Область техники, к которой относится изобретение
Настоящее изобретение относится к уплотнениям большого диаметра, в частности к уплотнениям большого диаметра с тонкими мягкими покрытиями по их наружному диаметру и к способам изготовления подобных уплотнений. В общем случае данный способ может использоваться для так называемых комбинированных уплотнений.
Уровень техники
Обычные масляные уплотнения диаметром от примерно 2,5 см до 15 см состоят из жесткого корпуса, к которому присоединяются эластомерные кромки различных типов. Подобные уплотнения обычно изготавливают компрессионным, трансферным или литьевым прессованием эластомерного участка на стальном, алюминиевом или выполненном из другого подобного материала корпусе. Изготовление уплотнений больших диаметров, например уплотнений диаметром от 200 мм до 1500 мм и более, с использованием таких способов прессования является экономически не целесообразным из-за их слишком больших размеров. Другими словами, подавать эластомер в пресс-форму, внутренний диаметр которой составляет, по меньшей мере, восемь дюймов, а обычно - от 300 мм до 1500 мм и более, очень сложно, дорого и нерационально. Подобная пресс-форма является чрезвычайно дорогой в изготовлении, особенно если учесть, что обычно такая пресс-форма используется редко.
Корпус обычного масляного уплотнения или уплотнения малого диаметра выполняют штамповкой или раскаткой. Внешний диаметр подобных уплотнений является либо металлическим, либо эластомерным. Однако уплотнения большого диаметра обычно изготавливают другим способом, который включает в себя формирование за одну операцию выдавливания корпуса, у которого два радиальных фланца располагаются вокруг главной или осевой части корпуса. Таким образом, корпус формируют путем размещения металлического кольца в токарно-давильном аппарате и выдавливания или сгибания его фланцев с целью получения U-образного профиля корпуса, как это хорошо известно специалистам в данной области техники.
После этого отдельно формируют участок эластомерного уплотняющего тела, разрезают его на отрезки требуемой длины, крайние участки соединяют друг с другом для получения замкнутого контура, а затем эластомерный участок размещают внутри данного корпуса и закрепляют в нем путем зажатия. После этого полученное уплотнение, которое может выполняться как с пружинным кольцом, так и без него, а в некоторых случаях иметь встроенное пружинное кольцо, готово для использования.
Однако в настоящем изобретении используется другой способ. В силу ряда важных причин желательно, чтобы внешний диаметр уплотнения был выполнен из эластомера. Установить уплотнение большого диаметра на его посадочное место, обычно представляющее собой расточенное отверстие для элементов большой машины типа валков бумажного станка, прокатного стана или других подобных элементов, в связи с размером уплотнения обычно сложно. В случае даже небольшого занижения размера уплотнения по отношению к требуемому в конкретном случае значению будут возникать протечки на стыке между расточенным отверстием и внешним диаметром корпуса уплотнения. Подобная ситуация также будет иметь место при наличии неровной поверхности. При завышении размера уплотнения его установка становится невозможной, поскольку в этом случае чрезвычайно сложно добиться получения контакта по требуемым линиям. Обычно к подобным площадкам для установки уплотнений большого диаметра предъявляются требования отсутствия вмятин, царапин и прочих дефектов, что приводит к тому, что для правильной установки подобных уплотнений необходимо проводить серьезную операцию, особенно если машина, для которой оно устанавливается, является старой или поврежденной вследствие недостаточного эксплуатационного обслуживания.
Вследствие этого возникла потребность в изготовлении уплотнения большого диаметра, которое позволяло бы обеспечивать полное и эффективное уплотнение на участке вторичного уплотнения или на стыке внешнего диаметра уплотнения и расточенного отверстия. Кроме того, что подобное уплотнение предпочтительно изготавливают из эластомера, который способен компенсировать небольшое отклонение от круглости и другие неточности формы расточенного отверстия для установки уплотнения, оно должно иметь фаску, по меньшей мере, на одной поверхности своего внешнего диаметра.
Соответственно целью настоящего изобретения является разработка усовершенствованного уплотнения большого диаметра.
Другой целью является изготовление уплотнения большого диаметра, которое включает ленту из эластомера, расположенную на его внешнем диаметре.
Еще одной целью является разработка способа создания эластомерного уплотнения на внешнем диаметре, при котором не требуется изготовление пресс-формы большого диаметра и оборудования, отличающегося от используемого для изготовления остальной части самого уплотнения.
Очередной целью является разработка уплотнения, позволяющего компенсировать наличие небольших отклонений формы посадочного или внешнего диаметра, включающих отклонения от круглости, наличие вмятин и других неровностей на внешнем диаметре.
Еще одной целью является разработка способа, включающего создание эластомерной уплотнительной ленты путем соединения крайних участков непрерывной полосы тонкого эластомера для формирования замкнутого контура, нанесение на корпус связывающего клеящего вещества, последующее растягивание эластомерной ленты на больший диаметр, отпускание ее для того, чтобы под действием сил упругости она прижалась к внешнему диаметру корпуса, обрезание одного или обоих краев для создания фаски, обеспечивающей и упрощающей установку подобного уплотнения.
Еще одной целью изобретения является создание эластомерного внешнего диаметра уплотнения, позволяющего облегчить последующие установку и снятие уплотнения без повреждения оборудования потребителя.
Целью изобретения является разработка материала эластомера для внешнего диаметра уплотнения, сжимаемого при установке на определенную величину и сохраняющего в дальнейшем свои упругие качества в течение неограниченного времени.
Другой целью является разработка усовершенствованного эластомерного уплотнения по внешнему диаметру, которое специально предназначено для использования в сталелитейной, горной, целлюлозно-бумажной и других отраслях промышленности, в которых обычно требуются уплотнения больших диаметров.
Следующей целью является разработка уплотнения большого диаметра, требующего существенно меньших усилий при запрессовке или установке, а также меньших усилий при снятии.
Связанной целью является разработка уплотнения, которое после снятия из посадочного отверстия может устанавливаться повторно без возникновения протечек в месте его установки.
Еще одной целью является разработка уплотнения, позволяющего компенсировать отклонения от круглости и износ расточенного отверстия для его установки.
Очередной целью является разработка уплотнения, не вызывающего повреждения соответствующего расточенного отверстия даже при снятии.
Другой целью является разработка уплотнения, имеющего на внешнем диаметре направляющую фаску или скругление.
Раскрытие изобретения
Данные и прочие цели изобретения достигаются за счет разработки усовершенствованного уплотнения и способа его изготовления, включающего раскатывание участка эластомерного прокладочного материала, отрезание от прокладочного материала участка, длина которого меньше, чем длина, необходимая для схватывания внешнего диаметра уплотнения, скрепление его краев, натягивание уплотнения на корпус, приклеивание прокладочного материала к корпусу и последующее обрезание эластомера для формирования фасок на одной или обеих сторонах с целью обеспечения компенсации износа или отклонений от круглости или дефектов расточенного отверстия, в которое будет устанавливаться уплотнение, и, следовательно, исключения любых повреждений отверстия при последующем снятии уплотнения.
То, каким именно образом эти и прочие преимущества и цели, присущие данному изобретению, достигаются на практике, станет более понятно из нижеследующего подробного описания изобретения, приведенного в качестве примера, проиллюстрированного прилагаемыми чертежами, на которых одинаковые элементы обозначены соответствующими одинаковыми цифрами.
Краткое описание чертежей
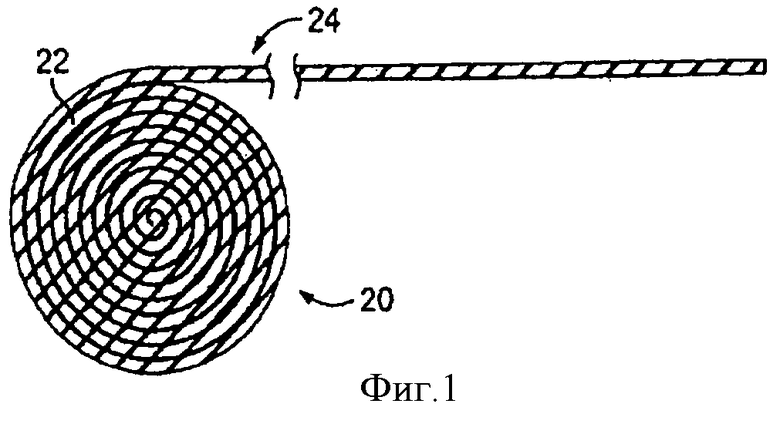
Фиг.1 - схематическое изображение так называемого эластомерного прокладочного материала, получаемого в бухтах большого диаметра, который изображен в момент начала разматывания участка бухты.
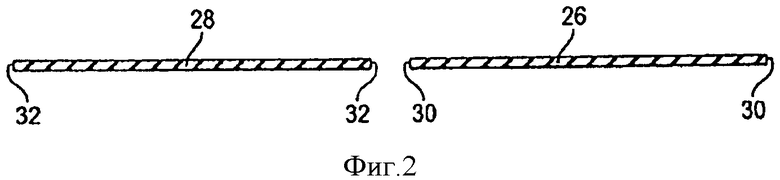
Фиг.2 - схематическое изображение множества участков эластомерного прокладочного материала равной длины, отрезаемых после разматывания бухты.
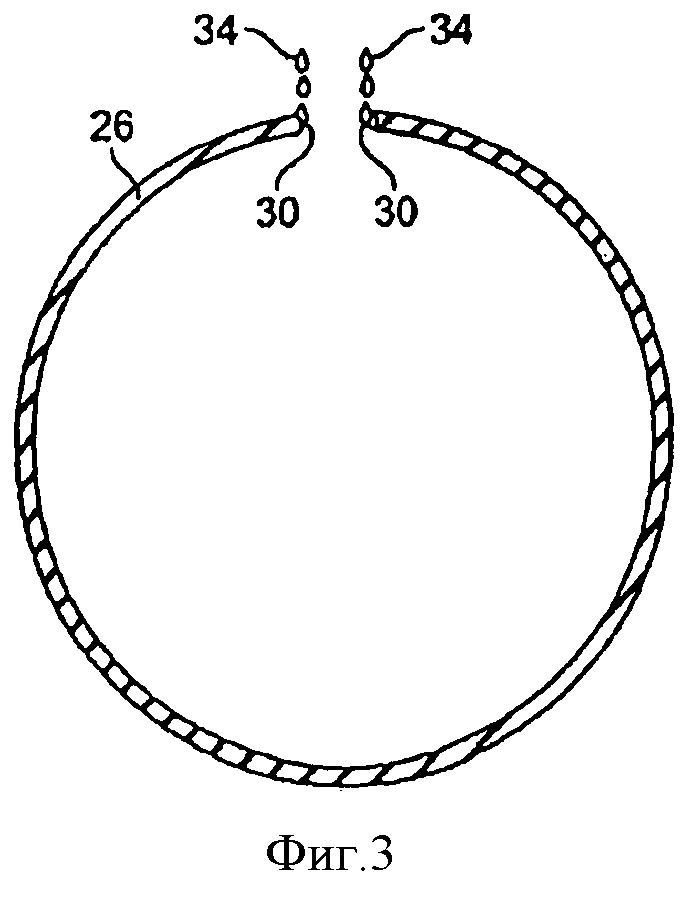
Фиг.3 - схематическое изображение продольного разреза эластомерного прокладочного материала, на котором показано закрепление жидкого клеящего вещества на его концевых участках и подготовка прокладочного материала к формированию замкнутого контура.
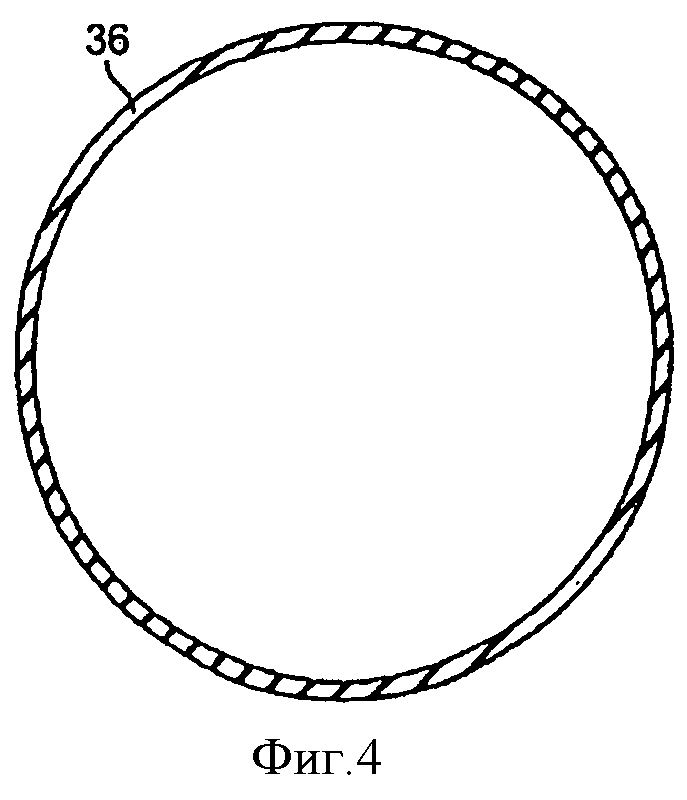
Фиг.4 - схематическое изображение продольного разреза, на котором показаны концевые участки эластомерного прокладочного материала после окончательного склеивания друг с другом и формирования замкнутого контура.
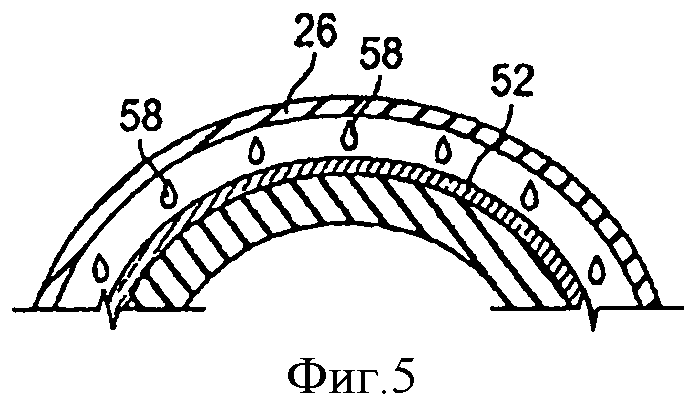
Фиг.5 - схематическое изображение растягивания кругового участка эластомерного прокладочного материала до большего радиуса для одевания на корпус, на котором показано, как происходит нанесение жидкого клеящего вещества на внешний диаметр металлического корпуса, отпускание эластомерного прокладочного материала и восстановление его диаметра до величины большей, чем в полностью свободном состоянии.
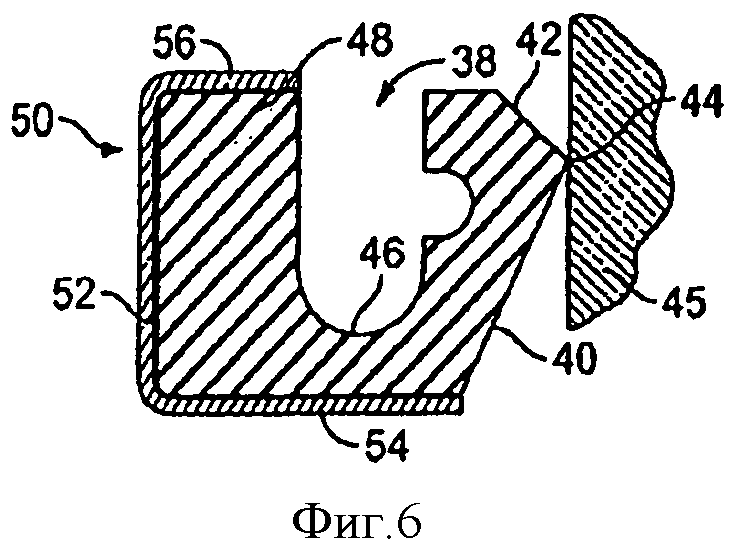
Фиг.6 - продольный разрез корпуса уплотнения, на котором эластомер, составляющий тело уплотнителя, уже вставлен в стальной корпус и закреплен в требуемом месте.
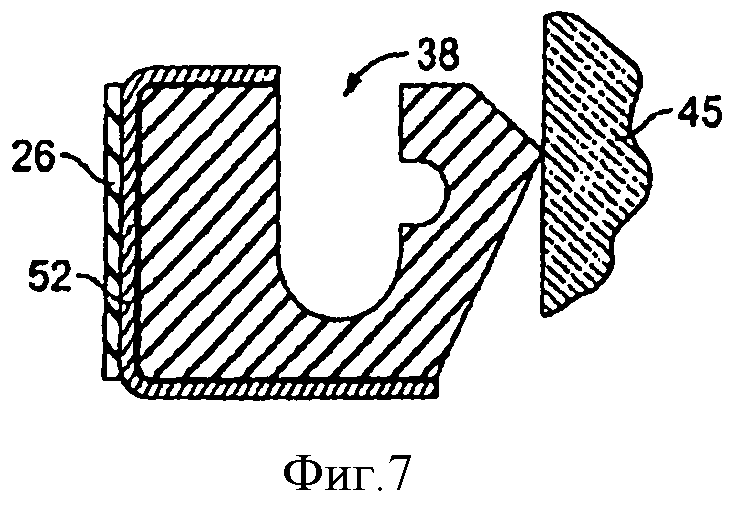
Фиг.7 - корпус, на который наклеен эластомерный прокладочный материал при помощи клеящего вещества, показанного на фиг.5.
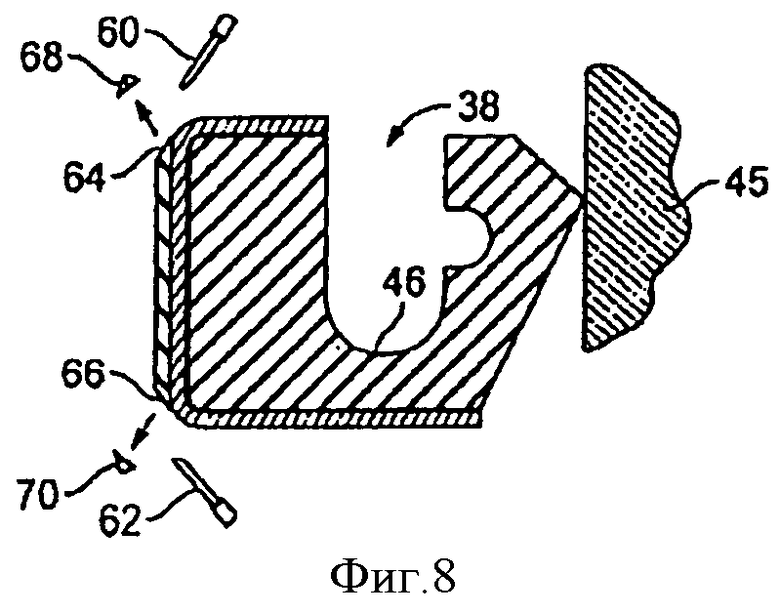
Фиг.8 - обрезка эластомерного внешнего диаметра для формирования фасок на эластомерном прокладочном материале с обеих сторон вдоль продольной оси уплотнения.
Осуществление изобретения
Хотя изобретение может быть получено при помощи продемонстрированных способов или при помощи несколько отличающихся от них способов, и получаемое с их помощью уплотнение имеет несколько характерных особенностей, составляющих его новизну, в данном документе показывается только один предпочтительный способ изготовления уплотнения и получаемое с его помощью уплотнение с эластомерным внешним диаметром, содержащим заданное количество наклеенного на него прокладочного материала.
На фиг.1 вся бухта эластомерного так называемого прокладочного материала 22 обозначена цифрой 20. Прокладочный материал 22 показан размотанным до участка 24, на котором отдельный отрезок отсоединяется от более длинного рулона. Следует понимать, что данный чертеж является схематическим изображением, и рассматриваемый прокладочный материал, толщина которого обычно составляет 2,4 мм, имеет длину несколько десятков метров. В данном случае для иллюстрации прокладочный материал разрезан на два отдельных участка 26, 28 (см. фиг.2), крайние участки 30, 32 каждого из которых расположены друг от друга на заданных расстояниях. Отрезки 26, 28 каждого из участков прокладочного материала обрабатывают последовательно. На фиг.3 показан один из этих отрезков 26, на концевые участки 30, 30 которого нанесено жидкое клеящее вещество 34. Первое клеящее вещество 34 является прочным контактным клеем, обеспечивающим склеивание двух концов 30, 30 и создание замкнутого контура 36, показанного на фиг.4.
На фиг.4 показан готовый замкнутый контур 36, полученный после склеивания двух концов 30, 30 контура. На фиг.5, 6 и 7 показаны следующие этапы процесса. На фиг.6 показано поперечное сечение уплотнения большого диаметра. На данной фиг.6 показаны основные элементы уплотнения большого диаметра, а именно - тело, в целом обозначенное цифрой 38 и включающее в себя имеющие форму усеченного конуса боковые поверхности 40, 42, соприкасающиеся вдоль контактной линии 44 с валом 45. Данные поверхности иногда называют внутренней или масляной стороной 42 уплотнения и внешней или воздушной стороной 40 уплотнения, которые образуют уплотняющую кромку. Показанное тело 38 уплотнения включает криволинейное, обычно имеющее форму, близкую к окружности, профилированное отверстие 46 и верхний или наружный в радиальном направлении участок 48 тела 38 уплотнения. Данное уплотнение или участок 38 из эластомера устанавливают внутри корпуса, в целом обозначенного цифрой 50, который на фиг.6 включает в основном осевой участок 52 и пару радиальных фланцев 54, 56. Данные фланцы 54, 56 получают выдавливанием изначально плоского участка 52 до получения требуемой кривизны и образования требуемых фланцев 54, 56. После этого формируют тело 38 уплотнителя и помещают его внутри корпуса, в целом обозначенного цифрой 50. Очевидно, что уплотнение может быть ориентировано в противоположную сторону, а фланцы могут быть направлены наружу.
На фиг.5 показан растянутый участок эластомерного прокладочного материала вокруг участка 52 корпуса. Участок 26 эластомера изображен на некотором расстоянии от осевого участка 52 корпуса. На фиг.5 схематично показано, что жидкое клеящее вещество 58 нанесено на осевой участок 52 корпуса, а концевые участки прокладочного материала 26 скреплены друг с другом. Затем формируют замкнутый контур 26 и данный контур 26 растягивают до диаметра, превышающего диаметр фланца 52. Действие сил, удерживающих прокладочный материал на расстоянии от фланца 52, прекращают, и прокладочный материал 26 через клеящее вещество вступает во взаимодействие с корпусом 50. На фиг.7 показано, что эластомерный прокладочный материал соединен с корпусом при помощи неразъемного соединения.
На фиг.8 показано, что два ножа 60, 62 расположены на некотором расстоянии от кромок 66, 68 прокладочного материала в непосредственной близости от кромок, затем данные ножи перемещают в положение, обеспечивающее обрезку данных кромок 64, 66. При этой операции производится отрезание небольших полос 68, 70 от прокладочного материала 26, расположенного поверх осевого участка 52 корпуса 50. После этого полученное уплотнение большого диаметра готово к установке.
Что касается ряда аспектов изобретения и способа его осуществления, то следует отметить, что предпочтительно применяемый эластомер является нитриловым каучуком (синтетическим каучуком буна N), однако возможно использование и других синтетических и прочих каучуков типа природного каучука, силиконовых эластомеров и других видов эластомеров. Применяемое клеящее вещество 34 представляет собой быстро схватывающее клеящее вещество на основе чистого цианидакрилата, которое склеивает концы эластомера друг с другом и которое дополнительно определяется как отверждаемое при комнатной температуре клеящее вещество, например Locktite 420. Данный эластомер готов к следующему этапу практически мгновенно. После этого данный замкнутый контур из эластомера слегка зачищают шкуркой для подготовки поверхности к склеиванию при помощи следующего клеящего вещества. С поверхности эластомера удаляют все остатки масла.
Второй этап начинается с очистки поверхности металла от всех масел и тому подобных веществ, используемых при изготовлении металлического корпуса. Затем эластомер прикрепляют к корпусу 50 с использованием аналогичного клеящего вещества Locktite марки 4212 или 4211, наносимого на металлический корпус. Оба клеящих вещества представляют собой стойкие к воздействию температуры (до 120°С), обладающие высокой вязкостью упрочненные клеящие вещества. Следующий шаг включает в себя растягивание цельной эластомерной ленты 26 примерно до 105-125% от ее длины в свободном состоянии и надевании данной эластомерной ленты на корпус. Желательно, чтобы длина эластомерной ленты составляла не менее 102% и не более 110% от ее длины в свободном состоянии. Клеевая связь образуется примерно через 5 минут, а затем в течение 24 часов происходит отверждение соединения.
После требуемого 24-часового периода отверждения с одной или обеих сторон эластомерного покрытия внешнего диаметра с помощью ножей или лезвия производят снятие фаски. Обычно данную операцию выполняют путем расположения наклонного лезвия на кромке корпуса и вращения корпуса до срезания требуемой части края кромки эластомера. Предпочтительно угол наклона к горизонту составляет 30°.
Таким образом, очевидно, что в данном изобретении предлагается оригинальное уплотнение и способ, обладающие рядом преимуществ и отличительных особенностей, включающих отмеченные в данном документе и прочие преимущества и особенности, присущие данному изобретению.
Изобретение относится к уплотнительной технике. Уплотнение большого диаметра снабжено лентой из эластомерного материала, расположенной по внешнему диаметру, для обеспечения полного и эффективного уплотнения расточенного отверстия. Приведены конструктивные параметры уплотнения. Описан способ изготовления уплотнения большого диаметра с эластомерным материалом, расположенным по внешнему диаметру. Изобретение позволяет упростить процесс изготовления уплотнения. 2 н. и 7 з.п. ф-лы, 8 ил.
1. Сборное масляное уплотнение, содержащее практически U-образый металлический корпус, имеющий два радиальных боковых фланца, каждый из которых составляет одно целое с осевым выступающим крайним участком указанного металлического корпуса, имеющего первый элемент из эластомера с уплотняющей кромкой, зажатой при помощи неразъемного соединения на каждой внутренней поверхности указанных фланцев, при этом указанная уплотняющая кромка образована выполненными в форме усеченных конусов внешней и внутренней боковыми поверхностями и предназначена для контакта с кольцевым контактным участком соответствующего вала, при этом указанное уплотнение также имеет закрепленный на внешней поверхности указанного крайнего участка указанного корпуса второй элемент из эластомера в форме тонкой непрерывной ленты из эластомера, толщина указанного второго элемента из эластомера составляет не менее 0,5 мм и не более 3,2 мм, оба крайних участка указанного второго элемента из эластомера соединены друг с другом при помощи неразъемного соединения, при этом указанный второй элемент из эластомера при установке подвергается растяжению, по меньшей мере, до 102% от своей длины в свободном состоянии.
2. Уплотнение масляное по п.1, в котором указанное уплотнение имеет внешний диаметр, равный, по меньшей мере, 200 мм.
3. Уплотнение масляное по п.1, которое включает пружинное кольцо, устанавливаемое внутри указанной уплотняющей кромки из эластомера.
4. Уплотнение масляное по п.1, в котором толщина второго указанного элемента из эластомера составляет от 1,5 мм до примерно 2,54 мм.
5. Уплотнение масляное по п.1, в котором указанное остаточное напряжение в указанном втором элементе из эластомера составляет от 103% до 110% от напряжения в свободном состоянии.
6. Способ изготовления масляного уплотнения, внешний диаметр которого составляет, по меньшей мере, 200 мм, включающий в себя этапы выдавливания металлического корпуса для придания ему формы замкнутого контура, дальнейшего выдавливания указанного замкнутого контура для получения осевого участка и двух в основном радиальных фланцев, заполнения внутренней части указанного корпуса между указанными фланцами и указанным осевым участком замкнутым контуром из эластомера со скрепленными краями, при этом указанный замкнутый контур зажимается в указанном корпусе, отделения от участка прокладочного материала из эластомера толщиной от 0,2 мм до 3,2 мм отрезка, длина которого меньше внешнего периметра указанного осевого участка указанного корпуса, соединения при помощи клеящего вещества концевых участков указанного отрезка с целью формирования замкнутого контура, нанесения клеящего вещества на указанный корпус и частичного уменьшения растягивающего усилия на указанном корпусе для обеспечения схватывания указанным замкнутым контуром указанного осевого участка указанного корпуса при сохранении части остаточного напряжения в указанном эластомере и, следовательно, обеспечении покрытия указанным эластомером указанного осевого участка указанного корпуса, и последующей обрезки указанного прокладочного материала с целью формирования на нем фаски.
7. Способ изготовления масляного уплотнения по п.6, в котором указанное уплотнение имеет внешний диаметр, составляющий, по меньшей мере, 300 мм.
8. Способ изготовления масляного уплотнения по п.6, в котором прокладочный материал имеет толщину от примерно 1,9 мм до 2,54 мм.
9. Способ изготовления масляного уплотнения по п.6, в котором указанный метод включает поддержание, по меньшей мере, 4-10% остаточного напряжения в указанном прокладочном материале.
| СПОСОБ ПОЛУЧЕНИЯ СУБСТАНЦИИ НА ОСНОВЕ ХИТОЗАНА ДЛЯ ПИЩЕВОЙ И ФАРМАЦЕВТИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 1997 |
|
RU2172325C2 |
| US 2950135 А, 23.08.1950 | |||
| УПЛОТНИТЕЛЬНАЯ МАНЖЕТА | 2003 |
|
RU2238463C1 |
| US 5326111 A, 05.07.1994 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

