Изобретение относится к области пайки, в частности к способу изготовления теплообменника, состоящего из трубок и ребер.
Теплообменник может быть использован в энергетической установке, при конденсации пара применительно к приводным турбинам в установках для выработки электроэнергии.
Известен способ изготовления теплообменника, состоящего из трубок и ребер, согласно которому изготавливают детали теплообменника, по крайней мере из алюминия, наносят покрытие и плакированный слой на паяемую поверхность, собирают детали с нанесением флюса и нагревают до температуры пайки.
Однако известный способ изготовления теплообменника не обеспечивает в достаточной мере коррозионную стойкость теплообменника.
Цель изобретения заключается в создании теплообменника, обладающего высокой термической эффективностью из-за высокой теплопроводности и хорошей коррозионной стойкостью.
Поставленная цель достигается тем, что одну из деталей теплообменника изготавливают из алюминия, а другую из ферритного материала на паяемую алюминиевую поверхность наносят плакированный слой, а на ферритовый материал покрытие из алюминия, собирают детали, наносят флюс и нагревают до температуры, достаточной по крайней мере для частичного оплавления плакирующего слоя и покрытия в течение времени до преобразования покрытия и плакирующего слоя в ферроалюминиевое интерметаллическое соединение.
В одном случае трубку теплообменника предварительно сплющивают, а в другом ребра берут в виде змеевика. В качестве ферритового материала могут использовать сталь, а в качестве плакирующего слоя и покрытия сплав алюминий-кремний.
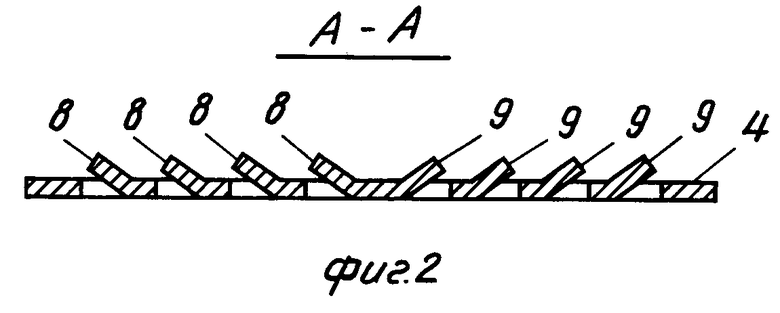
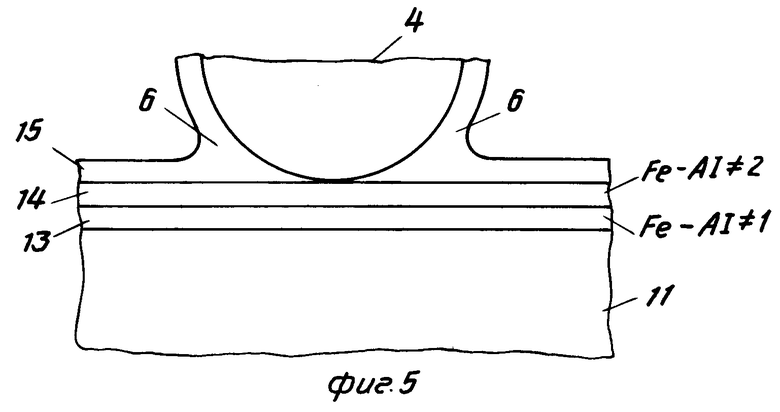
На фиг.1 представлен теплообменник со сплющенной трубой; на фиг.2 разрез А-А на фиг. 1; на фиг.3 теплообменник с ребрами в виде змеевика; на фиг.4 сборка ребро-трубка до пайки; на фиг.5 сборка ребро-трубка после пайки.
Способ изготовления теплообменника осуществляется следующим образом.
Пайке подвергаются между собой трубки с ребрами. На фиг.1, 2 и 3 представлены конструктивные детали теплообменника. Каждая ветвь теплообменника содержит сплющенную трубу 1, имеющую противоположные плоские стороны 2 и 3.
Выполненные в виде змеевиков ребра 4 припаяны и к трубе, обычно по одному змеевиковому ребру 4 с каждой из сторон 2 и 3, т.е. гребни 5 каждого змеевикового ребра приходят в соприкосновение с соответствующей одной из сторон 2 или 3 и припаивают к ней, при этом в месте соединения ребер 4 с соответствующей стороной 2 или 3 образуются паяные соединения 6.
Как можно видеть из фиг.3, трубы 1 с ребрами 4, припаянными к ним, устанавливаются вблизи друг от друга в целом параллельно гребням 7, которые противоположны гребням 5, припаянным к трубам 1 вблизи друг от друга. Обычно номинальная величина промежутка будет составлять порядка 1/16 дюйма (1,58 мм).
В некоторых случаях змеевиковые ребра 4 будут перекрываться, т.е. если взять вид в сечении А-А по одному из участков каждого ребра 4 между двумя примыкающими гребнями 5 и 7, то ряд жалюзей 8, открывающихся в одном направлении будет расположен с одной стороны ребра, а жалюзи 9, открывающиеся в противоположную сторону с другой стороны ребра. Жалюзи 8 и 9 могут быть обычным образом изготовлены по всей длине каждого змеевикового ребра 4. Как вариант, ребра 4 могут не иметь жалюзей и быть плоскими или гофрированными.
Когда теплообменник заполнен жидким охладителем, трубы выполняются из стали. Согласно наиболее предпочтительному варианту осуществления круглые трубы, имеющие наружный диаметр порядка 3 дюймов (7,62 см) и толщину порядка 0,065 дюйма (1,65 мм), делаются сплющенными на гидравлическом прессе. До сплющивания на трубу обычно наносится покрытие на основе алюминия. Алюминиевое покрытие может содержать порядка 9% кремния, при этом другие примеси находятся в нормальных пределах.
Ребра 4 выполняют из алюминия с плакированным слоем 10. На первой стадии изготовления узла из ребер и труб является сплющивание покрытой алюминием трубы.
Затем сплющенная труба подвергается обычной операции обезжиривания, и после этого, но необязательно, может быть подвергнута обработке флюсом.
В качестве флюса может быть использован фторалюминат калия, Предпочтительно, чтобы флюс наносился путем напыления на внешнюю часть труб. Наложение флюса производится с концентрацией приблизительно в количестве 30-40 г/м2 площади наружной поверхности. Ребро 4 подвергается обычной обезжиривающей операции, а после этого производится, но необязательно, обработка флюсом, используя тот же самый флюс и концентрацию нанесения.
Затем как труба 1, так и ребро 4 с нанесенным на них флюсом осушаются. Например, они могут быть осушены в печи с горячим воздухом при температуре порядка 285-300оF (140-148оС) приблизительно за 5 мин.
В этот момент производится сборка ребра 4 с трубой 1, при этом обычно ребро 4 налагается на каждую из сторон 2 и 3. Это может быть выполнено посредством использования соответствующих зажимных приспособлений или другой арматуры с гарантией того, что многие гребни 5 каждого ребра 4 примыкают к соответствующей плоской стороне 2 или 3.
Как вариант, но необязательно, сборка ребер 4 с трубой 10 может сразу подвергаться обезжириванию. Если это выполнено, то собранные труба и ребра подвергаются обработке флюсом.
Сборка из трубы 1 и ребер 4 с нанесенным флюсом после этого помещается в плавильную печь и ее температура повышается до температуры пайки. Безусловно, если в плавильной печи выполняется вакуумная пайка, к системе обычно должен быть добавлен магний, при этом все стадии нанесения флюса могут быть опущены. Температура сборки увеличивается выше солидуса плакирующего слоя на основе алюминия. Предпочтительно, чтобы температура сборки повысилась как раз выше ликвидуса плакирующего слоя на основе алюминия.
Эта температура сохраняется лишь в течение времени, которое необходимо для образования паяного соединения 6. Нагрев заканчивается после образования ферроалюминиевого интерметаллического соединения фаз.
Непосредственно у стального основания 11 вместо относительно тонкого ферроалюминиевого интерметаллического соединения или слоя 12 промежуточной фазы находится относительно богатый железом первый слой 13 из ферроалюминиевого интерметаллического соединения или промежуточной фазы. Слой 13 в свою очередь покрыт относительно богатым алюминием вторым слоем 14 из ферроалюминиевого интерметаллического соединения или промежуточной фазы. В первом слое 13 больше стали, чем во втором слое 14.
Наконец, второй слой 14 будет покрыт слоем 15, который предпочтительно предполагается изготавливать на сплаве на основе алюминия.
Можно полагать, что первый слой 13 весьма похож на слой 12 и может достигать толщины, не большей чем толщина слоя 12, которая имеет место, когда происходит повышение температуры в течение процесса пайки. Слой 14 образуется в результате реакции у поверхности раздела утолщающегося слоя 12, теперь становящегося слоем 13, и плакирующего слоя 10 и/или остальной части покрытия 16, как только у плакирующего слоя достигается температура солидуса. Сталь во втором ферроалюминиевом интерметаллическом соединении или слое 14 промежуточной фазы обеспечивается из слоя 12.
Коррозионная стойкость, демонстрируемая полученным узлом из ребер и трубы, весьма неожиданна. Точнее, образование ферроалюминиевого интерметаллического соединения или промежуточной фазы при нагревании покрытой алюминием стали известно, также известно и то, что интерметаллическое соединение или промежуточная фаза достаточно хрупка. Поэтому, хотя коррозионная стойкость интерметаллического соединения или промежуточной фазы для многих целей может быть удовлетворительной, его хрупкость повышает вероятность возникновения ломкого слоя, который может легко отслаиваться от защищаемого им основания и обнажать это основание, приводя к появлению коррозии, если не обеспечивается прочное соединение с ребрами.
Совершенно неожиданно посредством изобретения даже в зоне между гребнями 5 поверх слоев 13 и 14 из интерметаллического соединения или промежуточной фазы образуется алюминиевый слой 15 для предотвращения возможности отслаивания и обеспечения хорошей коррозионной стойкости, обусловленной алюминием, как только образуется окись, а также обеспечивается хорошее сцепление между ребром и трубой, обладающее непредвиденной прочностью.
Пайка осуществляется в продуваемой азотом печи.
Вначале в целях сушки собранные ребро и труба пропускаются через зоны относительно низкой температуры. Применяются три зоны, при этом время пребывания в каждой зоне может составлять от 3 до 4,5 мин. Зоны имеют последовательно повышающуюся температуру порядка 200оF (93оС), 250oF (121oC) и 300оF (148оС). После этого собранные труба и ребра подвергаются предварительному нагреву в пяти зонах, температура в которых постепенно возрастает от 650оF (343оС) до 840оF (448oC), 955oF (512oC), 1015oF (546oC), 1000oF (537oC). Время пребывания в каждой зоне находится в диапазоне от 2,0 до 3,2 мин.
Пайка происходит в пяти зонах, температура в которых соответственно от начала до конца составляет 1000oF (537oC), 1120oF (604oC), 1130oF (610oC), 1130oF (610oC) и 1115oF (601oC). Время пребывания в соответствующих зонах находится в следующих диапазонах: 5 2/3 8 1/2 мин, 3 1/4 4 5/6 мин, 2 3/4 4,2 мин, 2 3/4 4,2 мин, от 2 1/2 до 3,8 мин.
Используется поток азота порядка 3200 кубических футов в час (-86,4 м3/ч), так что точка росы в печи составляет минус 40oF (-40oC), а содержание кислорода составляет менее 10 частей на миллион.
Как вариант, процесс порционной пайки может выполняться в программируемой вакуумной печи для пайки, например в вакуумной печи Ипсена. Начальный низкий вакуум до 40 микрон давления представляет собой первую откачку. После этого для проведения цикла при высоком вакууме обычный диффузионный насос сохраняется открытым в течение двух минут, чтобы получить давление, приблизительно составляющее 3х10-4 торр (вакуум порядка 1 торра эквивалентен 1000 мкм). В течение цикла с высоким вакуумом температура в печи повышается со скоростью порядка 50oF (10оС) в минуту до тех пор, пока она не достигнет 100oF (37оС). Когда это происходит, диффузионный насос закрывается и цикл при высоком вакууме заканчивается.
Сразу же после этого происходит заполнение печи азотом под давлением порядка одной атмосферы. Когда заполнение завершается, сохраняется постоянный поток азота, составляющий приблизительно 9,5 кубических футов в минуту (0,25 м3/мин). В течение этого времени температура в печи увеличивается со скоростью 100oF (37оС) в минуту, пока не будет достигнута температура, приблизительно составляющая 970оF (521оС). Для такого повышения температуры требуется примерно 8,7 мин.
Температура повышается от 970оF (521оС) до 1100оF (593оС) со скоростью порядка 50оF (10оС) в минуту. При 1100оF (593оС) обычно выполняется пятиминутная выдержка и это будет способствовать повышению температуры подвергающегося пайке узла из ребра и трубы приблизительно до 980оF (528оС).
Наконец, температура повышается от 1100оF (593оС) до максимальной температуры 1170оF (632оС) со скоростью 25оF (3,8оС) в минуту. Когда достигается температура 1170оF (632оС), требуется окончательный период выдержки порядка 8 мин, чтобы поднять температуру узла из трубы и ребра приблизительно до 1125оF (607оС). В этот момент начинается обычный цикл азотного охлаждения.
В течение проведения этого цикла точка росы в печи составляет порядка 40оF (-40оС).
При использовании данного способа обеспечивается коррозионная стойкость у труб, выполненных с алюминиевым покрытием с концентрацией порядка 0,25 унции (7,07 г) на квадратный фут (0,09 м2) коррозионная стойкость равна или больше коррозионной стойкости труб, покрытых с концентрацией порядка 0,4 или даже 0,6 унций (11,3 или 17 грамм) на квадратный фут (10,09 м2).
Прочное оцепление и коррозионная стойкость получаются вследствие покрытия фактически той части всей конструкции вблизи от ребер, которая получается от подвергающейся пайки плакировки, текущей от ребер к внешней поверхности трубы. Также можно полагать, что катодная защита для стали обеспечивается использованием непокрытого алюминиевого ребра.
В связи с вышеуказанным, поскольку с трубой связана только одна сторона ребра, можно использовать плакирование под пайку только на этой стороне. Однако это уменьшает количество плакировки для пайки, которая может течь от ребра к трубе, при этом, когда используются ребра с жалюзями, наличие жалюзей усиливает поток плакировки под пайку к трубе от боковой стороны ребра, противоположной трубе. Т. е. можно полагать, что плакировка для пайки со стороны ребра, противоположной трубе, течет к боковой стороне ребра у трубы, а затем к трубе через жалюзи.
Можно ожидать, что использование узла из трубы и ребра, изготовленного согласно изобретению, даст 30% увеличение экономии нагрева при использовании его в качестве конденсатора пара по сравнению с полностью стальной конструкцией из гальванизированных ребер и труб, либо труб, снабженных навитыми алюминиевыми трубами. Вследствие этого конденсаторы, использующие узлы из трубы и ребер согласно изобретению, могут быть выполнены скорее с одним рядом труб, чем с двумя или более рядами для уменьшения стоимости их сооружения. Кроме того, использование одного ряда ребер приведет к уменьшению падения давления воздуха, при этом снижаются затраты энергии при работе вентилятора.
Хотя изобретение описано применительно к сплющенным трубам и змеевиковым ребрам, очевидно, что также могут быть использованы и круглые или другие формы труб и пластин, либо могут использоваться навитые ребра, при этом достигаются прочные паяные соединения стали с алюминием согласно изобретению.
Узлы из труб и ребер согласно изобретению могут быть использованы во многих разнообразных внешних условиях, требующих стойких к коррозии теплообменников, и не ограничены использованием только в электрических установках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| СПОСОБ СОЕДИНЕНИЯ ПОКРЫТЫХ ЦИНКОМ АЛЮМИНИЕВЫХ ЭЛЕМЕНТОВ И ТЕПЛООБМЕННИК, ИЗГОТОВЛЕННЫЙ ДАННЫМ СПОСОБОМ | 1992 |
|
RU2094189C1 |
| МНОГОСЛОЙНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ БЕСФЛЮСОВОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ В РЕГУЛИРУЕМОЙ АТМОСФЕРЕ | 2013 |
|
RU2642245C2 |
| МАТЕРИАЛ В ВИДЕ ПОЛОСЫ С ПРЕВОСХОДНОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ ПОСЛЕ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2013 |
|
RU2635052C2 |
| ЛИСТ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2017 |
|
RU2731572C2 |
| СВЕРХСТОЙКИЙ К ПРОГИБУ И ПЛАВЛЕНИЮ МАТЕРИАЛ ОРЕБРЕНИЯ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ | 2013 |
|
RU2635675C2 |
| СПОСОБ ПРОИЗВОДСТВА СЕКЦИИ ТЕПЛООБМЕННИКА НА ОСНОВЕ АЛЮМИНИЯ | 1998 |
|
RU2194596C2 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С АЛЮМИНИЕВЫМИ РЕБРАМИ | 2001 |
|
RU2228241C1 |
| ПЛАКИРОВАННЫЕ ЛИСТЫ ДЛЯ ТЕПЛООБМЕННИКОВ | 2015 |
|
RU2672652C1 |
| Способ пайки алюминия и его сплавов | 1967 |
|
SU238326A1 |



Использование: в энергетической установке при конденсации пара применительно к водным турбинам и установках для выработки электроэнергии. Сущность изобретения: способ изготовления теплообменника, состоящего из трубок с ребрами, включает изготовление одной из деталей из алюминия, а другой из ферритного материала, нанесение на прямую алюминиевую поверхность плакированного слоя, а на ферритовый материал-покрытия из алюминия, сборку деталей, нанесение флюса. Сборку нагревают до температуры, достаточной по крайней мере, для частичного оплавления плакирующего слоя и покрытия в течение времени до преобразования покрытия и плакирующего слоя в ферроалюминиевое интерметаллическое соединение. Трубку теплообменника сплющивают, а ребра изготавливают в виде змеевика. В качестве ферритового материала может быть использована сталь, а в качестве плакирующего слоя и покрытия можно использовать сплав алюминия кремний. 4 з.п. ф-лы, 5 ил.
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
