Изобретение относится к медицине, а именно к офтальмологии, и может найти применение при изготовлении глазных протезов.
Известен глазной протез, предназначенный для устранения косметического дефекта при утрате глаза. Его изготавливают либо из стекла, либо из пластмассы (см. Шив Л.Ф. Глазное протезирование. - М.: Медицина, 1981 г., с.14-29). Протез состоит из деталей, имитирующих естественные элементы глаза, а именно: из склеры с выпуклой передней и вогнутой задней поверхностями с кровеносными сосудами в пределах глазной щели и нарисованной на ней краской цветной радужки и зрачка, покрытых слоем прозрачного полиметилметакрилата. Недостатком такой имитации является низкое соответствие парному глазу человека из-за отсутствия впечатления объемности, что снижает косметический эффект.
Известен также способ изготовления фрагмента глазного протеза путем получения заготовки прессованием выпуклым пуансоном пакета плоских дисков из цветной оптической пластмассы с последующей напрессовкой плоского слоя, образующего зрачок, на полученную вогнутую поверхность, а затем получения готового изделия из заготовки путем вытачивания передней и задней поверхности заготовки (см. а.с. СССР №511827, кл. B29D 11/02 заявл. 26.04.73, опубл. 15.05.78 «Способ изготовления контактных линз»). Полученный таким способом фрагмент глазного протеза не обеспечивает достижение желаемого косметического эффекта, т.к. не создает иллюзии, что зрачок представляет собой отверстие в радужной оболочке.
Наиболее близким по технической сущности, достигаемому эффекту и выбранным в качестве прототипа является способ изготовления фрагмента глазного протеза в виде жестко соединенных между собой по поверхности контакта детали, имитирующей переднюю камеру глаза, и зрачка путем прессования пакета разноцветных цветных дисковидных пластин для получения заготовки, а затем получение готового изделия из заготовки посредством ее обработки. При этом деталь, имитирующую переднюю камеру глаза, изготавливают из прозрачной пластмассы, а зрачок - из пластмассы черного цвета (см. п. РФ на изобретение №2164472, кл. B29D 11/02, A61F 2/14, В29С 43/20 заявл. 2.06.2000, опубл. 27.03.2001 «Комплекс радужка-зрачок для глазного протеза и способ его изготовления (варианты)»). Деталь, имитирующая переднюю камеру глаза, имеет выпуклую сферическую переднюю поверхность и вогнутую заднюю поверхность. Зрачок расположен на задней поверхности детали. Между задней и передней поверхностями детали, имитирующей переднюю камеру глаза, выполнен бортик, имеющий фаску со стороны передней сферической поверхности, выполненную под углом 10-20° к центральной оси комплекса. Расцветка фрагмента протеза обеспечивается нанесением на заднюю поверхность детали, имитирующей переднюю камеру глаза, цветного рисунка, повторяющего рисунок радужки. Изготавливают фрагмент путем вытачивания из заготовки требуемой конфигурации детали, имитирующей переднюю камеру глаза, и зрачка.
Такой фрагмент глазного протеза обеспечивает достижение желаемого косметического эффекта, т.к. создается иллюзия, что зрачок представляет собой отверстие в радужной оболочке. Однако для его изготовления необходимо наличие дисков из пластмассы разного цвета (прозрачного диска - для детали, имитирующей переднюю камеру глаза, и черного диска - для зрачка). Кроме того, такой фрагмент глазного протеза трудоемок в изготовлении, т.к. требует проведения процесса прессования при получении заготовки. Это приводит к высокой себестоимости изделия.
Задачей настоящего изобретения является снижение трудоемкости изготовления и снижение себестоимости изделия при обеспечении высокого косметического эффекта.
Техническим результатом, получаемым при реализации заявляемого изобретения, является повышение технологичности производства изделия.
Поставленная задача решается за счет того, что в известном способе изготовления фрагмента глазного протеза в виде жестко соединенных между собой по поверхности контакта детали, имитирующей переднюю камеру глаза, и зрачка путем получения заготовки с последующей ее обработкой согласно изобретению заготовку получают путем нанесения в жидком виде с последующим отверждением на поверхность элемента из прозрачного материала слоя из непрозрачного материала темного цвета, причем обработку заготовки проводят путем вытачивания из полученного слоя непрозрачного материала зрачка, а из элемента из прозрачного материала - детали, имитирующей переднюю камеру глаза, с требуемой конфигурацией передней и задней поверхностей.
Перед нанесением слоя из непрозрачного материала на поверхности элемента из прозрачного материала может быть выполнена лунка, а непрозрачный материал нанесен на дно этой лунки.
Лунка на поверхности элемента из прозрачного материала может быть выполнена сферической конфигурации, причем диаметр этой лунки равен либо внешнему габариту элемента из прозрачного материала, либо составляет 0,4-0,6 от этого габарита.
При вытачивании зрачка дополнительно к слою непрозрачного материала может быть захвачен слой прозрачного материала толщиной 0,2-0,4 мм.
На задней поверхности элемента из прозрачного материала вокруг зрачка может быть выполнена кольцевидная канавка с вогнутым поперечным сечением так, что одна боковая стенка канавки примыкает к боковой поверхности зрачка, а другая боковая стенка - к краю элемента из прозрачного материала.
Бортик между передней и задней поверхностями детали, имитирующей переднюю камеру глаза, может иметь со стороны передней поверхности детали фаску, выполненную под углом 10-30° к центральной оси глазного протеза.
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый способ неизвестен и не следует явным образом из изученного уровня техники, т.е. соответствует критериям новизна и изобретательский уровень.
Заявляемый способ может быть применен на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование, и широко использован при производстве глазных протезов, т.е. является промышленно применимым.
Выполнение фрагмента глазного протеза в заявляемом виде позволяет осуществить его изготовление при наличии только одного вида материала, а именно прозрачного материала, в качестве которого обычно используют прозрачный полиметилметакрилат. Слой непрозрачного материала темного цвета, из которого впоследствии будет выточен зрачок глазного протеза, получают непосредственно при изготовлении протеза за счет простого нанесения капли жидкого состава на поверхность элемента из прозрачной пластмассы. В качестве такого жидкого состава может быть использован любой адгезив, подкрашенный красителем нужного цвета, как правило, интенсивного черного цвета, который при нанесении на поверхность элемента из прозрачного материала образует с ним монолитное соединение. При нанесении на поверхность прозрачного элемента капля непрозрачного материала растекается по его поверхности, образуя слой требуемой толщины (получение требуемой толщины слоя регулируют за счет изменения вязкости наносимого в жидком виде состава). После полного высыхания (отверждения) полученного слоя из непрозрачного материала заготовка для изготовления глазного протеза готова для последующей механической обработки. Очевидно, что такое получение заготовки для глазного протеза менее трудоемко и менее требовательно в отношении выбора материала для изготовления по сравнению с прототипом, в котором заготовку получают прессованием из разноцветных пластмассовых дисков, т.е. более технологично.
Нанесение непрозрачного материала на дно лунки, выполненной на поверхности прозрачного элемента, упрощает локальное нанесение жидкого материала на участок поверхности прозрачного материала, определенный положением лунки.
При выполнении лунки со сферической конфигурацией поверхности удается получить фрагмент глазного протеза, у которого передняя поверхность зрачка имеет выпуклую поверхность, кривизна которой повторяет кривизну поверхности лунки. Это повышает косметический эффект глазного протеза.
При выполнении лунки с диаметром, который равен внешнему габариту элемента из прозрачного материала, можно получить заготовку для изготовления из нее впоследствии тонкостенного глазного протеза. У такого протеза вся задняя поверхность детали, имитирующей переднюю камеру глаза, имеет вогнутую сферическую поверхность, и нанесение слоя непрозрачного материала в виде пломбы в центре этой уже выточенной с нужной кривизной поверхности избавляет от необходимости ее повторной обработки при вытачивании зрачка.
При выполнении лунки с диаметром, который равен 0,4-0,6 от внешнего габарита прозрачного элемента, можно получить заготовку для изготовления толстостенного глазного протеза. Такой протез имеет заднюю поверхность с кольцевидной канавкой вокруг зрачка, которую вытачивают на задней поверхности детали, имитирующей переднюю камеру глаза, в теле прозрачного элемента. Эта кольцевидная канавка вытачивается так, что одна ее боковая стенка примыкает к боковой поверхности цилиндра зрачка, а другая подходит к краю прозрачного элемента, т.е. наружному краю детали, имитирующей переднюю камеру глаза.
Вытачивание цилиндра зрачка так, что обработке подвергается не только слой непрозрачного материала, но и тонкий слой прозрачного материала, позволяет создать ощущение глубины передней камеры в области зрачка и, тем самым, повысить косметический эффект глазного протеза.
Выполнение бортика между передней и задней поверхностями детали, имитирующей переднюю камеру глаза, с фаской, выполненной под углом 10-30° к центральной оси глазного протеза, позволяет при установке данного фрагмента глазного протеза в склеральную часть глазного протеза обеспечить их плавное соединение и имитацию лимба глаза (перехода прозрачной роговицы в белую склеру). Это повышает косметический эффект глазного протеза.
Таким образом, заявляемый способ изготовления глазного протеза за счет повышения технологичности производства изделия позволяет добиться снижения трудоемкости изготовления, а следовательно, и снижения себестоимости изделия при обеспечении высокого косметического эффекта.
Заявляемое техническое решение поясняется чертежами, на которых представлены:
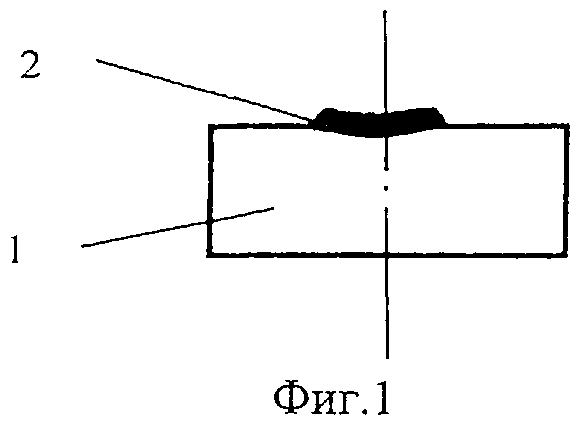
Фиг.1 - заготовка для изготовления фрагмента глазного протеза в виде элемента из прозрачного материала с выполненной на части его поверхности лункой, на дне которой нанесен слой непрозрачного материала темного цвета;
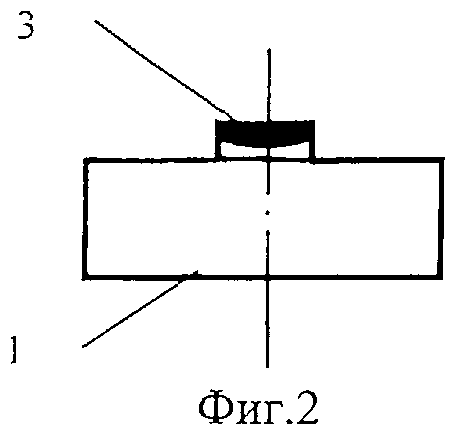
Фиг.2 - заготовка для изготовления фрагмента глазного протеза, на задней поверхности которой выточен цилиндр зрачка из слоя непрозрачного материала темного цвета и тонкой прослойки из прозрачного материала;
Фиг.3 - фрагмент глазного протеза, предназначенный для изготовления толстостенного глазного протеза;
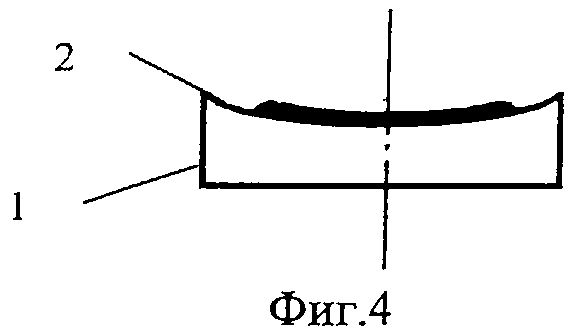
Фиг.4 - заготовка для изготовления фрагмента глазного протеза в виде элемента из прозрачного материала с выполненной на всей его поверхности лункой, на дне которой нанесен слой непрозрачного материала темного цвета;
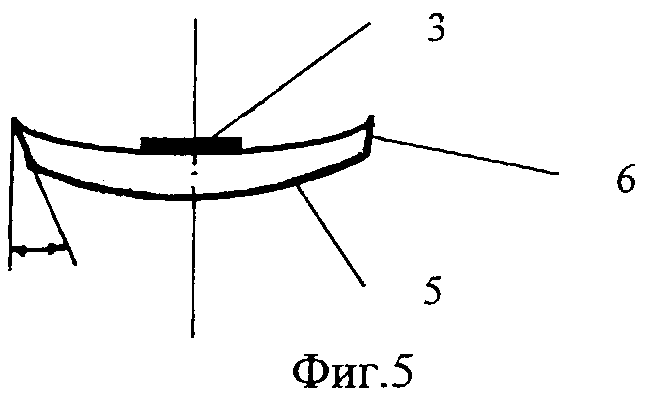
Фиг.5 - фрагмент глазного протеза, предназначенный для изготовления тонкостенного глазного протеза.
Способ изготовления фрагмента глазного протеза осуществляют следующим образом.
На поверхность элемента, предварительно вырезанного в форме диска из массива прозрачного материала, наносят в жидком виде каплю непрозрачного материала темного цвета. Капля, растекаясь по поверхности элемента, образует монолитно соединенный с поверхностью прозрачного элемента слой, быстро высыхающий при комнатной температуре. В результате этого получают двухцветную заготовку для изготовления из нее детали, имитирующей переднюю камеру глаза, и зрачка глазного протеза. Обработка заготовки посредством резцов нужной конфигурации позволяет получить фрагмент глазного протеза в виде жестко соединенных по поверхности контакта зрачка и детали, имитирующей переднюю камеру глаза.
Прозрачный элемент 1 обычно вырезают фрезой в форме диска из обычного листа бесцветного полиметилметакрилата или протачивают толстый брусок полиметилметакрилата до цилиндра и нарезают из него диски. На токарном станке доводят диски до нужного диаметра, обычно 12 мм. На плоской стороне прозрачного диска вытачивают лунку 2 с вогнутой сферической поверхностью радиусом 11-15 мм. Диаметр лунки 2 либо составляет 5-6 мм, если заготовка предназначена для изготовления толстостенного протеза, либо занимает всю поверхность прозрачного диска, если заготовка предназначена для изготовления тонкостенного протеза. В центр лунки 2 капают каплю непрозрачного материала темного цвета (далее черного материала). В качестве такого материала может быть использован, например, состав из дихлорэтана, черной типографской краски и полиметиметакрилата. Материал, растекаясь, заполняет полностью или частично лунку 2, образуя слой на дне лунки 2 толщиной приблизительно 0,4 мм. При этом слой приобретает такую же вогнутую кривизну, как у лунки 2. Слой материала быстро высыхает при комнатной температуре. Исследование под микроскопом показало монолитность соединения (без пузырьков и дефектов) слоя из черного материала и материала прозрачного элемента 1. Такая монолитность соединения обеспечивает возможность применения любых видов механической обработки для полученной заготовки, а при использовании протеза по назначению - долговечность сохранения его внешнего вида и его потребительских качеств.
Далее из полученной заготовки вытачивают со стороны полученного черного слоя нужный диаметр зрачка 3 (обычно диаметром 2-3,8 мм), углубляясь при этом в прозрачный материал элемента 1 на глубину 0,2 мм. В результате получают цилиндр зрачка 3, верхняя часть которого толщиной 0,4 мм выполнена из черного материала, а нижняя толщиной 0,2 мм - из прозрачного материала. Затем для фрагмента глазного протеза, предназначенного для толстостенного глазного протеза, вокруг зрачка 3 вытачивают до края прозрачного диска кольцевидную канавку 4. Потом протачивают переднюю сферическую поверхность 5 детали, имитирующей переднюю камеру глаза, до получения бортика 6 высотой 0,6-1,0 мм между передней и задней поверхностями детали, имитирующей переднюю камеру глаза, срезают бортик 6 под углом 10-30° к оси глазного протеза. Для тонкостенного протеза кольцевидную канавку 4 вокруг зрачка 3 не выполняют. Заднюю поверхность детали, имитирующей переднюю камеру глаза, на полученном изделии подвергают обработке шкуркой и наносят на нее рисунок радужки, используя для этого любые красители за исключением тех, в которых используется в качестве растворителя дихлрорэтан.
Из сказанного очевидно, что заявляемый способ за счет повышения технологичности производства изделия позволяет добиться снижения трудоемкости его изготовления. Это обеспечивает снижение себестоимости изделия при обеспечении высокого косметического эффекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС РАДУЖКА-ЗРАЧОК ДЛЯ ГЛАЗНОГО ПРОТЕЗА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2164472C1 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ОБЪЕМНОГО ДЕФИЦИТА ОРБИТАЛЬНЫХ ТКАНЕЙ | 2010 |
|
RU2434609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПЛАСТМАССОВЫХ ГЛАЗНЫХ ПРОТЕЗОВ | 2003 |
|
RU2228846C1 |
| Способ изготовления глазного протеза | 2016 |
|
RU2683109C2 |
| Способ изготовления глазного протеза и глазной протез | 2015 |
|
RU2612594C1 |
| ИРИДОХРУСТАЛИКОВАЯ ДИАФРАГМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2526245C1 |
| ОФТАЛЬМОЛОГИЧЕСКОЕ ПРОТЕЗИРОВАНИЕ | 2004 |
|
RU2283073C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛАЗНОГО ПРОТЕЗА И ГЛАЗНОЙ ПРОТЕЗ | 2014 |
|
RU2571129C1 |
| ОФТАЛЬМОЛОГИЧЕСКИЕ ЛИНЗЫ С ВОЛНООБРАЗНЫМ ПОВТОРЯЮЩИМСЯ РИСУНКОМ | 2013 |
|
RU2644022C2 |
| СПОСОБ УСТРАНЕНИЯ МИДРИАЗА | 2013 |
|
RU2562014C2 |
Изобретение относится к медицине, а именно к офтальмологии. Способ изготовления фрагмента глазного протеза в виде жестко соединенных между собой по поверхности контакта детали, имитирующей переднюю камеру глаза, и зрачка осуществляют путем получения заготовки с последующей ее обработкой. Заготовку получают путем нанесения в жидком виде с последующим отверждением на поверхность элемента из прозрачного материала слоя из непрозрачного материала темного цвета. Обработку заготовки проводят путем вытачивания из полученного слоя непрозрачного материала зрачка, а из элемента из прозрачного материала - детали, имитирующей переднюю камеру глаза, с требуемой конфигурацией передней и задней поверхностей. Изобретение обеспечивает повышение технологичности производства изделия. 5 з.п. ф-лы, 5 ил.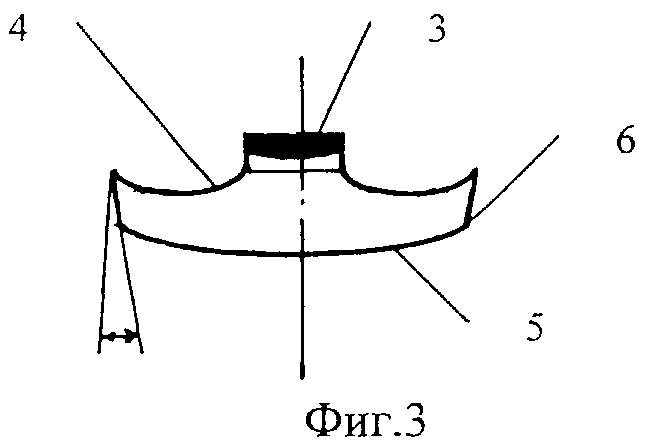
1. Способ изготовления фрагмента глазного протеза в виде жестко соединенных между собой по поверхности контакта детали, имитирующей переднюю камеру глаза, и зрачка путем получения заготовки с последующей ее обработкой, отличающийся тем, что заготовку получают путем нанесения в жидком виде с последующим отверждением на поверхность элемента из прозрачного материала слоя из непрозрачного материала темного цвета, а обработку заготовки проводят путем вытачивания из полученного слоя непрозрачного материала зрачка, а из элемента из прозрачного материала - детали, имитирующей переднюю камеру глаза, с требуемой конфигурацией передней и задней поверхностей.
2. Способ по п.1, отличающийся тем, что перед нанесением слоя из непрозрачного материала на поверхности элемента из прозрачного материала выполняют лунку, а непрозрачный материал наносят на дно этой лунки.
3. Способ по п.2, отличающийся тем, что лунку на поверхности элемента из прозрачного материала выполняют сферической конфигурации, причем диаметр этой лунки равен либо внешнему габариту элемента из прозрачного материала, либо составляет 0,4-0,6 от этого габарита.
4. Способ по п.1, отличающийся тем, что при вытачивании зрачка дополнительно к слою непрозрачного материала захватывают слой прозрачного материала толщиной 0,2-0,4 мм.
5. Способ по п.1, отличающийся тем, что на задней поверхности элемента из прозрачного материала вокруг зрачка выполняют кольцевидную канавку с вогнутым поперечным сечением так, что одна боковая стенка канавки примыкает к боковой поверхности зрачка, а другая боковая стенка - к краю элемента из прозрачного материала.
6. Способ по п.1, отличающийся тем, что бортик между передней и задней поверхностями детали, имитирующей переднюю камеру глаза, имеет со стороны передней поверхности детали фаску, выполненную под углом 10-30° к центральной оси глазного протеза.
| Хирургическая кровать | 1925 |
|
SU3287A1 |
| СПОСОБ ОБЛИЦОВКИ МЕТАЛЛИЧЕСКОГО КАРКАСА ЗУБНОГО ПРОТЕЗА ГЕЛИОКОМПОЗИТОМ | 2000 |
|
RU2187284C1 |
| КОМПЛЕКС РАДУЖКА-ЗРАЧОК ДЛЯ ГЛАЗНОГО ПРОТЕЗА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2164472C1 |
| Способ изготовления контактных линз | 1973 |
|
SU511827A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| KR 1020100001579 A, 06.01.2010 | |||
| Способ отбора копытных животных | 1990 |
|
SU1738192A1 |
| СПОСОБ СОЗДАНИЯ ОСОБО ЧИСТОЙ КРУПКИ КРИСТОБАЛИТА | 2018 |
|
RU2692391C1 |
| ALI HAFEZEQORAN, RODABEH KOODARYAN "A Technique for Fabrication of an Orbital Prosthesis: A Case" Journal of Dental Research, Dental Clinics, Dental Prospects, Vol.4, No | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

