Изобретение относится к резанию труднообрабатываемых металлов и может быть использовано при чистовой, отделочной алмазно-абразивной обработке, например при хонинговании отверстий.
Известно устройство для вибрационного хонингования, содержащее вибратор, установленный с возможностью взаимодействия с корпусом инструмента и выполненный в виде упорного подшипника с сепаратором, рабочая поверхность одной из разъемных частей которого выполнена кулачковой [1].
Недостатком известного устройства является ненадежность конструкции, выраженная в том, что при определенных сочетаниях режимов и сил резания, размеров профиля кулачковой части, жесткости поджимающих пружин и т.п., шарики упорного подшипника будут проскальзывать по гладкому кольцу вместе с сепаратором, не возбуждая вибраций. При этом устройство не позволяет регулировать величину амплитуды колебаний и малопроизводительно.
Известно устройство для вибрационного хонингования, содержащее вибратор, устанавливаемый с возможностью взаимодействия с корпусом инструмента и выполненный в виде упорного подшипника с сепаратором, рабочая поверхность одной из разъемных частей которого изготовлена кулачковой, при этом упомянутая разъемная часть выполнена в виде втулки и неподвижно установлена на корпусе инструмента, а сепаратор размещен на корпусе с возможностью вращения [2].
Недостатком известного устройства является возможность отказа и ненадежность конструкции, выраженные в том, что при определенных сочетаниях размеров профиля волнистого торца втулки вибратора, жесткости пружины, поджимающей эту втулку, значительных сил резания и др., находящиеся во впадине шарики не преодолеют выступы и будут проскальзывать по гладкому кольцу подшипника вибратора вместе с упомянутой втулкой, не подвергая вибрациям инструмент. Кроме того, устройство не позволяет плавно регулировать амплитуду колебания, что чрезвычайно важно при выборе оптимальной величины последней для данных конкретных условий обработки. Устройство не отличается высокой производительностью и качеством обработки.
Известно устройство для вибрационного хонингования, содержащее вибратор, выполненный в виде упорного подшипника и установленный с возможностью взаимодействия с брускодержателями, несущими хонинговальные бруски, причем оно снабжено установленными с каждой стороны подшипника в количестве двух штук шайбами с непараллельными торцами, выполненными под углом α/2 с возможностью плавного регулирования угла наклона от нуля до α, тягами, выполненными в виде пластинчатых пружин, втулкой с наружным диаметром D, при этом упорный подшипник выполнен двойным, установлен под углом α к плоскости вращения с помощью шайб, а втулка запрессована в среднем кольце двойного подшипника и соединена тягами с брускодержателями для сообщения последним вибрационного перемещения с амплитудой Аr, определяемой из соотношения Ar=Dcosα [3].
Недостатками известного устройства являются малые амплитуды вибрационных перемещений и невозможность регулирования частоты вибраций, которые прямо пропорционально влияют на производительность и качество обработки.
Известно устройство для алмазно-абразивной обработки отверстий со статико-импульсным нагружением, содержащее корпус и брускодержатели, несущие расположенные снаружи алмазно-абразивные бруски, при этом оно снабжено жестко закрепленной на корпусе втулкой с продольными пазами для брускодержателей, синусоидальными плоскими пружинами, на которые внутренней поверхностью опираются брускодержатели и которые одним концом жестко закреплены на корпусе, а другим шарнирно соединены с кольцом, входящим в привод изменения наружного диаметра, причем кольцо снабжено пальцами, контактирующими с байонетными пазами, изготовленными в корпусе под углом к продольной оси, и рукояткой, проходящей через паз во втулке, волноводом с рычагами, воздействующими на торцы брускодержателей и расположенными в пазах корпуса и втулки, винтовыми цилиндрическими пружинами сжатия, воздействующими на противоположные торцы брускодержателей, и бойком, расположенным в центральном продольном отверстии корпуса соосно с волноводом [4].
Недостатками известного устройства являются весьма сложная и дорогая оснастка, которая требуется для реализации способа обработки, особенно это не выгодно при малых сериях выпуска продукции, кроме того, гидравлический генератор импульсов, используемый в данном устройстве, имеет оригинальную конструкцию и требует специальной разработки и изготовления, при этом узкие технологические возможности, невысокая производительность и качество обработки ограничивают применение устройства.
Задача изобретения - расширение технологических возможностей, повышение производительности, точности и качества алмазно-абразивной обработки путем наложения вибраций на продольное возвратно-поступательное перемещение алмазно-абразивных брусков с использованием упрощенной конструкции пневматического генератора возбуждения колебаний, основанной на применении пневмоплунжеров с оптимальной частотой вибраций, регулируемой дополнительным механизмом.
Поставленная задача решается путем использования предлагаемого устройства для вибрационного хонингования, которое содержит корпус и брускодержатели, несущие расположенные снаружи алмазно-абразивные бруски, при этом корпус представляет собой втулку, жестко закрепленную центральным отверстием на шпиндельной оправке, при этом корпус имеет по периферии, по окружности, продольно расточенные цилиндрические отверстия, в которых расположены плунжеры с возможностью возвратно-продольного перемещения, причем каждый плунжер в средней части имеет шарнир, на котором продольно установлено коромысло, несущее на своих концах винтовые цилиндрические пружины сжатия, обеспечивающие поджим и радиальное рабочее давление брускодержателя с алмазно-абразивным бруском к обрабатываемой поверхности, кроме того, вышеупомянутые плунжеры с коромыслами и брускодержателями подвергаются продольным вибрациям за счет подачи сжатого воздуха из сети через коллектор, канал в ступице шкива, в верхнюю часть цилиндра, при этом плунжер движется вниз до тех пор, пока поперечное сечение цилиндра не совпадет с отверстием, выпускающим сжатый воздух в атмосферу, а движению плунжера вверх способствует предварительно сжатая пружина, находящаяся внизу цилиндра и выталкивающая плунжер вверх, причем частоту вибраций плунжеров регулируют частотой вращения шкива.
Сущность устройства поясняется чертежами.
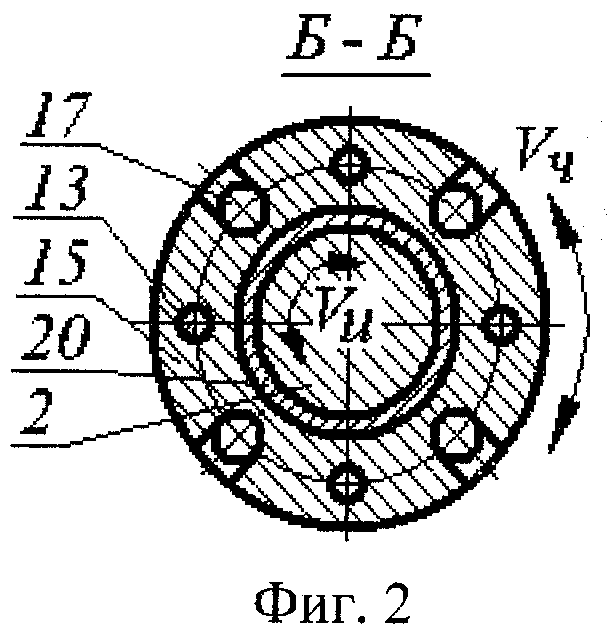
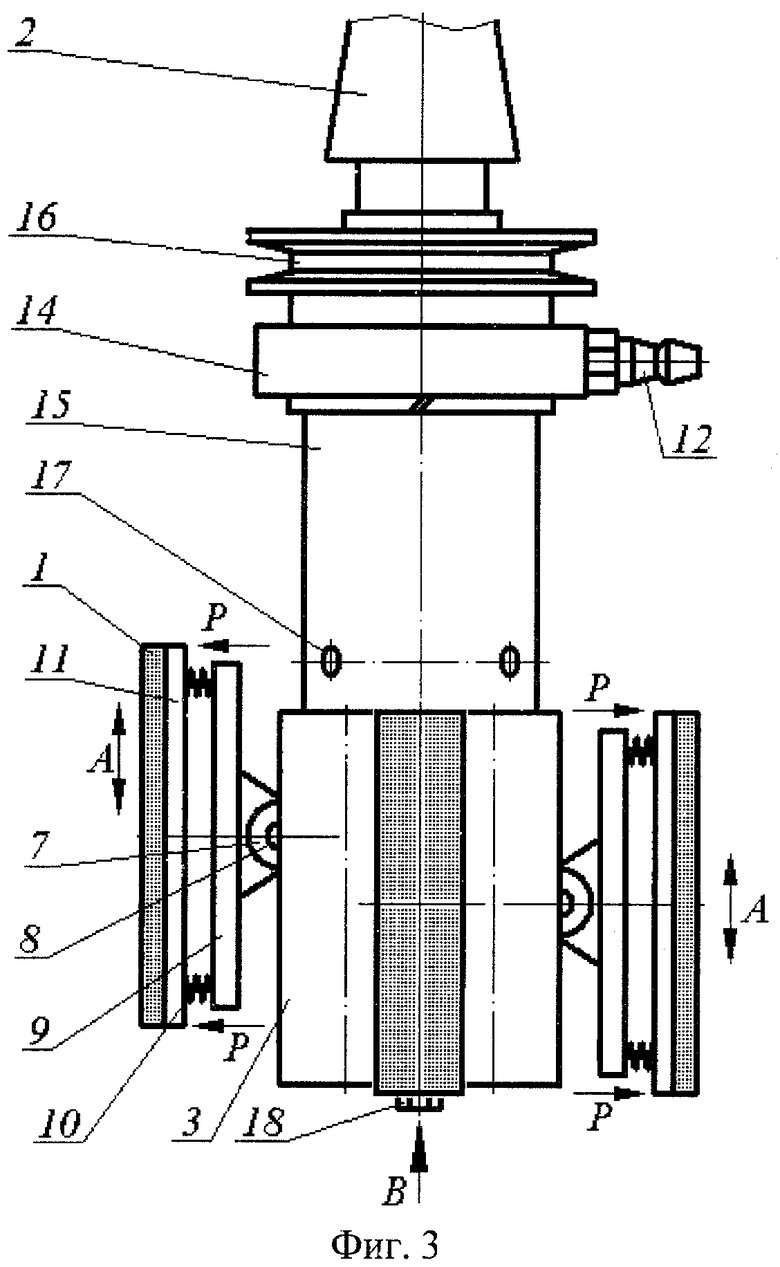
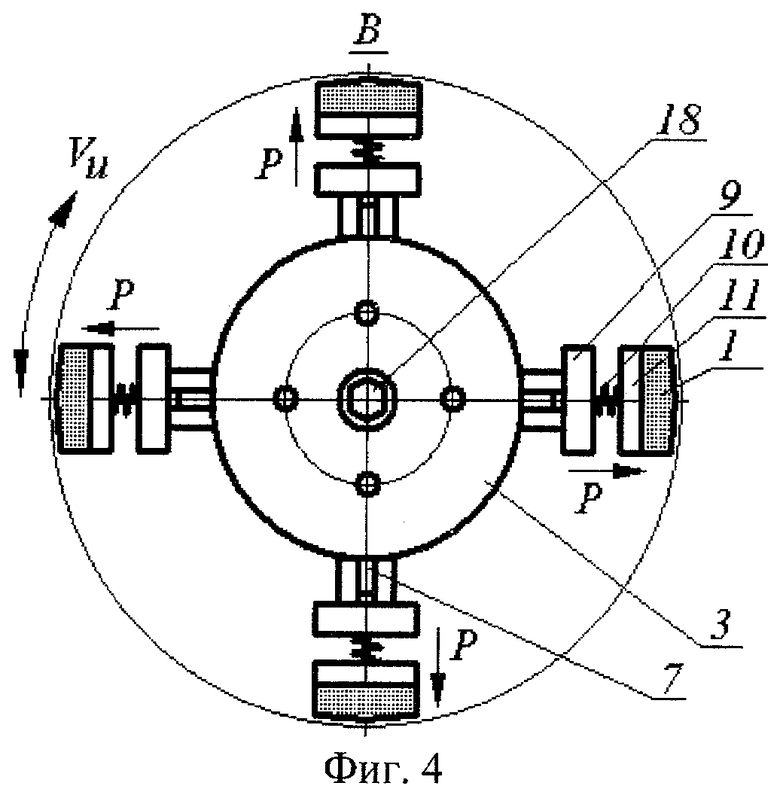
На фиг.1 показана схема вибрационного хонингования отверстия заготовки предлагаемым устройством, продольный разрез; на фиг.2 - поперечное сечение Б-Б на фиг.1; на фиг.3 - общий вид устройства, вид сбоку; на фиг.4 - вид В, вид снизу на фиг.3.
Предлагаемое устройство предназначено для чистовой отделочной обработки отверстий в режиме хонингования с наложением осциллирующих колебаний А в продольном направлении алмазно-абразивным брускам 1, при этом шпинделю 2 сообщают вращательное движение VИ с реверсированием направления вращательного движения и возвратно-продольное перемещение SПР, как при традиционном хонинговании.
Предлагаемое устройство содержит корпус 3, представляющий собой втулку, имеющий центральное продольное отверстие, которым он жестко закреплен на шпинделе с помощью болта 18. Корпус имеет на периферии расположенные по окружности, продольно расточенные цилиндрические отверстия 4. Количество периферийных отверстий выбирается по конструктивным соображениям и зависит от технических условий процесса виброхонингования заготовок и может выполняться от 2-х до 6-ти и более.
В цилиндрических отверстиях корпуса с возможностью возвратно-продольных осциллирующих перемещений с амплитудой А расположены плунжеры 5, которые снизу (согласно фиг.1) подпираются винтовыми цилиндрическими пружинами сжатия 6.
Плунжеры 5 в средней части имеют шарнир 7 с осью 8, на котором продольно установлено коромысло 9, несущее на своих концах винтовые цилиндрические пружины сжатия 10, обеспечивающие поджим и радиальное рабочее давление Р брускодержателя 11 с алмазно-абразивным бруском 1 к обрабатываемой поверхности. Для размещения шарнира 7 на средней части плунжера 5 в средней части корпуса против каждого цилиндра прорезан паз. За счет качания коромысла на оси шарнира алмазно-абразивный брусок равномерно по всей длине прилегает к обрабатываемой поверхности.
Крепление алмазно-абразивных брусков на брускодержателях осуществляется снаружи традиционным приклеиванием, как самое надежное, минимально трудоемкое и легко осуществимое.
Каждый плунжер с коромыслом, брускодержателем и алмазно-абразивным бруском подвергается возвратно-продольным вибрациям с амплитудой А. Сжатый воздух давлением РСЖ из пневмосети через неподвижный штуцер 12 поступает во вращающийся канал 13 через коллектор 14. Коллектор представляет собой кольцо, охватывающее ступицу 15 шкива 16. Каналов 13 во вращающейся ступице 15 шкива 16 просверлено по числу цилиндров. Попадая в верхнюю часть цилиндра, сжатый воздух перемещает плунжер вниз (согласно фиг.1), сжимая пружину 6 до тех пор, пока при вращении ступицы шкива поперечное сечение цилиндра не совпадет с выпускным отверстием 17, выпускающим сжатый воздух в атмосферу. Движение плунжера вверх осуществляет предварительно сжатая пружина 6, находящаяся внизу цилиндра и выталкивающая плунжер вверх, причем частоту вибраций плунжеров регулируют частотой вращения VЧ шкива 16. Имеющийся в конструкции подвода сжатого воздуха вращающийся шкив со ступицей, в которой расположены пневмоканалы, позволяет регулировать частоту срабатывания плунжеров с алмазно-абразивными брусками. Шкив 16 смонтирован на шпинделе 2 с помощью подшипника качения 19 и подшипника скольжения в виде втулки 20.
Предлагаемая конструкция пневматического генератора возбуждения колебаний, приводимая во вращение VЧ шкивом 16 клиноременной передачи от дополнительного электродвигателя (не показан), позволяет получать различный по характеру рисунка микрорельеф на хонингуемой поверхности отверстия заготовки. С целью упрощения кинематики конструкции привода генератора возбуждения колебаний в качестве дополнительного, как вариант, использовали шаговый электродвигатель.
Работа предлагаемого устройства заключается в следующем.
Устройство для вибрационного хонингования устанавливается на шпинделе хонинговального или сверлильного станка, оснащенного дополнительным двигателем для вращения шкива пневматического генератора возбуждения вибраций. К коллектору подводится сжатый воздух строго определенного давления 3…6 КПа, т.к. от величины давления воздуха зависит скорость перемещения хонинговальных брусков и в некоторой степени частота срабатывания исходя из того, что увеличение давления предполагает увеличение скорости вращения шкива пневматического генератора возбуждения вибраций.
Сжатый воздух через коллектор и канал в ступице наполняет цилиндр и перемещает плунжер и закрепленный на нем с помощью коромысла и брускодержателя алмазно-абразивный брусок в нижнее положение, при этом выталкивающая пружина, находящаяся под плунжером - сжимается.
При совмещении цилиндра с выпускным отверстием 17 сжатый воздух в верхней части цилиндра стравливается в атмосферу и плунжер с бруском выталкиваются пружиной вверх. Частота вибраций брусков зависит от соотношения частот вращения шпинделя и скорости вращения шкива пневматического генератора возбуждения вибраций, а также от направления их вращения.
Минимальная частота вибраций брусков будет при совпадении направлений вращения шпинделя VИ и вращения шкива VЧ.
Максимальная частота колебаний брусков будет при встречном направлении вращения шпинделя VИ и вращения шкива VЧ, и чем больше их частоты вращения, тем выше частота колебаний брусков.
Таким образом, происходит алмазно-абразивное хонингование с вибрационным возвратно-продольным нагружением брусков, которое существенно улучшает качество обработанной поверхности и повышает в несколько раз производительность.
В качестве примера проводилась обработка отверстия гильзы цилиндра 130-1002021 на вертикально-хонинговальном станке мод. ЗМ83С, оснащенном хонинговальной головкой с пневматическим генератором возбуждения вибраций и алмазно-абразивными брусками АС6 80/63 50М1 (ГОСТ 25594-83) - 6 шт.; панелью с электроконтактным датчиком - СП-231; автокалибром 8М-17729-02. Материал обрабатываемой заготовки-отливки гильзы цилиндра - специальный чугун, имеющий химический состав (в %): С 3,2…3,4; Si 2,0…2,3; Мn 0,5…0,8; Сr 0,25…0,40; Ni 0,10…0,25; P<0,20; S<0,15; Fe - остальное. Механические свойства чугуна: 170…241 НВ; σВ>206 Н/мм2; σИЗ=432 Н/мм2. Диаметр обрабатываемого отверстия 100,56…100,50 мм; шероховатость - Ra=0,32 мкм. После сборки хонинговальной головки для точного расположения бруски прирабатывались притирочной пастой на хонинговальном станке по отверстию хонингуемой (бракованной) гильзы при равенстве окружной скорости VИ и скорости продольного хода SПР. Притирочной пастой являлся абразивный порошок из зеленого карбида кремния зернистостью 5, смешанный с тавотом в пропорции 1:2. Пасту наносили кисточкой на алмазные бруски. Приработка алмазных брусков производилась до тех пор, пока площадь контакта не достигла 90%. Продолжительность притирки брусков составила 14,5 мин. Режимы алмазно-абразивной обработки: VИ=19 м/мин; SПР=37,7 м/мин.
Значения технологических факторов (частоты вибраций брусков, величины амплитуды А, величины подачи) выбирались таким образом, чтобы обеспечить кратность вибрационного воздействия при обработке элементарной площадки обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности осциллирующего воздействия незначительно влияет на эффективность обработки.
Величина силы статического поджатия брусков к обрабатываемой поверхности составляла Р>25…40 Н.
Предлагаемое устройство позволило повысить производительность в 1,5…2 раза, исключить операцию получистовой алмазно-абразивной обработки благодаря улучшению шероховатости поверхности на 1…2 класса. При этом расход алмазно-абразивного инструмента снизился на 20%.
Вибрационная нагрузка в сочетании с вращательным и возвратно-поступательным движениями устройства создает перекрестное движение алмазно-абразивных зерен и периодически изменяет резание и силу трения.
Благодаря этому облегчается съем материала и стружкообразование, улучшается самозатачивание зерен, а переменные силы активно перераспределяются в плоскости резания, и сила трения уменьшается в несколько раз.
Перекрестное вибрационное движение со статическим нагружением увеличивает число активно работающих алмазно-абразивных зерен и интенсифицирует срезание выступов неровностей поверхности. При этом на обработанной поверхности формируется износостойкий регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты.
Предлагаемое устройство позволяет повысить режимы и производительность обработки в несколько раз без ухудшения качества обработанной поверхности. Кроме того, в таких условиях стойкость инструмента возрастает в два и более раз по сравнению со стойкостью при традиционной алмазно-абразивной обработке, облегчаются съем материала и стружкообразование, уменьшается расход энергии на резание и трение.
Предлагаемое устройство расширяет технологические возможности, повышает производительность, точность и качество алмазно-абразивной обработки путем наложения вибраций на продольное возвратно-поступательное перемещение алмазно-абразивных брусков с использованием упрощенной конструкции пневматического генератора возбуждения колебаний, основанной на применении пневмоплунжеров с оптимальной частотой вибраций, регулируемой дополнительным механизмом.
Устройство целесообразно и эффективно использовать при обработке заготовок малой жесткости из труднообрабатываемых материалов и сплавов.
Источники информации
1. А.с. СССР №356108, кл. В24В 33/00, 1970.
2. А.с. СССР №1530418, кл. В24В 33/00, 1987.
3. Патент РФ №2146593, МКИ 7 В24В 33/00, 33/02 //В24В 1/04. Устройство для вибрационного хонингования. Степанов Ю.С., Афанасьев Б.И. и др. Заявка №98115880/02; 17.08.1998; 28.03.2000. Бюл. №8.
4. Патент РФ №2291043, МПК В24В 33/02; В24В 33/08. Устройство для алмазно-абразивной обработки со статико-импульсным нагружением. Степанов Ю.С., Киричек А.В., Афанасьев Б.И. и др. Заявка 2005124502/02, 01.08.2005; 10.01.2007; Бюл. №1 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| ГЕНЕРАТОР ПНЕВМАТИЧЕСКИЙ ДЛЯ ВОЗБУЖДЕНИЯ ВИБРАЦИЙ ПРИ ХОНИНГОВАНИИ | 2010 |
|
RU2437749C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2428297C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2290292C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2291043C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2426633C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452606C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2452605C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
Изобретение относится к резанию труднообрабатываемых металлов и может быть использовано при чистовой отделочной алмазно-абразивной обработке, например при хонинговании отверстий. Устройство содержит корпус и брускодержатели, несущие расположенные снаружи алмазно-абразивные бруски. Корпус в виде втулки жестко закреплен центральным отверстием на шпиндельной оправке и имеет на периферии по окружности продольно расточенные цилиндрические отверстия, в которых расположены плунжеры с возможностью возвратно-продольного перемещения. Каждый из плунжеров в средней части имеет шарнир, на котором продольно установлено коромысло с цилиндрическими пружинами сжатия для поджима и создания радиального рабочего давления брускодержателя на обрабатываемую поверхность. Упомянутые плунжеры с брускодержателями подвергаются продольным вибрациям за счет подачи сжатого воздуха из сети через коллектор, канал в ступице шкива в верхнюю часть цилиндра. Предусмотрены отверстия, выпускающие сжатый воздух в атмосферу, и пружина сжатия, находящаяся внизу цилиндра. Плунжер движется вниз, до тех пор пока поперечное сечение цилиндра не совпадет с упомянутым отверстием, а движение плунжера вверх обеспечивается сжатой пружиной. Частота вибраций плунжеров регулируется частотой вращения шкива. В результате повышается производительность, точность и качество обработки при использовании упрощенной конструкции пневматического генератора колебаний. 4 ил.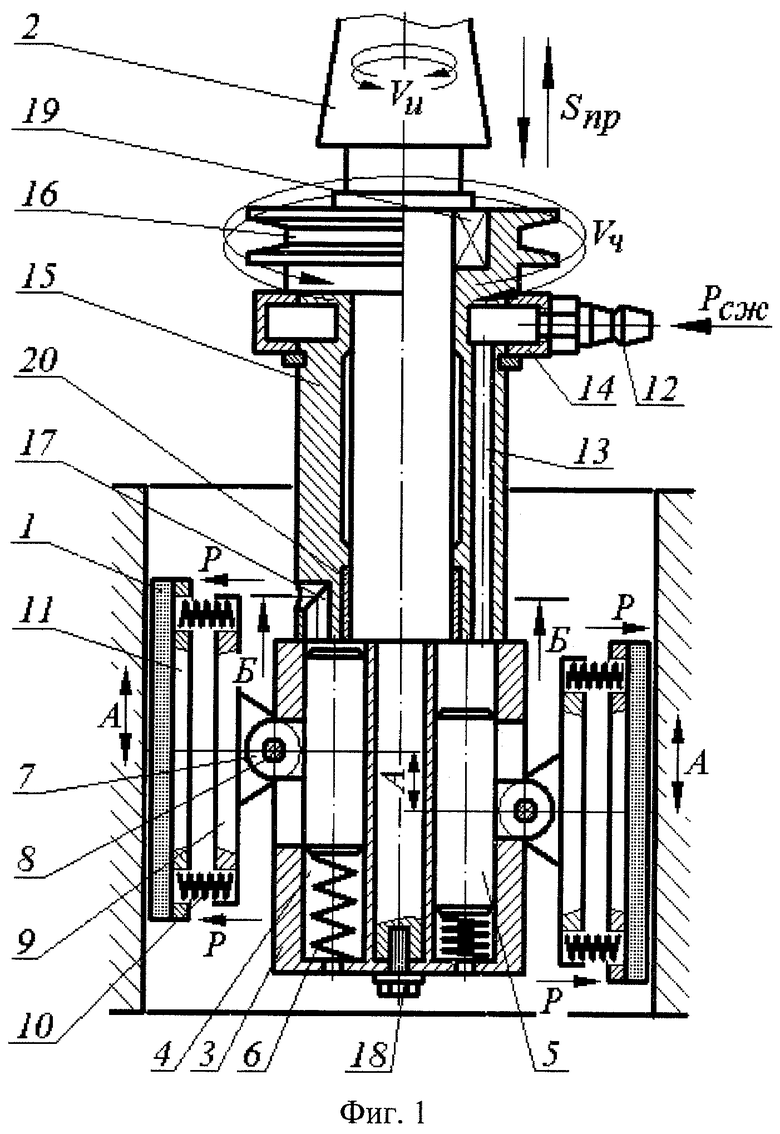
Устройство для вибрационного хонингования, содержащее корпус и брускодержатели, несущие расположенные снаружи алмазно-абразивные бруски, отличающееся тем, что корпус представляет собой втулку, жестко закрепленную центральным отверстием на шпиндельной оправке, и имеет на периферии по окружности продольно расточенные цилиндрические отверстия, в которых расположены плунжеры с возможностью возвратно-продольного перемещения, каждый из которых в средней части имеет шарнир, на котором продольно установлено коромысло, несущее на своих концах винтовые цилиндрические пружины сжатия, обеспечивающие поджим и радиальное рабочее давление брускодержателя с алмазно-абразивным бруском к обрабатываемой поверхности, при этом упомянутые плунжеры с коромыслами и брускодержателями подвергаются продольным вибрациям за счет подачи сжатого воздуха из сети через коллектор, канал в ступице шкива, в верхнюю часть цилиндра, причем плунжер движется вниз до тех пор, пока поперечное сечение цилиндра не совпадет с отверстием, выпускающим сжатый воздух в атмосферу, а движению плунжера вверх способствует предварительно сжатая пружина, находящаяся внизу цилиндра и выталкивающая плунжер вверх, причем частота вибраций плунжеров регулируется частотой вращения шкива.
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2291043C1 |
| Хонинговальная головка | 1950 |
|
SU92642A2 |
| Устройство для вибрационного хонингования | 1987 |
|
SU1541033A1 |
| DE 19544282 A1, 05.06.1997 | |||
| DE 3007314 A1, 03.09.1981. | |||

