианту осуществления настоящего изобретения;
Фиг.70A - вид с торца сборного резервуара, показанного на фиг.70;
Фиг.71 - подробный вид теплообменника, имеющего сборный резервуар, проиллюстрированный на фиг.70 и 70A;
Фиг.72 - вид в перспективе сборного резервуара согласно другому варианту осуществления настоящего изобретения;
Фиг.73 - подробный вид в перспективе теплообменника, имеющего сборный резервуар, проиллюстрированный на фиг.72;
Фиг.74 - еще один подробный вид в перспективе теплообменника, показанного на фиг.73;
Фиг.75 - подробный вид в перспективе сборного резервуара, показанного на фиг.72;
Фиг.76 - еще один подробный вид теплообменника, имеющего сборный резервуар, проиллюстрированный на фиг.70-71;
Фиг.77 - вертикальный вид теплообменника, показанного на фиг.71 и 76;
Фиг.78 - подробный вид сбоку теплообменника, имеющего сборный резервуар, согласно другому варианту осуществления настоящего изобретения;
Фиг.79 - подробный вид с торца теплообменника, показанного на фиг.78;
Фиг.80 - подробный вид сбоку сборного резервуара теплообменника, проиллюстрированного на фиг.78 и 79;
Фиг.80A - вид с торца сборного резервуара, показанного на фиг.78-80;
Фиг.81 - подробный вид сбоку теплообменника, имеющего сборный резервуар, согласно другому варианту осуществления настоящего изобретения;
Фиг.82 - подробный вид сбоку теплообменника, имеющего сборный резервуар, согласно другому варианту осуществления настоящего изобретения;
Фиг.83 - подробный вид сбоку сборного резервуара теплообменника, проиллюстрированного на фиг.81;
Фиг.84 - блок-схема последовательности операций процесса производства теплообменника согласно варианту осуществления настоящего изобретения;
Фиг.84A - схематичный вид теплообменника, изготовленного согласно блок-схеме последовательности операций способа по фиг.84;
Фиг.85 - вид в перспективе с разнесением деталей теплообменника согласно другому варианту осуществления настоящего изобретения;
Фиг.86 - вид в перспективе с разнесением деталей теплообменника согласно другому варианту осуществления настоящего изобретения;
Фиг.87 - вид с торца плоской трубки теплообменника, проиллюстрированного на фиг.86;
Фиг.88 - вид в перспективе с разнесением деталей теплообменника согласно другому варианту осуществления настоящего изобретения;
Фиг.89 - виды с торца альтернативных вариантов осуществления плоской трубки согласно настоящему изобретению;
Фиг.90 - вид в перспективе с разнесением деталей теплообменника согласно другому варианту осуществления настоящего изобретения;
Фиг.91 - виды плоской трубки согласно другому варианту осуществления настоящего изобретения, показанные на различных стадиях формирования;
Фиг.92-95 - иллюстрация способов соединения частей теплообменника согласно некоторым вариантам осуществления настоящего изобретения; и
Фиг.96 - график, иллюстрирующий глубину диффузии кремния для теплообменников, соединенных согласно некоторым вариантам осуществления настоящего изобретения.
Подробное описание изобретения
До подробного описания различных вариантов осуществления следует понять, что изобретение не ограничено в варианте применения подробностями структуры и размещения компонентов, изложенными в последующем описании или проиллюстрированными на прилагаемых чертежах. Изобретение допускает другие варианты осуществления и может быть применено на практике или выполнено различными способами. Кроме того, следует понимать, что формулировки и терминология, используемая в данном документе, служит только для описания и не должна рассматриваться как ограничивающая. Использование "включающий в себя", "содержащий" или "имеющий" и их вариантов предназначено, чтобы содержать в себе элементы, перечисляемые далее, и их эквиваленты, а также дополнительные элементы. Если не указано или ограничено иным образом, термины "установленный", "соединенный", "поддерживаемый" и "прикрепленный" и их варианты в данном документе используются в широком смысле и включают в себя прямые и опосредованные установки, соединения, поддержки и связи. Дополнительно, "соединенный" и "прикрепленный" не ограничены физическими или механическими соединениями либо креплениями.
Как подробнее описано ниже, многие варианты осуществления настоящего изобретения относятся или основаны на применении трубок, имеющих по существу плоскую форму поперечного сечения, взятую вдоль плоскости, перпендикулярной продольной оси трубки. В частности, каждая такая трубка может иметь больший размер и меньший размер, перпендикулярный большему размеру. Эти размеры иногда упоминаются в данном документе как "диаметры", хотя применение слова диаметр не предназначено для того, чтобы исключительно указывать и подразумевать, что указанный признак является круглым, сферическим или имеет иную надлежащую форму. Наоборот, термин "диаметр" используется только для того, чтобы ссылаться на больший размер трубки в указанном направлении и положении. Каждая такая трубка может иметь две противоположные стенки, образующие лицевые поверхности трубки (упоминаемые в данном документе как "широкие боковые стороны" трубки), и две более короткие и более стабильные стенки (упоминаемые в данном документе как "узкие боковые стороны" трубки), соединяющие широкие боковые стороны. Совместно узкие и широкие боковые стороны трубки образуют внутреннее пространство, через которое текучая среда может протекать в любом состоянии, в том числе, без ограничений, газ, жидкость, пар и любая комбинация вышеозначенного, при любом давлении или при вакууме (в том числе без давления и вакуума).
Другой признак плоских трубок, используемых во многих вариантах осуществления настоящего изобретения (подробнее описанных ниже), состоит в относительно небольшой толщине материала, используемого для того, чтобы составлять, по меньшей мере, некоторые из стенок плоских трубок. В некоторых вариантах осуществления материал стенки плоских трубок имеет толщину не больше приблизительно 0,20 мм (0,007874 дюймов). В еще одних других вариантах осуществления материал стенки плоских трубок имеет толщину не больше приблизительно 0,15 мм (0,0059055 дюймов). Относительно небольшая толщина материала стенок может приводить к хорошим тепловым свойствам плоских трубок. Кроме того, посредством использования одного или более признаков плоских трубок, описанных в данном документе, было выяснено, что ряд различных плоских трубок, имеющих различные характеристики, приспособленные для множества вариантов применения, могут конструироваться с помощью намного меньшего объема материала при сохранении свойств прочности и теплообмена более тяжелых традиционных плоских трубок. В некоторых вариантах осуществления может быть использована толщина материала стенок плоских трубок не менее приблизительно 0,050 мм (т.е. не менее приблизительно 0,0019685 дюймов), обеспечивает отличные характеристики прочности и коррозионной стойкости, тогда как в других вариантах осуществления толщина материала стенок плоских трубок составляет не менее приблизительно 0,030 мм (0,00118 дюймов).
Как подробнее пояснено ниже, трубки теплообменника и другие части теплообменников, описанные в данном документе, могут изготавливаться с помощью ряда методик и процессов производства и могут включать в себя признаки коррозионной защиты, такие как, например, методики и процессы, описанные ниже и проиллюстрированные на фиг.92-95. Ряд процессов и методик изготовления и признаки коррозийной защиты, упомянутых далее, являются особенно преимущественными, когда применяются к трубкам теплообменников и частям теплообменников, имеющим значительно меньшую толщину материала. Помимо этого, данные методики, процессы и признаки коррозионной защиты обеспечивают значительные преимущества, связанные с общей эффективностью плоских трубок и теплообменников, изготовленных из такого материала.
Многие варианты осуществления настоящего изобретения используют плоские трубки, имеющие большие и меньшие диаметры, как описано выше (обозначенные как D и d, соответственно, в нижеследующем тексте), которые обеспечивают уникальные преимущества во многих вариантах применения. Когда используются, например, вместе с только что описанной толщиной материала и вместе с другими признаками плоских трубок, описанных в различных вариантах осуществления ниже, могут быть изготовлены плоские трубки, приспособленные для ряда различных вариантов применения. Кроме того, возможность изготавливать плоские трубки, имеющие большие и меньшие размеры D, d, описанные в данном документе, упрощается посредством использования относительно тонкого материала стенки, описанного выше.
Например, в некоторых вариантах осуществления настоящего изобретения больший размер D (т.е. ширина плоской трубки в проиллюстрированных в данном документе вариантах осуществления) не меньше приблизительно 10 мм (0,39370 дюймов). Кроме того, больший размер D не превышает приблизительно 100 мм (3,9370 дюймов) в некоторых вариантах осуществления. В других вариантах осуществления больший размер D не превышает приблизительно 200 мм (7,87402 дюймов). В качестве другого примера в некоторых вариантах осуществления настоящего изобретения меньший диаметр d (т.е. толщина плоской трубки в проиллюстрированных в данном документе вариантах осуществления) не меньше приблизительно 0,7 мм (0,02756 дюймов). Кроме того, данный меньший размер d не превышает приблизительно 10 мм (0,39370 дюймов) в некоторых вариантах осуществления. В других вариантах осуществления меньший размер d не превышает приблизительно 7 мм (0,2756 дюймов). Эти большие и меньшие размеры применяются к любому из вариантов осуществления плоских трубок, описанных и/или проиллюстрированных в данном документе.
Во многих вариантах осуществления большие и меньшие размеры D, d зависят, по меньшей мере, частично от вариантов применения плоских трубок. Например, в вариантах применения в качестве конденсаторов больший диаметр D плоской трубки не менее приблизительно 10 мм (0,39370 дюймов) в некоторых вариантах осуществления. Также больший диаметр D плоской трубки в некоторых вариантах применения в качестве конденсаторов не больше приблизительно 20 мм (0,78740 дюймов). Меньший диаметр d для некоторых вариантов применения плоской трубки в качестве конденсаторов не менее приблизительно 10 мм (0,039370 дюймов). Кроме того, меньший диаметр d плоской трубки в некоторых вариантах применения в качестве конденсаторов не больше приблизительно 2,0 мм (0,078740 дюймов). В качестве еще одного примера в вариантах применения в качестве радиаторов больший диаметр D плоской трубки не менее приблизительно 10 мм (0,39370 дюймов) в некоторых вариантах осуществления. Также больший диаметр D плоской трубки в некоторых вариантах применения в качестве радиаторов не больше приблизительно 200 мм (7,8740 дюймов). Меньший диаметр d для некоторых вариантов применения плоской трубки в качестве радиаторов не менее приблизительно 0,7 мм (0,027559 дюймов). Также меньший диаметр d плоской трубки в некоторых вариантах применения в качестве радиаторов не больше приблизительно 2,0 мм (0,078740 дюймов). В качестве еще одного примера в вариантах применения в качестве теплообменников промежуточного охлаждения заряда больший диаметр D плоской трубки не менее приблизительно 20 мм (0,78740 дюймов) в некоторых вариантах осуществления. Также больший диаметр D плоской трубки в некоторых вариантах применения в качестве теплообменников промежуточного охлаждения заряда не больше приблизительно 160 мм (6,29921 дюймов). Меньший диаметр d для некоторых вариантов применения в качестве теплообменников промежуточного охлаждения заряда плоской трубки не менее приблизительно 4,0 мм (0,15748 дюймов). Также меньший диаметр d плоской трубки в некоторых вариантах применения в качестве теплообменников промежуточного охлаждения заряда не больше приблизительно 10,0 мм (0,39370 дюймов).
Еще одни другие варианты применения плоских трубок согласно любому из вариантов осуществления, описанных в документе, включают в себя маслоохладители. В вариантах применения в качестве маслоохладителей больший диаметр D плоской трубки не менее приблизительно 10 мм (0,49470 дюймов) в некоторых вариантах осуществления. Также больший диаметр D плоской трубки в некоторых вариантах применения в качестве маслоохладителей не больше приблизительно 150 мм (5,90551 дюймов). Меньший диаметр d для некоторых вариантов применения плоской трубки в качестве маслоохладителей не менее приблизительно 1,5 мм (0,05906 дюймов). Также меньший диаметр d плоской трубки в некоторых вариантах применения в качестве маслоохладителей не больше приблизительно 4,0 мм (0,15748 дюймов). В качестве еще одного примера в вариантах применения в качестве испарителей больший диаметр D плоской трубки не менее приблизительно 30 мм (1,18110 дюймов) в некоторых вариантах осуществления. Также больший диаметр D плоской трубки в некоторых вариантах применения в качестве испарителей не больше приблизительно 75 мм (2,95276 дюймов). Меньший диаметр d для некоторых вариантов применения плоской трубки в качестве испарителей не менее приблизительно 1,0 мм (0,039370 дюймов). Кроме того, меньший диаметр d плоской трубки в некоторых вариантах применения в качестве испарителей не больше приблизительно 2,0 мм (0,078740 дюймов). Следует отметить, что дополнительные варианты применения (например, газоохладители) плоских трубок, описанных и проиллюстрированных в данном документе, возможны, и все они подпадают в рамки объема и области применения настоящего изобретения.
Многие варианты осуществления плоских трубок, описанные ниже и проиллюстрированные в данном документе, изготавливаются из металла, включающего в себя алюминий (например, алюминий или сплав алюминия). Тем не менее вместо этого может быть использован ряд других типов металлов при предоставлении характеристик прочности, теплоотдачи и технологичности, требуемых для использования в устройствах теплообмена. В некоторых вариантах осуществления металлический материал плоских трубок снабжен покрытием из твердого припоя. Покрытие из твердого припоя может иметь ряд различных возможных значений толщины, и в некоторых случаях она составляет не менее приблизительно 10% от толщины материала стенки плоских трубок, чтобы сформировать хорошие результаты эффективности. Кроме того, в некоторых вариантах осуществления покрытие из твердого припоя составляет не более приблизительно 30% толщины материала стенки плоских трубок. В других вариантах осуществления, где плоские трубки должны быть спаяны мягким припоем, а не спаяны твердым припоем, металлический материал плоских трубок может быть снабжен покрытием из мягкого припоя. Ряд различных операций крепления (твердый припой, сварка, мягкий припой и т.п.) могут быть использованы для того, чтобы конструировать любые из множества сборочных узлов плоских трубок и теплообменников, описанных и/или проиллюстрированных в данном документе. Тем не менее части последующего текста ссылаются только на твердый припой, хотя следует понимать, что другие операции крепления (включая сварку и мягкий припой) в равной степени применимы в таких вариантах осуществления.
Множество признаков плоских трубок, упомянутых выше, ссылается на конструкцию стенок трубок с помощью относительно тонкого листового материала. В некоторых вариантах осуществления значительные усовершенствования в характеристики тонкостенных плоских трубок формируются посредством предоставления одной или обеих из стабильных узких боковых сторон с отгибами, которые по существу перпендикулярны или по существу параллельны широким боковым сторонам плоской трубки. Эти отгибы могут быть сформированы, например, посредством скатывания или загибания смежных продольных краев листового металла на или друг в друга. В тех вариантах осуществления настоящего изобретения, в которых одна или обе узкие боковые стороны плоской трубки имеют отгибы, которые по существу параллельны широким боковым сторонам плоской трубки, такие отгибы могут иметь одинаковую или различную длину относительно друг друга. Как также подробнее описывается ниже, отгибы на узких боковых сторонах плоской трубки могут иметь такую форму, чтобы схватываться или сцепляться друг с другом, то есть признак, который может быть полезным при изготовлении плоской трубки и/или теплообменника, использующего плоскую трубку.
Во многих из последующих вариантов осуществления раскрыты плоские трубки, имеющие отогнутые узкие боковые стороны, а также имеющие другие отгибы и или деформации, сформированные внутри плоских трубок. При производстве отгибы, которые формируют узкие боковые стороны, могут быть созданы после изготовления таких других отгибов и/или деформаций, хотя также возможны и другие производственные альтернативы. Кроме того, следует отметить, что отгибы, сформированные в плоской трубке, могут быть несколькими отгибами, и в некоторых вариантах осуществления они размещаются плотно или граничат друг с другом.
Первый вариант осуществления плоской трубки 10 согласно настоящему изобретению проиллюстрирован на фиг.1-5. Плоская трубка 10 состоит из двух частей листового материала 12, 14, имеющих такую форму, чтобы образовывать внутренние каналы 16 для потока. Каждая из двух частей 12, 14 может быть сформирована из одной бесконечной полоски материала или рулона, проходящего через производственную линию, имеющую устройство для резки материала (например, лазер, пилу, струю воды, лезвие и т.п.) для формирования двух полосок, которые затем соединяются так, как описано ниже. Альтернативно, две части 12, 14 могут быть сформированы из двух бесконечных полосок материала или рулонов, проходящих через производственную линию. В любом случае производственная линия может быть оснащена двумя наборами валков (как проиллюстрировано в качестве примера ниже) или другими элементами формирования листов, чтобы формировать полоски, как подробнее описано ниже. При использовании в данном документе и прилагаемой формуле изобретения термин "бесконечный" не означает дословно, что упоминаемый элемент или продукт имеет неограниченную подачу. Наоборот, термин "бесконечный" означает только то, что материал или продукт принимается из гораздо большей подачи непрерывного материала в некоторой находящейся выше объемной формы, например, в подающих рулонах материала.
Хотя части 12, 14 могут иметь толщину, подпадающую под любые из диапазонов, описанных выше, части 12, 14 в проиллюстрированном варианте осуществления согласно фиг.1-5 имеют толщину стенок, например, приблизительно 0,10 мм (0,0039369 дюймов). В некоторых вариантах осуществления части 12, 14 включают в себя материал, сформированный из алюминия или алюминиевого сплава. Тем не менее вместо этого в других вариантах осуществления могут быть использованы другие материалы частей (описанные выше). Любая или обе стороны частей 12, 14 могут быть покрыты покрытием из твердого припоя, таким как слой покрытия твердого припоя, который составляет приблизительно 10-30% толщины части.
Как показано на фиг.2, плоская трубка 10 проиллюстрированного варианта осуществления образует малый диаметр d. При использовании толщины стенки, описанной ранее, малый диаметр d, равный, по меньшей мере, приблизительно 0,8 мм (0,031496 дюймов), обеспечивает хорошие результаты эффективности во многих вариантах применения. Также при использовании толщины стенки, описанной выше, малый диаметр d, равный не более приблизительно 2,0 мм (0,07874 дюйма), обеспечивает хорошие результаты эффективности во многих вариантах применения. Тем не менее во многих вариантах осуществления максимальный малый диаметр трубки d составляет не более приблизительно 1,5 мм (0,059055 дюймов). Как показано на фиг.1, плоская трубка 10 проиллюстрированного варианта осуществления образует большой диаметр D. При использовании толщины стенки, описанной ранее, большой диаметр D, равный, по меньшей мере, приблизительно 40 мм (1,5748 дюйма), обеспечивает хорошие результаты эффективности во многих вариантах применения. Также при использовании толщины стенки, описанной выше, большой диаметр D, составляющий не более приблизительно 45 мм (1,7717 дюйма), обеспечивает хорошие результаты эффективности во многих вариантах применения. Тем не менее возможно для плоской трубки 10 образовывать большой диаметр D и малый диаметр d с другими размерами, включая размеры, описанные выше со ссылками на все плоские трубки, раскрытые в данном документе, по меньшей мере, частично на основе используемых производственных процессов, целевого варианта применения трубок и/или использования более толстых или тонких материалов стенок. Для этой цели доступны части 12, 14 конкретной ширины, причем установки производственной линии могут корректироваться согласно требуемым диаметрам D и d.
Плоская трубка 10 в проиллюстрированном варианте осуществления согласно фиг.1-5 включает в себя первую узкую боковую сторону 18, вторую узкую боковую сторону 20, первую широкую боковую сторону 22 и вторую широкую боковую сторону 24. Первая широкая боковая сторона 22 и вторая широкая боковая сторона 24 соответствуют частям 12 и 14, соответственно. В частности, как показано на фиг.1, первая широкая боковая сторона 22 и вторая широкая боковая сторона 24 образуют множество сгибов 28. Сгибы 28 проходят от первой широкой боковой стороны 22 и второй широкой боковой стороны 24 так, чтобы образовывать четыре канала 16 для потока. В других вариантах осуществления плоская трубка 10 может включать в себя больше или меньше каналов 16 для потока, заданных между сгибами 28. Хотя сгибы 28 могут проходить непрерывающимся и постоянным способом по всей длине плоской трубки 10, чтобы изолировать каналы 16 для потока друг от друга. Тем не менее в других вариантах осуществления сгибы 28 могут прерываться или разрываться в одном или более местах по длине, чтобы обеспечивать поток между каналами 16 для потока. Вне зависимости от того, являются сгибы 28 непрерывными или прерывающимися, сгибы 28 могут усиливать плоскую трубку 10 в отношении сжатия и могут усиливать плоскую трубку 10 в отношении расширения в тех вариантах осуществления, в которых дальние концы сгибов 28 крепятся к широкой боковой стороне 24 плоской трубки 10 (например, посредством твердого припоя или любым другим надлежащим способом). Сгибы 28 также могут обеспечивать функцию жесткости, чтобы противостоять изгибу плоской трубки 10.
Далее, как показано на фиг.1 и 2, первая плоская сторона 22 и вторая плоская сторона 24 также образуют ряд выступов 26. В других вариантах осуществления ни одна из сторон 22, 24 не имеет такие выступы 26. Проиллюстрированные выступы, в общем, являются выпуклыми столбиками, входящими в каналы 16 для потока плоской трубки 10, и могут иметь любую требуемую опорную поверхность, например круглую опорную поверхность, квадратную, прямоугольную или другую полигональную опорную поверхность (например, продолговатые фланцы, проходящие по любой требуемой длине каналов для потока, проходящие поперечно каналам для потока и т.п.), неправильную опорную поверхность или опорную поверхность любой другой формы (например, змееобразную, зигзагообразную, шевронную и т.п.). Когда используются, выступы 26 могут служить для того, чтобы вызывать или противостоять турбулентности плоской трубки 10, тем самым увеличивая теплоотдачу в этих местах. Кроме того, аналогично сгибам 28, описанным выше, выступы 26 могут выполнять функцию жесткости, чтобы помогать придавать жесткость широким боковым сторонам 22, 24 плоской трубки 10. Выступы 26 могут быть размещены в любом шаблоне или без шаблона в плоской трубке 10 и в некоторых вариантах осуществления размещаются только в конкретных областях каналов 16 для потока, чтобы образовывать требуемые эффекты течения и теплоотдачи.
Фиг.3 схематично иллюстрирует набор примерных этапов изготовления, которые могут быть использованы для того, чтобы формировать плоскую трубку 10, такую как проиллюстрирована на фиг.1, 2, 4 и 5. Начиная с первой части материала 12, образующей ширину W, и второй части материала 14, образующей меньшую ширину w, требуемое число сгибов 28 формируется и помогает образовывать каналы 16 для потока. Сгибы 28 в проиллюстрированном варианте осуществления формируются на обеих частях 12, 14. В других вариантах осуществления сгибы 28 формируются только в одной из частей 12, 14. Аналогично, выступы 26 в проиллюстрированном варианте осуществления формируются на обеих частях 12, 14, хотя в других вариантах осуществления выступы 26 формируются только в одной из частей 12, 14. Сгибы 28 и выступы 26 размещаются между продольными краями материала, образующего части 12, 14 (например, продольными краями листового металла, образующего части 12, 14).
Ширина W первой части 12 и ширина w второй части 14 в проиллюстрированном варианте осуществления согласно фиг.1-5 уменьшается в ходе формирования сгибов 28 и выступов 26. Следует понимать, что другие деформации могут быть включены в примерные этапы изготовления по фиг.3, чтобы формировать другие признаки плоской трубки 10, как требуется. С продолжающейся ссылкой на пример изготовления по фиг.3 дополнительный набор сгибов 30 формируется в каждом из продольных краев частей 12, 14 после формирования требуемых сгибов 28 и выступов 26, тем самым образуя узкие боковые стороны 18 и 20 плоской трубки 10. В других вариантах осуществления любой или оба дополнительных набора сгибов 30 могут быть сформированы до или в то же время, что и сгибы 28 и выступы 26, хотя процесс, проиллюстрированный на фиг.3, может обеспечивать существенные преимущества изготовления на основе настройки и работы производственной линии. Как наилучшим образом проиллюстрировано на фиг.4 и 5, дополнительные сгибы 30 каждой из частей 12, 14 зацепляются друг с другом, чтобы образовывать первую узкую боковую сторону 18 и вторую узкую боковую сторону 20 трубки, соответственно. Вследствие этого зацепления между продольными краями частей 12, 14 состоящей из двух частей трубки 10 части 12, 14 могут удерживаться вместе даже до твердого припоя или других операций крепления частей 12, 14. В частности, фиг.4 и 5 иллюстрируют сгибы 30 части 14, образующие большую длину, чем сгибы 30 другой части 12. Таким образом, сгибы 30 одной части 12 могут сгибаться вокруг сгибов 14 другой части, как также показано на фиг.2.
Как проиллюстрировано на фиг.1-5, в некоторых вариантах осуществления одна из частей 12 является достаточно длинной для того, чтобы оборачиваться вокруг и тем самым принимать продольный край другой части 14 (например, посредством которой продольный край части 14 вкладывается в фальцованный продольный край другой части 12). В других вариантах осуществления одна из частей 12 вместо этого является достаточно длинной только для того, чтобы перекрывать продольные края другой части 14.
Тем не менее варианты осуществления, описанные выше со ссылкой на фиг.1-5, могут обеспечивать достаточные преимущества, относящиеся к сборке и изготовлению плоской трубки 10, включая удерживающую способность частей 12, 14, как описано выше, и большую степень усиления и прочности узких боковых сторон на основе большей толщины материала по узким боковым сторонам 18, 20. В проиллюстрированном варианте осуществления согласно фиг.1-5 обе узкие боковые стороны 18, 20 снабжены одной гибочной структурой, лучше всего показанной на фиг.2-5. Тем не менее в других вариантах осуществления только одна из двух узких боковых сторон 18, 20 плоской трубки 10 имеет любые из гибочных структур, описанных выше. В этих вариантах осуществления соединение между двумя частями 12, 14 в другой узкой боковой стороне 20, 18 может быть выполнено любым другим надлежащим способом.
Фиг.6-11 иллюстрируют альтернативные конструкции плоских трубок согласно дополнительным вариантам осуществления настоящего изобретения. Эти варианты осуществления используют фактически ту же структуру и имеют многие те же свойства, что и варианты осуществления плоской трубки, описанные выше со ссылкой на фиг.1-5. Соответственно, нижеследующее описание ориентировано, в первую очередь, на структуру и признаки, которые отличаются от вариантов осуществления, описанных выше со ссылкой на фиг.1-5. Ссылка должна быть сделана на описание фиг.1-5 для дополнительной информации, касающейся структуры и признаков, а также возможных альтернатив в структуру и признаки плоских трубок, проиллюстрированных на фиг.6-11 и описанных ниже. Структура и признаки вариантов осуществления, показанных на фиг.6-11, которые соответствуют структуре и признакам вариантов осуществления согласно фиг.1-5, обозначаются далее соответствующими ссылочными позициями с прибавлением сотен (например, 112, 212, 312 и т.п.).
Фиг.6-11 иллюстрируют другие конструкции узкой боковой стороны 118, 218, 318, 418, 518, 618 и/или 120, 220, 320, 420, 520, 620. Для простоты описания ссылка в данном документе делается только на одну из узких боковых сторон 118, 218, 318, 418, 518, 618 каждой трубки 110, 210, 310, 410, 510, 610, причем следует понимать, что другая узкая боковая сторона 120, 220, 320, 420, 520, 620 при необходимости может иметь такую же или другую структуру. Узкие боковые стороны 118, 218, 318, 418, 518, 618, показанные на фиг.6-11, могут быть изготовлены с помощью этапов, аналогичных описанным выше со ссылкой на фиг.3. Более того, каждая из узких боковых сторон 118, 218, 318, 418, 518, 618, показанных на фиг.6-11, обеспечивают прочность и/или стабильность трубке 110, 210, 310, 410, 510, 610 по сравнению с традиционными структурами плоских трубок, с учетом относительно небольшой толщины материала, используемого для того, чтобы изготавливать стенки трубки в некоторых вариантах осуществления: приблизительно 0,050-0,15 мм (0,0019685-0,0059055 дюймов) в некоторых вариантах осуществления, описанных выше, и приблизительно 0,030-0,15 мм (0,00118-0,0059055 дюймов) в других вариантах осуществления, и другие диапазоны толщины материала, описанные в данном документе.
Узкие боковые стороны 118, 218, 418 плоских трубок 110, 210, 310, показанных на фиг.6, 7 и 9, могут быть сформированы посредством гибки или скатывания вместе смежных продольных краев двух частей 12 112, 212, 412 и 114, 214, 414 трубок, тем самым формируя ряд сгибов 130, 230, 330, 430, 530, 630. Следует отметить, что формы упоминаются в данном документе и прилагаемой формуле изобретения как "сгибы" независимо от того, сделаны они посредством операций скатывания или гибки, а также независимо от того, являются результирующие формы шарообразными (например, фиг.6), расположенными друг за другом (например, фиг.7-9) или кольцевыми (например, фиг.10 и 11). Далее, как показано на фиг.6, 7 и 9, каждая узкая боковая сторона 118, 218, 418 обеспечивает уникальные характеристики теплоотдачи, прочности и стабильности и может быть сформирована с помощью различных методик. По меньшей мере, часть отогнутых или скатанных продольных краев (и в случае узких боковых сторон 218, 418, проиллюстрированных на фиг.7 и 9, большинство отогнутых или скатанных продольных краев) формируется перпендикулярно широким боковым сторонам 122, 222, 422 и 124, 224, 424 плоской трубки 110, 210, 410.
Со ссылкой на узкие боковые стороны 518, 618 плоских трубок 510, 610, показанных на фиг.10 и 11, продольные края частей 12 512, 612 и 514, 614 также могут быть сформированы посредством фальцовки или скатывания вместе смежных продольных краев двух частей 12 512, 612 и 514, 614 трубки. Кроме того, каждая из узких боковых сторон 518, 618 плоских трубок 510, 610 обеспечивает уникальные характеристики теплоотдачи, прочности и стабильности и может быть сформирована с помощью различных методик. В обоих случаях продольные края частей 12 512, 612 и 514, 614 могут быть отогнуты на себя, чтобы образовывать змеевидный край плоской трубки 510, 610. Хотя сгибы 530, 630 этого змеевидного края могут примыкать друг другу с небольшим промежутком или без промежутка между смежными сгибами 530, 630, в некоторых вариантах осуществления (см. фиг.10 и 11) промежуток имеется между смежными частями каждого сгиба. Теплоотдача, твердость, прочность и/или размер плоских трубок 510, 610 могут быть выбраны требуемым образом на основе ориентации сгибов 530, 630 в этих вариантах осуществления (например, по существу перпендикулярно широким боковым сторонам 522, 622 и 524, 624 или под существенным углом, меньшим 90 градусов относительно широких краёв 522, 622 и 524, 624) и промежутка между смежными частями каждого сгиба 530, 630.
Проиллюстрированный на фиг.8 вариант осуществления обеспечивает пример того, как, по меньшей мере, часть сгибов 330 (и в некоторых случаях большинство сгибов 330) узкой боковой стороны 318 может быть параллельной или по существу параллельной широким боковым сторонам 322, 324 плоской трубки 310.
Некоторые или все эти сгибы 330 могут находиться напротив друг друга для улучшенной теплоотдачи между собой. В некоторых вариантах осуществления сгибы 330 узкой боковой стороны 318 могут иметь по существу одинаковую длину L, например, как в случаях, когда конкретная форма канала для потока требуется рядом с узкой боковой стороной 318 плоской трубки 310. Тем не менее в других вариантах осуществления (таких как показанный на фиг.8), по меньшей мере, некоторые из сгибов 330 узкой боковой стороны, параллельные широким боковым сторонам 322, 324, имеют отличную от других длину. Например, сгибы различного размера могут образовывать, в общем, вогнутую (фиг.8) или выпуклую форму соседнего канала 316 для потока, например, для требуемой формы канала для потока рядом с узкой боковой стороной 318. Со ссылкой на проиллюстрированный вариант осуществления по фиг.8 длина L каждого сгиба 330 уменьшается от наружной части плоской трубки 310 к внутренней части плоской трубки 310 (т.е. первый сгиб 330, который находится напротив широкой боковой стороны 322, имеет большую длину L, чем последующий сгиб 330, и последний сгиб 330, который находится напротив другой широкой боковой стороны 324, имеет большую длину L, чем предыдущий сгиб 330). В этих вариантах осуществления такие формы узкой боковой стороны 318 могут помочь исключить внезапные температурные перепады в плоской трубке 310, что в ином случае может способствовать сбою трубки во многих вариантах осуществления. В качестве еще одного примера сгибы другого размера могут образовывать клинообразную узкую боковую сторону 318, которая может обеспечивать несимметричный мост теплоотдачи вдоль расстояния между широкими боковыми сторонами 322, 324. Еще одни другие формы узкой боковой стороны 318, образованные посредством сгибов 330 другого размера, параллельных широким боковым сторонам 322, 324, возможны и попадают в рамки объема и области применения настоящего изобретения.
В тех вариантах осуществления, в которых сгибы 330 узкой боковой стороны 318 параллельны или по существу параллельны широким боковым сторонам 322, 324 состоящей из двух частей плоской трубки 310, сгибы 330, сформированные из первой части 312, могут быть сцеплены или взаимно сцеплены с сгибами 330, сформированными из второй части 314 (см., например, фиг.8). Как результат, сформированная плоская трубка 310 может удерживаться вместе до твердого припоя или других операций крепления частей 12, 312, 314, которые могут упрощать сборку плоских трубок 310 в группы и/или теплообменники, имеющие такие плоские трубки 310, как дополнительно проиллюстрировано ниже. Следует принимать во внимание, что аналогичные преимущества имеются в других вариантах осуществления узкой боковой стороны, описанных выше со ссылкой на фиг.6, 7 и 9-11.
В тех вариантах осуществления настоящего изобретения, в которых одна или обе узкие боковые стороны 18, 118, 218, 318, 418, 518, 618, 20, 120, 220, 320, 420, 520, 620 имеют сгибы 30, 130, 230, 330, 430, 530, 630, как описано выше, эти сгибы 30, 130, 230, 330, 430, 530, 630, в общем, могут обеспечивать большую стабильность для узких боковых сторон 18, 118, 218, 318, 418, 518, 618, 20, 120, 220, 320, 420, 520, 620, несмотря на относительно небольшую толщину стенок плоской трубки 10, 110, 210, 310, 410, 510, 610, упомянутой ранее. Большее число сгибов 30, 130, 230, 330, 430, 530, 630 на узких боковых сторонах 18, 118, 218, 318, 418, 518, 618, 20, 120, 220, 320, 420, 520, 620 также позволяет обеспечивать лучшую защиту для плоской трубки 10, 110, 210, 310, 410, 510, 610 от повреждения вследствие, например, высокого внутреннего давления, удара от объектов и коррозии. Это может быть более важным при использовании таких плоских трубок 10, 110, 210, 310, 410, 510, 610 в теплообменниках для моторных транспортных средств.
Хотя это и не требуется в вариантах осуществления плоских трубок, описанных выше, первая и/или вторая части 12, 112, 212, 312, 412, 512, 612 и 14, 114, 214, 314, 414, 514,614 могут иметь один или более сгибов 28, размещенных между узкими боковыми сторонами 18, 118, 218, 318, 418, 518, 618 и 20, 120, 220, 320, 420, 520, 620 плоской трубки 10, 110, 210, 310, 410, 510, 610. В этом отношении описание таких сгибов 28 в проиллюстрированном варианте осуществления согласно фиг.1-5 применимо в равной степени к другим вариантам осуществления, описанным выше. Для простоты описания дополнительная информация, касающаяся этих сгибов 28, далее описывается со ссылкой на проиллюстрированные варианты осуществления согласно фиг.12 и 13 с помощью ссылочных позиций варианта осуществления согласно фиг.1-5.
В некоторых вариантах осуществления места внутренних сгибов 28 могут быть выбраны так, чтобы образовывать каналы 16 для потока варьирующегося размера, чтобы обеспечивать различные характеристики текучей среды и/или потока (например, скорости и/или направления расхода, давление, несколько типов текучей среды и т.п.) в различных местах одной плоской трубки 10, а также чтобы обеспечить различные способы теплоотдачи в различных местах. Со ссылкой на проиллюстрированный вариант осуществления согласно фиг.12 ширина или расстояние "a" между внутренними сгибами 28 образуется по существу параллельно первой и второй широкой боковой стороне 22, 24 плоской трубки 10 и варьируется на основе требуемой степени сопротивления изменению температуры по ширине плоской трубки 10.
В некоторых вариантах осуществления, таких как показанный на фиг.12, расстояние "a" между внутренними сгибами 28 может становиться больше, начиная от любой или обеих узких боковых сторон 18 и 20 плоской трубки 10 к центру плоской трубки 10. Следовательно, в некоторых вариантах осуществления расстояние "a" увеличивается от внутреннего сгиба 28 к внутреннему сгибу 28, начиная с одной узкой боковой стороны 18, 20 в направлении середины плоской трубки 10, и затем снова уменьшается в направлении другой узкой боковой стороны 20, 18. В некоторых вариантах осуществления площадь поперечного сечения отдельных каналов 16 для потока, сформированных посредством внутренних сгибов 28, увеличивается и уменьшается, соответственно. В некоторых вариантах осуществления расстояние "a" начинается в любой или обеих узких боковых сторонах 18, 20 с величиной приблизительно 0,5 мм (0,019685 дюйма) и прирастает до нескольких миллиметров.
Например, в этих случаях плоская трубка 10 с шириной приблизительно 42 мм (приблизительно 1,6634 дюйма) может включать в себя большое число внутренних сгибов 28 и каналов 16 для потока. Вероятно, что плоская трубка 10 может включать в себя относительно более широкие каналы 16 для потока по существу рядом с какой-либо или обеими узкими боковыми сторонами 18, 20, с более узкими каналами 16 для потока рядом с центром плоской трубки 10. Кроме того, хотя каналы 16 для потока во многих вариантах осуществления имеют ширину "a" размеров, описанных выше, эта ширина может быть значительно больше в других вариантах осуществления, включая диапазоны, по меньшей мере, в 1 см (0,3937 дюйма).
В некоторых вариантах осуществления плоская трубка 10 может включать в себя внутренние сгибы 28 непосредственно рядом друг с другом, причем эти внутренние сгибы примыкают или находятся в тесном контакте друг с другом после формирования внутренних сгибов 28 или после твердого припоя либо других операций крепления на частях 12, 14. Например, несколько внутренних сгибов 28 могут быть скомпонованы плотно друг к другу. В любом из этих случаев два или более внутренних сгиба 28 могут образовывать набор 32 внутренних сгибов 28. Плоская трубка 10 может иметь любое число таких наборов 32 внутренних сгибов 28, таких как показанные на фиг.13, либо отдельно, либо в сочетании с любым числом одиночных сгибов 28. Каждый набор 32 внутренних сгибов 28, показанный на фиг.13, включает в себя три отдельных внутренних сгиба 28. Тем не менее в других вариантах осуществления двух внутренних сгибов 28 может быть достаточно для того, чтобы сформировать набор 32, и/или четыре или более внутренних сгибов 28 могут формировать набор 32. Соответственно, число внутренних сгибов 28, которые формируют набор 32, свободно выбирается на основе целевого варианта применения плоской трубки 10 и других факторов. В этом отношении какая-либо или обе части 12, 14 плоской трубки 10 могут иметь наборы 32 сгибов, имеющие любое число внутренних сгибов 28, и любую комбинацию наборов 32 с различным количеством внутренних сгибов 28.
Одиночные внутренние сгибы 28 и/или наборы 32 внутренних сгибов 38 все могут быть размещены в одной части 12 или 14 или в обеих частях 12, 14 плоской трубки 10 в любой требуемой компоновке. Например, несколько наборов 32 внутренних сгибов 28 могут быть скомпонованы симметрично вокруг центрального положения плоской трубки 10 (такой как компоновка наборов 32 внутренних сгибов, показанная на фиг.13), при этом соответствующие наборы 32 на противоположных сторонах центрального положения проходят от одной части 12, 14 или от другой части 12, 14 (например, фиг.13). Кроме того, в некоторых вариантах осуществления один или более одиночных внутренних сгибов 28 и/или один или более наборов 32 внутренних сгибов 28 на одной части 12, 14 плоской трубки 10 могут быть вложены во внутренние сгибы 28 набора 32 в противоположной части 14, 12 плоской трубки 10.
Наборы 32 внутренних сгибов 28, описанные выше, могут быть использованы для того, чтобы обеспечить в плоских трубках 10 более высокое сопротивление давлению и большую способность к выдерживанию нагрузки, а также могут быть использованы для того, чтобы варьировать форму поперечного сечения каналов 16 для потока. Следует отметить, что признаки, описанные выше, касающиеся варьирования плоских трубок 10 с варьирующейся шириной канала для потока, применяются в равной степени к вариантам осуществления, в которых используются наборы 32 внутренних сгибов 28. Также в тех вариантах осуществления, в которых плоская трубка 10 сформирована с помощью процесса твердого припоя, внутренние сгибы 28 на широкой боковой стороне 22, 24 (будь то в одиночной форме или в наборах 32) могут формировать паяные твердым припоем соединения с другой широкой боковой стороной 24, 22, тем самым улучшая связывание с плоской трубкой 10.
Фиг.14-15 иллюстрируют две дополнительные конструкции плоских трубок согласно дополнительным вариантам осуществления настоящего изобретения. Эти варианты осуществления используют фактически ту же структуру и имеют многие те же свойства, что и варианты осуществления плоской трубки, описанные выше со ссылкой на фиг.1-13. Соответственно, нижеследующее описание ориентировано, в первую очередь, на структуру и признаки, которые отличаются от вариантов осуществления, описанных выше со ссылкой на фиг.1-13. Ссылка должна быть сделана на фиг.1-13 для дополнительной информации, касающейся структуры и признаков, а также возможных альтернатив в структуру и признаки плоских трубок, проиллюстрированных на фиг.14 и 15 и описанных ниже. Структура и признаки вариантов осуществления, показанных на фиг.14 и 15, которые соответствуют структуре и признакам вариантов осуществления по фиг.1-13, обозначены далее сериями 700 и 800 ссылочных позиций, соответственно.
Каждая из плоских трубок 10, 110, 210, 310, 410, 510, 610, проиллюстрированных на фиг.1-13, имеет внутренние стенки, образованные посредством внутренних сгибов 28 первой и/или второй части 12, 112, 212, 312, 412, 512, 612, 14, 114, 214, 314, 414, 514, 614. Тем не менее в любом из этих вариантов осуществления данные стенки, по меньшей мере, частично образующие каналы 16, 116, 216, 316, 416, 516, 616 для потока, могут быть образованы посредством отдельной части материала, которая соединена с какой-либо или обеими из первой и второй части 12, 112, 212, 312, 412, 512, 612, 14, 114, 214, 314, 414, 514, 614 при изготовлении плоских трубок 10, 110, 210, 310, 410, 510, 610. Хотя они и отличаются от описанных выше плоских трубок 10, 110, 210, 310, 410, 510, 610, эти альтернативные плоские трубки могут иметь любые из конструкционных признаков, описанных выше со ссылкой на фиг.1-13 (например, толщину и материалы внешних стенок, диаметры трубок, формы, позиции, промежутки и наборы внутренних стенок, а также конструкции узкой боковой стороны).
Например, плоские трубки 710, 810, показанные на фиг.14 и 15, составляются с помощью двух частей 712, 714 и 812, 814, соответственно между и где находится вставка 734, 834, образованная посредством другой части материала. В обоих случаях вставка 734, 834 имеет гофрированную форму, посредством чего гофры вставки 734, 834 могут формировать каналы 716 для потока, 816 в плоской трубке 710, 810. Любая или обе узкие боковые стороны 718, 720 и 818, 820 плоской трубки 710, 810 (только одна из которых показана на каждой из фиг.14 и 15) могут включать в себя часть вставки 734, 834 посредством, как правило, загибания краев первой и второй частей 712, 714 и 812, 814 с краями вставки 734, 834. Например, в некоторых вариантах осуществления плоская трубка 710 имеет змеевидные узкие боковые стороны 718, 720, как показано на фиг.14, при этом края вставки 734 сгибаются с и в продольные стороны первой и второй частей 712, 714. В других вариантах осуществления узкие боковые стороны 818, 820 плоской трубки 810 плотно сгибаются друг к другу, как показано на фиг.15, причем края вставки 834 снова сгибаются с и в продольные стороны первой и второй частей 812, 814. В еще одних других вариантах осуществления продольные края вставки могут быть скатаны в продольные края первой и второй частей в любой из структур узкой боковой стороны, показанных на фиг.6-10.
Каждый из описанных выше вариантов осуществления настоящего изобретения использует два отдельных фрагмента материала для того, чтобы образовывать первую и вторую части 12, 112, 212, 312, 412, 512, 612, 712, 812 и 14, 114, 214, 314, 414, 514, 614, 714, 814 плоских трубок 10, 110, 210, 310, 410, 510, 610, 710, 810. Хотя такие конструкции трубок имеют уникальные преимущества, в том числе определенные признаки зацепления между частями и преимущества изготовления, плоские трубки согласно настоящему изобретению также могут быть сформированы из одного фрагмента, например, посредством одиночной или цельной бесконечной пластины листового металла. Посредством деформирования отдельного фрагмента свободные продольные края одного фрагмента могут быть сведены вместе и соединены посредством твердого припоя, сварки или других операций крепления. Другими словами, некоторые варианты осуществления плоских трубок согласно настоящему изобретению могут быть сформированы из одного фрагмента (например, полоски металлического листа) при задании по-прежнему двух стабильных узких боковых сторон. Различные варианты осуществления таких цельных плоских трубок подробнее описаны ниже. За исключением признаков цельных плоских трубок, описанных ниже, которые не согласованы или несовместимы с признаками трубок, описанными выше со ссылкой на состоящие из двух частей варианты осуществления по фиг.1-15, цельные плоские трубки, описанные ниже, могут иметь любые из конструкционных признаков, описанных выше со ссылкой на фиг.1-15 (например, толщину и материалы внешних трубок, диаметры трубок, формы, позиции, промежутки и наборы внутренних стенок и конструкции узких боковых сторон).
Цельные трубки, описанные ниже, могут иметь улучшенные термальные свойства в сравнении с традиционными плоскими трубками, по меньшей мере, частично на основе использования относительно тонкого материала стенки трубок (описанного выше), который может быть использован. Дополнительно, сборка плоских трубок в теплообменнике также может быть упрощена.
Аналогично состоящим из двух частей трубкам, описанным выше, сгибы, сформированные на узких боковых сторонах цельных плоских трубок, описанных ниже, могут быть по существу перпендикулярны или по существу параллельны широким боковым сторонам. Например, первая узкая боковая сторона плоской трубки может быть сформирована из непрерывной части одного листа металла и может включать в себя набор из нескольких сгибов. В некоторых вариантах осуществления данные сгибы могут образовывать несколько длин (например, аналогично описанным выше со ссылкой на фиг.8), что может помочь избежать образования трещин вследствие термального сбоя. Вторая узкая боковая сторона плоской трубки может быть сформирована посредством свободных продольных краев одного листа металла и также может иметь несколько сгибов. Вместо толщины листового металла в 0,05-0,15 мм (0,0019685-0,00591 дюймов) в некоторых вариантах осуществления и 0,03-0,15 мм (0,00118-0,00591 дюймов) в других вариантах осуществления продольные края одного фрагмента материала, образующего вторую узкую боковую сторону, могут быть соединены посредством твердого припоя, сварки или других операций крепления. Кроме того, аналогично состоящим из двух частей плоским трубкам, описанным выше, какая-либо или обе стороны цельных плоских трубок могут включать в себя внутренние сгибы и другие деформации (например, направленные внутрь кромки, фланцы или другие выступы, которые не должны проходить по внутренней части плоских трубок). Внутренние сгибы могут формировать каналы для потока в плоской трубке и могут быть скомпонованы любым из способов, описанных выше со ссылкой на состоящие из двух частей плоские трубки. Только в качестве примера внутренние сгибы могут быть в наборах, могут быть с конкретными промежутками, которые могут варьироваться или не варьироваться по ширине плоской трубки и могут увеличиваться в направлении от какой-либо или обеих узких боковых сторон к средней части плоской трубки. Благодаря таким внутренним сгибам и компоновкам может быть значительно улучшена способность цельной плоской трубки противостоять высокой температурной нагрузке.
Примеры цельных плоских трубок, имеющих некоторые из этих признаков, проиллюстрированы на фиг.16-24, каждая из которых имеет первую и вторую части 912, 914, 1012, 1014, 1112, 1114, 1212, 1214, 1312, 1314, 1412, 1414, 1512, 1514, 1612, 1614, 1712, 1714, сформированные из общего фрагмента материала, изогнутого до проиллюстрированных форм. Хотя могут быть использованы другие материалы и толщина материалов, как подробнее описано выше со ссылкой на состоящие из двух частей плоские трубки, проиллюстрированные первая и вторая части 912, 914, 1012, 1014, 1112, 1114, 1212, 1214, 1312, 1314, 1412, 1414, 1512, 1514, 1612, 1614, 1712, 1714 сформированы из полоски листового металла из алюминия или алюминиевого сплава, имеющей толщину материала приблизительно 0,10 мм (0,003937 дюймов). Любая из плоских трубок 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, 1710 может иметь покрытие из твердого припоя на любой одной или обеих сторонах, при этом каждый слой покрытия из твердого припоя может иметь толщину приблизительно 10-20% толщины полоски листового металла.
При использовании описанной выше толщины стенки малый диаметр d, равный, по меньшей мере, 0,8 мм (0,031496 дюймов) для проиллюстрированных плоских трубок 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, 1710, обеспечивает хорошие результаты эффективности во многих вариантах применения. Также, при использовании описанной выше толщины стенки, малый диаметр d, составляющий не более приблизительно 2,0 мм (0,07874 дюймов) для проиллюстрированных плоских трубок 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, 1710, обеспечивает хорошие результаты эффективности во многих вариантах применения. Тем не менее в некоторых вариантах осуществления используется максимальный малый диаметр d, равный не более приблизительно 1,5 мм (0,059055 дюймов) для проиллюстрированных плоских трубок 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, 1710. Более того, большой диаметр D для любой из проиллюстрированных плоских трубок 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, 1710 обычно свободно выбирается в рамках определенных пределов изготовления. Например, в некоторых вариантах осуществления большой диаметр D составляет приблизительно 50 мм (1,969 дюймов). Тем не менее цельные плоские трубки 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, 1710, имеющие большие или малые диаметры D, d (включая описанные выше со ссылкой на все варианты осуществления, раскрытые в данном документе), и толщину стенок, описанную ранее, также могут быть изготовлены, при этом исходная ширина W материала (см., например, фиг.16), используемого для того, чтобы формировать плоские трубки 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, 1710, сделана доступной на производственной линии.
Как упоминалось выше, различные типы сгибов узкой боковой стороны и внутренних сгибов, описанных со ссылкой на варианты осуществления согласно фиг.1-15, могут быть использованы в цельных трубках, описанных в данном документе. В некоторых вариантах осуществления цельных трубок, таких как показанные на фиг.19-24, какая-либо или обе узкие боковые стороны 1218, 1220, 1318, 1320, 1418, 1420, 1518, 1520, 1618, 1620, 1718, 1720 плоской трубки 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, 1710 могут включать в себя несколько сгибов 1230, 1330, 1430, 1530, 1630, 1730, которые могут обеспечивать относительно более стабильные и прочные узкие боковые стороны 1218, 1220, 1318, 1320, 1418, 1420, 1518, 1520, 1618, 1620, 1718, 1720 трубок. Как результат, относительно более стабильные узкие боковые стороны 1218, 1220, 1318, 1320, 1418, 1420, 1518, 1520, 1618, 1620, 1718, 1720 могут обеспечивать достаточную защиту плоских трубок 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, 1710 от повреждения вследствие сбоя температуры и/или давления, ударов от объектов и коррозии, тем самым обеспечивая лучшую эффективность, когда используются в теплообменнике для моторных транспортных средств (например).
На фиг.16 показан пример способа, которым может быть изготовлена цельная трубка 910. В частности, фиг.16 иллюстрирует, по меньшей мере, часть производственного процесса, чтобы сформировать цельную плоскую трубку 910. Один и/или несколько сгибов делаются в листе исходного материала и, по меньшей мере, частично образуют внутренние сгибы 928 плоской трубки 910 и каналы 916 для потока в плоской трубке 910. В некоторых вариантах осуществления лист исходного материала является непрерывным листом, таким как подаваемый из катушки материала выше производственных элементов, используемых для того, чтобы формировать сгибы. В то же или другое время дополнительные сгибы создаются, которые, по меньшей мере, частично образуют сгибы в узкой боковой стороне 920 плоской трубки 910. Например, набор 932 из нескольких сгибов 930 формируется в или рядом с центром цельной металлической полоски, проиллюстрированной на фиг.16, чтобы образовывать узкую боковую сторону 920 посредством загибания полоски в направлении, показанном стрелкой, по существу рядом с набором 932 из нескольких сгибов 930. Как результат этого сгиба, указанного посредством стрелки, образуются первая и вторая широкие боковые стороны 912, 914 плоской трубки 910. Другая узкая боковая сторона 918 и сгибы 930 другой узкой боковой стороны 918 могут принимать любую из форм, показанных на фиг.19-23, или форм, описанных и/или проиллюстрированных выше со ссылкой на узкие боковые стороны, состоящие из двух частей плоских трубок 10, 110, 210, 310, 410, 510, 610, 710, 810. Фиг.17 и 18 иллюстрируют признаки альтернативных конструкций цельных плоских трубок (узкие боковые стороны не показаны), которые могут быть использованы. Более конкретно, фиг.17 обеспечивает пример того, как одиночные внутренние сгибы 1028 и наборы 1032 из нескольких внутренних сгибов 1028 на какой-либо или обеих широких боковых сторонах 1022, 1024 могут быть использованы в одной цельной плоской трубке 1010, чтобы образовывать каналы 1016 для потока одного или различного размера. Фиг.18 иллюстрирует пример того, как ряд одиночных внутренних сгибов 1128 может быть сделан в конкретных местах на какой-либо или обеих широких боковых сторонах 1122, 1124, чтобы образовывать каналы 1116 для потока варьирующегося размера поперечного сечения, например постепенное увеличение размеров поперечного сечения в направлении ширины цельной плоской трубки 1110.
Фиг.19-24 иллюстрирует еще одни дополнительные примеры цельных плоских трубок 1210, 1310, 1410, 1510, 1610 согласно другим вариантам осуществления настоящего изобретения. Как варианты осуществления цельных трубок, проиллюстрированные на фиг.16-18, каждая из цельных плоских трубок 1210, 1310, 1410, 1510, 1610, проиллюстрированных на фиг.19-24, имеет внутренние сгибы 1228, 1328, 1428, 1528, 1628, 1728, скомпонованные по отдельности и/или в наборах, чтобы образовывать каналы 1216, 1316, 1416, 1516, 1616, 1716 для потока. В некоторых случаях компоновка отдельных внутренних сгибов 1228, 1328, 1428, 1528, 1628, 1728 и/или наборов 1232, 1332, 1532 таких сгибов 1228, 1328, 1528 определяется на основе одного или более факторов (например), достижимых температур одиночных или нескольких текучих сред через трубки 1210, 1310, 1410, 1510, 1610, 1710, теплового напряжения и циклического температурного воздействия, которому подвергаются различные части ширины и/или длины трубки, внутреннего давления текучей среды и т.п.
В частности, как показано на фиг.19, несколько внутренних сгибов 1228 рядом с центром плоской трубки 1210 образуют толщину материала в четыре раза от толщины материала нефальцованной трубки (т.е. два одиночных сгиба 1228, скомпонованные плотно или непосредственно рядом друг с другом, например, примыкающим способом). Цельная плоская трубка 1210, проиллюстрированная на фиг.19, имеет два таких набора 1232 внутренних сгибов 1228, каждый из которых сформирован в различной широкой боковой стороне 1222, 1224 плоской трубки 1210. В варианте осуществления согласно фиг.20 четыре набора 1332 нескольких внутренних сгибов 1328 образуют толщину материала в шесть раз от толщины материала нефальцованной трубки (т.е. три одиночных сгиба 1328, скомпонованных плотно или непосредственно рядом друг с другом, например, примыкающим способом). Внутренние сгибы 1328 в варианте осуществления согласно фиг.20 размещаются так, чтобы образовывать каналы 1316 для потока варьирующегося размера, в отличие от сгибов согласно фиг.19, которые имеют по существу одинаковый размер. Следует принимать во внимание, что любое другое число наборов 1232, 1332 внутренних сгибов может быть предусмотрено на одной или обеих широких боковых сторонах 1222, 1224, 1322, 1324 цельных плоских трубок 1210, 1310, проиллюстрированных на фиг.19 и 20, с или без дополнительных отдельных внутренних сгибов 1228, 1328 (т.е. внутренних сгибов 1228, 1328 не в наборах 1232, 1332, как также показано на фиг.19 и 20).
Варианты осуществления согласно фиг.21, 22 и 23 обеспечивают примеры цельных плоских трубок 1410, 1510, 1610, в которых только одиночные сгибы 1428, 1528, 1628 используются для того, чтобы формировать каналы 1416, 1516, 1616 для потока. В качестве примера внутренние сгибы 1428, 1528 цельных плоских трубок 1410, 1510, проиллюстрированных на фиг.21 и 22, размещаются так, чтобы образовывать каналы 1416, 1516 для потока варьирующегося размера (возрастающего к центру каждой плоской трубки 1410, 1510, 1610), в отличие от показанных на фиг.23, которые имеют по существу одинаковый размер, за исключением немного большего канала 16 для потока сразу рядом с какой-либо или обеими узкими боковыми сторонами 1618, 1620. Следует отметить, что внутренние сгибы 1228, 1328, 1428, 1528, 1628, 1728 любой из цельных плоских трубок 1210, 1310, 1410, 1510, 1610, 1710, проиллюстрированных на фиг.19-24, могут быть размещены так, чтобы образовывать каналы 1216, 1316, 1416, 1516, 1616, 1716 для потока одинакового или различного размера, и что ширина каналов 1216, 1316, 1416, 1516, 1616, 1716 для потока может увеличиваться или уменьшаться в направлении центра плоских трубок 1210, 1310, 1410, 1510, 1610, 1710 постепенно в одном направлении в большей части или по всей ширине трубки, либо любым другим требуемым способом. Кроме того, при необходимости, другие конструкции плоских трубок 1210, 1310, 1410, 1510, 1610, 1710 могут включать в себя различное число одиночных сгибов 1228, 1328, 1428, 1528, 1628, 1728 и наборов из нескольких внутренних сгибов 1228, 1328, 1428, 1528, 1628, 1728.
Согласно вариантам осуществления цельных плоских трубок, проиллюстрированных на фиг.19-24, каждая плоская трубка 1210, 1310, 1410, 1510, 1610, 1710 имеет одну узкую боковую сторону 1220, 1320, 1420, 1520, 1620, 1720, образованную посредством непрерывной фальцованной части листа материала, используемого для того, чтобы составлять плоскую трубку 1210, 1310, 1410, 1510, 1610, 1710, и противоположную узкую боковую сторону 1218, 1318, 1418, 1518, 1618, 1718, при этом два продольных края листа материала скрепляются и сгибаются так, чтобы охватывать плоскую трубку 1210, 1310, 1410, 1510, 1610, 1710. Эта противоположная узкая боковая сторона 1218, 1318, 1418, 1518, 1618, 1718 и сгибы 1230, 1330, 1430, 1530, 1630, 1730 противоположной узкой боковой стороны 1218, 1318, 1418, 1518, 1618, 1718 могут принимать любую из форм, показанных на фиг.19-24, или описанных и/или проиллюстрированных выше со ссылкой на узкие боковые стороны состоящих из двух частей плоских трубок 10, 110, 210, 310, 410, 510, 610, 710, 810.
Со ссылкой на узкую боковую сторону 1220, 1320, 1420, 1520, 1620, 1720, сформированную посредством непрерывной загнутой части, описанной выше, эта узкая боковая сторона может принимать любые из форм, показанных на фиг.19-24. Тем не менее эта та же узкая боковая сторона 1220, 1320, 1420, 1520, 1620, 1720 также может принимать любую из форм, описанных и/или проиллюстрированных выше со ссылкой на узкие боковые стороны состоящие из двух частей плоских трубок 10, 110, 210, 310, 410, 510, 610, 710, 810, при этом терминальные окончания первой и второй частей 12, 14, 112, 114, 212, 214, 312, 314, 412, 414, 512, 514, 612, 614, 712, 714, 812, 814 в узких боковых сторонах 18, 118, 218, 318, 418, 518, 618, 718 плоских трубок 10, 110, 210, 310, 410, 510, 610, 710, 810 должны быть соединены как часть одного непрерывного фрагмента листового материала. Соответственно, уникальные преимущества каждой формы узкой боковой стороны, описанной выше со ссылкой на фиг.1-11, 14 и 15, могут существовать для какой-либо или обеих узких боковых сторон 1218, 1220, 1318, 1320, 1418, 1420, 1518, 1520, 1618, 1620, 1720 вариантов осуществления, проиллюстрированных на фиг.19-24.
С конкретной ссылкой на проиллюстрированный вариант осуществления согласно фиг.19 цельная плоская трубка 1210, проиллюстрированная в данном документе, имеет узкие боковые стороны 1218, 1220, сформированные с помощью сгибов 1230, которые компонуются по существу перпендикулярно широким боковым сторонам 1222, 1224 плоской трубки 1210. Несколько сгибов 1230, образующих узкие боковые стороны 1218, 1220, отличаются друг от друга тем, что сгибы 1230, образующие вторую узкую боковую сторону 1220, формируются от непрерывной части цельной полоски материала, используемой для того, чтобы создавать плоскую трубку 1210, тогда как сгибы 1230, образующие первую узкую боковую сторону 1218, формируются из двух продольных краев цельной полоски материала. Тем не менее в других вариантах осуществления плоская трубка вместо этого может иметь первую и вторую узкие боковые стороны 1218, 1210 с сгибами 1230, которые по существу параллельны широким боковым сторонам 1222, 1224 плоской трубки 1210.
Цельная плоская трубка 1310, проиллюстрированная на фиг.20, также имеет вторую узкую боковую сторону 1320 с несколькими сгибами 1330, по существу перпендикулярными широким боковым сторонам 1322, 1324 плоской трубки 1310, тогда как первая узкая боковая сторона 1318 имеет несколько сгибов 1330, скомпонованных по существу параллельно широким боковым сторонам 1322, 1324 плоской трубки 1310. Тем не менее в других вариантах осуществления плоская трубка 1310 вместо этого может иметь первую узкую боковую сторону 1318 со сгибами 1330, которые по существу перпендикулярны широким боковым сторонам 1322, 1324, и вторую узкую боковую сторону 1320 со сгибами 1330, которые по существу параллельны широким боковым сторонам 1322, 1324.
Цельная плоская трубка 1410, проиллюстрированная на фиг.21, имеет первую и вторую узкие боковые стороны 1418, 1420 с несколькими сгибами 1430, которые по существу параллельны широким боковым сторонам 1422, 1424 плоской трубки 1410. В других вариантах осуществления несколько сгибов 1430 какой-либо или обеих узких боковых сторон 1418, 1420 вместо этого по существу перпендикулярны широким боковым сторонам 1422, 1424 плоской трубки 1410. Хотя каждый из нескольких сгибов 1430 в обеих узких боковых сторонах 1418, 1420, проиллюстрированных на фиг.21, имеет по существу одинаковую длину, одна или обе узкие боковые стороны 1418, 1420 вместо этого могут иметь другую длину L (например, см. фиг.22 и 23). В этих вариантах осуществления варьирующаяся длина узких боковых сторон 1518, 1520, 1618 может принимать любую из форм, описанных выше со ссылкой на вариант осуществления по фиг.8, и поэтому может обеспечивать любые из преимуществ, также описанных в данном документе. На фиг.22 и 23 проиллюстрирована компоновка сгибов 1530, 1630 варьирующейся длины узких боковых сторон 1518, 1520, 1630 (т.е. более коротких фланцев 1530, 1630, фланкированных посредством более длинных сгибов 1530, 1630), причем она, в общем, может быть эффективной при поддержке нагрузок изменения температуры. Кроме того, с помощью этой компоновки можно избежать внезапных переходов в давлении от узких боковых сторон 1518, 1520, 1618 к широким боковым сторонам 1522, 1524, 1622, 1624. Дополнительно, как в случае с другими вариантами осуществления цельных плоских трубок, описанных в данном документе, один или более наборов из нескольких внутренних сгибов 1528 (таких как один набор, показанный на фиг.22) и/или относительно большое число каналов 16 для потока (таких как показанные на фиг.23) может быть использован для того, чтобы помогать поддерживать нагрузки изменения температуры и помогать противостоять внезапным перепадам давления. Еще одной мерой, нацеленной на то, чтобы улучшить сопротивление нагрузке изменения температуры, является варьирование расстояния "a" между сгибами, чтобы образовывать все более широкие каналы 1516 для потока к центру плоской трубки 1510.
Фиг.24 иллюстрирует пример способа, которым любая из конструкций узкой боковой стороны, показанных в вариантах осуществления состоящих из двух частей плоских трубок по фиг.6-11, 14 и 15, может быть использована в узкой боковой стороне цельной плоской трубки, имеющей непрерывный лист материала, как упоминалось выше. Узкая боковая сторона 1718, показанная на фиг.24, аналогична во многих отношениях узкой боковой стороне согласно фиг.11, описанной выше, за исключением примыкающих смежных сгибов 1730 и одного непрерывного листа материала, образующего сгибы 1730, вместо двух перекрывающихся листов материала (или двух перекрывающихся частей 12 одного листа материала). В этом конкретном примере расстояния "a" между сгибами 1730 и первым внутренним фальцем 1728 и между другими внутренними сгибами 1728 являются относительно небольшими и могут варьироваться в некоторых вариантах осуществления от 0,5 мм (0,019685 дюймов) до 2 мм (0,07874 дюймов) или более, и даже самое большее до 1 см (2,54 дюймов). Более того, в некоторых вариантах осуществления плоская трубка 1610 имеет ширину приблизительно 42 мм (0,16535 дюймов), обеспечивающую возможность размещения нескольких сгибов 1728 и каналов 1716 для потока.
Плоские трубки согласно некоторым вариантам осуществления настоящего изобретения могут включать в себя внутреннюю вставку, которая упрочняет, по меньшей мере, одну из узких сторон плоской трубки, при этом также потенциально выполняя одну или более других функций (например, упрочнение широких боковых сторон трубок, задание нескольких каналов для потока, поддерживающих или не поддерживающих обмен текучей средой друг с другом, задание табуляторов расхода и т.п.). Вставка может быть образована посредством отдельной части материала, которая связана с листами материала, образующими внутренние стенки трубки, при изготовлении плоских трубок, и может быть использована как дополнение или вместо внутренних сгибов, как описано в ряде вариантов осуществления выше. Примеры вставок уже описаны со ссылкой на проиллюстрированные варианты осуществления согласно фиг.14 и 15.
Хотя вставки могут быть использованы с цельными плоскими трубками согласно некоторым вариантам осуществления настоящего изобретения (подробнее описанными ниже), ряд уникальных преимуществ приобретается посредством использования вставок в состоящих из двух частей плоских трубках. В некоторых вариантах осуществления эти преимущества обеспечиваются при использовании вставок в цельных трубках, составленных из листового материала, имеющего относительно небольшую толщину. В некоторых вариантах осуществления материал стенки плоских трубок имеет толщину не более приблизительно 0,20 мм (0,007874 дюймов). Тем не менее в других вариантах осуществления материал стенки плоских трубок, имеющих толщину не более приблизительно 0,15 мм (0,0059055 дюймов), обеспечивает существенные результаты эффективности, относящиеся к общей эффективности теплообменника, технологичности и возможных конструкций стенок (как раскрыто в данном документе), которые невозможны при использовании более тонких материалов стенок. Относительно небольшая толщина материала стенок может приводить к хорошим тепловым свойствам состоящих из двух частей плоских трубок, имеющих вставки. В некоторых вариантах осуществления толщина материала стенок таких плоских трубок не менее приблизительно 0,050 мм (т.е. не менее приблизительно 0,0019685 дюймов) обеспечивает отличные характеристики прочности и коррозионной стойкости, тогда как в других вариантах осуществления толщина материала стенок плоских трубок не менее приблизительно 0,030 мм (0,00118 дюймов) может быть использована. Кроме того, состоящие из двух частей плоские трубки, имеющие вставки, описанные ниже, могут иметь размеры, аналогичные состоящим из двух частей плоским трубкам, описанным со ссылкой на фиг.1-15.
Как подробнее пояснено ниже, трубки теплообменника и другие части теплообменников, описанные в данном документе, могут изготавливаться с помощью ряда методик и процессов производства и могут включать в себя признаки коррозионной защиты, такие как, например, методики и процессы, описанные ниже и проиллюстрированные на фиг.92-95. Ряд процессов и методик изготовления и признаки коррозийной защиты, упомянутых далее, являются особенно преимущественными, когда применяются к трубкам теплообменников и частям теплообменников, имеющим значительно меньшую толщину материала. Помимо этого данные методики, процессы и признаки коррозионной защиты обеспечивают значительные преимущества, связанные с общей эффективностью плоских трубок и теплообменников, изготовленных из такого материала.
Фиг.25-34 иллюстрируют различные состоящие из двух частей плоские трубки 1810, 1810A, 1910, 2010, 2110, 2210, 2310, 2410, 2510, 2610, 2710, 2810, 2910, 3010, 3110, 3210, каждая из которых включает в себя первую часть 1812, 1812A, 1912, 2012, 2112, 2212, 2312, 2412, 2512, 2612, 2712, 2812, 2912, 3012, 3112, 3212, вторую часть 1814, 1814A, 1914, 2014, 2114, 2214, 2314, 2414, 2514, 2614, 2714, 2814, 2914, 3014, 3114, 3214 и вставку 1834, 1834A, 1934, 2034, 2134, 2234, 2334, 2434, 2534, 2634, 2734, 2834, 2934, 3034, 3134, 3234, все из которых могут быть сконструированы из листов материала, таких как полоски металла или другой материал. Для простоты описания нижеследующее пояснение ссылается только на проиллюстрированный вариант осуществления по фиг.25 и 26, следует понимать, что нижеследующее пояснение применяется в равной степени ко всем вариантам осуществления, проиллюстрированным на фиг.25-34 (кроме несогласованного или несовместимого описания).
В некоторых вариантах осуществления состоящая из двух частей плоская трубка 1810, проиллюстрированная на фиг.25 и 26, первая и вторая части 1812, 1814 и вставка 1834 могут быть сконструированы из материала (например, алюминия, алюминиевого сплава или другого материала, описанного в данном документе), имеющего относительно небольшую толщину листов. Например, было обнаружено, что толщина материала для этих элементов не более приблизительно 0,15 мм (0,0098425 дюймов) обеспечивает хорошие результаты эффективности во многих вариантах применения. В некоторых вариантах осуществления материал для этих элементов также имеет толщину не менее приблизительно 0,03 мм (0,0011811 дюймов). Во многих вариантах осуществления предпочтительно, чтобы относительно меньшая толщина листов была использована для вставки 1834, чем для первой и второй частей 1812, 1814 состоящей из двух частей плоской трубки 1810. Несмотря на относительно небольшую толщину листов узкие боковые стороны 1818, 1820 состоящей из двух частей плоской трубки 1810 могут иметь относительно повышенную стабильность, особенно когда используются вместе с признаками состоящей из двух частей плоской трубки 1710, описанной ниже.
В проиллюстрированном варианте осуществления согласно фиг.25 и 26 каждая широкая боковая сторона 1822, 1824 плоской трубки 1810 формируется из отдельной части материала (такой как отдельная полоска). Части материала перекрываются в двух местах, чтобы образовывать два продольных шва 1844, 1846. Эти продольные швы 1844, 1846 состоящей из двух частей плоской трубки 1810 проходят от соответствующих узких боковых сторон 1818, 1820 плоской трубки 1810 к противоположным широким боковым сторонам 1822, 1824, в отличие от других проиллюстрированных вариантов осуществления (например, см. фиг.27, подробнее описанную ниже), где продольные швы проходят от соответствующих узких боковых сторон плоской трубки к такой же широкой боковой стороне плоской трубки. В проиллюстрированном варианте осуществления согласно фиг.25 и 26 продольные швы 1844, 1846 размещаются в и проходят от соответствующей узкой боковой стороны 1818, 1820 плоской трубки 1810 в широкие боковые стороны 1822, 1824 плоской трубки 1810. В частности, продольные швы 1844, 1846, а именно те части плоской трубки 1810, в которых листовой материал плоской трубки 1810 перекрывается, проходят, по меньшей мере, частично над частью (а в некоторых вариантах осуществления большинством или всеми) узких боковых сторон 1818, 1820 и находятся частично в соответствующей широкой боковой стороне 1822, 1824 плоской трубки 1810. Ширина шва 1844, 1846 может быть определена согласно требуемому процессу изготовления.
В некоторых вариантах осуществления продольные швы 1844, 1846 плоской трубки 1810 представляют утопленную заподлицо или по существу заподлицо внешнюю поверхность плоской трубки 1810 (например, обеспечивают по существу плоскую широкую боковую сторону 1822, 1824 плоской трубки 1810). Для этой цели данный продольный край каждого продольного шва 1844, 1846, который перекрывается посредством другого продольного края, может быть заглублен посредством формирования перекрывающегося продольного края со смещением 1848, 1850. Соответственно, продольный край одной части 1812, 1814 трубки может быть обернут и принимать соответствующий продольный край другой части 1814, 1812 трубки в пазе 1848, 1850, чтобы образовывать продольный шов 1844, 1846. Таким образом, для обоих швов 1844, 1846 нижележащий продольный край двух перекрывающихся частей 1812, 1814 трубки может завершаться внутри плоской трубки 1810 и может быть свободен до твердого припоя, сварки или других методик крепления. Как результат этой конструкции, плоские трубки 1810 могут быть сформированы с точной требуемой шириной (даже без резки или других операций технологической обработки в некоторых вариантах осуществления) несмотря на тот факт, что поддерживаются более слабые допуски для ширины исходного материала отдельных частей 1812, 1814 трубки, поскольку перекрывающиеся продольные швы 1844, 1846 обеспечивают относительное поперечное размещение первой и второй частей 1812, 1814 трубки в собранном состоянии. В частности, в некоторых вариантах осуществления конечный продольный край 1854, 1856 каждой части 1812, 1814 трубки не примыкает к другой части 1812, 1814 трубки, тем самым обеспечивая возможность такой регулировки.
Использование перекрывающихся продольных швов, таких как проиллюстрированные в варианте осуществления по фиг.25 и 26, обеспечивает существенное усиление плоской трубки 1810 в первой и второй узких боковых сторонах 1818, 1820, то есть признак, который может быть очень важным во многих вариантах применения, где влияние теплового напряжения, нагрузок изменения температуры и сбоев вследствие приложения давления и грязи являются распространенными в традиционных плоских трубках. В некоторых вариантах осуществления дополнительное усиление первой и/или второй узкой боковой стороны 1818, 1820 обеспечивается посредством одного или более сгибов первой и/или второй части 1812, 1814 трубки в узких боковых сторонах 1818, 1820 (то есть в продольных краях таких частей 1812, 1814). В общем фальцовка продольных краев первой и/или второй части 1812, 1814 трубки позволяет повысить прочность плоской трубки 1810 и сопротивление плоской трубки 1810 повреждениям. В тех вариантах осуществления, в которых узкая боковая сторона 1818, 1820 образуется, по меньшей мере, частично посредством перекрывающихся продольных краев первой и второй частей 1812, 1814 трубки (одна проходит над, принимает или содержит другую), либо один, либо оба перекрывающихся продольных края (например, содержащиеся и охватывающие края) могут быть отогнуты назад, чтобы увеличить толщину продольного края в узкой боковой стороне 1818, 1820.
Например, предполагается, что один или оба перекрывающихся продольных края частей 1812, 1814 трубки в какой-либо или обеих узких боковых сторонах 1818, 1820 может включать в себя сгибы рядом с соответствующей градацией 1858, 1860 (подробнее описанной ниже). Например, в некоторых вариантах осуществления комбинированная толщина первой и второй частей 1812, 1814 трубки может составлять приблизительно 0,25 мм (0,0098425 дюймов) или меньше в некоторых вариантах осуществления, при этом какой-либо или оба перекрывающихся продольных края имеют, по меньшей мере, один сгиб, чтобы утолщать узкую боковую сторону 1818, 1820, а толщина материала вставки 1834 составляет приблизительно 0,10 мм (0,003937 дюймов) и менее. В таких вариантах осуществления толщина первой и второй частей 1818, 1820 трубки может быть в диапазоне 0,05-0,15 мм (0,0019685-0,0059055 дюймов) и может быть в диапазоне 0,03-0,15 мм (0,0019685-0,0059055 дюймов) в других вариантах осуществления.
Также следует отметить, что конструкция перекрывающихся продольных швов состоящей из двух частей плоской трубки, проиллюстрированной на фиг.25 и 26, может быть использована в вариантах осуществления плоских трубок, не имеющих внутренней вставки. Например, такая конструкция продольных швов может быть использована в состоящих из двух частей плоских трубках, имеющих внутренние сгибы, таких как описанные выше со ссылкой на варианты осуществления согласно фиг.1-13 и 16-24, или в других состоящих из двух частей плоских трубках.
Хотя это и не обязательно, во многих вариантах осуществления части трубки (например, части 1812, 1814 трубки на фиг.25 и 26) имеют по существу одинаковую форму или могут быть даже идентичными. Когда они собраны так, как описано выше, части 1812, 1814 трубки компонуются с продольными краями, обращенными относительно друг друга. Например, один продольный край одной из двух частей 1812, 1814 трубки включает в себя градацию 1856, 1860, образующую паз 48, 50, как описано выше, после чего следует часть, образующая дугу 1862, 1864, тогда как соответствующий перекрывающийся продольный край другой части 1814, 1812 трубки включает в себя часть с большей дугой 1866, 1868, принимающей меньшую дугу 1862, 1864. Соответственно, в проиллюстрированном варианте осуществления согласно фиг.25 и 26 одна часть 1862, 1864 с меньшей дугой и одна часть 1866, 1868 с большей дугой формируют одну из узких боковых сторон 1818, 1820 как часть процесса производства состоящей из двух частей плоской трубки 1810. Следует понимать, что термин "дуга" при использовании в данном документе и прилагаемой формуле изобретения не ограничен полукруглой формой. Более того, термин "дуга" при использовании в данном документе и прилагаемой формуле изобретения включает в себя любую надлежащую геометрию для формирования узких боковых сторон 1818, 1820, которая может включать в себя квадратную, треугольную или другие открытые полигональные формы, волновые формы и другие формирования.
Посредством использования частей 12 трубок, которые имеют по существу одинаковую форму или идентичны, меньше число типов фрагментов (а в некоторых случаях один тип фрагмента) может быть использовано для того, чтобы конструировать состоящую из двух частей плоскую трубку 1810, приводя к меньшим запасам, более простой сборке и значительному снижению затрат.
Внутренняя вставка 1834, частично проиллюстрированная на фиг.25 и полностью проиллюстрированная на фиг.26, сформирована из третьего фрагмента материала и, в общем, включает в себя два продольных края 1838, 1840, какой-либо или оба из которых могут находится по существу в рамках соответствующей узкой боковой стороны 1818, 1820 плоской трубки 1810. В некоторых вариантах осуществления продольные края 1838, 1840 формируются с формой для этой цели, так чтобы продольные края 1838, 1840 могли размещаться во внутренней форме узких боковых сторон 1818, 1820. Также в некоторых вариантах осуществления, по меньшей мере, часть каких-либо или обоих продольных краев 1838, 1840 имеют форму, соответствующую форме узких боковых сторон 1818, 1820. Например, один или оба продольных края 1838, 1840 могут быть сформированы в форме контура 1842, с тем чтобы, по меньшей мере, часть контура 1842 соответствовала форме соответствующей узкой боковой стороны 1818, 1820 плоской трубки 1810. В некоторых вариантах осуществления это соответствие форм может приводить к усилению плоской трубки в узких боковых сторонах 1818, 1820. Дополнительное усиление может быть получено посредством соединения какого-либо или обоих продольных краев 1838, 1840 с узкими боковыми сторонами 1818, 1820, например, посредством твердого припоя, сварки или любым другим подходящим способом.
Как показано на фиг.26, иллюстрирующий способ, которым состоящая из двух частей плоская трубка 1810 может быть собрана, внутренняя вставка 1834 размещается в рамках дуговых частей 1862, 1864 первой и второй частей 1812, 1814 трубки, поскольку первая и вторая части 1812, 1814 трубки соединяются в ходе сборки. В частности, продольные края 1838, 1840 внутренней вставки 1834 поддерживаются посредством дуговых частей 1862, 1864 первой и второй частей 1812, 1814 трубки и должны быть в рамках заданных далее узких боковых сторон 1818, 1820 трубки 1810, чтобы усилить узкие боковые стороны 1818, 1820 после того, как сборка выполнена. Результирующая состоящая из двух частей плоская трубка 1810 имеет узкие боковые стороны 1818, 1820 с двойной толщиной стенок вследствие перекрывающихся продольных швов 1844, 1846, проходящих над и под узкими боковыми сторонами 1818, 1820, и также может иметь дополнительную толщину, задаваемую посредством толщины вложенных продольных краев 1838, 1840 внутренней вставки 1834. В некоторых случаях, например, состоящая из двух частей плоская трубка 1810 включает в себя первую и вторую части 1812, 1814 трубки, вместе образующие толщину стенки приблизительно в 0,20 мм (0,007874 дюймов), чтобы помочь предотвращать коррозию или ухудшение качества и/или обеспечивать устойчивость к влиянию грязи, а также нагрузкам изменений давления и температуры.
Как подробнее пояснено ниже, трубки теплообменника и другие части теплообменников, описанные в данном документе, могут изготавливаться с помощью ряда методик и процессов производства и могут включать в себя признаки коррозионной защиты, такие как, например, методики и процессы, описанные ниже и проиллюстрированные на фиг.92-95. Ряд процессов и методик изготовления и признаки коррозийной защиты, упомянутых далее, являются особенно преимущественными, когда применяются к трубкам теплообменников и частям теплообменников, имеющим значительно меньшую толщину материала. Помимо этого данные методики, процессы и признаки коррозионной защиты обеспечивают значительные преимущества, связанные с общей эффективностью плоских трубок и теплообменников, изготовленных из такого материала.
Внутренняя вставка 1834, проиллюстрированная в варианте осуществления по фиг.25 и 26, имеет ряд гофров 1852 по ширине плоской трубки 1810. Эти гофры 1852 могут быть прикреплены к внутренней части широких боковых сторон 1822, 1824 первой и второй частей 1812, 1814 трубки, чтобы сформировать каналы 1816 для потока, проходящие в продольном направлении плоской трубки 1810. Посредством использования этой компоновки каналы 1816 для потока могут быть заданы в плоской трубке 1810 экономичным способом, при этом также упрощая процесс производства состоящей из двух частей плоской трубки 1810. Несмотря на небольшую толщину стенок внутренней вставки 1834 (которая может быть такой же или меньшей, чем вышеописанная толщина первой и второй частей 1812, 1814 трубки, описанной выше), каналы 1816 для потока, сформированные в состоящей из двух частей плоской трубке 1810, могут обеспечивать повышенную стабильность к внутреннему давлению плоской трубки 1810.
Гидравлический диаметр каналов 1816 для потока может быть определен посредством надлежащей конструкции гофров 1852, описанных выше. В некоторых вариантах осуществления, например, гидравлический диаметр каналов 1816 для потока является относительно небольшим при условии, что малый диаметр d состоящей из двух частей плоской трубки 1810 может составлять порядка 0,8 мм (0,031496 дюймов), и число гофров 1852 может быть относительно большим.
В некоторых вариантах осуществления, по меньшей мере, некоторые из гофров 1852 имеют такую форму, чтобы иметь один бок гофра, перпендикулярный или по существу перпендикулярный широким боковым сторонам 1822, 1824 состоящей из двух частей плоской трубки 1810, и смежный бок гофра, наклоненный относительно широких боковых сторон 1822, 1824 (например, см. центральные гофры 1852, проиллюстрированные, например, на фиг.25). В других вариантах осуществления, по меньшей мере, некоторые из гофров 1852 имеют такую форму, чтобы иметь оба бока гофра со значительным наклоном относительно широких боковых сторон 1822, 1824 (например, см. левые гофры 1852, проиллюстрированные, например, на фиг.25). В еще одних других вариантах осуществления, по меньшей мере, некоторые из гофров 1852 имеют такую форму, чтобы оба бока были перпендикулярны или по существу перпендикулярны широким боковым сторонам 1822, 1824 состоящей из двух частей плоской трубки 1810.
Пример такого варианта осуществления показан на фиг.33, который иллюстрирует состоящую из двух частей плоскую трубку 2210, которая по существу такая же, что и трубка согласно фиг.25 и 26, за исключением формы вставки. Аналогично варианту осуществления согласно фиг.25 и 26 вставка 2234, проиллюстрированная на фиг.33, усиливает узкие боковые стороны 2218, 2220 посредством продольных краев 2238, 2240 вставки 2234, облицовывающей, по меньшей мере, часть внутренней поверхности каждой части 2212, 2214 трубки в узких боковых сторонах 2218, 2220. В других вариантах осуществления только один из продольных краев 2238, 2240 вставки 2234 входит в соответствующую узкую боковую сторону 2218, 2220. Следует отметить, что сборочный узел состоящей из двух частей плоской трубки, показанный на фиг.33, может иметь любые из тех же признаков, описанных в данном документе со ссылкой на вариант осуществления согласно фиг.25 и 26. В еще одних других вариантах осуществления, по меньшей мере, некоторые из гофров 1852 могут образовывать искривленный волновой шаблон (например, синусоидальный) или любую другую профилированную поверхность, в которой гофры идентичны или отличаются по ширине состоящей из двух частей плоской трубки 1810.
В некоторых вариантах осуществления вставка 1834 образует ряд каналов 1816 для потока, имеющих одинаковую форму и размер по ширине состоящей из двух частей плоской трубки 1810. В других вариантах осуществления вставка 1834 может иметь такую форму, чтобы форма и/или размер каналов 1816 для потока варьировалась по ширине состоящей из двух частей плоской трубки 1810 (например, посредством использования вставки 1834 с различными типами гофров 1852 в различных позициях по ширине состоящей из двух частей плоской трубки 1810). Пример этого показан на фиг.25, где используются оба типа гофров, описанных выше для проиллюстрированной вставки 1834. В других вариантах осуществления по ширине состоящей из двух частей плоской трубки 1810 может быть использовано любое число различных форм и размеров гофров. Это варьирование по ширине позволяет обеспечивать дополнительные преимущества по сравнению с традиционными плоскими трубками посредством приспособления различных частей 12 плоской трубки 1810 для различного расхода и/или условий окружающей среды (например, различные текучие среды или направления расхода по различным частям одной плоской трубки 1810, различные скорости внутреннего или внешнего расхода, температуры и/или давления в различных позициях по ширине плоской трубки 1810 и т.п.).
Внутренняя вставка 1834, проиллюстрированная на фиг.25 и 26, формируется из одного фрагмента материала. Тем не менее следует отметить, что в других вариантах осуществления внутренняя вставка 1834 вместо этого может быть сформирована из одного или более сегмента (при этом сборочный узел плоских трубок, проиллюстрированных на фиг.25 и 26, может включать в себя четыре или более сегмента).
Далее, как показано на фиг.25 и 26, толщина, по меньшей мере, одной узкой боковой стороны 1818, 1820, в общем, соответствует сумме толщины двух широких боковых сторон 1822, 1824 (и более точно продольных краев первой и второй частей 1812, 1814) и вставки 1834. Например, комбинированная толщина перекрывающихся продольных краев первой и второй частей 1812, 1814 и вставки 1834 может составлять приблизительно 0,25 мм (0,0098425 дюймов) и менее в некоторых вариантах осуществления. Также следует отметить, что в некоторых случаях каждая из первой и второй частей 1812, 1814 трубки и вставка 1834 может иметь по существу одинаковую толщину (в любом из диапазонов толщины, описанных выше), например, в случаях, когда один и тот же листовой материал используется для того, чтобы конструировать все три сегмента. В этих случаях какая-либо или обе узкие боковые стороны 1818, 1820 могут быть заданы посредством толщины, которая приблизительно в три раза составляет толщину материала какой-либо первой и второй частей 1812, 1814 трубки (т.е. когда контур 1842 в каком-либо или обоих продольных краях вставки 1834 принимается в рамках соответствующей узкой боковой стороны 1818, 1820, чтобы повысить толщину, как описано выше). В некоторых вариантах осуществления какой-либо или оба продольных края вставки 1834 могут быть отогнуты на себя и затем оснащены контуром 1842 или иметь другую форму, чтобы, по меньшей мере, частично соответствовать внутренней части узкой боковой стороны 1818, 1820, тем самым укрепляя материал стенки первой и второй частей 1812, 1814 в узких боковых сторонах 1818, 1820. Может быть сделано любое число таких сгибов продольных краев для вставки 1834, чтобы достичь требуемой толщины, усиления и стабильности узких боковых сторон 1818, 1820.
В некоторых вариантах осуществления, имеющих вставку 1834 усиления узких боковых сторон, как описано выше, каждая из первой и второй частей 1812, 1814 трубки может иметь толщину меньше 0,15 мм (0,00591 дюймов), и толщина вставки 1834 может быть не больше приблизительно 0,10 мм (0,003937 дюймов), например, плоская трубка 1810, в которой первая и вторая части 1812, 1814 трубки имеют толщину приблизительно 0,12 мм (0,0047224 дюймов), и в которой вставка 1834 имеет толщину не больше приблизительно 0,10 мм (0,003937 дюймов). В других вариантах осуществления толщина каждой из первой и второй частей 1812, 1814 трубки и вставки 1834 может быть не меньше приблизительно 0,05 мм (0,0019685 дюймов) и не больше приблизительно 0,15 мм (0,0059055), чтобы обеспечить относительно недорогой теплообменник с хорошими свойствами теплоотдачи и прочности. В других вариантах осуществления толщина каждой из первой и второй частей 1812, 1814 трубки и вставки 1834 может быть не менее приблизительно 0,03 мм (0,00118 дюймов) в других вариантах осуществления.
По меньшей мере, одно из первой и второй частей 1812, 1814 и вставки 1834 может иметь покрытие из твердого припоя на какой-либо или обеих сторонах, чтобы позволить этим сегментам проиллюстрированного сборочного узла трубки быть соединенными посредством твердого припоя. В проиллюстрированном варианте осуществления по фиг.25 и 26 только в качестве примера первая и вторая части 1812, 1814 и вставка 1834 плоской трубки 1810 изготавливаются из обшивки из алюминия или алюминиевого сплава, сделанной доступной в бесконечной ленте материала, наносимого на, по меньшей мере, одну сторону с помощью материала твердого припоя.
Как показано на фиг.25 и 26, состоящая из двух частей плоская трубка 1810 проиллюстрированного варианта осуществления образует малый диаметр d и большой диаметр D. При использовании толщины стенки, описанной ранее, малый диаметр d, равный, по меньшей мере, приблизительно 0,7 мм (0,027559 дюймов), обеспечивает хорошие результаты эффективности во многих вариантах применения. Также при использовании толщины стенки, описанной ранее, малый диаметр d, составляющий не более приблизительно 1,5 мм (приблизительно 0,059055 дюйма), обеспечивает хорошие результаты эффективности во многих вариантах применения, например в радиаторах. В случае теплообменников промежуточного охлаждения заряда и других вариантов применения малый диаметр d может быть больше приблизительно 1 см (0,3937 дюймов), чтобы обеспечивать хорошие результаты эффективности. Хотя такие размеры малого диаметра используются в различных вариантах осуществления, могут быть использованы любые из размеров малого диаметра, описанных выше в отношении всех вариантов осуществления плоской трубки, раскрытых в данном документе. Большой диаметр D состоящей из двух частей плоской трубки 1810, проиллюстрированной на фиг.25 и 26, может иметь любой требуемый размер (в том числе и размеры, также описанные выше в отношении всех вариантов осуществления плоской трубки, раскрытых в данном документе), по меньшей мере, частично на основе ширины исходного материала, используемого для того, чтобы конструировать плоскую трубку 1810.
Как упоминалось выше, в некоторых вариантах осуществления один или оба продольных края вставки 1834 могут быть оснащены любым числом сгибов, чтобы достичь требуемой толщины для повышенного укрепления и стабильности первой и второй частей 1812, 1814 в узких боковых сторонах 1818, 1820. Пример такого варианта осуществления проиллюстрирован на фиг.28 и 29. Состоящая из двух частей плоская трубка 1910, показанная на фиг.28 и 29, является по существу такой же, что и трубка согласно фиг.25 и 26, за исключением формы вставки.
Фиг.28 иллюстрирует плоскую трубку 1910 с узкой боковой стороной 1918 на стадии, в которой крупная дуговая часть 1968 не полностью изготовлена. Другими словами, один продольный край второй части 1914 трубки не оборачивается вокруг уже сформированной меньшей дуговой части 1962, сформированной посредством соответствующего продольного края первой части 1912 трубки. Этот продольный край второй части 1914 трубки смещен или перемещен относительно меньшей дуговой части 1962, чтобы завершить узкую боковую сторону 1918. Как следствие, результирующий продольный шов 1944 располагается в одной широкой боковой стороне 1922, при этом другой из двух продольных швов 1946 находится в другой широкой боковой стороне 1924. Эти продольные швы 1944, 1946 размещаются в узких боковых сторонах 1918, 1920 состоящей из двух частей плоской трубки 1910, как описано в предшествующих вариантах осуществления.
В проиллюстрированном варианте осуществления согласно фиг.28 и 29 продольные края 1938, 1940 вставки 1934 изогнуты несколько раз, как лучше всего показано на фиг.29. Продольные края 1938 со сгибами 1970 располагаются в узких боковых сторонах 1918, 1920 состоящей из двух частей плоской трубки 1910 и могут обеспечивать значительное укрепление перекрывающимся продольным краям первой и второй частей 1912, 1914 трубки в узких боковых сторонах 1918, 1920. В других вариантах осуществления только один из продольных краев 1938, 1940 вставки 1934 имеет такие сгибы 1970.
Число сгибов 1970 продольных краев 1938, 1940 может зависеть, по меньшей мере, частично от размеров плоской трубки 1910. В некоторых вариантах осуществления, только в качестве примера, состоящая из двух частей плоская трубка 1910 имеет малый диаметр d порядка 1,0 мм (0,03937 дюймов), первая и вторая части 1912, 1914 трубки имеют толщину материала приблизительно 0,15 мм (0,0059055 дюймов), и толщина материала вставки 1934 составляет приблизительно 0,05 мм (0,0019685 дюймов), причем приблизительно 10 сгибов создается в каждом продольном крае 1938, 1940 вставки 1934. Хотя эти несколько сгибов 1970 могут иметь различающуюся длину, в некоторых вариантах осуществления максимальная длина L этих сгибов составляет приблизительно 1,0 мм (0,03937 дюймов). Кроме того, эти несколько сгибов 1970 могут проходить в направлении, параллельном или по существу параллельном широким боковым сторонам 1922, 1924 состоящей из двух частей плоской трубки 1910 в некоторых вариантах осуществления (см. фиг.28 и 29), и может проходить в других направлениях (например, перпендикулярно широким боковым сторонам 1922, 1924) в других вариантах осуществления. Следует понимать, что толщина стенок первой и второй частей 1912, 1914 трубок и вставки 1934 может изменяться, как могут изменяться и расстояния d и L на основе требуемых технических характеристик плоской трубки 1910.
Следует отметить, что сборочный узел состоящей из двух частей плоской трубки, показанный на фиг.28 и 29, может иметь любой из тех же признаков, описанных в данном документе со ссылкой на варианты осуществления согласно фиг.25 и 26.
Фиг.27 иллюстрирует состоящую из двух частей плоскую трубку согласно дополнительному варианту осуществления настоящего изобретения. Этот вариант осуществления использует фактически ту же структуру и имеет многие те же свойства, что и варианты осуществления плоской трубки, описанные выше со ссылкой на фиг.25, 26, 28, 29 и 33. Соответственно, нижеследующее описание ориентировано, в первую очередь, на структуру и признаки, которые отличаются от вариантов осуществления, описанных выше со ссылкой на фиг.25, 26, 28, 29 и 33. Сначала должна быть ссылка сделана на фиг.25, 26, 28, 29 и 33 для дополнительной информации, касающейся структуры и признаков, а также возможных альтернатив структуре и признакам состоящей из двух частей плоской трубки, проиллюстрированной на фиг.27 и описанной ниже. Структура и признаки варианта осуществления, показанного на фиг.27, которые соответствуют структуре и признакам варианта осуществления по фиг.25, 26, 28, 29 и 33, обозначены далее серией 1800 ссылочных позиций.
Аналогично вариантам осуществления настоящего изобретения, описанным со ссылкой на фиг.25 и 26, сборочный узел трубки, проиллюстрированный на фиг.27, имеет первую и вторую части 1812A, 1814A и вставку 1834A. Противоположные продольные края 1838A, 1840A вставки 1834A располагают в одну линию внутренние поверхности обеих пар перекрывающихся продольных сторон первой и второй частей 1812A, 1814A трубки, тем самым укрепляя узкие боковые стороны 1818A, 1820A плоской трубки 1810A.
Состоящая из двух частей плоская трубка 1810A, проиллюстрированная на фиг.27, является примером способа, которым оба продольных шва 1844A, 1846A, соединяющих первую и вторую части 1812A, 1814A плоской трубки 1810A, могут проходить в и на одну широкую боковую сторону 1822A, 1824A плоской трубки 1810A.
В проиллюстрированном варианте осуществления согласно фиг.27 оба продольных шва 1844A, 1846A проходят в и на вторую широкую боковую сторону 1824A плоской трубки 1810A. Альтернативно, продольные швы 1844A, 1846A могут быть сформированы в первой широкой боковой стороне 1822A, если требуется. В проиллюстрированном варианте осуществления вторая широкая боковая сторона 1824A, заданная главным образом посредством второй части 1814A трубки, допускает поглощение относительно свободных допусков (т.е. допускает выравнивание допусков) по противоположным продольным краям. Тем не менее в некоторых вариантах осуществления первая широкая боковая сторона 1822A, образованная главным образом посредством первой части 1812A трубки, не имеет такую же способность или степень способности, поскольку каждый из ее продольных краев может лежать напротив или сразу рядом с градацией 1858A, 1860A второй трубки 1814A.
С продолжающейся ссылкой на проиллюстрированный вариант осуществления согласно фиг.27 продольные швы 1844A, 1846A проходят из соответствующих узких боковых сторон 1818A, 1820A в направлениях к центру плоской трубки 1810A. Значительная часть каждого продольного шва 1818A, 1820A (т.е. градации 1858A, 1860A), тем не менее, находится в одной широкой боковой стороне 1824A, где длина поперечного сечения e каждой градации 1858A, 1860A, измеренная до дальнего края узких боковых сторон 1818A, 1820A, может быть определена согласно требуемому производственному процессу, используемому для того, чтобы формировать части 1812A, 1814A трубки. В проиллюстрированном варианте осуществления согласно фиг.27 малый диаметр d состоящей из двух частей плоской трубки 1810A находится в диапазоне приблизительно от 0,7 до 1,5 мм (от 0,027559 до 0,059055 дюймов), когда состоящая из двух частей плоская трубка 1810A встроена в радиатор, хотя другие малые диаметры d возможны для одного или различных вариантов применения, включая диаметры d, описанные выше со ссылкой на вариант осуществления по фиг.25 и 26, и вариантов осуществления, описанных со ссылкой на малые и большие диаметры для всех плоских трубок согласно настоящему изобретению, раскрытых в данном документе. Например, в других конструкциях малый диаметр d плоской трубки 1810A может быть больше 1,0 см (приблизительно 0,3937 дюймов).
Как в случае с другими вариантами осуществления состоящей из двух частей плоской трубки, раскрытыми в документе, предполагается, что процесс изготовления плоской трубки 1910 включает в себя, по меньшей мере, частичное формирование двух частей 1912, 1914 трубки из соответствующих полосок листового материала и последующее соединение, по меньшей мере, частично сформированных полосок друг с другом, как описано в данном документе, к концу производственной линии.
Фиг.30-32 иллюстрируют две дополнительные конструкции плоских трубок согласно дополнительным вариантам осуществления настоящего изобретения. Эти варианты осуществления используют фактически ту же структуру и имеют многие те же свойства, что и варианты осуществления плоской трубки, описанные выше со ссылкой на фиг.25-29 и 33. Соответственно, нижеследующее описание ориентировано, в первую очередь, на структуру и признаки, которые отличаются от вариантов осуществления, описанных выше со ссылкой на фиг.25-29 и 33. Ссылка должна быть сделана на описание выше со ссылкой на фиг.25-29 и 33 для дополнительной информации, касающейся структуры и признаков, а также возможных альтернатив структуре и признакам плоских трубок, проиллюстрированных на фиг.30-32 и описанных ниже. Структура и признаки вариантов осуществления, показанных на фиг.30-31 и 32, которые соответствуют структуре и признакам вариантов осуществления по фиг.25-29 и 33, обозначены далее сериями 2000 и 2100 ссылочных позиций, соответственно.
Сборочный узел трубки, проиллюстрированный на фиг.30 и 31, по существу такой же, что и узел, показанный на фиг.27, за исключением формы вставки. В частности, сборочный узел трубки, проиллюстрированный на фиг.30 и 31, является примером способа, которым вставка 2034 может принимать различные формы, чтобы образовывать каналы 2016 для потока различных форм и размеров. В качестве примера проиллюстрированная внутренняя вставка 2034 включает в себя гофры 2052, имеющие бока, которые по существу перпендикулярны широким боковым сторонам 2022, 2024 состоящей из двух частей плоской трубки 2010. Бока гофров соединены вместе посредством по существу плоских частей 12, которые могут быть спаяны твердым припоем, сварены или закреплены любым другим надлежащим способом с внутренними поверхностями широких боковых сторон 2022, 2024 первой и второй частей 2012, 2014 трубки. Эта конкретная конструкция ламелей или внутренней вставки 2034, в общем, упоминается как ламели с плоской поверхностью.
Как показано на фиг.30 и 31, продольные края 2038, 2042 внутренней вставки 2034 имеют такую форму, чтобы включать в себя градацию 2072 и соединительную дугу 2074, принимаемую по существу внутри и укрепляющую узкие боковые стороны 2018, 2020 состоящей из двух частей плоской трубки 2010. В других вариантах осуществления только один из продольных краев 2038, 2042 снабжен этими признаками.
В любом из вариантов осуществления вставок, раскрытых в данном документе, вставки могут быть снабжены признаками, которые повышают или противостоят турбулентности в каналах для потока, образованных, по меньшей мере, частично посредством вставок. Пример таких признаков показан на фиг.32A и 32B. В данном варианте осуществления бока и плоские секции гофров 2152 в проиллюстрированной вставке 2134 включают в себя винглеты 2176 (не показаны на фиг.32A), размещенные так, чтобы повышать или противостоять турбулентности потока в каналах 2116 для потока. Винглеты 2176 могут быть скомпонованы или распределены через интервалы по длине плоской трубки 2110 в любом шаблоне или без шаблона и могут быть размещены в любом признаке или комбинации признаков гофров 2152. Также следует отметить, что винглеты 2176 могут включать в себя формы, отличные от форм, показанных на фиг.32A и 32B.
Сборочный узел плоской трубки, проиллюстрированный на фиг.32A и 32B, также обеспечивает пример того, как какой-либо или оба продольных края вставки в любом из вариантов осуществления в данном документе не обязательно должны приниматься или иным образом размещаться в рамках перекрывающихся продольных краев первой и второй частей трубки и не обязательно должны быть частью или проходить на узкие боковые стороны плоской трубки. В конкретной конструкции, показанной на фиг.32A и 32B в качестве примера, внутренняя вставка 2134 включает в себя, по меньшей мере, один продольный край 2140, который заканчивается у узкой боковой стороны 2120. Вместо этого продольный край 2140 находится рядом с одной из широких боковых сторон 2124. Другие конструкции вставки 2124 могут включать в себя один или оба продольных края 2138, 2140 рядом с другой широкой боковой стороной 2122 плоской трубки 2110, один или оба скатанных продольных края 2138, 2140, не внутри или вложенных в соответствующую узкую боковую сторону 2118, 2120 плоской трубки 2110, и т.п.
Фиг.34 иллюстрируют десять конструкций плоских трубок согласно дополнительным вариантам осуществления настоящего изобретения. Эти варианты осуществления используют фактически ту же структуру и имеют многие те же свойства, что и варианты осуществления плоской трубки, описанные выше со ссылкой на фиг.25-33. Соответственно, нижеследующее описание ориентировано, в первую очередь, на структуру и признаки, которые отличаются от вариантов осуществления, описанных выше со ссылкой на фиг.25-33. Для дополнительной информации делается ссылка на фиг.25-33, касающейся структуры и признаков, а также возможных альтернатив структуре и признакам плоских трубок, проиллюстрированных на фиг.34-11 и описанных ниже. Структура и признаки вариантов осуществления, показанных на фиг.34, которые соответствуют структуре и признакам вариантов осуществления по фиг.25-33, обозначены далее соответствующими сериями ссылочных позиций, начиная с 2300.
Как описано выше со ссылкой на проиллюстрированный вариант осуществления согласно фиг.25 и 26, дополнительное укрепление первой и/или второй узких боковых сторон плоской трубки может быть предоставлено посредством одного или более сгибов первой и/или второй части трубки в узких боковых сторонах (т.е. в продольных краях этих частей 12). В общем изгибание продольных краев первой и/или второй частей трубки позволяет повысить прочность плоской трубки и сопротивление плоской трубки повреждениям. Этот признак может быть использован в любом из вариантов осуществления, описанных со ссылкой на фиг.25-33. Примеры плоских трубок, имеющих продольные фальцованные края, проиллюстрированы на фиг.34, при этом вставки, образующие, в общем, прямоугольные каналы для потока и не проходящие или не фальцованные в сгибах узких боковых сторон трубки, проиллюстрированы только в качестве примера. При необходимости вместо этого могут быть использованы любые другие типы вставок (или вообще без вставок) или конструкция продольной вставки и позиция, описанная в данном документе.
Каждая из плоских трубок 2310, 2410, 2510, 2610, 2710, 2810, 2910, 3010, 3110, 3210, проиллюстрированных на фиг.34, включает в себя, по меньшей мере, один продольный край, по меньшей мере, одной из первой и второй частей 2312, 2412, 2512, 2612, 2712, 2812, 2912, 3012, 3112, 3212 и 2314, 2414, 2514, 2614, 2714, 2814, 2914, 3014, 3114, 3214 трубки, имеющей сгиб 2330, 2430, 2530, 2630, 2730, 2830, 2930, 3030, 3130, 3230. Каждая из конструкций, проиллюстрированных на фиг.34, имеет охватываемый край 2380, 2382,..., 3280, 3282 (т.е. продольный край 2380, 2382,..., 3280, 3282, который, по меньшей мере, частично окружен посредством продольного края 2378, 2384,..., 3278, 3284 другой части 2312, 2314,..., 3212, 3214 трубки), по меньшей мере, с одним фальцем 2330,..., 3230. Некоторые из конструкций согласно фиг.34 иллюстрируют охватывающий край 2978, 2984, 3078, 3074, 3178, 3174, 3278, 3274 (т.е. продольный край 2978, 2984, 3078, 3074, 3178, 3174, 3278, 3274, который, по меньшей мере, частично окружает продольный край 2980, 2982, 3080, 3082, 3180, 3182, 3280, 3282 другой части 2912, 2914, 3012, 3014, 3112, 3114, 3212, 3214 трубки), по меньшей мере, с одним сгибом 2930, 3030, 3130, 3230. Хотя противоположные узкие края состоящей из двух частей плоской трубки, показанной на фиг.34, используют одинаковую изогнутую конструкцию, в других вариантах осуществления (с или без вставок) только один из двух узких концов имеет такую конструкцию, при этом другой узкий конец может иметь любую из других изогнутых конструкций, описанных в данном документе, или не имеет частей 12 с продольными фальцованными краями вообще. В других вариантах осуществления каждый из продольных краев, по меньшей мере, одного из узких концов состоящей из двух частей плоской трубки (с или без вставки) имеет, по меньшей мере, один изгиб.
В некоторых вариантах осуществления один из узких концов какой-либо из плоских трубок, проиллюстрированных на фиг.34, может иметь любую из конструкций продольных загнутых краев, описанных и/или проиллюстрированных в данном документе, тогда как другой узкий конец может иметь любую из загнутых конструкций, описанных выше и/или проиллюстрированных со ссылкой на любой из вариантов осуществления, показанных на фиг.1-24 (с или без вставок). В таких случаях другой узкий конец может быть образован посредством изогнутого непрерывного листа материала, как подробно описано выше со ссылкой на варианты осуществления цельных трубок по фиг.16-22, тем самым приводя к цельной трубке.
Комбинация продольных изогнутых конструкций первой и второй частей трубок, описанных в данном документе, с относительно небольшими размерами толщины материала, который может быть использован в некоторых вариантах осуществления (как описано выше), может формировать плоские трубки, имеющие значительно меньший вес без подвергания риску прочности и стабильности.
Для простоты описания конструкции плоских трубок 2310,..., 3210, показанных на фиг.34, включают в себя аналогичную конфигурацию, что и плоская трубка 1810, показанная на фиг.25 и 26, в отношении ориентации первой и второй частей 12 2312, 2314, ..., 3212, 3214 и классифицируются на три группы: B, C и D. Каждая из групп B, C и D иллюстрирует альтернативные характеристики плоской трубки 2310,..., 3210. Как упоминалось выше, следует понимать, что признаки, проиллюстрированные на фиг.34, также применимы к другим конфигурациям состоящих из двух частей и цельных плоских трубок, описанных и/или проиллюстрированных в данном документе, и могут быть использованы с или без вставки. Плоские трубки 2310, 2410, 2510, 2610, 2710, 2810 групп B и C включают в себя нефальцованный охватывающий продольный край 2378, 2384, 2478, 2484, 2578, 2584, 2678, 2684, 2778, 2784, 2878, 2884 первой и второй частей 2312, 2314, 2412, 2414, 2512, 2514, 2612, 2614, 2712, 2714, 2812, 2814 трубки, соответственно. Более конкретно, охватывающие края 2378, 2384, 2478, 2484, 2578, 2584, 2678, 2684, 2778, 2784, 2878, 2884, по меньшей мере, частично заключают охватываемые края 2382, 2380, 2482, 2480, 2582, 2580, 2682, 2680, 2782, 2780, 2882, 2880, имеющие, по меньшей мере, один сгиб 2330, 2430, 2530, 2630, 2730, 2830. Сгибы 2330, 2430, 2530, 2630, 2730, 2830 охватываемых краев 2382, 2380, 2482, 2480, 2582, 2580, 2682, 2680, 2782, 2780, 2882, 2880 могут быть по существу параллельными широким боковым сторонам 2322, 2324, 2422, 2424, 2522, 2524, 2622, 2624, 2722, 2724, 2822, 2824 (например, группам B и C). Кроме того, сгибы 2330, 2430, 2530 могут включать в себя часть, параллельную охватывающему краю 2378, 2384, 2478, 2484, 2578, 2584 (например, группа B).
Плоские трубки 2910, 3010, 3110 группы D включают в себя узкие боковые стороны 2918, 2920, 3018, 3020, 3118, 3120, причем как охватывающие края 2978, 2984, 3078, 3084, 3178, 3184, так и охватываемые края 2982, 2980, 3082, 3080, 3182, 3180 первой и второй частей 2912, 2914, 3012, 3014, 3112, 3114 трубки имеют сгибы 2930, 3030, 3130. Как результат, стабильность узких боковых сторон 2918, 2920, 3018, 3020, 3118, 3120 может быть повышена относительно узких боковых сторон 2318, 2320, 2418, 2420, 2518, 2520, 2618, 2620, 2718, 2720, 2818, 2820 плоских трубок 2310, 2410, 2510, 2610, 2710, 2810 в группах B и C. Кроме того, охватываемые и охватывающие края 2982, 2980, 3082, 3080, 3182, 3180 и 2978, 2984, 3078, 3084, 3178, 3184 каждой из плоских трубок 2910, 3010, 3110 в группе D образуют только один сгиб 2930, 3030, 3130 (хотя больше сгибов возможно в других вариантах осуществления), тогда как охватываемые края 2382, 2380, 2482, 2480, 2582, 2580, 2682, 2680, 2782, 2780, 2882, 2880 плоских трубок 2310, 2410, 2510, 2610, 2710, 2810 групп B и C образуют более одного сгиба 2330, 2430, 2530, 2630, 2730, 2830. Также, со ссылкой на плоские трубки 2910, 3010, 3110 группы D, один сгиб 2930, 3030, 3130 каждого охватывающего края 2978, 2984, 3078, 3084, 3178, 3184 по существу параллелен наиболее удаленной части плоской трубки 2910, 3010, 3110, и, по меньшей мере, часть сгиба 2930, 3030, 3130 каждого охватываемого края 2982, 2980, 3082, 3080, 3182, 3180 по существу параллельна широким боковым сторонам 2922, 2924, 3022, 3024, 3122, 3124 плоских трубок 2910, 3010, 3110.
С учетом различных вариантов плоских трубок, показанных на фиг.34, следует понимать, что число сгибов 2330,..., 3230 в охватывающем и охватываемом краях 2382, 2380,..., 3282, 3280 и 2378, 2384,..., 3278, 3284, и конструкция или форма сгибов 2330,..., 3230 может быть отрегулирована до требуемого набора параметров. Кроме того, хотя внутренняя вставка 2334,..., 3234 вариантов осуществления плоской трубки, проиллюстрированных на фиг.34, не используется для укрепления узких боковых сторон 2318, 2320,..., 3218, 3220, в других вариантах осуществления какой-либо или оба продольных края 2338, 2340,..., 3238, 3240 вставки 2334...3234 сгибаются с и в продольных краях 2382, 2380,..., 3282, 3280 и 2378, 2384,..., 3278, 3284 первой и второй частей 2312, 2314,..., 3212, 3214 трубки. Еще одни другие конструкции плоской трубки могут включать в себя формирование сгибов с продольными краями цельной полоски, как упоминалось выше.
В любом из вариантов осуществления состоящих из двух частей плоских трубок, описанных со ссылкой на фиг.25-34, предполагается, что в ходе всего процесса изготовления плоской трубки 1710,..., 3210 ширина любого из продольных швов 1744, 1746,..., 3244, 3246 или градаций 1716,..., 3216 может быть отрегулирована для различных трубок 1710,..., 3210. Как результат, резкое изменение толщины широких боковых сторон 1722, 1724,..., 3222, 3224 может быть компенсировано, уменьшено или даже исключено. Для целей иллюстрации может наблюдаться, что расстояние e, проиллюстрированное на фиг.31 и 32B (представляющее расстояние от продольного края 2156, 2256 терминала до дальнего конца соответствующей узкой боковой стороны 2120, 2220 трубки), значительно больше в варианте осуществления согласно фиг.31, чем в варианте осуществления согласно фиг.32A и 32B. Это расстояние e может варьироваться в любом из вариантов осуществления требуемым образом.
Фиг.35-45 иллюстрируют несколько вставок плоских трубок согласно различным вариантам осуществления настоящего изобретения, любые из которых могут быть использованы в любом из вариантов осуществления плоских трубок, описанных и/или проиллюстрированных в данном документе. Во многих вариантах осуществления вставка может быть описана как имеющая ряд вершин и впадин, по меньшей мере, частично образующих каналы для потока вдоль плоской трубки.
Плоские трубки 3310, 3410, 3510, 3610, проиллюстрированные на фиг.35-45, включают в себя внутреннюю вставку 3334, 3434, 3534, 3634 с рядом продолговатых отверстий 3386, 3486, 3586, 3686, в общем, образованных в вершинах 3388, 3488, 3588, 3688 и/или впадинах 3390, 3490, 3590, 3690 вставки 3334, 3434, 3534, 3634. Продолговатые отверстия 3386, 3486, 3586, 3686 проходят, в общем, в продольном направлении вдоль вставки 3334, 3434, 3534, 3634 (т.е. в направлении, которое проходит, в общем, продольно по внутренней части плоской трубки 3310, 3410, 3510, 3610, в которую будет установлена вставка 3334, 3434, 3534, 3634). В некоторых конструкциях плоской трубки 3310, 3410, 3510, 3610 продолговатые отверстия 3386, 3486, 3586, 3686 могут быть прерваны посредством мостов 3392, 3492, 3592, 3692. Мосты 3392, 3492, 3592, 3692 могут быть ориентированы так, чтобы быть по существу параллельными широким боковым сторонам 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 плоской трубки 3310, 3410, 3510, 3610 и могут быть разнесены с любым требуемым регулярным или нерегулярным интервалов по продольному направлению вставки 3334, 3434, 3534, 3634.
Посредством выполнения продолговатых отверстий 3386, 3486, 3586, 3686 во вставке 3334, 3434, 3534, 3634, как описано выше, вес вставки 3334, 3434, 3534, 3634 (и, следовательно, теплообменника, оснащенного плоскими трубками 3310, 3410, 3510, 3610, имеющими такие вставки 3334, 3434, 3534, 3634) может быть значительно уменьшен относительно вставки 3334, 3434, 3534, 3634, которая не включает в себя такие продолговатые отверстия 3386, 3486, 3586, 3686.
На основе конструкции внутренней вставки 3334, 3434, 3534, 3634 предполагается, что вес внутренней вставки 3334, 3434, 3534, 3634 может быть уменьшен до 50% с включением продолговатых отверстий 3386, 3486, 3586, 3686 в сравнении с непрерывно гофрированной внутренней вставкой 3334, 3434, 3534, 3634 аналогичных размеров.
В некоторых вариантах осуществления вставки 3334, 3434, 3534, 3634, описанные выше и проиллюстрированные на фиг.35-45, формируются посредством резки листа материала (например, бесконечной или ограниченной длины алюминия, алюминиевого сплава, меди, латуни или другого металла либо другого материала) и отгибания частей 12 отрезанного листа от плоскости относительно исходного листа. Например, в конструкциях вставок 3334, 3434, 3534, 3634, показанных на фиг.35-45, внутренние вставки 3334, 3434, 3534, 3634 могут быть сформированы из относительно тонкой толщины листового металла порядка 0,03 мм (0,0011811 дюймов). Отогнутые части могут включать в себя продолговатые прорези, которые открываются посредством отгибания листового материала рядом с прорезями от плоскости относительно исходного листа. Отгибы могут выполняться в обоих направлениях от плоскости исходного листа или только в одном направлении от плоскости, тем самым формируя вставки 3334, 3434, 3534, 3634, имеющие различные формы. Дополнительное отрезание может быть осуществлено, чтобы упростить такие отгибания, например, прорези, перпендикулярные и соединенные с продолговатыми прорезями, только что описанными. В некоторых вариантах осуществления отогнутые части включают в себя дугообразные края 3394, 3494, 3594, 3694, как проиллюстрировано, например, в вариантах осуществления по фиг.35-45. В некоторых вариантах осуществления отрезания, сделанные в листе материала (до отгибания), и результирующие продолговатые отверстия 3386, 3486, 3586, 3686 и мосты 3392, 3492, 3592, 3692 образуют форму двойного T.
Было обнаружено, что требуемая стабильность внутреннего давления может быть достигнута в рамках плоских трубок, включающих в себя вставки 3334, 3434, 3534, 3634, проиллюстрированные на фиг.35-45. Более конкретно, поверхности твердого припоя вставок 3334, 3434, 3534, 3634, показанные на фиг.35-45 (образованные посредством верхних частей дугообразных краев 3394, 3494, 3594, 3694), являются достаточно большими для того, чтобы обеспечить сильную связь между вставками 3334, 3434, 3534, 3634 и широкими боковыми сторонами 3322, 3324, 3422, 3424, 3522, 3524 плоской трубки 3310, 3410, 3510, 3610. Бока дугообразных краев 3394, 3494, 3594, 3694 могут быть соединены вместе посредством твердого припоя дугообразных краев 3394, 3494, 3594, 3694 к соответствующим широким боковым сторонам 3322, 3324, 3422, 3424, 3522, 3524, 3622, 3624 плоской трубки 3310, 3410, 3510, 3610. Такие конструкции ламелей или внутренних вставок 3334, 3434, 3534, 3634 часто называются ламелями с плоской поверхностью.
Использование вставок 3334, 3434, 3534, 3634, описанных выше со ссылкой на плоские трубки, проиллюстрированные на фиг.35-45, и описанных еще где-либо в данном документе, обеспечивает отличные результаты. Например, только что описанные связи обеспечивают дополнительную прочность плоским трубкам настоящего изобретения, сконструированным из относительно тонкого листового материала, имеющего размеры, описанные ранее. Также обнаружены преимущества, касающиеся потерь давления, испытываемых при использовании таких внутренних вставок 3334, 3434, 3534, 3634. Более того, внутренние вставки 3334, 3434, 3534, 3634, имеющие продолговатые отверстия 3386, 3486, 3586, 3686 и мосты 3392, 3492, 3592, 3692, как описано выше, могут помочь не допустить простое перпендикулярное отодвигание первой и второй частей 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 плоской трубки 3310, 3410, 3510, 3610 друг от друга. Например, эта структура позволяет не допустить сдвигание первой и второй частей 3312, 3412, 3512, 3612 плоской трубки в продольном направлении плоской трубки 3310, 3410, 3510, 3610 относительно другой части 3314, 3414, 3514, 3614 плоской трубки в ходе процесса изготовления, осуществляемого так, чтобы создать законченный сборочный узел плоской трубки. Одна причина заключается в том, что вершины 3388, 3488, 3588, 3688 и впадины 3390, 3490, 3590, 3690, имеющие продолговатые отверстия 3386, 3486, 3596, 3696, описанные выше, могут прилагать силу упругости из внутренней части плоской трубки 3310, 3410, 3510, 3610 на широкие боковые стороны 3322, 3324, 3422, 3424, 3522, 3524, 3622, 3624, тем самым помещая широкие боковые стороны 3322, 3324, 3422, 3424, 3522, 3524, 3622, 3624 под натяжение, чтобы не допустить или уменьшить такое сдвигание.
В каждом из вариантов осуществления, проиллюстрированных на фиг.35-45, вставки 3334, 3434, 3534, 3634 принимаются в состоящих из двух частей плоских трубках 3310, 3410, 3510, 3610, в которых продольные швы 3344, 3346, 3444, 3446, 3544, 3546, 3644, 3646, соединяющие две части плоской трубки 3310, 3410, 3510, 3610, проходят к и, по меньшей мере, частично размещаются в различных частях 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614. В каждом варианте осуществления две части 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 по существу идентичны друг другу. Тем не менее в других вариантах осуществления вставки 3334, 3434, 3534, 3634 могут быть использованы в любой из других цельных или состоящих из двух частей плоских трубок настоящего изобретения, описанных в данном документе. Например, две части 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 могут быть скомпонованы так, что один продольный шов 3344, 3444, 3544, 3644 находится в одной широкой боковой стороне 3324, 3424, 3524, 3624, а другой продольный шов 3346, 3446, 3546, 3646 находится в другой широкой боковой стороне 3322, 3422, 3522, 3622 плоской трубки 3310, 3410, 3510, 3610, например, в варианте осуществления настоящего изобретения, проиллюстрированном на фиг.25 и 26. В таких вариантах осуществления один продольный край 3354, 3356, 3454, 3456, 3554, 3556, 3654, 3656 каждой из двух частей 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 свободно проходит по существу внутри плоской трубки 3310, 3410, 3510, 3610. Как следствие, две части 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 могут иметь относительно большие допуски по своей ширине, как описано выше со ссылкой на проиллюстрированный вариант осуществления согласно фиг.25 и 26. В других вариантах осуществления оба продольных шва 3344, 3346, 3444, 3446, 3544, 3546, 3644, 3646 размещаются так, чтобы проходить в одной широкой боковой стороне 3322, 3422, 3522, 3622 или 3324, 3424, 3524, 3624, например, в варианте осуществления настоящего изобретения, проиллюстрированном на фиг.27.
В некоторых вариантах осуществления какой-либо или оба продольных края 3338, 3340, 3448, 3440, 3548, 3540, 3648, 3640 вставки 3334, 3434, 3534, 3634 могут проходить в соответствующую узкую боковую сторону 3318, 3320, 3418, 3420, 3518, 3520, 3618, 3620 и могут иметь такую форму, чтобы размещать в линию, по меньшей мере, часть внутренней части узкой боковой стороны 3318, 3320, 3418, 3420, 3518, 3520, 3618, 3620 любым из способов, описанных выше со ссылкой на проиллюстрированные варианты осуществления согласно фиг.25-34. Например, какой-либо или оба продольных края 3338, 3340, 3448, 3440, 3548, 3540, 3648, 3640 вставки 3334, 3434, 3534, 3634 могут включать в себя градацию 3472, 3672 (см., например, варианты осуществления согласно фиг.39-42 и 45) и/или дугообразный край 3374, 3474, 3574, 3674, чтобы укреплять какую-либо или обе узкие боковые стороны 3318, 3320, 3418, 3420, 3518, 3520, 3618, 3620.
Такая взаимосвязь между вставкой 3334, 3434, 3534, 3634 и плоской трубкой 3310, 3410, 3510, 3610 позволяет обеспечивать существенные преимущества по прочности и стабильности, как описано выше. В этих вариантах осуществления толщина укрепленных узких боковых сторон 3318, 3320, 3418, 3420, 3518, 3520, 3618, 3620 соответствует сумме толщины первой и второй частей 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 трубки и толщины вставки 3334, 3434, 3534, 3634. В некоторых вариантах осуществления с учетом этой взаимосвязи каждая из первой и второй частей 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 трубки может иметь толщину не более приблизительно 0,15 мм (0,00591 дюймов). Более того, каждая из первой и второй частей 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 трубки может иметь толщину больше приблизительно 0,10 мм (0,003937 дюймов). Также или альтернативно в таких вариантах осуществления толщина вставки 3334, 3434, 3534, 3634 составляет не больше 0,10 мм (0,003937 дюймов). Например, плоская трубка 3310, 3410, 3510, 3610 может иметь первую и вторую части 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 трубки, каждую с толщиной приблизительно 0,12 мм (0,0047224 дюймов), и в которой вставка 3334, 3434, 3534, 3634 имеет толщину не больше приблизительно 0,10 мм (0,003937 дюймов). В других вариантах осуществления толщина каждой из первой и второй частей 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 трубки и вставки 3334, 3434, 3534, 3634 может быть не меньше приблизительно 0,15 мм (0,0059055), чтобы обеспечить относительно недорогой теплообменник с хорошими свойствами теплоотдачи и прочности. Кроме того, в некоторых вариантах осуществления толщина первой и второй частей 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 трубки и/или вставки 3334, 3434, 3534, 3634 составляет не меньше приблизительно 0,03 мм (0,0011811 дюймов). В других вариантах осуществления вставки 3334, 3434, 3534, 3634 могут иметь любую из толщины вставок, описанной выше со ссылкой на проиллюстрированные варианты осуществления согласно фиг.25-34.
Как лучше всего показано на фиг.35, 39, 44 и 45, в некоторых вариантах осуществления вставки 3334, 3434, 3534, 3634, проиллюстрированные на фиг.35-45, имеют такую форму, что вершины 3388, 3488, 3588, 3688 и впадины 3390, 3490, 3590, 3690, описанные выше, образуют гофры 3352, 3452, 3552, 3652, проходящие в продольном направлении вставок 3334, 3434, 3534, 3634. Бока этих гофров 3352, 3452, 3552, 3652 могут быть перпендикулярными или по существу перпендикулярными широким боковым сторонам 3322, 3324, 3422, 3424, 3522, 3524 плоских трубок 3310, 3410, 3510 (см. фиг.35, 39 и 44) или могут формировать угол наклона относительно широких боковых сторон 3622, 3624 плоской трубки 3610. В любом из проиллюстрированных вариантов осуществления согласно фиг.35-45 перпендикулярные или расположенные под углом бока гофров могут быть использованы при необходимости. Дополнительно внутренняя вставка 3334, 3434, 3534, 3634 может быть сделана из нескольких фрагментов, с тем чтобы получившийся сборочный узел плоской трубки включал в себя четыре или более сегментов в некоторых вариантах осуществления.
В некоторых вариантах осуществления (включая варианты осуществления, в которых внутренняя вставка 3334, 3434, 3534, 3634 сконструирована из одного листа материала, как описано выше) внутренняя вставка 3334, 3434, 3534, 3634, в общем, скатывается в продольном направлении внутренней вставки 3334, 3434, 3534, 3634 или плоской трубки 3310, 3410, 3510, 3610. В некоторых процессах изготовления плоской трубки 3310, 3410, 3510, 3610, например, два типа роликов обеспечиваются для того, чтобы скатывать внутреннюю вставку 3334, 3434, 3534, 3634 и формировать продолговатые отверстия 3386, 3486, 3586, 3686, вершины 3388, 3488, 3588, 3688 и впадины 3390, 3490, 3590, 3690 в продольном направлении, как описано выше. Первым роликом может быть отрезной ролик для формирования прорезей на по существу плоском листе. Вторым роликом может быть прокатный ролик для формирования вершин 3388, 3488, 3588, 3688 и впадин 3390, 3490, 3590, 3690, образующих дугообразные края 3394, 3494, 3594, 3694 на фиг.35-45. Аналогично конструкциям, описанным выше, продольные швы 3344, 3346, 3444, 3446, 3544, 3546, 3644, 3646 первой и второй частей 12 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 трубки, образующих плоскую трубку 3310, 3410, 3510, 3610, проходят от узких боковых сторон 3318, 3320, 3418, 3420, 3518, 3520, 3618, 3620 в широкие боковые стороны 3322, 3324, 3422, 3424, 3522, 3524, 3622, 3624 плоской трубки 3310, 3410, 3510, 3610. Как в случае с ранее описанными вариантами осуществления состоящих из двух частей трубок, градации 3316, 3416, 3516, 3616, тем не менее, могут лежать в широких боковых сторонах 3322, 3324, 3422, 3424, 3522, 3524, 3622, 3624. Как также описано в предыдущих вариантах осуществления, ширина градации 3316, 3416, 3516, 3616 (измеренная до дальнего конца соответствующей узкой боковой стороны 3318, 3320, 3418, 3420, 3518, 3520, 3618, 3620) может быть определена на основе процесса изготовления и требуемых технических характеристик плоской трубки 3310, 3410, 3510, 3610.
Как показано на фиг.35-45, в некоторых конструкциях плоской трубки 3310, 3410, 3510, 3610, имеющей вставку 3334, 3434, 3534, 3634 с продолговатыми отверстиями 3386, 3486, 3586, 3686 и мостами 3390, 3492, 3590, 3690, как описано в данном документе (включая варианты осуществления, имеющие относительно тонкие материалы стенок трубок, описанные выше), было обнаружено, что малый диаметр плоской трубки d, равный, по меньшей мере, приблизительно 0,7 мм (0,027559 дюймов), обеспечивает хорошие результаты эффективности во многих вариантах применения, таких как радиаторы. Также было обнаружено, что малый диаметр плоской трубки d, равный не более приблизительно 1,5 мм (0,059055 дюймов), обеспечивает хорошие результаты эффективности во многих вариантах применения, таких как радиаторы, и, в частности, в вариантах осуществления плоских трубок согласно настоящему изобретению, имеющих относительно тонкие материалы стенок трубки, описанные выше. В случае теплообменников промежуточного охлаждения заряда и других вариантов применения было обнаружено, что малый диаметр d может быть больше приблизительно 10,0 мм (0,3937 дюймов), при этом по-прежнему обеспечивая хорошие результаты эффективности. Также следует отметить, что вместо этого в других вариантах осуществления могут быть использованы какие-либо из малого и большого диаметров D, d, описанные выше со ссылкой на все варианты осуществления плоской трубки, раскрытые в данном документе. Большой диаметр D состоящих из двух частей плоских трубок 3310, 3410, 3510, 3610, проиллюстрированных на фиг.35, 39, 44 и 45, может иметь любой требуемый размер (также включая размеры, описанные выше со ссылкой на все варианты осуществления плоских трубок, раскрытые в данном документе), по меньшей мере, частично на основе ширины исходного материала, используемого для того, чтобы конструировать плоскую трубку 3310, 3410, 3510, 3610. В этом отношении, если скатывающие ролики используются для того, чтобы формировать плоские трубки, эти ролики (не показаны) могут быть отрегулированы так, чтобы изготавливать более широкие или более узкие плоские трубки 3310, 3410, 3510, 3610. В других конструкциях ролики для изготовления плоских трубок 3310, 3410, 3510, 3610 могут быть заменены согласно требуемым размерам плоской трубки 3310, 3410, 3510, 3610.
В некоторых конструкциях плоских трубок 3310, 3410, 3510, 3610, проиллюстрированных в вариантах осуществления согласно фиг.35-45, первая и вторая части 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 трубки и/или вставка 3334, 3434, 3534, 3634 могут включать в себя покрытие из твердого припоя для цели присоединения двух или более этих фрагментов и/или в некоторых случаях другого элемента (например, поддон для охлаждения теплообменника). Хотя в некоторых вариантах осуществления первая и вторая части 3312, 3314, 3412, 3414, 3512, 3514, 3612, 3614 трубки и/или вставка 3334, 3434, 3534, 3634 конструируются из алюминия или алюминиевого сплава, в других вариантах осуществления какие-либо или все из этих частей могут быть сконструированы из других материалов, подходящих или нет для твердого припоя.
С конкретной ссылкой на проиллюстрированный вариант осуществления согласно фиг.35-38, в некоторых вариантах осуществления мосты 3390, прерывающие продолговатые отверстия 3386, не являются непрерывными или совмещенными с другими мостами, охватывающими всю ширину вставки 3334. Вместо этого мосты 3390, прерывающие продолговатое отверстие, могут быть расположены уступами (т.е. размещаются в различных продольных позициях вдоль вставки 3334) в отношении смежных мостов 3390 на какой-либо или обеих сторонах продолговатого отверстия 3386. В других вариантах осуществления, таких как показанные на фиг.39-42, мосты 3492, прерывающие продолговатое отверстие 3486, могут быть совмещены так, чтобы два или более мостов 3492, прерывающих смежные продолговатые отверстия 3486, были выровнены или по существу выровнены в одном продольном положении вдоль вставки 3444. В любом варианте осуществления расстояние вдоль каждого канала 3316, 3416 для потока между мостами 3390, 3492 может быть дискретным (т.е. не поддерживать обмен текучей средой с смежными каналами 3316, 3416 для потока), поскольку широкие боковые стороны 3322, 3324, 3422, 3424 могут закрывать продолговатые отверстия 3386, 3486. Хотя компоновки мостов, показанные в вариантах осуществления согласно фиг.35-42, обеспечивают преимущества с точки зрения изготовления, мосты могут быть скомпонованы любым другим требуемым способом.
Гидравлический диаметр, заданный посредством каналов 3316, 3416 для потока, образуется посредством соответствующей конструкции вершин 3388, 3488 и впадин 3488, 3490 вставки 3334, 3434. Гидравлический диаметр может быть относительно небольшим, например, с учетом малого диаметра d приблизительно 0,8 мм (0,031496 дюймов) и относительно большого числа каналов 3316, 3416 для потока по ширине вставки 3334, 3434.
Как показано на фиг.35-38, проиллюстрированные гофры 3352 "колеблются" приблизительно вокруг средней плоскости вставки 3334 (или плоской трубки 3310). Другими словами, бока и дугообразные края 3374 вставки 3334 проходят в противоположных направлениях к первой и второй частям 3312, 3314 трубки от части вставки 3334, образованной между и по существу параллельно широким боковым сторонам 3322, 3324 плоской трубки 3310. Хотя эта часть между широкими боковыми сторонами 3322, 3324 может быть размещена в средней плоскости вставки 3334, например, как показанная на фиг.37, эта часть, из которой проходят вершины 3390 и впадины 3388, может быть размещена в любом месте между экстремумами вставки 3334 до любой стороны исходного плоского листа. Также следует отметить, что конструкция вставки 3334, показанная на фиг.35, имеет продолговатые отверстия 3386, сформированные в вершинах 3390 и впадинах 3388 проиллюстрированных гофров 3352, хотя такие отверстия 3386, 3388 не обязательно должны образовываться в вершинах 3390 и впадинах 3388 в других вариантах осуществления.
В варианте осуществления согласно фиг.38-42 гофры 3452 вместо этого формируются на одной стороне вставки 3434. В частности, вставка 3434 не находится в средней плоскости относительно широких боковых сторон 3422, 3424 плоской трубки 3410, но вместо этого находится приблизительно в нижней широкой боковой стороне 3424 плоской трубки 3410. Более того, конструкция вставки 3434, показанной на фиг.39, имеет продолговатые отверстия 3486 только в вершинах 3488 проиллюстрированных гофров 3452.
В некоторых вариантах осуществления какие-либо из вставок, описанных в данном документе, могут быть разделены на две или более секций по ширине вставок, чтобы образовывать два или более канала для потока, которые в некоторых вариантах осуществления изолированы друг от друга относительно текучих сред. Это разделение может быть сформировано посредством одного или более продольно проходящих разделов, заданных полностью или частично посредством вставки. Например, в вариантах осуществления согласно фиг.44 и 45 каждая из внутренних вставок 3534, 3634 сформирована с помощью одного раздела 3596, 3696 так, чтобы оснащать плоскую трубку 3510, 3610, по меньшей мере, двумя расходными камерами, имеющими любое требуемое число каналов 3516, 3616 для потока. Таким образом, достигается разделение двух жидких сред, протекающих в плоской трубке 3510, 3610. Каждая из плоских трубок 3510, 3610, показанных на фиг.44 и 45, включает в себя две таких расходных камеры, разрешающих (например) среде протекать вперед в одной расходной камере в одном направлении и разрешающей той же или другой среде протекать назад в другой расходной камере в противоположном направлении.
Ряд плоских трубок согласно различным вариантам осуществления настоящего изобретения описаны выше как сконструированные из одного фрагмента материала (см., например, проиллюстрированные варианты осуществления согласно фиг.16-23, которые показывают ряд плоских трубок 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610, каждая из которых имеет ряд внутренних сгибов 928, 1028, 1128, 1228, 1328, 1428, 1528, 1628, образованных посредством первой и второй частей 912, 914, 1012, 1014, 1112, 1114, 1212, 1214, 1312, 1314, 1412, 1414, 1512, 1514, 1612, 1614 одного фрагмента материала, используемого для того, чтобы конструировать трубку 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610). Как подробнее описано выше, внутренние сгибы 928, 1028, 1128, 1228, 1328, 1428, 1528, 1628, по меньшей мере, частично образуют ряд каналов 916, 1016, 1116, 1216, 1316, 1416, 1516, 1616 для потока через плоские трубки 910, 1010, 1110, 1210, 1310, 1410, 1510, 1610.
В других вариантах осуществления настоящего изобретения цельная плоская трубка может быть оснащена вставкой, сконструированной из отдельного фрагмента материала, принимаемого внутри (и в некоторых вариантах осуществления закрепляемого внутри) цельной плоской трубки. Два примера таких плоских трубок 3710, 3810, имеющих вставки 3734, 3834, показано на фиг.46-47 и 48. Аналогично цельным плоским трубкам, описанным выше, плоская трубка 3710, 3810 может быть сконструирована из листа (например, полоски) относительно тонкого материала, образующего широкие боковые стороны 3722, 3724, 3822, 3824 и две укрепленные узкие боковые стороны 3718, 3720, 3818, 3820 плоской трубки 3710, 3810. В некоторых вариантах осуществления было обнаружено, что толщина листа материала может быть меньше приблизительно 0,15 мм (0,0059055 дюймов), чтобы обеспечивать хорошие результаты эффективности во многих вариантах применения. Также в некоторых вариантах осуществления авторы изобретения обнаружили, что толщина листа материала может быть больше приблизительно 0,03 мм (приблизительно 0,0011811 дюймов), чтобы обеспечивать хорошие результаты эффективности во многих вариантах применения. Следует понимать, что толщина листа материала может иметь другие размеры, не перечисленные в данном документе.
Далее, как показано на фиг.46-48, продольные края 3778, 3782, 3878, 3882 листа материала имеют такую форму и перемещаются совместно так, чтобы один продольный край 3778, 3878 примыкал к другому продольному краю 3782, 3882, чтобы формировать узкую боковую сторону 3718, 3818 плоской трубки 3710, 3810. Эта узкая боковая сторона 3718, 3818 может быть образована посредством, по меньшей мере, одного изгиба на 180° листа материала в узкой боковой стороне 3718, 3818 или посредством одного или более других типов сгибов (подробнее описанных ниже), используемых для того, чтобы закрывать узкую боковую сторону 3718, 3818. Другая узкая боковая сторона 3720, 3820 формируется, по меньшей мере, частично посредством загибания листа материала, чтобы сводить вместе первый и второй продольные края 3778, 3782, 3878, 3882, как только что описано. В некоторых вариантах осуществления эта другая узкая боковая сторона 3720, 3820 может включать в себя, по меньшей мере, тройную толщину стенки посредством сгибания листа материала на себя дважды в направлении узкой боковой стороны 3720, 3820.
В некоторых вариантах осуществления процесс изготовления плоской трубки 3710, 3810 может включать в себя сгибание или иное формирование продольных краев 3778, 3782, 3878, 3882, которые сводятся вместе, чтобы закрывать плоскую трубку 3710, 3810, до сгибания листа материала, чтобы сформировать укрепляющие сгибы 3730, 3830 (указанные как F на фиг.46-48) в узкой боковой стороне 3720, 3820, как описано выше. В других вариантах осуществления эти процессы выполняются одновременно или по существу одновременно.
В некоторых вариантах осуществления цельной плоской трубки, таких как цельная плоская трубка 3710, показанная на фиг.46 и 47, один продольный край 3778 листа материала, используемого для того, чтобы формировать трубку 3710, образует дуговую форму, большую дуговой формы другого продольного края 3782. Одно преимущество такой конструкции состоит в том, что когда больший дугообразный продольный край 3778 формируется вокруг меньшего дугообразного продольного края 3782, законченная плоская трубка 3710, в общем, не раскрывается или является устойчивой к раскрытию. Тем не менее в других вариантах осуществления продольные края 3778 могут иметь формы, отличные от форм, которые являются дуговыми. Например, продольные края 3878, 3882, проиллюстрированные на фиг.48, могут быть соединены вместе и иметь ряд различных форм, в том числе без ограничения, любые из форм продольных краев, проиллюстрированных и/или описанных выше со ссылкой на фиг.2 и 6-11. Кроме того, продольные края 3878, 3882, проиллюстрированные на фиг.48, могут быть соединены вместе с каким-либо или обоими продольными краями 3738, 3740 и иметь тем самым ряд различных форм, в том числе без ограничения, любые из форм продольных краев, проиллюстрированных и/или описанных выше со ссылкой на фиг.14 и 15.
Узкие боковые стороны 3718, 3720, 3818, 3820 цельных плоских трубок 3710, 3810, показанных на фиг.46-48, имеют толщину в, по меньшей мере, два раза больше толщины листового материала, используемого для того, чтобы конструировать трубки 3710, 3810. Две из проиллюстрированных узких боковых сторон 3720, 3820 имеют толщину, которая в три раза больше толщины листового материала, на основе внешних сгибов 3730, 3830, созданных в областях этих узких боковых сторон 3720, 3820. В других вариантах осуществления дополнительное усиление какой-либо узкой боковой стороны 3718, 3720, 3818, 3820 может быть достигнуто посредством формирования одного или более сгибов 3730, 3830 в позициях узких боковых сторон 3718, 3720, 3818, 3820. Любые из типов сгибов, описанных со ссылкой на любые варианты осуществления по фиг.1-24 для укрепления узкой боковой стороны, образуемой посредством двух соединенных продольных краев, могут быть использованы для того, чтобы укреплять первую узкую боковую сторону 3718, 3818, проиллюстрированную на фиг.46-48. Аналогично, любые из типов сгибов, описанных со ссылкой на любой из вариантов осуществления по фиг.16-24, для укрепления узкой боковой стороны, образованной посредством непрерывного листа материала, могут быть использованы для того, чтобы усиливать вторую узкую боковую сторону 3720, 3820, проиллюстрированную на фиг.46-48.
В каждом из двух проиллюстрированных вариантов осуществления согласно фиг.46-48 внутренняя вставка 3734, 3834 размещается в плоской трубке 3710, 3810, когда изготавливается плоская трубка 3710, 3810. В некоторых вариантах осуществления вставка 3734, 3834 может быть вставлена после изготовления второй узкой боковой стороны 3720, 3820 (образующей усиливающие сгибы 3730, 3830, описанные выше), тогда как плоская трубка 3710, 3810 по-прежнему частично открыта, как показано на фиг.46-48. Альтернативно или помимо этого, какая-либо или обе широкие боковые стороны 3722, 3724 плоской трубки 3710, 3810 могут иметь внутренние сгибы, аналогичные сгибам, проиллюстрированным на фиг.1-13 и 16-24 (например), по меньшей мере, частично образующие каналы для потока.
Один примерный процесс для формирования цельной плоской трубки 3710 со вставкой 3734 проиллюстрирован на фиг.46 в качестве примера. Во-первых, создается сгиб 3730 (указанный как F), и одновременно формируются продольные края 3778, 3782. Альтернативно, формируется только один продольный край 3778, 3782, пока другой продольный край 3782, 3778 остается несформированным. В проиллюстрированном варианте осуществления согласно фиг.46 и на стадии изготовления, показанной в иллюстрации (a) фиг.46, один продольный край 3782 с дугой 3762 уже завершен, а другой продольный край 3778 снабжен простым изгибом, который затем должен быть сформирован в большую дугу 3766, проходящую, по меньшей мере, частично вокруг дуги 3762, образованной посредством первого продольного края 3782.
На стадии изготовления, показанной в иллюстрации (b) фиг.46, два укрепляющих сгиба 3730 завершены посредством добавления сгиба 3730 к сгибу 3730, показанному в иллюстрации (a). Следовательно, в области этих сгибов 3730 формируется тройная толщина листового материала, используемого для того, чтобы формировать цельную плоскую трубку 3710.
На стадии изготовления, показанной в иллюстрации (c) фиг.46, сгибы 3730 начинаются так, чтобы формировать вторую узкую боковую сторону 3720 плоской трубки 3710, посредством загибания сгибов 3730. На этом промежуточном этапе процесса изготовления градация 3758 формируется в одной из широких боковых сторон 3722, по существу рядом со сгибами 3730, чтобы обеспечивать гладкую внутреннюю поверхность цельной плоской трубки 3710. Градация 3758 также может быть сформирована в другой широкой боковой стороне 3724 по существу рядом со сгибами 3730 в альтернативной конструкции трубки 3710. Гладкая поверхность трубки 3710, сформированной посредством таких градаций 3758, и их способность принимать сгиб 3730 или продольный край 3778 утопленным способом, может быть преимущественной в случаях, когда трубка 3710 должна быть припаяна твердым припоем, сварена или приклеена к другим элементам.
Далее на стадии изготовления, показанной в иллюстрации (d) фиг.46, гофрированная внутренняя вставка 3734 вставляется в плоскую трубку 3710, хотя вместо этого могут быть использованы вставки, имеющие любую из других форм, описанных в данном документе. Один из продольных краев 3738 гофрированной внутренней вставки 3734 сначала может быть помещен в небольшую дугу 3762 продольного края 3782. Альтернативно, один продольный край 3740 внутренней вставки 3734 сначала может быть помещен в узкую боковую сторону 3720 напротив небольшой дуги 3762, как показано на фиг.46 и 47. Внутренняя вставка 3734 может находиться под определенным предварительным натяжением, когда вставляется на стадии, показанной в иллюстрации (d) фиг.46 и фиг.47. Более конкретно, вставка 3734 может быть сформирована так, чтобы иметь натяжение, распирающее вставку 3734 немного от широкой боковой стороны 3724 или принудительно образующее расширение вставки 3734 против сжатия, требуемого для того, чтобы поместить вставку 3734 в плоскую трубку 3710, и поэтому выталкивается в узкие боковые стороны 3718, 3720 в ходе полного закрытия цельной плоской трубки 3710. На стадии изготовления, показанной в иллюстрации (e) фиг.46, большая дуга 3766 формируется в продольном крае 3778 и размещается вокруг небольшой дуги 3762 на другом продольном краю 3782, тем самым закрывая цельную плоскую трубку 3710. Вышеупомянутая небольшая кривизна внутренней вставки 3734 (если имеется) устраняется посредством этого, и оба сформированных продольных края 3738, 3740 внутренней вставки 3734 устанавливаются в узких боковых сторонах 3718, 3720 плоской трубки 3710.
Процесс формирования цельной плоской трубки 3810, проиллюстрированной на фиг.48, аналогичен во многих отношениях процессу, описанному выше со ссылкой на вариант осуществления с фиг.46 и 47. Следовательно, за исключением признаков, описанных далее, и любого несогласованного или несовместимого описания выше, делается ссылка на описание выше, касающееся изготовления плоской трубки 3710, для дополнительной информации, касающейся изготовления плоской трубки 3810.
На стадии изготовления, показанной в иллюстрации (a) фиг.48, один лист материала, используемого для того, чтобы формировать плоскую трубку 3810, включает в себя сгиб 3830, который частично образует вторую узкую боковую сторону 3820 цельной плоской трубки 3810. После формирования еще одного перекрывающегося сгиба в той же позиции на одном листе материала лист материала изгибается в позиции, как лучше всего показано в иллюстрации (c) фиг.48. Первая усиленная узкая боковая сторона 3818, по меньшей мере, частично формируется из противоположных продольных краев 3878, 3882, сведенных вместе так, чтобы закрывать цельную плоскую трубку 3810 (см. иллюстрации (d) и (e) фиг.48). Закрытие цельной плоской трубки 3810 выполняется посредством стыкового загиба или сгибания противоположных продольных краев 3878, 3882 и продольного края 3838 внутренней вставки 3834. Более конкретно, продольный край 3838 внутренней вставки 3834 находится между двумя продольными краями 3878, 3882. Следует отметить, что плоская трубка 3810, показанная в иллюстрации (f) фиг.48, не обязательно находится в конечной стадии изготовления. Отгибы, заданные посредством краев 3878, 3882, 3838, могут быть скомпонованы напротив друг друга, как показано на фиг.14 и 15. Тем не менее, как упоминалось выше, вместо этого может быть использована любая из других конструкций усиленных сгибов узких боковых сторон, описанных и/или проиллюстрированных в данном документе, требуемым способом. В общем число сгибов или отгибов, сделанных для того, чтобы сформировать узкую боковую сторону 3818, по меньшей мере, частично определяет стабильность узкой боковой стороны 3818.
Если требуется, плоские трубки 3710, 3810, проиллюстрированные на фиг.46-48, могут быть оснащены укреплениями, помещаемыми в заданных областях, таких как места на какой-либо или обеих широких боковых сторонах 3722, 3724, 3822, 3824 плоских трубок 3710, 3810, где, как ожидается, будет осуществляться теплообмен. Укрепления могут принимать ряд различных форм, таких как один или более слоев листового материала, отдельных от листа материала, образующего плоские трубки 3710, 3810, и крепящихся к нему посредством твердого припоя, сварки или любым другим надлежащим способом, один или более сгибов листа материала, используемого для того, чтобы конструировать плоские трубки 3710, 3810, и т.п.
Вследствие относительно тонкостенного материала, описанного выше, используемого в некоторых вариантах осуществления для того, чтобы конструировать плоские трубки 3710, 3810 (с или без укреплений), вес теплообменника, сформированного с плоскими трубками 3710, 3810, может быть существенно понижен при улучшении способности теплообмена. Другая причина сниженного веса и повышенной способности теплообмена заключается в том, что широкие боковые стороны 3722, 3724, 3822, 3824 плоской трубки 3710, 3810 формируются так, что трубки 3710, 3810 обеспечивают хорошие паяные соединения с ребрами, фланцами или другими элементами теплообмена (не показаны), которые могут быть размещены в теплообменнике между двумя или более плоскими трубками 3710, 3810. На основе признаков цельной плоской трубки 3710, 3810, описанной выше, плоские трубки 3710, 3810 имеют по существу плоскую внешнюю поверхность для соединения с этими элементами теплообмена.
Дополнительно, следует понимать, что характеристики плоских трубок 3710, 3810, описанных со ссылкой на фиг.46-48, также могут быть применены к любой из других конструкций плоских трубок, описанных в данной заявке.
В отношении способа, которым плоские трубки 3710, 3810 могут быть изготовлены, в некоторых вариантах осуществления две бесконечные полоски листового материала подаются в линию 3701 роликового конвейера, такого как проиллюстрированный на фиг.49. Во многих случаях алюминий или алюминиевый сплав считается предпочтительным материалом для изготовления плоских трубок 3710, 3810. Тем не менее другие металлы и материал подходят для изготовления плоской трубки 3710, 3810. Со ссылкой на трубки 3710, 3810, показанные на фиг.46-48, лист материала, образующего первую и вторую части 3712, 3714, 3812, 3814 плоской трубки 3710, 3810, может быть принят из бесконечной полоски материала (например, листового металла), и внутреннее отверстие 3734, 3834 может быть сформировано из другой бесконечной полоски материала (например, листового металла). На одной из начальных стадий линии 3701 роликового конвейера (до формирования полосок материала в некоторых вариантах осуществления), перфорации могут быть добавлены в полоски материала на расстояниях, которые соответствуют требуемой длине отдельных трубок. В некоторых вариантах осуществления листы материала могут быть сформированы после перфорации полосок листового металла, хотя такая перфорация может выполняться в ходе или после данного формирования листов. Как показано на фиг.49, область 3703 вставки, в которой внутренняя вставка 3734, 3834 вставляется в плоскую трубку 3710, 3810, находится в нижней части линии 3701 роликового конвейера. До вставки внутренней вставки 3734, 3834 в цельную плоскую трубку 3710, 3810 вышеупомянутые перфорации должны быть по существу совмещенными друг с другом (т.е. все лежать в общей плоскости, по существу перпендикулярной цельной плоской трубке 3710, 3810 в некоторых вариантах осуществления), с тем чтобы отдельные трубки 3710, 3810 могли быть в дальнейшем разделены.
Варианты осуществления цельных плоских трубок, проиллюстрированных на фиг.46-48, имеют вставку 3734, 3834, которая отделяется от и размещается в соответствующей плоской трубке 3710, 3810. Тем не менее, в других вариантах осуществления, было обнаружено, что можно конструировать цельную плоскую трубку, имеющую вставку, неразъемно сформированную с цельной трубкой (т.е. сформированную из того же цельного фрагмента листового материала, используемого, чтобы конструировать плоскую трубку 3710, 3810). В качестве примера на фиг.50-54 проиллюстрированы пять таких плоских трубок 3910, 4010, 4110, 4210, 4310. Следует отметить, что признаки, описанные ниже со ссылкой на фиг.50-54, также применимы к любому из других вариантов осуществления плоских трубок, описанных в данном документе, за исключением признаков, которые являются несогласованными или несовместимыми с ними.
В каждом из проиллюстрированных вариантов осуществления согласно фиг.50-54 один фрагмент листового материала (например, полоска листового металла) формируется в плоской трубке 3910, 4010, 4110, 4210, 4310 и вставке 3934, 4034, 4134, 4234, 4334. Плоские трубки 3910, 4010, 4110, 4210, 4310, проиллюстрированные на фиг.50-54, включают в себя противоположные укрепленные узкие боковые стороны 3918, 3920, 4018, 4020, 4118, 4120, 4218, 4220, 4318, 4320 и относительно низкую толщину стенок. В некоторых вариантах осуществления было обнаружено, что толщина листа материала может быть меньше приблизительно 0,15 мм (приблизительно 0,0059055 дюймов), чтобы обеспечивать хорошие результаты эффективности во многих вариантах применения. Также в некоторых вариантах осуществления было обнаружено, что толщина листа материала может быть больше приблизительно 0,03 мм (приблизительно 0,0011811 дюймов), чтобы обеспечивать хорошие результаты эффективности во многих вариантах применения. Следует понимать, что толщина листа материала может иметь другие размеры, не перечисленные в данном документе. Как результат такой относительно тонкой толщины листового материала, которая может быть использована в некоторых вариантах осуществления, теплообменники с плоскими трубками 3910, 4010, 4110, 4210, 4310 могут иметь относительно низкий вес и повышенную скорость теплообмена. Кроме того, вследствие того факта, что обе узкие боковые стороны 3918, 3920, 4018, 4020, 4118, 4120, 4218, 4220, 4318, 4320 цельных плоских трубок 3910, 4010, 4110, 4210, 4310 могут быть усилены, как подробнее описано ниже, может быть уменьшена или устранена необходимость отмечать ориентацию цельных плоских трубок 3910, 4010, 4110, 4210, 4310 в ходе сборки теплообменника.
Каждая из трубок, описанных ниже со ссылкой на фиг.50-54, может иметь любые размеры, описанные выше со ссылкой на варианты осуществления по фиг.1-34. Например, в некоторых вариантах осуществления любая из цельных плоских трубок 3910, 4010, 4110, 4210, 4310, проиллюстрированных на фиг.50-54, может иметь малый диаметр d больше приблизительно 0,7 мм (0,027559 дюймов). Кроме того, в некоторых вариантах осуществления любые из этих трубок 3910, 4010, 4110, 4210, 4310 могут иметь малый диаметр d меньше приблизительно 15 мм (0,59055 дюймов). В качестве еще одного примера, любые из цельных плоских трубок 3910, 4010, 4110, 4210, 4310, проиллюстрированных на фиг.50-54, могут иметь большой диаметр D больше приблизительно 8 мм (0,31496 дюймов). Кроме того, в некоторых вариантах осуществления любые из этих трубок 3910, 4010, 4110, 4210, 4310 могут иметь большой диаметр D меньше приблизительно 300 мм (11,811 дюймов). Тем не менее следует отметить, что в других вариантах осуществления может быть использован какой-либо из малого и большого диаметров D, d, описанных выше со ссылкой на все варианты осуществления плоской трубки, раскрытые в данном документе.
В частности, как показано на фиг.50, плоская трубка 3910 сформирована из одного листа материала, имеющего центральную часть 3905, сформированную волнообразным способом, чтобы сформировать каналы 3916 для потока в результирующей цельной трубке 3910. Центральная часть 3905 листа материала фланкируется по обеим сторонам наборов сгибов 3930, используемых для того, чтобы укреплять соответствующую узкую боковую сторону 3918, 3920 цельной плоской трубки 3910. В других вариантах осуществления центральная часть 3905 фланкируется только на одной стороне с набором сгибов 3930 (например, в случаях, когда только одна узкая боковая сторона 3918, 3920 цельной плоской трубки 3910 должна быть усилена таким образом). Кроме того, следует отметить, что центральная часть 3905 может быть фланкирована на какой-либо стороне посредством любого числа укрепляющих сгибов, и что сгибы не обязательно должны быть одинаковыми по числу, форме или размеру на противоположных боковых сторонах центральной части 3905. В проиллюстрированном варианте осуществления согласно фиг.50 лист материала также имеет внешние части 3907, образующие широкие боковые стороны 3922, 3924 цельной плоской трубки 3910. Внешние части 3907 проходят из и являются неразъемными с наборами сгибов 3930, описанных выше, и формируются так, чтобы, по меньшей мере, частично содержать наборы сгибов 3930. В других вариантах осуществления внешние части 3907 не содержат или не полностью содержат сгибы 3930, при этом внешние части 3907 сгибаются так, чтобы, по меньшей мере, закрывать каналы 3916 для потока в цельной плоской трубке 3910. Также следует отметить, что лист материала сформирован так, чтобы образовывать только одну внешнюю часть (например, проходящую из сгибов только на одной из двух боковых сторон центральной части 3905), которая может проходить вокруг центральной части 3905, чтобы закрывать расходные камеры 3916.
В некоторых вариантах осуществления плоская трубка 3910, показанная на фиг.50, может быть эффективно сформирована на линии ролика (такой как линия 3701 ролика, показанная на фиг.49) из бесконечного листа материала, такого как бесконечная полоска или лента 3909 листового металла или другого надлежащего материала, как показано на фиг.50(a). Полоска материала 3909 включает в себя два продольных края 3938, 3940. Во-первых, как показано на фиг.50(b), два набора из нескольких сгибов 3930 создается в полоске материала 3909, чтобы сформировать узкие боковые стороны 3918, 3920 плоской трубки 3910, которая должна быть создана позднее. Каждый проиллюстрированный набор из нескольких сгибов 3930 формируется из шести изгибов по 180° в полосе материала 3909, при этом смежные сгибы 3930 примыкают один к другому с небольшим или без промежутка между смежными сгибами 3930 между изгибами, образующими сгибы 3930. Интервалы, показанные между сгибами 3930, проиллюстрированными на фиг.50, служат только для иллюстративных целей, чтобы подробнее показать отдельные сгибы 3930. Более того, хотя шесть сгибов 3930 показано в каждом наборе, проиллюстрированном на фиг.50, следует отметить, что любое другое число сгибов 3930 может существовать рядом с центральной частью 3905, как описано выше, определяемой во многих вариантах осуществления, по меньшей мере, частично посредством требуемых технических характеристик (например, размеров) плоской трубки 3910.
Как показано на фиг.50(c), волнообразная секция 3911 далее формируется между наборами из нескольких сгибов 3930. Тем не менее в других вариантах осуществления волнообразная секция 3911 вместо этого может быть сформирована в одно время или после формирования сгибов 3930. Волнообразная секция 3911 может иметь любое число гофров с любой требуемой формой, в том числе без ограничения, гофров с боками, наклоненными относительно широких боковых сторон 3922, 3924 цельной плоской трубки 3910 после сборки, гофров, имеющих форму искривленной волны (например, синусоидальную форму), гофров, имеющих любую другую форму, описанную в данном документе, и любую комбинацию таких форм.
Процесс изготовления для формирования плоской трубки 3910 согласно фиг.50(d) продолжается согласно двум стрелкам, показанным пунктирными линиями. В частности, после формирования сгибов 3930 и волнообразной секции 3911, части 3913 изгибов, соединенных с наборами из нескольких сгибов 3930, размещаются вокруг соответствующих нескольких сгибов 3930 и вокруг волнообразной секции 3911, тем самым формируя продольно проходящие каналы 3916 для потока из цельной плоской трубки. Другими словами, каждая секция 3913 изгиба содержит или, по меньшей мере, частично содержит один набор из нескольких сгибов 3930 снаружи и проходит дополнительно так, чтобы покрывать волнообразную секцию 3911. Кроме того, один продольный край 3978 сгибается так, чтобы лежать на первой узкой боковой стороне 3918 и проходить вокруг и содержать несколько сгибов 3230 в первой узкой боковой стороне 3918, а другой продольный край 3980 согнут так, чтобы лежать на второй узкой боковой стороне 3920 и проходить вокруг и содержать несколько сгибов 3230 во второй узкой боковой стороне 3920, как показано в иллюстрациях (c) и (d) фиг.50. В некоторых вариантах осуществления плоской трубки 3910 продольные края 3978, 3980 не покрывают или только частично покрывают соответствующие узкие боковые стороны 3918, 3920, поскольку узкие боковые стороны 3928, 3920 могут быть достаточно стабильными за счет обеспечения нескольких описанных выше сгибов 3930.
В законченной версии плоской трубки 3910, такой как проиллюстрированная на фиг.50(d), волновые пики и волновые впадины волнообразной секции 3911 (или другие признаки центральных частей 3905, имеющих различные формы, образующие каналы 3916 для потока) спаиваются твердыми припоем, свариваются или прикрепляются любым другим надлежащим способом к одной или обеим широким боковым сторонам 3922, 3924 цельной плоской трубки 3910. Более конкретно, точки на волновых пиках и волновых впадинах, показанных на фиг.50(d), схематично иллюстрируют спаянные соединения, которые могут быть сделаны между волнообразной секцией 3911 и смежными широкими боковыми сторонами 3922, 3924.
Фиг.51 иллюстрирует цельную плоскую трубку согласно дополнительному варианту осуществления настоящего изобретения. Этот вариант осуществления использует фактически ту же структуру и имеет многие те же свойства, что и варианты осуществления плоской трубки, описанные выше со ссылкой на фиг.50. Соответственно, нижеследующее описание ориентировано, в первую очередь, на структуру и признаки, которые отличаются от вариантов осуществления, описанных выше со ссылкой на фиг.50. Для дополнительной информации ссылка делается на фиг.50, касающуюся структуры и признаков, а также возможных альтернатив цельной плоской трубки, проиллюстрированной на фиг.51 и описанной ниже. Структура и признаки варианта осуществления, показанного на фиг.51, которые соответствуют структуре и признакам варианта осуществления по фиг.50, обозначены далее серией 4000 ссылочных позиций.
В частности, как показано на фиг.51, цельная плоская трубка 4010 формируется из одного листа материала (например, полоски листового металла). В этом конкретном варианте осуществления центральная часть 4005 листа материала имеет волнообразную форму, чтобы сформировать волнообразную секцию, по меньшей мере, частично образующую каналы 4016 для потока, размещенные между широкими боковыми сторонами 4022, 4024 плоской трубки 4010. Центральная часть 4005 может иметь любую из форм, описанных выше со ссылкой на проиллюстрированный вариант осуществления по фиг.50.
В качестве альтернативы в или помимо использования нескольких сгибов 3930 для того, чтобы укрепить узкие концы 3918, 3920 цельной плоской трубки 3910 (см. фиг.50), цельная плоская трубка 4010, проиллюстрированная на фиг.51, использует профили 4015 (т.е. катушки провода, оправки, полые или сплошные вставки и т.п.) в узких боковых сторонах 4018, 4020. Профиль 4015 может быть размещен в одной или обеих узких боковых сторонах 4018, 4020 и в некоторых вариантах осуществления может дополнять один или более сгибов, формируемых в какой-либо или обеих узких боковых сторонах 4018, 4020, причем эти сгибы аналогичны сгибам 3030, описанным выше со ссылкой на фиг.50. В ходе процесса изготовления цельной плоской трубки 4010 профиль 4015 может быть несвернутым или иным образом положенным продольно параллельно листу материалу 4009. После обработки волнообразной секции 4011 между размещенными профилями 4015 части 4013 изгиба листа материала рядом с профилями 4015 оборачиваются вокруг профилей 4015 снаружи и укладываются по волнообразной секции 4011, чтобы сформировать широкие боковые стороны 4022, 4024 цельной плоской трубки 4010, как показано посредством пунктирных стрелок на фиг.51. Части 4013 изгиба соединены с волнообразной секцией 4011 и также могут быть соединены с профилями 4015 в узких боковых сторонах 4018, 4020. Кроме того, каждый из продольных краев 4078, 4080 листа материала 4009 изгибается вокруг соответствующего профиля 4015 и помещается на соответствующую узкую боковую сторону 4018, 4020.
Соответственно, узкие боковые стороны 4018, 4020 цельной плоской трубки 4010 на фиг.51 сформированы из одного профиля 4015, с тем чтобы узкие боковые стороны 4018, 4020 охватывались посредством соответствующего продольного края 4078, 4080 листа материала 4009.
Фиг.52-54 иллюстрируют цельную плоскую трубку с неразъемными вставками согласно дополнительным вариантам осуществления настоящего изобретения. Эти варианты осуществления используют фактически ту же структуру и имеют многие те же свойства, что и варианты осуществления плоской трубки, описанные выше со ссылкой на фиг.50 и 51. Соответственно, нижеследующее описание ориентировано, в первую очередь, на структуру и признаки, которые отличаются от вариантов осуществления, описанных выше со ссылкой на фиг.50 и 51. Ссылка должна быть сделана на описание выше со ссылкой на фиг.50 и 51 для дополнительной информации, касающейся структуры и признаков цельной плоской трубки, проиллюстрированной на фиг.52-54 и описанной ниже. Структура и признаки вариантов осуществления, показанных на фиг.52, 53 м 54, которые соответствуют структуре и признакам вариантов осуществления по фиг.50 и 51, обозначены далее сериями 4100, 4200 и 4300 ссылочными позициями, соответственно.
Фиг.52-54 иллюстрируют примерные варианты осуществления плоской трубки 4110, 4210, 4310, сформированной из одного листа материала 4109, 4209, 4309 (например, полоски алюминия, сплава алюминия или другого металла либо надлежащего материала), и показывают эти плоские трубки 4110, 4210, 4310 до их полного формирования. В этих конкретных вариантах осуществления плоской трубки 4110, 4210, 4310 часть 4105, 4205, 4305 листа материала 4109, 4209, 4309 сформирована волнообразным способом и проходит между широкими боковыми сторонами 4122, 4222, 4322 плоской трубки 4110, 4210, 4310, чтобы сформировать каналы 4116, 4216, 4316 для потока. Дополнительно, каждая из узких боковых сторон 4118, 4120, 4218, 4220, 4318, 4320, по меньшей мере, частично формируется посредством соединительной секции 4117, 4119, 4217, 4219, 4317, 4319 листа материала 4109, 4209, 4309 и продольного края 4178, 4180, 4278, 4280, 4378, 4380, содержащего соединительную секцию 4117, 4119, 4217, 4219, 4317, 4319.
В проиллюстрированных вариантах осуществления согласно фиг.52 и 53 перекрывающиеся продольные края 4178, 4180, 4278, 4280 и соединительные секции 4117, 4119, 4217, 4219 обеспечивают двойную толщину стенок в узких боковых сторонах 4118, 4120, 4218, 4220, что, в общем, является достаточно стабильным для множества вариантов применения плоской трубки 4110, 4210, 4310, в которых используются относительно тонкие материалы стенок (описаны выше). В других вариантах осуществления, например, в проиллюстрированном варианте осуществления согласно фиг.54 относительно более сильное укрепление узких боковых сторон 4118, 4120, 4218, 4220 может быть достигнуто посредством одного или более сгибов 4330 соединительных секций 4317, 4319. Другими словами, те части листа материала 4309, которые перекрываются посредством продольных краев 4378, 4380 в узких боковых сторонах 4318, 4320, дополнительно могут быть укреплены посредством одного или более сгибов 4330. В этих вариантах осуществления данные сгибы 4330 формируются (например, округляются) так, чтобы, по меньшей мере, частично образовывать узкие боковые стороны 4318, 4320, когда лист материала 4309 изогнут так, чтобы приводить первую и вторую широкие боковые стороны 4322, 4324 в закрытые положения. Альтернативно или помимо этого, продольные края 4378, 4380 в узких боковых сторонах 4318, 4320 могут быть оснащены одним или более таких укрепляющих сгибов 4330 способом, аналогичным вариантам осуществления плоских трубок группы D, проиллюстрированным на фиг.34. Например, в этих вариантах осуществления, использующих укрепляющие сгибы 4330, узкие боковые стороны 4318, 4320 включают в себя относительно большую толщину, чем толщина волнообразной секции 4311 и широких боковых сторон 4322, 4324. Соответственно, можно обеспечивать достаточное укрепление для фрагментов с относительно большей нагрузкой плоской трубки 4310, таких как узкие боковые стороны 4318, и оставлять фрагменты с относительно меньшей нагрузкой 4320, такие как широкие боковые стороны 4322, 4324 и/или волнообразную секцию 4311 с относительно более тонкими стенками.
Хотя укрепляющие сгибы 4330 могут быть использованы в любой из позиций узкой боковой стороны, описанных выше для любого из вариантов осуществления, также описанных выше со ссылкой на фиг.52-54, следует отметить, что какая-либо из узких боковых сторон 4118, 4120, 4218, 4220, 4318, 4320 может быть свободна от этих укрепляющих сгибов в других вариантах осуществления. Также число таких укрепляющих сгибов 4130, 4230, 4330 в одной из узких боковых сторон 4138, 4238, 4318 может отличаться от числа в другой узкой боковой стороне 4120, 4220, 4320, и/или позиции укрепляющих сгибов 4130, 4230, 4330 в одной из узких боковых сторон (например, только соединительная секция 4117, 4119, 4217, 4219, 4317, 4319 или только в продольном крае 4178, 4180, 4278, 4280, 4378, 4380, перекрывающим соединительную секцию 4117, 4119, 4217, 4219, 4317, 4319) могут отличаться от укрепляющих сгибов 4130, 4230, 4330 в другой узкой боковой стороне (например, только продольный край 4178, 4180, 4278, 4280, 4378, 4380 или только в соединительной секции 4117, 4119, 4217, 4219, 4317, 4319, перекрывающейся посредством продольного края 4178, 4180, 4278, 4280, 4378, 4380, соответственно).
В любом из вариантов осуществления, только что описанных со ссылкой на цельные плоские трубки 4110, 4210, 4310, показанных на фиг.52-54, перекрывающиеся продольные края 4178, 4180, 4278, 4280, 4378, 4380 листа материала 4109, 4209, 4309 могут лежать в градации 4158, 4160, 4258, 4260, 4358, 4360 стенки, такой как градация 4158, 4160, 4258, 4260, 4358, 4360 стенки, размещенная рядом или на узкой боковой стороне 4118, 4218, в которой находится продольный край 4178, 4180, 4278, 4280, 4378, 4380. Таким образом, когда продольные края 4178, 4180, 4278, 4280, 4378, 4380 перемещаются к закрытым положениям, чтобы сформировать цельную плоскую трубку 4110, 4210, 4310 (показанную посредством пунктирных стрелок в каждом из фиг.52-54), продольные края 4178, 4180, 4278, 4280, 4378, 4380 могут быть приняты в градациях 4158, 4160, 4258, 4260, 4358, 4360 стенки. В некоторых вариантах осуществления градация 4158, 4160, 4258, 4260, 4358, 4360 стенки предусмотрена в каждой узкой боковой стороне 4122, 4124, 4222, 4224, 4322, 4324 плоской трубки 4110, 4210, 4310.
Как для проиллюстрированного варианта осуществления согласно фиг.51, волновые стенки и волновые впадины волнообразных секций 4111, 4211, 4311 (или других признаков центральной части 4105, 4205, 4305, имеющих различные формы, образующие каналы 4116, 4216, 4316 для потока), показанные на фиг.52-54, могут быть спаяны, сварены или закреплены любым другим надлежащим способом на какой-либо или обеих широких боковых сторонах 4122, 4124, 4222, 4224, 4322, 4324 цельной плоской трубки 4110, 4210, 4310.
Как упоминалось выше, каждая из цельных плоских трубок 4110, 4210, 4310, проиллюстрированных на фиг.52-54, имеют волнообразную секцию 4111, 4211, 4311 для образования каналов 4116, 4216, 4316 для потока. Часть 4105, 4205, 4305, образующая эту волнообразную секцию 4111, 4211, 4311, может иметь любую из форм, описанных выше со ссылкой на проиллюстрированный вариант осуществления по фиг.50. В проиллюстрированных вариантах осуществления согласно фиг.52 и 54, например, волнообразная секция 4111, 4311 образует ряд каналов 4116, 4316 для потока, в общем, с треугольной конструкцией и имеющих, в общем, одинаковую форму и размер поперечного сечения (хотя что-либо или и то, и другое может варьироваться по ширине цельной плоской трубки 4110, 4310). Фиг.53 иллюстрирует волнообразную секцию 4211, предусмотренную с более чем одной волновой конструкцией, так что волнообразная секция 4211 формирует каналы для потока 4216, по меньшей мере, двух различных размеров поперечного сечения. Волнообразная секция 4211, показанная на фиг.53, включает в себя одну группу из семи каналов 4216 для потока, каждый из которых имеет относительно большую площадь поперечного сечения, и другую группу из шести каналов 4216, каждый из которых имеет относительно меньшую площадь поперечного сечения. В других вариантах осуществления может быть использована любая другая комбинация форм и размеров каналов для потока, скомпонованных в секциях цельной плоской трубки 4210. Конкретные требования для теплообмена лучше всего могут быть разрешены с помощью таких иллюстраций трубки 4210 теплообменника. Хотя форма поперечного сечения этих каналов 4216 для потока варьирующегося размера, в общем, является прямоугольной на фиг.53, предполагается, что волнообразная секция 4216 может образовывать каналы 4216 для потока с другими формами, по меньшей мере, частично на основе требуемых технических характеристик плоской трубки 4210. Как указано выше, конструкция волнообразной секции W не ограничена конструкцией, проиллюстрированной в данном документе.
Любая из плоских трубок, описанных в данном документе, может быть сформирована множеством различных способов. Тем не менее посредством использования одного или более усовершенствований изготовления, обнаруженных авторами изобретения и подробнее описанных ниже, такие трубки могут быть изготовлены со значительной экономией, с повышенной эффективностью, с большей скоростью и/или более надежным и воспроизводимым способом в сравнении с множеством традиционных методик изготовления плоских трубок.
Одно такое обнаруженное усовершенствование относится к способу, которым плоские трубки согласно настоящему изобретению могут быть отделены от бесконечной длины выпуска плоских трубок (т.е. из непрерывной подачи материалов, подаваемых через производственное оборудование), тем самым приводя к раздельным плоским трубкам, имеющим требуемую длину. При использовании в данном документе и прилагаемой формуле изобретения термин "бесконечная трубка" используется для того, чтобы ссылаться на выпуск плоских трубок согласно любому из вариантов осуществления, описанных в данном документе, изготовленных посредством формирования одного или более листов материала, проходящих через соответствующие подачи (например, катушки) до разделения на отдельные трубки требуемой длины, и, следовательно, включает в себя более раннее определение "бесконечный", поясненное выше. Специалисты в данной области техники должны принимать во внимание, что имеются значительные сложности при обрезке или ином разделении элементов, сконструированных, по меньшей мере, частично из относительно тонкостенных продуктов, без создания деформаций, заусенцев, фартуков или других нежелательных признаков в конечных продуктах. Хотя аналогичные проблемы существуют в продуктах, сконструированных из материалов с более толстыми стенками (которые могут быть разрешены в равной степени с помощью нескольких усовершенствований, описанных в данном документе), во многих случаях такие проблемы более часто приводят к неприемлемым тонкостенным конечным продуктам. Со ссылкой на варианты осуществления тонкостенных плоских трубок, описанные в данном документе, многие из этих вариантов осуществления имеют толщину стенки трубки не более приблизительно 0,15 мм (0,00591 дюймов). Стенки трубки могут иметь толщину, по меньшей мере, приблизительно 0,03 мм (0,0011811 дюймов) в некоторых вариантах осуществления. Кроме того, в тех вариантах осуществления сборочных узлов трубок, имеющих вставку, как описано в данном документе, многие из этих вариантов осуществления имеют толщину материала вставки не больше приблизительно 0,10 мм (0,003937 дюймов). Толщина материала вставки может быть не менее приблизительно 0,03 мм (0,00118 дюймов) в некоторых вариантах осуществления.
Было выяснено, что отдельные (т.е. дискретные) плоские трубки могут быть изготовлены лучшим способом из бесконечного выпуска трубок из одного или более листов материала, подаваемых через производственное оборудование посредством перфорирования, по меньшей мере, одного из листов. То есть, по меньшей мере, одна часть трубки может быть перфорирована, чтобы упростить усовершенствованное отделение трубок из бесконечного выпуска трубок. Такие перфорации могут выполняться до того, как операции формирования выполняются в вышележащем листовом материале после того, как листовой материал сформирован в непрерывную длину выпуска плоских трубок, или на любой другой стадии или стадиях между этим. Кроме того, позиции перфораций могут варьироваться между различными листами материала (или различными позициями одного листа материала), используемыми для того, чтобы создавать различные фрагменты непрерывного выпуска плоских трубок.
Преимущество формирования перфораций в полосках листового материала для создания плоских трубок состоит в том, что в некоторых вариантах осуществления плоские трубки могут создаваться по существу без формирования деформаций, заусенцев, фартуков и/или других нежелательных признаков в конечных продуктах. Процесс использования перфораций в процессе отделения трубок может применяться к любому из вариантов осуществления трубок, раскрытых в данном документе.
В качестве примера процесса перфорирования и отделения, используемого для того, чтобы изготавливать цельные плоские трубки, ссылка тем самым делается на процесс отделения цельных плоских трубок, таких как трубки, проиллюстрированные на фиг.19-21, 52 и 53, причем цельная плоская трубка 1210, 1310, 1410, 4110, 4210 может быть сформирована из одного бесконечного листа материала. На фиг.52 и 53 цельные плоские трубки 4110, 4210 показаны в состоянии производственного процесса сразу перед завершением и по-прежнему должны быть закрытыми в направлении стрелок, показанных пунктирными линиями, до отделения в перфорациях, уже сделанных. Следовательно, перфорации могут быть сформированы до изгиба листа материала, как показано на фиг.52 и 53. Аналогичная концепция может быть применена к трубкам 1210, 1310, 1410, показанным на фиг.19-21, и в других цельных плоских трубках, описанных в данном документе.
В качестве примера этого процесса, используемого для того, чтобы формировать состоящие из двух частей плоские трубки, ссылка делается на процесс разделения состоящих из двух частей плоских трубок, таких как проиллюстрированные на фиг.28. Как подробнее описано выше, состоящая из двух частей плоская трубка 1910, показанная на фиг.28, имеет первую и вторую части 1912, 1914, образующие соответствующие широкие боковые стороны 1922, 1924 плоской трубки 1910, и вставку 1934, размещаемую между ними. Как также описано выше, первая и вторая части 1912, 1914 могут быть идентичными или по существу идентичными, но инвертированными относительно друг друга, когда один из продольных краев одной части 1914 трубки имеет большую дугообразную часть 1968, по меньшей мере, частично охватывающую меньшую дугообразную часть 1962 в продольном крае другой части 1912 трубки. Сгибы 1970 в одном или обоих продольных краях 1938, 1940 вставки 1934 могут быть использованы для того, чтобы укреплять узкие боковые стороны 1918, 1920 состоящей из двух частей плоской трубки 1910. Хотя процесс перфорирования и отделения, описанный в данном документе, может быть применен к состоящим из двух частей плоским трубкам, имеющим что-либо из фрагментов трубки и размеров трубки, описанных выше со ссылкой на вариант осуществления по фиг.19, вставка 1934, описанная со ссылкой на фиг.55-58, имеет толщину приблизительно 0,03-0,09 мм (0,0011811-0,0035433 дюймов), листы материала, образующие первую и вторую части 1912, 1914 трубки, имеют толщину приблизительно 0,03-0,15 мм (0,0011811-0,0059055 дюймов), и законченная состоящая из двух частей плоская трубка 1910 имеет малый диаметр d приблизительно 1-10 мм (0,03937-0,3937 дюймов) только в качестве примера. На фиг.28 состоящая из двух частей плоская трубка 1910 проиллюстрирована вкратце до завершения, при этом перфорации уже сформированы в первой и второй частях 1912, 1914 и вставке 1934 и приведены в соответствие так, чтобы перфорации в первой и второй частях 1912, 1914 и вставке 1934 были по существу совмещены.
Фиг.55-58 иллюстрируют примерную производственную линию 1900, аналогичную производственной линии 3701, показанной на фиг.49. В этом конкретном случае производственная линия сконструирована так, чтобы формировать сборочные узлы состоящих из трех частей плоских трубок (т.е. имеющих состоящую из двух частей плоскую трубку с первой и второй частями 1912, 1914, а также имеющих вставку 1934), тогда как производственная линия 3701 сконструирована для формирования сборочных узлов состоящих из двух частей плоских трубок (т.е. имеющих цельную плоскую трубку, образующую первую и вторую части 1212, 1214, 1312, 1314, 1412, 1414, 4112, 4114, 4212, 4214, а также имеющих вставки 1234, 1334, 1434, 4134, 4234). Хотя производственные линии 3701, 1900 описываются в данном документе со ссылкой на изготовление конкретных вариантов осуществления плоских трубок, также описанных в данной патентной заявке, это описание приведено только в качестве примера. Соответственно, следует понимать, что процессы, описываемые со ссылкой на фиг.49 и фиг.55-58, могут быть применены для изготовления всех трубок, описанных в данной заявке.
Как показано на фиг.55, производственная линия 1900 включает в себя три катушки листового материала R1, R2, R3, такие как листы алюминия, алюминиевого сплава или любого другого надлежащего материала для формирования сборочных узлов состоящих из трех частей плоских трубок. В данном конкретном примере листовой материал из первой катушки R1 используется для того, чтобы формировать первую часть 1912 или 1914, листовой материал из третьей катушки R3 используется для того, чтобы формировать вторую часть 1914 или 1912, а листовой материал из второй катушки R2 используется для того, чтобы формировать вставку 1934 для состоящей из двух частей плоской трубки 1910. В зависимости, по меньшей мере, частично от путей листов материала, других возможных позиций катушек относительно производственной линии, а также результирующей ориентации плоской трубки 1910 по мере того, как она продвигается через процесс изготовления, каждая катушка R1, R2, R3 может иметь листовой материал, используемый для того, чтобы формировать любую из частей плоской трубки 1910 в других вариантах осуществления.
Фиг.55 иллюстрирует наборы роликов 1921, 1923, 1925 для обработки листового материала, обеспечиваемого из катушек R1, R2 и R3, соответственно. Каждый набор роликов 1921, 1923, 1925 может быть скомпонован так, чтобы образовывать соответствующий контур перемещающегося листового материала, как схематично показано на фиг.55, хотя возможна любая другая компоновка ролика. Любой один или более роликов в каждом наборе 1921, 1923, 1925 могут приводиться посредством надлежащего двигателя или первичного двигателя, чтобы извлекать материал, обеспечиваемый посредством катушек R1, R2 и R3. Кроме того, любой один или более роликов в каждом наборе 1921, 1923, 1925 могут быть натяжными роликами, разрешающими свободный ход соответствующего листа материала по ним. Более того, любой из роликов в каждом наборе 1921, 1923, 1925 может выполнять обе функции, например, посредством выборочного приведения посредством муфты сцепления или иначе выборочного приведения любым другим традиционным способом. Также следует принимать во внимание, что катушки материала R1, R2, R3 сами могут приводиться посредством надлежащих двигателей или первичных двигателей. В качестве примера предполагается, что листы материала, подаваемые из катушек R1, R2 и R3, могут перемещаться в некоторых вариантах осуществления с линейными скоростями порядка 100-200 м/мин (328,08-656,16 фута/мин). Более быстрые или медленные скорости возможны в других вариантах осуществления.
Посредством управления двигателем (двигателями), приводящим каждую катушку материала R1, R2, R3 и/или приводящим любой из роликов в наборе роликов 1921, 1923, 1925, можно управлять максимальной скоростью каждого листа материала, например, посредством выборочного предоставления силы торможения на любые листы материала. В некоторых вариантах осуществления это позволяет управлять скоростью каждого листа материала независимо от других, даже в точке остановки одного или двух из листов при перемещении других. Также наборы роликов 1921, 1923, 1925 могут служить для того, чтобы разрешать определенную буферизацию листового материала, подаваемого в размещенные ниже положения.
Производственная линия 1900, проиллюстрированная на фиг.55, включает в себя первую перфорирующую станцию 1927 для формирования перфораций 1929 в листе материала, принимаемом из второй катушки R2 (для формирования вставки 1934 в последующей плоской трубке 1910). Эта перфорирующая станция 1927 размещается в начале производственной линии 1900 на фиг.55, но вместо этого может быть ниже этой позиции в других вариантах осуществления. Далее лист материала, образующего вставку 1934, формируется посредством набора роликов, схематично проиллюстрированного на фиг.55 как образующая секция 1931. Листы материала из первой и третьей катушек R1, R3 (для формирования первой и третьей частей 1912, 1914 в последующей плоской трубке 1910) транспортируются по расстоянию, задаваемому посредством образующей секции 1931. После этого лист материала из первой катушки R1 достигает второй перфорирующей станции 1933, а лист материала из третьей катушки R3 достигает третьей перфорирующей станции 1935 рядом со второй перфорирующей станцией 1933. В других вариантах осуществления три перфорирующих станции 1927, 1933, 1935 могут быть в различных позициях относительно друг друга и/или других секций производственной линии 1900. Кроме того, в других вариантах осуществления одна или более перфорирующих станций 1927, 1933, 1935 может быть использована для того, чтобы перфорировать более одного листа материала.
Как показано на фиг.55, вторая и третья перфорирующие станции 1933, 1935 формируют перфорации 1929 в первом и третьем листах материала для первой и второй частей 1912, 1914 плоской трубки 1910, соответственно, тогда как второй лист для вставки 1934 передается между первым и третьим листами во второй и третьей перфорирующих станциях 1933, 1935. Примеры перфораций, создаваемых во второй и третьей перфорирующих станциях, показаны на фиг.57 и могут быть аналогичны перфорациям, создаваемым в первой перфорирующей станции 1927, описанной выше. В варианте осуществления согласно фиг.57 перфорации 1929 являются относительно точными отверстиями, разделяемыми посредством перемычек 1937, размещаемых с заданными расстояниями между перфорациями 1929. Тем не менее в других вариантах осуществления перфорации могут быть областями меньшей толщины материала и не обязательно должны быть образованы посредством отверстий через материал. В любом случае описание в данном документе, касающееся формы, размера и других признаков перфораций, применяется в равной степени.
Перегородки 1937 разламываются как часть производственного процесса плоской трубки 1910. В некоторых вариантах осуществления длина перфораций 1929, проходящих в поперечном направлении перфорированных листов материала (из первой, второй или третьей катушек R1, R2 и R3), составляет, по меньшей мере, 1 см (0,3937 дюймов). Кроме того, в некоторых вариантах осуществления длина каждой перегородки 1937 составляет менее 1 мм (0,03937 дюймов).
Форма (например, длина) и компоновка перфораций 1929, проиллюстрированных на фиг.57, представляется только в качестве примера. Более длинные или короткие перфорации 1929 и более длинные или короткие перегородки 1937 могут быть использованы требуемым образом в любом из листов материала, используемых для того, чтобы формировать плоскую трубку 1910. Например, каждая из перфораций 1929 вместо этого может быть по существу круглой или может принимать любые требуемые формы, потенциально приводя к меньшему или большему числу перфораций в листе материала. Также, например, длина или другие признаки формы перфораций 1929 может варьироваться по ширине перфорируемого материала, например, посредством обеспечения перфораций и/или перегородок рядом с продольными краями листа, которые длиннее, чем края в центре листа, или наоборот. Типы и признаки перфораций 1929 зависят, по меньшей мере, частично от свойств материала перфорируемого материала.
На основе размеров перфораций и относительно тонких листовых материалов, которые могут быть использованы, как описано выше, в некоторых вариантах осуществления перфорации 1929 в перегородках 1937, в общем, являются невидимыми невооруженным глазом. Для многих производственных операций преимущества могут быть достигнуты посредством размещения перегородки 1937 рядом с каждым продольным краем перфорируемого листа материала, уменьшения возможности для фрагментов материала накапливаться в таких местах в ходе дальнейшей обработки листа.
В тех вариантах осуществления плоских трубок, описанных в данном документе, в которых один или более листов материала (например, полосок листового металла) используются для того, чтобы создавать плоскую трубку, листы материала могут перфорироваться для отделения в перфорациях. В тех вариантах осуществления, в которых два или более листа материала используются для того, чтобы создавать плоскую трубку, два или более листа могут быть перфорированы, после чего перфорации в различных листах могут быть совмещены (например, в общей плоскости, по существу перпендикулярной листам, направлении хода листов и/или плоской трубки, созданной посредством листов), и отдельные трубки могут быть разделены в перфорациях из непрерывной длины находящегося выше материала. Только что описанное совмещение перфораций может быть достигнуто в некоторых вариантах осуществления посредством управления скоростью одного или более приводов, подающих один или более листов материала в ходе процесса изготовления. Более конкретно, если перфорации любых двух или более листов материала не являются уже совмещенными, один или более листов материала могут перемещаться с различной скоростью до тех пор, пока перфорации не будут совмещены, чтобы можно было отделять отдельные трубки в размещенной ниже позиции. В этом отношении следует отметить, что данный процесс совмещения может выполняться для любого числа перфорированных листов материала, используемых для того, чтобы создавать плоские трубки.
Например, и с продолжающейся ссылкой на вариант осуществления согласно фиг.55-58, перфорации 1929 в трех листах материала из катушек R1, R2 и R3 совмещаются в секции 1939 совмещения производственной линии 1900 посредством одного или более приводов, управляемых так, чтобы регулировать скорости листов материала относительно друг друга. В свете того факта, что регулировки скорости одного или более листов могут быть необходимы для того, чтобы совмещать перфорации 1929, секция 1939 совмещения по фиг.55, как правило, помещается в производственную линию 1900 до секции 1941 объединения. Секция 1941 объединения является областью производственной линии, где фрагменты плоской трубки 1910 (например, первая и вторая части 1912, 1914 и вставка 1934 в проиллюстрированном варианте осуществления) соединяются друг с другом, чтобы сформировать плоскую трубку 1910. Секция 1941 объединения может включать в себя ролики или другие элементы формирования листов для объединения фрагментов плоской трубки 1910, чтобы сформировать бесконечную трубку 1910. В тех вариантах осуществления, в которых не один или только некоторые из продольных краев первой и второй частей 1912, 1914 трубки не являются уже сформированными в одной или более размещенных выше позициях, секция 1941 объединения также может включать в себя ролики и/или другие элементы формирования листов для выполнения других операций формирования с продольными краями первой и второй частей 1912, 1914.
Непрерывная длина материала сразу выше этого места разделения может быть непрерывной длиной выпуска законченных плоских трубок. Альтернативно, непрерывная длина материала сразу выше места разделения может быть листом (листами) материала, используемым для того, чтобы формировать выпуск плоских трубок на любой стадии такого формирования. Например, в некоторых вариантах осуществления после того, как перфорации в листах материала совмещены, частично сформированные листы материала могут быть комбинированы в непрерывную длину выпуска законченных плоских трубок, с тем чтобы законченные трубки были доступными после отделения. Как результат, могут быть созданы отдельные трубки, которые не имеют следы на концах плоских трубок.
В некоторых конструкциях производственной линии перфорации, в общем, формируются посредством одного или более перфорирующих роликов. Например, производственная линия может включать в себя, по меньшей мере, пару перфорирующих роликов. Один из роликов пары может проходить с одним или более бесконечных листов материала, который должен быть использован для того, чтобы сформировать, по меньшей мере, часть плоской трубки, а другой ролик может быть оснащен инструментом (например, одним или более перфорирующих лезвий или штампов) для формирования перфораций в листе (листах) материала. Фиг.56 и 57 схематично иллюстрируют процесс перфорации согласно варианту осуществления настоящего изобретения. Для простоты описания нижеследующее пояснение делается со ссылкой на первую перфорирующую станцию 1927, описанную выше. Тем не менее такое же описание применяется в равной степени к другим перфорирующим станциям 1933, 1935 в проиллюстрированном варианте осуществления по фиг.55-58, хотя одна или более перфорирующих станций может отличаться в других вариантах осуществления (например, иметь другие лезвия, использовать только один ролик вместо двух роликов и т.п.). Как описано ранее, число и тип перфораций и места перфорирующих станций могут варьироваться. Изменения в этих признаках могут быть, по меньшей мере, частично основаны на требуемых технических характеристиках плоской трубки 1910, созданной в производственной линии 1900.
Со ссылкой на вариант осуществления согласно фиг.56 и 57 перфорирующая станция 1927 включает в себя пару перфорирующих роликов, имеющих первый перфорирующий ролик 1943 и второй перфорирующий ролик 1945. В некоторых вариантах осуществления эти перфорирующие ролики 1943, 1945 могут быть скомпонованы в любой требуемой ориентации, в зависимости, по меньшей мере, частично от ориентации листа, перфорируемого посредством перфорирующих роликов 1943, 1945 и смежных секций производственной линии 1900. Первый ролик 1943 проходит параллельно и направляет один или более проходящих листов материала (из катушек R1, R2 и R3), тогда как нижний ролик 1945 имеет выступающий перфорирующий штамп 1947.
Чтобы предотвратить накопление листов по мере того, как создаются перфорации, некоторые варианты осуществления настоящего изобретения используют перфорирующие ролики с одним или более перфорирующими лезвиями или штампами, имеющими позицию готовности. В позиции готовности, по меньшей мере, один из перфорирующих роликов вращается или переводится в позицию, где лист (листы) материала свободно проходит через перфорирующие ролики.
Например, второй ролик 1945, проиллюстрированный на фиг.56, имеет приводной механизм (не показан), так чтобы второй ролик 1945 мог удерживать перфорирующий штамп 1947 в позиции готовности, в которой перфорирующий штамп 1947 не зацепляет проходящие листы материала из катушек R1, R2 и R3. В позиции готовности второго ролика 1945 перфорирующий штамп 1947 может поворачиваться на расстоянии от позиции, показанной на фиг.56, чтобы избежать этого зацепления, например, посредством вращения приблизительно на 90 градусов по существу в горизонтальную позицию на втором ролике 1945. В других вариантах осуществления один или оба ролика 1943, 1945 могут быть установлены на соответствующих осях, которые перемещаются относительно проходящего листа, тем самым позволяя какому-либо или обоим роликам 1943, 1945 переноситься относительно проходящего листа и образуя позиции готовности и перфорации или действий.
Чтобы перфорировать лист материала, подаваемого из второй катушки R2 (снова со ссылкой на проиллюстрированный вариант осуществления по фиг.55-58 в качестве примера), второй ролик 1945 может активироваться в позицию перфорации или действия, например в верхнюю и по существу вертикальную позицию, показанную на фиг.56 и 57. Это активирование может выполняться посредством двигателя, пускателя или другого привода, подключенного ко второму ролику, чтобы поворачивать второй ролик из позиции готовности в позицию перфорации или действий на скорости вращения. В перфорирующей позиции первого и второго роликов 1943, 1945 перфорирующий штамп 1947 зацепляет лист материала, подаваемый из второй катушки R2, и формирует перфорации 1929 в нем. В некоторых вариантах осуществления скорость вращения (а следовательно, окружная скорость) второго ролика 1945 выше скорости транспортировки листа материала, чтобы обеспечить то, что лист материала не накапливается в ходе операций перфорации. В других вариантах осуществления скорость вращения (а следовательно, окружная скорость) обоих роликов 1943, 1945 выше скорости транспортировки листа материала для этой цели. Следует отметить, что термины "позиция действий" или "перфорирующая позиция" при использовании в данном документе и прилагаемой форме изобретения не указывают или подразумевают сами, что настоящий ролик (ролики) является стационарным, а вместо этого указывают позиции ролика (роликов) в момент, когда делаются перфорации.
В некоторых вариантах осуществления скорость вращения одного или обоих роликов 1943, 1945 перфорирующей станции 1927 выше скорости проходящего листа материала. После создания перфораций в перфорирующей позиции один или оба перфорирующих ролика 1943, 1945 могут быть перемещены обратно в позицию готовности, чтобы быть повторно активированными в следующем процессе перфорации. В некоторых вариантах осуществления перемещение одного или обоих перфорирующих роликов 1943, 1945 обратно в позицию готовности выполняется посредством вращения перфорирующего ролика (роликов) 1943, 1945 в том же направлении, что используемое для того, чтобы перемещать ролик (ролики) 1943, 1945 к перфорирующей позиции, вместо переключения направлений вращения ролика (роликов) 1943, 1945. Соответственно, пара перфорирующих роликов 1943, 1945, как описано выше, может помогать предотвращать накопление проходящего листового материала.
Предполагается, что готовые трубки могут быть отделены в конце процесса изготовления, по меньшей мере, частично вследствие перфораций, описанных выше. В некоторых вариантах осуществления трубки отделяются в перфорациях в или рядом с концом производственной линии. Отделение отдельных трубок может быть выполнено в некоторых вариантах осуществления посредством использования пары мяльных роликов или одного мяльного ролика. В варианте осуществления согласно, например, фиг.58 мяльный ролик 1949 и стержень 1951 используются для разделения бесконечного выпуска трубок, доходящих между мяльным роликом 1949 и стержнем 1951 до отдельных готовых плоских трубок 1910. Мяльный ролик 1949 оснащен выступающим ударным ножом 1951 или другим инструментом, используемым для того, чтобы разламывать перегородки 1937 между перфорациями 1929, описанными выше.
Мяльный ролик 1949 и/или стержень 1951 может управляться так, чтобы включать в себя позицию готовности, в которой проходящий выпуск трубок не замедляется или над ним совершаются иные действия, и позиция разлома, в которой мяльный ролик 1949 и/или стержень 1951 перемещается так, чтобы зацеплять проходящий выпуск трубок и разделять трубку в перфорациях 1929. Например, в проиллюстрированном варианте осуществления согласно фиг.58 мяльный ролик 1949 поворачивается в и из позиции разлома, в которой ударный нож 1951 мяльного ролика 1949 зацепляет выпуск плоских трубок и проходит мимо мяльного стержня 1951, тем самым разламывая (и в некоторых вариантах осуществления также разрезая) выпуск плоских трубок, проходящий между мяльным роликом 1949 и мяльным стержнем 1951 в линии перфораций 1929. В других вариантах осуществления мяльный ролик 1949 и/или мяльный стержень 1951 перемещаются относительно выпуска плоских трубок, чтобы образовывать позиции разлома и готовности разломного аппарата.
Хотя выпуск плоских трубок может быть разломан посредством использования мяльного ролика 1949 и мяльного стержня 1951, как описано выше, в других вариантах осуществления перегородки 1937, образованные посредством перфораций 1929 выпуска плоских трубок, не разламываются или разрезаются посредством лезвия или другого аналогичного инструмента, а вместо этого раскалываются посредством формирования силы на выпуск плоских трубок в общем продольном направлении бесконечной трубки, тем самым формируя отдельные плоские трубки 1910. Такая сила может быть сформирована, например, посредством прохождения бесконечного выпуска трубок мимо ролика, зацепляющего выпуск трубок и проходящего на более высокой скорости, чем выпуск трубок. Посредством экспериментов выяснено, что этот способ отделения может приводить к требуемым концам трубок, как описано выше.
В некоторых вариантах осуществления один или более роликов 1949 в секции производственной линии, используемой для того, чтобы разламывать выпуск трубок, могут быть использованы для того, чтобы помогать продвигать выпуск трубок по производственной линии. Это также подходит для любой из перфорирующих станций 1927, 1933, 1935, описанных в данном документе. Следует отметить, что в любом из вариантов осуществления, описанных в данном документе, штамп, лезвие или другой инструмент на ролике любой перфорирующей станции 1927, 1933, 1935 и/или мяльном ролике 1949 может быть втяжным, чтобы ролик можно было приводить для продвижения выпуска трубок без действия на них. В таких случаях втянутое положение инструмента также может образовывать позицию готовности, описанную в данном документе.
Дополнительные аспекты изготовления плоских трубок, описанных в данном документе, также позволяют создавать такие трубки при значительной экономии, с повышенной эффективностью, на большей скорости и/или более надежным и воспроизводимым способом в сравнении с любыми другими традиционными методиками изготовления плоских трубок. Как теперь будет описано, некоторые из этих дополнительных аспектов относятся к способу, которым фрагменты плоских трубок формируются, и/или способу, которым эти фрагменты сводятся вместе, чтобы создать плоские трубки. Только в качестве примера эти процессы должны быть описаны и проиллюстрированы со ссылкой на создание состоящих из двух частей трубок, и более конкретно, к состоящей из двух частей трубке 1910, проиллюстрированной на фиг.28 и описанной выше, созданной с помощью производственной линии 1900, проиллюстрированной на фиг.55 и также описанной выше. Последующее описание и прилагаемые чертежи применяются в равной степени к созданию любой из других двух состоящих из двух частей трубок (с или без вставок), описанных в данном документе. Также, за исключением несогласованного или несовместимого описания, нижеследующее пояснение и прилагаемые чертежи применяются в равной степени к созданию любых из цельных трубок (с или без вставок), также описанных в данном документе.
Было обнаружено, что значительные преимущества могут быть получены посредством определенных способов сборки первой и второй частей 1912, 1914 и вставки 1934 сборочного узла 1910 трубки. Например, в некоторых вариантах осуществления внутренняя вставка 1934 скатывается гофрированным способом в продольном направлении производственной линии 1900 и вставляется между двумя частями 1912, 1914 плоской трубки последующей плоской трубки 1910. Продольные края двух частей 1912, 1914 плоской трубки могут быть скатаны или иным образом сформированы с дугообразными краями в продольном направлении, после чего дугообразные края могут быть сведены вместе, чтобы зацеплять друг друга, чтобы сформировать плоскую трубку 1910, показанную на фиг.28. Этот процесс схематично проиллюстрирован на фиг.55, 59 и 60 и далее подробно описан.
Как описано ранее, фиг.55 показывает три катушки листового материала R1, R2 и R3, подающие листовой материал, который должен быть использован при создании плоской трубки 1910. Как также описано выше, листы материала из катушек R1, R2 и R3 используются для того, чтобы изготавливать первую часть 1912 трубки, вставку 1934 (с помощью самого широкого листа материала в некоторых вариантах осуществления) и вторую часть 1914 трубки. Листы материала, используемые для того, чтобы формировать эти сегменты, проходят, в общем, в параллельных направлениях относительно друг друга посредством проиллюстрированной производственной линии 1900.
Хотя возможны другие компоненты производственной линии, изготовление плоских трубок 1910 в производственной линии 1900, показанной на фиг.55, в общем, начинается с формирования вставки 1934 в первых секциях производственной линии 1900. В некоторых вариантах осуществления листы материала, используемые для того, чтобы формировать первую и вторую части 1912, 1914 трубки, могут направляться без деформации. В таких вариантах осуществления, когда процесс формирования вставки 1934 завершен, начинается процесс формирования первой и второй частей 1912, 1914 трубки. Альтернативно, одна или более операций формирования могут выполняться в каком-либо или обоих листах материала, пока вставка 1934 формируется в одном или более тех же местах в производственной линии 1900. Во многих случаях процесс изготовления первой и второй частей 1912, 1914 трубки может быть значительно короче, чем для изготовления вставки 1934, вследствие того факта, что относительная величина деформации материала, используемого для того, чтобы сформировать первую и вторую части 1912, 1914 трубки, может быть относительно небольшой (см., например, сборочный узел плоской трубки, показанный на фиг.28).
Состоящая из двух частей плоская трубка 1910, показанная на фиг.28, имеет идентичную или практическую идентичную первую и вторую части 1912, 1914. Производственная линия 1900, показанная на фиг.55, приспособлена для того, чтобы создавать эти части 1912, 1914. Вследствие их идентичных и по существу идентичных форм одна часть 1912 инвертируется относительно другой до того, как части 1912, 1914 соединяются вместе. Как описано выше, производственная линия 1900, показанная на фиг.55, имеет образующие ролики или другие надлежащие образующие устройства для формирования дугообразных краев частей 1912, 1914, описанных выше.
В некоторых случаях наборы образующих роликов или других надлежащих образующих устройств, используемых для того, чтобы создавать один тип продольного края в обеих частях 1912, 1914 трубки, находятся на одной боковой стороне производственной линии 1900 (например, наборы, используемые для создания большего дугообразного продольного края обеих частей 1912, 1914, размещаемых рядом друг с другом в плоскости формируемых листов материала). В этих и других вариантах осуществления образующие ролики или другие надлежащие образующие устройства могут быть скомпонованы так, что две части 1912, 1914 имеют одинаковую ориентацию после формирования некоторых из всех продольных краев. В этих вариантах осуществления производственная линия 1900 может быть оснащена надлежащими роликами, чтобы переворачивать одну из частей 1912, 1914 вокруг продольной оси, с тем чтобы две части 1912, 1914 могли быть соединены в секции 1941 объединения производственной линии 1900. В других вариантах осуществления образующие ролики или другие надлежащие образующие устройства могут быть размещены в производственной линии 1900 с тем, чтобы две части 1912, 1914 уже имели ориентации, которые инвертированы в отношении друг друга (т.е. с обращенными продольными сторонами) после формирования некоторых или всех дугообразных краев. В таких вариантах осуществления две части 1912, 1914 могут быть параллельными друг другу и могут быть комбинированы в секции 1941 объединения производственной линии 1900.
Как подробнее описано выше со ссылкой на фиг.28, один продольный край первой части 1912 трубки содержит соответствующий продольный край второй части 1914 трубки, тогда как противоположный продольный край первой части трубки содержит соответствующий противоположный продольный край второй части 1914 трубки, чтобы соединить части 1912, 1914 трубки. В этих и других вариантах осуществления, описанных в данном документе, которые могут быть сформированы в производственной линии 1900, первая и вторая части 1912, 1914 стенки могут быть идентичными или по существу идентичными. В других вариантах осуществления, описанных в данном документе, которые также могут быть сформированы в производственной линии 1900, первая и вторая части 1912, 1914 стенки не являются идентичными, например, когда каждая из первой и второй частей 1912, 1914 трубки включает в себя какие-либо две меньшие дугообразные части или две большие дугообразные части.
Как показано на фиг.55-60, внутренняя вставка 1934 сборочного узла совместно со сборочным узлом плоской трубки, проиллюстрированным на фиг.28, может быть изготовлена на третьем наборе роликов для введения между первой и второй частями 1912, 1914 трубки для состоящей из двух частей трубки 1910. Этот процесс схематично проиллюстрирован на фиг.59 и может выполняться после того, как первая и вторая части 1912, 1914 трубки сформированы или по существу полностью сформированы (как в варианте осуществления по фиг.59). В этом варианте осуществления первая и вторая части 1912, 1914 трубки не находятся в одной плоскости, а в двух плоскостях на расстоянии друг от друга, тогда как набор образующих роликов или других надлежащих образующих устройств, создающих вставку 1934, размещаются так, что лист материала, образующего вставку 1934, находится между листами материала, образующими первую и вторую части 1912, 1914 трубки. Это позволяет внутренней вставке 1934 быть "заправленной" в и между двумя частями 1912, 1914 трубки. Другими словами, схема производственной линии 1900, проиллюстрированная на фиг.55, является такой, что лист материала, используемый для формирования вставки 1934, находится между листами материала, используемыми для того, чтобы формировать первую и вторую части 1912, 1914 трубки.
Как показано на фиг.59, вставка внутренней вставки 1934, как только что описано, может быть выполнена между первой и второй частями 1912, 1914 трубки, проходящими по существу параллельно друг другу вдоль продольной секции первой и второй частей 1912, 1914 трубки в производственной линии 1900. Тем не менее в других вариантах осуществления плоскости, на которых лежат первая и вторая широкие боковые стороны 1922, 1924 первой и второй частей 1912, 1914 трубки, не обязательно должны быть параллельными друг другу в каком-либо месте, отличном от места сразу выше части 1941 объединения производственной линии 1900.
В проиллюстрированном варианте осуществления (см. фиг.59(a)) и в других вариантах осуществления листы материала, используемые для того, чтобы формировать вставку 1934, по существу параллельны каким-либо или обоим листам материала, используемым для того, чтобы формировать первую и вторую части 1912, 1914 трубки до процесса введения вставки 1934 в первую и вторую части 1912, 1914 трубки. В других вариантах осуществления возможны другие ориентации этих трех листов процесса введения. Тем не менее в некоторых вариантах осуществления процесс введения внутренней вставки 1934 в первую и вторую части 1912, 1914 трубки начинается посредством ориентации внутренней вставки 1934 между первой и второй частями 1912, 1914 трубки с наклоном относительно, по меньшей мере, одной из плоскостей первой и второй широких боковых сторон 1922, 1924. Например, в проиллюстрированном варианте осуществления согласно фиг.59 внутренняя вставка 1934 вводится в и между первой и второй частями 1912, 1914 трубки с наклоном относительно обеих плоскостей первой и второй широких боковых сторон 1922, 1924.
При использовании в данном документе и прилагаемой формуле изобретения термин "наклоненный" в своих различных формах обозначает положение вставки 1934 относительно широких боковых сторон 1922, 1924 частей 1912, 1914 трубки (которые могут быть параллельны друг другу в некоторых вариантах осуществления).
В этом отношении следует отметить, что одна или обе широкие боковые стороны 1922, 1924 первой и второй частей 1912, 1914 трубки могут быть в соответствующих плоскостях, которые не являются горизонтальными, посредством чего вставка 1934 должна быть относительно наклонена на такие негоризонтальные ориентации.
Эта наклонная вставка может выполняться в диапазоне мест выше секции 1941 объединения производственной линии 1900 и в некоторых вариантах осуществления проводится приблизительно на начальных стадиях производственной линии 1900. В некоторых вариантах осуществления угол вставки 1934 (относительно плоскости, в которой находится широкая боковая сторона 1922, 1924, по меньшей мере, одной из частей 1912, 1914 трубки) может быть, по меньшей мере, приблизительно 25 градусов, по меньшей мере, в одной позиции вставки 1934 между листами, чтобы создавать первую и вторую части 1912, 1914 трубок, например, в начале процесса вставки. В других вариантах осуществления этот угол составляет, по меньшей мере, приблизительно 30 градусов для обеспечения хороших результатов эффективности. Также в некоторых вариантах осуществления угол вставки 1934, как описано выше, не превышает приблизительно 45 градусов, по меньшей мере, в одной позиции вставки 1934 между листами, используемыми для того, чтобы создавать первую и вторую части 1912, 1914 трубки, например, в начале процесса введения. В других вариантах осуществления этот угол составляет не более приблизительно 40 градусов для обеспечения хороших результатов эффективности.
После этого внутренняя вставка 1934 приводится в ориентацию, в которой внутренняя вставка 1934 является параллельной или по существу параллельной широким боковым сторонам 1922, 1924 первой и второй частям 1912, 1914 трубки. Фиг.59(b)-(e) иллюстрируют пример изменения или снижения наклонного положения вставки 1934, а также постепенного схождения первой и второй частей 1912, 1914 трубки, чтобы удерживать вставку 1934 между собой.
В тех вариантах осуществления (как на фиг.28), в которых какой-либо или оба продольных края 1938, 1940 внутренней вставки 1934 размещаются в широкой боковой стороне (сторонах) 1918, 1920 плоской трубки 1910, форма продольных краев 1938, 1940 может обеспечивать скользящую посадку к внутренней поверхности первой и второй частям 1912, 1914 трубки в узких боковых сторонах 1918, 1920. Например, в тех вариантах осуществления, в которых один или оба продольных края 1938, 1940 вставки 1934 являются дугообразными или имеют последовательность сгибов 1970, признаки могут приниматься внутри дугообразных продольных краев первой и второй частей 1912, 1914 трубки. В этих и других вариантах осуществления вставки 1934 один продольный край 1938 вставки 1934 может быть помещен в продольный дугообразный край первой части 1912 стенки в или после того, когда вставка 1934 может быть наклонена относительно широких боковых сторон 1922, 1924 первой и второй частей 1912, 1914 трубки.
Как упоминалось выше, наклон вставки 1934 может быть уменьшен до нуля (т.е. вставка 1934 может быть перемещена в положение, параллельное или по существу параллельное широким боковым сторонам 1922, 1924 первой и второй частей 1912, 1914 трубки). Таким образом, противоположный продольный край 1940 вставки 1934 может предполагать качественно корректную позицию в продольном дугообразном крае второй части 1914 трубки. Первая и вторая части 1912, 1914 трубки могут быть сведены вместе в ходе любой части данного процесса, после чего продольные края первой и второй частей 1912, 1914 трубки, которые окружают внутреннюю вставку 1914, закрываются, как схематично проиллюстрировано на фиг.59(e). Следует отметить, что посредством закрытия плоской трубки 1910, как описано в данном документе, вставка 1934 деформируется в некоторых вариантах осуществления. Вставки 1934 в закрытой плоской трубке 1910 могут оставаться при сжатии с любой из широких и узких боковых сторон 1922, 1924, 1918, 1920 плоской трубки 1910, в частности, в тех вариантах осуществления (таких как в фиг.55-60), в которых вставка 1934 деформировалась, чтобы вводить вставку 1934 в плоской трубке.
В проиллюстрированном варианте осуществления закрытие первой и второй частей 1912, 1914 плоской трубки обеспечивается посредством отгиба смежных продольных краев первой и второй частей 1912, 1914 трубки способом, описанным и показанным подробнее выше со ссылкой на варианты осуществления по фиг.25, 26 и 28 (т.е. посредством отгиба больших дугообразных частей продольных краев над меньшими дугообразными частями смежными продольными краями частей 1912, 1914 трубки). Соответственно, производственная линия 1900, проиллюстрированная на фиг.55, может быть использована для того, чтобы создавать плоские трубки 1900, в которых один или оба продольных края вставки 1934 размещаются в соответствующих отогнутых краях частей 1912, 1914 трубки в узких боковых сторонах 1918, 1920 плоской трубки 1910.
После закрытия плоской трубки 1910 в производственной линии 1900 готовые плоские трубки 1910 могут быть прикреплены к одному или более наборам ребер или других элементов (не показаны), и также могут быть прикреплены к одной или более головкам теплообменника (не показаны). Во многих вариантах осуществления головки теплообменника спаиваются твердым припоем в печи для пайки, как и ребра или другие элементы теплообменника к плоским трубкам 1910, а плоские трубки 1910 - к вставкам 1934.
Вставка 1934 может иметь любую из форм и признаков, описанных в данном документе в отношении вставок плоской трубки. Во многих из этих вариантов осуществления вставка 1934 формируется из плоского исходного листа материала. Следовательно, поскольку вставка 1934 формируется с гофрами или другими признаками, чтобы, по меньшей мере, частично образовывать каналы 1916 для потока через трубку 1910, ширина вставки 1934 может уменьшаться. Этот процесс показан схематично на фиг.60, который иллюстрирует лист материала, в котором гофры 1952 последовательно создаются посредством образующих роликов 1955 по мере того, как лист продвигается в горизонтальном направлении (указанном посредством прямой стрелки на фиг.60) через производственную линию 1900. Хотя три из этих образующих ролика 1955 показаны на фиг.60, производственная линия 1900 может иметь любое число образующих роликов 1955, чтобы создавать любое число требуемых гофров 1952 или других признаков вставки, как описано в отношении различных вариантов осуществления вставок в данном документе. Тип и позиция гофров или других признаков стенок, по меньшей мере, частично могут определять то, сколько образующих роликов 1955 требуется в производственной линии 1900. Например, в некоторых вариантах осуществления, где вставка 1934 включает в себя непрерывные гофры 1952, такие как гофры, проиллюстрированные на фиг.25-34, соответствующее число наборов образующих роликов (например, каждый набор роликов, заданный посредством пары роликов, по одному на каждую сторону листа материала) может быть необходимо для того, чтобы последовательно формировать гофры 1952, как описано в данном документе. Соответственно, в некоторых вариантах осуществления производственная линия 1900 может проходить по длине приблизительно 20 мм (65,62 фута) и более.
Производственная линия 1900 также может включать в себя более одного типа роликов 1955 для формирования вставки 1934. Например, различные ролики 1955 могут быть использованы для того, чтобы сформировать различные типы гофров 1952 по ширине вставки 1934. В качестве еще одного примера один или более роликов 1955 могут быть отрезными роликами, используемыми для того, чтобы создавать прорези в листе материала для последующего формирования гофров в листе материала, например, посредством изгиба частей листа рядом с прорезями, как описано выше со ссылкой на какой-либо из вариантов осуществления согласно фиг.35-45. Любое число таких роликов 1955 может быть использовано вместе с любым числом других типов роликов (например, для изгиба частей листа материала), чтобы создавать любой тип вставки, описанный в данном документе.
В некоторых вариантах осуществления, таких как показанные на фиг.60, процесс изготовления вставки 1934 включает в себя сначала формирование одного из центральных гофров 1952 в листе материала и последующее формирование дополнительных гофров 1952 ближе к продольным краям вставки 1934. Более конкретно и со ссылкой на вариант осуществления согласно фиг.60, например, первый набор роликов 1955 (т.е. самый левый набор роликов на фиг.60) включает в себя две канавки 1957, чтобы сформировать соответствующие гофры 1952 в проходящем листе материала. Следующий набор роликов 1955 включает в себя четыре канавки 1957, образующие соответствующие гофры 1952 в листе проходящего материала. Этот процесс может продолжаться для создания стольких гофров, сколько требуется в листе материала. В любой точке до, в ходе и после такого формирования гофров один или оба продольных края 1938, 1940 вставки 1934 могут быть сформированы так, чтобы принимать любую форму, в том числе любую из форм, описанных и/или проиллюстрированных в данном документе. Например, оба продольных края 1938, 1940 вставки 1934, сформированные в варианте осуществления согласно фиг.55-60, оснащены дугообразными формами после формирования всех гофров 1952, как лучше всего показано на фиг.28.
В некоторых вариантах осуществления ширина листа, используемого для того, чтобы формировать вставку 1934, снижается в большей степени, чем ширина листов, используемых для того, чтобы формировать первую и вторую части 1912, 1914 трубки. Это может быть, например, в том случае, когда листы, используемые для того, чтобы формировать первую и вторую части 1912, 1914 трубки, деформируются только (или главным образом) на своих противоположных продольных краях, например, в случае варианта осуществления состоящей из двух частей плоской трубки, проиллюстрированной на фиг.28. Преимущество такой конструкции плоских трубок заключается в том, что гладкие широкие боковые стороны 1922, 1924 плоской трубки 1910 могут обеспечивать относительно лучшие поверхности для пайки твердым припоем между широкими боковыми сторонами 1922, 1924 плоской трубки 1910 и вставки 1934 и/или между широкими боковыми сторонами 1922, 1924 плоской трубки 10 и ребрами либо другими элементами (не показаны), крепящимися к плоской трубке 1910.
В тех вариантах осуществления, в которых вставка 1934 заправляется между двумя частями 1912, 1914 трубки (и, возможно, также перемещается из наклоненной позиции в параллельную или по существу параллельную позицию, как описано выше), образующие ролики или другие надлежащие образующие устройства для создания вставки 1934 могут быть размещены выше позиции, в которой две части 1912, 1914 трубки сводятся вместе, чтобы закрывать плоскую трубку 1910. Следовательно, некоторые или все из признаков вставки 1934 могут быть сформированы до этого места. Тем не менее в других вариантах осуществления некоторые или все устройства формирования вставок размещены в одном фрагменте производственной линии, в котором две части 1912, 1914 трубки сводятся вместе, чтобы закрывать плоскую трубку 1910. Соответственно, вставка 1934 по-прежнему может быть в процессе формирования по мере того, как части 1912, 1914 трубки сводятся вместе для закрытия, и/или по мере того, как вставка 1934 изменяется от наклоненной позиции в позицию, параллельную или по существу параллельную широким боковым сторонам 1922, 1924 частей 1912, 1914 трубки, как описано выше.
В некоторых вариантах осуществления производственной линии 1900 наборы роликов, используемые для того, чтобы создавать один или более различных фрагментов плоской трубки 1910 и вставки 1934, могут быть регулируемыми, чтобы создавать плоские трубки 1910 и/или вставки 1934 с различными размерами поперечного сечения и характеристиками. Альтернативно или помимо этого, преимущество некоторых вариантов осуществления производственной линии 1900 состоит в том, что один или более наборов роликов (также идентифицируемых как группы роликов), используемых для того, чтобы создавать какие-либо фрагменты сборочного узла плоской трубки, могут быть полностью заменены на другие наборы, чтобы формировать плоские трубки 1910 и/или вставки 1934 с различными размерами и характеристиками. Следует отметить, что наборы роликов без отдельной регулировки часто могут создаваться относительно более недорогим и эффективным способом.
Другой признак производственной линии 1900, который позволяет образовывать значительные преимущества изготовления, относится к гибкости в ширине листов, используемых для того, чтобы создавать плоские трубки согласно вариантам осуществления настоящего изобретения. В некоторых вариантах осуществления один или более листов материала могут быть сформированы с помощью дополнительных сгибов и/или образовывать дополнительные каналы для потока, как требуется для того, чтобы использовать всю ширину листов. Например (и с продолжающейся ссылкой на вариант осуществления механической линии, проиллюстрированный на фиг.55-60), ширина листа материала, используемого для того, чтобы создавать внутреннюю вставку 1934, в общем, больше ширины листов материала, используемых для того, чтобы изготавливать первую и вторую части 1912, 1914 трубки. Это может быть результатом наличия во вставке 1934 гофров 1952 и деформированных продольных краев 1938, 1942, тогда как первая и вторая части 1912, 1914 трубки имеют только деформированные продольные края или иным образом требует меньшую ширину материала, чтобы сформировать части 1912, 1914 трубки в некоторых вариантах осуществления. Любая дополнительная ширина материала, используемого для того, чтобы формировать вставку 1934, может быть использована для того, чтобы создавать дополнительные признаки вставки 1934, такие как один или более дополнительных сгибов в узких боковых сторонах 1918, 1920 плоской трубки 1910 и/или один или более дополнительных сгибов, образующих каналы 1916 для потока через плоскую трубку 1910.
Еще одни другие признаки настоящего изобретения также относятся к способу, которым плоские трубки, описанные в данном документе, могут быть созданы, и сборочным узлам плоских трубок и ребер, а также способу, которым такие сборочные узлы могут быть созданы, и/или сборочным узлам плоских трубок и ребер, содержащимся в устройствах теплообмена. Только в качестве примера эти аспекты настоящего изобретения далее описываются и иллюстрируются со ссылкой на создание состоящих из двух частей трубок, и более конкретно на состоящую из двух частей трубку 1910, проиллюстрированную на фиг.28 и описанную выше. Последующее описание и прилагаемые чертежи применяются в равной степени к созданию любой из других двух состоящих из двух частей трубок (с или без вставок), описанных в данном документе. Также, за исключением несогласованного или несовместимого описания, нижеследующее пояснение и прилагаемые чертежи применяются в равной степени к созданию любых цельных трубок (с или без вставок), также описанных в данном документе.
Некоторые преимущества образующих трубок 1910 с ребрами согласно настоящему изобретению включают в себя относительно более простой способ изготовления таких сборочных узлов для изготовления различных типов теплообменников. В некоторых вариантах осуществления настоящего изобретения бесконечная трубка 1910 (т.е. созданная посредством непрерывной подачи листового материала из одной или более находящихся выше позиций и формирования листового материала в непрерывную плоскую трубку 1910), такая как бесконечная трубка 1910, проиллюстрированная на фиг.61, 64 и 65, может транспортироваться по производственной линии, чтобы крепить бесконечную трубку 1910 к, по меньшей мере, одному набору ребер 1959. Следует понимать, что ссылка на процесс соединения ребер 1959 с плоской трубкой или с бесконечной трубкой может быть использована взаимозаменяемо в данном документе (за исключением любого указания обратного) без ограничения области применения настоящего изобретения. В некоторых вариантах осуществления только одна из двух широких боковых сторон 1922, 1924 бесконечной трубки 1910 оснащена набором таких ребер 1959. Плоские трубки 1910, созданные с помощью ребер 1959 только на одной стороне, могут быть использованы, например, на краях сердцевины 1965 теплообменника, при этом плоская трубка 1910 может быть размещена так, чтобы быть обращенной внутрь с тем, чтобы плоская трубка 1910 была рядом с набором ребер 1959 соседней трубки 1910, или наружу с тем, чтобы набор ребер 1959 был рядом с набором ребер 1959 соседней трубки 1910. В других вариантах осуществления, таких как показанные на фиг.61-66, обе широкие боковые стороны 1922, 1924 бесконечной трубки 1910 оснащены соответствующим образом набором таких ребер 1959. В обоих случаях набор (наборы) ребер 1959 может образовывать двумерную поверхность раздела с широкой боковой стороной (сторонами) 1922, 1924 плоской трубки 1910.
Многие варианты осуществления плоских трубок и ребер, описанные ниже и проиллюстрированные в данном документе, сконструированы из листов металла, включающих в себя алюминий (например, алюминий или алюминиевый сплав), хотя вместо этого могут быть использованы другие металлические и неметаллические листовые материалы в других вариантах осуществления. В некоторых вариантах осуществления лист материала, используемый для того, чтобы создавать плоские трубки 1910, оснащен слоем припоя (не показан) на, по меньшей мере, одной стороне, тогда как лист материала для изготовления ребер 1959 не имеет покрытия из твердого припоя. В других вариантах осуществления возможны другие позиции покрытий из твердого припоя.
Хотя к плоским трубкам, имеющим любые размеры, могут быть применены различные аспекты создания оребренных трубок и признаков оребренных трубок, описанных в данном документе, уникальные преимущества получаются при их применении к плоским трубкам 1910, сформированным из относительно тонкого материала и также описанным в данном документе. Например, относительно тонкий материал трубки может позволять производство на непрерывной линии оребренных плоских трубок 1910 (подробнее описанных ниже), что было невозможно ранее. В некоторых вариантах осуществления материал стенки плоской трубки имеет толщину не более приблизительно 0,20 мм (0,007874 дюймов). Тем не менее в других вариантах осуществления материал стенки плоской трубки, имеющей толщину не более приблизительно 0,15 мм (0,0059055 дюймов), обеспечивает существенные результаты эффективности, относящиеся к общей эффективности теплообменников, использующих плоскую трубку, технологичности и возможных конструкций стенок (как раскрыто в данном документе), которые невозможны при использовании более тонких материалов стенок. Также в некоторых вариантах осуществления толщина материала стенок плоских трубок, равная не менее приблизительно 0,050 мм (т.е. не менее приблизительно 0,0019685 дюймов), обеспечивает отличные характеристики прочности и коррозионной стойкости, тогда как в других вариантах осуществления может быть использована толщина материала стенок плоских трубок, составляющая не менее приблизительно 0,030 мм (0,00118 дюймов).
Как подробнее пояснено ниже, трубки теплообменника и другие части теплообменников, описанные в данном документе, могут изготавливаться с помощью ряда методик и процессов производства и могут включать в себя признаки коррозионной защиты, такие как, например, методики и процессы, описанные ниже и проиллюстрированные на фиг.92-95. Ряд процессов и методик изготовления и признаки коррозийной защиты, упомянутых далее, являются особенно преимущественными, когда применяются к трубкам теплообменников и частям теплообменников, имеющим значительно меньшую толщину материала. Помимо этого данные методики, процессы и признаки коррозионной защиты обеспечивают значительные преимущества, связанные с общей эффективностью плоских трубок и теплообменников, изготовленных из такого материала.
Плоская трубка 1910 в проиллюстрированном варианте осуществления состоит из двух частей плоской трубки со вставкой. Например, со ссылкой на проиллюстрированный вариант осуществления согласно фиг.66, каждая из проиллюстрированных плоских трубок 1910 может иметь малый диаметр d, по меньшей мере, приблизительно 0,8 мм (0,031496 дюймов), чтобы обеспечивать хорошие результаты эффективности во многих вариантах применения. Кроме того, малый диаметр d, не превышающий приблизительно 2,0 мм (0,07874 дюймов), обеспечивает хорошие результаты эффективности во многих вариантах применения. Тем не менее в некоторых вариантах осуществления используется максимальный малый диаметр трубки d, не превышающий приблизительно 1,5 мм (0,059055 дюймов). Любые другие варианты осуществления плоских трубок, описанные в данном документе (например, сконструированных только из одного фрагменты или любого числа дополнительных фрагментов) могут быть использованы для того, чтобы создавать оребренные трубки согласно настоящему изобретению. Также в других вариантах осуществления вместо этого могут быть использованы какие-либо из другого малого и большого диаметров D, d, описанных выше со ссылкой на все варианты осуществления плоской трубки, раскрытые в данном документе.
Изготовление плоских трубок 1910 и наборов ребер 1959 в проиллюстрированном варианте осуществления схематично показано на фиг.61 только посредством нескольких пар 1971, 1973 роликов, которые представляют фрагмент находящейся выше производственной линии, не показанной подробнее. Эта находящаяся выше производственная линия также включает в себя промежуточные буферы (например, наборы роликов, не показаны) для управления скоростью подачи плоской трубки 1910 и/или ребер 1959. Более того, хотя две пары роликов 1973 показаны на фиг.61 так, чтобы схематично представлять создание двух наборов ребер 1959, следует отметить, что одна находящая выше производственная линия для ребер вместо этого может быть использована в некоторых вариантах осуществления.
Плоские трубки, которые могут быть использованы для того, чтобы создавать оребренные трубки, могут быть закрыты посредством пайки твердым припоем, сварки, пайки мягким припоем или любым другим надлежащим способом, описанным в данном документе, вдоль одного или более продольных швов выше позиции, в которой ребра крепятся к плоским трубкам. Такое производство трубок может быть использовано, например, в тех вариантах осуществления, в которых плоский стык между плоской трубкой 1910 и набором ребер 1959 является клееным стыком. Альтернативно, плоская трубка 1910 может быть присоединена посредством пайки твердым припоем, сварки или пайки мягким припоем в ходе производства оребренных трубок.
Плоские трубки 1910, проиллюстрированные на фиг.61-66, 68 и 69, подробнее описаны выше со ссылкой на фиг.28. Как упоминалось выше, описание и прилагаемые чертежи, касающиеся оребренных плоских трубок и их изготовления, в равной степени применяются к созданию любых других цельных и состоящих из двух частей плоских трубок (с или без вставок), описанных в данном документе. Только в качестве примера фиг.67 иллюстрирует другую плоскую трубку 310, которая может быть использована во многих вариантах осуществления оребренных трубок, описанных в данном документе, и подробнее описана выше со ссылкой на фиг.7. В некоторых вариантах осуществления плоская трубка 310, показанная на фиг.67, имеет толщину стенки приблизительно 0,10 мм (0,003937 дюймов). Одна характеристика этой конкретной плоской трубки 310 заключается в том, что узкие боковые стороны 318, 320 сконструированы очень стабильными. Например, узкая боковая сторона 318 включает в себя набор сгибов 330. Другая характеристика этой плоской трубки 310 состоит в том, что плоская трубка 310 делится на ряд каналов 316 для потока посредством одиночных сгибов 328 или посредством наборов 332 из нескольких сгибов 328 в других вариантах осуществления. В некоторых вариантах осуществления расстояние между сгибами 330 может быть меньше 1,0 мм (0,003937 дюймов). Тем не менее это расстояние может быть увеличено до сантиметрового диапазона. Как подробнее описано выше в связи (например) с вариантами осуществления, проиллюстрированными на фиг.1-13, следует отметить, что сгибы 330, которые формируют узкую боковую сторону 318, могут быть сконструированы с различной длиной и/или формой, тем самым относительно повышая сопротивление нагрузке температурных изменений, прочность на давление и/или прочность на удар плоской трубки 310.
Ребра 1959, описанные в данном документе, могут иметь любую требуемую толщину и могут быть созданы из бесконечного листа материала в некоторых вариантах осуществления. Тем не менее применение ребер 1959, сформированных из листа материала с толщиной не более приблизительно 0,09 мм (0,0035433 дюймов), позволяет обеспечивать хорошие результаты эффективности во многих вариантах применения. Также ребра 1959, сформированные из листа материала с толщиной не более приблизительно 0,03 мм (0,0011811 дюймов), позволяют обеспечивать хорошие результаты эффективности во многих вариантах применения.
Фиг.63 иллюстрирует альтернативные конструкции ребер 1959, которые могут быть использованы в различных вариантах осуществления настоящего изобретения. Ребра 1959, показанные на фиг.61, 62, 64-66 и 68-68, соответствуют ребрам 1959, проиллюстрированным на фиг.63(a). Тем не менее следует понимать, что возможны и другие конструкции ребер 1959, входящие в идею и объем настоящего изобретения.
Например, как показано на фиг.66, толщина стенки ребер 1959 может составлять приблизительно 0,06 мм (0,0023622 дюймов), и может иметь высоту H приблизительно 3,00 мм (0,011811 дюймов). Как показано, расстояние 2H между двумя плоскими трубками 1910 может составлять приблизительно 6,0 мм (0,023622 дюймов) после процесса производства, описанного здесь, причем смежные наборы ребер 1959 смежных плоских трубок 1910 примыкают друг к другу.
Наборы ребер 1959 могут быть прикреплены к широким боковым сторонам 1922, 1924 плоской трубки 1910 посредством адгезива или посредством металлического стыка (например, сварки, пайки твердым припоем или пайки мягким припоем), при этом плоские поверхности широких боковых сторон 1922, 1924 обеспечивают существенную площадь поверхности для таких закреплений. В некоторых вариантах осуществления плоский стык между плоской трубкой 1910 и одним или более наборов ребер 1959 образует меньшую площадь поверхности, чем площадь поверхности плоских широких боковых сторон 1922, 1924 плоской трубки 1910.
Наборы ребер 1959, соединенные с плоскими трубками 1910, как описано в данном документе, могут быть ориентированы рядом различных способов относительно плоских трубок 1910. Например, продольное направление ребер 1959 на плоской трубке 1910 может быть по существу перпендикулярным продольному направлению плоской трубки 1910. Тем не менее было обнаружено, что наборы ребер 1959 вместо этого могут быть соединены с плоской трубкой (т.е. на ее широких боковых сторонах 1922, 1924) так, чтобы продольное направление ребер 1959 было наклонено относительно продольного направления плоской трубки 1910 и направления, перпендикулярного ему (т.е. в направлении воздушного потока во многих вариантах применения). Примеры таких ребер 1959 показаны на фиг.68 и 69, которые показывают один набор 1959 ребер, припаянный твердым припоем к широкой боковой стороне 1924 одной плоской трубки 1910 (прозрачной на фиг.69), и другой набор 1959 ребер, припаянный твердым припоем к широкой боковой стороне 1922 другой плоской трубки 1910. Соответственно, и как указано посредством стрелок на фиг.68, воздушный поток через один набор 1959 ребер не является параллельным воздушному потоку через другой набор 1959 ребер. В тех вариантах осуществления, в которых фиг.68 представляет вид в вертикальном разрезе используемых наборов 1959 ребер, охлаждающий воздух в одном наборе 1959 ребер отклоняется вниз от поступающего горизонтального и охлаждающего воздуха, тогда как охлаждающий воздух в другом наборе 1959 ребер направляется вверх от поступающего горизонтального и охлаждающего воздуха.
В некоторых вариантах осуществления угол наклона для каждого набора ребер, описанного выше, составляет не меньше приблизительно 8° (измерено между продольным направлением ребер 1959 и продольным направлением плоской трубки 1910) для хороших результатов эффективности во многих вариантах применения. Кроме того, в некоторых вариантах осуществления этот угол наклона составляет не более приблизительно 8° для хороших результатов эффективности во многих вариантах применения. В некоторых вариантах осуществления, включая варианты осуществления, в которых набор ребер 1959 в одной плоской трубке 1910 находится рядом с другим набором ребер 1959 в другой плоской трубке 1910, как подробнее описано ниже, этот наклон одного набора ребер 1959 может быть в направлении, которое отличается от наклона другого соседнего набора ребер 1959 (см., например, фиг.68 и 69).
В некоторых вариантах осуществления настоящего изобретения может быть использован способ пайки твердым припоем, когда бесконечная плоская трубка 1910 и один или более наборов ребер 1959 транспортируются непрерывно или каким-либо прерывающимся способом через соединительную станцию 1969, пример которой схематично показан на фиг.61 и 64. Набор ребер 1959 может быть припаян твердым припоем к бесконечной плоской трубке 1910 в одной или более таких соединительных станциях 1969, любые или все из которых находятся на дальнейших стадиях производственной линии оребренных трубок в некоторых вариантах осуществления. В общем соединительная станция может быть относительно небольшим устройством, создающим требуемую температуру пайки твердым припоем с помощью, например, индукционной катушки. Следует отметить, что параметры пайки твердым припоем (и, следовательно, тип и мощность используемой соединительной станции (станций) 1969) могут варьироваться согласно требуемым параметрам плоской трубки 1910.
В некоторых вариантах осуществления наборы ребер 1959 удерживаются у широких боковых сторон 1922, 1924 плоской трубки 1910 с помощью заданной силы, тогда как наборы ребер 1959 припаиваются твердым припоем, как описано выше. Хотя процесс изготовления трубки может выполняться выше процесса прикрепления ребер, значительные преимущества могут быть достигнуты посредством пайки твердым припоем или иного соединения различных фрагментов плоской трубки (например, вставки 1934 к плоской трубке 1910, по меньшей мере, одному продольному краю плоской трубки 1910 для закрытия трубки и т.п.) в то же самое время, когда наборы ребер 1959 крепятся к плоской трубке 1910, например, посредством того же процесса пайки твердым припоем, описанного в данном документе. В случаях когда один или более продольных швов плоской трубки 1910 уже завершены ко времени, когда плоская трубка 1910 достигает части крепления ребер производственной линии, тем не менее, плоская трубка 1910 может быть использована в архитектуре производственного процесса. Например, как показано на фиг.64 и 65, наборы ребер 1959 могут прикрепляться бесконечным способом к широким боковым сторонам 1922, 1924 законченной бесконечной плоской трубки 1910 любыми из способов, описанных в данном документе.
В некоторых вариантах осуществления производственный процесс также включает в себя формирование частей сборочных узлов трубок и ребер (по-другому упоминаемых в данном документе как "оребренные трубки" и указанных, в общем, посредством ссылки с номером 1961) посредством отделения требуемой длины оребренных трубок 1961 из бесконечной трубки 1910, имеющей один или более наборов ребер 1959. Например, набор ребер 1959, обеспечиваемых для присоединения к бесконечной плоской трубке 1910, может быть отрезан до требуемой длины и изъят из бесконечной плоской трубки 1910 до или после прикрепления набора ребер 1959 к бесконечной плоской трубке 1910 (например, посредством пайки твердым припоем или любым другим способом, описанным выше).
В других вариантах осуществления непрерывная подача ребер 1959 из предыдущего производственного процесса может быть отрезана до требуемой длины, при этом длина ребер 1959 может размещаться через интервалы и крепиться к поверхности бесконечной плоской трубки 1910 любым таким способом. Со ссылкой на проиллюстрированный вариант осуществления согласно фиг.61 в еще одних других вариантах осуществления один или более сепараторов 1975 (например, блоков) могут быть помещены между наборами ребер 1959 на плоской трубке 1910 и посредством этого могут быть использованы для того, чтобы позиционировать ребра 1959 для установления требуемого расстояния между наборами ребер 1959, соединенных с одной широкой боковой стороной бесконечной трубки 1910. Как показано на фиг.61, сепараторы 1975 могут быть вынуты из бесконечной трубки 1910 в находящейся ниже позиции, обеспечивая возможность формирования частей оребренных трубок со свободными концами плоских трубок на одном или обоих концах плоской трубки 1910.
В любом случае в еще одних других вариантах осуществления прерывания между наборами ребер 1959 позволяют обеспечивать открытые части плоской трубки 1910, которые могут быть полезными для отрезания или других процессов отделения трубок между сформированными интервалами и/или для перфорации или других операций, выполняемых с плоской трубкой 1910 в этих позициях. Соответственно, отдельные части оребренных трубок могут включать в себя плоскую трубку 1910 и наборы ребер 1959, размещенные на любой или обеих плоских сторонах плоской трубки 1910.
Оребренные трубки 1961, сформированные в соответствии с настоящим изобретением, могут быть встроены во множество теплообменников любым требуемым способом. Тем не менее в некоторых вариантах осуществления уникальные характеристики теплообменников и признаки сборочных узлов теплообменников идентифицированы авторами изобретения. Например, теплообменник 1963, проиллюстрированный на фиг.61, 62 и 66, может включать в себя оребренные трубки, как описано выше, при этом набор ребер 1959 одной оребренной трубки 1961 размещается рядом с другим набором ребер 1959 соседней оребренной трубки 1961. Фиг.62 (которая является видом по частям трубки и блока или сердцевины 1965 ребер) иллюстрирует четыре оребренных трубки 1961 сердцевины 1965 ребер. Число оребренных трубок 1961 может быть определено, по меньшей мере, частично на основе конкретного варианта применения теплообменника. Соответственно, компоновка оребренных трубок, описанная выше, может быть повторена столько раз, сколько требуется для того, чтобы образовать сердцевину 1965 оребренных трубок 1961. Такая сердцевина 1965 может быть собрана и затем приспособлена к одному или более сборных резервуаров 1967. В частности, концы плоских трубок 1910 сердцевины 1965 могут быть свободными и могут зацеплять сборные резервуары 1967 (например, принимаемые в соответствующих гнездах или других отверстиях в сборных резервуарах 1967 или соединенные с поддержкой обмена текучими средами с внутренними частями сборных резервуаров 1967 любым другим надлежащим способом) для закрепления и герметизации на них с помощью любого другого клеящего или герметизирующего состава. Например, фиг.62 включает в себя стрелки, указывающие общее направление для того, чтобы устанавливать сборные резервуары 1967 на сердцевину 1965 оребренных трубок 1959.
Как описано выше, оребренные трубки могут быть скомпонованы в теплообменнике так, что набор ребер 1959 одной оребренной трубки 1961 размещается рядом с другим набором ребер 1959 соседней оребренной трубки 1961. Эти наборы ребер 1959 могут находиться в контакте друг с другом. В некоторых вариантах осуществления теплообменников, использующих эту компоновку оребренных трубок 1961, предусмотрена нейтральная зона этой структуры, которая не участвует в теплообмене, поскольку температура оребренных трубок 1959 в нейтральной зоне по существу аналогична или в некоторых вариантах осуществления является такой же. В зависимости от числа оребренных трубок 1961, скомпонованных таким образом, в сердцевине 1965 между смежными наборами 1959 ребер может иметься любое число нейтральных зон.
Как результат, при сборке теплообменника 1963 из ряда оребренных трубок 1961 в этих и других вариантах осуществления можно прикрепить набор ребер на оребренной трубке 1961 к ребрам 1959 другой соседней оребренной трубки 1961, тем самым позволяя обрабатывать сердцевину 1965 теплообменника, имеющую такую конструкцию оребренных трубок, как единый структурный блок. В относительно крупных теплообменниках преимущество закрепления смежных наборов ребер 1959 таким образом состоит в том, что могут быть подавлены вибрации или колебания (и шум, образуемый ими) между смежными оребренными трубками 1961. Крепление смежных оребренных трубок 1959, как только что описано, может быть выполнено в некоторых вариантах осуществления посредством связующего материала (например, адгезива, пайки мягким припоем, пайки твердым припоем, сварки и т.п.), применяемого между смежными наборами ребер 1959 смежных оребренных трубок 1961, с тем чтобы сердцевина 1965 теплообменника представляла собой единый структурный блок. В других случаях наборы 1959 ребер смежных оребренных трубок 1961 могут быть присоединены другими способами, чтобы создавать сердцевину 1965 теплообменника из таких оребренных трубок 1961. Например, в некоторых вариантах осуществления промежуточный лист (например, относительно тонкий лист металла или другого материала) может размещаться между и соединять смежные наборы 1959 ребер. В других вариантах осуществления между смежными наборами 1959 ребер смежных оребренных трубок 1961 может существовать узкий воздушный зазор. Другими словами, наборы ребер 1959 из одной оребренной трубки 1961 могут быть "смежными" наборами ребер 1959 из другой оребренной трубки 1961 в теплообменнике согласно некоторым вариантам осуществления настоящего изобретения, даже без слоя материала или элемента, соединяющего наборы ребер 1959.
После того как ряд оребренных трубок 1961 собран в требуемой компоновке, сборочный узел может быть закреплен вместе рядом различных способов, например посредством пайки мягким припоем, сварки и/или пайки твердым припоем. В некоторых вариантах осуществления процесс изготовления сердцевины 1965 "ребро-трубка" может включать в себя использование технологии пайки твердым припоем CAB. Сердцевина 1965 "ребро-трубка", как описано в данном документе, может быть изготовлена с относительно меньшим потреблением энергии. В тех вариантах осуществления, в которых сердцевины 1965 "ребро-трубка" сконструированы с плоскими трубками 1910, сформированными из относительно тонких материалов, описанных в данном документе, различные стадии скрепления оребренных трубок 1961 вместе (например, в процессе пайки твердым припоем CAB) могут быть существенно уменьшены. Например, скорость или скорости хода таких сердцевин 1965 "трубка-ребро" через различные температурные зоны печи для пайки твердым припоем CAB могут быть существенно увеличены относительно скоростей, требуемых для традиционных сердцевин "трубка-ребро". Одна причина таких более быстрых процессов закрепления заключается в относительно низкой толщине стенки плоских трубок 1910 (а также ребер 1959), обеспечивая возможность существенно быстрого достижения температуры пайки твердым припоем (или повышенных температур, требуемых для других процессов закрепления), чем в случаях, когда более тонкие листовые материалы припаиваются твердым припоем. Скорости транспортировки и/или длительность открытия на различных стадиях производственного процесса может быть оптимизирована посредством выборочной корректировки настроек температуры, например, на основе использования этих более тонких материалов. Дополнительно использование надлежащих скатов, арматуры или вспомогательных устройств в производственном процессе может снизить возможность и/или степень деформации узла "трубка-ребро", например, после завершения процесса пайки твердым припоем, чтобы закрепить узел "трубка-ребро". Более конкретно, расширение и сжатие сердцевин 1965 "трубка-ребро", происходящее в ходе нагрева и охлаждения, не обязательно вызывает неприемлемые задержки.
Дополнительные аспекты настоящего изобретения относятся к использованию плоских трубок, раскрытых в данном документе, в теплообменниках, имеющих один или более резервуаров, используемых для того, чтобы устанавливать обмен текучей средой между каналами для потока различных плоских трубок и/или обеспечивать в жидкой форме или прекращать соединение теплообменника в другом оборудовании. Эти аспекты настоящего изобретения приспособлены для плоских трубок, раскрытых в настоящем документе, имеющих относительно тонкие материалы стенок, описанных выше (например, не больше приблизительно 0,20 мм (0,007874 дюймов) в некоторых вариантах осуществления и не больше приблизительно 0,15 мм (0,0059055 дюймов) в других вариантах осуществления). Тем не менее было обнаружено, что аспекты настоящего изобретения, подробнее описанные ниже, могут быть использованы в вариантах применения, где используются плоские трубки, сконструированные из более толстых материалов. Следовательно, различные признаки настоящего изобретения, описанные ниже, применяются к теплообменникам, имеющим другие типы плоских трубок, в том числе любые из типов трубок, описанных и/или проиллюстрированных в данном документе.
Как подробнее пояснено ниже, трубки теплообменника и другие части теплообменников, описанные в данном документе, могут изготавливаться с помощью ряда методик и процессов производства и могут включать в себя признаки коррозионной защиты, такие как, например, методики и процессы, описанные ниже и проиллюстрированные на фиг.92-95. Ряд процессов и методик изготовления и признаки коррозийной защиты, упомянутых далее, являются особенно преимущественными, когда применяются к трубкам теплообменников и частям теплообменников, имеющим значительно меньшую толщину материала. Помимо этого данные методики, процессы и признаки коррозионной защиты обеспечивают значительные преимущества, связанные с общей эффективностью плоских трубок и теплообменников, изготовленных из такого материала.
Как описано выше, плоские трубки, описанные и проиллюстрированные в данном документе, могут быть использованы вместе с теплообменниками, имеющими один или более резервуаров. Эти резервуары могут включать в себя сборные резервуары, головки и другие корпуса текучих сред, приспособленные для того, чтобы устанавливать обмен текучей среды между плоскими трубками и/или между плоскими трубками и подачей или выходов текучей среды из резервуаров. Для простоты описания эти резервуары совместно упоминаются в данном документе как "сборные резервуары", причем следует понимать, что эти резервуары могут выполнять другие функции, могут быть больше или меньше и могут иметь любую другую требуемую форму, при этом по-прежнему включая в себя аспекты настоящего изобретения, описанные ниже.
Один вариант осуществления сборного резервуара согласно настоящему изобретению проиллюстрирован на фиг.70, 70A, 71, 76 и 77 и обозначен, в общем, ссылочной позицией 4467. Хотя теплообменник 4463, проиллюстрированный на фиг.77, показан с двумя сборными резервуарами 4467, следует отметить, что любое число сборных резервуаров 4467 может быть использовано в любых возможных теплообменниках, включающих в себя один сборный резервуар 4467 и более двух сборных резервуаров 4467. Оба сборных резервуара 4467, показанных на фиг.77, имеют по существу одинаковые признаки и соединяются с плоской трубкой 4410 по существу таким же образом, как описано ниже и проиллюстрировано на фиг.70, 70A, 71, 76 и 77.
Сборный резервуар 4467 может быть сконструирован из любого числа различных фрагментов. Например, сборный резервуар 4467, проиллюстрированный на фиг.70, 70A, 71, 76 и 77, сформирован как одна монолитная подложка, например, посредством литьевого формования или другого надлежащего процесса. В этом и других вариантах осуществления, по меньшей мере, один ряд приемных отверстий 4479 (подробнее описанных ниже) неразъемно сформирован в сборном резервуаре 4467. В других конструкциях, таких как вариант осуществления сборного резервуара, проиллюстрированный на фиг.72-75 и описанный ниже, сборный резервуар формируется из двух или более отдельных фрагментов посредством литьевого формования или любого другого способа и соединяется вместе, и имеет, по меньшей мере, один ряд приемных отверстий в одном или более из фрагментов. Например, в таких вариантах осуществления сборный резервуар 4467 может иметь одну или более стенок, в которых образованы приемные отверстия 4479, и одну или более других стенок, образованных посредством отдельных фрагментов сборного резервуара 4467, с тем чтобы другие стенки могли быть собраны на стадии, более поздней, чем стадия, на которой плоские трубки 4410 размещаются в приемных отверстиях 4479.
Проиллюстрированный сборный резервуар 4467 включает в себя последовательность приемных отверстий 4479 вдоль своей поверхности. Каждое приемное отверстие 4479 окружено посредством стенки, неразъемно сформированной с, по меньшей мере, частью сборного резервуара 4467 и имеющей такую форму, чтобы принимать соответствующий свободный конец 4477 плоской трубки 4410. Плоские трубки 4410 могут принимать любую из форм, описанных в данном документе, и могут обрезаться до длины, заданной посредством требуемых параметров плоской трубки 4410 или соответствующего варианта применения. На фиг.70, 70A и 71 показана часть процесса изготовления теплообменника 4463, включающая в себя установку свободных концов 4477 плоских трубок 4410 (согласно любым из вариантов осуществления, описанных в данном документе) в приемные отверстия 4479 сборного резервуара 4467. В некоторых вариантах осуществления этот процесс может выполняться посредством толкания сборного резервуара 4467 на свободные концы 4477 плоских трубок способом, аналогичным способу, схематично показанному на фиг.62. Альтернативно, свободные концы 4477 плоских трубок 4410 могут проталкиваться в приемные отверстия 4479, или плоские трубки и сборный резервуар 4467 могут перемещаться в направлении друг друга и сводиться вместе, чтобы установить эти соединения.
В некоторых вариантах осуществления плоские трубки 4410, соединенные со сборным резервуаром 4467, могут иметь один или более наборов ребер 4459 (см. фиг.77) согласно любому из вариантов осуществления, описанных в данном документе. Только в качестве примера оребренные трубки 4461, уже собранные и припаянные твердым припоем на верхних этапах производства (таких как любые из описанных выше), могут иметь ребра 4559 с толщиной стенки приблизительно 0,030-0,090 мм (0,0011811-0,0035423 дюймов) и могут затем быть закреплены в сборном резервуаре 4467. Например, выступающие свободные концы 4477 отдельных плоских трубок 4410 с ребрами 4459, уже припаянными твердым припоем к ним, или таких оребренных плоских трубок 4461, уже собранных и спаянных твердым припоем в блок либо сердцевину 4465, могут оставаться свободными в ходе пайки твердым припоем (например, находясь в печи для пайки) и поэтому не имеют ребер 4559, чтобы мешать их дальнейшему введению в приемные отверстия 4479 сборного резервуара 4467. Оба конца плоских трубок 4410 в любом таком варианте осуществления могут выступать и быть свободными, как только что описано, для соединения с противоположными сборными резервуарами 4467.
В тех вариантах осуществления, в которых сердцевина 4465 соединена так, как только что описано, сердцевина 4465 может быть сформирована из плоских трубок 4410 и наборов 4459 ребер посредством попеременного ярусного размещения плоских трубок 4410 и наборов 4459 ребер. Пример такой конструкции сердцевины проиллюстрирован на фиг.77, который показывает спаянную твердым припоем сердцевину 4465 "трубка-ребро", имеющую два сборных резервуара 4467, каждое с отверстием для соединения с другим оборудованием, при этом охлаждающий воздух протекает через ребра 4459 для того, чтобы охлаждать текучую среду в плоских трубках 4410. Теплообменник 4463, проиллюстрированный на фиг.77, является только одним из множества типов возможных теплообменников, к которым могут быть подсоединены один или более сборных резервуаров 4467. Только в качестве примера любой из проиллюстрированных сборных резервуаров 4467 может быть реверсирующим резервуаром, так что и впускные, и выпускные отверстия скомпонованы в одном сборном резервуаре 4467.
Плоские трубки 4410 (с или без ребер, соединенных с ними, как описано в предыдущих вариантах осуществления выше) могут по отдельности вставляться в соответствующие приемные отверстия 4479 сборного резервуара 4467. Тем не менее существенные преимущества могут быть достигнуты посредством вставки двух или более из плоских трубок 4410, а в некоторых случаях всех из плоских трубок 4410 сердцевины 4465 в соответствующие приемные отверстия 4479 в одно и то же или по существу одно и то же время, например, на одном этапе. Этот процесс может выполняться, когда две или более из плоских трубок 4410 уже соединены вместе, например, посредством пайки твердым припоем или другого процесса крепления (включая процессы, описанные в данном документе), чтобы образовывать всю сердцевину 4465 теплообменника с плоскими трубками или ее часть. Этот процесс может сделать возможным использование большего числа материалов сборного резервуара. Тем не менее, по меньшей мере, частично в зависимости от материала, используемого для сборного резервуара 4467, и процесса, используемого для того, чтобы прикреплять ребра 4459 к плоским трубкам 4410, в некоторых вариантах осуществления желательно вводить свободные концы 4477 плоских трубок 4410 в соответствующие приемные отверстия 4479 сборного резервуара 4467 следом за охлаждением после пайки твердым припоем сердцевины 4465 "трубка-ребро".
Многие процессы изготовления теплообменников требуют подвергания трубок и сборного резервуара повышенным температурам для пайки мягким припоем, сварки, пайки твердым припоем и других процессов закрепления, таких как прием плоских трубок и сборного резервуара в печи или другой нагретой среде, чтобы подсоединять плоские трубки к сборному резервуару. Следовательно, эти процессы предотвращают использование множества материалов сборных резервуаров, т.е., по меньшей мере, материалов, используемых для фрагментов сборного резервуара, образующего позиции присоединения к плоским трубкам (например, стенка или стенки сборного резервуара, образующие приемные отверстия). Следовательно, эти фрагменты сборных резервуаров типично содержат металл. Посредством подсоединения сборного резервуара к одной или более плоских трубок, которые уже спаяны мягким припоем, сварены, спаяны твердым припоем или уже соединены вместе другим способом, как описано выше, пластиковые или другие низкотемпературные материалы могут быть использованы для многих фрагментов, всего или по существу всего сборного резервуара 4467. Например, фрагмент или фрагменты сборного резервуара 4467, образующие приемные отверстия 4479, могут содержать пластик. Весь сборный резервуар 4467 в проиллюстрированном варианте осуществления по фиг.70, 70A, 71, 76 и 77 изготавливается из пластикового материала, хотя в других вариантах осуществления могут быть использованы другие материалы. В тех вариантах осуществления, в которых фрагмент или весь сборный резервуар 4467 содержит пластик, эти фрагменты могут быть изготовлены, например, посредством литьевого формования.
Как показано на фиг.70 и 71, приемные отверстия 4479 сборного резервуара 4467, показанные в нем, имеют искривленные поверхности 4481, чтобы помогать во вставке концов 4477 плоских трубок. В других вариантах осуществления вместо этого используются другие формы (например, плоские наклоненные поверхности, перпендикулярные угловые поверхности и т.п.).
Когда концы 4477 плоской трубки полностью вставлены в соответствующие приемные отверстия 4479, они достигают соответствующих позиций ниже внутренней поверхности 4483 сборного резервуара 4467, как лучше всего показано на фиг.71, тем самым предотвращая нежелательное падение давления, создаваемое посредством концов 4477 плоской трубки в ходе работы теплообменника 4463.
В проиллюстрированном варианте осуществления согласно фиг.70, 70A, 71, 76 и 77 приемные отверстия 4479 сборного резервуара 4467 имеют такую форму, чтобы образовывать заднюю часть 4485 (со ссылкой на направление вставки плоской трубки на фиг.70, 70A, 71, 76 и 77), которая является по существу такой же, как форма поперечного сечения плоской трубки 4477. Хотя задняя часть 4485 каждого приемного отверстия 4479 может иметь такие размеры, чтобы образовывать посадку с зазором для конца 4477 плоской трубки, в других вариантах осуществления (таких как показанные на фиг.70, 70A, 71, 76 и 77) используется посадка с натягом. В тех вариантах осуществления, в которых используется посадка с натягом, к сборному резервуару 4467 и/или плоской трубке 4410 может прилагаться небольшое давление, чтобы полностью вставить конец 4477 плоской трубки в заднюю часть 4485 приемного отверстия 4479, тем самым обеспечивая герметизацию между сборным резервуаром 4467 и концом 4477 плоской трубки, которая может быть непроницаема или по существу непроницаема для текучей среды.
В некоторых вариантах осуществления признак сборного резервуара 4467 и/или концов 4477 плоской трубки используется для того, чтобы контролировать или ограничивать величину введения концов 4477 плоской трубки в приемные отверстия 4479. Например, ограничитель (не показанный на фиг.70, 70A, 71, 76 и 77, но видимый на фиг.80 и обозначенный ссылочной позицией 4675) может быть сформирован на конце 4477 плоской трубки и/или на внутренней поверхности приемного отверстия 4479, чтобы ограничивать глубину вставки конца 4477 плоской трубки.
В других вариантах осуществления один или более концов 4477 плоской трубки могут проходить через соответствующее приемное отверстие 4479 и входить во внутренний отсек 4487 сборного резервуара 4467. В таких вариантах осуществления конец 4477 плоской трубки может быть деформирован любым способом, например, посредством отгиба над поверхностями стенок 4483 внутреннего отсека рядом с приемным отверстием 4479, чтобы, по меньшей мере, частично соответствовать форме этих отверстий.
В проиллюстрированном варианте осуществления согласно фиг.70, 70A, 71, 76 и 77 адгезив 4489 используется для того, чтобы закреплять концы 4477 плоской трубки внутри приемных отверстий 4479 (см. фиг.71) сборного резервуара 4467. Может быть использован ряд различных адгезивов, включая те, которые затвердевают сразу или по прошествии некоторого времени, а также те, которые сохраняют определенную степень гибкости после установки. Например, во многих вариантах осуществления может быть использован силиконовый адгезив от Dow Corning ®. В некоторых вариантах осуществления адгезив 4489 обеспечивает постоянный и глухой стык между концами 4477 плоской трубки и внутренними поверхностями приемных отверстий 4479.
Адгезив 4489 дополнительно может выступать в качестве герметизирующего состава, чтобы не допускать потери текучей среды из сборного резервуара 4467. В других вариантах осуществления концы 4477 плоской трубки в достаточной степени закрепляются внутри приемных отверстий 4479 посредством их введения в задние части 4485 приемных отверстий 4479, при этом герметизирующий состав, не имеющий или по существу не имеющий адгезивных свойств, может быть использован вместо адгезива 4489. Для простоты описания термин "адгезив" со ссылкой на соединения плоских трубок со сборными резервуарами означает адгезив, который может выступать или не выступать в качестве герметизирующего состава, хотя следует понимать, что вместо этого в других вариантах осуществления этот материал может выступать только или главным образом как герметизирующий состав.
Как лучше всего показано на фиг.71, адгезив 4489 может большей частью покрывать значительную часть конца 4477 плоской трубки и в некоторых вариантах осуществления окружает всю периферию конца 4477 плоской трубки в, по меньшей мере, одном месте по длине. В проиллюстрированном варианте осуществления согласно фиг.70, 70A, 71, 76 и 77 конечная часть конца 4477 плоской трубки не покрывается адгезивом 4489 вследствие своего положения внутри задней части 4485 приемного отверстия 4479. Благодаря относительно тугой посадке между задними частями 4485 приемных отверстий 4479 и концами 4477 плоской трубки, как описано выше, может быть предотвращено вхождение текучей среды, проходящей через сборный резервуар 4467 (например, жидкого хладагента или другой текучей среды, используемой в качестве среды теплообмена), в контакт с адгезивом 4489.
Адгезив 4489 может быть введен между концами 4477 плоской трубки и внутренней поверхностью приемных отверстий 4479 рядом различных способов согласно различным вариантам осуществления настоящего изобретения, многие из которых включают в себя введение адгезива 4489 после или в ходе того, когда концы 4477 плоской трубки размещаются в соответствующих приемных отверстиях 4479. Тем не менее перед дополнительным описанием этих вариантов осуществления следует отметить, что адгезив 4489 может быть применен к внутренней части приемных отверстий 4479 и/или к внешней части концов 4477 плоской трубки любым способом (например, аэрозоль, ролик или другой аппликатор и т.п.) до вставки концов 4477 плоской трубки внутрь приемных отверстий 4479.
Введение адгезива 4489 между концами 4477 плоской трубки и внутренними поверхностями приемных отверстий 4479 в ходе или после вставки концов трубки позволяет обеспечивать больший контроль над количеством и/или результирующими местоположениями адгезива 4489 в готовом теплообменнике 4463 и может приводить к более надежному соединению и/или герметизации между концами 4477 плоской трубки и сборным резервуаром 4467.
Чтобы обеспечить пространство для адгезива 4489, который должен быть введен между концами 4477 плоской трубки и внутренними поверхностями приемных отверстий 4479, приемные отверстия 4479 и/или концы 4477 плоской трубки могут иметь такую форму, чтобы образовывать один или более зазоров 4493 между ними. Для простоты описания термин "зазор" (когда используется в данном документе, чтобы ссылаться на пространство, где размещается адгезив 4489, как описано в данном документе) означает один или более таких зазоров независимо от конкретного периферийного положения относительно конца 4477 плоской трубки и независимо от того, поддерживают или нет два или более таких зазора для одного конца 4477 плоской трубки обмен текучей средой друг с другом.
В некоторых вариантах осуществления зазор 4493 между концом 4477 плоской трубки и соседней внутренней поверхностью, образующей приемное отверстие 4479, может иметь ширину, по меньшей мере, приблизительно 0,3 мм (0,011811 дюймов), чтобы разрешить надлежащее инжектирование адгезива (как описано ниже). Также посредством экспериментов было обнаружено, что ширина зазора не более приблизительно 1,0 мм (0,03937 дюймов) обеспечивает хорошие результаты эффективности. Ряд соображений могут, по меньшей мере, частично образовывать размер зазора 4493, такие как количество требуемого адгезива, характеристики адгезива (например, вязкость и установка времени) и ограничения на расстояние между смежными плоскими трубками 4410. Другое соображение относится к необходимости в некоторых вариантах осуществления для сборного резервуара 4467 иметь толщину или глубину, которая минимизирована. Например, в некоторых вариантах осуществления сборный резервуар 4467 выступает над сердцевиной 4465 плоской трубки на минимальную величину, чтобы уменьшить величину пространства, теряемого теплообменником 4463 в транспортном средстве.
В некоторых конструкциях сборные резервуары 4467 по существу не имеют выступа в направлении глубины сердцевины 4465 "трубка-ребро", чтобы избежать потерь доступного пространства, требуемого для установки теплообменника 4463 в транспортное средство. Например, в проиллюстрированном варианте осуществления согласно фиг.70, 70A, 71, 76 и 77 и с конкретной ссылкой на фиг.76 недеформированный конец 4477 плоской трубки требует минимального или по существу не требует выступа сборного резервуара 4467 касательно сердцевины 4465 "плоская трубка-ребро", что разрешает обязательность требования уменьшенного пространства теплообменника 4463. В некоторых вариантах осуществления выступ также может быть уменьшен (например, до порядка нескольких миллиметров), когда процесс изготовления теплообменника 4463 включает в себя использование деформированных концов 4477 плоской трубки (описаны далее).
В некоторых вариантах осуществления адгезив 4489 вводится посредством инжектирования через одно или более отверстий в сборном резервуаре 4467 или через один или более зазоров между концами 4477 плоской трубки и сборным резервуаром 4467, доступными из внешней части сборного резервуара 4467 и плоских трубок 4410 после того, как эти сегменты, по меньшей мере, частично собраны. Например, сборный резервуар 4467, проиллюстрированный на фиг.70, 70A, 71, 76 и 77, имеет ряд инжекционных отверстий 4491, каждое из которых проходит через стенку 4495 сборного резервуара 4467 в зазор 4493, образуемый между концом 4477 плоской трубки и одной или более стенок, образующих приемное отверстие 4479.
Такие инжекционные отверстия 4491 могут размещаться в какой-либо или обеих продольных сторонах сборного резервуара 4467. Кроме того, более одного инжекционного отверстия 4491 может проходить к одному и тому же приемному отверстию 4479. В этих случаях адгезив 4489 может вливаться одновременно в одно приемное отверстие 4479, например, через два инжекционных отверстия 4491 на противоположных продольных сторонах сборного резервуара 4467. Адгезив может вливаться в зазор 4493, соответствующий каждой плоской трубке 4410, по одному за раз, в группах зазоров 4493 (соответствующих соответствующим плоским трубкам 4410) одновременно или по существу одновременно или во все зазоры 4493 сердцевины 4465 одновременно или по существу одновременно. В некоторых вариантах осуществления адгезив 4489 покрывает всю периферию каждого конца 4477 плоской трубки и/или может заполнять зазор 4493 между концом 4477 плоской трубки и смежными стенками, образующими приемное отверстие 4479. Кроме того, в некоторых вариантах осуществления (например, на фиг.70, 70A, 71, 76 и 77) наконечники плоских трубок 4410 могут оставаться непокрытыми адгезивом 4489.
Альтернативный способ, которым вводят адгезив между концом 4477 плоской трубки и внутренними стенками приемных отверстий 4479, состоит в введении адгезива через нижнее отверстие или зазор 4497 между этими фрагментами и поддерживающими обмен текучей средой с зазором 4493, описанным выше. Этот тип введения адгезива может быть использован помимо или вместо инжектирования посредством инжекционных отверстий 4491, как также описано выше, и позволяет устранять необходимость в инжекционных отверстиях 4491.
Фиг.84 представляет собой блок-схему, описывающую процесс изготовления теплообменника 4463 согласно варианту осуществления настоящего изобретения и указывающую ссылками станции или этапы изготовления, и она сопровождается схематичным представлением изготовления теплообменника 4463 посредством этого процесса. Термин "станция" используется в данном документе только для простоты описания и не указывает или подразумевает сам по себе, что есть физическое разделение между этими "станциями" в производственной линии. Например, сборные резервуары 4467 могут быть помещены в свободные концы 4477 плоской трубки (станция III) в той же или отличной позиции в сравнении с процессом применения адгезива 4489 (станция IV).
Фиг.72-75 иллюстрируют сборный резервуар 4467 согласно дополнительному варианту осуществления настоящего изобретения. Этот вариант осуществления использует фактически ту же структуру и имеют многие те же свойства, что и варианты осуществления сборного резервуара 4467, описанные выше со ссылкой на фиг.70, 70A, 71, 76 и 77. Соответственно, ссылка должна быть сделана на фиг.70, 70A, 71, 76 и 77 для дополнительной информации, касающейся структуры и признаков, а также возможных альтернатив в структуру и признаки сборного резервуара, проиллюстрированного на фиг.72-75 и описанного ниже. Структура и признаки варианта осуществления, показанного на фиг.72-75, которые соответствуют структуре и признакам варианта осуществления по фиг.70, 70A, 71, 76 и 77, обозначены далее серией 4500 ссылочных позиций.
Аналогично сборному резервуару 4467, проиллюстрированному на фиг.70, 70A, 71, 76 и 77, сборный резервуар 4567, показанный на фиг.72-75, имеет внутренний отсек 4587 для обмена текучей средой с плоскими трубками 4510, ряд приемных отверстий 4579, каждое из которых имеет тыльную часть 4585 для приема концов 4577 плоских трубок 4510, и ряд инжекционных отверстий 4591 вдоль продольных сторон (только одна видимая на фиг.72-75) сборного резервуара 4567. Фиг.75 обеспечивает дополнительные подробности, касающиеся приемных отверстий 4579, включающих в себя тыльные части 4585, используемые для того, чтобы принимать и поддерживать концы 4577 плоских трубок 4510 (не показаны на фиг.75), и инжекционных отверстий 4591, поддерживающих обмен текучей средой с приемными отверстиями 4579.
Плоские трубки 4510, принимаемые посредством приемных отверстий 4579, образуют соответствующие зазоры 4593 между внутренними поверхностями приемных отверстий 4579 и концами 4577 плоской трубки. Как показано на фиг.73, каналы 4516 для потока каждой плоской трубки 4510 в соответствующем приемном отверстии 4579 поддерживают обмен текучей средой с внутренним отсеком 4587 сборного резервуара 4567. Фиг.73 также иллюстрирует соединения между инжекционными отверстиями 4591 и приемными отверстиями 4579 для инжектирования адгезива 4589 (не показан) в зазор 4593, как описано выше.
Как лучше всего показано на фиг.74, вход приемных отверстий 4579 может быть закрыт или по существу закрыт на одной или более сторон каждого конца 4477 плоской трубки посредством входных стенок 4599 (не показаны на фиг.75). Входные стенки 4599 могут быть образованы посредством одного или более элементов сборного резервуара 4567, например, посредством пластины, в которой выполнено несколько отверстий, которые образуют вход каждого приемного отверстия 4579, когда пластина установлена с несколькими отверстиями, совмещенными с приемными отверстиями 4579. Альтернативно, входные стенки 4499 могут быть образованы посредством наконечников стенок приемных отверстий, которые укрупнены, расширены, изогнуты или иным образом сформированы так, чтобы, по меньшей мере, частично закрывать зазоры 4593, описанные выше. В некоторых вариантах осуществления входные стенки 4599 имеют такую форму, чтобы соответствовать или по существу соответствовать форме поперечного сечения концов 4577 плоских трубок, принимаемых в ней. Кроме того, входные стенки 4599 могут иметь такие размеры, чтобы образовывать посадку с зазором для конца 4577 плоской трубки или вместо этого могут образовывать посадку с натягом, так чтобы небольшое давление могло быть приложено к сборному резервуару 4567 и/или плоским трубкам 4510, чтобы проталкивать плоские трубки 4510 мимо входных стенок 4599 и в оставшуюся часть приемных отверстий 4579. Таким образом, герметизация на входах приемных отверстий 4579 может обеспечиваться между сборным резервуаром 4567 и концами 4577 плоской трубки. Эта герметизация может быть непроницаема или по существу непроницаема для текучей среды в некоторых вариантах осуществления и позволяет не допускать вытекания адгезива в ходе инжектирования адгезива в некоторых вариантах осуществления.
Следует отметить, что конструкция сборного резервуара 4567, проиллюстрированного на фиг.72-75 (и на других чертежах), является просто приблизительной и не ограничивает область применения настоящего изобретения.
В некоторых вариантах осуществления концы 4477, 4577 плоской трубки могут быть деформированы. Например, концы 4477, 4577 плоской трубки могут быть деформированы таким образом, что большой диаметр D плоской трубки 4410, 4510 увеличивается, а малый диаметр d плоской трубки 4410, 4510 уменьшается на концах 4477, 4577 плоской трубки. С учетом относительно небольшой толщины стенок плоских трубок 4410, 4510 в некоторых вариантах осуществления эта деформация может выполняться без существенной нагрузки на стенки плоской трубки 4410, 4510. В некоторых вариантах осуществления размеры периферии недеформированного конца 4477, 4577 плоской трубки остаются по существу такими же, что и размеры деформированного конца 4477, 4577 плоской трубки. Как результат, стенки плоской трубки 4410, 4510 в таких вариантах осуществления не подвергаются существенному расширению или сжатию.
В некоторых вариантах осуществления, в которых концы 4477, 4577 плоской трубки являются деформированными, такая деформация может выполняться до введения концов 4477, 4577 плоской трубки в соответствующие приемные отверстия 4479, 4579 сборного резервуара 4467, 4567. Пример соединений плоских трубок со сборными резервуарами, в которых концы плоской трубки деформированы, далее описываются со ссылкой на фиг.78-83.
Фиг.78-83 иллюстрируют соединения плоской трубки со сборным резервуаром согласно трем дополнительным вариантам осуществления настоящего изобретения. Эти варианты осуществления используют фактически ту же структуру и имеют многие те же свойства, что и варианты осуществления соединения плоской трубки со сборным резервуаром, описанные выше со ссылкой на фиг.70-77. Соответственно, нижеследующее описание ориентировано, в первую очередь, на структуру и признаки, которые отличаются от вариантов осуществления, описанных выше со ссылкой на фиг.70-77. Ссылка должна быть сделана на фиг.70-77 для дополнительной информации, касающейся структуры и признаков, а также возможных альтернатив в структуру и признаки вариантов осуществления соединения, проиллюстрированных на фиг.78-83 и описанных ниже. Структура и признаки вариантов осуществления, показанных на фиг.78-83, которые соответствуют структуре и признакам вариантов осуществления по фиг.70-77, обозначены далее сериями 4600, 4700 и 4800 ссылочных позиций, соответственно.
В каждом из вариантов осуществления, проиллюстрированных на фиг.78-84, концы 4677, 4777, 4877 плоской трубки являются деформированными, при этом сборные резервуары 4667, 4767, 4867 имеют приемные отверстия 4679, 4779, 4879 соответствующей формы. Деформация концов 4677, 4777, 4877 плоской трубки, показанных на фиг.78-84, выполнена после завершения процесса пайки твердым припоем (станция III на фиг.84), т.е. до установки концов 4677, 4777, 4877 плоской трубки в приемные отверстия 4679, 4779, 4879.
В варианте осуществления согласно фиг.78-80 каждая плоская трубка 4610 имеет конец 4677, который удобно принимается в соответствующую тыльную часть 4685 приемного отверстия 4679. В этом варианте осуществления широкие боковые стороны 4622, 4624 каждой плоской трубки 4610 расширены (т.е. отогнуты друг от друга), чтобы образовать расширяющийся конец 4677 плоской трубки, тогда как узкие боковые стороны 4618, 4620 сжаты (т.е. подогнуты друг к другу). Кроме того, каждое приемное отверстие 4679 также имеет ограничители 4675 (см. фиг.80) для ограничения вставки плоских трубок 4610 на требуемое расстояние.
Аналогично варианту осуществления согласно фиг.78-80, в вариантах осуществления согласно фиг.81-83 широкие боковые стороны 4722, 4724, 4822, 4824 каждой плоской трубки 4710, 4810 раздвинуты так, чтобы образовывать расширенный конец 4777, 4877 плоской трубки, тогда как узкие боковые стороны 4718, 4720, 4818, 4820 сжаты. Тем не менее, тот фрагмент сборного резервуара 4767, 4867, образующий приемные отверстия 4779, 4879, имеет одну или более прорезей 4773, 4873, проходящих вдоль, по меньшей мере, части приемных отверстий 4779, 4879 и в некоторых вариантах осуществления проходящих вокруг приемного отверстия 4779, 4879. В любом случае прорези 4773, 4873 имеют такую позицию и размеры, чтобы принимать свободные концы 4777, 4877 плоских трубок 4710, 4810. Прорези 4773, 4873 также выступают в качестве ограничителей, чтобы ограничивать глубину вставки концов 4777, 4877 плоской трубки.
После введения концов 4777, 4877 плоской трубки в приемные отверстия 4779, 4879 и прорези 4773, 4873 адгезив 4789, 4889 (не показан) может быть инжектирован в зазоры 4793, 4893 между концами плоской трубки 4777, 4877 и внутренними поверхностями приемных отверстий 4779, 4879. Это инжектирование может быть выполнено любым из способов, описанных в данном документе, и осуществляется посредством инжектирования через инжекционные отверстия 4791, 4891, например, в проиллюстрированных вариантах осуществления согласно фиг.81-83. В некоторых вариантах осуществления, включая те, в которых используются деформированные концы плоских трубок, одна или более вставок 4771 могут быть помещены между концами 4777 плоской трубки, чтобы не допустить деформации концов 4777 плоской трубки, когда концы 4777 плоской трубки подвергаются нагрузкам внутреннего давления. Например, внутренние сгибы, сформированные в варианте осуществления согласно фиг.1-5, могут быть защищены от деформации, когда подвергаются внутренним давлениям посредством использования вставок 4771. В проиллюстрированном варианте осуществления согласно фиг.81 и 83, например, вставки 4771 имеют, в общем, трапециевидную форму поперечного сечения, хотя может быть использована другая форма поперечного сечения в зависимости, по меньшей мере, частично от смежных форм концов 4777 плоской трубки. Вставки 4771 могут быть помещены на свои позиции рядом с концами 4777 плоской трубки до или после применения адгезива 4789 (например, после станции III или до или после станции IV на фиг.84).
Если используются, вставки 4771 могут быть изготовлены из любого материала, включая, без ограничения, пластик или металл, могут быть сплошными или полыми и в некоторых вариантах осуществления могут быть образованы посредством легко деформируемой или текучей массы, которая позднее затвердевает. Также несколько вставок 4771 может быть соединено до и при введении, например, в общий стержень или направляющую, чтобы образовать гребенчатую форму (не показана). Этот тип вставки, например, посредством общего стержня или направляющей может позволить двум или более, а в некоторых вариантах осуществления всем из вставок 4771 быть помещенными за один шаг. В некоторых вариантах осуществления соединения между общим стержнем или направляющей и вставками 4771 являются хрупкими, позволяя общему стрежню или направляющей быть вынутой после вставки вставок 4771.
Чтобы обеспечить введение вставок 4771 в требуемых местах между смежными концами 4777 плоской трубки, любая или обе противоположные продольные стенки 4795 сборного резервуара 4767 могут иметь отверстия (см., например, фиг.83), совмещенные с этими местами и имеющие такие размеры, чтобы обеспечивать вставку вставок 4771. В этом отношении следует отметить, что вставки 4771 не обязательно занимают все пространство между смежными концами 4777 плоской трубки и должны занимать только требуемое пространство между концами 4777 плоской трубки, чтобы поддерживать концы под давлением при необходимости.
Следует отметить, что различные способы введения адгезива в места между концами 4477, 4577, 4677, 4777, 4877 плоской трубки и внутренними поверхностями приемных отверстий 4479, 4579, 4679, 4779, 4879, описанные в данном документе, могут быть использованы независимо от того, являются ли концы 4477, 4577, 4677, 4877 плоской трубки деформированными или недеформированными.
В некоторых вариантах осуществления настоящего изобретения сборный резервуар 4467, 4567, 4667, 4767, 4867 может включать в себя укрепляющие стенки 4469, 4569, 4669, 4769, 4869, проходящие между и/или, по меньшей мере, частично образующие стенки приемных отверстий 4469, 4569, 4679, 4779, 4879 сборного резервуара 4467, 4567, 4667, 4677, 4877. Эти укрепляющие стенки 4469, 4569, 4669, 4769, 4869 могут быть использованы для того, чтобы при необходимости укреплять фрагменты сборного резервуара 4467, 4567, 4667, 4767, 4867 и являются невидимыми в показанных вариантах осуществления сборного резервуара. Например, одна или более укрепляющих стенок 4669, 4769, 4869 может проходить в поперечном направлении сборного резервуара 4667, 4767, 4867 (например, соединяя противоположные продольные стенки 4695, 4795, 4895 сборного резервуара 4667, 4767, 4867) и может обеспечивать дополнительную прочность и/или жесткость сборному резервуару 4667, 4767, 4867. Укрепляющие стенки 4669, 4769, 4869 могут быть сформированы любым способом и могут быть неразъемными со сборным резервуаром 4667, 4767, 4867 или отдельными элементами, соединенными с ним любым надлежащим способом. В некоторых вариантах осуществления укрепляющие стенки 4669, 4769, 4869 формируются в ходе литьевого формования сборного резервуара 4667, 4767, 4867 и тем самым являются неразъемным фрагментом сборного резервуара 4667, 4767, 4867.
Некоторые варианты осуществления сборных резервуаров 4667, 4767, 4867 согласно настоящему изобретению также или вместо этого могут иметь укрепляющие стенки, проходящие продольно относительно сборного резервуара 4667, 4767, 4867. Например, такие укрепляющие стенки могут быть сформированы между и соединять стенки, образующие приемные отверстия 4679, 4779, 4879 сборного резервуара 4667, 4767, 4867. В качестве примера на фиг.70A показано поперечное сечение одной такой продольной укрепляющей стенки 4469, которая размещается посередине между передней и задней поверхностями сборного резервуара 4667, 4767, 4867 (хотя такие продольные укрепляющие стенки могут быть размещены в других позициях при необходимости). Данные продольно проходящие укрепляющие стенки 4469 могут проходить вдоль любого сегмента или всей длины сборного резервуара 4667, 4767, 4867 (прерываясь при необходимости посредством приемных отверстий 4679, 4779, 4879).
Как упоминалось выше, сборный резервуар может быть сконструирован из любого числа сегментов, соединенных вместе любым надлежащим способом. В качестве примера, фиг.72 и 82 иллюстрируют сборные резервуары 4467, 4867, при этом сборные резервуары 4467, 4867 сформированы из двух фрагментов 4467a, 4467b и 4867a, 4867b. В обоих проиллюстрированных вариантах осуществления фрагменты 4467a, 4467b и 4867a, 4867b соединяются по поверхности раздела Z-формы и могут быть соединены посредством сварки или адгезива. Еще одни другие способы установления данного соединения возможны, по меньшей мере, частично на основе материала, используемого для того, чтобы формировать сборный резервуар 4467, 4867. В некоторых вариантах осуществления это соединение является разблокируемым, например, как показано в вариантах осуществления согласно фиг.72-75, где зажимы для сборного резервуара 4467 могут быть использованы для того, чтобы закреплять на месте с возможностью разблокировки фрагмент сборного резервуара 4467a в отношении оставшейся части сборного резервуара 4467b.
Различные варианты осуществления плоских трубок, описанные в данном документе, могут быть использованы в ряде различных теплообменников, приспособленных для различных вариантов применения. При этом плоские трубки могут быть модифицированы от вариантов осуществления, проиллюстрированных на фиг.1-54, и/или могут быть собраны в теплообменники множеством различных способом, чтобы приспосабливать теплообменники для конкретных вариантов применения.
Фиг.85-90 иллюстрируют четыре конструкции теплообменников согласно различным вариантам осуществления настоящего изобретения. Хотя еще одни другие варианты осуществления теплообменников возможны посредством модификации числа и компоновки плоских трубок и/или модификации типов плоских трубок (например, размера и формы трубки, размера и формы вставки и т.п.), каждый из теплообменников, проиллюстрированных на фиг.85-91, обеспечивает уникальные преимущества во многих вариантах применения.
Перед описанием каждого из теплообменников 4963, 5053, 5163, 5263, подробнее проиллюстрированных на фиг.85-90, следует отметить, что каждая из плоских трубок 4910, 5010, 5110, 5210, проиллюстрированных в данном документе, может быть заменена на плоские трубки 4910, 5010, 5110, 5210, имеющие любые из форм и сконструированные любыми из способов, описанных выше со ссылкой на варианты осуществления по фиг.1-54, и что любые из признаков сборочного узла теплообменника и способов сборки (например, касающихся плоских трубок, конструкции сердцевины и крепления сердцевины к головке), также описанных в данном документе со ссылкой на варианты осуществления по фиг.1-84, могут быть использованы при конструировании и изготовлении теплообменников 4963, 5063, 5163, 5263, проиллюстрированных на фиг.85-90. Например, каждая из плоских трубок 4910, 5010, 5110, 5210, проиллюстрированных на фиг.85-90, состоит из двух частей плоской трубки 4910, 5010, 5110, 5210 с вставкой 4934, 5034, 5134, 5234, в которой два отдельных фрагмента листового материала используются для того, чтобы формировать каждую проиллюстрированную трубку 4910, 5010, 5110, 5210, и в которой третий отдельный фрагмент листового материала используется для того, чтобы формировать внутреннюю вставку 4934, 5034, 5134, 5234. Хотя конкретные конструкции состоящих из двух частей плоских трубок (с вставками), проиллюстрированные на фиг.85-90, желательны для описанных вариантов осуществления и еще других вариантов применения, любые из этих плоских трубок 4910, 5010, 5110, 5210 могут быть заменены на любые из цельных и состоящих из двух частей плоских трубок (с вставками), описанных выше и/или проиллюстрированных в данном документе, чтобы приспосабливать плоские трубки 4910, 5010, 5110, 5210 и результирующие теплообменники 4963, 5063, 5163, 5263 для любого требуемого варианта применения. В этом отношении комбинация плоских трубок 4910, 5010, 5110, 5210 с вставками, сформированными из различного числа листов, может быть использована в одном теплообменнике 4963, 5063, 5163, 5263.
В проиллюстрированных конструкциях трубок согласно фиг.85-91 и любых из только что упомянутых альтернативных конструкций трубок любая или обе узкие боковые стороны плоской трубки могут быть сформированы посредством смежных перекрывающихся продольных краев, по меньшей мере, частично в зависимости от числа листов материала, используемых для того, чтобы конструировать плоскую трубку. Следовательно, каждая пара перекрывающихся продольных краев образует усиленную узкую боковую сторону плоской трубки. В некоторых вариантах осуществления любой или оба перекрывающихся продольных края плоской трубки могут быть согнуты один или более раз, чтобы образовывать еще дополнительную толщину материала в узкой боковой стороне (сторонах) плоской трубки. В некоторых вариантах осуществления усиленный лист материала, образующий вставку, может иметь один или более продольных краев, имеющих такую форму, чтобы лежать рядом с перекрывающимися продольными краями плоской трубки, тем самым обеспечивая дополнительный слой материала для усиления трубки в узких боковых сторонах. Также любой или оба продольных края вставки могут быть согнуты так, чтобы иметь многослойную толщину, лежащую рядом с перекрывающимися продольными краями плоской трубки, тем самым представляя еще дополнительное усиление на любой или обеих узких боковых сторонах. Соответственно, любая или обе узкие боковые стороны плоских трубок могут обеспечивать толщину, которая достигает, по меньшей мере, двойной, и в некоторых вариантах осуществления более чем двойной толщины листового материала, используемого для того, чтобы формировать стенки плоских трубок, которые могут быть сформированы посредством скатывания более тонкого листового материала в некоторых вариантах осуществления.
Как подробнее описано выше, в тех вариантах осуществления, в которых плоские трубки сконструированы из одного фрагмента (с или без вставки), усиление узких боковых сторон может быть достигнуто посредством округления одного или более сгибов листа материала, чтобы сформировать первую узкую боковую сторону плоской трубки, и перекрытия противоположных продольных краев листа материала, чтобы сформировать вторую узкую боковую сторону плоской трубки (например, посредством размещения или заключения в себя изгиба одного продольного края в больший изгиб другого продольного края либо другими способами, описанными в данном документе).
В некоторых вариантах осуществления цельных плоских трубок один лист материала может формировать внешние стенки плоской трубки, а также внутренние каналы для потока. В таких вариантах осуществления градация может быть размещена в изгибах листа материала (образующего узкие боковые стороны плоской трубки), в которых выравнивается продольный край листа материала, так чтобы внешняя поверхность плоский трубки оставалась такой гладкой, как возможно. Дополнительно, в тех вариантах осуществления, в которых вставка образуется посредством отдельного листа материала, два продольных края этого отдельного листа материала могут быть округлены или иметь иную форму, чтобы размещаться в узких боковых сторонах плоской трубки (например, см. проиллюстрированный вариант осуществления согласно фиг.46).
Как также подробнее описано выше, в тех вариантах осуществления, в которых плоские трубки сконструированы из двух отдельных фрагментов (с или без вставки), два отдельных фрагмента могут быть сконструированы идентично, при этом один продольный край каждого фрагмента может иметь изгиб, содержащий меньший изгиб соседнего края другого фрагмента. Следовательно, эти два отдельных фрагмента могут быть переставлены относительно друг друга, чтобы сформировать плоскую трубку. В других вариантах осуществления два отдельных фрагмента не являются идентичными друг другу и имеют противоположные продольные края, соединенные вместе любым из способов, описанных в данном документе (в том числе, без ограничения, вложенные дугообразные продольные края).
Кроме того, по существу плоские широкие боковые стороны какого-либо из вариантов осуществления трубок, описанных и/или проиллюстрированных в данном документе, могут быть использованы для того, чтобы обеспечивать улучшенные стыки, паяные твердым припоем, для ребер, крепящихся к ним, тем самым приводя к повышенной эффективности теплообмена теплообменника 4963, 5053, 5163, 5263.
Также в любой из конструкций состоящих из двух частей и состоящих из трех частей плоских трубок, которые могут быть использованы в теплообменниках согласно фиг.85-89, внутренняя вставка может быть гофрирована или иметь другую форму, чтобы образовывать два или более канала для потока через плоскую трубку. Внутренняя вставка может иметь гофры с различными формами и/или размерами в различных местах по ширине вставки, чтобы образовывать две или более поперечные зоны каналов для потока, имеющих различные формы и/или размеры (см., например, фиг.85-89). Более широко, внутренняя вставка может иметь такую форму, чтобы образовывать зоны каналов для потока, имеющих различные формы и/или размеры, в различных местах по ширине состоящей из двух частей или состоящей из трех частей плоской трубки. В некоторых вариантах осуществления различные зоны каналов для потока могут быть изолированы друг от друга, тогда как в других вариантах осуществления различные зоны поддерживают обмен текучей средой друг с другом (например, в одном или более мест по ширине одного или более каналов для потока). Кроме того, в некоторых вариантах осуществления каждый из каналов для потока в зоне изолирован от других каналов для потока в одной зоне по длине плоской трубки, тогда как в других вариантах осуществления каналы для потока в одной зоне поддерживают обмен текучей средой друг с другом (например, посредством отверстий между смежными каналами для потока), но изолированы от других каналов для потока в других зонах.
Следует принимать во внимание, что многие преимущества использования плоских трубок 4910, 5010, 5110, 5210 согласно настоящему изобретению в проиллюстрированных вариантах осуществления согласно фиг.85-89 относятся к способности изготовлять эти плоские трубки с меньшими затратами, меньшим количеством материала и/или с улучшенной эффективностью теплообмена. Эти преимущества реализуются посредством использования листовых материалов, имеющих относительно небольшую толщину, описанную выше, для формирования плоских трубок и вставок. Хотя любая из толщин материалов плоских трубок, описанных выше, может быть использована в вариантах осуществления согласно фиг.85-89, листовой материал, используемый для того, чтобы формировать стенки плоских трубок в проиллюстрированных вариантах осуществления, имеет толщину не более приблизительно 0,15 мм (0,0059055 дюймов). Кроме того, этот листовой материал имеет толщину не менее приблизительно 0,03 мм (0,0011811 дюймов). Эти типы толщин стенки могут быть использованы для того, чтобы противостоять сжимающим нагрузкам, и могут обеспечивать относительно хорошую стабильность внутренних давлений во многих вариантах осуществления в свете того факта, что вставка может быть припаяна твердым припоем к широким стенкам плоской трубки. Аналогично, хотя любая из толщин материалов вставок, описанных выше, может быть использована в вариантах осуществления согласно фиг.85-89, листовой материал, используемый для того, чтобы формировать вставки в проиллюстрированных вариантах осуществления, имеет толщину не более приблизительно 0,09 мм (0,003543 дюймов). Кроме того, этот листовой материал имеет толщину не менее приблизительно 0,03 мм (0,0011811 дюймов).
Посредством использования различных конструкций плоских трубок в проиллюстрированных теплообменниках 4963, 5053, 5163, 5263 и для других конструкций теплообменников могут быть реализованы преимущества повышенной скорости производства и/или уменьшенных затрат на материалы и сборку. Например, на основе относительно низкой величины деформации листов, требуемой для того, чтобы формировать различные цельные или состоящие из двух частей плоские трубки согласно настоящему изобретению, описанные выше, плоские трубки могут создаваться более экономно на трубопрокатном стане (например, производственных линиях 3701 и 1900) даже на высоких рабочих скоростях с помощью бесконечных листов материала. Более того, при относительно низких тратах на модификацию теплообменники, имеющие по существу любую глубину, могут быть изготовлены с помощью такого же источника выпуска плоских трубок (например, непрерывного или бесконечного выпуска трубок и выпуска оребренных трубок, создаваемого так, как описано выше, например).
Теплообменники 4963, 5063, 5163, 5264, проиллюстрированные на фиг.85-90, представлены не только для того, чтобы проиллюстрировать варианты осуществления теплообменников, которые обеспечивают хорошие результаты эффективности во многих вариантах применения, но также проиллюстрировать ряд признаков теплообменников, которые могут быть использованы отдельно или в комбинации с теплообменниками согласно другим вариантам осуществления настоящего изобретения. Такие признаки включают в себя, без ограничения, сборные резервуары, которые внутренне делятся, чтобы направлять отдельные потоки через различные внутренние зоны одних плоских трубок, и возможные компоновки потоков через теплообменник.
Теплообменник 4963, проиллюстрированный на фиг.85, имеет один ряд плоских трубок 4910, имеющих глубину T (в общем, аналогичную большому диаметру D каждой плоской трубки 4910). Хотя для плоских трубок 4910 могут быть использованы любые из других больших и малых диаметров D, d, описанных выше, большой диаметр D плоских трубок 4910, показанных на фиг.85, не превышает приблизительно 300 мм (11,811 дюймов). В некоторых вариантах осуществления большой диаметр D, не превышающий приблизительно 10 мм (0,3937 дюймов), используется для того, чтобы обеспечивать хорошие результаты эффективности. Кроме того, малый диаметр d плоских трубок 4910, показанных на фиг.85, не превышает приблизительно 15 мм (0,59055 дюймов). В некоторых вариантах осуществления малый диаметр d, не превышающий приблизительно 0,7 мм (0,02756 дюймов), используется для того, чтобы обеспечивать хорошие результаты эффективности. Эти размеры плоских трубок 4910 в проиллюстрированном варианте осуществления по фиг.85 особенно подходят для теплообменников 4963 в моторных транспортных средствах. Тем не менее возможны другие варианты применения, попадающие в рамки идеи и объема настоящего изобретения.
Теплообменник 4963, показанный на фиг.85, приспособлен для охлаждения двух или более текучих сред посредством общего потока охлаждающей текучей среды (например, воздух), проходящего между плоскими трубками 4910. Охлаждающий воздух проиллюстрирован на фиг.86 как двойная блочная стрелка, который протекает через ребра (не показаны) между плоскими трубками 4910.
Согласно проиллюстрированному варианту осуществления согласно фиг.86 охлаждающий воздух может протекать либо слева направо, либо наоборот через охлаждающую сеть, образованную посредством блока 4965 "трубка-ребро". Каждая из плоских трубок 4910 включает в себя четыре внутренних зоны 4975a, 4975b, 4975c, 4975d в различных местах по ширине плоской трубки 4910. Четыре проиллюстрированных внутренних зоны 4975a, 4975b, 4975c, 4975d имеют одинаковую или по существу одинаковую ширину, хотя в других вариантах осуществления возможны внутренние зоны 4975a, 4975b, 4975c, 4975d различной ширины. Кроме того, каждая проиллюстрированная зона 4975a, 4975b, 4975c, 4975d имеет ряд каналов 4916a, 4916b, 4916c, 4916d для потока, каждый из которых имеет отличную форму и/или размер от каналов 4916a, 4916b, 4916c, 4916d для потока других внутренних зон 4975a, 4975b, 4975c, 4975d. Форма и размер каналов 4916a, 4916b, 4916c, 4916d для потока в каждой внутренней зоне 4975a, 4975b, 4975c, 4975d, по меньшей мере, частично образуются посредством формы вставки 4934 в этой внутренней зоне 4975a, 4975b, 4975c, 4975d. Хотя в проиллюстрированном варианте осуществления вставка варьируется по форме от внутренней зоны к внутренней зоне 4975a, 4975b, 4975c, 4975d, каждая плоская трубка 4410 по существу является такой же, как и другие в теплообменнике 4963.
Хотя в теплообменнике 4963, проиллюстрированном на фиг.85, используются четыре внутренние зоны 4975a, 4975b, 4975c, 4975d, в других вариантах осуществления может быть образовано любое число внутренних зон 4975a, 4975b, 4975c, 4975d посредством одной или более из плоских трубок 4910 и могут использоваться любые требуемые относительные размеры. Кроме того, хотя каждая часть вставки 4934 в каждой внутренней зоне 4975a, 4975b, 4975c, 4975d плоской трубки 4910, проиллюстрированной на фиг.85, имеет форму, отличную от формы в других внутренних зонах 4975a, 4975b, 4975c, 4975d (тем самым образуя каналы 4916a, 4916b, 4916c, 4916d для потока, которые отличаются в каждой внутренней зоне 4975a, 4975b, 4975c, 4975d), в других вариантах осуществления две или более внутренних зоны 4975a, 4975b, 4975c, 4975d могут иметь идентичные или по существу идентичные каналы 4916a, 4916b, 4916c, 4916d для потока.
Как показано на фиг.85, в некоторых вариантах осуществления каждая плоская трубка 4410 в теплообменнике 4963 или части теплообменника 4963 имеет одинаковое число внутренних зон 4975a, 4975b, 4975c, 4975d с каналами 4916a, 4916b, 4916c, 4916d для потока, имеющими такую же или по существу такую же форму и размер. Тем не менее это не обязательно в случае других вариантов осуществления. Число, размер и формы зон в каждой плоской трубке 4910 и в наборе плоских трубок 4910 могут быть определены на основе, по меньшей мере, частично требований вариантов применения.
Теплообменник 4963 согласно фиг.85 включает в себя два сборных резервуара 4967a и 4967b. Один сборный резервуар 4967a включает в себя три разделительные стенки 4973a, 4973b, 4973c, которые проходят в направлении, по существу перпендикулярном глубине T теплообменника 4963, и которые проходят в направлении длины относительно сборных резервуаров 4967a, 4967b. Другой сборный резервуар 4967b включает в себя две разделительные стенки 4973d и 4973e.
Фиг.85 иллюстрирует ряд стрелок, указывающих направления потока через теплообменник 4963. На левой стороне (относительно фиг.85) среда втекает в первый сборный резервуар 4967a и через первую внутреннюю зону 4975a каждой плоской трубки 4910. Вторая среда втекает в первый сборный резервуар 4967a и через вторую внутреннюю зону 4975b каждой плоской трубки 4910 и отделяется от потока первой среды через первую внутреннюю зону 4975a посредством первой разделительной стенки 4973a в ней. Вторая среда также отделяется от первой среды во втором сборном резервуаре 4967b посредством первой разделительной стенки 4973d в ней и от третьей среды (которая может быть вторым проходом первой среды через теплообменник 4963 в некоторых вариантах осуществления или другой средой в других вариантах осуществления) во втором сборном резервуаре 4967b посредством второй разделительной стенки 4973e в ней. Средняя разделительная стенка 4973b первого сборного резервуара 4967a образует поток второй среды, поступающей в теплообменник 4963, из обратного потока второй среды, выходящей из теплообменника 4963 после прохождения через третью внутреннюю зону 4975c каждой плоской трубки 4910. Третья среда проходит через теплообменник 4963 посредством протекания через четвертую внутреннюю зону 4975d каждой плоской трубки 4910 и отделяется от второй среды в первом сборном резервуаре 4967a посредством третьей разделительной стенки 4973c в ней.
В некоторых вариантах применения только что описанного теплообменника 4963 левая часть теплообменника 4963 (со ссылкой на вид в перспективе с фиг.85) может быть высокотемпературной зоной для воздуха охлаждения заряда. Воздух охлаждения заряда, выходящий из этой секции теплообменника 4963 после прохождения через первую внутреннюю зону 4975a каждой плоской трубки 4910, может протекать обратно в теплообменник 4963 в некоторых вариантах осуществления, проходя через четвертую внутреннюю зону 4975b каждой плоской трубки 4910 в правой секции теплообменника 4963. Соответственно, этот обратный поток далее может быть низкотемпературной зоной для воздуха охлаждения заряда. В таких вариантах осуществления охлаждающая текучая среда, проходящая между плоскими трубками 4910, может протекать справа налево в проиллюстрированном варианте осуществления согласно фиг.85. В средней секции теплообменника 4963 высокотемпературная охлаждающая текучая среда может поступать в первый сборный резервуар 4967a, проходить через вторую внутреннюю зону 4975b каждой плоской трубки 4910 и возвращаться посредством второго сборного резервуара 4967b и через третью внутреннюю зону 4975c каждой плоской трубки 4910, чтобы выходить из теплообменника 4963. Следовательно, обратный проход этой текучей среды (вверх от первого прохода, как указано ссылкой в отношении направления расхода охлаждающей текучей среды, проходящей между плоскими трубками 4910) образует зону низкотемпературного хладагента. В некоторых вариантах осуществления 10% этой текучей среды, проходящей через вторую и третью внутренние зоны 4975b, 4975c, может протекать через эти зоны повторно, чтобы дополнительно понижать свою температуру, хотя другие проценты (включая ни одного) возможны в других вариантах осуществления. Также в других вариантах осуществления любое число разделительных стенок 4973a, 4973b, 4973c, 4973d, 4973e в любом числе сборных резервуаров 4967a, 4967b, имеющих любое число впускных и выпускных портов текучей среды, может быть скомпоновано другими способами, чтобы обеспечить другие конструкции и функции теплообменников.
Фиг.86 иллюстрирует теплообменник 5063 согласно другому варианту осуществления настоящего изобретения, в котором используются плоские трубки 5010, имеющие признаки, показанные на фиг.87. Проиллюстрированный теплообменник 5063 приспособлен для использования в автомобильном радиаторе охлаждающей текучей среды, хотя возможны другие варианты применения теплообменника 5063. Этот теплообменник 5063 включает в себя внутреннюю зону 5075a, которая может быть высокотемпературной зоной в некоторых вариантах осуществления, на основе того факта, что температура охлаждающей текучей среды в ней является относительно высокой. Теплообменник 5063 также может включать в себя низкотемпературную внутреннюю зону 5075b, в которой температура, по меньшей мере, части охлаждающей текучей среды, выходящей из первой внутренней зоны 5075a, может быть дополнительно уменьшена.
Более подробные сведения, касающиеся плоских трубок 5010, проиллюстрированных на фиг.86, показаны на фиг.87, на которой показана плоская трубка 5010 согласно варианту осуществления настоящего изобретения, который может быть использован в теплообменнике 5063 согласно фиг.86. Хотя плоская трубка 5010, проиллюстрированная на фиг.87, обеспечивает уникальные результаты эффективности, следует отметить, что вместо этого могут быть использованы любые другие варианты осуществления плоских трубок, раскрытые в данном документе. Плоская трубка 5010, проиллюстрированная на фиг.87, сформирована из двух отдельных листов материала, каждый из которых формирует первую и вторую части 5012, 5014 состоящей из двух частей трубки 5010. Третий лист материал используется для того, чтобы формировать вставку 5034. Первая и вторая части 5012, 5014 в проиллюстрированном варианте осуществления являются идентичными или по существу идентичными, хотя они переставлены относительно друг друга. В процессе изготовления больший изгиб, образующий большую дугообразную часть, формируется на одном продольном крае каждой части 5012, 5014 и содержит меньшую дугообразную часть, сформированную на соответствующем продольном крае другой части 5014, 5012, с тем чтобы две узких боковых стороны 5018, 5020 плоской трубки 5010 имели двойную толщину стенок. Более того, противоположные продольные края 5038, 5040 вставки 5034 имеют такую форму, чтобы садиться во внутренние узкие боковые стороны 5018, 5020 плоской трубки 5010. В этой конкретной конструкции трехслойная толщина образуется на одной узкой боковой стороне 5018. Эта толщина может быть в три раза больше толщины материала, используемого для того, чтобы формировать первую и вторую части 5012, 5014 в тех вариантах осуществления, в которых толщина материала вставки 5034 такая же, что и толщина, используемая для первой и второй частей 5012, 5014, хотя вставка 5034 может быть выполнена из более тонкого материала в других вариантах осуществления. Следует отметить, что признаки, показанные на фиг.87, могут быть применены в любых других вариантах осуществления плоских трубок, описанных и/или проиллюстрированных в данном документе.
Две внутренние зоны 5075a, 5075b плоских трубок 5010 в теплообменнике согласно фиг.86 образуются, по меньшей мере, частично посредством соответствующей секции вставки 5034 в каждой внутренней зоне 5075a, 5075b. Первая внутренняя зона 5075a может быть использована в некоторых вариантах осуществления, чтобы поддерживать относительно более высокие давления, чем текучая среда во второй внутренней зоне 5075b, вследствие относительно более узких каналов 5016 для потока, образуемых посредством более узких промежутков между гофрами вставки 5034 в первой внутренней зоне 5075a. Кроме того, вторая узкая боковая сторона 5020, соответствующая второй внутренней зоне 5075b, имеет большее усиление, чем противоположная (первая) узкая боковая сторона 5018. Это усиление формируется посредством продольного края 5040 вставки 5034, имеющей два дополнительных сгиба во второй узкой боковой стороне 5020, тем самым обеспечивая вторую узкую боковую сторону 5020 с пятью слоями материала. Эта конструкция обеспечивает пример того, как плоские трубки 5010 согласно настоящему изобретению могут быть усилены, когда требуется вследствие предполагаемых нагрузок в выбранных областях плоских трубок 5010, и могут быть оснащены более тонкими областями стенок (например, 0,03-0,15 мм (0,0011811-0,0059055) в некоторых вариантах осуществления) в других зонах, где предполагаемые нагрузки являются относительно низкими. Следовательно, могут быть значительно снижены вес материалов, используемых для того, чтобы конструировать плоские трубки 5010, и производственные потери теплообменника 5010.
Фиг.88 иллюстрирует теплообменник согласно другому варианту осуществления настоящего изобретения, используя плоские трубки 5110, показанные на фиг.89. В проиллюстрированном варианте осуществления согласно фиг.88 и 89 внутренняя зона 5175 каждой плоской трубки 5110 имеет ряд каналов 5116 для потока, образованных, по меньшей мере, частично посредством вставки 5134, которая равномерно сформирована или по существу равномерно сформирована по всей ширине вставки 5134. Тем не менее теплообменник 5163 оснащен двумя различными группами G1, G2 плоских трубок 5110, имеющих каналы 5116 для потока, которые отличаются друг от друга. В других вариантах осуществления любое число таких групп возможно. Текучая среда, втекающая или вытекающая из каждой группы G1, G2 плоских трубок 5110, отделяется от текучей среды другой группы G2, G1 посредством поперечной разделительной стенки 5173 в сборном резервуаре 5167, проходящем в направлении глубины теплообменника 5163. Различные текучие среды могут протекать в каждую группу G1, G2 плоских трубок 5110. Например, в одной группе G1 может протекать первая среда (например, нефть), тогда как в другой группе G2 может протекать вторая среда (например, охлаждающая текучая среда). Плоские трубки 5110 группы G2, в общем, приспособлены для среды, в которой более высокое давление, чем давление в плоских трубках 5110 группы G1, как можно видеть из использования более узких каналов 5116 для потока и меньших расстояний между стенками вставки 5134 в плоских трубках 5110 группы G2, и большая степень усиления узких боковых сторон 5118, 5120 в плоских трубках 5110 группы G2 для относительно большей стабильности. В некоторых вариантах применения плоские трубки 5110 группы G2 могут образовывать часть низкотемпературного радиатора охлаждающей текучей среды теплообменника 5163, тогда как плоские трубки 5110 группы G1 могут образовывать часть высокотемпературного радиатора охлаждающей текучей среды теплообменника 5163.
При том допущении, что среда в плоских трубках 5110 группы G2 находится под большим давлением, чем среда в плоских трубках 5110 группы G1, широкие боковые стороны 5122, 5124 и узкие боковые стороны 5118, 5120 плоских трубок 5110 группы G2 усиливаются посредством конструкции вставки 5134, используемой в данном документе. В частности, гофры вставок 5134 в плоских трубках 5110 группы G2 значительно уже гофров в плоских трубках 5110 группы G1. Дополнительно, узкие боковые стороны 5118, 5120 плоских трубок 5110 в группе G2 имеют пять слоев материала (два слоя, образованных посредством перекрывающихся продольных краев первой и второй частей 5112, 5114 трубки в узких боковых сторонах 5118, 5120, и три слоя, образованных посредством двух сгибов в каждом продольном крае 5138, 5140 вставки 5134), тогда как только три слоя материала размещаются в узких боковых сторонах 5118, 5120 плоских трубок 5110 в группе G1 на основе нехватки этих сгибов вставок. Следует отметить, что плоские трубки 5110 в группах G1, G2 могут быть идентичными или по существу идентичными и обе могут быть в равной степени приспособлены для того, чтобы принимать различные типы вставок 5134, показанные на фиг.89. Соответственно, две различные внутренние зоны 5175 в плоских трубках 5110 создаются в данном конкретном варианте осуществления посредством различных вставок 5134, образующих две различные группы плоских трубок 5110 для теплообменника 5163.
Фиг.90 иллюстрирует теплообменник согласно еще одному другому варианту осуществления настоящего изобретения, использующий плоские трубки 5210, аналогичные трубкам согласно фиг.53. В этом конкретном варианте осуществления относительные размеры внутренних зон 5275a, 5275b варьируются между плоскими трубками 5210 теплообменника 5263. В некоторых вариантах осуществления (например, включая проиллюстрированный вариант осуществления согласно фиг.90) относительные размеры внутренних зон 5275a, 5275b варьируются постепенно от плоской трубки 5210 до плоской трубки 5210, по меньшей мере, вдоль секции теплообменника 5263. Соответственно, сборный резервуар 5267, крепящийся к плоским трубкам 5210, может иметь разделительную стенку 5273, проходящую поперек относительно концов плоских трубок 5210. Позиция этой разделительной стенки 5273a может соответствовать изменяющемуся размеру внутренних зон 5275a, 5275b в плоских трубках 5210. Если требуется, в сборный резервуар 5267 могут быть включены одна или более дополнительных разделительных стенок (например, разделительной стенки 5273b, показанной на фиг.90), чтобы обеспечивать дополнительные отделения потока через теплообменник 5263 заданным образом.
Пример цельной плоской трубки 5310, которая может быть использована в любом из вариантов осуществления теплообменников, описанных выше, показан на фиг.91. Цельная плоская трубка 5310 согласно фиг.91 является по существу такой же, что и показанная на фиг.54, за исключением гофров 5252 вставок, которые являются по существу прямоугольными в варианте осуществления согласно фиг.91 (в отличие от по существу треугольных гофров 4352 в варианте осуществления согласно фиг.54), и за исключением каналов 4316, 5316 для потока, имеющих одинаковый размер на фиг.54 и имеющих различные размеры на фиг.91. Соответственно, ссылка делается на описание, относящееся к фиг.54, для подробной информации касательно варианта осуществления плоской трубки, проиллюстрированного на фиг.91.
Плоские трубки 4310, 5310 на фиг.54 и 91 могут быть сформированы из одного листа материала и могут быть использованы вместо какой-либо из плоских трубок в вариантах осуществления, описанных выше со ссылкой на фиг.85-90. Также следует отметить, что любые из цельных и состоящих из двух частей плоских трубок, раскрытых в данном документе, могут быть использованы вместо любой из других цельных и состоящих из двух частей плоских трубок, описанных выше со ссылкой на фиг.85-90. Узкие боковые стороны 4318, 4320, 5318, 53210 обеих плоских трубок 4310, 5310, проиллюстрированных на фиг.54 и 91, включают в себя двойную толщину листа материала, используемого для того, чтобы сформировать плоскую трубку 4310, 5310. Лист материала может быть согнут дважды в двух областях листа материала, который должен быть изогнут, чтобы сформировать узкие боковые стороны 4318, 4320, 5318, 5320 плоской трубки 4310, 5310 (т.е. области, смежные и расположенные по бокам части листа материала, имеющей такую форму, чтобы образовывать неразъемную вставку 4334, 5334), тем самым повышая толщину узких областей в три раза в сравнении с исходной толщиной материала. Более того, каждый продольный край листа материала может быть изогнут и перемещен так, чтобы содержать в себе соответствующую усиленную часть способом, показанным на фиг.54 и 91. Обе эти усиленные секции могут быть снабжены градацией 4358, 4360 (невидимой на фиг.91, но видимой на фиг.54) для приема соответствующих продольных краев в пазу. Чтобы дополнительно укрепить узкие боковые стороны 4318, 4320, 5318, 5320 плоской трубки 4310, 5310, дополнительные сгибы могут быть встроены в укрепленные секции, показанные на фиг.54 и 91. В плоской трубке 5310, показанной на фиг.91, образуются две группы каналов 5316 для потока, каждая из которых имеет размер, который отличается от размеров другой группы. В отличие от этого все каналы 4316 для потока в показанном на фиг.54 варианте осуществления имеют по существу одинаковые размеры.
Фиг.19-23 иллюстрируют ряд различных плоских трубок, которые выполнены из одного листа материала. Аналогично другим цельным плоским трубкам, проиллюстрированным в данном документе, каждый из вариантов осуществления, показанных на фиг.19-23, особенно подходит для теплообменников 4963, 5063, 5163, 5263, поясненных со ссылкой на фиг.85-90. В частности, плоские трубки, описанные выше со ссылкой на фиг.19-23, включают в себя узкие боковые стороны, которые усиливаются посредством предоставления вертикальных или горизонтальных сгибов. Дополнительно, фиг.46 иллюстрирует плоскую трубку 3710, которая может быть создана из одного фрагмента листового материала, со вставкой 3734, которые могут быть созданы из другого отдельного листа материала. Эта конкретная плоская трубка 3710 также может выступать в качестве замены любой из плоских трубок 4910, 5010, 5110, 5210, описанных выше со ссылкой на фиг.85-90. Как подробнее описано выше, в варианте осуществления согласно фиг.46 одна усиленная узкая боковая сторона 3718 формируется посредством изгиба части листа материала, имеющего дополнительные сгибы. Другая усиленная узкая боковая сторона 3720 формируется посредством одного продольного края листа материала, содержащего противоположный продольный край того же листа материала. Эта другая узкая боковая сторона 3720 также может быть различной посредством того факта, что любой или оба продольных края листа материала могут быть согнуты для дополнительного усиления. Второй лист материала может быть оснащен рядом гофров, как описано выше, и также может быть оснащен изгибами или сгибами на любом или обоих продольных краях 3738, 3740 для дополнительного внутреннего усиления любой или обеих узких боковых сторон 3718, 3720.
Фиг.92-95 иллюстрирует примерные структуры и способы теплообменника для соединения листов материала, чтобы сформировать теплообменник или часть теплообменника (например, сердцевину теплообменника, часть сердцевины теплообменника, вставки трубки, трубок теплообменника, фланцы или ребра теплообменника, головку теплообменника и т.п.). Например, в проиллюстрированных вариантах осуществления согласно фиг.93-95 ребра 8313 припаиваются твердым припоем к трубке 8310 теплообменника. В этих примерных вариантах осуществления трубки 8310 теплообменника формируются, в общем, из первого плоского листа материала, а ребра 8313 формируются из второго листа материала 8333, имеющего гофрированную форму. В других вариантах осуществления припаиваемые листы материала являются различными частями одного листа материала. Кроме того, в других вариантах осуществления, и как подробнее поясняется ниже, трубки 8310 теплообменника и/или ребра 8313 могут иметь различные формы.
Хотя способы, описываемые в данном документе, приводятся со ссылкой на изготовление конкретных вариантов осуществления теплообменника, описанных в данном описании, это делается только в качестве примера. Соответственно, следует понимать, что процессы, описанные со ссылкой на фиг.92-95, могут быть применены для изготовления всех теплообменников и частей теплообменников, описанных здесь.
Как описано выше, относительно небольшая толщина листов материала трубок 8310 теплообменника и/или ребер 8313 в некоторых вариантах осуществления настоящего изобретения может обеспечивать значительные преимущества, связанные с общей эффективностью теплообменника, технологичностью и возможными конструкциями стенки (как раскрыто в данном документе), которые не возможны при использовании более тонких материалов стенки. Кроме того, посредством использования одного или более признаков плоских трубок, описанных в данном документе, авторы изобретения выяснили, что ряд различных плоских трубок, имеющих различные характеристики, приспособленные для множества вариантов применения, могут конструироваться с помощью намного меньшего объема материала при сохранении свойств прочности и теплообмена более тяжелых традиционных плоских трубок. Более того, хотя ссылка делается в данном документе на плоские трубки теплообменника, настоящее изобретение также или альтернативно может быть применено к трубкам теплообменника, имеющим различные формы поперечного сечения, включающие в себя, без ограничения, круглые, прямоугольные, треугольные или другие полигональные формы, неправильные формы и т.п.
В некоторых вариантах осуществления трубки 8310 теплообменника, ребра 8313 теплообменника и/или другие части теплообменника могут быть сформированы из листов материала, имеющих одинаковую или по существу одинаковую толщину. Альтернативно, в других вариантах осуществления две или более частей теплообменника могут быть сформированы из листов материала, имеющих различную толщину. В некоторых из этих других вариантах осуществления трубки 8310 теплообменника могут быть сформированы из листов материала 8317, имеющих первую толщину, и ребра 8313 теплообменника могут быть скомпонованы между смежными трубками 8310 и могут быть сформированы из листов материала 8333, имеющих различную толщину. В таких вариантах осуществления первая часть теплообменника (например, головка) может быть сформирована из листов материала, имеющих первую толщину, вторая часть теплообменника (например, по меньшей мере, одна из трубок) может быть сформирована из листов материала, имеющих вторую толщину, и третья часть теплообменника (например, ребра 8333) может быть сформирована из листов материала, имеющих третью толщину.
Например, в некоторых вариантах осуществления плоская трубка 8310 может быть сформирована из листов материала 8317, имеющих толщину не более приблизительно 0,20 мм (0,007874 дюймов). Тем не менее в других вариантах осуществления и как упоминалось выше, было обнаружено то, что трубки теплообменника, сформированные из листов материала, имеющих толщину не более приблизительно 0,15 мм (0,0059055 дюймов), обеспечивают существенные преимущества, относящиеся к общей эффективности плоских трубок и теплообменников, сделанных из этого материала, технологичности и возможных конструкций стенок (как раскрыто в данном документе), которые невозможны при использовании более тонких материалов стенок. Альтернативно или помимо этого, ребра 8313 могут быть сформированы из листов материала 8333, имеющих толщину не более приблизительно 0,20 мм (0,007874 дюймов). В других вариантах осуществления ребра 8313 могут быть сформированы из листов материала 8333, имеющих толщину не более приблизительно 0,15 мм (0,0059055 дюймов). В еще одних других вариантах осуществления ребра 8313 могут быть сформированы из листов материала 8333, имеющих толщину в диапазоне приблизительно 0,03-0,15 мм (0,0011811-0,0059055 дюймов) или немного больше. В еще одних других вариантах осуществления ребра 8313 теплообменника могут быть сформированы из листов материала 8333, имеющих толщину не больше приблизительно 0,03-0,09 мм (0,0011811-0,0035433 дюймов).
Как показано на фиг.92-95, первый лист материала 8317, изготовленный согласно некоторым вариантам осуществления настоящего изобретения, может включать в себя слой 8335 твердого припоя, обеспечивающий, по меньшей мере, часть внешней поверхности X1 первого листа материала 8317, внутренний легкоплавкий слой или слой 8337 коррозионной защиты, размещенный под слоем 8335 твердого припоя или частью слоя 8335 твердого припоя, и сердцевину 8315, размещенную под легкоплавким слоем 8337 (показан как один слой на фиг.92 и 94 и как имеющий два или более слоя на фиг.93 и 95). При использовании в данном документе и прилагаемой формуле изобретения такие термины, как "под", "ниже", "над" и "выше", используются только для простоты описания и не указывают и не подразумевают сами по себе, что упоминаемая структура должна иметь какую-либо конкретную ориентацию, взятую или используемую в любой структуре.
Сердцевина 8315 в проиллюстрированных вариантах осуществления согласно фиг.92-95 содержит в качестве примера алюминиевый сплав. Алюминиевый сплав может иметь надлежащее количество одного или более других материалов, таких как марганец, магний, титан, медь и т.п., используемых для того, чтобы повышать прочность и/или коррозионную стойкость сердцевины 8315, или для изменения одной или более других характеристик сердцевины 8315 требуемым образом.
В некоторых вариантах осуществления сердцевина 8315 изменяется так, чтобы сформировать слой 8339 (иногда упоминаемый как подслой сердцевины 8315), имеющий одно или более свойств, отличных от остальной сердцевины 8315. Например, посредством диффузии кремния в верхней части сердцевины 8315 при повышенной температуре, например, в ходе процесса пайки твердым припоем, структура и/или состав алюминиевого сплава в верхней части может изменяться, чтобы образовывать слой 8339, в котором рассеян кремний (см. фиг.93, который иллюстрирует такой процесс, выполняемый для структуры согласно фиг.92). В некоторых вариантах осуществления это изменение может выполняться посредством формирования интерметаллических соединений, содержащих кремний, таких как кремнемарганцевое алюминиевое соединение. При этом один или более компонентов алюминиевого сплава в слое 8339 (например, марганец, только в качестве примера) могут накапливаться, тогда как лист материала 8317 нагревается в достаточной степени, чтобы обеспечивать возможность такого накопления, приводя к модифицированному слою 8339 сердцевины 8315, в котором интерметаллическое соединение накопилось в местах по модифицированному слою 8339. В некоторых вариантах осуществления кремний может упрощать такое накопление, например, посредством извлечения одного или более компонентов сплава из этого твердого раствора или упрощения такого накопления другим способом.
Толщина модифицированного слоя 8339 может зависеть от температуры, при которой диффузия выполняется во время, разрешенное для того, чтобы выполнялась такая диффузия (например, продолжительность цикла пайки твердым припоем). В некоторых вариантах осуществления модифицированный слой 8339 является анодным в отношении остальной сердцевины 8315. Например, в тех вариантах осуществления, в которых марганец извлечен из твердого раствора и накоплен как интерметаллический как результат диффузии кремния в сердцевину 8315, результирующий модифицированный слой 8339 может быть анодным в отношении остальной сердцевины 8315.
Как показано на фиг.91-95 и как описано выше, проиллюстрированный лист материала 8317 включает в себя один или более легкоплавких слоёв 8337 (один на фиг.92 и 93 и два на фиг.94 и 95). Каждый легкоплавкий слой 8337 может включать в себя металлический материал и может быть относительно чистым или беспримесным металлическим материалом. В некоторых вариантах осуществления легкоплавкий слой 8337 содержит алюминиевый сплав, посредством которого кремний растворяется с меньшей скоростью, чем скорость материала 8315 нижележащей сердцевины, и имеет потенциал коррозии, как описано в данном документе. Например, в некоторых вариантах осуществления легкоплавкий слой 8337 содержит алюминиевый справ, посредством которого кремний рассеивается не более чем с 50% скоростью, при которой кремний рассеивается через материал 8315 нижележащей сердцевины. В других вариантах осуществления легкоплавкий слой 8337 содержит алюминиевый сплав, посредством которого кремний рассеивается не более чем с 70% скоростью, при которой кремний рассеивается через материал 8315 нижележащей сердцевины. В этом отношении легкоплавкий слой 8337 может иметь ультрамалое количество одного или более дополнительных материалов (например, железа, меди, цинка, марганца, схожих металлов и комбинаций таких металлов, в качестве примера). В некоторых вариантах осуществления легкоплавкий слой 8337 имеет потенциал коррозии, который по существу аналогичен потенциалу коррозии соседнего остаточного материала твердого припоя слоя 8335 твердого припоя после процесса пайки твердым припоем. В этом отношении следует отметить, что после процесса пайки твердым припоем меньшее количество материала твердого припоя может оставаться на любой части или всем листе материала 8317. Кроме того, в некоторых вариантах осуществления материал легкоплавкого слоя 8337 является анодным для материала сердцевины 8315 (например, модифицированного слоя 8339 и/или для остальной сердцевины 8315).
В некоторых вариантах осуществления слой 8335 твердого припоя содержит материал твердого припоя из алюминевокремниевого сплава. В других вариантах осуществления также или альтернативно могут быть использованы другие материалы твердого припоя, некоторые из которых содержат кремний. Слой 8335 твердого припоя может проходить по существу по всей внешней поверхности листа материала 8317 или вместо этого может проходить менее чем по всей внешней поверхности (например, только по целевым местам твердого припоя) листа материала 8317. Слой 8335 твердого припоя может быть частью листа материала 8317, который должен быть использован в операции пайки твердым припоем или может быть отложен и/или сформирован посредством части листа материала 8317 в ходе процесса пайки твердым припоем. В любом случае остаточный материал твердого припоя слоя 8335 твердого припоя после процесса пайки твердым припоем может быть анодным для материала легкоплавкого слоя 8337.
Любой из слоев и/или подслоев листа материала 8317, описанного в данном документе и/или проиллюстрированного на фиг.92-95, может быть скреплен посредством прокатки. Только в качестве примера подслой 8339 описанной выше сердцевины 8315 может быть сформирован посредством прокатки слоя материала, имеющего описанные выше свойства подслоя, на другой слой материала, чтобы сформировать сердцевину 8317, показанную на фиг.93.
Как поясняется далее, листы материала 8317, сформированные согласно настоящему изобретению, позволяют уменьшать и/или предотвращать коррозию (например, питтинговую коррозию). В некоторых вариантах осуществления один или более слоев и подслоев листа материала 8317 (например, слой 8335 твердого припоя, легкоплавкий слой 8337, подслой 8339 и/или остальная сердцевина 8315) могут быть сформированы из материала или сплавлены с материалом так, что он является анодным для одного или более нижележащих слоев или подслоев листа материала 8317. Например, в некоторых вариантах осуществления каждый из слоев и подслоев листа материала 8317 (т.е. остаточный материал твердого припоя слоя 8335 твердого припоя после процесса пайки твердым припоем, легкоплавкий слой 8337, подслой 8339 и/или остальная сердцевина 8315) могут быть сформированы из материала или сплавлены с материалом, так чтобы они являлись анодными для нижележащего слоя или подслоя и являлись катодными для соседнего вышележащего слоя или подслоя после пайки твердым припоем.
В некоторых вариантах осуществления один или более слоев и подслоев листа материала 8317 (т.е. слой 8335 твердого припоя, легкоплавкий слой 8337, подслой 8339, и/или остальная сердцевина 8315) сформированы из материала или сплавлены с материалом, так чтобы была разность, по меньшей мере, приблизительно 30 милливольт между одним или более нижележащими слоями или подслоями. Например, в некоторых вариантах осуществления каждый из слоев и подслоев листа материала 8317 (т.е. слой 8335 твердого припоя, легкоплавкий слой 8337, подслой 8339, и/или остальная сердцевина 8315) может быть сформирован из материала или сплавлены с материалом, так чтобы была разность, по меньшей мере, приблизительно 30 милливольт между каждым смежным слоем или между слоями или подслоями, отделенными друг от друга.
Как упоминалось выше, в некоторых вариантах осуществления сердцевина 8315 включает в себя титан. В достаточных количествах титан может формировать дендриты в ходе литья сердцевины 8315, приводя к слоям алюминия, наполненным титаном, рассеянным через сердцевину 8315. По меньшей мере, частично в зависимости от способа, которым сформирован лист материала, образующий сердцевину 8315, наполненный титаном алюминий может быть размещен главным образом в легкоплавком слое 8337, главным образом в остальной сердцевине 8315 или полностью по сердцевине 8315. В некоторых вариантах осуществления наполненный титаном алюминий может формировать подслои в сердцевине 8315 и может выступать в качестве еще одной меры противостояния коррозии материала сердцевины. Эти подслои могут быть катодными для смежных частей сердцевины 8315 для дополнительного противостояния коррозии.
В тех вариантах осуществления, в которых наполненный титаном алюминий формируется из подслоев материала сердцевины так, как только что описано, наполненный титаном алюминий может помогать повышать сопротивление коррозии посредством принуждения коррозии распространяться в направлениях, параллельных или по существу параллельных сердцевине 8315, или в направлениях, параллельных или по существу параллельных подслоям наполненного титаном алюминия, тем самым помогая замедлить или уменьшить коррозию. В некоторых вариантах осуществления материал сердцевины 8315 содержит приблизительно 0,05-0,30 вес.% титана. В других вариантах осуществления слой 8315 сердцевины, имеющий приблизительно 0,10-0,25 вес.% титана, обеспечивает хорошую прочность и характеристики противостояния коррозии. Тем не менее во многих вариантах осуществления лист материала 8317, имеющий сердцевину 8315 со слоем 8315 сердцевины, имеющим содержание титана приблизительно 0,20 вес.% или немного больше, обеспечивает улучшенную общую эффективность.
В некоторых вариантах осуществления лист материала 8317 имеет толщину не больше приблизительно 0,15 мм (следует отметить, что любая из относительно тонких трубок стенки и толщины материала вставки, описанные в данном документе, могут быть использованы). Например, лист материала согласно фиг.92 и 93 имеет толщину приблизительно 100 мкм (3,937 мил). Как описано выше, некоторые варианты осуществления настоящего изобретения имеют модифицированный подслой 8339 сердцевины, который может быть сформирован посредством диффузии кремния на нем. Кремний может рассеиваться из легкоплавкого слоя 8337 или из материала 8335 твердого припоя в сердцевину 8315 в этих вариантах осуществления. Диффузия может выполняться в ходе процесса пайки твердым припоем. В свете того факта, что скорость диффузии в сердцевину 8315, по меньшей мере, частично может определять результирующую глубину модифицированного подслоя 8339 сердцевины, контроль этого рассеяния возможен посредством легкоплавкого слоя 8337. В этом отношении легкоплавкий слой 8337 может служить для того, чтобы затруднять (но не прекращать) такую диффузию кремния и может содержать материал (например, сплав алюминия, более устойчивый к диффузии кремния и имеющий потенциал коррозии, описанный выше), в котором кремний рассеивается с меньшей скоростью, чем материал сердцевины 8315. Посредством использования этого легкоплавкого слоя 8337 диффузия кремния может быть ограничена глубиной 50 мкм (1,969 мил), при этом по-прежнему обеспечивая возможность достаточного времени пайки твердым припоем при достаточно высокой температуре пайки твердым припоем, чтобы припаивать твердым припоем ребро 8313 к листу материала 8317. В некоторых вариантах осуществления процесс изготовления, описанный в данном документе, может предотвращать или существенно снижать диффузию за пределы глубины 30 мкм (1,181 мил).
В вариантах осуществления, в которых две или более части теплообменника скреплены вместе, вторая часть теплообменника (например, ребра 8313) также или альтернативно могут включать в себя слой твердого припоя, сформированный из или примененный к внешней поверхности, внутренний легкоплавкий слой, размещенный под слоем твердого припоя или частью слоя твердого припоя, и сердцевину, размещенную под легкоплавким слоем. Альтернативно или помимо этого, сердцевина листа материала, используемого для формирования второй части теплообменника (например, ребер 8313), может включать в себя внешнюю часть или слой модифицированного материала сердцевины, как описано выше. Более того, каждый из слоев или подслоев листов материала, используемых для формирования второй части теплообменника (например, ребер 8313), может быть анодным для одного или более нижележащих слоев или подслоев. В некоторых таких вариантах осуществления каждый из слоев или подслоев листов материала 8333, используемых для формирования второй части теплообменника (например, ребер 8313), сформирован из материала или сплавлен с материалом, так что есть разность, по меньшей мере, в 30 милливольт между каждым смежным слоем материала второй части теплообменника.
В некоторых вариантах осуществления, в которых две или более частей скреплены вместе, первая часть теплообменника может быть сформирована из листа материала, имеющего внешнюю часть или слой, который является по существу анодным к внешнему слою или части второй части теплообменника. Например, как показано на фиг.92-95, в некоторых таких вариантах осуществления внешняя часть или слой ребра 8313 может быть сформирована из листа материала 8333, который является анодным для листа материала 8317, используемого для того, чтобы сформировать трубку 8310 теплообменника.
Альтернативно или помимо этого, внешняя часть или слой ребра 8313 может быть сформирована из слоя материала 8333, который является анодным для остаточного слоя 8341 на основе альфа-фазы, сформированного из материала твердого припоя между внешними поверхностями трубки 8310 теплообменника и ребром 8313. В некоторых таких вариантах осуществлений остаточный слой 8341 на основе альфа-фазы является анодным для легкоплавкого слоя 8337 листа материала 8317, образующего трубку 8310 теплообменника.
В некоторых вариантах осуществления настоящего изобретения первая и вторая части теплообменника могут быть соединены с противоположными сторонами третьей части теплообменника. Например, согласно фиг.94 и 95 трубка 8310 теплообменника, имеющая первую и вторую внешние поверхности X1, X2, сформирована из первого листа материала 8317. Как показано на фиг.94 и 95, каждая сторона листа материала 8317 может включать в себя слой 8335 твердого припоя, обеспечивающий, по меньшей мере, часть внешних поверхностей X1, X2 первого листа материала 8317, внутренний легкоплавкий слой или слой 8337 коррозионной защиты, размещенный под слоем 8335 твердого припоя или части слоя 8335 твердого припоя, и сердцевину 8315, размещенную между легкоплавкими слоями 8337. В некоторых вариантах осуществления обе стороны сердцевины 8315 могут включать в себя подслой 8339 модифицированного слоя сердцевины.
Было обнаружено, что коррозионная защита для теплообменников или частей теплообменников с относительно небольшой толщиной стенки (например, толщиной стенки меньше приблизительно 0,20 мм (0,007874 дюймов)) может быть улучшена, если уменьшено время пайки твердым припоем (т.е. время, когда теплообменник или припаиваемая часть теплообменника проходит через печь для пайки). Было определено, что снижение приблизительно на 10% времени пайки твердым припоем демонстрирует требуемые результаты и обеспечивает, помимо других преимуществ, хорошую прочность и сопротивление коррозии. Более того, результаты могут быть улучшены, если время пайки твердым припоем дополнительно уменьшено приблизительно наполовину.
В частности, было обнаружено, что увеличение скорости пайки твердым припоем позволяет уменьшать диффузию кремния из слоя 8335 твердого припоя в нижележащие слои или подслои листа материала 8317. Диффузия кремния проиллюстрирована на фиг.93 и 95 пунктирными стрелками. Глубина диффузии кремния может быть меньше приблизительно 50 мкм (1,969 мил), или в некоторых вариантах осуществления может быть значительно меньше. Фиг.96 графически иллюстрирует эту взаимосвязь. Пунктирная кривая на фиг.96 представляет ход диффузии кремния, тогда как сплошная кривая представляет ход диффузии в соответствии с традиционными материалами и методиками пайки твердым припоем.
В некоторых вариантах осуществления настоящего изобретения теплообменники или части теплообменников, припаиваемые твердым припоем, помещаются на конвейер или аналогичное транспортировочное устройство, которое проходит через различные температурные зоны печи для пайки CAB. В некоторых таких вариантах осуществления температура печи для пайки может быть в диапазоне приблизительно 577-610°C (1070-1130°F).
Оптимальное время пайки твердым припоем для конкретного теплообменника или для конкретной части теплообменника зависит, по меньшей мере, частично от общей массы теплообменника или части теплообменника, припаиваемой твердым припоем, условий твердости листов припаиваемого твердым припоем материала, толщины листов припаиваемого твердым припоем материала и состава листов припаиваемого твердым припоем материала. Например, в некоторых вариантах осуществления скорость транспортировки для пайки твердым припоем теплообменников или частей теплообменников с толщиной стенок 0,20 мм (0,007874 дюймов) или более в печи для пайки CAB составляет приблизительно 0,5-1,5 м/мин (19,69-59,055 дюймов/мин).
Перед пайкой твердым припоем теплообменника или части теплообменника было обнаружено, что выборки материала, имеющие свойства, по существу аналогичные или идентичные теплообменнику или части теплообменника, припаиваемой твердым припоем, могут быть использованы для того, чтобы экспериментально определять оптимальный температурный профиль для конкретного материала теплообменника или части теплообменника, припаиваемой твердым припоем. Также было обнаружено, что посредством определения оптимального температурного профиля можно повышать скорость транспортировки теплообменника или части теплообменника, припаиваемой твердым припоем, приблизительно до 1,5-4,0 м/мин (4,92-13,12 футов/мин), тем самым понижая время твердого припоя.
В некоторых вариантах осуществления не коррозирующий поток может быть применен к внешней поверхности X1 одного или обоих алюминиевых листов материала 8317, 8333 до пайки твердым припоем. В некоторых вариантах осуществления может быть необязательным применять флюс к внешней поверхности X1 одного или обоих листов материала 8317, 8333, чтобы добиться высококачественных паяных соединений. Кроме того, в некоторых вариантах осуществления, включая варианты осуществления, в которых флюс не применяется к поверхностям листов материала 8317, 8333 до пайки твердым припоем, было определено, что высококачественные внутренние паяные соединения могут быть созданы в контролируемой атмосфере посредством добавления одного или более сплавов, таких как, например, магний и/или литий, к листам материала 8317, 8333.
Различные признаки и преимущества изобретения определены в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБКА ТЕПЛООБМЕННИКА И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2007 |
|
RU2429099C2 |
| ПЛОСКАЯ ТРУБКА, ТЕПЛООБМЕННИК ИЗ ПЛОСКИХ ТРУБОК И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2480701C2 |
| ПЛОСКИЙ РАСПЫЛИТЕЛЬНЫЙ НАСОС | 2007 |
|
RU2434688C2 |
| ОДНОРАЗОВАЯ ВПИТЫВАЮЩАЯ СЕРДЦЕВИНА И ОДНОРАЗОВЫЙ ВПИТЫВАЮЩИЙ КОМПЛЕКТ, ВКЛЮЧАЮЩИЙ ЕЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2713246C2 |
| ПОТОЛОЧНАЯ КОНСТРУКЦИЯ, ГИБКАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2234576C2 |
| ДЕРЖАТЕЛЬ ТРУБКИ ДЛЯ ВЫДАЧИ ВОЛОКНА | 2019 |
|
RU2773909C2 |
| ХОМУТ ДЛЯ ШЛАНГА С ПЛОСКОЙ ПРУЖИННОЙ ВСТАВКОЙ | 2012 |
|
RU2599695C2 |
| ТЕПЛООБМЕННИК С ВТОРИЧНОЙ СКЛАДЧАТОСТЬЮ | 2011 |
|
RU2568230C2 |
| ТЕПЛООБМЕННИК ДЛЯ СВЕРХКРИТИЧЕСКОГО ОХЛАЖДЕНИЯ РАБОЧЕЙ СРЕДЫ В ТРАНСКРИТИЧЕСКОМ ХОЛОДИЛЬНОМ ЦИКЛЕ (ВАРИАНТЫ) | 2002 |
|
RU2319094C2 |
| ТЕПЛООБМЕННИК С ВТОРИЧНОЙ СКЛАДЧАТОСТЬЮ | 2011 |
|
RU2635673C1 |
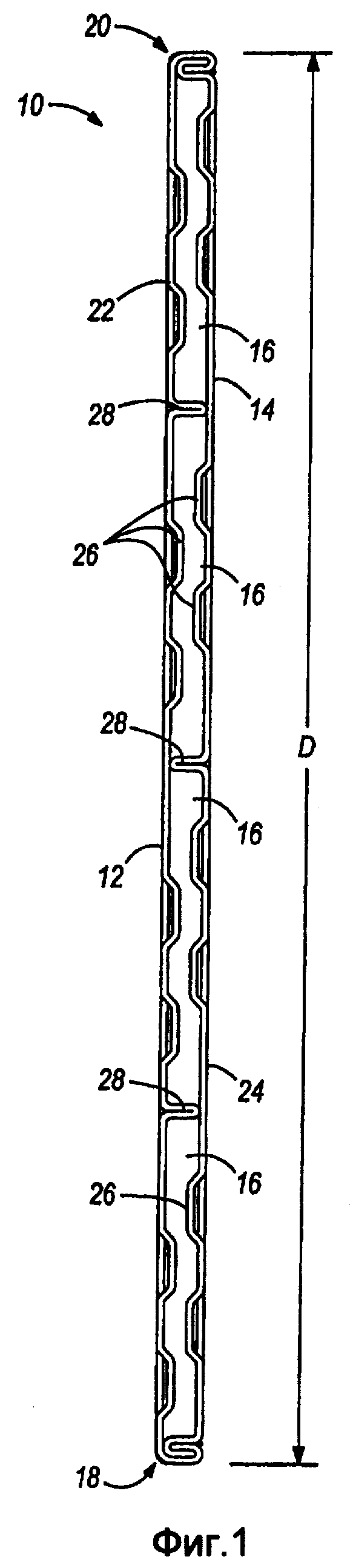
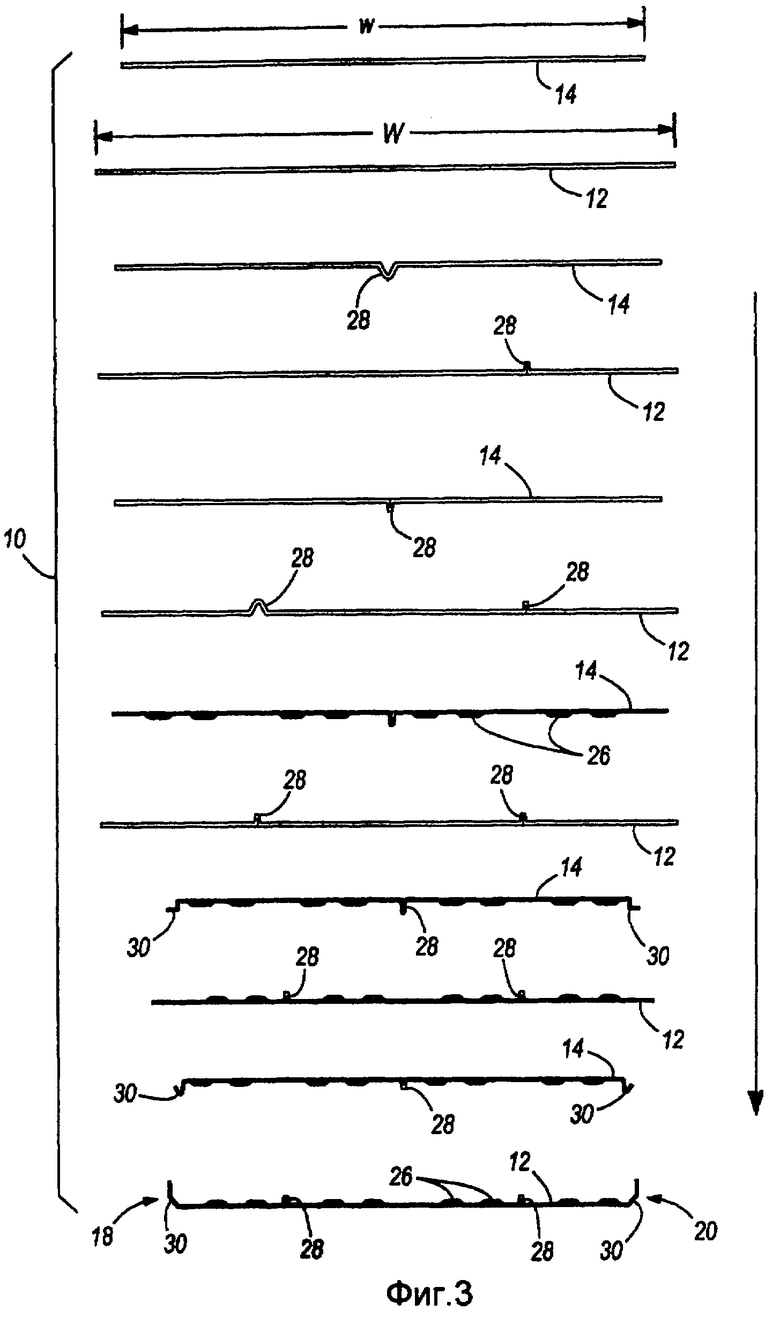
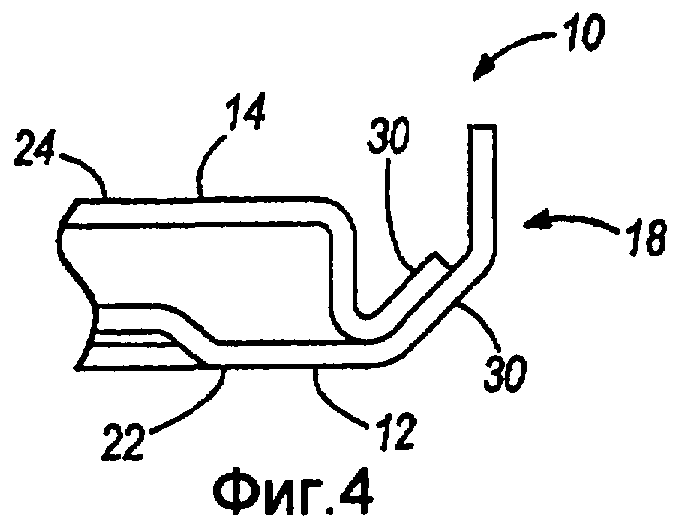
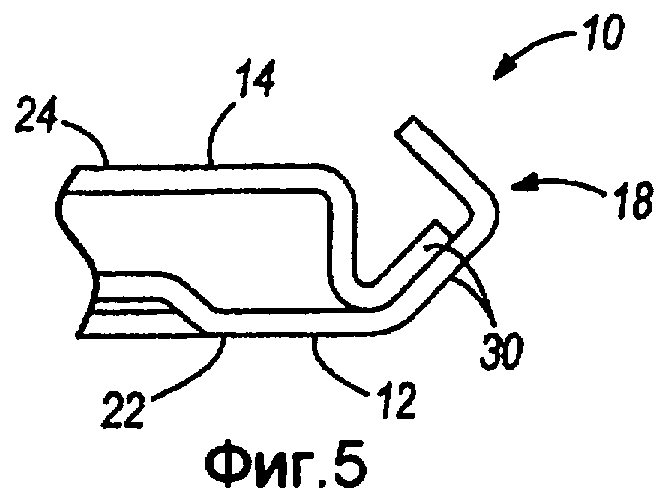
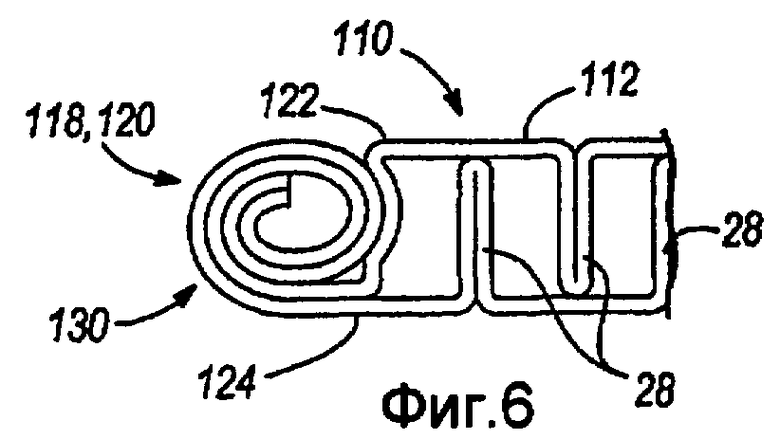
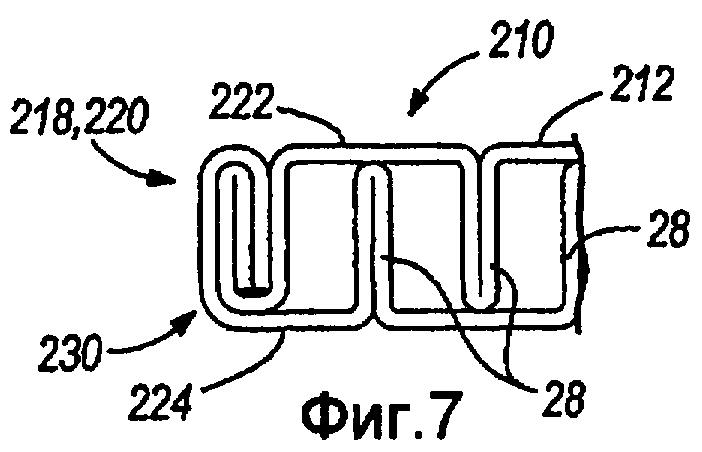
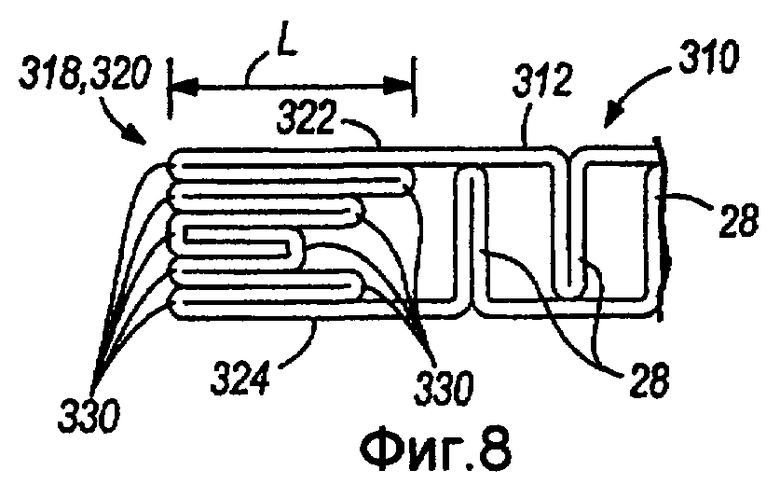
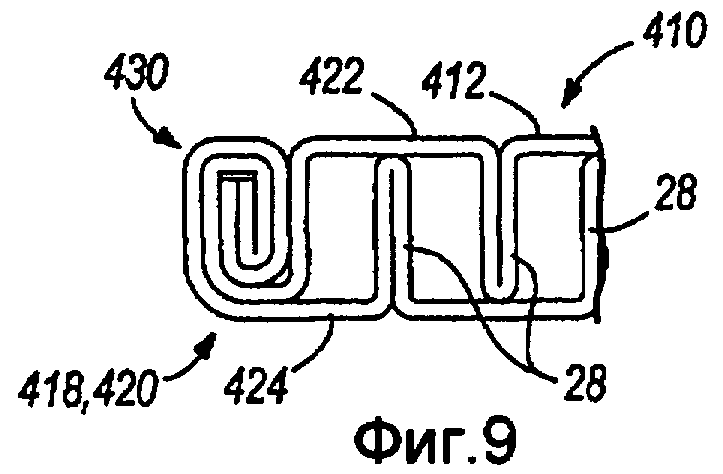
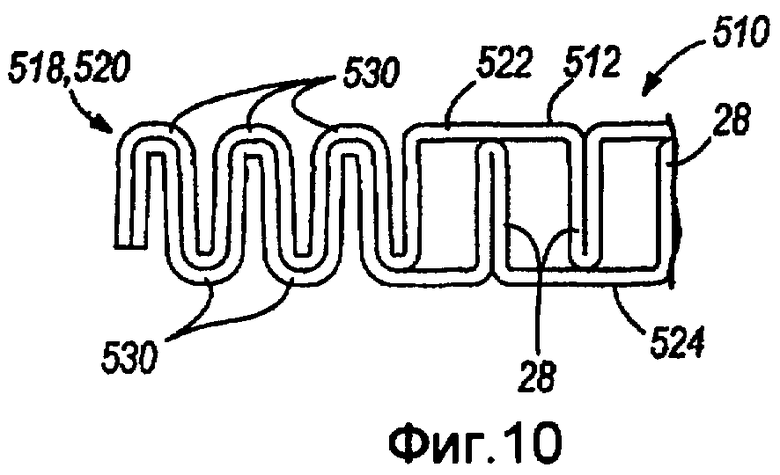
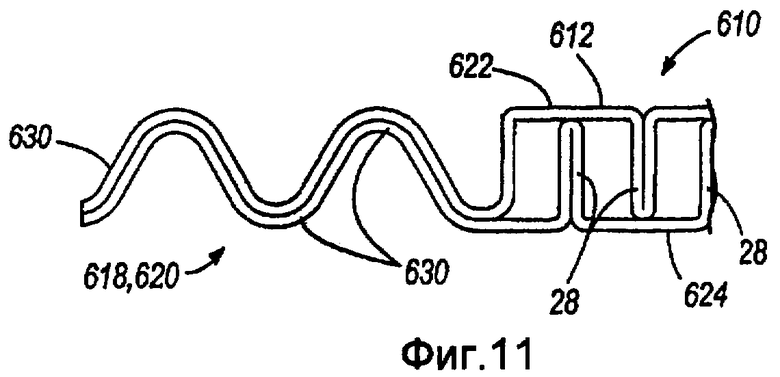
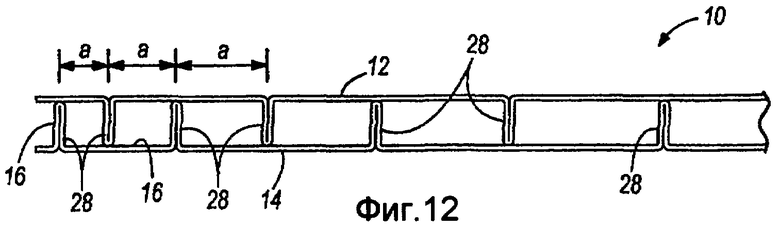
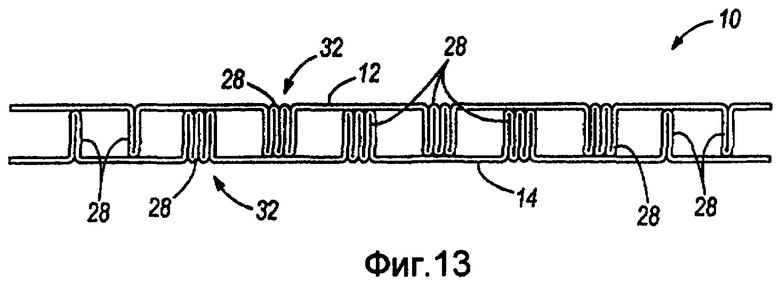
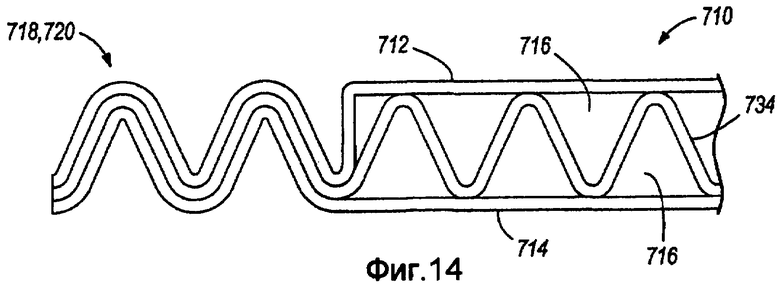
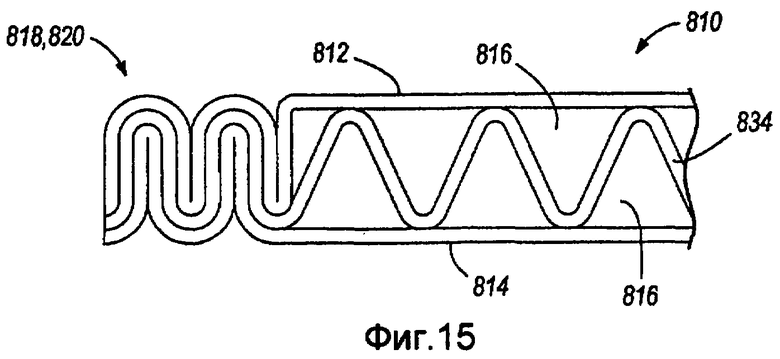
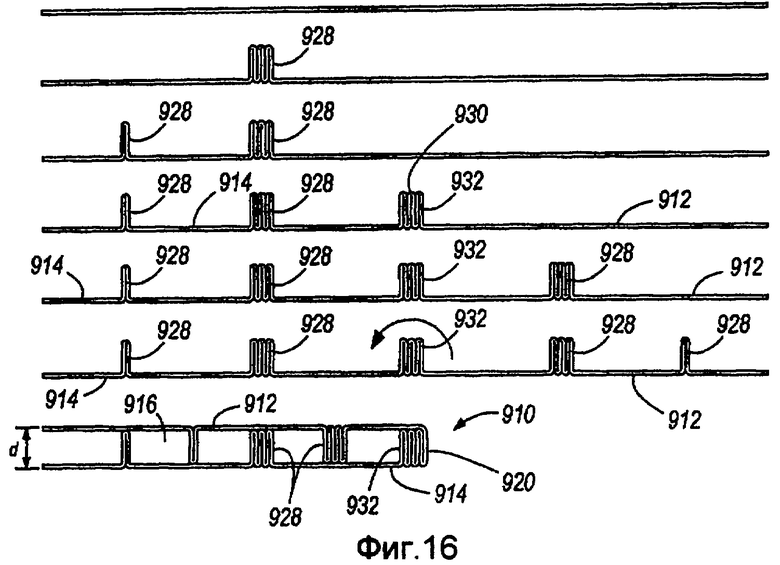
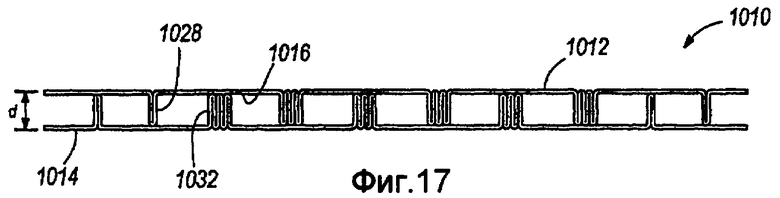
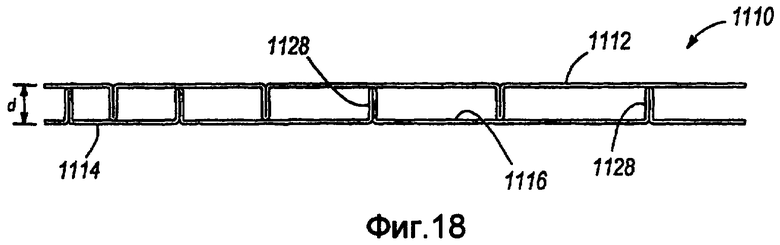
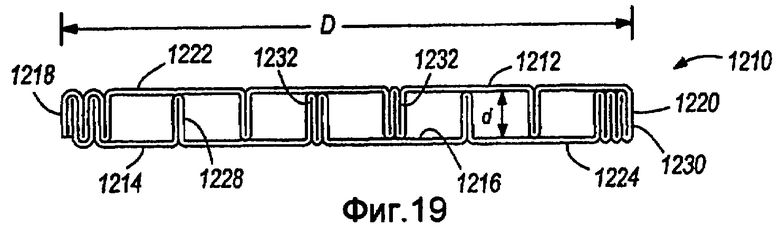
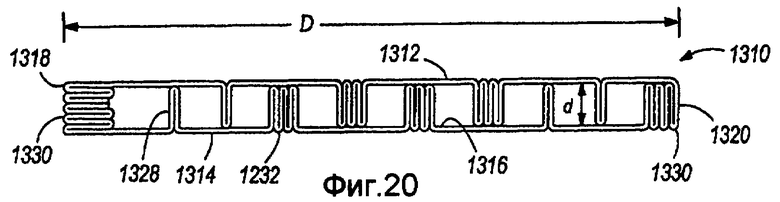
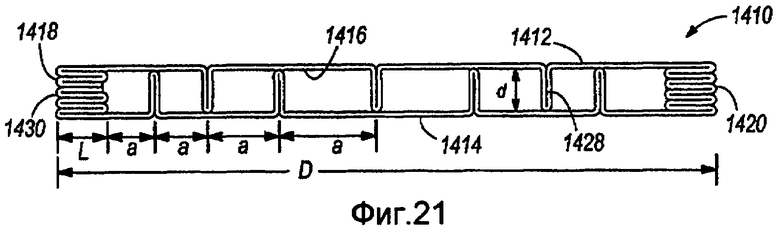
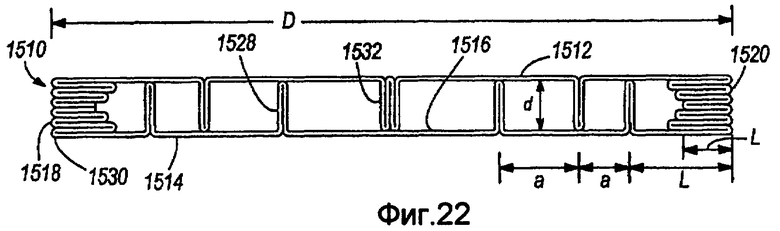
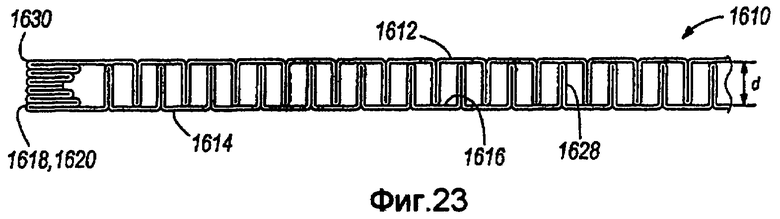
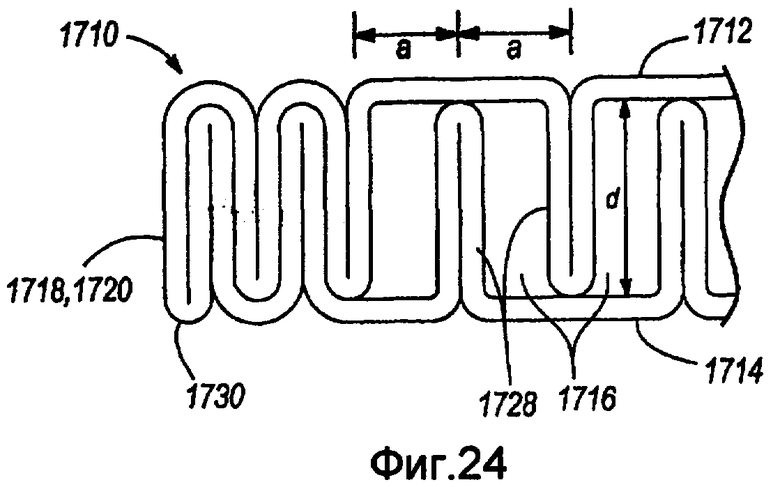
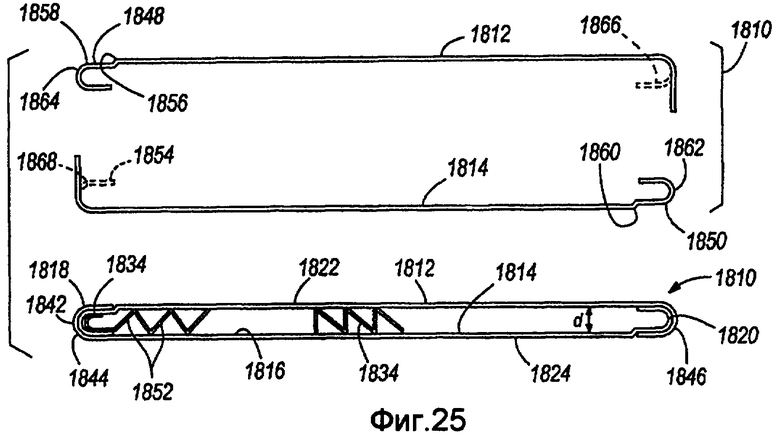
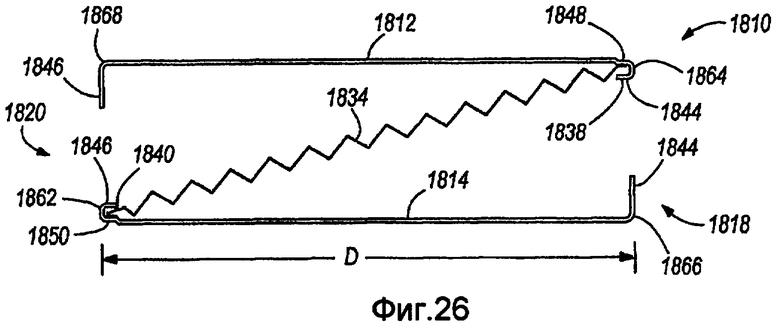
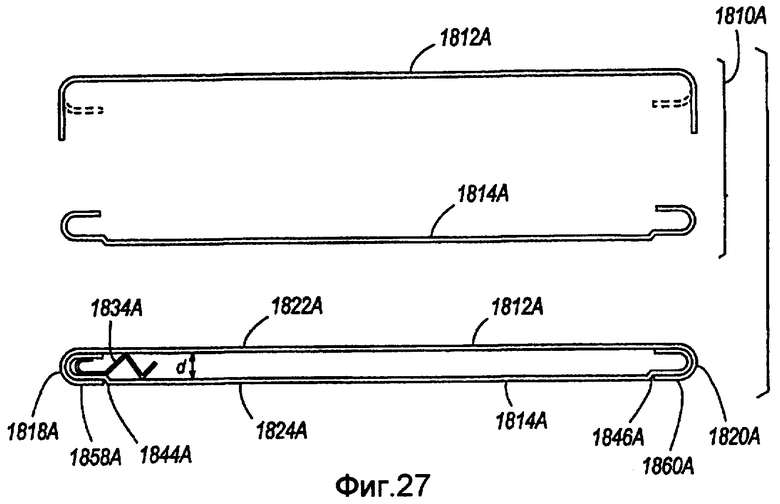
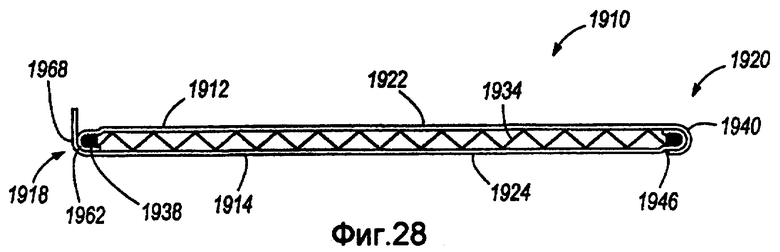
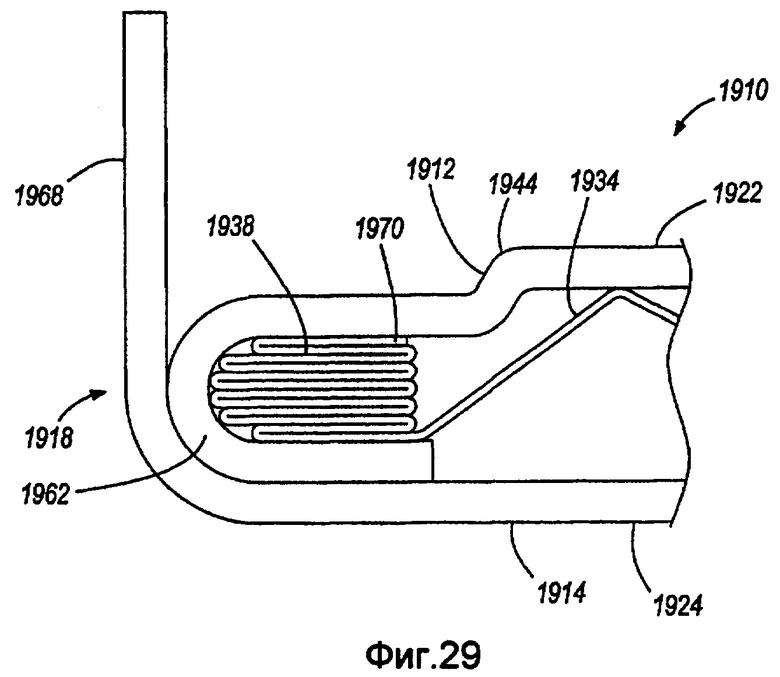
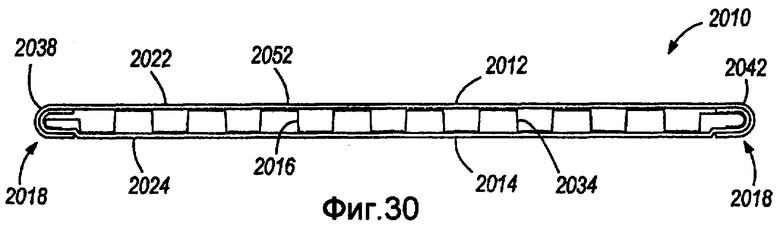
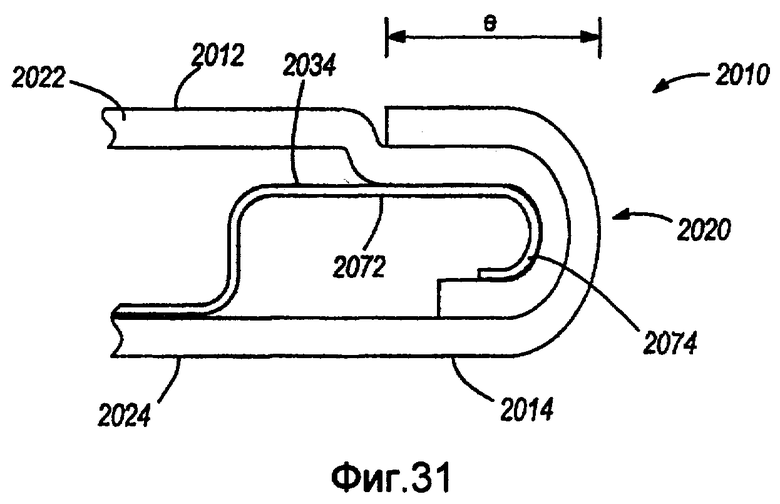
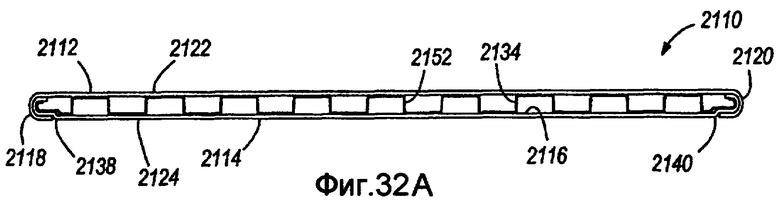
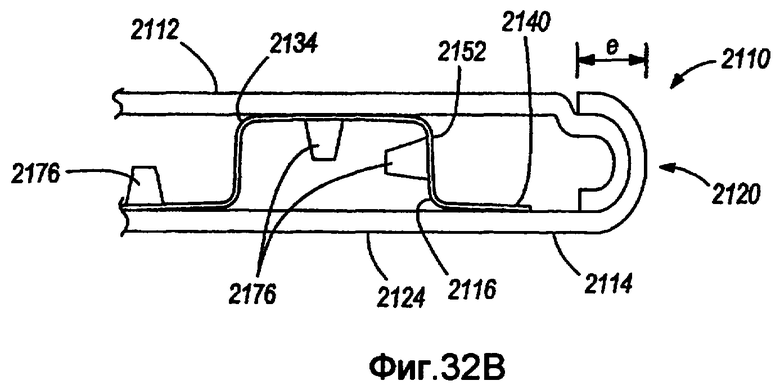
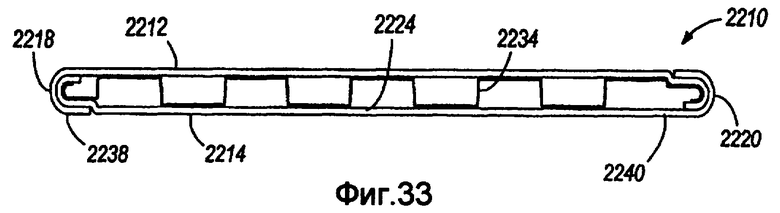
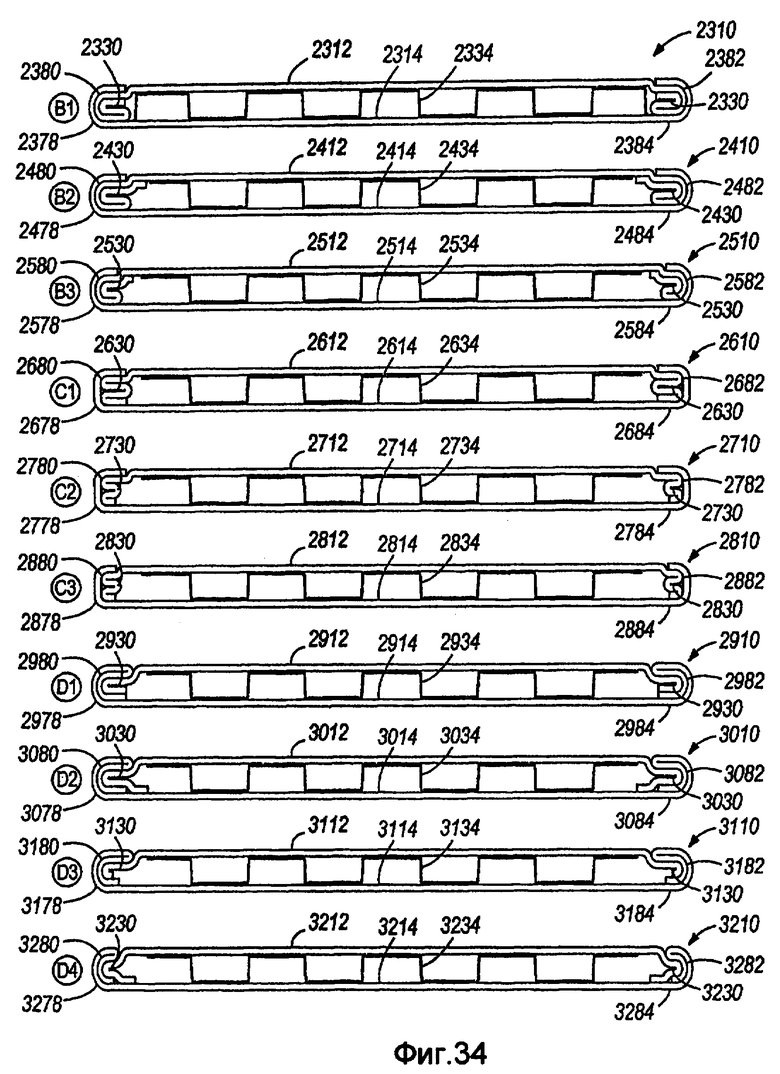
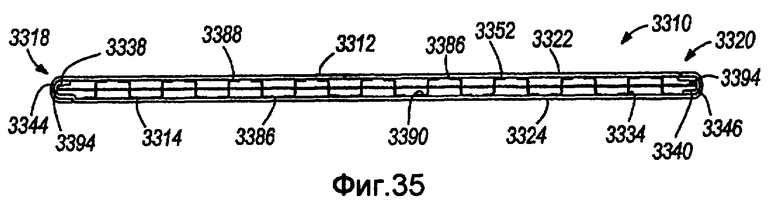
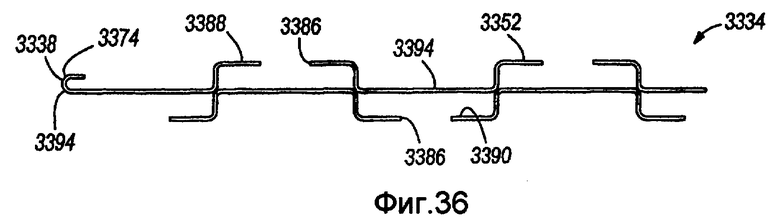
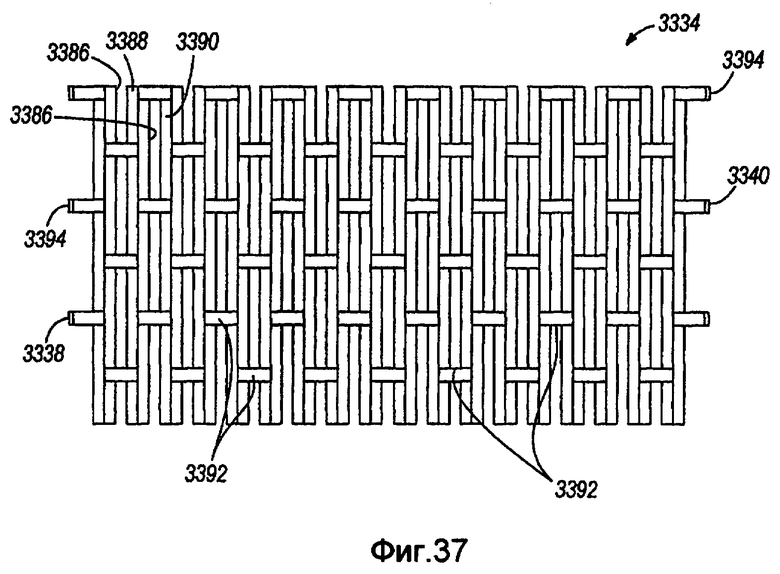
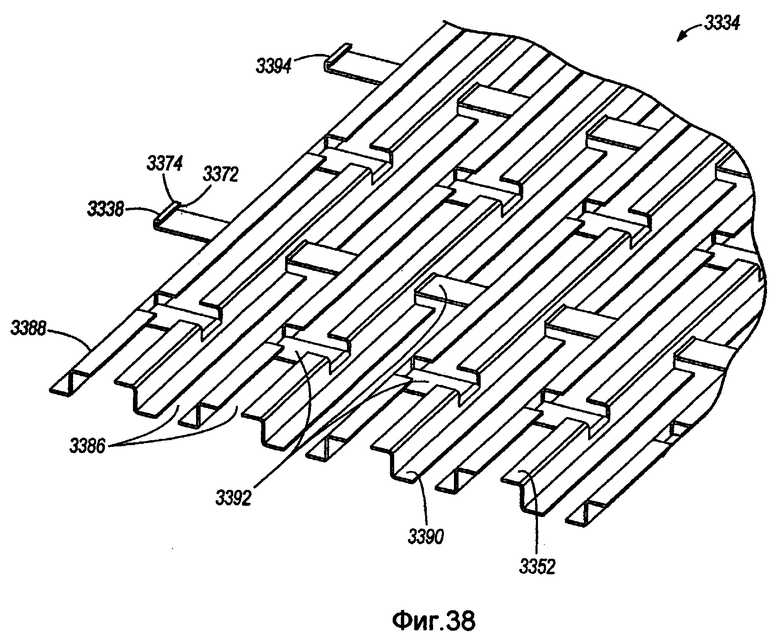
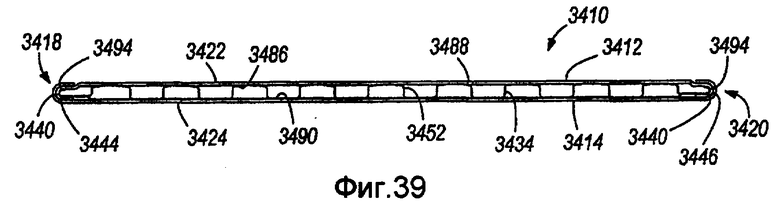
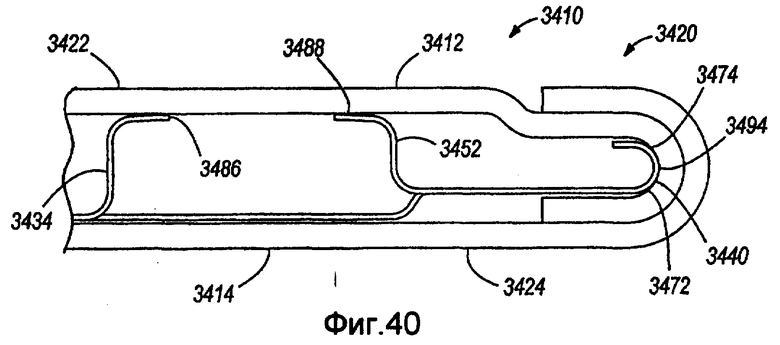
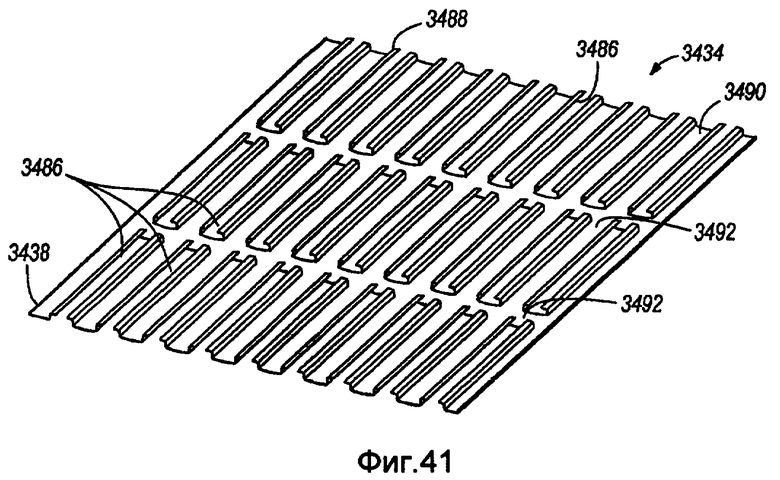
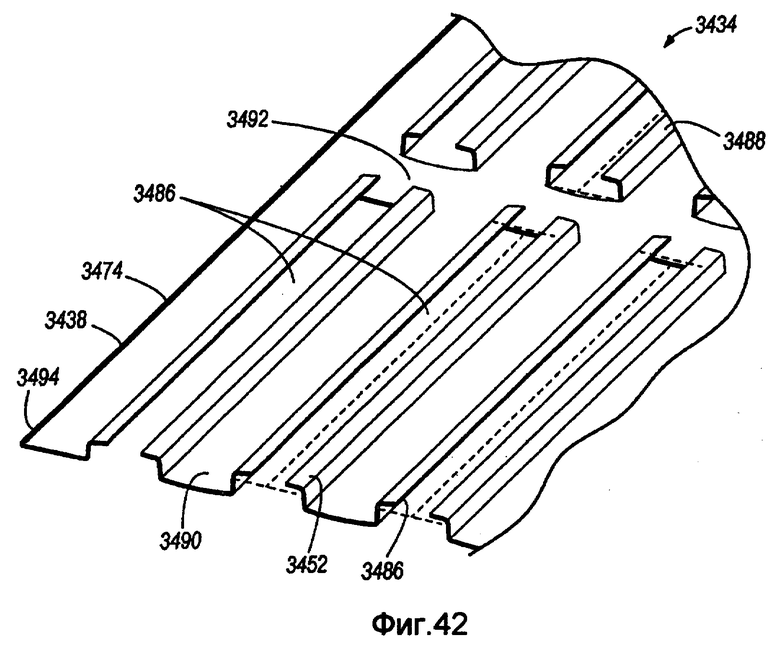
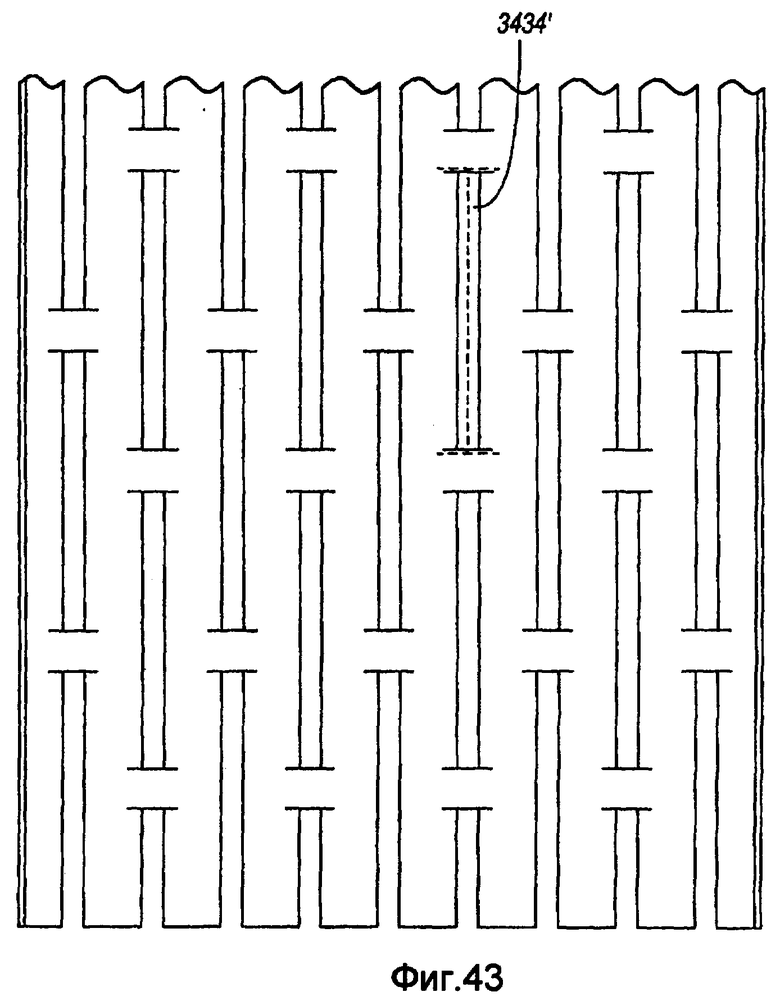
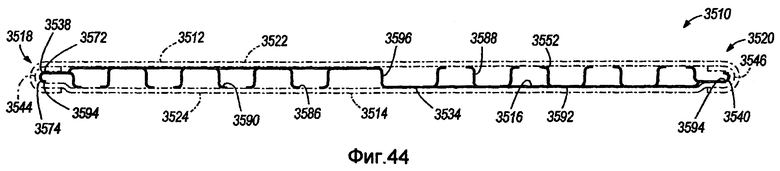
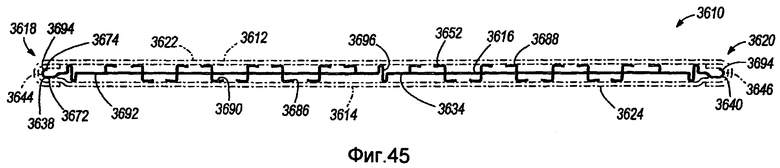
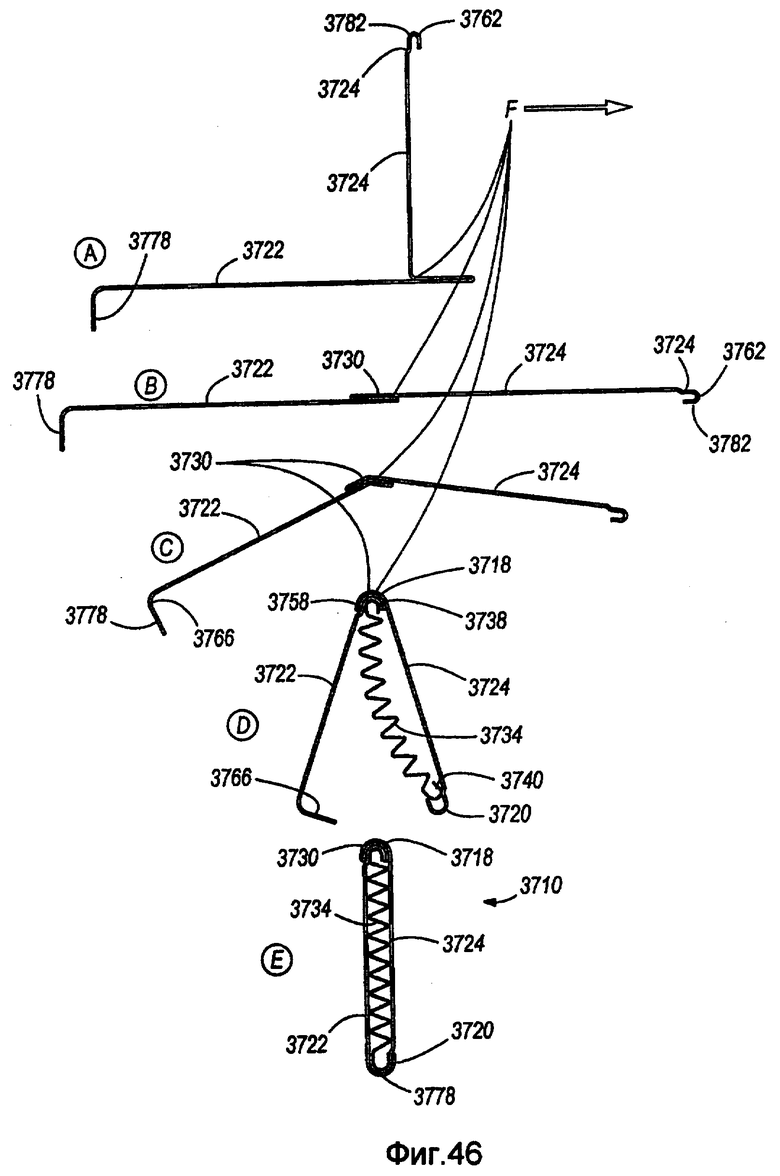
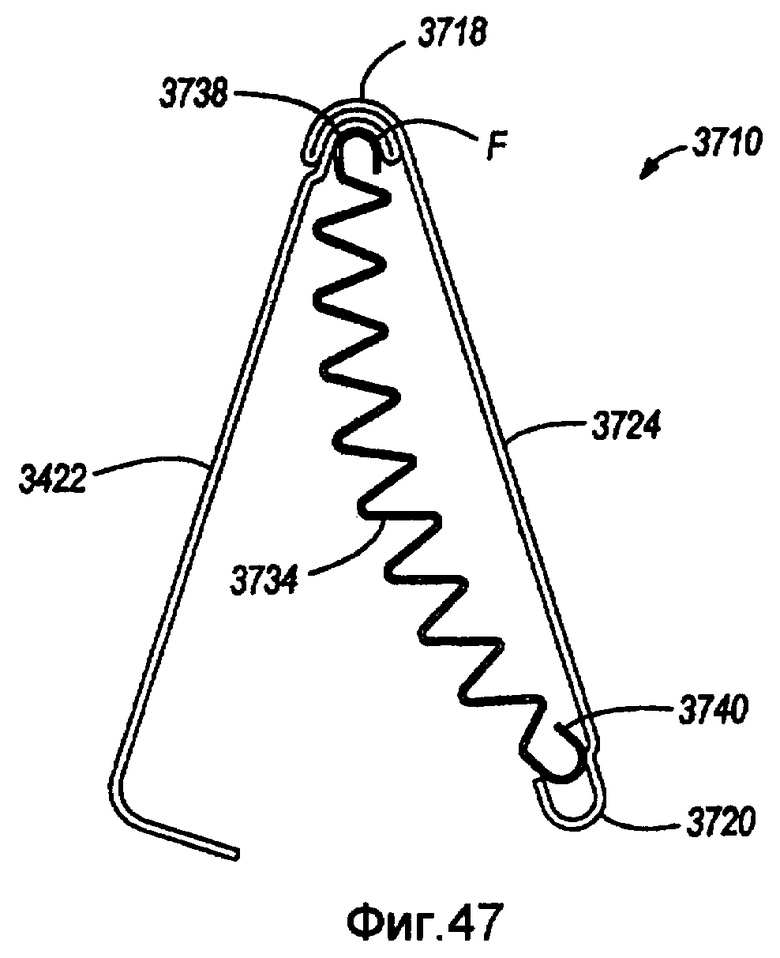
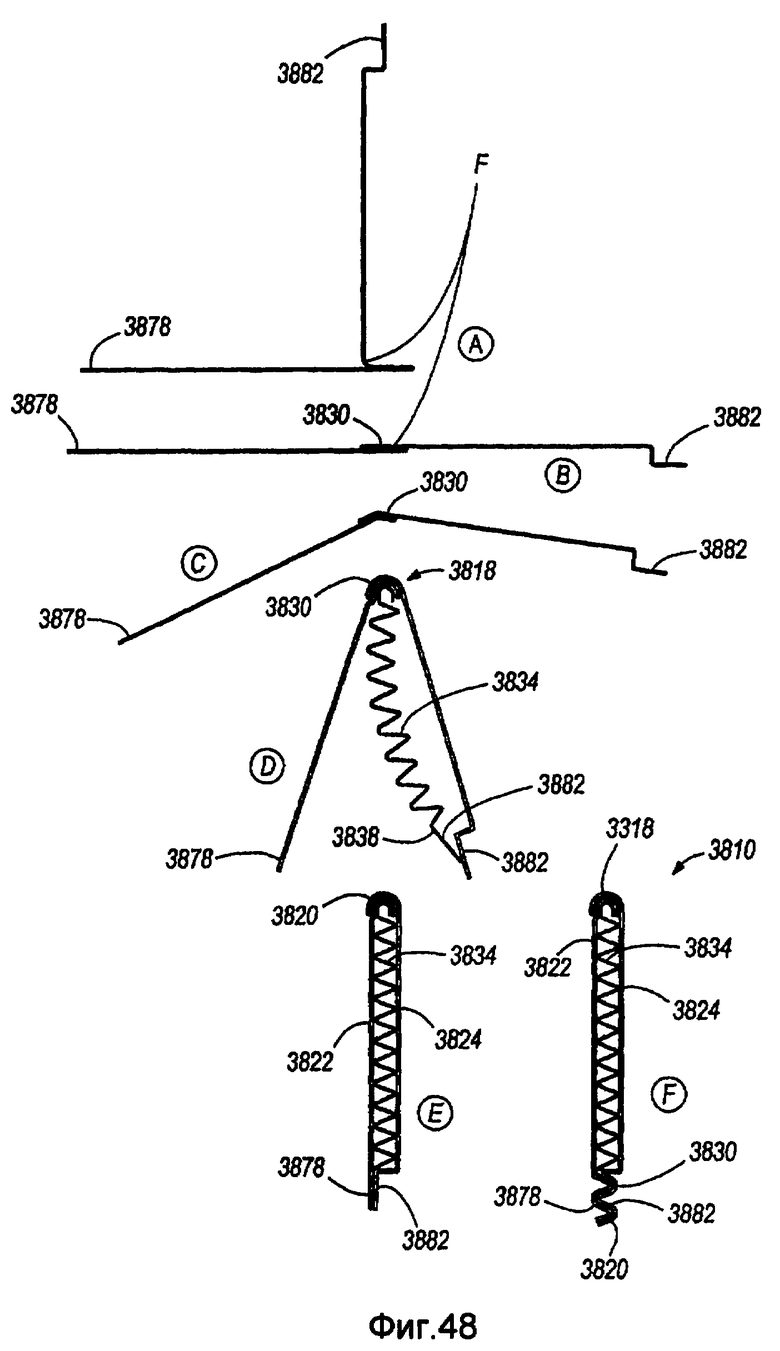
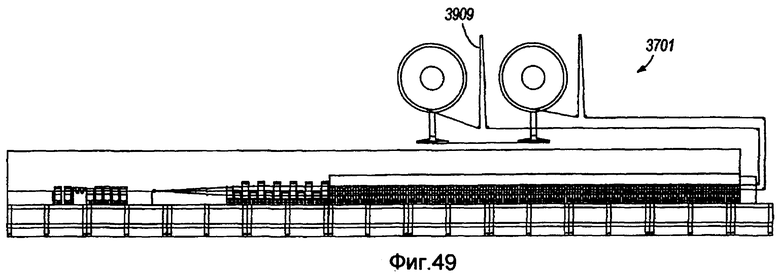
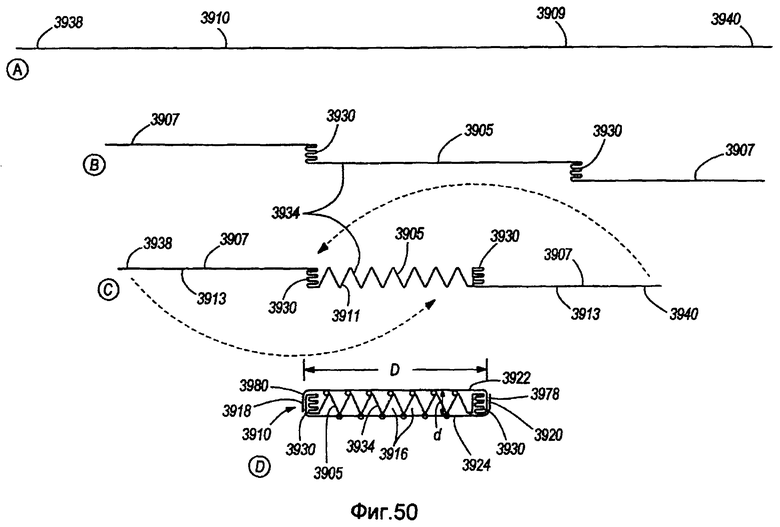
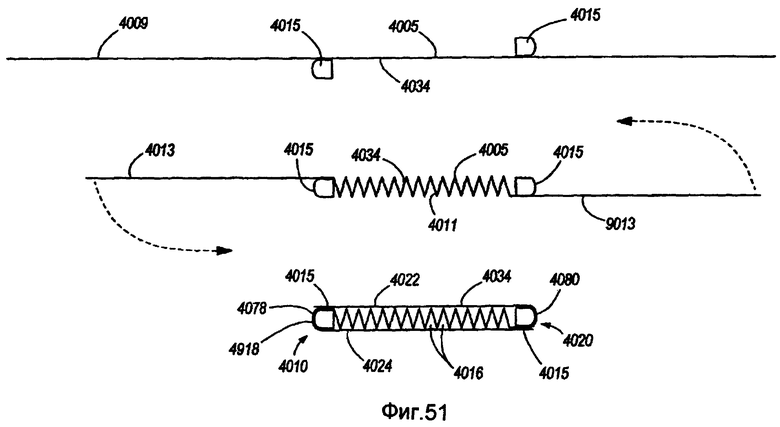
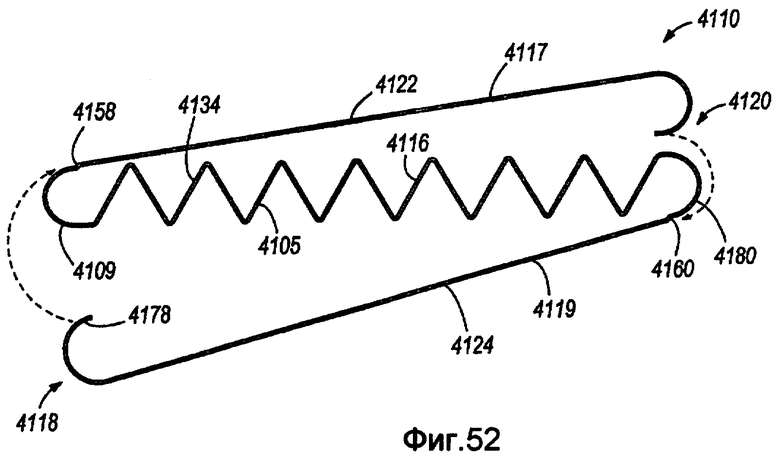
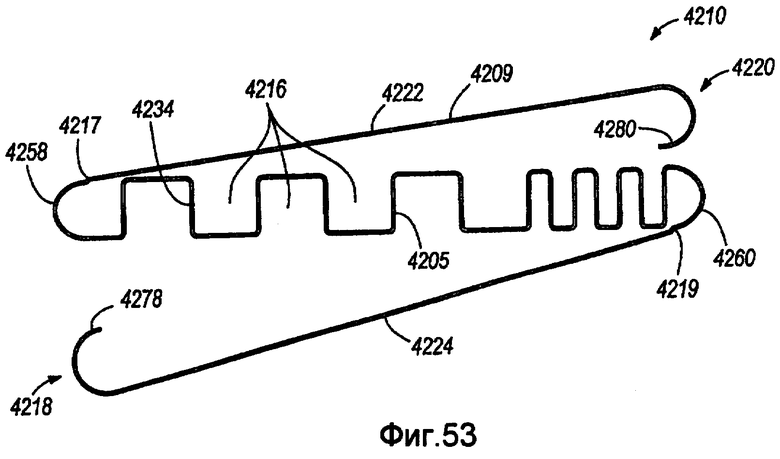
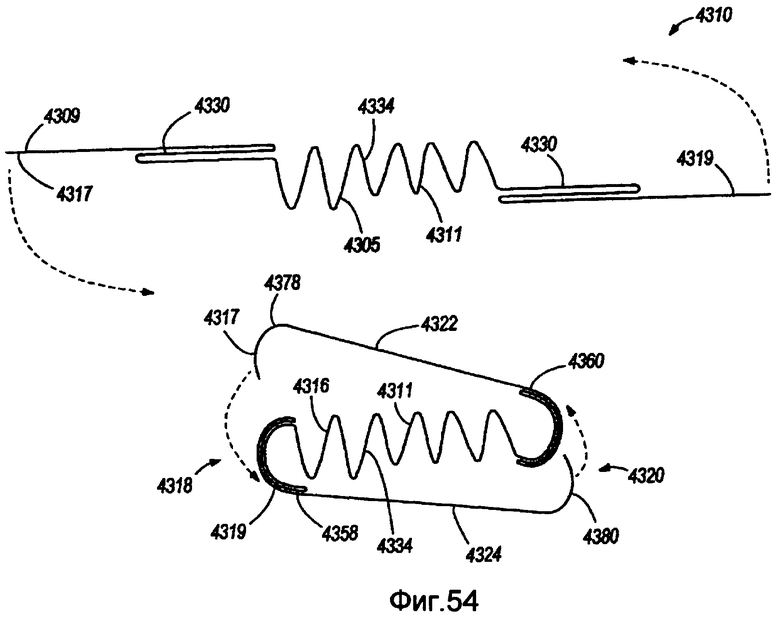
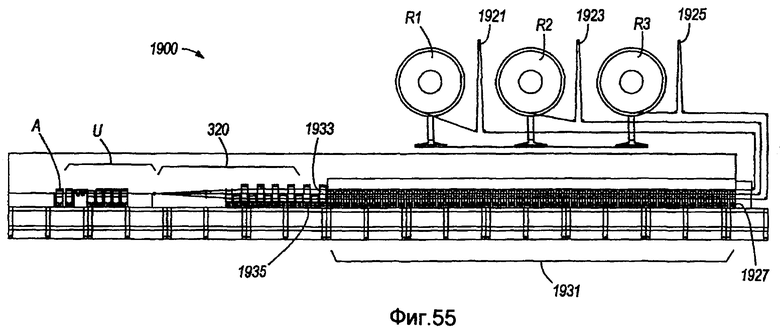
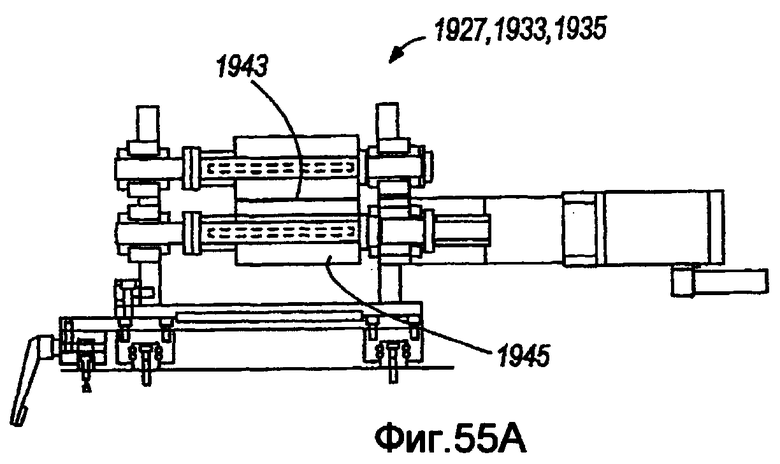
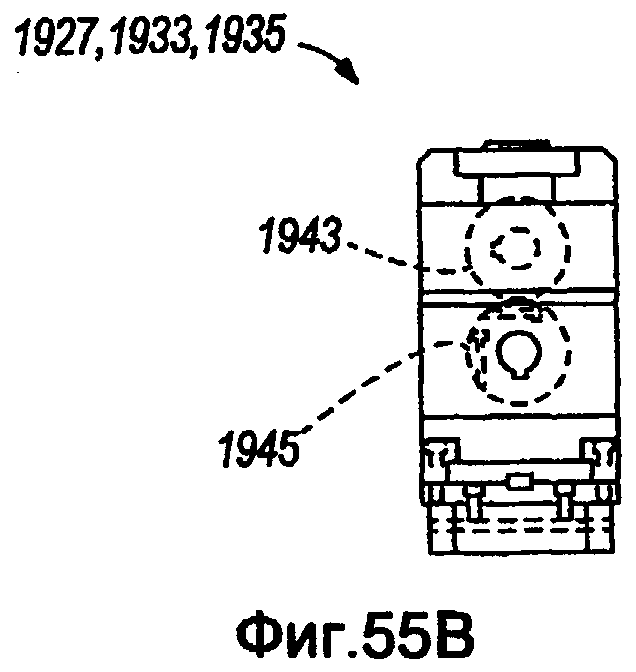
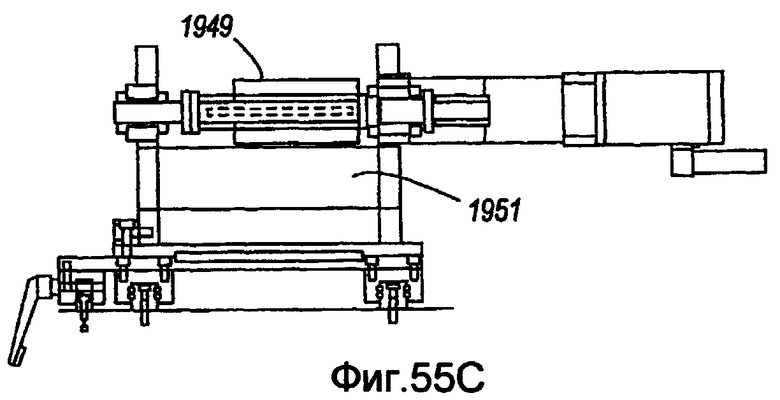
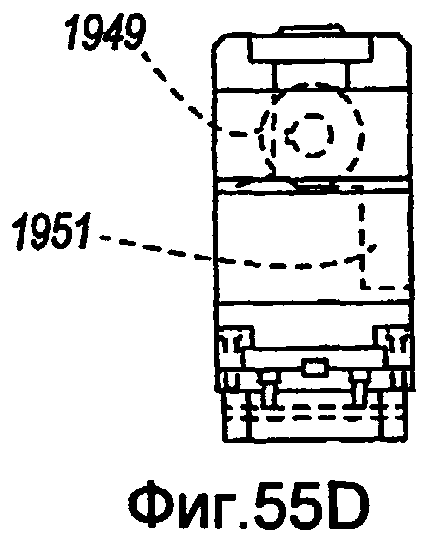
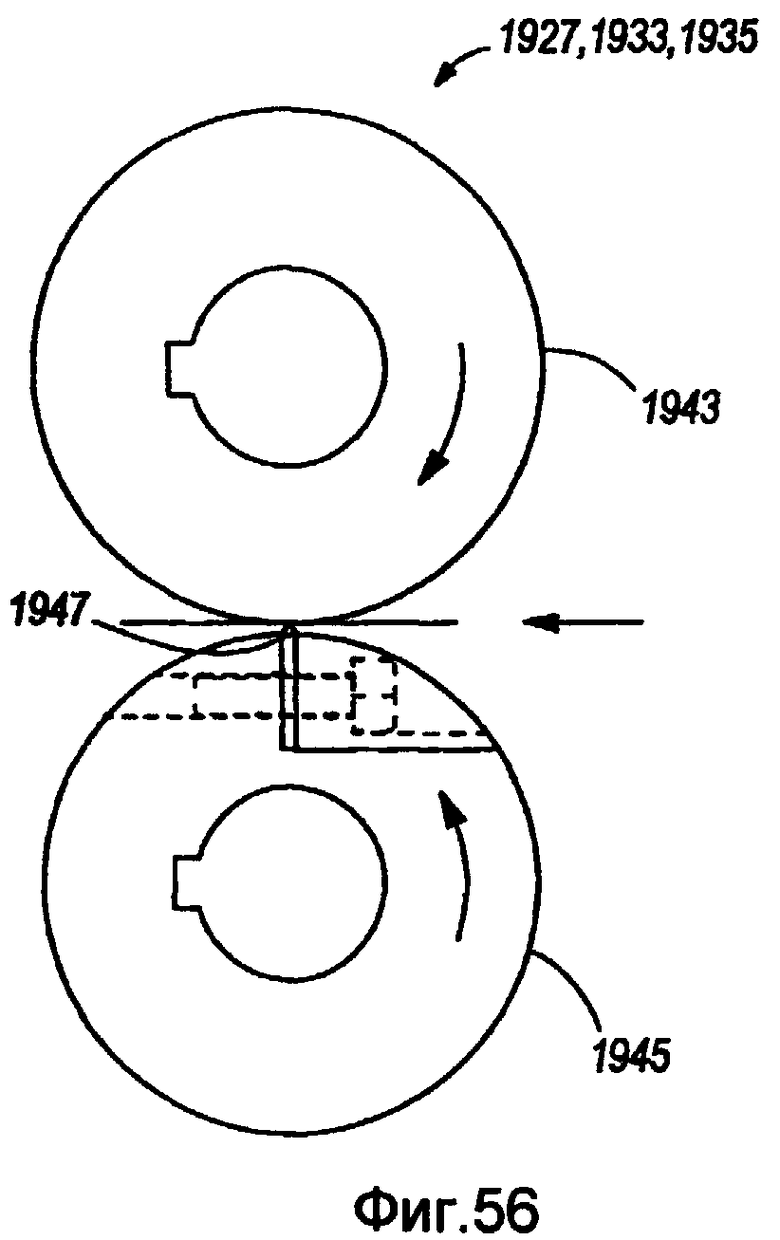
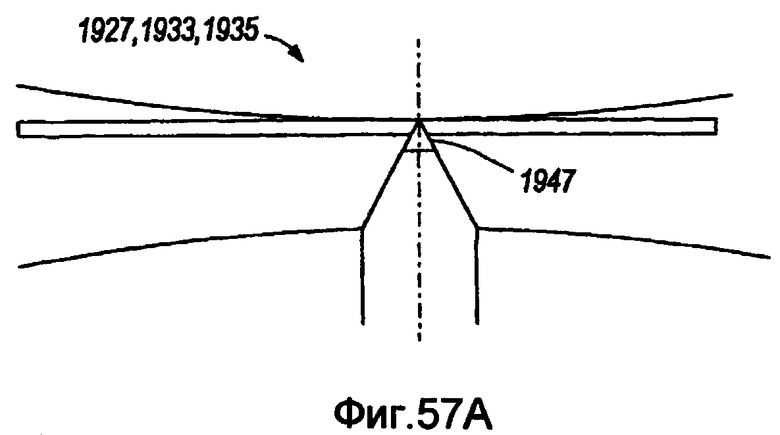
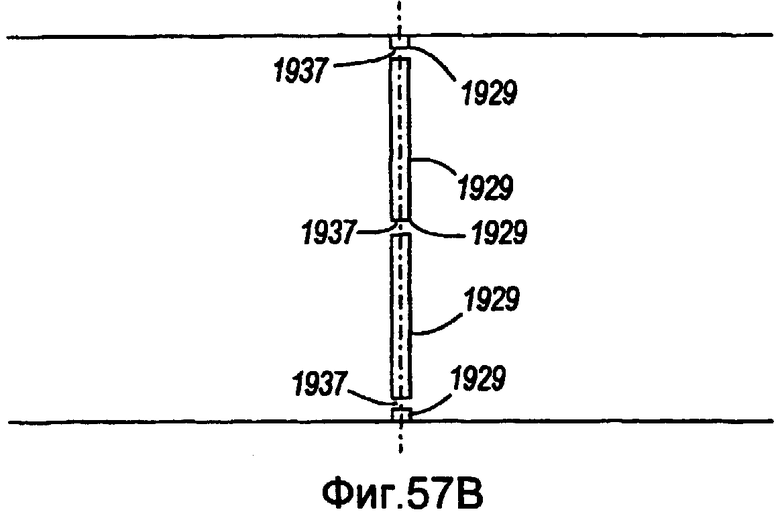
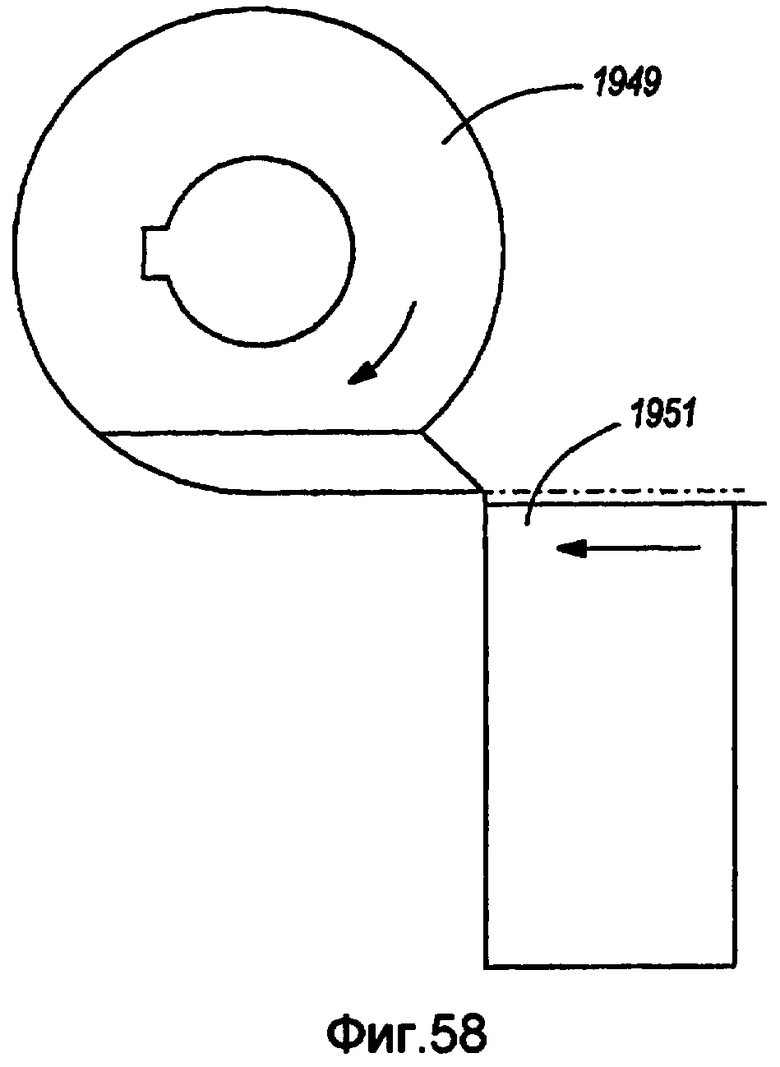
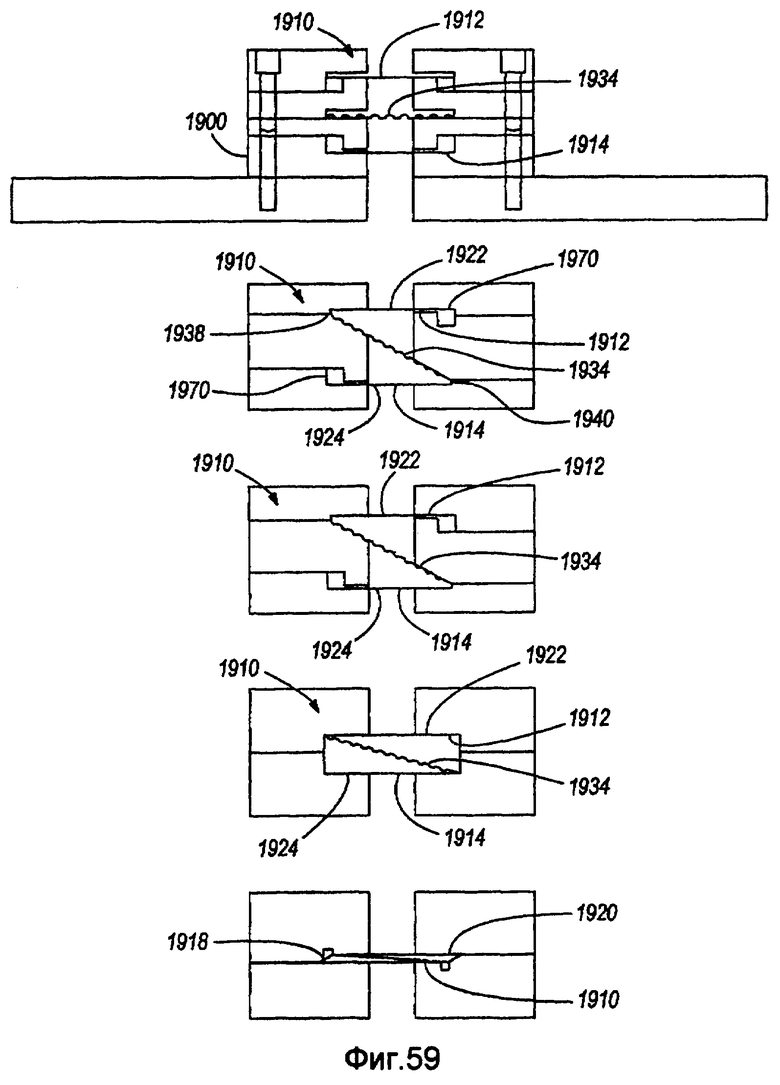
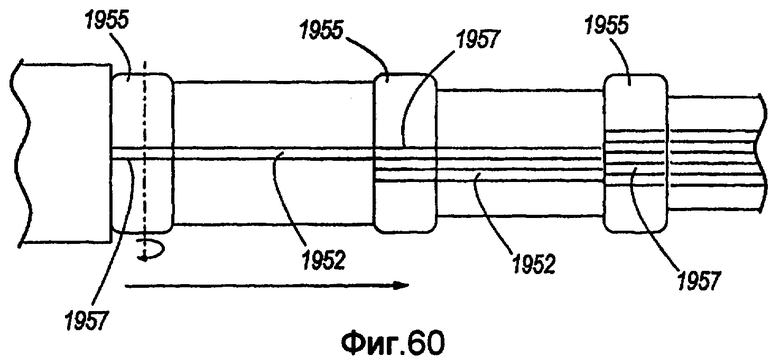
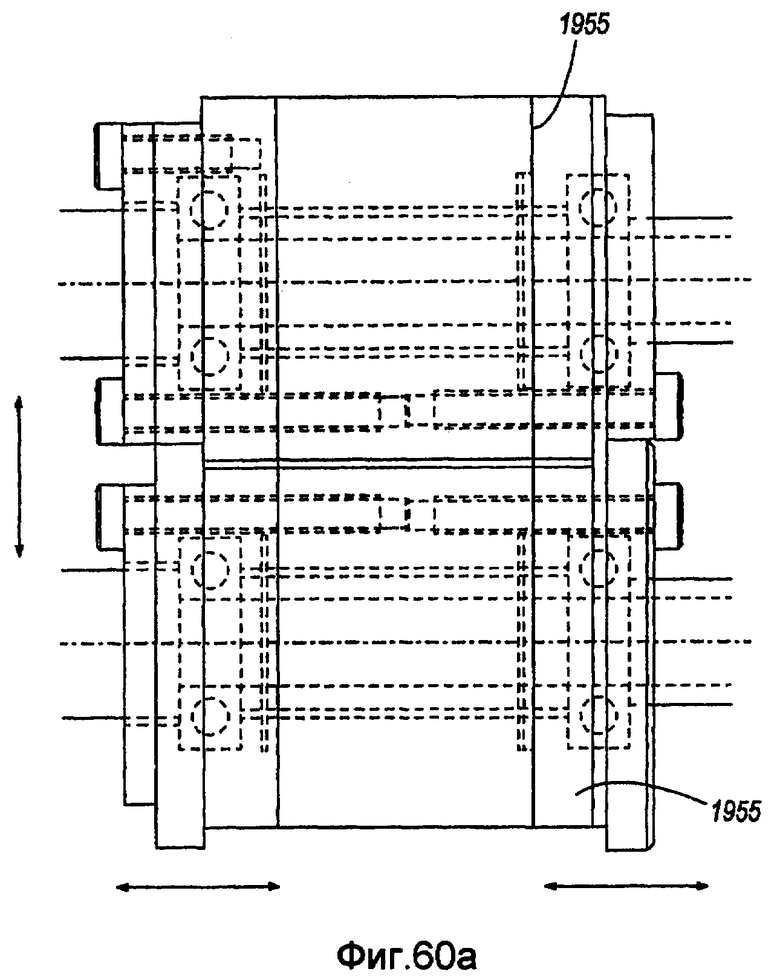
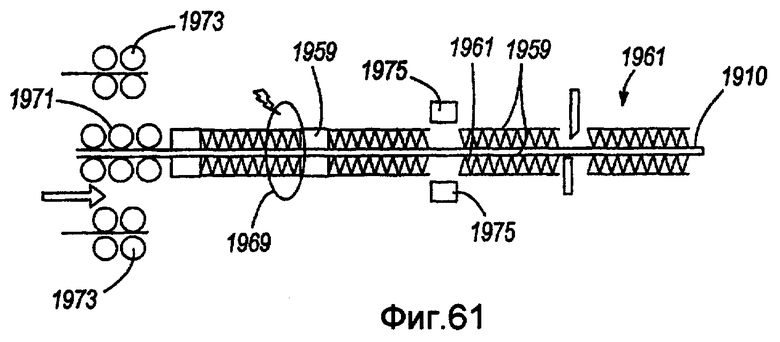
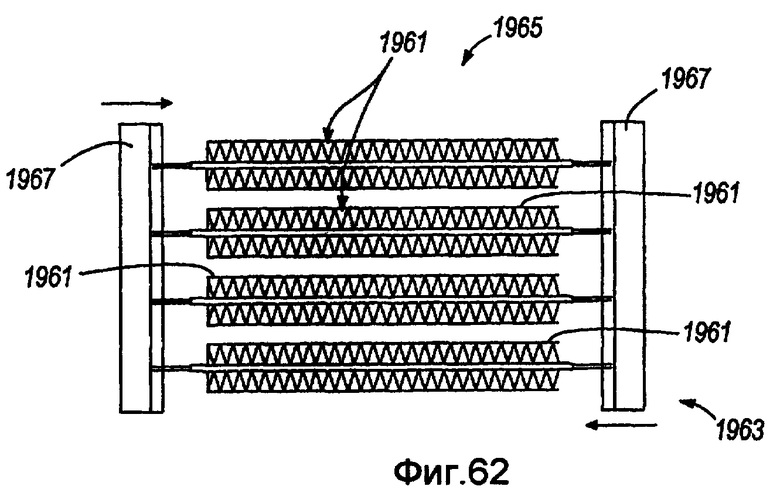
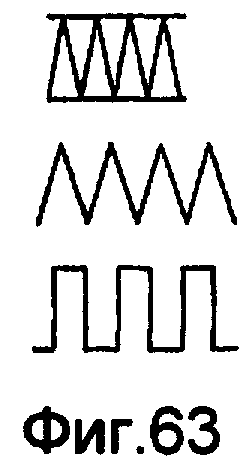
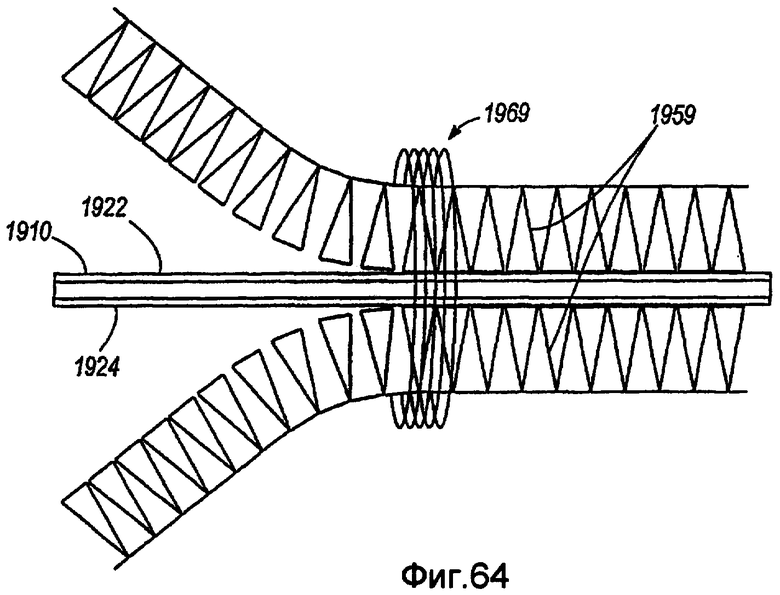
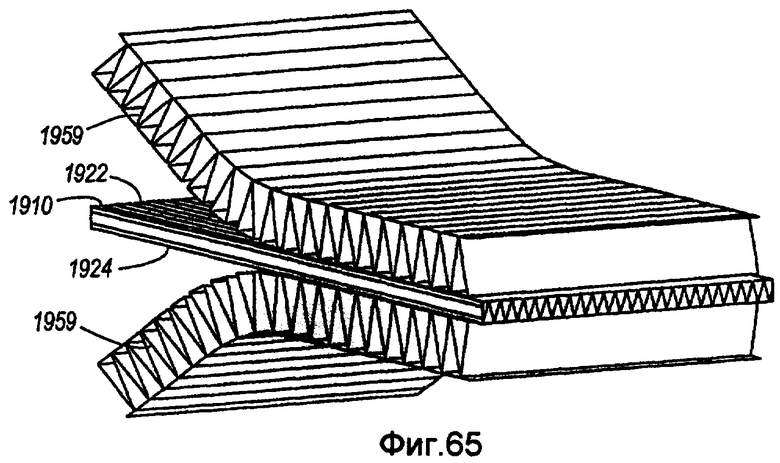
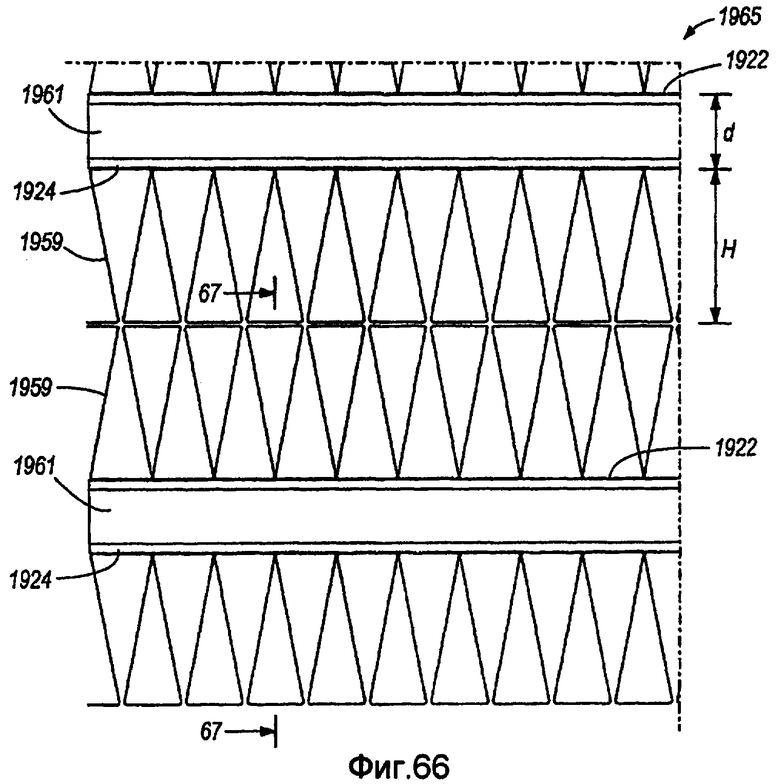
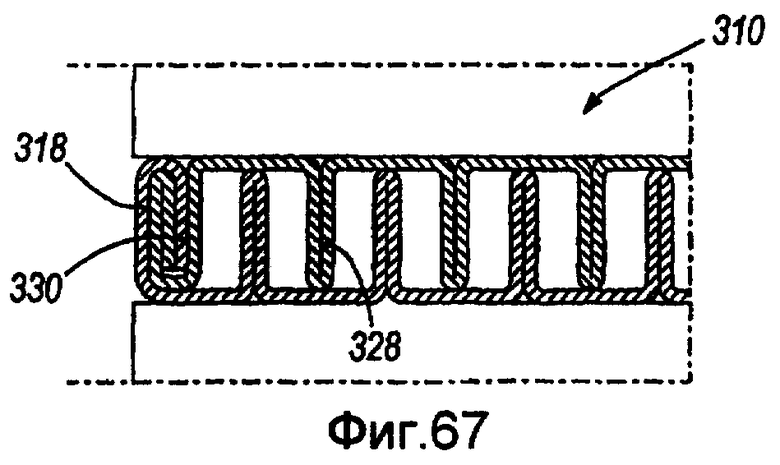
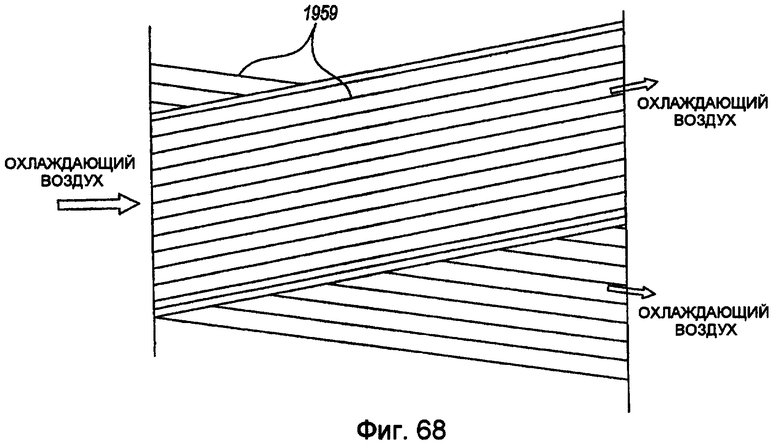
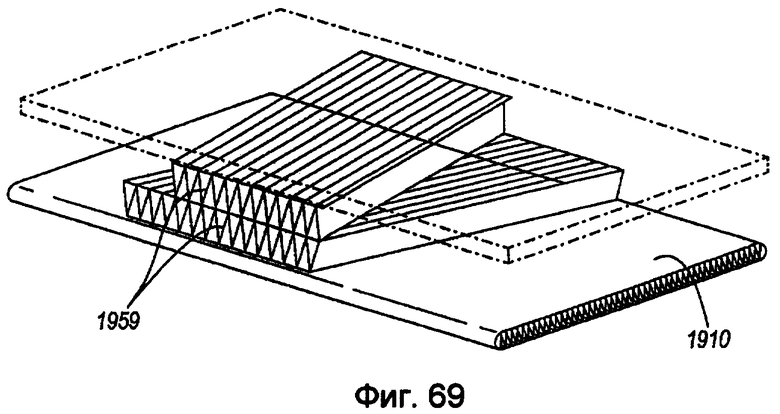
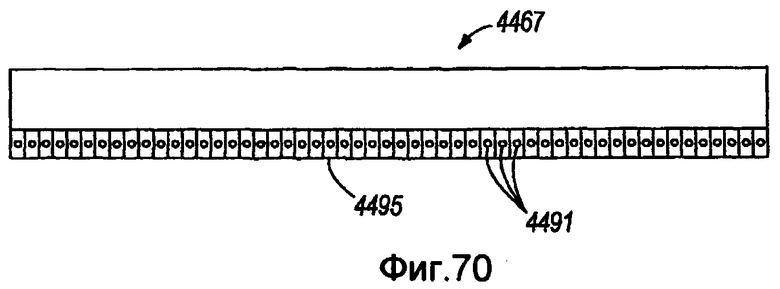
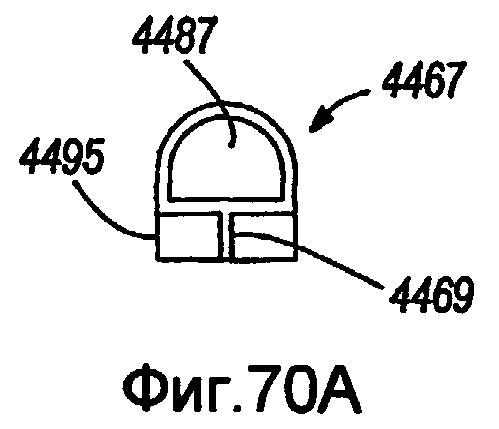
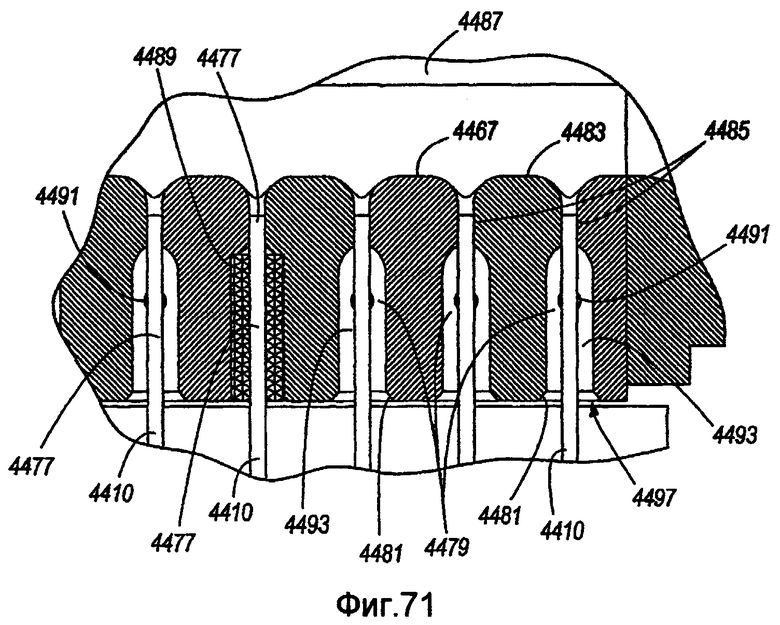
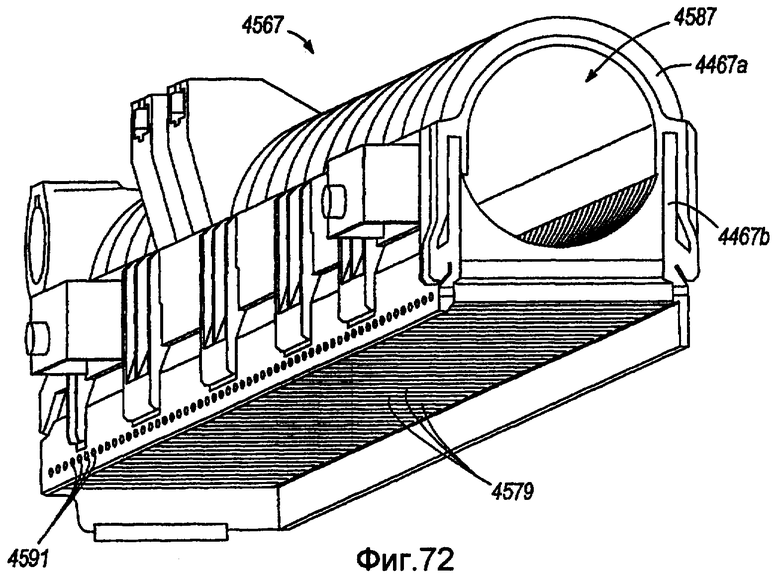
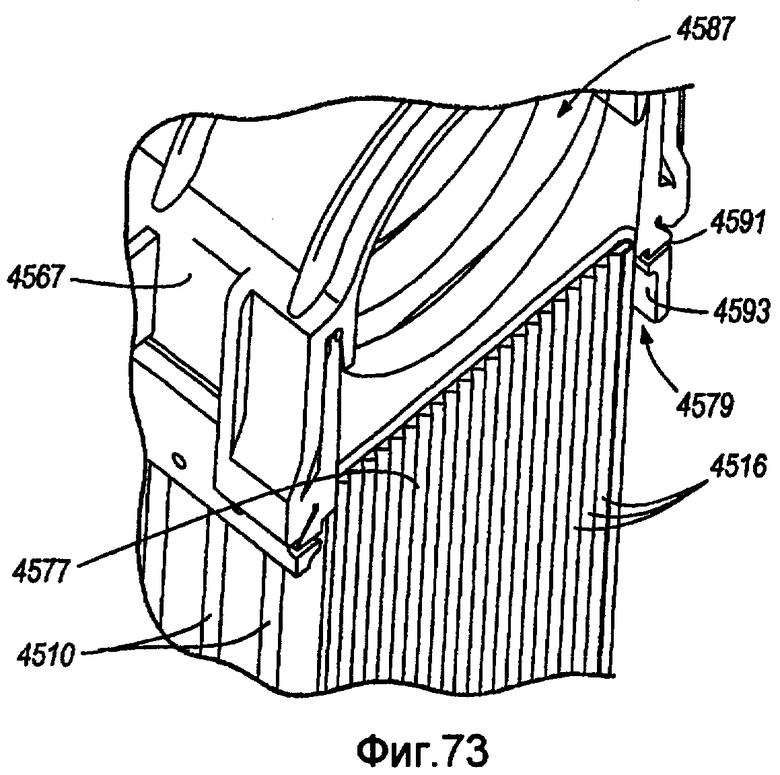
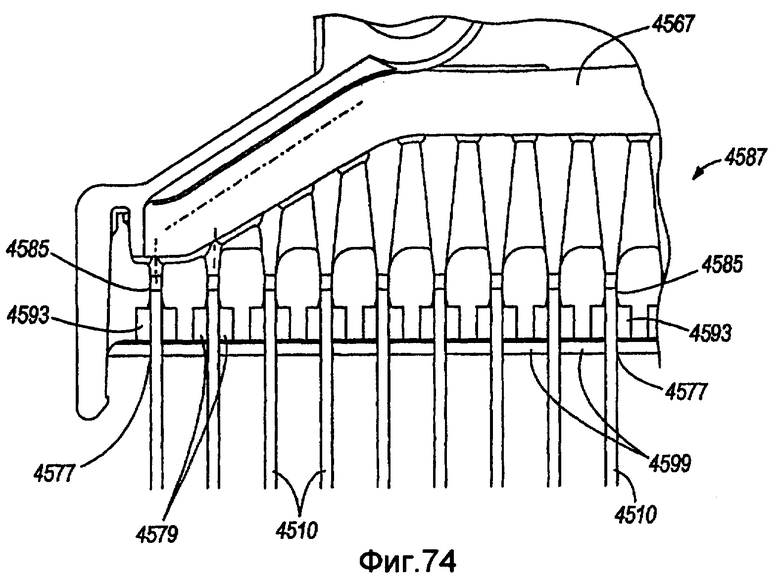
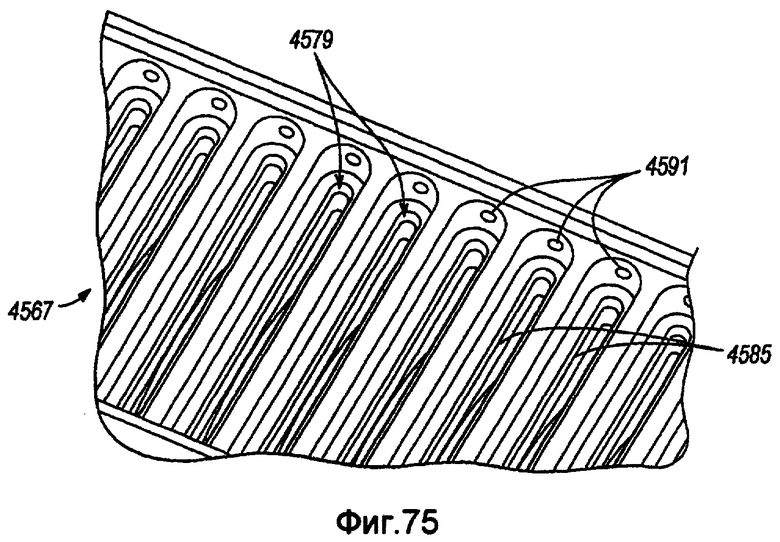
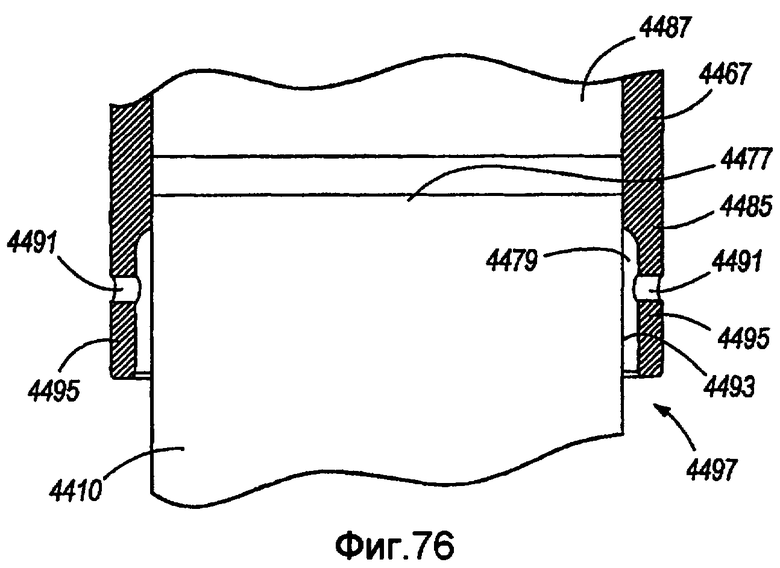
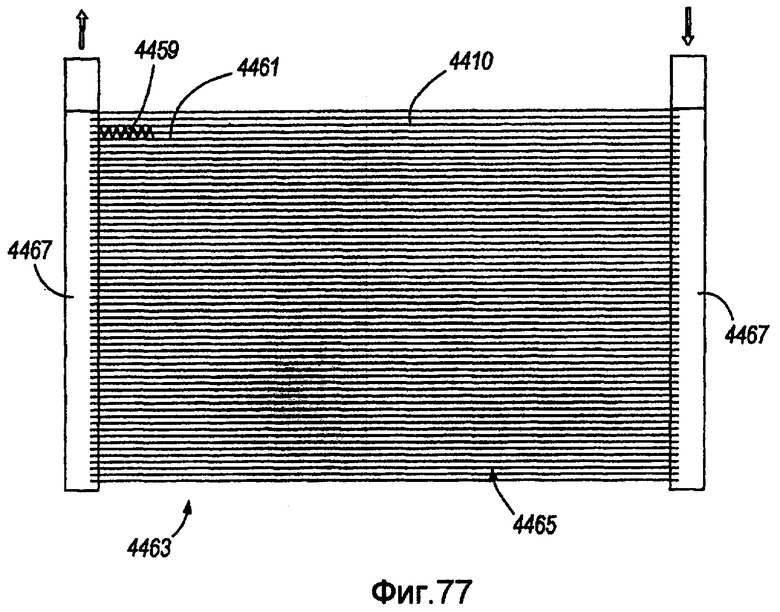
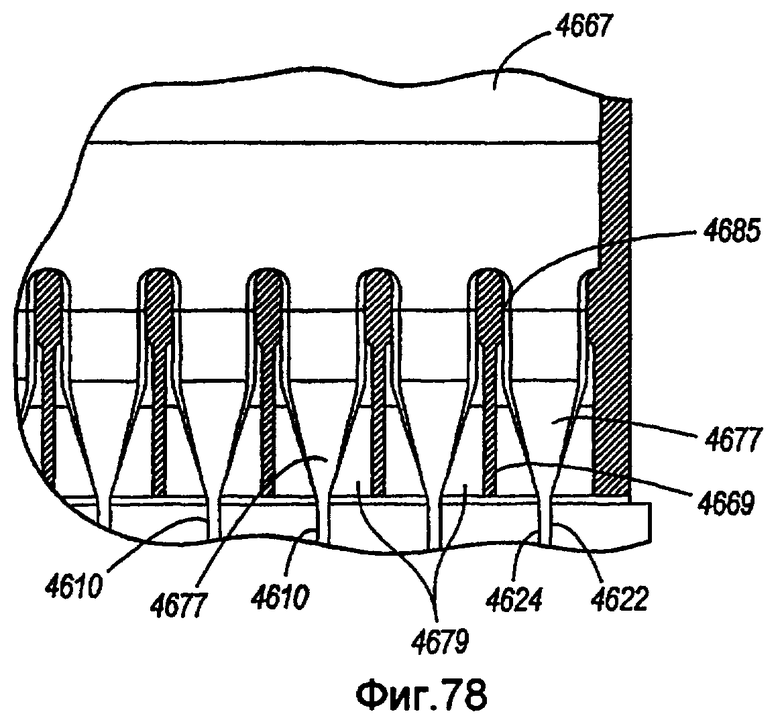
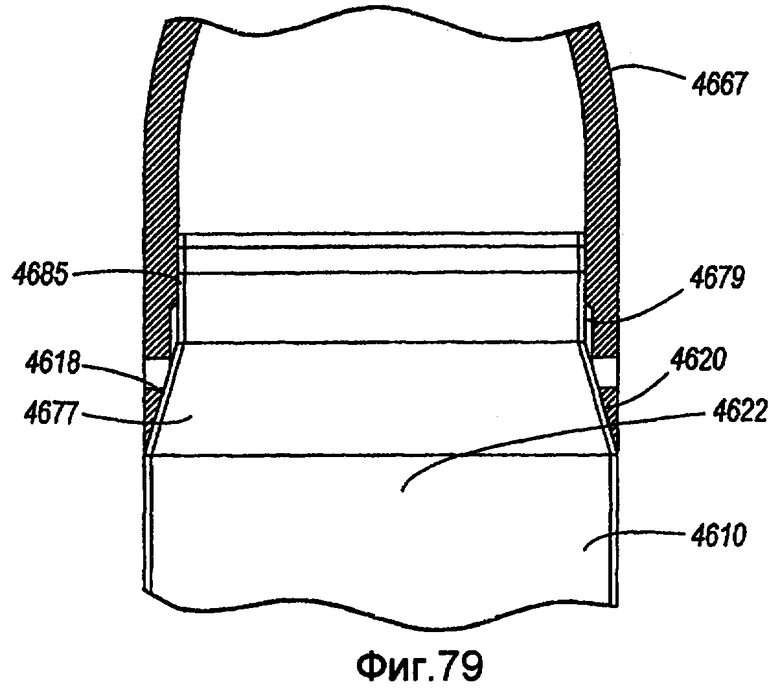
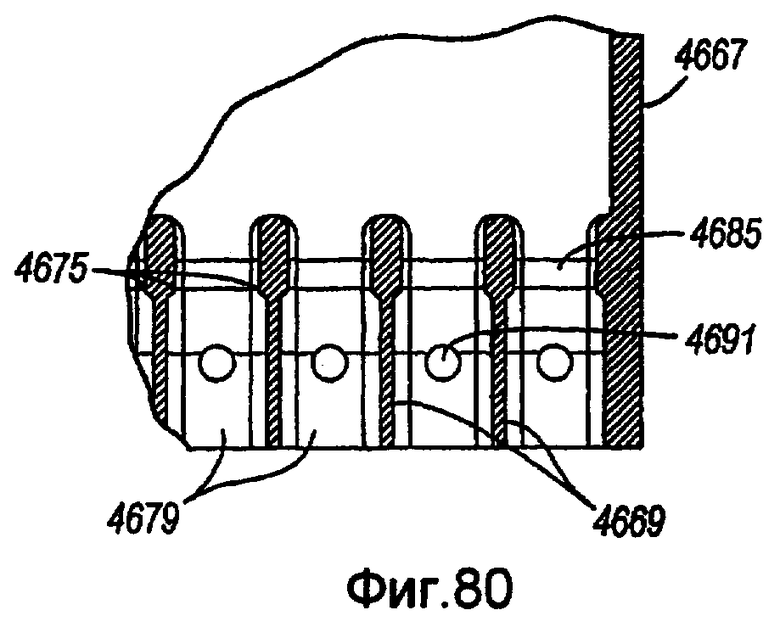
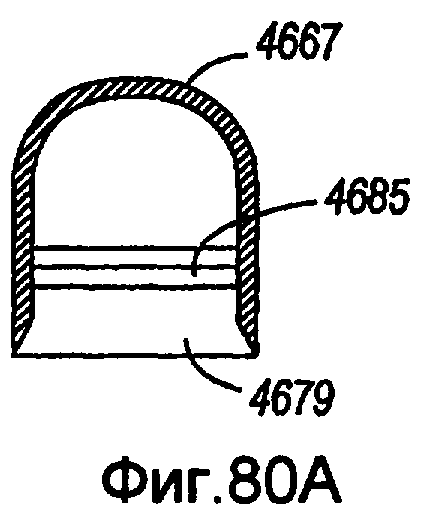
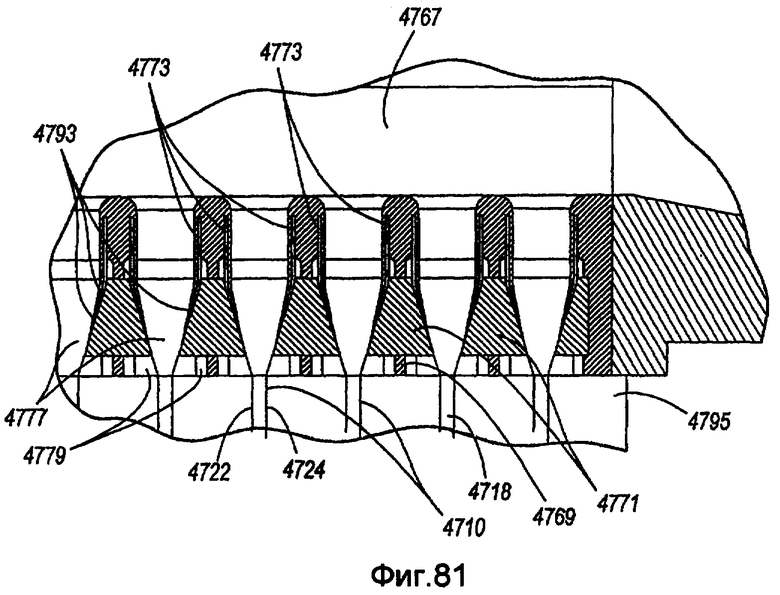
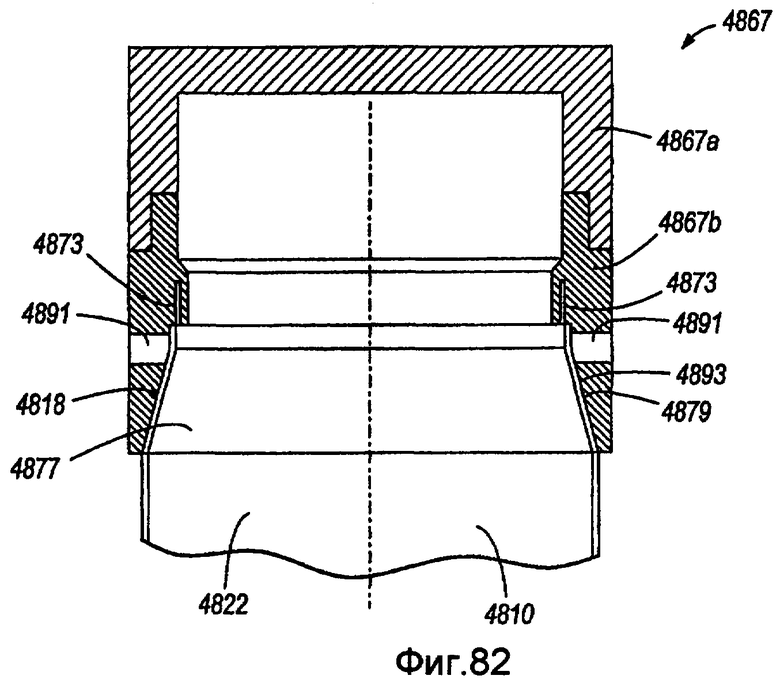
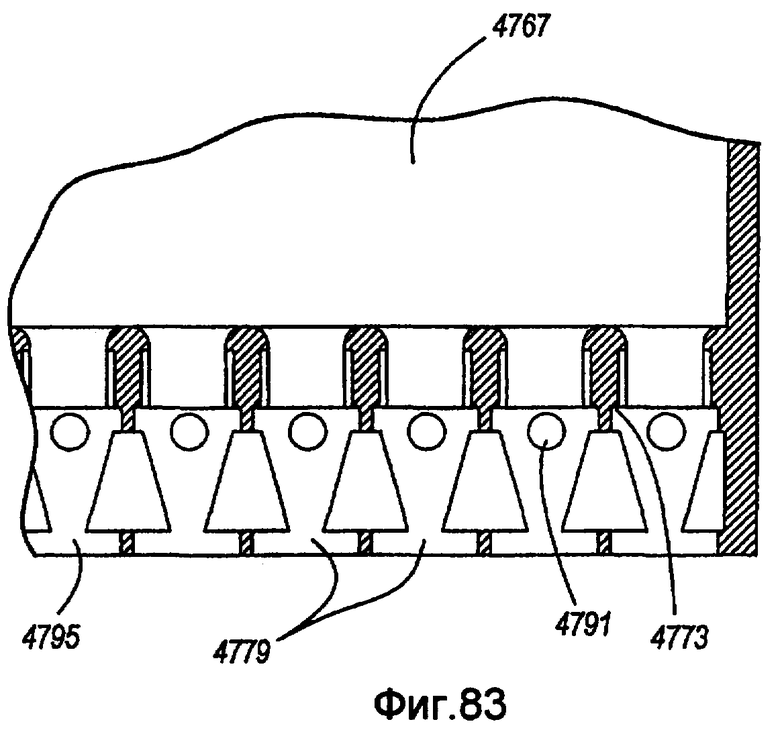
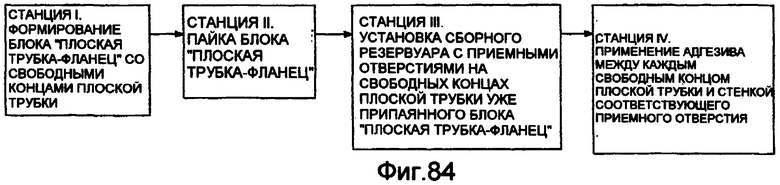
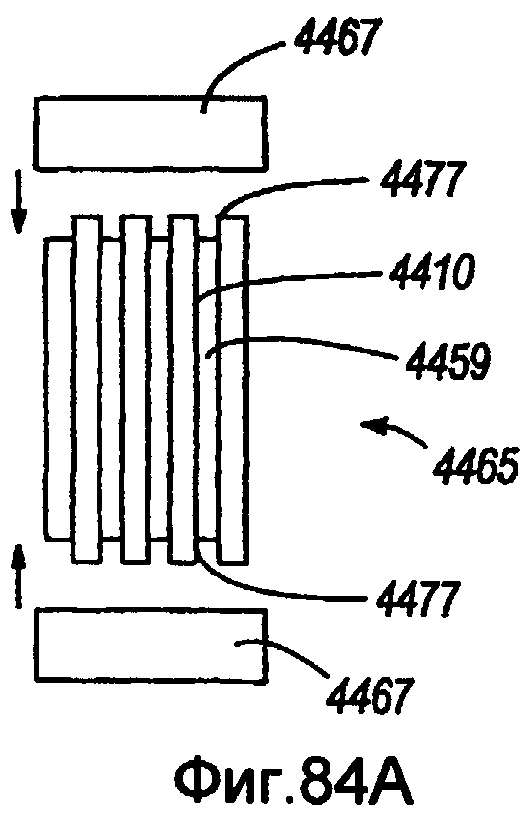
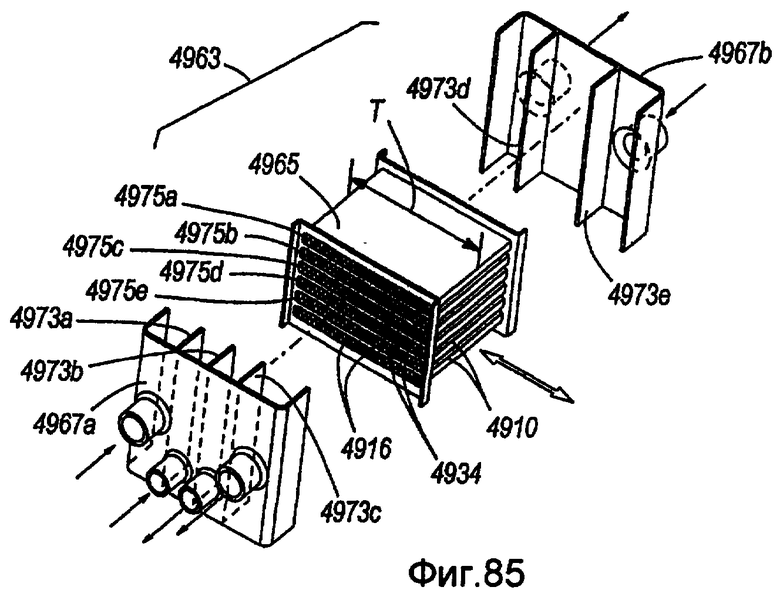
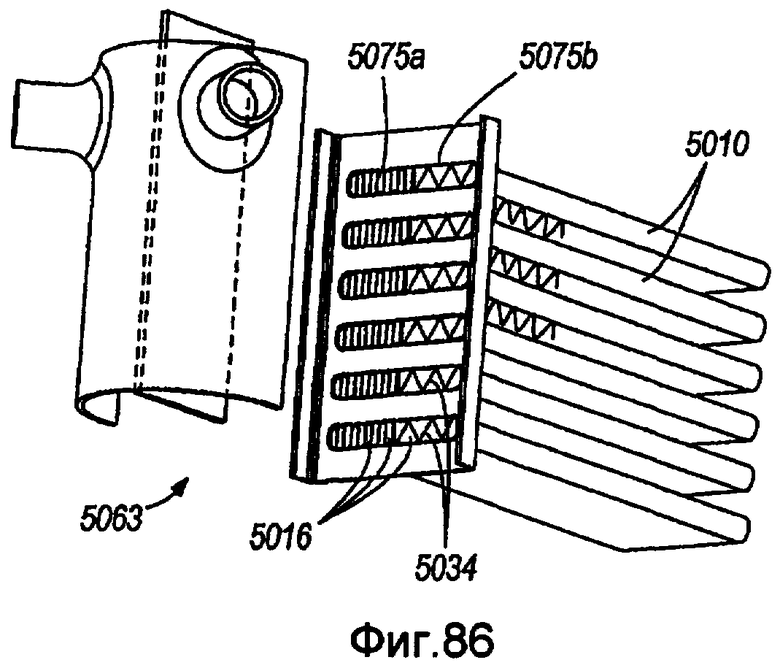
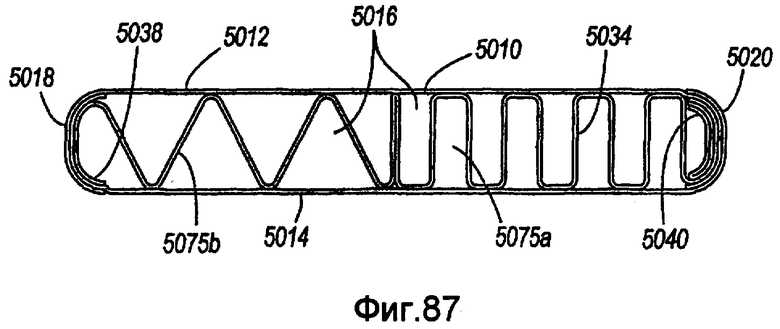
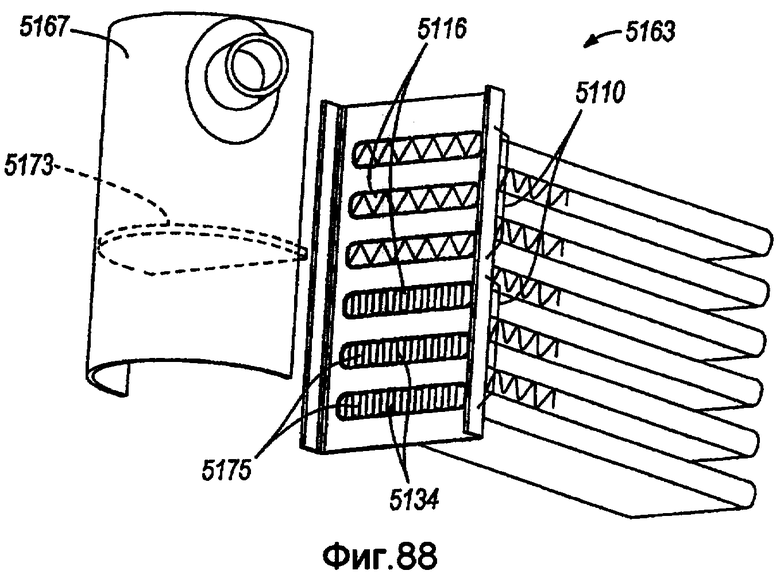
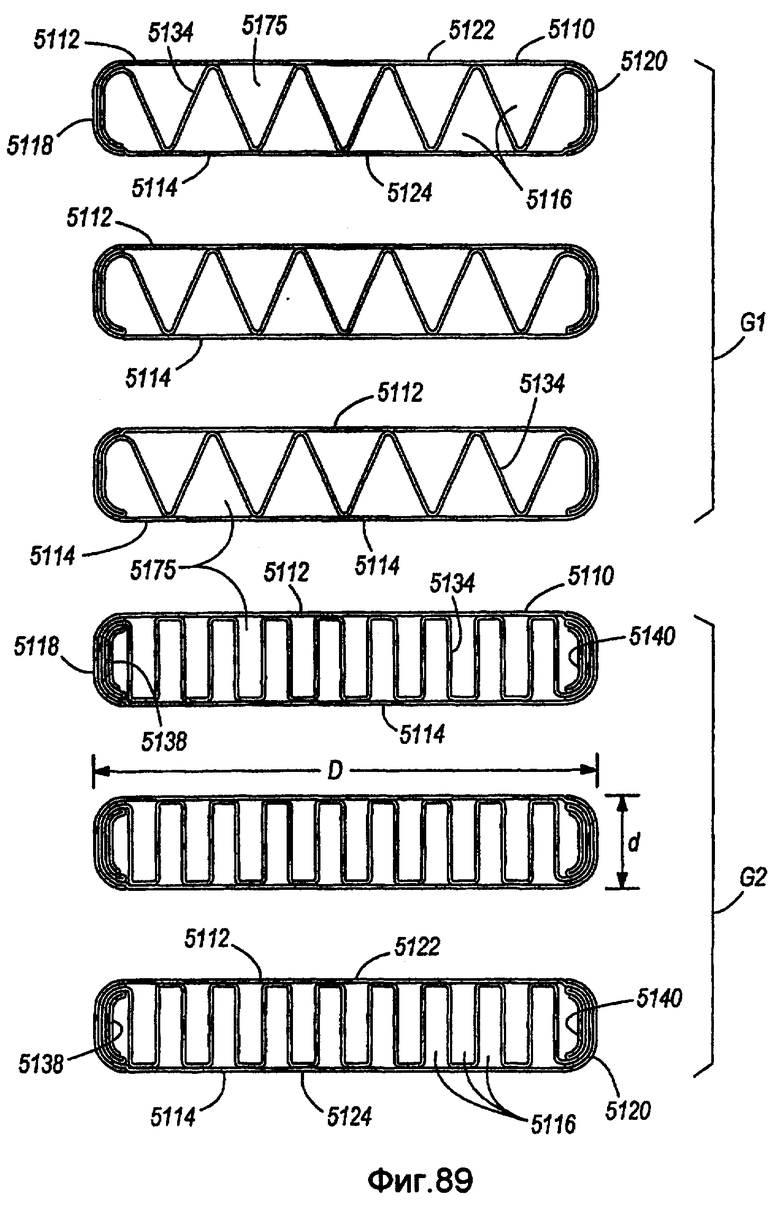
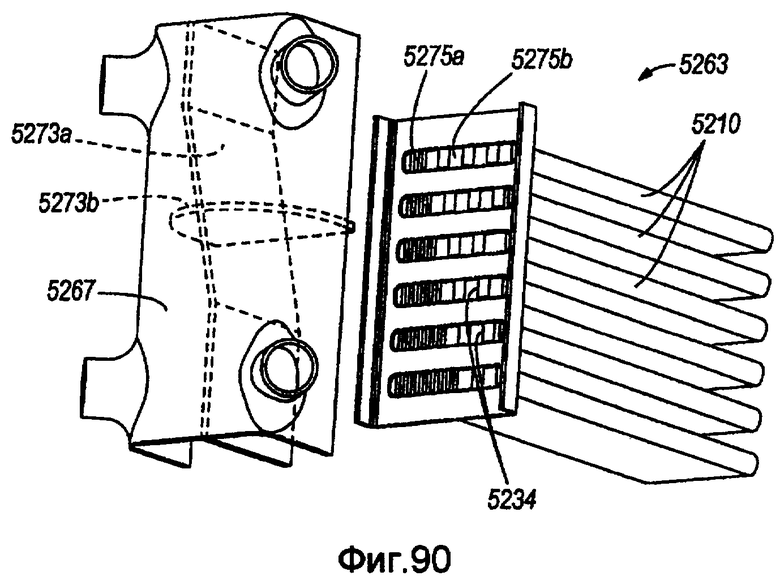
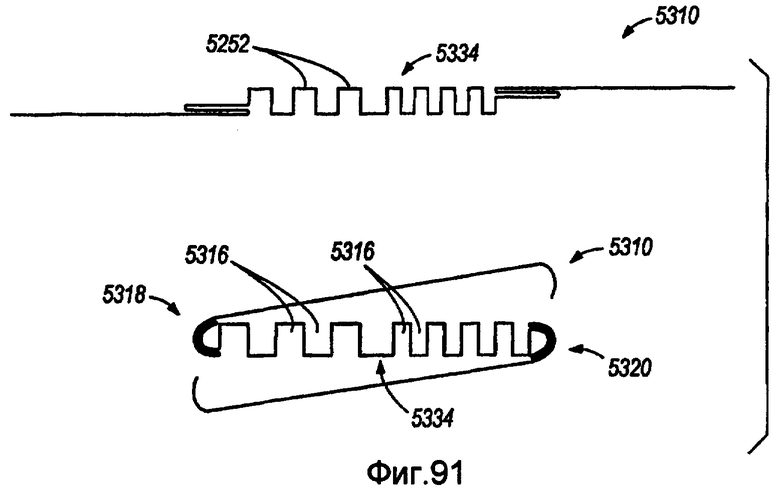
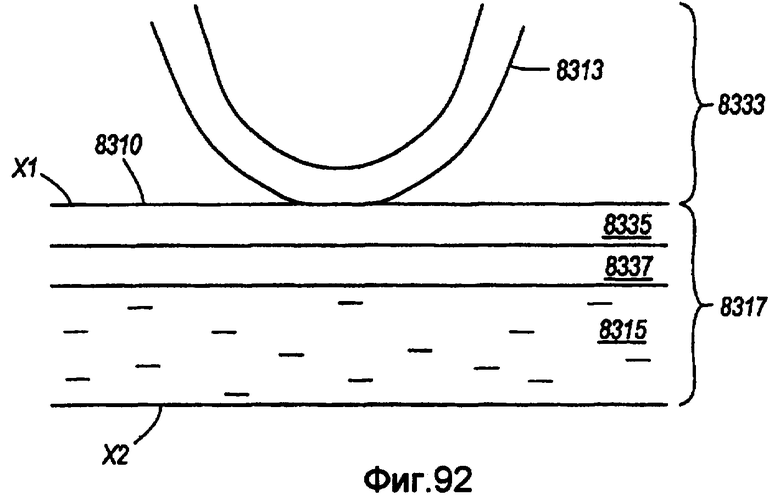
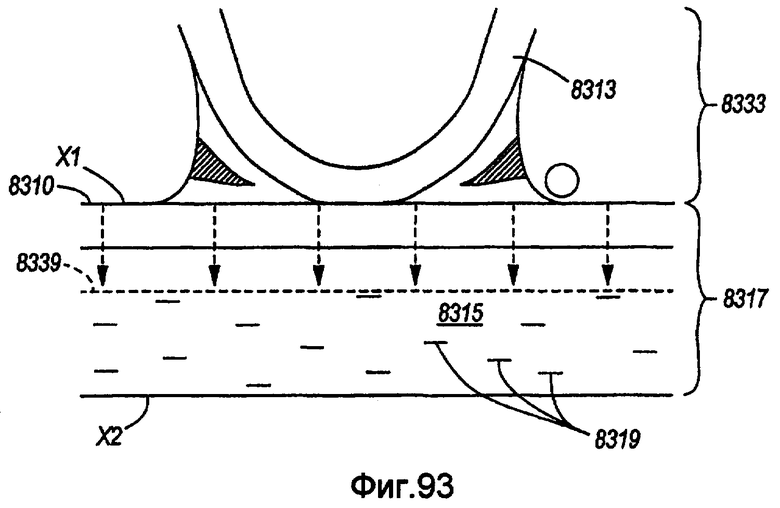
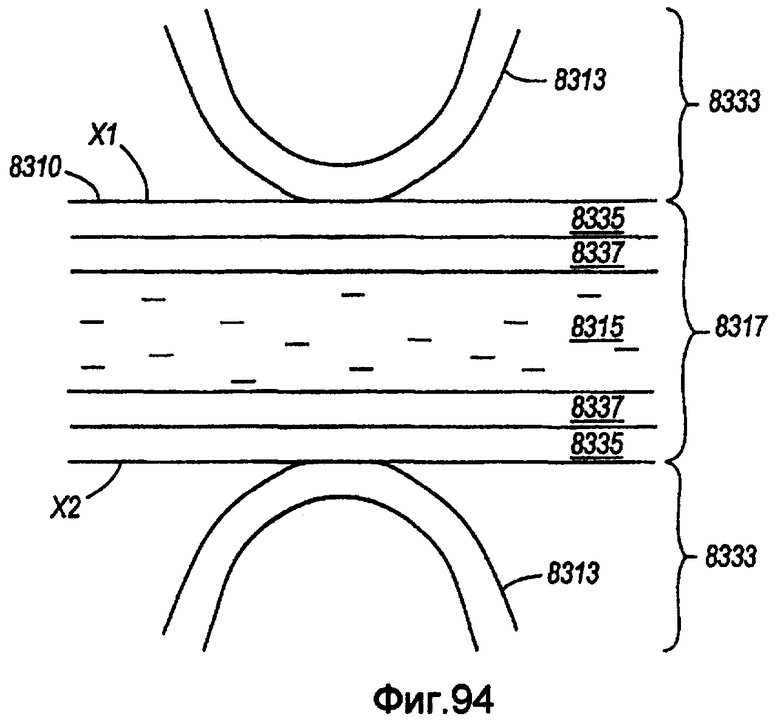
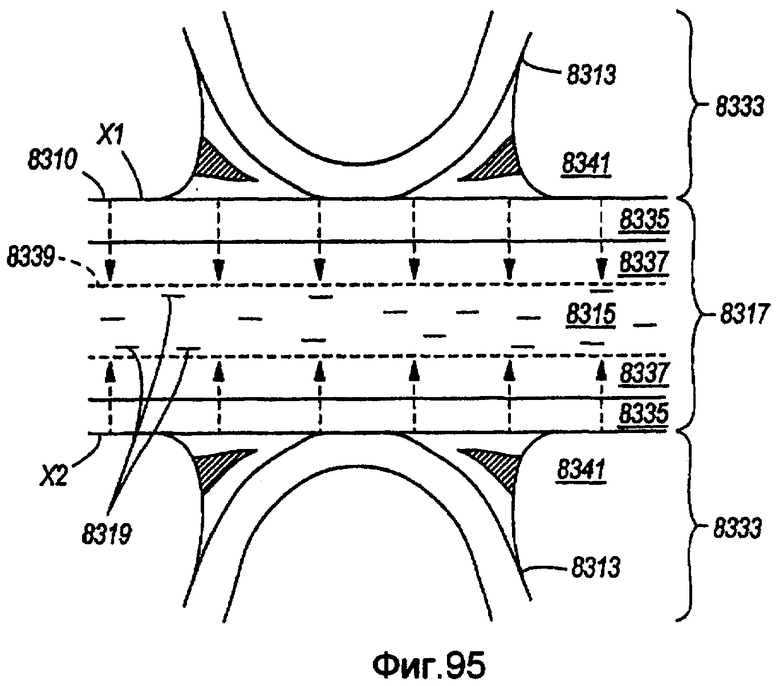
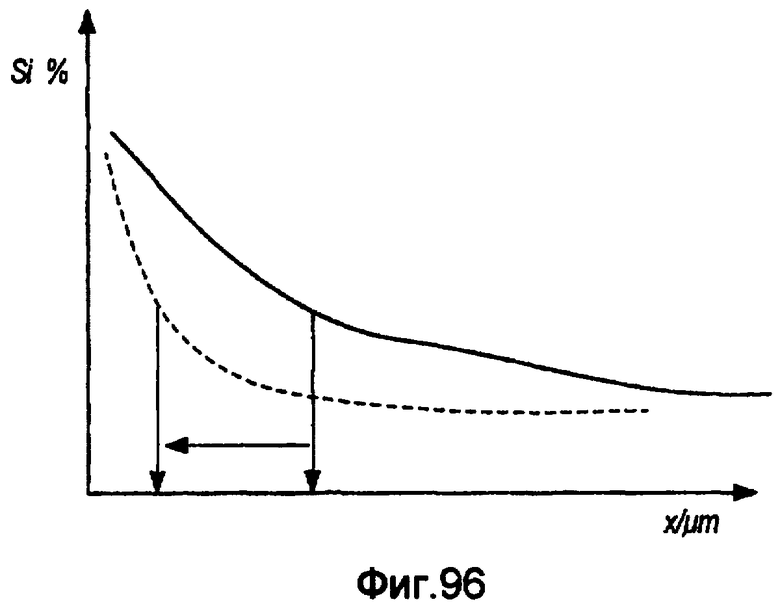
Изобретение может быть использовано при изготовлении теплообменников из трубок плоской формы с каналом для потока, имеющих малую толщину стенки. Плоская трубка может быть сформирована из, по меньшей мере, одного листа алюминиевого сплава и имеет первый, второй и третий слои. Алюминиевый сплав третьего слоя является анодным относительно алюминиевого сплава второго слоя, а второго слоя - анодным относительно алюминиевого сплава первого слоя, при этом третий слой является более устойчивым к диффузии кремния, чем второй слой. Ребро припаяно твердым припоем к стенке плоской трубки посредством четвертого слоя, содержащего материал твердого припоя. Стенка и слой материала твердого припоя имеют общую толщину не более приблизительно 0,15 мм. При пайке твердым припоем регулируют время или температуру пайки из условия осуществления диффузии кремния через третий слой стенки рядом с материалом твердого припоя во второй слой стенки до глубины менее его полной толщины с образованием в нем скоплений интерметаллического соединения, содержащего кремний. Высококачественные паяные соединения сформированных из упомянутых листов алюминия трубок обеспечивают высокую стойкость теплообменников к питтинговой коррозии. 2 н. и 22 з.п. ф-лы, 96 ил.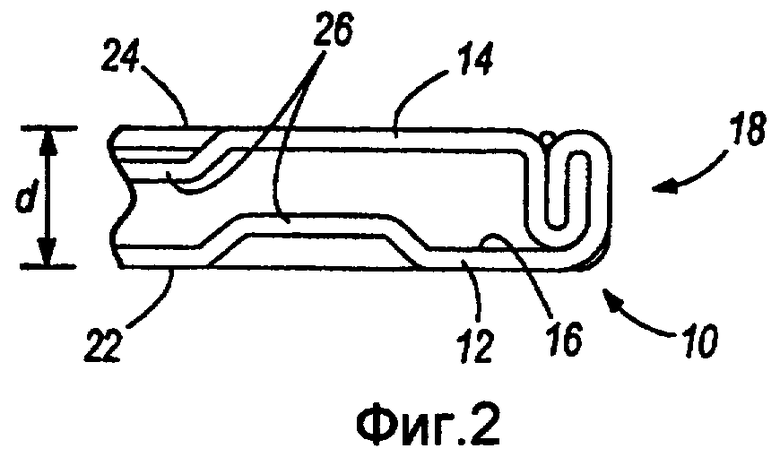
1. Теплообменник, содержащий плоскую трубку с каналом для потока, стенка которой сформирована из, по меньшей мере, одного листа алюминиевого сплава и имеет первый, второй и третий слои, причем второй слой размещен между первым и третьим слоями, алюминиевый сплав третьего слоя является анодным относительно алюминиевого сплава второго слоя, а алюминиевый сплав второго слоя является анодным относительно алюминиевого сплава первого слоя, при этом третий слой является более устойчивым к диффузии кремния, чем второй слой, и ребро, припаянное твердым припоем к стенке плоской трубки посредством четвертого слоя, содержащего материал твердого припоя, причем третий слой размещен между вторым и четвертым слоем, при этом стенка и слой материала твердого припоя имеют общую толщину не более приблизительно 0,15 мм.
2. Теплообменник по п.1, в котором ребро содержит алюминиевый сплав, который является анодным относительно, по меньшей мере, части материала твердого припоя между стенкой и ребром.
3. Теплообменник по п.1, в котором второй слой защищен от коррозии посредством третьего слоя, являющегося анодным относительно второго слоя.
4. Теплообменник по п.1, в котором ребро содержит металл, который является анодным относительно, по меньшей мере, одного из материала твердого припоя четвертого слоя и третьего слоя.
5. Теплообменник по п.1, в котором первый и/или второй слой содержит подслои насыщенного титаном алюминия.
6. Теплообменник по п.1, в котором второй слой содержит скопления интерметаллического соединения, содержащего марганец, при этом алюминиевый сплав первого слоя содержит, по меньшей мере, один дополнительный компонент, выбранный из группы, состоящей из марганца, магния и меди в нескопленной форме, и однородно распределенный по первому слою.
7. Теплообменник по п.1, в котором материал твердого припоя содержит кремний.
8. Теплообменник по п.1, в котором материал твердого припоя представляет собой алюминиево-кремниевый сплав.
9. Теплообменник по п.1, в котором третий слой содержит алюминиевый сплав с наличием дополнительного компонента, содержание которого меньше, чем во втором слое.
10. Теплообменник по п.1, в котором второй слой имеет толщину не более приблизительно 50 мкм.
11. Теплообменник по п.1, в котором алюминиевый сплав первого и второго слоев содержит не более приблизительно 0,1 вес.% цинка.
12. Теплообменник по п.1, в котором, по меньшей мере, один из третьего и четвертого слоя является анодным относительно, по меньшей мере, одного из первого и второго слоев с образованием между ними разницы электрохимического напряжения, по меньшей мере, приблизительно 30 мВ.
13. Теплообменник по п.1, в котором стенка и слой, содержащий материал твердого припоя, имеют общую толщину не более приблизительно 0,10 мм.
14. Способ изготовления трубки теплообменника, при котором: формируют трубку из, по меньшей мере, одного листа алюминиевого сплава, причем трубка содержит стенку, имеющую первый, второй и третий слои, при этом второй слой размещен между первым и третьим слоями;
формируют ребро;
припаивают ребро к трубке с помощью твердого припоя, причем лист содержит алюминиевый сплав, а слой твердого припоя образует стенку, имеющую толщину не более приблизительно 0,15 мм; и
регулируют, по меньшей мере, одно из времени пайки твердым припоем и температуры пайки твердым припоем, чтобы припаивать твердым припоем ребро таким образом, чтобы обеспечивалась диффузия кремния через третий слой стенки рядом с материалом твердого припоя и во второй слой стенки до глубины второго слоя, менее полной толщины второго слоя, при формировании скоплений интерметаллического соединения, содержащего кремний, только во втором слое стенки, а не в первом слое, причем третий слой располагается между материалом твердого припоя и вторым слоем.
15. Способ по п.14, при котором первый лист имеет толщину менее приблизительно 0,10 мм.
16. Способ по п.14, при котором дополнительно закрепляют прокаткой третий слой на втором слое.
17. Способ по п.14, при котором дополнительно изменяют электрический потенциал второго слоя стенки так, чтобы второй слой являлся анодным относительно первого слоя, посредством формирования интерметаллического соединения.
18. Способ по п.14, при котором ребро содержит алюминиевый сплав, который является анодным относительно, по меньшей мере, части материала твердого припоя между стенкой и ребром.
19. Способ по п.14, при котором первый и/или второй слой содержит подслои насыщенного титаном алюминия.
20. Способ по п.14, при котором скопления интерметаллического соединения содержат марганец.
21. Способ по п.14, при котором материал твердого припоя содержит кремний.
22. Способ по п.14, при котором материал твердого припоя представляет собой алюминиево-кремниевый сплав.
23. Способ по п.14, при котором третий слой содержит алюминиевый сплав, более устойчивый к диффузии кремния, чем алюминиевый сплав второго слоя.
24. Способ по п.14, при котором алюминиевый сплав первого и второго слоев содержит не более приблизительно 0,1 вес.% цинка.
| US 20040035910 А1, 26.02.2004 | |||
| US 6261706 B1, 17.07.2001 | |||
| US 6537388 В1, 25.03.2003 | |||
| ТРУБЧАТЫЙ ОРЕБРЕННЫЙ ЭЛЕМЕНТ ДЛЯ ТЕПЛООБМЕННИКА | 1991 |
|
RU2032878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 1990 |
|
RU2043885C1 |

