Изобретение относится к способу получения изделий из титанового сплава, представляющих собой полусферическую головку медицинской полусферической фрезы для разработки вертлужной впадины кости таза перед установкой соответствующего имплантата и предназначенных для длительной эксплуатации в агрессивных биологических средах. Основным компонентом фрезы является режущая полусферическая тонкостенная головка, на внешней стороне которой путем отбортовки сформированы режущие элементы.
Чаще всего полусферические головки медицинской фрезы изготавливают из нержавеющей термически упрочняемой стали путем листовой штамповки (см. например, "Waldemar Link" «Имплантаты», каталог продукции, 2000 г., "Plus Orthopedics" «Имплантаты для ортопедии и травматологии», каталог ВНИИМИ, De Puy ASR International, «Хирургическая техника», 2000 г., № по каталогу 9998-90-173). Для изготовления режущей головки из нержавеющей стали листовой материал подвергают горячей штамповке с последующей закалкой. Происходящие при закалке деформационные изменения вызывают нарушение геометрических параметров фрезы, что приводит к снижению ее размерной точности. К тому же термообработка приводит к изменениям состава стали в поверхностном слое и, как следствие, - к снижению ее коррозионной стойкости, а на режущих кромках - к повышенной хрупкости, что может привести к образованию трещин и разрушению головки.
В качестве прототипа принят «Способ получения изделий из титановых сплавов и изделия, полученные этим способом (варианты)», Патент РФ №2338811, в соответствии с которым изделия, в том числе и медицинского назначения, получают из псевдо-α или малолегированного (α+β) титанового сплава, включающий изготовление заготовки, ее полировку, азотирование вакуумным ионно-плазменным методом на глубину не менее 50 мкм, и осаждение слоев нитрида титана TiN конденсационным методом.
Однако получить тонкостенные заготовки фрезерных головок из названных титановых сплавов методом холодной листовой штамповки невозможно из-за их низкой пластичности (δ=5-10%).
Оптимальным состоянием металла тонкостенной полусферической головки медицинской фрезы является высокая пластичность ее внутренней области и упрочненный поверхностный слой.
Задачей настоящего изобретения является обеспечение высоких режущих свойств полусферической головки медицинской фрезы и ее износостойкости при сохранении коррозионной стойкости и биологической инертности.
Технический результат заключается в надежной работе медицинской фрезы за счет исключения хрупкого разрушения ее полусферической головки.
Поставленная задача решается за счет того, что в способе получения медицинской фрезы из материала на основе титана с покрытием, включающем изготовление заготовки, ее полировку, азотирование вакуумным ионно-плазменным методом на глубину не менее 50 мкм и осаждение слоев нитрида титана TiN конденсационным методом, изготавливают заготовку из нелегированного титана путем холодной листовой штамповки и высверливания отверстий зенковкой, причем центры отверстий располагают по двум винтовым линиям с левым заходом, сходящимся в куполе, с получением полусферической головки медицинской фрезы, после чего внешнюю поверхность головки полируют до шероховатости Ra не более 0,1 мкм и выполняют режущие элементы путем отбортовки заостренных кромок с левой стороны отверстий наружу и их заточки, а осаждение слоев нитрида титана TiN проводят до получения суммарной толщины указанных слоев 4-7 мкм с микротвердостью более 7000 МПа.
Листовой нелегированный титан марок ВТ1, ВТ1-0 обладает высокой пластичностью (δ более 30 - 55%), что позволяет его использовать для холодной штамповки полусферической заготовки головки медицинской фрезы. Полученную заготовку обрезают под расчетный диаметр, соответствующий данному типу размера фрезы, и затем с использованием шаблонов на поверхности заготовки выполняют сверлением отверстия зенковкой. Центры отверстий располагают по двум винтовым линиям с левым заходом, сходящимся в куполе, т.е. обратном направлению фрезерования вертлужной впадины с целью исключения ее сквозного прохождения, что может привести к травмированию пациента.
Внешнюю поверхность заготовок головок с отверстиями подвергают зачистке и полированию до получения шероховатости Ra не более 0,1 мкм для снижения сопротивления скольжению свободной поверхности головки о костную ткань при ее обработке.
После отбортовки заостренных кромок и формирования режущих элементов головку фрезы подвергают азотированию при температуре 560-600°С в течение 40-60 мин до достижения толщины упрочненного слоя более 50 мкм. Для усиления эффекта упрочнения после азотирования дополнительно формируют покрытие из 4-х слоев нитрида титана TiN методом плазменного осаждения из паровой фазы при температуре 400-420°С суммарной толщиной 4-7 мкм с микротвердостью более 7000 МПа.
На чертеже представлена фрезерная головка, на сферической поверхности которой выполнены режущие элементы (1), расположенные по двум винтовым линиям (2) с левым заходом, сходящимся на куполе фрезы. Фрезерование осуществляется по стрелке (3).
Технологическая схема изготовления головки медицинской фрезы представляет собой следующее.
Изготовление полусферической заготовки головки фрезы осуществляют методом холодной штамповки листа толщиной 1 мм из нелегированного титана (марок ВТ1, ВТ1-0) и ее обрезки на расчетный диаметр полусферы соответствующего типа размера фрезы. В комплект входит 11 типов размеров фрез от 40 до 60 мм. Затем на поверхности заготовки с помощью шаблонов выполняют отверстия зенковкой диаметром 4 мм с заострением кромок с внутренней поверхности заготовки по двум винтовым линиям с левым заходом, сходящимся к куполу. Просверленная заготовка шлифуется и полируется до получения поверхности с шероховатостью Ra менее 0,1 мкм. Следующей операцией является отбортовка режущих кромок наружу с использованием специального инструмента на высоту 1 мм с левого края отверстий и предварительная заточка режущих выступающих кромок. Заточенная фрезерная головка подвергается предварительному поверхностному упрочнению методом вакуумного ионно-плазменного азотирования при температуре 560-600°С в течение 40-60 мин, после чего микротвердость поверхности составила 5500 МПа. Окончательной операцией является осаждение на азотированную поверхность головки при температуре 400-420°С 4-х слоев нитрида титана суммарной толщиной 4-7 мкм, что еще больше повышает поверхностную микротвердость, которая составляет не менее 7000 МПа.
Пример выполнения способа.
Фрезерную головку изготавливают из холоднокатаного листа титана марки ВТ1 толщиной 1,0 мм методом холодной штамповки. После выполнения отверстий по технологии, описанной выше, головку полируют до шероховатости поверхности Ra=0,08 мкм и формируют режущие кромки. Упрочнение фрезерной головки осуществляют методом ионно-плазменного азотирования при температуре 560°С в течение 50 мин с последующим нанесением 4-х слоев нитрида титана суммарной толщиной 5 мкм при температуре 400°С. После обработки поверхностная микротвердость составила 7800 МПа.
Износостойкость медицинской фрезы с головкой, обработанной по предложенному способу, диаметром 56 мм определялась по ГОСТ 28684. Как показали испытания, при обработке резанием на пластинах из текстолита работоспособность фрезы и радиус притупления режущих кромок не изменились. Предельное состояние одной из 5 фрез было достигнуто только после 52 циклов испытаний, что свидетельствует об их высокой износостойкости и высоких режущих свойствах.
Высокие коррозионная стойкость и биологическая инертность титановых сплавов общеизвестна и значительно превышает коррозионную стойкость нержавеющих сталей при работе в агрессивных средах, в том числе в среде человеческого тела.
Комплекты титановых медицинских фрез с головками, обработанными по предложенному способу и разработанной конструкции, переданы для опробования в ЦИТО им. Н.П.Приорова в отделение костной патологии. В течение 9 месяцев использования фрез не было обнаружено ухудшения их работоспособности и следов коррозии.
Таким образом, использование полусферической головки медицинской фрезы из нелегированного поверхностно упрочненного титана, обработанного предложенным способом и заявленной конструкции, позволяет обеспечить высокие режущие свойства, коррозионную стойкость и биологическую инертность, а также повышенную безопасность при обработке вертлужной впадины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2007 |
|
RU2338811C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2219282C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2003 |
|
RU2266350C2 |
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2219281C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2296812C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260631C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2003 |
|
RU2261936C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2272087C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2005 |
|
RU2293794C1 |
Изобретение относится к способу получения изделий из материала на основе титана с покрытием, представляющих собой полусферическую головку медицинской полусферической фрезы. Изготавливают заготовку из нелегированного титана путем холодной листовой штамповки и высверливания отверстий зенковкой. Центры отверстий располагают по двум винтовым линиям с левым заходом, сходящимся в куполе, с получением полусферической головки медицинской фрезы. Внешнюю поверхность головки полируют до шероховатости Ra не более 0,1 мкм и выполняют режущие элементы путем отбортовки заостренных кромок с левой стороны отверстий наружу и их заточки. Проводят азотирование вакуумным ионно-плазменным методом на глубину не менее 50 мкм. Осаждают слои нитрида титана TiN до получения суммарной толщины указанных слоев 4-7 мкм с микротвердостью более 7000 МПа. Обеспечиваются высокие режущие свойства полусферической головки медицинской фрезы и ее износостойкость при сохранении коррозионной стойкости и биологической инертности. 1 ил.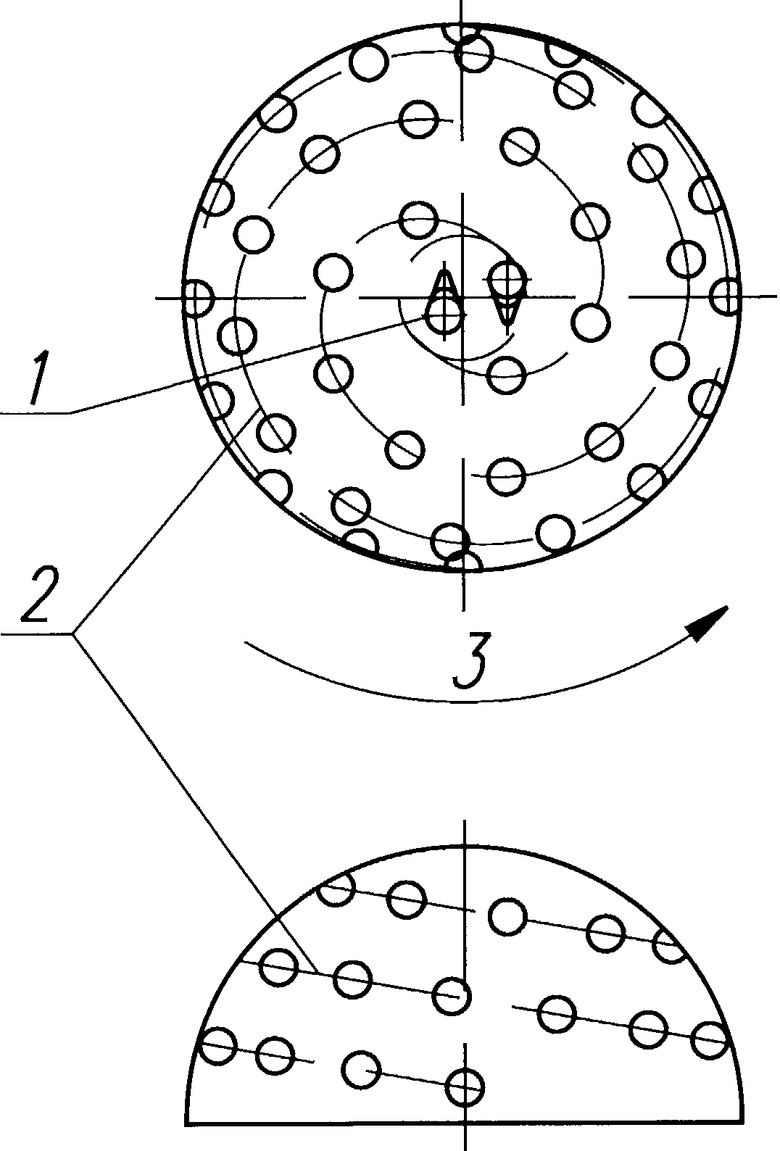
Способ получения медицинской фрезы из материала на основе титана с покрытием, включающий изготовление заготовки, ее полировку, азотирование вакуумным ионно-плазменным методом на глубину не менее 50 мкм и осаждение слоев нитрида титана TiN конденсационным методом, отличающийся тем, что изготавливают заготовку из нелегированного титана путем холодной листовой штамповки и высверливания отверстий зенковкой, причем центры отверстий располагают по двум винтовым линиям с левым заходом, сходящимся в куполе, с получением полусферической головки медицинской фрезы, после чего внешнюю поверхность головки полируют до шероховатости Ra не более 0,1 мкм и выполняют режущие элементы путем отбортовки заостренных кромок с левой стороны отверстий наружу и их заточки, а осаждение слоев нитрида титана TiN проводят до получения суммарной толщины указанных слоев 4-7 мкм с микротвердостью более 7000 МПа.
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2007 |
|
RU2338811C1 |
| ХИРУРГИЧЕСКАЯ ФРЕЗА | 1996 |
|
RU2112438C1 |
| ТОТАЛЬНЫЙ ЭНДОПРОТЕЗ ТАЗОБЕДРЕННОГО СУСТАВА | 1997 |
|
RU2120257C1 |
| JP 62057576 A, 13.03.1987 | |||
| WO 2004059030 A2 15.07.2004 | |||
| JP 2004298562 A, 28.10.2004. | |||

