Изобретение относится к машиностроению и металлургии, а именно к двигателестроению, металлическим композиционным материалам и изготовлению заготовок или изделий из металлических порошков и, в частности, может быть использовано в поршневых двигателях внутреннего сгорания (ДВС) различных по назначению машин и силовых установок.
На протяжении длительного периода развития ДВС различного назначения и с учетом опыта их эксплуатации отработаны конструкции, материалы и методы термического упрочнения для впускных и выпускных клапанов, которые в основном обеспечивают надежность и долговечность эксплуатации двигателей. В качестве материалов для изготовления клапанов ДВС обычно применяют специальные марки сталей и никелевые сплавы, которые имеют высокую плотность (ρ=7,63…8,4 г/см3). Масса клапанов, изготавливаемых из традиционных материалов, получается значительной, что является отрицательным фактором для клапанных механизмов современных быстроходных двигателей, работающих с высокими скоростями и ускорениями.
Высокие инерционные нагрузки, обусловленные массой клапанов, увеличивают нагрузки на звенья клапанного механизма. Это, в свою очередь, вызывает снижение надежности и безотказности механизма газораспределения и двигателя в целом. Масса клапанов является одним из ограничивающих факторов при создании высокофорсированных по частоте вращения двигателей специального исполнения и двигателей спортивного назначения. Клапаны поршневых ДВС, особенно выпускные, работают при воздействии на них повышенных тепловых нагрузок. Так, с учетом многообразия производимых поршневых ДВС: стационарных, транспортных (судовые, тепловозные, тракторные, авиационные, автомобильные, мотоциклетные) и специального исполнения, установившиеся температуры в центре головок клапанов составляют для впускных клапанов 500…650°С, для выпускных - 650…900°С. При этом в зоне перехода от головки клапана к стержню возникают большие перепады температур, достигающие 200-300°С в осевом направлении. В самой головке клапана перепады температур достигают 150-200°С в радиальном и окружном направлениях. Это обуславливает высокий уровень температурных напряжений в головке клапана и в зоне перехода к стержню, и зачастую разрушение клапанов в результате термоциклирования (см. Двигатели внутреннего сгорания: Конструирование и расчет на прочность поршневых и комбинированных двигателей. Под ред. А.С.Орлина, М.Г.Круглова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1984, с.247-250, 258. / Райков И.Я., Рытвинский Г.Н. Конструкция автомобильных и тракторных двигателей. - М.: Высшая школа, 1986, с.115-119).
Дальнейшее повышение технического уровня ДВС с учетом значительного снижения расхода топлива и токсичных выбросов требует поиска новых технических решений. Одним из этих решений является уменьшение движущихся масс клапанного механизма и, в первую очередь, массы клапанов газораспределения. Исследованиями установлено, что снижение массы клапана на 50% обеспечивает уменьшение расхода топлива, эмиссии выхлопа и шума, повышение крутящего момента, надежности и долговечности двигателя (см. Untersuchung mit Ventilen aus Leichtbau-Werkstoffen. MTZ Motortechnische Zeitschrift 60 (1999) 9, p.590-603).
С целью снижения массы клапанов, повышения их жаропрочности и создания предпосылок для совершенствования конструкций ДВС со значительно улучшенными показателями по топливной экономичности и эмиссии выхлопа ведется поиск новых материалов с малой плотностью и повышенной жаропрочностью, а также способов изготовления из них клапанов газораспределения. Из новых материалов этим условиям в значительной мере отвечают сплавы на основе титана и интерметаллидов титана системы Ti-Аl и Ti-Al-Nb, которые обладают повышенной жаропрочностью (до 900°С) при низкой плотности (ρ=3,7-5,2 г/см3).
Известен интерметаллид титана Ti2AlNb (O-фаза), образуемый при содержании в α2-фазе ниобия в количестве 25…27% (атом.) (см. Banerjee D, Gogia A.K. et al., 1993 The physical metallurgy of Ti3Al based alloys. In: Darolia R, Levandovskii J.J. et ai, Structural Intermetallics.TMS, Warrendale, PA, pp.19-31), и сплавы на основе O-фазы (Ti2AlNb) (см. Banerjee D, Gogia A.K. et al., 1993. The physical metallurgy of Ti3Al based alloys. In: Darolia R, Levandovskii J.J. et al., Structural Intermetallics. TMS, Warrendale, PA, pp.19-31). Сплавы на основе O-фазы имеют следующие преимущества:
- высокие прочностные и пластические характеристики;
- низкий коэффициент термического расширения;
- высокие характеристики малоцикловой и многоцикловой усталости;
- высокие жаропрочные свойства и жаростойкость при температурах 550…700°С;
- по удельным жаропрочным характеристикам (σ100/ρ) превосходят жаропрочные титановые сплавы (IMI 834, Ti 1100) и жаропрочный сплав INCO 718 до температур 550…700°С.
Однако для сплавов на основе Ti2AlNb технического назначения ударная вязкость и сопротивление ползучести недостаточны и их необходимо повышать (см. Gogia А К, и др. 1998 Microstructure and mechanical properties of orthorhombic alloys in the Ti-Al-Nb system. Intermetallics 6, 741-8).
Известен клапан из титана, изготовленный с отдельными головкой и стержнем, соединенными с помощью сварки трением или диффузионной сварки. Головка и участок перехода в стержень выполнены из первого материала, содержащего титан, например обычный высокопрочный титановый сплав. Стержень непосредственно не выступает в камеру сгорания и выполнен из второго материала, содержащего титан, например прутковую заготовку из сплава титана с термической обработкой для улучшения пластичности (патент WO 9605414 A1 PCT/US 95/10060). В результате значительно снижена стоимость изготовления клапана по сравнению с обычными титановыми клапанами.
Однако предельный уровень температур для титановых сплавов (600°С) не соответствует максимальным температурам в головке выпускного клапана; клапаны имеют ограниченный ресурс. Кроме того, соединение головки клапана и участка перехода со стержнем сваркой трением является общеизвестным, и широко применяется для сварки стальных выпускных клапанов, выполняемых из различных по свойствам сталей, и в данном исполнении не приводит к увеличению ресурса клапана.
Известен способ изготовления клапана, согласно которому для изготовления клапана используется смесь порошков, включающая порошок на основе титана (порошок чистого титана или гидрида титана, или порошок сплава Ti-6Al-4V, или Ti-6Al-4V-5TiB, или лигатур типа Al-V и Al-Sn-Zr-Mo-Nb-Si) и термостабильный упрочняющий порошок в виде керамических частиц TiB, TiB2, TiC, Ti2C, TiN и др. Количество упрочняющих частиц в порошковой смеси - 1% (объемный) или больше. Суммарное содержание керамических частиц и пор в спеченной заготовке от 1 до 5%, объемных. Порошковая смесь компактируется прессованием с использованием формы и спекается. Далее с применением ряда деформационных обработок получают заготовку клапана (см. Патент ЕР 0997614 А2).
К недостаткам данного способа изготовления клапана следует отнести:
- В металлических композитах, армированных дискретными (керамическими) частицами, при размере частиц от 1 до 40 мкм, не формирующими прочной связи с матрицей по границам раздела, в ряде случаев, не согласующихся по параметрам кристаллической решетки с материалом матрицы, механизм упрочнения обусловлен, главным образом, за счет торможения дислокации дискретно распределенными частицами, т.е. здесь проявляется только частичная реализация возможностей композиционных материалов.
- Нерегулярность структуры армирования композита для таких слабо наполненных материалов (до 5% (объемных) армирующих частиц и пор) обуславливает нерегламентированную анизотропию их физико-механических свойств.
- Формирование нестабильной связи по границам раздела армирующих частиц с матрицей снижает их прочностные и усталостные свойства. Участки отсутствия сцепления их с окружающей матрицей являются преимущественными местами зарождения трещин и разрушения. В процессе деформации при растяжении упрочняющие частицы способствуют образованию кавитационных пор.
- Значительная разница в величинах коэффициента линейного температурного расширения применяемых упрочняющих частиц (TiB, TiB2, TiC, Ti2C, TiN и др.) и металлов матрицы приводит к концентрации напряжений по границам раздела матрица-частицы и возникновению трещин в композитах, работающих в условиях термоциклирования.
Известна металлургия гранул, сочетающая затвердевание расплава с высокой скоростью кристаллизации в виде сферических гранул, и их компактирование в заготовки с достижением плотной структуры (см. Аношкин Н.Ф. «Некоторые аспекты качества жаропрочных и высокопрочных материалов изготавливаемых методом металлургии гранул», с.7-13. / Борзецовская К.М. и др. «Влияние режимов компактирования на структуру гранульного жаропрочного титанового сплава ВТ25У», с.424-429. Сборник статей. Металлургия гранул. ВИЛС, Москва, 1986 г). Гранульная металлургия позволяет одновременно решать задачи получения материалов с новым уровнем требуемых свойств и эффективного производства высококачественных заготовок.
В настоящее время заявителю неизвестно об изготовлении композиционных материалов с использованием метода гранульной металлургии.
Наиболее близким по технической сущности аналогом предлагаемого изобретения является клапан двигателя внутреннего сгорания, содержащий стержень цилиндрической формы, головку тарельчатой формы и участок перехода, обеспечивающий плавное сопряжение стержня и головки, изготовленный из жаропрочного титанового сплава, и способ его изготовления, включающий изготовление цилиндрической заготовки клапана, предварительный нагрев заготовки, деформационную обработку цилиндрической заготовки с получением в заготовке клапана заданных микроструктур (патент RU 2244135 С2).
Однако клапаны из предлагаемых сплавов, полученные по заявленному в прототипе способу изготовления, имеют существенные недостатки, а именно:
- Нестабильность свойств материала. Согласно диаграмме состояния титан-алюминий в сплавах-прототипах с содержанием 7,5…12,5 мас.% алюминия выделяется α2-фаза (Ti3Al) при превышении содержания алюминия более 6,0 мас.%. α2-фаза (Ti3Al) изначально выделяется в виде наноразмерных включений, обеспечивая классическое дисперсионное упрочнение. Исследованиями установлено, что по завершении процесса выпадения α2-фазы (≥50 часов при 600°С) прочностные свойства материала клапана достигают максимума, а далее начинают снижаться. Снижение прочностных характеристик материала клапана происходит в результате собирательной диффузии и роста выделений α2-фазы, приводящих к охрупчиванию материала.
- Относительно невысокий ресурс работы клапана, а следовательно, и самого двигателя. Максимальная продолжительность работы клапана-прототипа до хрупкого усталостного разрушения - не более 100 часов, что является явно недостаточным. Этот факт подтвержден авторами патента RU 2244135 С2. Предусмотренная в способе изготовления клапана деформационная обработка части цилиндрической заготовки, относящейся к стержню, осуществляемая клиновой поперечной прокаткой, позволяет получение сочетания микроструктур 3-х типов: равноосной, бимодальной и пластинчатой, переходящего от одного типа к другому от поверхности к центру.
Однако данное сочетание микроструктур сохраняется только в заготовке клапана, так как в связи с ограниченными возможностями клиновой поперечной прокатки по степени деформации для жаропрочного титанового сплава диаметр прокатанного участка заготовки значительно превышает диаметр стержня клапана и тонкие приповерхностные слои с равноосной и бимодальной микроструктурами срезаются при последующем обтачивании заготовки клапана. В результате в стержне готового клапана сохраняется только пластинчатая микроструктура с размером зерна до 50 мкм, которая не является оптимальной для стержня клапана.
Задачей изобретения является повышение надежности и ресурса безотказной работы клапанов ДВС со сниженной массой и увеличение долговечности двигателя за счет обеспечения стабильности микроструктуры материала клапана и его эксплуатационных свойств. При этом достигается технический результат, заключающийся в улучшении свойств материала клапана, обеспечивающих длительную работоспособность клапанов ДВС в широком диапазоне рабочих температур в клапане (600-900°С): длительной прочности при рабочих температурах, сопротивления ползучести, вязкости разрушения, усталостной прочности и модуля нормальной упругости, позволяющий изготавливать клапаны из композиционного материала с заранее заданными свойствами, обеспечивающими снижение массы клапанов относительно стальных до 50%, необходимую и достаточную жаропрочность для двигателей различного назначения, уровня форсирования, в том числе с турбонаддувом и заложенным ресурсом.
Указанный технический результат достигается тем, что в предлагаемом легком клапане двигателя внутреннего сгорания из композиционного жаропрочного материала на основе титана и его интерметаллидов, включающем конструктивные элементы в виде стержня цилиндрической формы, головки тарельчатой формы и участка плавного перехода между ними, по меньшей мере один из конструктивных элементов выполнен сборным из структурных композиций сферических гранул жаропрочных материалов на основе титана и/или его интерметаллидов, состоящих из трех компонентов, причем 1-й компонент представляет собой гранульную матрицу, 2-й компонент - гранульную упрочняющую или пластичную добавку, а 3-й компонент - наноразмерную термостабилизирующую и термоупрочняющую порошковую добавку из термодинамически стабильных и устойчивых к 1-му и 2-му компонентам оксидов, карбидов, нитридов и боридов металлов и/или неметаллов Периодической системы элементов, при следующем содержании компонентов композиционного материала, об.%:
- матрица из гранул фракции 20-800 мкм - 75-95;
- наноразмерная добавка фракции 10-100 нм - 0,01-3,0;
- добавка упрочняющей или пластичной фазы из гранул фракции 5-600 мкм - остальное.
Указанный технический результат и устранение недостатков в предлагаемом изобретении достигается также тем, что в структурной композиции сферических гранул в качестве 1-го компонента - гранульной матрицы использованы гранулы жаропрочного титанового сплава псевдо-α- или (α+β)-фазового состава, в качестве 2-го компонента - упрочняющей фазы использованы гранулы интерметаллидного соединения Ti2Al (α2-фаза) или гранулы интерметаллидного соединения Ti2AlNb (O-фаза), или гранулы сплавов на основе данных интерметаллидов, а в качестве 3-го компонента использована наноразмерная термостабилизирующая и термоупрочняющая добавка порошка диоксида иттрия или оксида алюминия. Данный композиционный материал обеспечивает повышение температурного режима работы клапана до 650-700°С.
Указанный технический результат и устранение недостатков в предлагаемом изобретении достигается также тем, что в структурной композиции сферических гранул в качестве 1-го компонента - гранульной матрицы использованы гранулы интерметаллидного соединения Тi3Аl (а2-фаза) или гранулы интерметаллидного соединения Ti2AlNb (O-фаза), или гранулы сплавов на основе данных интерметаллидов, в качестве 2-го компонента - пластичной фазы использованы гранулы жаропрочного титанового сплава псевдо-α- или (α+β)-фазового состава, а в качестве 3-го компонента использована наноразмерная термостабилизирующая и термоупрочняющая добавка порошка диоксида иттрия или оксида алюминия, что обеспечивает повышение температурного режима работы клапана до 750°С.
Указанный технический результат и устранение недостатков в предлагаемом изобретении достигается также тем, что в структурной композиции сферических гранул в качестве 1-го компонента - гранульной матрицы использованы гранулы интерметаллидного соединения Ti2AlNb (O-фаза) или гранулы сплава на основе интерметаллидного соединения Ti2AlNb (O-фаза), в качестве 2-го компонента -упрочняющей фазы использованы гранулы интерметаллидного соединения TiAl (γ-фаза), или гранулы сплава на основе данного интерметаллида, а в качестве 3-го компонента использована наноразмерная термостабилизирующая и термоупрочняющая добавка порошка диоксида иттрия или оксида алюминия, что обеспечивает повышение температурного режима работы клапана до 800°С.
Указанный технический результат и устранение недостатков в предлагаемом изобретении достигается также тем, что в структурной композиции сферических гранул в качестве 1-го компонента - гранульной матрицы использованы гранулы интерметаллидного соединения TiAl (γ-фаза), или гранулы сплава на основе интерметаллидного соединения TiAl (γ-фаза), в качестве 2-го компонента - пластичной фазы использованы гранулы интерметаллидного соединения Ti2AlNb (O-фаза) или гранулы сплава на основе данного интерметаллида, а в качестве 3-го компонента использована наноразмерная термостабилизирующая и термоупрочняющая добавка порошка диоксида иттрия или оксида алюминия, что обеспечивает повышение температурного режима работы клапана до 900°С.
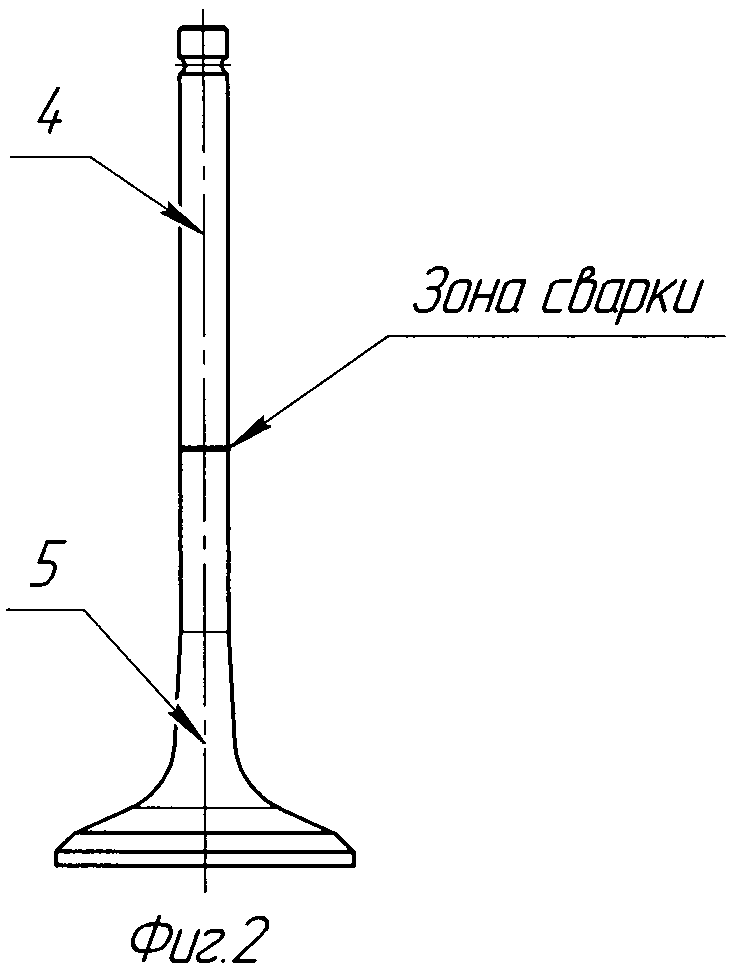
Указанный технический результат и устранение недостатков в предлагаемом изобретении достигается также тем, что конструктивный элемент: головка тарельчатой формы, участок перехода, обеспечивающий плавное сопряжение стержня и головки, и часть стержня до места соединения, изготовлены из композиционного жаропрочного материала, а остальная часть стержня изготовлена из титанового сплава (α+β)-или β-фазового состава, а конструктивные элементы клапана соединены между собой посредством диффузионной сварки, пайки, контактной сварки, сварки трением или взрывом. Как результат, обеспечивается снижение себестоимости изготовления клапана в условиях массового производства без снижения его эксплуатационных свойств.
В предлагаемом изобретении устранение указанных выше недостатков осуществляется за счет создания клапана из композиционных жаропрочных материалов с различными свойствами жаропрочности, механической прочности и пластичности, термодинамически стабильных в диапазоне температур 650…900°С, обеспечивающих повышение надежности и безотказности клапанов со сниженной массой для двигателей внутреннего сгорания различного назначения и уровня форсирования и, тем самым, повышение долговечности двигателей.
Более подробное подтверждение и обоснование существенности признаков изобретения «Легкий клапан двигателя внутреннего сгорания из композиционных жаропрочных материалов» смотри в разделе «Примеры осуществления изобретения».
Указанный технический результат и устранение недостатков в предлагаемом способе изготовления клапана двигателя внутреннего сгорания из композиционного жаропрочного материала на основе титана и его интерметаллидов, состоящего из стержня цилиндрической формы, головки тарельчатой формы и участка плавного перехода между ними, включающем получение композиционного материала для цилиндрической заготовки клапана, предварительный нагрев заготовки, деформационную обработку цилиндрической заготовки с получением в заготовке заданной структуры, достигается тем, что цилиндрическую заготовку клапана получают из смеси гранул матрицы, добавок и наноразмерного порошка, которую собирают с заранее заданными свойствами путем подбора фракций, микроструктур, химического и фазового составов гранул, засыпают в цилиндрическую форму заданного диаметра, формируют структурную композицию сферических гранул при вибрационном воздействии на форму, вакуумируют и герметизируют, а затем компактируют в газостате при температуре 900-1300°С и давлении 100-250 МПа, после чего полученную цилиндрическую заготовку подвергают деформационной обработке путем экструдирования в заданный размер по диаметру цилиндрической заготовки для головки клапана при нагревании до температуры последующей деформации, после экструдирования заготовки проводят нагрев части заготовки, соответствующей стержню клапана, и выполняют деформационную обработку до получения заданного диаметра стержня в заготовке клапана с сохранением в стержне ранее заданной структуры, далее проводят нагрев части заготовки, соответствующей головке и участку плавного перехода клапана, выполняют деформационную обработку штамповкой с получением заданной формы головки клапана и затем осуществляют конечную механическую обработку заготовки клапана с доведением клапана до требуемых размеров и чистоты поверхности.
Указанный технический результат и устранение недостатков в предлагаемом способе изготовления клапана двигателя внутреннего сгорания достигается также тем, что для изготовления цилиндрических заготовок клапана используют композиционный материал, который получен компактированием структурной композиции сферических гранул на основе титана и его интерметаллидов с фазовым составом:
- α, β, α2, где (α и β)-фазы - матрица,
- или α, β, α2, где (α2)-фаза - матрица,
- или α, β, В2, О, где (α и β)-фазы - матрица,
- или α, β, В2, О, где (В2 и О)-фазы - матрица,
- или α2, О, В2, γ, где (α2, О, В2)-фазы - матрица,
- или α2, О, В2, γ, где (γ)-фаза - матрица с обеспечением заданных свойства жаропрочности материала клапана.
Указанный технический результат и устранение недостатков в предлагаемом способе изготовления клапана двигателя внутреннего сгорания достигается также тем, что нагрев компактной заготовки под экструдирование осуществляют в зависимости от материала матрицы по режимам:
- матрица (α и β)-фазового состава - на 5-50°С ниже температуры полного полиморфного превращения сплава;
- матрица (α2)-фазового состава - на 450-530°С ниже точки плавления интерметаллида Тi3Аl или сплавов на его основе;
- матрица (В2 и O)-фазового состава - на 190-340°С ниже точки плавления интерметаллида Ti2AlNb или сплавов на его основе;
- матрица (γ)-фазного состава - на 60-220°С ниже точки плавления интерметаллида TiAl или сплавов на его основе;
при этом экструдирование проводят со степенью деформации не менее 70%.
Указанный технический результат и устранение недостатков в предлагаемом способе изготовления клапана двигателя внутреннего сгорания достигается также тем, что деформационную обработку части цилиндрической заготовки, относящейся к стержню, после экструдирования осуществляют путем радиальной ковки с предварительным нагревом до температуры 300-1100°С.
Указанный технический результат и устранение недостатков в предлагаемом способе изготовления клапана двигателя внутреннего сгорания достигается также тем, что деформационную обработку части цилиндрической заготовки, относящейся к стержню, после экструдирования осуществляют путем поперечно-клиновой прокатки, при этом предварительный нагрев осуществляют в зависимости от материала матрицы по режимам:
- матрица (α и β)-фазового состава - на 10-70°С ниже температуры полного полиморфного превращения сплава;
- матрица (α2)-фазового состава - на 550-620°С ниже точки плавления интерметаллида Ti3Al или сплавов на его основе;
- матрица (В2 и O)-фазового состава - на 280-420°С ниже точки плавления интерметаллида Ti2AlNb или сплавов на его основе;
- матрица (γ)-фазного состава - на 260-310°С ниже точки плавления интерметаллида TiAl или сплавов на его основе.
Указанный технический результат и устранение недостатков в предлагаемом способе изготовления клапана двигателя внутреннего сгорания достигается также тем, что нагрев части заготовки, относящейся к головке и участку перехода в стержень, под штамповку осуществляют в зависимости от материала матрицы по режимам:
- матрица (α и β)-фазового состава - на 50°С ниже или выше температуры полного полиморфного превращения сплава;
- матрица (α2)-фазового состава - на 450-550°С ниже точки плавления интерметаллида Ti3Al или сплавов на его основе;
- матрица (В2 и O)-фазового состава - на 270-480°С ниже точки плавления интерметаллида Ti2AlNb или сплавов на его основе;
- матрица (γ)-фазного состава - на 140-400°С ниже точки плавления интерметаллида TiAl или сплавов на его основе.
Указанный технический результат и устранение недостатков в предлагаемом способе изготовления клапана двигателя внутреннего сгорания достигается также тем, что единую заготовку под клапан собирают в заданной форме из структурных композиций сферических гранул, по крайней мере двух составов для стержня и головки, с плавным переходом и смешением смесей друг с другом в участке перехода головки в стержень.
Таким образом, заявляемый способ изготовления клапана основан на применении деформационных технологий. Это позволяет получить клапан двигателя внутреннего сгорания из композиционного жаропрочного материала на основе титана и его интерметаллидов, полученного по методу гранульной металлургии, при этом различные виды исполнения композиционного материала имеют различный уровень свойств, обеспечивающих длительную термическую стабильность в диапазоне температур от 650 до 900°С, и соответствующих условиям механического и длительного термического нагружения клапана в ДВС.
Более подробное подтверждение и обоснование существенности признаков для изобретения «Способ изготовления клапана двигателя внутреннего сгорания» смотри в разделе «Примеры осуществления изобретения».
Сущность изобретений поясняется чертежами, где:
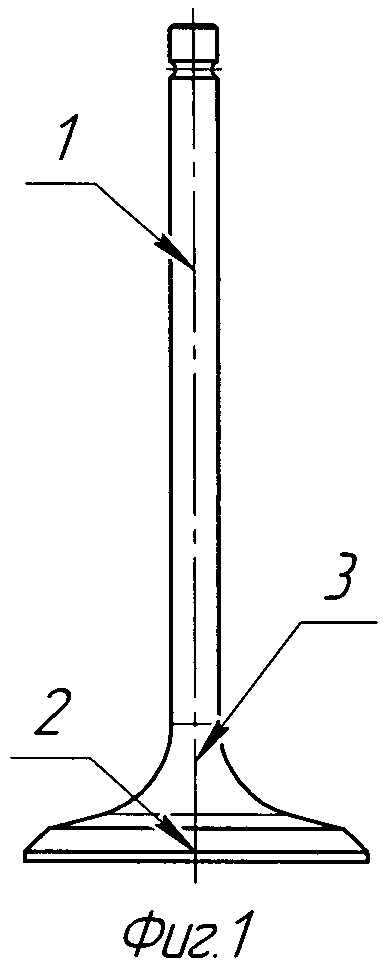
- на фиг.1 изображен общий вид клапана ДВС монолитного исполнения;
- на фиг.2 изображен общий вид клапана ДВС, выполненного из 2-х различных материалов;
-на фиг.3 изображена исходная цилиндрическая заготовка из композиционного материала;
- на фиг.4 изображена заготовка после радиальной ковки;
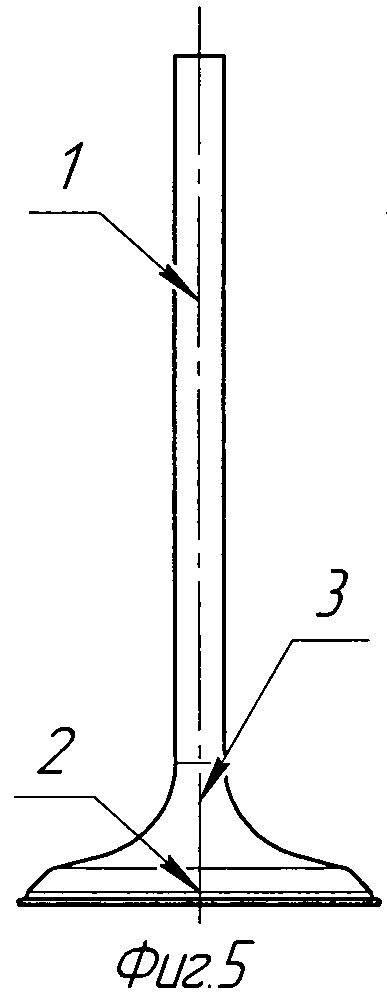
-на фиг.5 изображена заготовка клапана двигателя внутреннего сгорания после штамповки;
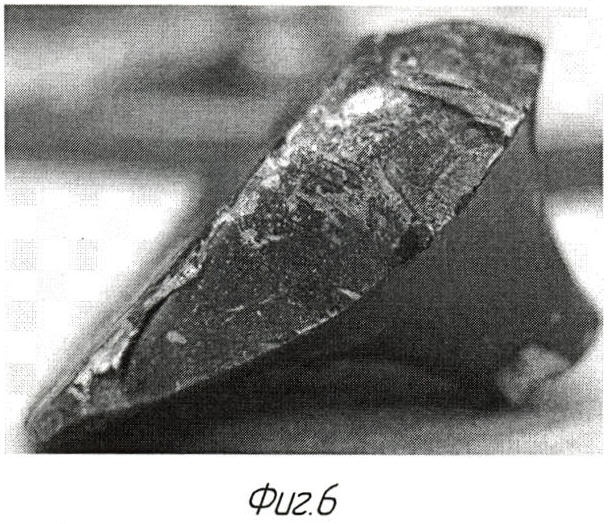
- на фиг.6 приведено фото разрушившегося клапана-прототипа (патент RU 2244135) после 60 часов работы в двигателе;
- на фиг.7 приведено фото клапана по предлагаемому изобретению после 300 часов работы в двигателе.
Ниже приведены примеры осуществления изобретения.
Клапан (фиг.1) содержит стержень 1 постоянного диаметра и головку 2 тарельчатой формы, включающую участок перехода 3, обеспечивающий плавное сопряжение стержня и головки.
Для практического осуществления изобретения и получения легкого клапана с заданными свойствами жаропрочности и надежности были изготовлены 6 вариантов композиционных материалов на основе жаропрочных титановых сплавов (α+β)-фазового состава (ВТ 9), псевдо-α-фазового состава (ВТ 18У), интерметаллида Ti3Al и сплава на его основе, сплава на основе интерметаллида Ti2AlNb, интерметаллида TiAl и сплава на его основе и наноразмерных порошков Y2О3 и Al2O3. Химические составы композиционных материалов приведены в таблице 1. В таблице 2 приведены структурные композиции сферических гранул для выполненных вариантов композиционных материалов, включающие объемное содержание гранул и наноразмерных порошков, и их размеры. При этом структурные композиции сферических гранул в примерах №1, 2, 3 и 4 обеспечивают жаропрочные свойства композиционных материалов клапанов до температур 650, 750, 800 и 900°С, соответственно.
Изготовление композиционных материалов проводилось по известной технологии гранульной металлургии. Изготовление гранул исходных компонентов осуществлялось на специализированной установке.
Далее были осуществлены следующие технологические операции:
- операция сепарации гранул осуществлялась на установке рассева и магнитной сепарации гранул (УР и МС);
- после проведения рассева гранул и их классификации годные гранулы подвергались электростатической сепарации на установке СЭС;
- смешение наноразмерных порошков Y2О3 или Аl2O3 со структурными композициями сферических гранул проводили в планетарной центробежной мельнице;
- засыпка структурных композиций сферических гранул в капсулы диаметром 70 мм, формирование структурных композиций сферических гранул при вибрационном воздействии на капсулу и их герметизация осуществлялась на установке засыпки и герметизации капсул (УЗГК). Для обеспечения хороших условий диффузионного сращивания гранул проводилась их термическая дегазация и активация поверхности путем нагрева гранул перед засыпкой в капсулы в вакууме (~ 10-5 торр) до температуры 500°С. Герметизация капсул осуществлялась путем электроннолучевой заварки приемного отверстия;
- заваренные капсулы подвергалась газостатическому уплотнению в газостате при температуре 950°С (для примеров №1, 5 и 6) и 1150…1325°С (для примеров №2-4) и давлениях до 220 МПа.
- полученные компактные заготовки экструдировались в прутки диаметром 20 мм;
- из полученных прутков композиционных материалов изготавливались: цилиндрические заготовки 6 (фиг.3) для последующего изготовления клапанов и образцов для проведения испытаний механических свойств композиционных материалов.
На первой стадии деформационной обработки из цилиндрической заготовки методом радиальной ковки на ротационно-ковочной машине фирмы "НМР" (Германия) получали заготовку промежуточной формы 7 (фиг.4) под последующую штамповку головки клапана. Цилиндрическую заготовку предварительно нагревали индукционным методом до температуры 500°С (для примеров №1, 5 и 6), 650°С (для примеров №2-3) и 750°С (для примера №4). В результате обработки на ротационно-ковочной машине был сформирован стержень клапанов с диаметром, соответствующем диаметру стержня готового клапана с припуском 0,15 мм под последующую механическую обработку.
Экспериментально установлено, что нагрев цилиндрических заготовок до температур 500, 650 и 750°С обеспечивает уверенную радиальную ковку данных композиционных материалов. При меньших температурах нагрева процесс радиальной ковки затягивается по времени; нагрев до более высоких температур вызывает образование нежелательного альфированного слоя на поверхности заготовок.
Горячую штамповку головки клапанов осуществляли на механическом кривошипном прессе.
Нагрев под штамповку вели индукционным методом только той части заготовки, которую подвергали деформации при формообразовании головки клапана и участка перехода в стержень. После нагрева до заданной температуры проводили штамповку головки клапана.
Штамповку проводили при температурах:
- на 50°С ниже или выше температуры полного полиморфного превращения (Тпп) для сплава ВТ 9 (для примеров №1, 5 и 6);
- на 450-550°С ниже точки плавления сплава на основе интерметаллида Тi3Аl (для примера №2);
- на 270-480°С ниже точки плавления сплава на основе интерметаллида Ti2AlNb (для примера №3);
- на 140-400°С ниже точки плавления сплава на основе интерметаллида TiAl (для примера №4).
При этом посредством штамповки формировалась головка 2 клапана тарельчатой формы с участком 3 плавного перехода в стержень 1. Заготовка клапана приведена на фиг.5.
Экспериментально установлено, что такие температурные режимы нагрева под штамповку обеспечивают высокое качество формообразования головки клапана и участка перехода в стержень. При перегреве заготовки под штамповку, то есть нагреве ее выше указанных температур, происходит нежелательное огрубление микроструктуры в головке клапана; при недостаточном нагреве заготовки, то есть ниже указанных температур, происходит недоштамповка головки клапана.
Выполнение деформационных обработок по заявленным режимам при изготовлении клапанов ДВС из композиционных материалов в соответствии с примерами №1-6 обеспечивает получение механических свойств композиционных материалов в клапанах ДВС, приведенных в таблице 3.
Анализ данных, полученных по результатам проведенных металлографических и структурно-фазовых исследований, испытаний физико-механических свойств композиционных материалов и испытаний изготовленных образцов клапанов (см. табл.3), показал следующее:
1. Клапаны из композиционных материалов с заявленным объемным содержанием компонентов согласно примерам осуществления изобретения №1-4 продемонстрировали высокие прочностные свойства при комнатной температуре и жаропрочные свойства при температурах 650-900°С, повышенный модуль упругости, высокую усталостную прочность как при комнатной температуре, так и при максимальных рабочих температурах для клапанов, длительную термическую стабильность и технологическую пластичность, обеспечивающую предусмотренные деформационные обработки.
2. При увеличенном объемном содержании гранул матрицы (пример №5) клапан из данного композиционного материала имел худшие свойства: плотности, предела длительной прочности и предела ползучести при температуре 650°С, а также модуля упругости и удельного модуля упругости в сравнении с клапаном по примеру №1.
3. При уменьшенном объемном содержании гранул матрицы (пример №6) клапан из данного композиционного материала имел худшие свойства: предела длительной прочности и усталостной прочности при температуре 650°С, в сравнении с клапаном по примеру №1.
4. Сопоставление свойств клапана из композиционного материала по примеру №1 со свойствами клапана-прототипа из жаропрочного титанового сплава, упрочненного интерметаллидной α2-фазой (Ti3Al) по патенту RU 2244135, показывает значительное превосходство клапана по примеру №1 по жаропрочным свойствам: пределу длительной прочности (более 3-х кратное) и пределу ползучести (более 55%) при температуре 650°С над клапаном-прототипом. Эти свойства подтверждены результатами проведенных ускоренных моторных испытаний клапана из композиционного материала по примеру №1 на надежность и долговечность (ОСТ 37.004.004-74) продолжительностью 300 моточасов без разрушения, что равнозначно пробегу транспортного средства в 180,0 тыс. км при эксплуатационных режимах работы двигателя. В то же время материал клапана-прототипа охрупчивался при выдержке в течение 60-100 часов при температуре 600°С, что вызывало усталостное разрушение клапана. На фиг.6 и 7 приведены фото образцов клапанов по патенту RU 2244135 (разрушился после 60 моточасов) и из композита (наработка 300 моточасов без разрушения). Полученные свойства композиционного материала обеспечивают надежную работу клапанов двигателей при их длительной эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ | 2010 |
|
RU2434962C1 |
| КЛАПАН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЖАРОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ ДЛЯ НЕГО | 2003 |
|
RU2244135C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОДА ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДА ТИТАНА | 2014 |
|
RU2562552C1 |
| Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой | 2015 |
|
RU2644830C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ИНТЕРМЕТАЛЛИДНЫХ ОРТОСПЛАВОВ НА ОСНОВЕ ТИТАНА | 2011 |
|
RU2465973C1 |
| Интерметаллидный сплав на основе титана и изделие из него | 2016 |
|
RU2627304C1 |
| ШАТУН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2232308C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ ИНТЕРМЕТАЛЛИДНЫХ СПЛАВОВ НА ОСНОВЕ ФАЗ γ-TiAl+α-TiAl | 2012 |
|
RU2503738C2 |
| СПЛАВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2015 |
|
RU2606368C1 |
| СПЛАВ НА ОСНОВЕ ГАММА-АЛЮМИНИДА ТИТАНА | 2016 |
|
RU2614354C1 |

Изобретение относится к машиностроению и металлургии, а именно к двигателестроению, металлическим композиционным материалам и изготовлению изделий из металлических порошков, и может быть использовано в поршневых двигателях внутреннего сгорания (ДВС) различных по назначению машин и силовых установок. Клапан, содержащий стержень цилиндрической формы, головку тарельчатой формы и участок плавного перехода между ними, изготовлен методом гранульной металлургии из жаропрочного материала на основе титана или его интерметаллидов, состоящего из сферических гранул матрицы и упрочняющей или пластичной добавки, а также наноразмерной термоупрочняющей порошковой добавки из термодинамически стабильных и устойчивых к материалу гранул матрицы и к упрочняющей или пластичной добавке в виде оксидов, карбидов, нитридов или боридов металлов и/или неметаллов, взятых в заданном соотношении. Заготовку клапана из сферических гранул компактируют и подвергают термической и деформационной обработке по режимам, выбранным в зависимости от фазового состава материала матрицы и добавок. Изобретение обеспечивает длительную работоспособность клапанов ДВС в широком диапазоне рабочих температур 600-900°С. 2 н. и 12 з.п. ф-лы, 7 ил., 3 табл.
1. Клапан двигателя внутреннего сгорания из композиционного жаропрочного материала, содержащий стержень цилиндрической формы, головку тарельчатой формы и участок плавного перехода между ними, отличающийся тем, что, по меньшей мере, упомянутые головка, участок перехода и часть стержня изготовлены методом гранульной металлургии из жаропрочного материала на основе титана или его интерметаллидов, состоящего из сферических гранул матрицы и упрочняющей или пластичной добавки, а также наноразмерной термоупрочняющей порошковой добавки из термодинамически стабильных и устойчивых к материалу гранул матрицы и к упрочняющей или пластичной добавке в виде оксидов, карбидов, нитридов или боридов металлов и/или неметаллов, при следующем содержании компонентов, об. %:
2. Клапан по п.1, отличающийся тем, что упомянутые головка, участок перехода и часть стержня соединены с остальной частью стержня диффузионной сваркой, пайкой, контактной сваркой, сваркой трением или взрывом.
3. Клапан по п.1, отличающийся тем, что материал в качестве матрицы содержит сферические гранулы из жаропрочного псевдо-α- или (α+β)-титанового сплава, в качестве упрочняющей или пластичной фазы содержит сферические гранулы интерметаллидного соединения Тi3Аl (α2-фаза) или интерметаллидного соединения Ti2AlNb (O-фаза), или сплавов на их основе, а в качестве наноразмерной термостабилизирующей и термоупрочняющей добавки - порошок диоксида иттрия или оксида алюминия.
4. Клапан по п.1, отличающийся тем, что материал в качестве матрицы содержит сферические гранулы интерметаллидного соединения Тi3Аl (α2-фаза) или интерметаллидного соединения Ti2AlNb (O-фаза), или сплавов на их основе, в качестве упрочняющей или пластичной фазы содержит сферические гранулы жаропрочного псевдо-α- или (α+β)-титанового сплава, а в качестве наноразмерной термостабилизирующей и термоупрочняющей добавки - порошок диоксида иттрия или оксида алюминия.
5. Клапан по п.1, отличающийся тем, что материал в качестве матрицы содержит сферические гранулы интерметаллидного соединения Ti2AlNb (O-фаза) или сплава на его основе, в качестве упрочняющей или пластичной фазы содержит сферические гранулы интерметаллидного соединения TiAl (γ-фаза) или сплава на его основе, а в качестве наноразмерной термостабилизирующей и термоупрочняющей добавки - порошок диоксида иттрия или оксида алюминия.
6. Клапан по п.1, отличающийся тем, что материал в качестве матрицы содержит сферические гранулы интерметаллидного соединения TiAl (γ-фаза) или сплава на его основе, в качестве упрочняющей или пластичной фазы содержит сферические гранулы интерметаллидного соединения Ti2AlNb (O-фаза) или сплава на его основе, а в качестве наноразмерной термостабилизирующей и термоупрочняющей добавки - порошок диоксида иттрия или оксида алюминия.
7. Клапан по п.1 или 2, отличающийся тем, что остальная часть стержня изготовлена из (α+β)- или Р-титанового сплава.
8. Способ изготовления клапана двигателя внутреннего сгорания из композиционного жаропрочного материала, содержащего стержень цилиндрической формы, головку тарельчатой формы и участок плавного перехода между ними, включающий получение цилиндрической заготовки клапана из композиционного материала, предварительный нагрев заготовки и деформационную обработку заготовки с получением заданной структуры, отличающийся тем, что цилиндрическую заготовку клапана получают из смеси сферических гранул матрицы и упрочняющей или пластичной добавки из жаропрочных материалов на основе титана или его интерметаллидов, а также наноразмерной термоупрочняющей порошковой добавки из термодинамически стабильных и устойчивых к материалу гранул матрицы и к упрочняющей или пластичной добавке в виде оксидов, карбидов, нитридов или боридов металлов и/или неметаллов путем засыпки смеси в цилиндрическую форму заданного диаметра, вибрационного воздействия на форму, вакуумирования, герметизации и компактирования в газостате при температуре 900-1300°С и давлении 100-250 МПа, деформационную обработку заготовки проводят путем экструдирования в заданный размер по диаметру цилиндрической заготовки для головки клапана при нагревании до температуры последующей деформации, при этом после экструдирования заготовки проводят нагрев части заготовки, соответствующей стержню клапана, и выполняют деформационную обработку до получения заданного диаметра стержня в заготовке клапана с сохранением в стержне заданной структуры, далее проводят нагрев части заготовки, соответствующей головке и участку плавного перехода клапана, деформационную обработку штамповкой с получением заданной формы головки клапана, после чего осуществляют конечную механическую обработку заготовки клапана с доведением до требуемых размеров и чистоты поверхности готового клапана.
9. Способ по п.8, отличающийся тем, что для обеспечения заданной жаропрочности материал клапана содержит матрицу (α и β)-фазы, добавку - α2-фазы или матрицу (α2)-фазы, добавку - (α и β)-фазы или матрицу (α и β)-фазы, добавку - (В2 и O)-фазы или матрицу (В2 и O)-фазы, добавку - (α и β)-фазы или матрицу (α2, О, В2)-фазы, добавку - γ-фазы или матрицу γ-фазы, добавку -(α2, О, В2)-фазы.
10. Способ по п.8, отличающийся тем, что экструдирование проводят со степенью деформации не менее 70% при нагреве заготовки до температуры на 5-50°С ниже температуры полного полиморфного превращения сплава при матрице, содержащей (α и β)-фазы, или до температуры на 450-530°С ниже точки плавления интерметаллида Тi2Аl или сплавов на его основе при матрице, содержащей (α2)-фазу, или до температуры на 190-340°С ниже точки плавления интерметаллида Ti2AlNb или сплавов на его основе при матрице, содержащей (В2 и O)-фазы, или до температуры на 60-220°С ниже точки плавления интерметаллида TiAl или сплавов на его основе при матрице, содержащей (γ)-фазу.
11. Способ по п.8, отличающийся тем, что деформационную обработку части цилиндрической заготовки, относящейся к стержню, проводимую после экструдирования, осуществляют путем радиальной ковки с предварительным нагревом до температуры 300-1100°С.
12. Способ по п.8, отличающийся тем, что деформационную обработку части цилиндрической заготовки, относящейся к стержню, проводимую после экструдирования, осуществляют путем поперечно-клиновой прокатки при нагреве до температуры на 10-70°С ниже температуры полного полиморфного превращения сплава при матрице, содержащей (α и β)-фазы, или до температуры на 550-620°С ниже точки плавления интерметаллида Тi3Аl или сплавов на его основе при матрице, содержащей (α2)-фазу, или до температуры на 280-420°С ниже точки плавления интерметаллида Ti2AlNb или сплавов на его основе при матрице, содержащей (В2 и O)-фазы, или до температуры на 260-310°С ниже точки плавления интерметаллида TiAl или сплавов на его основе при матрице, содержащей (γ)-фазу.
13. Способ по п.8, отличающийся тем, что нагрев под штамповку части заготовки, относящейся к упомянутым головке и участку перехода, осуществляют до температуры на 50°С ниже или выше температуры полного полиморфного превращения сплава при матрице, содержащей (α и β)-фазы, или до температуры на 450-550°С ниже точки плавления интерметаллида Тi3Аl или сплавов на его основе при матрице, содержащей (α2)-фазу, или до температуры на 270-480°С ниже точки плавления интерметаллида Ti2AlNb или сплавов на его основе при матрице, содержащей (В2 и O)-фазы, или до температуры на 140-400°С ниже точки плавления интерметаллида TiAl или сплавов на его основе при матрице, содержащей (γ)-фазу.
14. Способ по любому из пп.8-13, отличающийся тем, что цилиндрическую заготовку клапана получают из по меньшей мере двух смесей гранул для стержня и для головки тарельчатой формы с участком плавного перехода между ними при смешении указанных смесей гранул на упомянутом участке перехода.
| КЛАПАН ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЖАРОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ ДЛЯ НЕГО | 2003 |
|
RU2244135C2 |
| Действующий от ветродвигателя водоподъемный аппарат | 1928 |
|
SU10770A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Гидравлический привод клапанов газораспределения | 1979 |
|
SU997614A3 |
| US 5190602 A, 02.03.1993. | |||

