Настоящее изобретение относится к устройству и способу изготовления нетканого полотна заданной ширины из металлических волокон путем их сварки между собой. Подобные металлические нетканые полотна используются преимущественно в системах обработки или снижения токсичности отработавших газов (ОГ), например, в качестве фильтрующего или звукопоглощающего материала.
Из публикации WO 2004/039580 А1 известен способ изготовления пористого плоского одно- или многослойного нетканого материала из металлических волокон. В этой публикации металлические волокна предлагается спрессовывать и сваривать между собой за одну рабочую операцию. Для проведения процесса сварки металлические волокна подают в предназначенное для этого сварочное устройство. Для сварки металлические волокна внавал помещают между электродами, имеющими плоские рабочие поверхности и позволяющими прикладывать к насыпной массе волокон достаточное для их сваривания между собой усилие прессования. В качестве метода сварки в указанной публикации предлагается использовать импульсную сварку, прежде всего импульсную конденсаторную сварку.
Хотя этот известный способ изготовления подобных металлических нетканых материалов из металлических волокон путем их сварки между собой и хорошо зарекомендовал себя на практике, тем не менее именно в серийном производстве отчасти существует опасность неравномерного распределения сварных соединений по всей ширине нетканого материала, который по этой причине в конечном итоге может обладать нежелательной неоднородностью определенных его параметров или свойств.
В основу настоящего изобретения была положена задача по меньшей мере частично решить рассмотренные выше технические проблемы, присущие уровню техники. Задача изобретения состояла прежде всего в разработке устройства, которое обеспечивало бы возможность изготовления металловолокнистых нетканых материалов высокого качества даже в серийном производстве. Подобное устройство должно, кроме того, иметь простую конструкцию и обеспечивать высокоскоростную сварку.
Указанные задачи решаются с помощью устройства, заявленного в п.1 формулы изобретения, а также с помощью способа, заявленного в п.10 формулы изобретения. Различные предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения. При этом следует отметить, что представленные по отдельности в формуле изобретения признаки могут использоваться в любом технически целесообразном сочетании друг с другом и могут образовывать тем самым другие варианты осуществления изобретения.
Предлагаемое в изобретении устройство для изготовления нетканого полотна заданной ширины из металлических волокон путем их сварки между собой имеет несколько распределенных по ширине изготавливаемого нетканого полотна пар сварочных электродов, между которыми пропускаются металлические волокна, по меньшей мере один подъемно-опускной механизм, приводящий по меньшей мере один сварочный электрод пары сварочных электродов в относительное движение, по меньшей мере одну систему управления сваркой, подающую сварочный ток при наличии контакта между парой сварочных электродов и металлическими волокнами, и систему управления подачей нетканого полотна, которая в зависимости от состояния по меньшей мере одного подъемно-опускного механизма обеспечивает перемещение изготавливаемого нетканого полотна.
В отношении пар сварочных электродов следует отметить, что по своему расположению они все вместе перекрывают всю ширину нетканого полотна, соответственно рыхлой массы металлических волокон (возможно за исключением обрабатываемого в последующем узкого краевого участка нетканого полотна). Пары сварочных электродов при этом предпочтительно располагать на одной линии по ширине изготавливаемого нетканого полотна, что, однако, не является строго обязательным условием, поскольку пары сварочных электродов можно располагать и со смещением относительно друг друга в направлении подачи изготавливаемого нетканого полотна.
Подъемно-опускной механизм служит для приведения по меньшей мере одного сварочного электрода пары сварочных электродов в относительное движение, что прежде всего означает неподвижность одного из двух сварочных электродов в одной их паре в процессе сварки. Неподвижным предпочтительно выполнять сварочный электрод, располагаемый под изготавливаемым нетканым полотном. Относительно него расположенный сверху сварочный электрод может совершать вертикальное возвратно-поступательное движение между поднятым положением и опущенным положением, в котором сварочные электроды удалены друг от друга на минимальное расстояние и в котором происходят сжатие или уплотнение рыхлой массы металлических волокон и их сварка между собой.
В принципе приводить в движение подвижные сварочные электроды в каждой их паре подъемно-опускным механизмом можно независимо друг от друга, однако в этом случае при определенных условиях придется считаться с увеличением технологического времени. Поэтому в особенно предпочтительном варианте подвижные сварочные электроды во всех их парах предлагается приводить в движение подъемно-опускным механизмом одновременно, соответственно параллельно. В этом случае предпочтительно далее предусматривать для каждой пары сварочных электродов собственный трансформатор, что позволяет дополнительно повысить эффективность контроля за процессом сварки и улучшить его воспроизводимость.
Для проведения процесса сварки каждую пару сварочных электродов предпочтительно оснащать отдельной системой подвода электрического тока или даже собственным источником тока. Такими источниками тока может управлять общая система управления сваркой, однако в принципе для каждой пары сварочных электродов можно также предусмотреть по индивидуальной системе управления сваркой. Основная функция системы управления сваркой заключается прежде всего в подаче сварочного тока именно только на тот сварочный электрод, который в данный момент контактирует с рыхлой массой металлических волокон, скрепляемых сваркой в нетканое полотно.
Система управления подачей нетканого полотна предназначена для подачи изготавливаемого нетканого полотна в периодическом режиме, в котором само изготавливаемое нетканое полотно остается неподвижным в процессе сварки, а в промежутках между двумя последовательными процессами сварки перемещается далее на определенное расстояние.
В одном из вариантов выполнения предлагаемого в изобретении устройства пары сварочных электродов имеют рабочую зону площадью от 2 до 10 см2. Все пары сварочных электродов предпочтительно выполнять с одинаковой рабочей зоной. В наиболее предпочтительном варианте площадь рабочей зоны пар сварочных электродов составляет порядка 3-6 см2. При этом протяженность рабочей зоны одной пары сварочных электродов в направлении ширины изготавливаемого нетканого полотна предпочтительно должна составлять примерно от более 2 до 3 см.
Помимо этого предлагается выполнять подъемно-опускной механизм с возможностью совместного приведения в движение подвижных сварочных электродов всех их пар. Наиболее предпочтительно при этом выполнять подъемно-опускной механизм в виде эксцентрикового привода. Подобный подъемно-опускной механизм позволяет, например, по типу распределительного (кулачкового) вала с высокой частотой и с высокой точностью приводить в относительное движение подвижные сварочные электроды в отдельных их парах относительно друг друга.
Особенно предпочтительным является вариант выполнения предлагаемого в изобретении устройства, в котором система управления сваркой имеет по одному для каждой пары сварочных электродов трансформатору и частотно-управляемому преобразователю с согласуемыми с движением подъемно-опускного механизма настройками. Под частотно-управляемым преобразователем в предпочтительном варианте подразумевается так называемый “инвертор синусоидального типа”. Использование подобных преобразователей позволяет в целом настраивать частоту повторения сварочных циклов на любую величину и в результате с исключительно высокой скоростью проводить обработку, при которой металлические волокна сваркой скрепляют между собой с образованием нетканого полотна.
Для возможности полного использования подобных преимуществ именно в серийном производстве в еще одном предпочтительном варианте предусмотрены средства для реализации по меньшей мере 300 циклов возвратно-поступательного движения подвижного сварочного электрода в минуту. Наиболее же предпочтительна реализация от 300 до 500 циклов возвратно-поступательного движения подвижного сварочного электрода в минуту.
Именно из-за возникающих в данном случае высоких термических нагрузок пару сварочных электродов для сохранения качества сварки на постоянном уровне предпочтительно снабжать системой охлаждения. Для этого сварочные электроды в предпочтительном варианте выполняют с системой охлаждения теплообменной средой.
В еще одном варианте предлагается также предусмотреть перед предлагаемым в изобретении устройством систему распознавания положения, позволяющую по меньшей мере проверять или регулировать положение металлических волокон относительно этого устройства. В предпочтительном варианте система распознавания положения выполнена также с возможностью первоначальной проверки и при необходимости последующей корректировки положения металлических волокон относительно пары сварочных электродов. Реализовать такую возможность можно, например, использовав подвижный в поперечном направлении привод продольный подачи изготавливаемого нетканого полотна. Таким путем можно обеспечить точную ориентацию изготавливаемого нетканого полотна относительно пар сварочных электродов.
Помимо этого после предлагаемого в изобретении устройства предпочтительно предусмотреть систему для обработки кромок, которая предназначена по меньшей мере для уплотнения или заваривания, а в предпочтительном варианте - и для уплотнения, и для заваривания продольного краевого участка нетканого полотна. Функция подобной системы для обработки кромок заключается прежде всего в упрочнении продольной кромки волокнистого нетканого полотна, а тем самым и в обеспечении возможности дальнейшего оперирования с ним. С этой целью на краевом участке нетканого полотна можно выполнять специальные сварные швы, однако в принципе в этом месте можно также отделять выступающие части волокон или же прикреплять дополнительные элементы, например полоски фольги.
Еще одним объектом изобретения является способ изготовления нетканого полотна заданной ширины из металлических волокон путем их сварки между собой, заключающийся в выполнении по меньшей мере следующих стадий:
а) рыхлую массу из не скрепленных между собой металлических волокон подают в устройство для изготовления из них нетканого полотна путем их сварки между собой и
б) металлические волокна в их рыхлой массе сваривают между собой индивидуально на ее нескольких отдельных участках во время, в течение которого рыхлая масса металлических волокон остается неподвижной. Для осуществления такого предлагаемого в изобретении способа наиболее предпочтительно использовать описанное выше предлагаемое в изобретении устройство. Тем самым предлагаемый в изобретении способ пригоден прежде всего для изготовления металловолокнистых нетканых полотен в периодическом режиме в серийном производстве.
В одном из предпочтительных вариантов осуществления предлагаемого в изобретении способа на стадии б) продолжительность процесса сварки металлических волокон на одном отдельном участке их рыхлой массы составляет менее 4 мс. Сказанное означает, в частности, что за этот промежуток времени выполняются вертикальное возвратно-поступательное перемещение подвижного сварочного электрода, связанное с таким его перемещением спрессовывание или уплотнение металлических волокон на этом отдельном участке их рыхлой массы и их сварка путем подачи электрического тока. При использовании пар сварочных электродов с относительно небольшой рабочей зоной, например, площадью менее 10 мм2, стадию б) предпочтительно выполнять за 0,5-2 мс. Выполнение стадии б) за столь короткий промежуток времени позволяет избежать нежелательного излишнего нагрева металлических волокон из-за наличия у них определенной теплопроводности.
В еще одном варианте осуществления предлагаемого в изобретении способа стадию б) проводят с частотой ее повторения по меньшей мере 300 циклов сварки в минуту. Наиболее же предпочтительно проводить стадию б) с частотой ее повторения, достигающей 500 циклов сварки в минуту.
В следующем варианте осуществления предлагаемого в изобретении способа отдельные циклы сварки проводят с соблюдением по меньшей мере одного из следующих параметров, выбранных из группы, включающей прижимное усилие, развиваемое сварочным электродом, в пределах от 5000 до 50000 Н/см2, силу (эффективного) сварочного тока в пределах от 300 до 1200 А и мощность сварки в пределах от 500 до 20000 Вт. Проведение процесса сварки при указанных выше параметрах позволяет получать особо долговечные и равномерно распределенные сварные соединения между металлическими волокнами и в результате изготавливать нетканое полотно постоянного качества. В отношении прижимного усилия, развиваемого сварочным электродом, следует отметить, что в данном случае оно при площади рабочих зон пар сварочных электродов, равной по меньшей мере 2 см2, предпочтительно должно составлять от 20000 до 50000 Н/см2. Указанная сила (эффективного) сварочного тока наиболее предпочтительно должна составлять от 400 до 800 А, причем за один ход подвижного сварочного электрода при необходимости генерируется множество импульсов подобного сварочного тока (например, пробный импульс, необходимый для определения электрических параметров, к которым относятся, например, сила тока и/или падение напряжения и в зависимости от которых генерируется по меньшей мере еще один - рабочий - импульс в пределах той же рабочей зоны).
Стадию а) предпочтительно проводить при средней скорости подачи изготавливаемого нетканого полотна по меньшей мере 3 м/мин. Наиболее же предпочтительно работать с более высокой скоростью подачи изготавливаемого нетканого полотна, достигающей, например, 6 м/мин или даже 8 м/мин.
Во избежание ошибочного непосредственного контакта сварочных электродов между собой, соответственно неполного перекрытия рабочей зоны пары сварочных электродов с рыхлой массой металлических волокон в еще одном варианте предлагается до проведения стадии а) ориентировать рыхлую массу металлических волокон относительно устройства для изготовления из них нетканого плотна путем их сварки. Сказанное означает, в частности, выравнивание или ориентирование рыхлой массы металлических волокон поперечно относительно устройства для изготовления из них нетканого плотна путем их сварки. Касательно выравнивания или ориентирования рыхлой массы металлических волокон в направлении подачи изготавливаемого из них нетканого полотна следует отметить, что необходимо избегать существенного перекрытия зон сварных соединений, и поэтому величина перемещения рыхлой массы металлических волокон, соответственно изготавливаемого из них нетканого полотна за один цикл ее, соответственно его дискретной (периодической) подачи, должна выбираться в основном в зависимости от протяженности рабочих зон пар сварочных электродов в направлении подачи изготавливаемого нетканого полотна.
В следующем варианте осуществления предлагаемого в изобретении способа после стадии б) нетканое полотно подают в систему обработки для кромок, в которой нетканому полотну придают заданную ширину. Для этого можно удалять выступающие части нетканого полотна, например отрезать их. Вместе с тем их можно также подгибать, заваривать или просто уплотнять с приданием в конечном итоге нетканому полотну заданной ширины. Систему для обработки кромок можно также использовать для постоянного размещения усиливающих элементов, герметиков и иных аналогичных элементов и материалов на продольных краевых участках нетканых полотен.
Предлагаемым в изобретении способом предпочтительно далее изготавливать нетканое полотно, обладающее по меньшей мере одним из следующих свойств, выбранных из группы, включающей гидравлический диаметр металлических волокон в пределах от 10 до 100 мкм, отношение длины металлических волокон к их гидравлическому диаметру в пределах от 50 до 5000, дисперсию диаметра металлических волокон максимум 50%, ширину нетканого полотна в пределах от 5 до 500 мм, толщину нетканого полотна в пределах от 0,1 до 10 мм, удельную массу нетканого полотна, отнесенную к единице площади поверхности, в пределах от 100 до 5000 г/м2, отношение прочности изготовленного нетканого полотна к прочности исходной рыхлой массы металлических волокон по меньшей мере 3 и пористость нетканого полотна в пределах от 50 до 85%.
Для изготовления нетканого полотна в принципе можно использовать металлические волокна с любой формой поперечного сечения (круглой, многоугольной или иной). Поэтому в качестве параметра, характеризующего форму металлических волокон, соответственно их поперечное сечение, предлагается использовать их гидравлический диаметр, который можно определять по следующей формуле: 4A/U, где А обозначает площадь поперечного сечения металлического волокна, a U обозначает длину его периметра. Предпочтительно использовать металлические волокна с гидравлическим диаметром от 20 до 50 мкм. Для изготовления нетканого полотна можно использовать и металлические волокна с разной формой поперечного сечения, прежде всего в виде смеси металлических волокон или в виде отдельных наложенных один на другой слоев. Расположение металлических волокон относительно друг друга не играет никакой существенной роли, в связи с чем понятие “нетканое полотно” в этом отношении не накладывает никаких ограничений на расположение образующих его металлических волокон, а предпочтительно нетканое полотно в виде слоя из неупорядоченных металлических волокон со случайным их расположением относительно друг друга.
Помимо этого отношение длины металлических волокон к их гидравлическому диаметру (L/dгидр) предпочтительно должно лежать в указанных выше пределах, а наиболее предпочтительно должно составлять от 200 до 1000.
Для получения нетканых полотен с однородными свойствами дисперсию диаметра металлических волокон предпочтительно ограничивать величиной в 10%, при этом в данном случае дисперсия диаметра металлических волокон означает его отклонение на указанную величину от требуемого значения в большую и в меньшую стороны, т.е., например, отклонение на +10% и на -10% от требуемого значения.
С учетом применения подобных нетканых полотен в автомобилестроении и во избежание необходимости использования дорогостоящих сварочных установок предпочтительны нетканые полотна шириной от 20 до 200 мм и толщиной от 0,2 до 1,5 мм. Удельная масса подобных нетканых полотен, отнесенная к единице площади поверхности, предпочтительно должна составлять от 300 до 3000 г/м2.
Для наглядного описания качества сварки, соответственно количества и типа созданных сварных соединений целесообразно, кроме того, указывать отношение прочности полученного нетканого полотна к прочности исходной рыхлой массы металлических волокон. Сказанное означает, что к рыхлой массе не скрепленных между собой металлических волокон уже можно прикладывать определенную растягивающую нагрузку, поскольку металлические волокна в этой их рыхлой массе из-за своей кривизны или положения уже оказываются сцеплены друг с другом. При сварке же происходит повышение подобной “прочности при растяжении”, которая при этом должна возрастать по меньшей мере в 3 раза, прежде всего по меньшей мере в 6 раз, а при определенных условиях - даже в 10 раз.
Нетканое полотно, изготовленное с помощью предлагаемого в изобретении устройства, соответственно предлагаемым в изобретении способом, предпочтительно использовать для фильтрования отработавших газов. Помимо этого подобное нетканое полотно предлагается интегрировать в компонент для обработки отработавших газов с целью снижения их токсичности.
Ниже изобретение и необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи. Необходимо отметить, что на этих чертежах показаны наиболее предпочтительные варианты осуществления изобретения, которыми, однако, его объем не ограничен. На прилагаемых к описанию чертежах, которые носят схематичный характер, в частности, показано:
на фиг.1 - предлагаемое в изобретении устройство, выполненное по первому варианту,
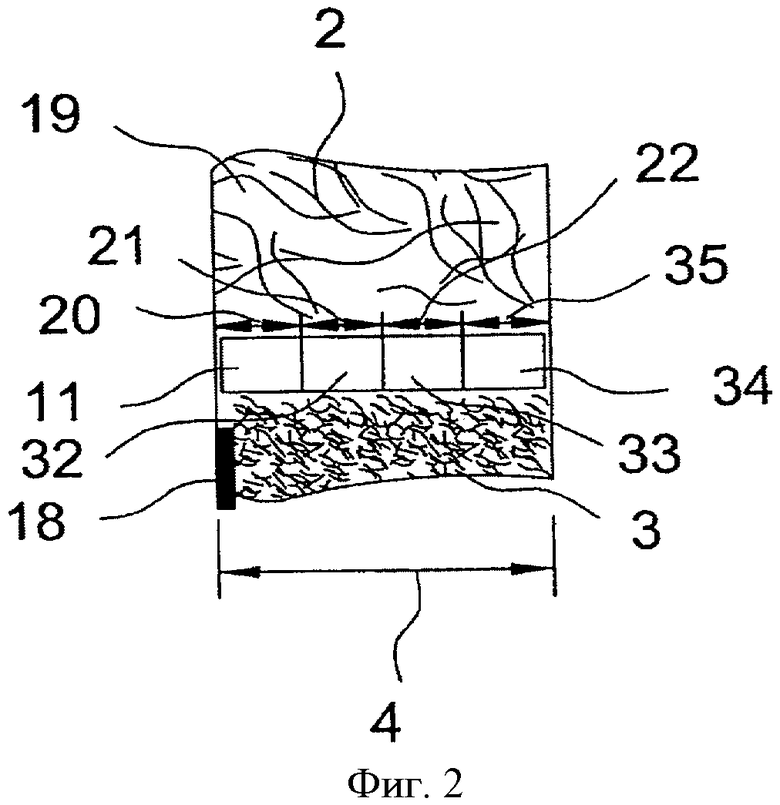
на фиг.2 - вид сверху нетканого полотна,
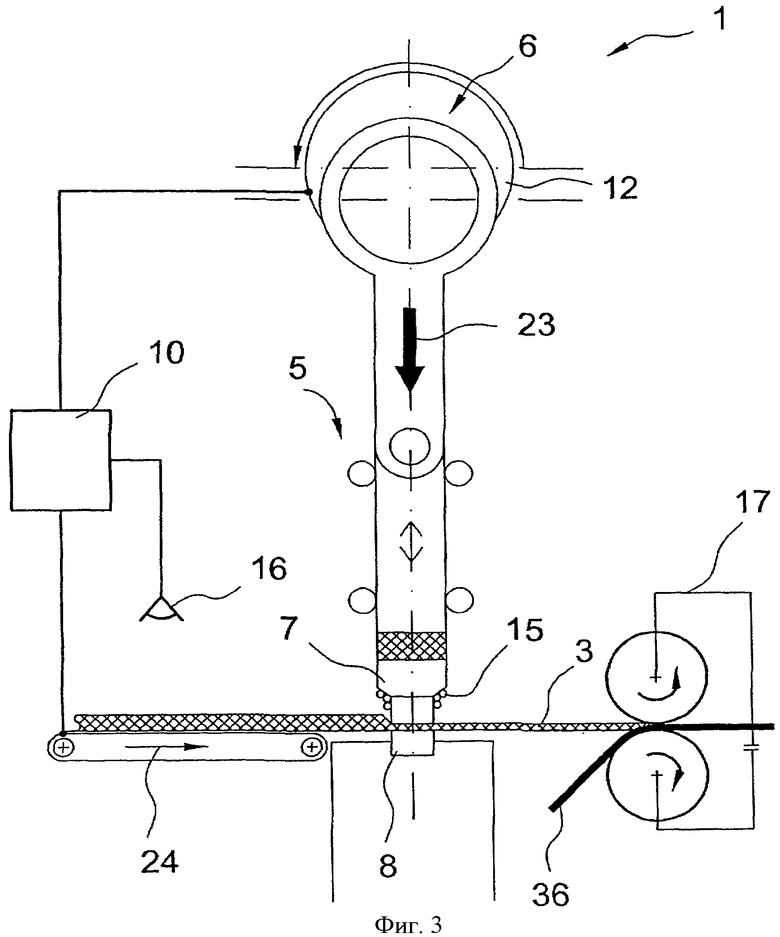
на фиг.3 - предлагаемое в изобретении устройство, выполненное по другому варианту,
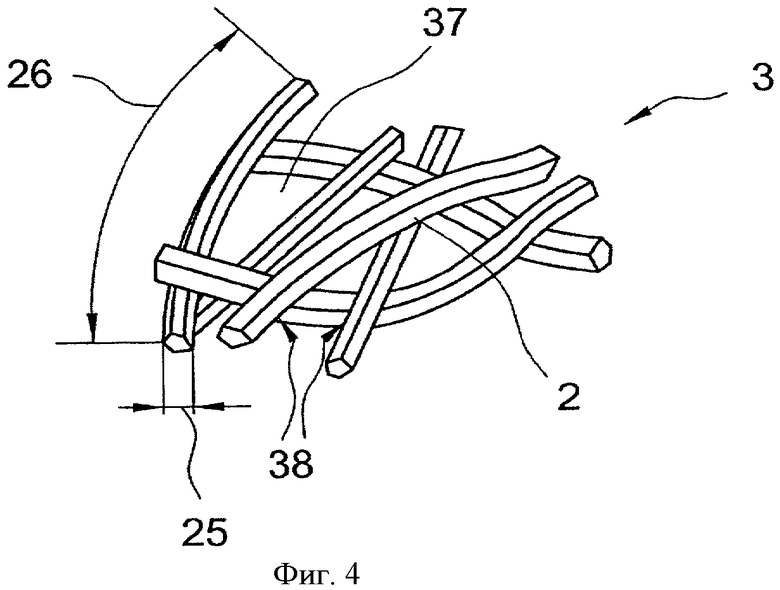
на фиг.4 - увеличенный фрагмент волокнистого нетканого полотна и
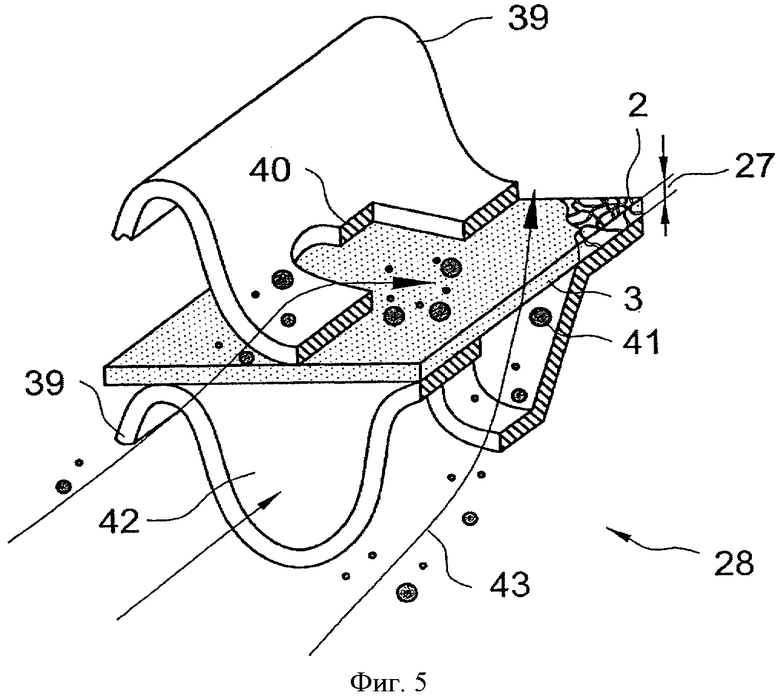
на фиг.5 - фрагмент компонента для обработки ОГ, выполненного по одному из вариантов.
На фиг.1 схематично показано предлагаемое в изобретении устройство 1 для изготовления нетканого полотна 3 из металлических волокон 2 путем их сварки между собой. При этом показанное на чертеже устройство имеет несколько, в данном случае четыре, распределенных по ширине 4 изготавливаемого нетканого полотна 3 пар 5, 29, 30, 31 сварочных электродов, между которыми пропускают металлические волокна 2. Для обеспечения целенаправленного перемещения сварочных электродов друг относительно друга в каждой их паре предусмотрен подъемно-опускной механизм 6, который приводит расположенный сверху первый сварочный электрод 7 в движение относительно расположенного снизу неподвижного второго сварочного электрода 8. Сварочные электроды каждой их пары 5, 29, 30, 31 соединены с общей системой 9 управления сваркой. Частью этой системы 9 управления сваркой являются трансформаторы 13 и частотно-управляемые преобразователи 14, по одному каждого из которых предусмотрено для каждой пары 5, 29, 30, 31 сварочных электродов. Таким путем обеспечивается целенаправленный подвод электрического тока через сварочные электроды 7, 8 к изготавливаемому нетканому полотну 3.
В показанном на чертеже положении устройства 1 сварочные электроды второй их пары 29 выполняют сварку, при этом находящийся сверху сварочный электрод 7 во второй рабочей зоне 32 контактирует с изготавливаемым нетканым полотном 3 и подводит к нему электрический ток для образования сварных соединений. Нахождение нетканого полотна 3 в неподвижном состоянии в процессе сварки обеспечивается условно обозначенной на чертеже системой 10 управления подачей, которая в предпочтительном варианте работает согласованно с эксцентриковым приводом 12. Учитывая высокую скорость обработки, соответственно высокую скорость относительного перемещения находящегося сверху первого сварочного электрода 7 предусмотрены компенсирующие и/или изолирующие средства, например, в виде эластомерного элемента 44. Такой эластомерный элемент 44 обеспечивает, с одной стороны, нахождение подвижного сварочного электрода 7 в относительно спокойном состоянии в его нижней мертвой точке, а с другой стороны, электрическую изоляцию сварочного электрода 7 от остальных компонентов устройства.
На фиг.2 показаны отдельные рабочие зоны устройства 1, в которых оно воздействует на металлические волокна в процессе изготовления из них нетканого полотна 3. Вверху на фиг.2 показана рыхлая масса 19 из еще не скрепленных между собой металлических волокон 2, подаваемая далее в устройство 1. По ширине 4 изготавливаемого нетканого полотна на рыхлую массу 19 из не скрепленных между собой металлических волокон своими рабочими зонами 11, 32, 33, 34 воздействует множество пар сварочных электродов, создающих отдельные участки 20, 21, 22, 35 из уплотненных металлических волокон, скрепленных между собой сварными соединениями. В завершение нетканое полотно 3 можно подвергнуть дополнительному уплотнению, соответственно дополнительной обработке на краевом участке 18. Помимо этого при определенных условиях может также оказаться целесообразным выполнять сварные соединения не по всей ширине нетканого полотна, что можно обеспечить, расположив отдельные пары сварочных электродов не вплотную одна к другой, а с некоторыми промежутками между ними. Для компенсации при последующем подъеме верхних сварочных электродов пары сварочных электродов можно при необходимости располагать со смещением одна относительно другой.
На фиг.3 в виде сбоку показана предлагаемая в изобретении установка, содержащая устройство 1. На этом чертеже показана, в частности, первая пара 5 из первого сварочного электрода 7 и второго сварочного электрода 8, между которыми в периодическом режиме пропускают рыхлую массу из металлических волокон в процессе изготовления из них нетканого полотна 3. С этой целью для подачи 24 рыхлой массы из металлических волокон предусмотрена соответствующая система 10 управления их подачей, которая взаимодействует с системой 16 распознавания положения, а также с подъемно-опускным механизмом 6. После подачи 24 рыхлой массы из металлических волокон на требуемую величину (показанный на чертеже) первый сварочный электрод 7 (и одновременно все другие сварочные электроды предлагаемого в изобретении устройства) опускаются показанным на чертеже эксцентриковым приводом 12 и сжимают, соответственно уплотняют рыхлую массу из металлических волокон, а также сваривают их между собой с образованием нетканого полотна 3. Развиваемое при этом сварочными электродами прижимное усилие 23 (усилие прессования) предпочтительно должно составлять от 20000 до 30000 Н/см2.
Для возможности проведения процесса сварки металлических волокон с высокой эффективностью и с постоянным качеством сварочный электрод 7 снабжен, кроме того, системой 15 охлаждения.
После устройства 1 предусмотрена система 17 для обработки кромок, в данном случае в виде установки для роликовой сварки. При этом продольный краевой участок 18 нетканого полотна 3 обертывается соответствующей фольгой 36, которая приваривается к нему.
На фиг.4 в увеличенном масштабе показан фрагмент нетканого полотна 3 с обозначением прежде всего длины 26 и диаметра 25 образующих его металлических волокон. Прижатые друг к другу в процессе сварки металлические волокна 2 скреплены между собой многочисленными сварными соединениями 38, образовавшимися в результате резистивного нагрева металлических волокон при прохождении сварочного тока в местах их контакта между собой. Вместе с тем в нетканом полотне 3 образовалось и множество сквозных отверстий 37, и поэтому подобное нетканое полотно 3 можно использовать в качестве звукопоглощающего или фильтрующего материала.
На фиг.5 в увеличенном масштабе показан фрагмент компонента 28 для обработки ОГ, в частности для их фильтрования. Поток ОГ проходит через такой компонент 28 для их обработки в направлении 43, при этом, например, содержащиеся в ОГ твердые частицы 41 задерживаются металлическими волокнами 2 нетканого полотна 3 толщиной 27. Для фильтрования ОГ компонент 28 для их обработки имеет множество слоев 39, образующих проточные для ОГ каналы 42. Для придания потоку ОГ неламинарного характера движения дополнительно можно предусмотреть потоконаправляющие поверхности 40, отклоняющие поток ОГ к нетканому полотну 3. Подобный компонент для обработки ОГ предпочтительно использовать в автомобильных системах выпуска ОГ.
Изобретение может быть использовано для изготовления нетканого полотна (3) заданной ширины (4) из металлических волокон (2) путем их сварки между собой. Устройство (1) имеет несколько распределенных по ширине (4) изготавливаемого нетканого полотна пар (5) сварочных электродов с возможностью пропускания между ними металлических волокон (2). По меньшей мере один подъемно-опускной механизм (6) приводит по меньшей мере один сварочный электрод (7) пары (5) сварочных электродов в относительное движение. По меньшей мере одна система (9) управления сваркой обеспечивает подачу сварочного тока при наличии контакта между парой (5) сварочных электродов и металлическими волокнами (2). Система (10) управления подачей нетканого полотна (3) в зависимости от положения подъемно-опускного механизма (6) обеспечивает перемещение изготавливаемого нетканого полотна (3). Рыхлую массу (19) из не скрепленных между собой металлических волокон (2) подают в устройство (1), и металлические волокна в их рыхлой массе (19) сваривают между собой индивидуально на ее нескольких отдельных участках (20) во время, в течение которого рыхлая масса (19) металлических волокон остается неподвижной. Изобретение обеспечивает высокоскоростную сварку с получением металловолокнистых материалов высокого качества. 5 н. и 13 з.п. ф-лы, 5 ил.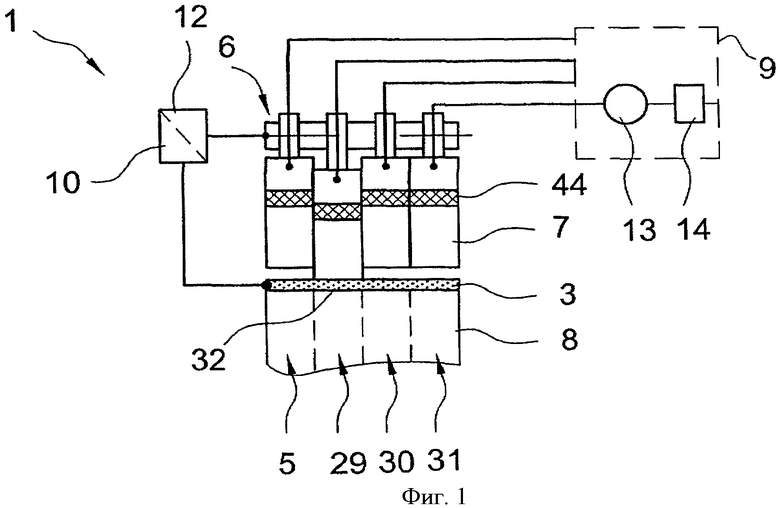
1. Устройство (1) для изготовления нетканого полотна (3) заданной ширины (4) из металлических волокон (2) путем их сварки между собой, имеющее несколько распределенных по ширине (4) изготавливаемого нетканого полотна пар (5) сварочных электродов с возможностью пропускания между ними металлических волокон (2), по меньшей мере один подъемно-опускной механизм (6), приводящий по меньшей мере один сварочный электрод (7) пары (5) сварочных электродов в относительное движение, по меньшей мере одну систему (9) управления сваркой, подающую сварочный ток при наличии контакта между парой (5) сварочных электродов и металлическими волокнами (2), и систему (10) управления подачей нетканого полотна (3), которая в зависимости от положения по меньшей мере одного подъемно-опускного механизма (6) обеспечивает перемещение изготавливаемого нетканого полотна (3).
2. Устройство (1) по п.1, отличающееся тем, что пары (5) сварочных электродов имеют рабочую зону (11) площадью от 2 до 10 см2.
3. Устройство (1) по п.1, отличающееся тем, что подъемно-опускной механизм (6) выполнен с возможностью совместного приведения в движение подвижных сварочных электродов всех их пар (5).
4. Устройство (1) по п.1, отличающееся тем, что подъемно-опускной механизм (6) представляет собой эксцентриковый привод (12).
5. Устройство (1) по п.1, отличающееся тем, что система (9) управления сваркой имеет по одному для каждой пары сварочных электродов трансформатору (13) и частотноуправляемому преобразователю (14) с согласуемыми с движением подъемно-опускного механизма (6) настройками.
6. Устройство (1) по п.1, отличающееся тем, что подъемно-опускной механизм (6) обеспечивает реализацию по меньшей мере 300 циклов возвратно-поступательного движения подвижного сварочного электрода (7) в минуту.
7. Устройство (1) по п.1, отличающееся тем, что пара (5) сварочных электродов снабжена системой (15) охлаждения.
8. Установка для изготовления нетканого полотна, состоящая из устройства по одному из пп.1-7, расположенной перед ним системы (16) распознавания положения, позволяющей проверять или регулировать положение металлических волокон (2) относительно устройства (1), и/или расположенной после него системы (17) для обработки кромок, предназначенной для уплотнения или заваривания продольного краевого участка (18) нетканого полотна (3).
9. Способ изготовления нетканого полотна (3) заданной ширины (4) из металлических волокон (2) путем их сварки между собой, заключающийся в выполнении по меньшей мере следующих стадий:
а) рыхлую массу (19) из не скрепленных между собой металлических волокон (2) подают в устройство (1) для изготовления из них нетканого полотна (3) путем их сварки между собой и
б) металлические волокна в их рыхлой массе (19) сваривают между собой индивидуально на ее нескольких отдельных участках (20) в течение времени, когда рыхлая масса (19) металлических волокон остается неподвижной.
10. Способ по п.9, отличающийся тем, что на стадии б) продолжительность процесса сварки металлических волокон на одном отдельном участке (20) их рыхлой массы составляет менее 4 мс.
11. Способ по п.9, отличающийся тем, что стадию б) проводят с частотой ее повторения по меньшей мере 300 циклов сварки в минуту.
12. Способ по п.9, отличающийся тем, что отдельные циклы сварки проводят с соблюдением по меньшей мере одного из следующих параметров, выбранных из группы, включающей прижимное усилие, развиваемое сварочным электродом, в пределах от 5000 до 50000 Н/см2, силу сварочного тока в пределах от 300 до 1200 А и мощность сварки в пределах от 500 до 20000 Вт.
13. Способ по п.9, отличающийся тем, что стадию а) проводят при средней скорости подачи (24) рыхлой массы (19) из не скрепленных между собой металлических волокон (2) по меньшей мере 3 м/мин.
14. Способ по п.9, отличающийся тем, что до проведения стадии а) рыхлую массу (19) из не скрепленных между собой металлических волокон (2) ориентируют относительно устройства (1) для изготовления из них нетканого полотна путем их сварки.
15. Способ по п.9, отличающийся тем, что после стадии б) нетканое полотно (3) подают в систему (17) для обработки кромок, которая предназначена для уплотнения или заваривания продольного краевого участка (18) нетканого полотна (3) и в которой нетканому полотну (3) придают заданную ширину (4).
16. Способ по п.9, отличающийся тем, что изготавливают нетканое полотно (3), обладающее по меньшей мере одним из следующих свойств: гидравлический диаметр (25) металлических волокон (2) в пределах от 10 до 100 мкм, отношение длины (26) металлических волокон (2) к их гидравлическому диаметру (25) в пределах от 50 до 5000, дисперсия диаметра (25) металлических волокон (2) максимум 50%, ширина (4) нетканого полотна (3) в пределах от 5 до 500 мм, толщина (27) нетканого полотна (3) в пределах от 0,1 до 10 мм, удельная масса нетканого полотна (3), отнесенная к единице площади поверхности, в пределах от 100 до 5000 г/м2, отношение прочности изготовленного нетканого полотна (3) к прочности исходной рыхлой массы (19) из не скрепленных между собой металлических волокон по меньшей мере 3 и пористость нетканого полотна в пределах от 50 до 85%.
17. Применение нетканого полотна (3), изготовленного способом по одному из пп.9-16, для фильтрования отработавших газов.
18. Компонент (28) для обработки отработавших газов фильтрованием с целью снижения их токсичности, имеющий по меньшей мере одно нетканое полотно (3), изготовленное с помощью устройства по одному из пп.1-7 или установки по п.8 либо способом по одному из пп.9-16.
| US 5679441 A, 21.10.1997 | |||
| DE 10357693 A1, 07.07.2005 | |||
| WO 2004039580 A1, 13.05.2004 | |||
| 1971 |
|
SU411421A1 | |
| RU 2004116471 A1, 20.06.2005. | |||

