Изобретение относится к области металлургии, а именно к получению литого композиционного материала на основе магниевого сплава, армированного дискретными упрочняющими частицами, и может быть использовано в автомобильной промышленности, авиации, ракетной и ядерной технике для получения конструкционного материала деталей, а также несущих и корпусных изделий с минимальной массой и улучшенными механическими характеристиками.
Как известно, магниевые сплавы характеризуются низкими прочностью, твердостью, износостойкостью, а также склонностью к возникновению задира при трении скольжения. Для устранения этих недостатков применяют армирование магниевых матриц частицами керамики. При равномерном распределении частиц в матрице композиционные материалы (КМ) на базе магниевых сплавов помимо высоких удельных значений прочности и жесткости, высокой твердости и износостойкости имеют высокие литейные свойства и легко подвергаются механической обработке.
Основными способами изготовления дисперсно-упрочненных КМ с магниевой матрицей являются:
1) твердофазное совмещение порошковых компонентов - порошков матрицы и керамических частиц;
2) жидкофазное совмещение компонентов при механическом замешивании керамических частиц в магниевые расплавы. Твердофазные способы порошковой металлургии не обеспечивают получения КМ со 100% плотностью и контролируемым качеством связи по границам матрица/наполнитель; кроме того, сопряжены с приобретением дорогостоящего оборудования, высокой стоимостью порошков из матричных сплавов, осуществлением сложных технологических процессов подготовки компонентов и компактирования, т.е. являются весьма затратными. Жидкофазные, или литейные, способы позволяют получить более качественные КМ (меньше пор, лучше межфазная связь) и являются более экономичными. Однако из-за сродства к кислороду и склонности к возгоранию магниевых расплавов жидкофазные способы также обладают рядом недостатков.
Так, известен способ получения литого магниевого КМ жидкофазной пропиткой без давления [Н.KANEDA and Т.СНОН. Fabrication of particulate reinforced magnesium composites by applying a spontaneous infiltration phenomenon. // J. Mater. Sci. №32 (1) (1997). P.47], включающий следующие этапы:
а. Получение обработкой в мельнице смеси упрочнителя (частиц SiC) и реагента пропитки (SiO2);
б. Загрузку смеси порошков в тигель установки для пропитки и укладку поверх смеси порошков слитка из сплава магния; вакуумирование сборки;
в. Горячую пропитку смеси порошков расплавом в атмосфере чистого аргона при 700°С в течение 20 минут с последующим ступенчатым охлаждением.
Присутствие реагента пропитки - аморфного оксида кремния - на поверхности частиц SiC может быть также обеспечено длительным окислением частиц на воздухе: 30 часов при температуре 1000°С [Т.EPICIER, F.BOSSELET and J.C.VIALA. Microstructure of interfaces between a magnesium matrix and preoxidized silicon carbide particles. // INTERFACE SCIENCE. №1 (1993). P.213]. Дальнейшая процедура совмещения таких частиц с расплавом требует еще более тщательной защиты от окисления и производится в запаянных ампулах, заполненных аргоном.
В этих способах не достигается однородность распределения в матрице упрочняющих керамических частиц из-за отсутствия перемешивания композиционного расплава.
Другой способ состоит в замешивании предварительно нагретых частиц TiC (до 20 об.%) или AIN (до 15 об.%) в расплав магния при температуре 700°С в атмосфере аргона [Suk-Won Urn, Т.Imai, Y.Nishida and D.Jiang. Superplacity of ceramic particulate reinforced magnesium alloy composites, fabricated by melt stirring method. Proc. of Eleventh Intern. Conf. of Соmр. Mater. (1997) P.486].
В этом способе при механическом перемешивании происходит газонасыщение расплава за счет газов, адсорбированных на частицах наполнителя, и защитного газа, что отрицательно сказывается на свойствах КМ.
Способ изготовления полуфабриката КМ в виде магниевого сплава с добавлением наноразмерных порошков TiC, Аl2О3, SiC или нанотрубок в количестве от 0,01 до 10% путем инжекции в расплав с использованием защитного газа (Аr, смесей Ar+N2 или N2+CO2) предложен в патенте США [US Patent № US 2010/0075064 А1, Method for making magnesium-based composite material; TSINGHUA UNIVERSITY, Beijing (CN); HON HAI Precision Industry CO., LTD., Tu-Cheng (TW) (Mar. 25, 2010)]. Для достижения равномерного распределения частиц в матрице расплав подвергают вибрационной обработке в защите газов N2 или смеси из N2+SF6.
В этом способе при газовой инжекции наполнителя в расплав происходит газонасыщение расплава за счет газов, адсорбированных на частицах наполнителя и защитного газа, что отрицательно сказывается на свойствах КМ.
Известен способ изготовления КМ с магниевой матрицей, включающий введение механическим замешиванием частиц SiC в расплав сплава AZ91, нагретый в защитной атмосфере CO+SF6 до жидкотвердого состояния (590°С) [X.J.Wang, X.S.Нu, К.Wu, M.Y.Zheng, L.Zheng, Q.J.Zhai. The interfacial characteristics of SiCp/AZ91 magnesium matrix composites fabricated by stir casting. // J. Mater. Sci. №44 (2009). P.2759] или до температуры 700°С [A.Luo. Effect of matrix alloy composition on the interfacial phenomena and microstructure of cast Mg/SiCp composites. Proc. of Tenth Intern. Conf. of Comp. Mater., (1995) P.287].
Как и в предыдущих примерах, способ требует тщательной защиты от окисления расплава, что затрудняет перемешивание и ухудшает однородность распределения частиц в матрице.
Известен способ защиты жидкого магниевого расплава, подготовленного для совмещения с преформой из коротких волокон Аl2О3, флюсом из порошка графита или смеси из борной кислоты и серы [S.JAYALAKSHMI, S.SESHAN, S.V.KAILAS, К.KUMAR and S.SRIVATSAN. Influence of processing and reinforcement on microstructure and impact behavior of magnesium alloy AM100. // Sâdhâna, Vol.29. №5 (2004). P.509]. В патенте РФ №2217512 [RU 2217512 С2, ФЛЮС ДЛЯ РАФИНИРОВАНИЯ И ЗАЩИТЫ ОТ ГОРЕНИЯ МАГНИЯ И ЕГО СПЛАВОВ; Путина О.А., Путин А.А., Гулякин А.И., Нечаев Н.П., Рубель О.А., Лямин С.Г., Новиков С.М., Жуланов Н.К., Белкин Н.А., Темников В.В., Ремеслов М.Н.; ОАО "Российский научно-исследовательский и проектный институт титана и магния" (05.02.2002)] предлагается применить для защиты Мg расплава флюс, содержащий хлорид магния, хлорид калия, фторид кальция, бромид натрия и фторборат калия. Однако защитный слой флюсов на поверхности расплава не обеспечивает 100% защиты магния от возгорания и десорбции газов с поверхности частиц наполнителя и препятствует введению частиц в расплав при механическом замешивании.
Таким образом, использование специальных технологических приемов и материалов для защиты расплавленного металла матрицы и десорбции газов с поверхности частиц наполнителей делает литейный процесс механического замешивания армирующих частиц в расплав трудно осуществимым.
Наиболее близким к предлагаемому изобретению (прототипом) является способ изготовления КМ с матрицей из магния и его сплавов [US Patent №84657065, Composite materials having a matrix of magnesium or magnesium alloy reinforced with discontinuous silicon carbide particles; Tsuguyasu Wada, Ann Arbor; George T.Eldis, Ypsilanti; Darryl L.Albright, Ann Arbor, all of Mich. Amax Inc., Greenwich, Conf. (Apr. 14, 1987)]. KM содержит в качестве упрочнителя короткие волокна или частицы карбида кремния или карбида титана в количестве до 24 об.% и до 5 об.% соответственно, которые вводят в магниевый расплав при механическом замешивании в течение времени, необходимого для равномерного распределения наполнителя в матрице. Для улучшения смачивания наполнителя в расплав магния или магниевого сплава вводят литий (металлический или в составе лигатуры) в количестве от 0,2 до 0,7 вес.%. Процесс замешивания наполнителя в расплав может быть осуществлен в атмосфере воздуха. Недостатком способа является трудность сохранения постоянной концентрации лития в Мg из-за быстрого испарения при температурах существования магниевого расплава.
Задача, на решение которой направлено настоящее изобретение, заключается в разработке состава и способа производства магниевых КМ, позволяющего исключить применение защитных сред из процесса совмещения упрочнителя и матрицы, добиться 100% усвоения дискретных частиц армирующего керамического наполнителя расплавом, равномерного распределения этих частиц в матрице, дополнительного упрочнения КМ. Техническим результатом является повышение качества КМ, снижение стоимости его изготовления, улучшение условий труда.
Технический результат достигается тем, что предложен литой композиционный материал на основе магниевого сплава, состоящий из матричного сплава на основе магния и армирующих дискретных частиц, отличающийся тем, что в качестве армирующих дискретных частиц он содержит карбид титана, кремния или бора в количестве от 5 до 10 мас.%, а матричный сплав на основе магния содержит кальций при следующем содержании компонентов, мас.%:
- алюминий от 0 до 12;
- медь от 0 до 4;
- цинк от 0 до 15;
- цирконий от 0 до 1;
- марганец до 3;
- РЗМ до 10;
- кальций от 0,1 до 10;
- магний - остальное,
причем матричный сплав содержит дискретные включения интерметаллидных фаз состава Х2Са, где Х - Мg или Аl.
Армирующие дискретные керамические частицы карбида титана, кремния или бора имеют средний размер до 40 мкм. Дискретные включения интерметаллидных фаз Х2Са, появляющиеся в магниевой матрице при введении кальция в количестве от 5 до 10 мас.%, имеют размер менее 10 мкм.
Способ получения литого композиционного материала на основе магниевого сплава, включающий механическое перемешивание расплава матричного сплава на основе магния с армирующими дискретными частицами, отличается тем, что предварительно изготавливают полуфабрикат матричного сплава на основе магния со следующим содержанием компонентов, мас.%:
- алюминий от 0 до 12;
- медь от 0 до 4;
- цинк от 0 до 15;
- цирконий от 0 до 1;
- марганец до 3;
- РЗМ до 10;
- кальций от 0,1 до 10;
- магний - остальное.
Полуфабрикат размещают в реакторе поверх разогретых до 650-670°С армирующих дискретных частиц, в качестве которых используют карбид титана, кремния или бора в количестве от 5 до 10 мас.%. После расплавления матричного сплава осуществляют перемешивание на воздухе в течение 2-5 минут.
Процесс изготовления КМ начинается с предварительной отливки полуфабриката из магниевого сплава, содержащего до от 0 до 12 мас.% алюминия, от 0 до 4 мас.% меди, от 0 до 15 мас.% цинка, от 0 до 1 мас.% циркония, до 3 мас.% марганца, до 10 мас.% РЗМ с добавлением от 0.1 до 10 мас.% кальция для снижения склонности к возгоранию при нагреве и обеспечения равномерного распределения частиц наполнителя в матрице за счет лучшей смачивающей способности и возможности интенсивного перемешивания расплава. Легирование кальцием осуществляют добавлением в полуфабрикат лигатуры (14,7 мас.% Са, Мg - остальное). Затем готовый полуфабрикат помещают в реактор поверх разогретых до температуры 650-670°С армирующих дискретных керамических частиц и нагревают. После расплавления матричного сплава осуществляют перемешивание в течение 2-5 мин и затем смесь разливают любым известным способом литья. Процедуру изготовления КМ проводят на воздухе без использования защитных сред.
Минимальное содержание кальция экспериментально получено путем определения времени начала горения магниевого сплава на воздухе при нагреве до 650-670°С. Максимальное содержание кальция в матрице КМ из магниевых сплавов выбрано на основе данных о снижении прочности и пластичности Мg сплавов, легированных кальцием в количестве более 10 мас.% ( ~ 7 ат.%) [LING-LING SHI, JIANXU and EVAN MA. Мg-Al-Ca In-Situ composites with a refined eutectic structure and their compressive properties. // Metall. Mater. Trans. А №39А (2008). P.1225].
Введение в магниевую матрицу кальция приводит к уменьшению ячеисто-дендритного параметра, т.е. диспергированию структуры матрицы и ее упрочнению.
Изобретение может быть проиллюстрировано следующими примерами:
По вышеизложенной технологии были получены литые КМ:
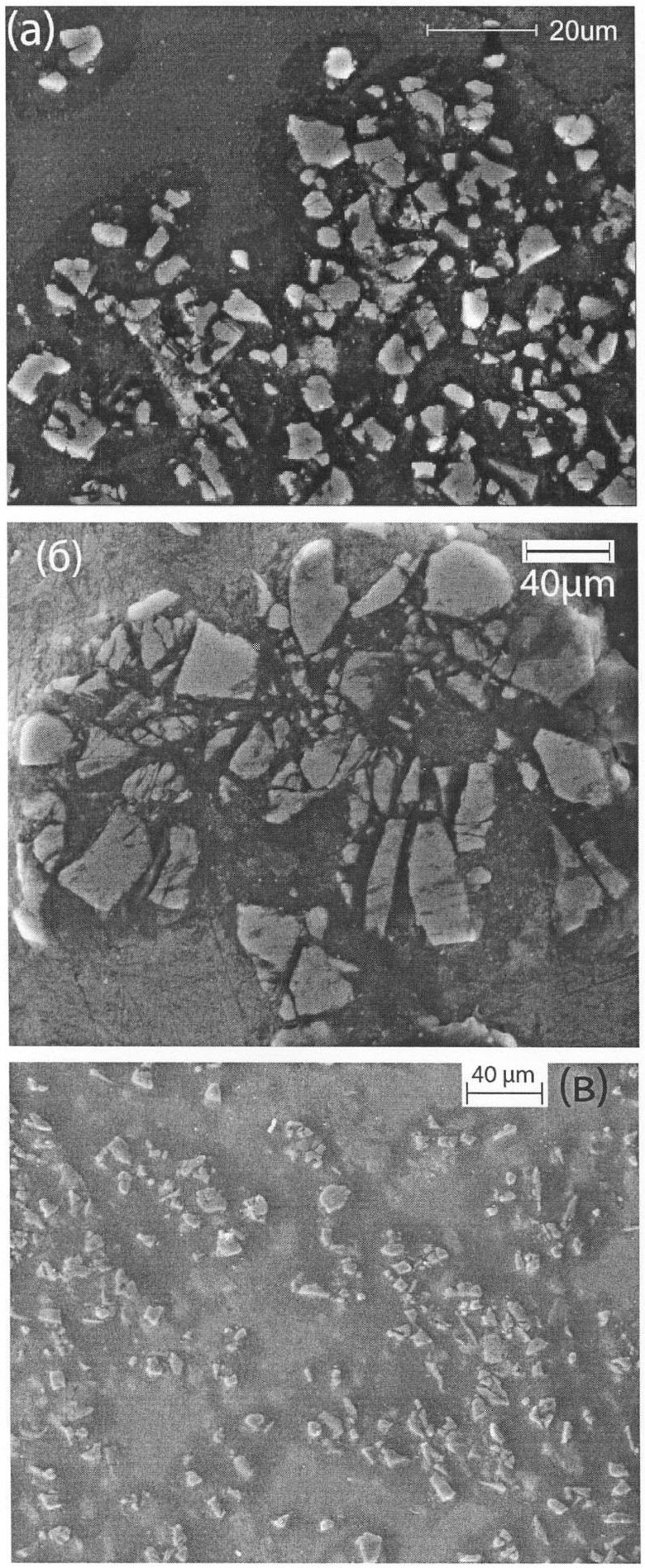
Пример 1. Литой КМ с матрицей из сплава Мг90 (в мас.%: Fe<0.04, Si<0.009, Mn<0.03, Ni<0.001, Аl<0.02, Cu<0.004, Na<0.01, PЗM 0,006, всего примесей <0,12, Мg - остальное) + 0.1 мас.% Са, армированной частицами карбида кремния α-SiC в количестве 10 мас.% при среднем размере 14 мкм; перемешивание при температуре расплава ~ 660°С в течение 3 мин.
Пример 2. Литой КМ с матрицей из сплава типа AZ91 (Al - 9 мас.%, Zn - 1 мас.%, Mn<0.03 мас.%, PЗM<0.01 мас.%, Мg - остальное) + 0.5 мас.% Са, армированной частицами карбида кремния α-SiC в количестве 5 мас.% при среднем размере 40 мкм; перемешивание при температуре расплава ~ 660°С в течение 2 мин.
Пример 3. Литой КМ с матрицей из сплава типа AZ91 (Al - 9 мас.%, Zn - 1 мас.%, Мn<0.03 мас.%, PЗM<0.01 мас.%, Мg - остальное) + 0.5 мас.% Са, армированной частицами карбида кремния α-SiC в количестве 10 мас.% при среднем размере 14 мкм; перемешивание при температуре расплава ~ 660°С, в течение 5 минут.
Из полученных литых КМ были вырезаны образцы для исследования микроструктуры и механических свойств. На чертеже (а, б, в) показана микроструктура литых КМ из примеров 1, 2 и 3 соответственно. Видно равномерное распределение упрочняющих частиц наполнителя в объеме матрицы. Армирующие частицы наполнителя (карбида кремния, карбида титана) сохраняют скольную огранку, что свидетельствует об отсутствии интенсивного межфазного взаимодействия при совмещении.
Добавление в сплав кальция свыше 5 мас.% приводит к появлению интерметаллидных фаз, обеспечивающих дополнительное упрочнение сплава. Состав интерметаллидных фаз (Х)2Са, где Х - Мg или Аl или другие металлические компоненты магниевого сплава.
Результаты по возгораемости представлены в табл.1. Видно, что увеличение массового содержания кальция в сплаве резко увеличивает сопротивление возгоранию магниевых сплавов в атмосфере воздуха, что позволяет получить равномерное распределение частиц наполнителя при интенсивном перемешивании.
Образцы литых КМ цилиндрической формы (соотношение h/d - 2/3, где h - высота, d - диаметр цилиндра в мм) испытывали на сжатие (скорость деформации 1 мм/мин), определяли их прочность σ0,2СЖ и σВ.СЖ. Измерения твердости образцов НВ проводили на установке Wolpert Wilson TESTOR 930 (диаметр шара 2.5 мм, нагрузка 62.5 кгс, длительность нагружения 14 с). Механические свойства полученных КМ представлены в табл.2. Видно, что добавление в матричный сплав кальция даже в количестве 0.1 вес.% позволяет получить образцы КМ, армированные частицами SiC, перемешиванием расплава без применения защитных сред. Прирост прочности литых КМ, дополнительно легированных кальцием, по сравнению с базовыми сплавами составил: 95% при введении 10 мас.% SiC в сплав Мг90; 3,8% при введении 5 мас.% SiC в сплав AZ91; 28,5% при введении 10 мас.% SiC в сплав AZ91. Прирост твердости литых КМ по сравнению с базовыми сплавами составил соответственно: 62%, 74% и 65,6%.
Снижение стоимости КМ достигается за счет исключения использования в процессе производства КМ дорогостоящего оборудования для защиты поверхности нагретого матричного сплава от окисления, а отказ от применения вредных для человека защитных материалов ведет к улучшению условий труда. Сокращение времени введения упрочнителя и отказ от сложного защитного оборудования повышает энергоэффективность и экологичность процесса изготовления КМ.
МПа
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2136774C1 |
| ЛИТОЙ КОМПОЗИЦИОННЫЙ СПЛАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2492261C1 |
| ПРУТКИ ИЗ АЛЮМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ НАПЛАВКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2008 |
|
RU2361710C1 |
| ЛИТОЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2516679C1 |
| ЛИТОЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2353475C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОГО ВЫСОКОАРМИРОВАННОГО АЛЮМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2356968C1 |
| Способ получения литых композиционных алюмоматричных сплавов | 2020 |
|
RU2729267C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ СПЛАВОВ СИСТЕМЫ Sn-Sb-Cu И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2585588C1 |
| ЛИТОЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2547988C1 |
| ЛИТОЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2323991C1 |
Изобретение относится к получению литого композиционного материала на основе магниевого сплава, армированного дискретными упрочняющими частицами. Композиционный материал состоит из матричного сплава на основе магния и 5-10 мас.% упрочняющих частиц кабида титана, кремния или бора при содержании компонентов в матричном сплаве, составляющем, в мас.%: 0-12 Аl, 0-4 Сu, 0-15 Zn, 0-1 Zr, до 3 Мn, до 10 РЗМ, от 0,1 до 10 Са, магний - остальное, структура матричного сплава содержит интерметаллидные фазы состава (Х)2Са, где Х - Mg или Аl. Способ включает приготовление полуфабриката матричного сплава, размещение его в реакторе поверх разогретых до 650-670°С армирующих частиц карбида титана, кремния или бора, расплавление матричного сплава и механическое перемешивание на воздухе в течение 5-10 мин. Изобретение позволяет повысить качество композиционного материала, снизить его стоимость и повысить экологичность получения материала. 2 н. и 2 з.п. ф-лы, 1 ил., 2 табл.
1. Литой композиционный материал на основе магниевого сплава, состоящий из матричного сплава на основе магния и армирующих дискретных частиц, отличающийся тем, что в качестве армирующих дискретных керамических частиц он содержит карбид титана, кремния или бора в количестве от 5 до 10 мас.%, а матричный сплав на основе магния содержит кальций при следующем содержании компонентов, мас.%:
причем матричный сплав содержит дискретные включения интерметаллидных фаз состава Х2Са, где Х - Mg или Аl.
2. Материал по п.1, отличающийся тем, что армирующие дискретные частицы карбида титана, кремния или бора имеют средний размер до 40 мкм.
3. Материал по п.1, отличающийся тем, что дискретные включения интерметаллидных фаз Х2Са имеют размер менее 10 мкм.
4. Способ получения литого композиционного материала на основе магниевого сплава, включающий механическое перемешивание расплава матричного сплава на основе магния с армирующими дискретными частицами, отличающийся тем, что предварительно изготавливают полуфабрикат матричного сплава на основе магния со следующим содержанием компонентов, мас.%:
размещают полуфабрикат в реакторе поверх разогретых до 650-670°С армирующих дискретных частиц, в качестве которых используют карбид титана, кремния или бора в количестве от 5 до 10 мас.%, а перемешивание осуществляют после расплавления матричного сплава на воздухе в течение 2-5 мин.
| US 4657065 А, 14.04.1987 | |||
| Композиционный материал | 1976 |
|
SU643088A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МЕТАЛЛИЧЕСКОЙ МАТРИЦЫ | 1998 |
|
RU2147973C1 |
| RU 21204973 C1, 20.10.1998 | |||
| ГУРЬЕВ И.И | |||
| МАГНИЕВЫЕ СПЛАВЫ | |||
| СПРАВОЧНИК | |||
| - М.: МЕТАЛЛУРГИЯ, 1978, т.2, с.39. | |||

